Back
[00:05:18] <CIA-8> 03cradek 07v2_0_branch * 10emc2/nc_files/cds.ngc: coord system fix
[00:12:06] <jepler> I'm glad SkunkWorks generated that pathological "spiro" program. It's a good test of my segment-merging code
[00:13:00] <cradek> jepler: I'm trying to figure out what goes in the release branch now
[00:13:29] <jepler> in fact, I can set #5=.2 and G64 P.001 and emc2 breezes through it at 70ipm (out of 72ipm machine max) as long as it gets a slight head-start
[00:13:40] <cradek> cool
[00:13:47] <jepler> it chunks badly if it doesn't get a headstart, though
[00:14:26] <cradek> I wonder if we could figure out a smart way to delay for a bit before starting
[00:14:30] <jepler> that would be nice
[00:14:40] <cradek> I bet even half a second could get you hundreds of segments ahead
[00:15:00] <jepler> classicladder to set feed down at 0 for a second after start?
[00:15:24] <jepler> I think that during a pause (as opposed to a 0% feed override) segments aren't being sent
[00:16:49] <jepler> with this program I notice I often get a following error after an abort
[00:16:55] <jepler> the axis is moving at nearly 72ipm and has to decelerate
[00:17:22] <jepler> i think freqgen makes it move so far when trying to respect the motor acceleration that it gets a following error when I turn the machine back on
[00:17:30] <jepler> does that make sense?
[00:18:04] <cradek> you get it when restarting or when aborting?
[00:18:20] <jepler> I hit escape
[00:18:25] <jepler> it says "joint 0 following error"
[00:18:33] <jepler> [OK]
[00:18:34] <jepler> I hit F1
[00:18:42] <jepler> er, F2
[00:18:55] <jepler> and it gives a little "movement" sound and sometimes (but not always) ferrors again
[00:19:01] <cradek> huh
[00:19:06] <cradek> sounds like two separate bugs
[00:19:24] <cradek> does it go in some wrong direction when you hit abort?
[00:19:55] <cradek> I bet it flies off the path tangent
[00:20:43] <jepler> let me see if I can tell
[00:21:39] <jepler> if I can believe the backplot, it flew off exactly in -Y even though the ongoing motion was in -X-Y
[00:22:07] <jepler> http://emergent.unpy.net/index.cgi-files/sandbox/ferror.png
[00:22:25] <jepler> that time, it went about as far again in "Y" when I hit F2
[00:22:30] <jepler> and ferrored again
[00:22:38] <jepler> "axis 1" is the axis where it reported the following error
[00:22:43] <cradek> yuck
[00:22:45] <cradek> wtf
[00:22:45] <jepler> * jepler shakes his head
[00:22:57] <cradek> it went further along -y?
[00:23:03] <jepler> yes
[00:23:27] <jepler> http://emergent.unpy.net/index.cgi-files/sandbox/ferror2.png
[00:23:35] <cradek> I wonder if this is another new bug in pause/abort after the FO changes
[00:24:00] <jepler> I dunno
[00:24:54] <jepler> I ran again and stopped it at a different point. The yellow line is *not* exactly along an axis this time.
[00:25:09] <jepler> http://emergent.unpy.net/index.cgi-files/sandbox/ferror3.png
[00:25:18] <jepler> the large difference between the red and white is due to the segment-merging code
[00:25:35] <jepler> I should go back to a vanilla checkout and change this file to have a sane #5 value to see if it happens there
[00:26:07] <cradek> maybe so
[00:26:25] <cradek> I don't understand why it picks the direction it does
[00:26:42] <jepler> it's tangent-ish to the ongoing motion
[00:26:49] <jepler> but nothing like exactly tangent
[00:26:54] <cradek> yeah
[00:27:06] <jepler> I was ready to see it be entirely along the axis where it saw the following error
[00:27:14] <cradek> yes me too
[00:27:14] <jepler> but then I was disappointed
[00:27:44] <jepler> I get it in HEAD
[00:27:50] <jepler> let me diff to make sure I don't have anything weird in my tree
[00:27:58] <Jymmm> ROTF... Thought the ad said "Polish Aluminum Construction..."
[00:28:25] <jepler> cradek: try this file with configs/stepper/sim_inch.ini
http://emergent.unpy.net/index.cgi-files/sandbox/spiro-new.ngc
[00:28:41] <jepler> cradek: I have the best luck aborting when it's mostly moving in one axis
[00:28:48] <cradek> can't right now, I am wading through diffs
[00:28:57] <jepler> ok
[00:29:06] <jepler> a task I'm glad you've undertaken
[00:29:09] <jepler> maybe later
[00:29:38] <cradek> yeah I don't want to stop in the middle because it's so tedious I won't go back to it
[00:31:37] <fenn> d'oh!!
[00:31:52] <fenn> i was packing a widget before i allocated the container
[01:15:36] <cradek> jepler: how well have you tested the config copying?
[01:16:00] <cradek> jepler: that's the only thing I really can't decide about
[01:21:39] <SkunkWorks> jepler: glad you had a use for the pathological o-program :). Its kinda funny because at work I am called the psyco query wizard.
[01:24:08] <SkunkWorks> jepler: I have a bug on source forge about estoping on rapids(f2) that will give a folling error trying to turn the machine back on.
[01:28:45] <CIA-8> 03cradek 07v2_0_branch * 10emc2/src/emc/kinematics/ (tc.h tp.c): improved blending, ported from head
[01:29:59] <CIA-8> 03cradek 07v2_0_branch * 10emc2/src/emc/motion/emcmotcfg.h: increase tp's segment queue so we can get further ahead
[01:30:53] <CIA-8> 03cradek 07v2_0_branch * 10emc2/src/emc/task/emctaskmain.cc:
[01:30:53] <CIA-8> two bugfixes ported from head: honor [TASK]CYCLE_TIME and prevent
[01:30:53] <CIA-8> a bogus warning dialog when homing on limit switches
[01:31:30] <CIA-8> 03cradek 07v2_0_branch * 10emc2/src/hal/classicladder/files.c: fix tmp directory usage and cleanup
[01:32:10] <CIA-8> 03cradek 07v2_0_branch * 10emc2/src/hal/components/stepgen.c: better error checking
[01:32:36] <CIA-8> 03cradek 07v2_0_branch * 10emc2/src/hal/components/timedelay.c: typo in module author
[01:33:21] <CIA-8> 03cradek 07v2_0_branch * 10emc2/src/hal/drivers/hal_parport.c: request exclusive usage of the parport
[01:33:38] <CIA-8> 03cradek 07v2_0_branch * 10emc2/src/module_helper/module_helper.c: give a better error if misinstalled
[01:34:31] <CIA-8> 03cradek 07v2_0_branch * 10emc2/src/rtapi/rtapi.h: request exclusive usage of the parport
[01:37:29] <Jymmm> les_w you in the music room already?
[01:42:56] <jepler> cradek: I haven't really tested it. I wouldn't include it yet.
[01:43:01] <cradek> ok
[01:43:31] <cradek> the tkemc font thing is safe isn't it?
[01:43:35] <jepler> I sure hope so
[01:43:44] <jepler> I never did find out if bigal was pleased with the results
[01:43:47] <cradek> I'll put that in
[01:43:57] <cradek> I've never seen bigal pleased about anything
[01:47:42] <CIA-8> 03cradek 07v2_0_branch * 10emc2/tcl/tkemc.tcl: font fix merged from head
[01:49:26] <cradek> that sure makes it look nicer on my very old x server here
[01:49:33] <Jymmm> Jymmm is now known as MrAsshole
[01:49:46] <MrAsshole> MrAsshole is now known as Jymmm
[01:53:47] <CIA-8> 03cradek 07v2_0_branch * 10emc2/src/emc/iotask/ioControl.cc: change error to debug to make it possible to turn it off with DEBUG=
[01:55:23] <cradek> whew
[01:57:07] <Jymmm> Jymmm is now known as MrAsshole
[01:57:16] <MrAsshole> MrAsshole is now known as Jymmm
[01:57:32] <jepler> cradek: done?
[02:03:24] <cradek> yes ready to test
[02:04:00] <cradek> it builds so it must be right?
[02:04:38] <fenn> am i wasting my time trying to improve classicladder?
[02:04:57] <cradek> fenn: I don't think so, it needs it
[02:05:16] <cradek> why do you ask? did someone say that?
[02:05:48] <fenn> well it just seems kinda odd that adding a variable to a struct makes everything blow up
[02:06:29] <fenn> changes the size of the struct which is used to get a pointer to something else.. etc etc
[02:06:34] <fenn> is this the way things are normally done in c?
[02:07:14] <cradek> adding to a struct should almost always be fine, but you have to be sure everything relevant recompiles
[02:07:19] <SkunkWorks> * SkunkWorks gets confused with pointers.
[02:07:28] <cradek> I'd be suspicious that your problem is some files didn't build
[02:07:37] <fenn> thats what i thought so i did a make clean
[02:07:48] <jepler> and it didn't help?
[02:08:04] <fenn> well, lemme try that again
[02:08:08] <cradek> is it just a segmentation violation?
[02:08:29] <cradek> if you're lucky, those can be pretty easy to trap in the debugger
[02:08:46] <fenn> yes i'm using ddd/gdb
[02:09:48] <fenn> i need to learn how to use that better
[02:10:14] <cradek> can you tell what triggers it?
[02:10:51] <fenn> the segfault? lots of different things..
[02:10:58] <SkunkWorks_> ok sorry to interupt. stupid question. nothing was done sense the last time I ran emc.
[02:11:07] <SkunkWorks_> emc/task/emctask.cc 270: interp_error: Coordinate system index parameter 5220 out of range
[02:11:22] <cradek> look at #5220 in your var file
[02:12:14] <fenn> well i'll be.. make clean fixed it
[02:12:32] <cradek> aha!
[02:12:33] <SkunkWorks_> 52200.000000 - didn't I just read about this on the user list?
[02:12:40] <cradek> yes
[02:12:48] <cradek> I think it needs to be 1.000000
[02:12:59] <cradek> was axis the last gui you used?
[02:13:06] <SkunkWorks_> yes
[02:13:18] <fenn> i thought rm src/hal/components/classicladder/*.o would do the same thing, but guess not
[02:13:34] <SkunkWorks_> came back up - thanks
[02:13:37] <cradek> well crap, I always figured this was a problem with the other guis' questionable habit of writing the var file out themselves
[02:14:00] <SkunkWorks_> :) the guy thought it was because he crashed - I don't think I did.
[02:14:21] <cradek> so as far as you remember you shut emc down normally last time?
[02:14:33] <cradek> were you doing anything unusual with coord systems?
[02:15:01] <cradek> this must be an actual bug in emc itself - but I've never seen it
[02:16:06] <jepler> goodnight all
[02:16:43] <fenn> oops, i lied, i had the offending line commented out... we'll see if make clean works for real this time
[02:17:01] <SkunkWorks_> It has been a week - so I could not say exactly. I will try to keep an eye on it. From what I remember it was shut down correctly.
[02:17:31] <cradek> that's a years-old bug I would like to nail sometime
[02:17:51] <cradek> you use coord systems in your programs right?
[02:18:27] <SkunkWorks_> I have not used any offsets if thats what you mean. That was next on my list now that I have home switches installed.
[02:18:38] <SkunkWorks_> I would just home it where I wanted it.
[02:18:52] <cradek> wow, that thickens the plot a bit
[02:19:15] <cradek> strange.
[02:19:24] <SkunkWorks_> (home buttons in axis)
[02:19:34] <cradek> right
[02:19:40] <cradek> that just sets the world coords to zero
[02:20:05] <cradek> and you are also always in the g54 coord system (which is set to zero offset from world)
[02:20:33] <SkunkWorks_> yes
[02:21:17] <fenn> what programs have you run lately?
[02:21:29] <fenn> some of the demos play with offsets
[02:22:25] <fenn> aww make clean didnt help
[02:22:53] <SkunkWorks_> the last programs where ones I had written. no offsets.
[02:23:26] <cradek> fenn: are your changes extensive or would it be fairly easy for me to look at them?
[02:24:14] <fenn> pretty easy to replicate i think
[02:24:32] <fenn> in classicladder.h
[02:24:33] <cradek> can you put the diff on pastbin.com or something?
[02:24:45] <cradek> ok just a sec
[02:25:10] <fenn> #define LGT_NAME 30
[02:25:12] <cradek> ok I'm ready
[02:25:20] <fenn> 130a133
[02:25:20] <fenn> > char Comment[LGT_NAME]; /* displayed by tooltips */
[02:25:35] <cradek> do a diff -u so I can see where it goes
[02:25:38] <fenn> thats just at the end of the struct StrElement
[02:25:58] <cradek> ok
[02:25:58] <fenn> after DynamicOutput
[02:26:02] <cradek> got it
[02:26:30] <cradek> don't tell me that's it
[02:26:36] <fenn> thats it
[02:26:53] <fenn> now if you wanna see why i think that messes it up, look at arrays.c
[02:26:56] <cradek> ugh
[02:27:18] <fenn> RungArray = (StrRung *) pByte;
[02:27:32] <fenn> StrRung has a StrElement in it, so sizeof(StrRung) changes
[02:28:42] <fenn> so when it adds sizeof(StrRung) to get the next array its in the wrong place
[02:28:52] <fenn> i guess.. i'm not sure how to check this stuff with ddd
[02:29:22] <fenn> thing is, i dont know how it ended up in the right place the first time
[02:30:09] <cradek> I don't see what you mean
[02:30:17] <cradek> do you think RungArray and TimerArray end up overlapping?
[02:31:05] <fenn> i'm not sure
[02:31:26] <cradek> where is the segfault?
[02:31:43] <fenn> one of the segfaults occurs in classicladder_gtk.c in UpdateVScrollbar
[02:31:56] <fenn> in the while loop
[02:32:09] <fenn> ScanRung is 1, then 50, then it segfaults
[02:32:35] <fenn> if i comment that whole function out it shows up somewhere else
[02:33:16] <cradek> demo_step_cl runs for me...?
[02:33:55] <cradek> I can scroll and resize the ladder window
[02:35:25] <steves_logging> steves_logging is now known as steve_stallings
[02:35:50] <cradek> do I have to do something to trigger the crash?
[02:36:57] <cradek> when I turn machine on, it does some stuff, seems to work
[02:39:36] <fenn> hmm
[02:40:03] <fenn> oh duh
[02:40:10] <fenn> i bet i need to unload the realtime component :)
[02:40:56] <cradek> doh
[02:43:36] <fenn> well, feeling stupid and understanding what you did wrong is better than feeling stupid and getting nowhere
[02:44:03] <cradek> that's very true
[02:44:13] <cradek> so it's ok for you too now?
[02:44:16] <fenn> yeah
[02:44:27] <cradek> on another bright side, this got me to fire up the demo_step_cl config which I had never done before
[02:44:39] <SkunkWorks_> cradek - guess what I was playing with after I got the home switches setup?
[02:44:51] <cradek> umm homing?
[02:44:57] <cradek> * cradek shoots in the dark
[02:45:08] <SkunkWorks_> I cant remember what exactly I did - but I do remember trying to do a g10 and g55
[02:45:30] <cradek> interesting
[02:45:37] <SkunkWorks_> still trying to reproduce it.
[02:45:38] <SkunkWorks_> memory is coming back
[02:45:52] <cradek> I bet there's a syntactically-bogus g10 command that breaks it or something
[02:46:17] <SkunkWorks_> could be - I could not remember how ot enter the g10 command so I bet I borked it.
[02:46:23] <cradek> maybe us "experienced" folk can type G10 L2 P1 right every time so we never run into it
[02:46:33] <SkunkWorks_> right
[02:47:07] <cradek> in axis do you know you can use the offset button instead?
[02:47:34] <cradek> I rarely invoke those commands manually
[02:48:04] <SkunkWorks_> how does it work?
[02:48:17] <cradek> fenn: are you trying to make it so you can get a tooltip with the signal name?
[02:48:46] <cradek> SkunkWorks_: you jog an axis to where you want its zero point to be, and hit Offset (or shift-home)
[02:49:11] <cradek> the preview program will move along with the axes and the preview will now show both origins (machine and offset)
[02:49:33] <SkunkWorks_> what does it do - when I run a program it keeps the zero ofset?
[02:49:54] <cradek> yes the g54 is always in effect unless you switch to another one on purpose
[02:50:07] <cradek> so g0x0y0z0 goes to your offset origin
[02:50:26] <cradek> if you set soft limits, they will prevent you from jogging too far (the limits work in machine/world coordinates)
[02:50:55] <cradek> if you load a program that goes out of range, axis will highlight the incorrect extent so you know which way to move your offsets to make it fit
[02:51:09] <SkunkWorks_> cool - more stuff to play with
[02:51:17] <cradek> yep
[02:51:30] <cradek> I really like soft limits, they prevent me from doing dumb stuff
[02:51:55] <cradek> most people do not learn how to use limits/offsets and I think that's a mistake
[02:52:07] <SkunkWorks_> I can't remember what I did - I suppose the mdi history isn't saved somewhere?
[02:52:16] <cradek> nope it's not saved over runs
[02:52:22] <SkunkWorks_> damn
[02:57:26] <cradek> this is easy to hack around - 0 is always wrong and 1 is always what you want, I could just put that in
[02:57:30] <cradek> but I'd rather figure out the real problem
[02:58:07] <SkunkWorks_> ?
[02:58:16] <SkunkWorks_> I hope your talking to fenn :)
[02:58:26] <SkunkWorks_> oh - I get it
[02:58:27] <cradek> no, to you...
[02:58:34] <cradek> I mean var #5220, the active coord system
[02:58:50] <SkunkWorks_> I have hacked around for a while now - I don't know what I did.
[02:59:00] <cradek> darn
[02:59:08] <SkunkWorks_> it won't let you enter a g10 without a l or a p
[02:59:13] <cradek> I tried that too
[02:59:22] <cradek> I also tried g53 by itself which is an error
[02:59:31] <SkunkWorks_> right
[02:59:58] <SkunkWorks_> I though am getting good at doing g10 offsets - I could get used to that alos
[03:00:00] <SkunkWorks_> also
[03:00:48] <SkunkWorks_> wish I could remember what I did.
[03:01:02] <cradek> you were running a config in your home directory?
[03:01:08] <SkunkWorks_> yes
[03:01:28] <cradek> if I had been thinking I would have asked you to check it more closely before fixing it - there may have been clues that we've now nuked
[03:01:44] <SkunkWorks_> ah
[03:01:47] <cradek> like the contents of the .var.bak file
[03:02:22] <SkunkWorks_> I remember having the nist ngc pdf up - maybe I was typing something in from there dealing with fixture offsets
[03:05:47] <cradek> the var saving stuff is more complex that I think it needs to be
[03:06:29] <cradek> I think the pattern might be: you do something odd, you exit emc, you start emc, you exit emc, now your var file is screwed up and will bite you next time
[03:08:11] <cradek> well if you ever see it again, please carefully save the whole config directory
[03:08:22] <cradek> ideally with timestamps and everything
[03:09:04] <SkunkWorks_> ok - I sure I will bork it again
[03:09:09] <SkunkWorks_> :)
[03:09:31] <SkunkWorks_> I am glad jepler had fun with my spiro program
[03:10:20] <cradek> I think it's a pretty clever hack
[03:10:29] <cradek> you should put it on the o-code wiki page
[03:11:38] <SkunkWorks_> I will - glad I figured out my stupidity
[03:12:08] <SkunkWorks_> what is the l for any ways in the g10 command? L2
[03:12:18] <cradek> no clue
[03:12:34] <cradek> crazy isn't it
[03:13:12] <SkunkWorks_> :) the nist pdf doesn't mention why
[03:13:14] <cradek> http://www.isd.mel.nist.gov/personnel/kramer/pubs/RS274NGC_3.web/RS274NGC_33a.html#1002552
[03:13:20] <cradek> yeah I was just looking at that
[03:16:36] <cradek> CHK((block->l_number != 2), NCE_LINE_WITH_G10_DOES_NOT_HAVE_L2);
[03:16:52] <cradek> according to my quick reading of the code, you're required to put L2 but it doesn't do anything
[03:17:02] <SkunkWorks_> yep - thats the error
[03:17:09] <SkunkWorks_> :)
[03:17:13] <cradek> I don't think it's used at all
[03:17:15] <cradek> very odd
[03:19:24] <SkunkWorks_> do you think I sould add to the mail list saying in effect that I had the variable change and think it had something to do with fixture offsets?
[03:19:53] <cradek> no strong feelings either way
[03:19:59] <SkunkWorks_> same here
[03:20:16] <cradek> if it helps us get a good bug report (even just a saved config after the error) that would be good
[03:20:28] <cradek> but I'm not sure it would...
[03:20:46] <cradek> I think this error is *very* rare
[03:20:57] <cradek> like I said, I'm pretty sure I've never seen it
[03:21:00] <fenn> cradek: yep tooltip with the hal signal name, exactly
[03:21:02] <SkunkWorks_> its odd that I was just reading it on the mail list ;)
[03:21:15] <cradek> fenn: that's great, exactly what's sorely needed
[03:21:27] <cradek> fenn: that would make it suck SO much less :-)
[03:22:03] <cradek> I better get to bed, goodnight guys
[03:22:26] <SkunkWorks_> I don't understand? tool tip?
[03:23:07] <SkunkWorks_> night chris
[03:24:36] <fenn> night cradek
[03:24:58] <fenn> SkunkWorks_: in classicladder you have to go back and forth to the hal file to see what signal corresponds to what input/output
[03:25:08] <fenn> so i'm trying to make it show that automatically
[03:25:12] <SkunkWorks_> nice
[03:25:48] <SkunkWorks_> * SkunkWorks_ has only looked a classic ladder from a distance
[03:26:11] <fenn> once i saw how classicladder was done on the mazak i realized it was actually really useful
[03:26:54] <SkunkWorks_> I have done plc stuff a few times - I can see how having it with emc is a great asset
[03:28:05] <SkunkWorks_> going to bed also. Night fenn
[03:29:11] <fenn> nite
[03:43:58] <steve_stallings> steve_stallings is now known as steves_logging
[05:48:12] <CIA-8> 03fenn 07HEAD * 10emc2/src/hal/classicladder/classicladder_gtk.c: tooltips is a GtkTooltips, and need to allocate the vbox before i mess with it
[08:51:41] <chinamill> if I set my basethread to a lower value; I can make the parallel port swtch faster, right?
[08:56:32] <fenn> yes
[08:59:06] <chinamill> what would be typical limints? I have both PCI parallel ports and mother board pp
[09:06:53] <fenn> hmm probably not less than 15000 ns
[09:07:09] <fenn> you turn it down until it gets sluggish or locks up, then turn it back up some
[09:07:33] <fenn> you can estimate what the right setting should be by running the latency tests that come with rtai.. in /usr/realtime/kern/latency/run
[09:07:55] <fenn> /usr/realtime/testsuite/kern/latency/run
[09:10:06] <chinamill> thanks for the tip fenn!
[10:08:26] <giacus> morning
[10:22:05] <alex_joni> giacus: hello
[10:22:57] <giacus> hey alex
[11:16:41] <chinamill> Howdy boys!
[11:16:51] <chinamill> (and girls)
[11:23:10] <giacus> hello chinamill
[11:37:58] <les_w> morning and afternoon all
[11:39:09] <giacus> hi les_w :)
[11:39:37] <giacus> how's the weather today ?
[11:39:40] <giacus> better ?
[11:39:52] <les_w> more storms likely
[11:40:12] <giacus> uhm .. should be at the end yet..
[11:40:40] <les_w> we get many hail storms this time of year
[11:41:04] <les_w> I got up at 4 this morning...couldn't sleep
[11:41:12] <les_w> so I just went to work
[11:41:45] <les_w> writing a UVC sterilization paper
[11:42:18] <giacus> for paper ?
[11:42:28] <les_w> I have to find some data on UVC attenuation in protiens and fatty acids
[11:42:52] <les_w> no, for food processing equipment
[11:43:00] <giacus> oh .. understand
[11:43:14] <giacus> for the plants ?
[11:43:28] <les_w> I was asked to look at deli type meat slicers that automatically sterilize the cutting blade
[11:43:57] <giacus> uhm.. that's new to me :)
[11:44:00] <giacus> nice
[11:44:17] <les_w> I have some problems though
[11:44:49] <les_w> if a peice of salami or something is stuck to the blade....only the surface will be sterilized
[11:44:52] <les_w> I think
[11:45:40] <les_w> oh I iknow...I can use such a high intensity that I cook the particles
[11:45:49] <les_w> just from heat
[11:46:33] <les_w> i'll figure something out.
[11:47:37] <les_w> skunk!!
[11:47:40] <les_w> hi sam.
[11:48:00] <SkunkWorks> Hi - whats up?
[11:48:27] <les_w> ah just working on a report...may have to shut down due to storms though
[11:48:56] <SkunkWorks> The comment at the fest was you need to get your butt in gear and test emc2 on your gantry ;)
[11:49:09] <SkunkWorks> storms again?
[11:49:11] <les_w> would love to
[11:49:19] <les_w> yup more storms
[11:50:09] <SkunkWorks> they keep missing us here - they got hit pretty bad a few countys south of here wedsday
[11:50:21] <les_w> I overbooked myself...left no time for machine maintenance and other needed stuff
[11:50:43] <CIA-8> 03rayh 07HEAD * 10documents/lyx/emc2/hal_drivers.lyx: typo
[11:51:07] <les_w> I did a little during my forced vacation this week due to fried modem
[11:51:32] <SkunkWorks> organizing doesn't count ;) - thats just wrong
[11:51:40] <les_w> haha
[11:52:14] <les_w> I badly need that shop extension
[11:52:30] <les_w> separate electronics lab
[11:52:35] <SkunkWorks> How big are you planning?
[11:52:45] <giacus> hi samco
[11:52:56] <SkunkWorks> morning jackey
[11:53:34] <les_w> oh, small. I don't want a factory on the farm. 24x 60 or something
[11:53:35] <giacus> * giacus playng with avidemux, kino & cinelerra :)
[11:53:48] <SkunkWorks> nice size.
[11:53:51] <les_w> right now only 24x48
[11:53:54] <les_w> too small
[11:54:21] <SkunkWorks> our "shop" is 40X80 and it is filled up ;)
[11:54:31] <les_w> ha
[11:55:09] <les_w> well, I have the woodworking stuff, metalworking stuff, and electronics all in that one space
[11:55:43] <SkunkWorks> wood working stuff is in a separate building (barn)
[11:55:59] <SkunkWorks> which is nice.
[11:56:00] <les_w> yes that is what I need
[11:56:10] <les_w> and to get the stored wood out
[11:56:35] <les_w> OSB is cheap again....need wood shed/solar kiln
[11:56:40] <SkunkWorks> are they still excited about the finger burner?
[11:57:13] <SkunkWorks> we looked at making a large rf kiln - never happend - mother nature dries the wood
[11:57:34] <les_w> oh yeah!!! I'm just trying to sneak this UV paper through.
[11:58:30] <les_w> Since the finger burner proto is in chicago
[11:59:36] <les_w> Sent it up there so they can play with it...and I knock off another quick gig while they do
[12:00:14] <SkunkWorks> too bad you couldn't make it to the fest. It was fun meeting the faces behind the names.
[12:00:37] <les_w> yeah wish I could have been there
[12:01:04] <les_w> i'm just on this silly capitalist thing...
[12:01:10] <les_w> work work work
[12:01:23] <les_w> stressed out too
[12:01:25] <SkunkWorks> money is good.
[12:01:35] <SkunkWorks> stess isn't - duh
[12:01:40] <SkunkWorks> stress
[12:02:40] <les_w> I did get some tractor seat time...that helps the stress
[12:03:37] <SkunkWorks> Yes it does - doesn't it. Me it is just tinkering.
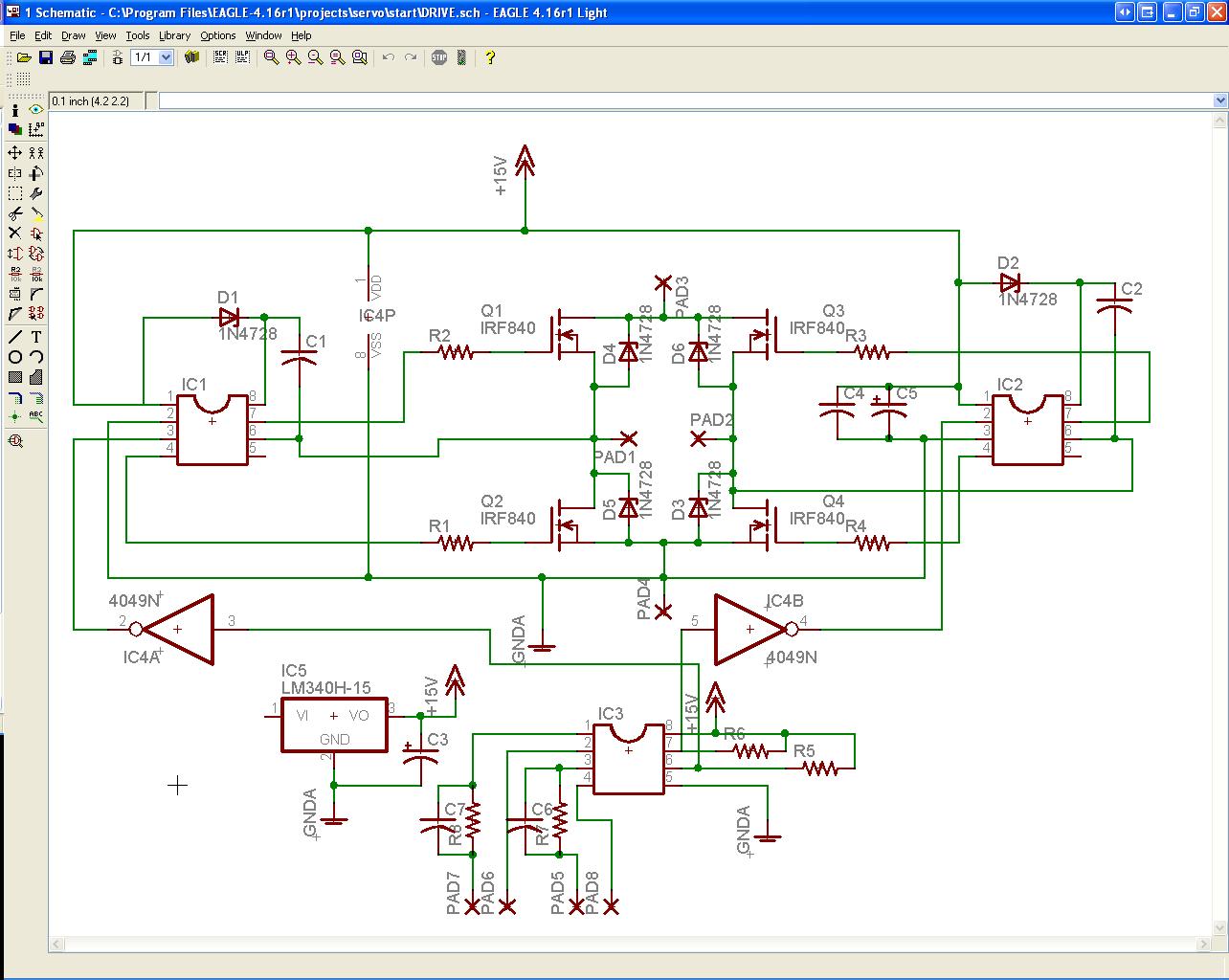
[12:06:16] <SkunkWorks> I have a stupid question - which is probably harder than I think - what would be the easiest way to calculat the size of an inductor in series with a servo for a pwm drive?
[12:07:58] <les_w> hmm
[12:08:23] <les_w> I just used the reccomended value
[12:08:33] <les_w> and it was just motor inductance
[12:08:49] <les_w> most drives don't need any extra inductance
[12:09:01] <SkunkWorks> well with junk and home made circuits there is no recomended value ;)
[12:09:03] <les_w> what's the drive?
[12:09:18] <les_w> oh home made h bridge?
[12:09:25] <SkunkWorks> home made - h-bridge - yest
[12:09:28] <SkunkWorks> yes
[12:09:40] <les_w> and the motors?
[12:10:43] <SkunkWorks> we have a bunch to try - one would be some pm floor scrubing motors - 36v
[12:10:50] <SkunkWorks> just goofing around
[12:11:04] <SkunkWorks> http://www.electronicsam.com/images/KandT/eaglesch.JPG
[12:11:26] <les_w> I think APEX and International rectifier have some ap notes on that
[12:11:48] <SkunkWorks> I have been searching - think I may have to some more.
[12:12:46] <les_w> IRF 540...ok. Let me check something...
[12:13:01] <SkunkWorks> oops - don't go with the values
[12:13:18] <SkunkWorks> sorry - I was just throwing parts on to make the circuit.
[12:13:25] <SkunkWorks> forgot to tell you that.
[12:13:52] <SkunkWorks> I think the mosfets I have right now are irfz44
[12:15:11] <SkunkWorks> the half bridge drivers are ir2111
[12:15:18] <SkunkWorks> sorry alex
[12:16:54] <les_w> ok glentek says the motors should be at least 300 microhenries
[12:17:00] <les_w> can you measure it?
[12:17:39] <SkunkWorks> I have heard - you hook up an inductace meter and slowly turn the motor - then get the lowest reading - does that sound right?
[12:17:55] <SkunkWorks> or do you have a better way?
[12:17:59] <les_w> sounds ok
[12:18:13] <SkunkWorks> I have not done it yet though
[12:18:18] <les_w> a two channel scope and signal generator will work too
[12:18:27] <SkunkWorks> have both
[12:19:39] <les_w> ah ok....measure voltage with one channel, current with the other...(through a shunt)
[12:19:55] <les_w> quotient is impedance
[12:20:10] <les_w> for an inductor that is j omegaL
[12:20:45] <SkunkWorks> ok
[12:20:52] <les_w> Have to watch the ground on the scope though
[12:21:01] <les_w> H bridge is floating
[12:21:12] <SkunkWorks> right
[12:21:18] <les_w> need isolation transformer on the scope perhaps
[12:21:33] <SkunkWorks> well I think we have 2 - 2channel scopes - so I could do a dif
[12:21:44] <les_w> yeah
[12:21:59] <les_w> the newer scopes have dif input anyway
[12:22:13] <les_w> or just grab 3 op amps and make one
[12:22:28] <les_w> diff amp and two follower inputs
[12:23:33] <les_w> I usually keep some burr brown INAxxx inst dif amps around anyway
[12:24:24] <SkunkWorks> :) Have to check my parts bin
[12:25:11] <les_w> or....even easier....use a large series resistor on the sig gen to approx a current source....than just measure voltage
[12:26:13] <SkunkWorks> thats easy.
[12:26:52] <les_w> I have to do stuff like that...but soon am getting a real time impedance analyzer
[12:29:06] <les_w> or throw a cap across it and measure tank circuit resonance
[12:29:35] <les_w> impedance will max at w=1/sqrt(LC)
[12:30:37] <les_w> since current is constant with a series resistor, voltage will max out at resonance too
[12:30:49] <SkunkWorks> w is frequency?
[12:31:16] <les_w> 2*PI * frequency in hertz
[12:31:21] <SkunkWorks> ok
[12:31:31] <les_w> omega really
[12:31:47] <SkunkWorks> my rcl circuit fundimentals is rusty - have not had to deal with it since college
[12:31:58] <les_w> heh
[12:33:19] <les_w> Well for the finger burner I am tweaking tiny little aluminum diaphragms with tweezers and watching the equivalent circuit values change
[12:34:29] <SkunkWorks> so 2*pi*f=1/sqrt(LC) if I solve for L it should be what I want? (sweep frequency until I get a peak)
[12:34:50] <les_w> right
[12:34:53] <SkunkWorks> thats unreal - can't wait to see it when its out there.
[12:35:01] <les_w> still using that series resistor
[12:35:06] <SkunkWorks> right
[12:35:28] <SkunkWorks> cool - I can handle that I think :)
[12:35:39] <les_w> just make it 10 times or more larger than the sig gen output impedance
[12:36:30] <SkunkWorks> now back to the inductor for a second - you had said you normaly use what is recommended - and it is usually the same as the motor impeadence?
[12:36:45] <SkunkWorks> inductance
[12:36:55] <les_w> nah...sig gen is usually 50 or 600 ohm
[12:37:09] <les_w> oh oops
[12:37:12] <SkunkWorks> no - I mean the series inductor for the motor ;)
[12:37:27] <les_w> right
[12:37:46] <les_w> I did not need them.....
[12:38:00] <les_w> my motors were right in the proper range
[12:38:12] <SkunkWorks> thanks. Def gives me something to play with. I honestly was going to try without.
[12:39:06] <les_w> http://www.glentek.com/inddesc.html
[12:40:03] <SkunkWorks> thanks again
[12:40:19] <SkunkWorks> have you gotten any more power out of the finger burner?
[12:40:37] <SkunkWorks> or do you think you have hit the limit?
[12:42:01] <les_w> oh when it comes back I will tweak it majorly
[12:42:18] <les_w> but first I must get that impedance analyzer...
[12:43:56] <les_w> possibly this one...
[12:43:59] <les_w> http://www.home.agilent.com/USeng/nav/-11885.536879654/pd.html
[12:45:19] <les_w> those things are great for tuning high speed servo control loops too
[12:45:48] <les_w> trying to rent but client may just buy
[12:45:49] <SkunkWorks> very nice.
[12:46:46] <les_w> lunchbox that costs as much as a mercedes....heh
[12:47:29] <les_w> won't be my money though.
[12:51:01] <SkunkWorks> nice.
[12:52:22] <les_w> well, back to work for me
[12:52:27] <les_w> later!
[12:53:15] <SkunkWorks> thanks again
[14:09:32] <evert> hi there
[14:09:35] <evert> anybody here?
[14:10:01] <evert> I'm looking for some help on getting my UI running over a network
[14:11:20] <evert> I've edited the nml files as I was supposed to, but when running: tcl/tkemc.tcl -ini configs/motenc/motenc.ini I get no response
[14:11:32] <evert> what am I doing wrong here?
[14:12:18] <cradek> I recommend you just use X's forwarding for this
[14:12:29] <cradek> none of the guis currently work 100% correctly when remote
[14:12:35] <evert> That I did, and it works
[14:12:50] <anonimasu> export DISPLAY="ip:0.0"
[14:13:03] <evert> none of them, alright that explains something
[14:13:30] <cradek> they all depend on being able to open the gcode file on the local disk
[14:14:02] <anonimasu> cradek: smb?
[14:14:12] <evert> ok, but aren't they supposed to start up anyway? Mine doesn't do anything when I run the tcl file
[14:14:17] <evert> just an empty line in the shell...
[14:14:18] <cradek> I think that's the only problem with axis, but tkemc/mini interfaces have additional problems
[14:15:03] <evert> i'll give axis a try then
[14:15:10] <cradek> evert: I think so, but I haven't done it myself, you should ask alex_joni when he shows up today
[14:17:20] <evert> alright, i will
[14:17:35] <evert> thanks anyway, I'll keep on trying
[14:18:23] <cradek> welcome
[14:18:37] <cradek> but I still recommend you just use X if possible - everything will work right
[14:21:24] <jepler> axis performs quite well displayed over a local 100mbit network. I frequently test it that way.
[14:21:53] <SkunkWorks> sample 3 :)
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Oword
[14:22:19] <SkunkWorks> should have put pathalogical in there somewhere :)
[14:23:01] <SkunkWorks> and I think I spelled Euclidean algorithm correctly this time
[14:23:04] <evert> alright, got axis installed here... now how do I get axis running over the network?
[14:23:08] <jepler> SkunkWorks: especially since you had '#5=.2' in there. Didn't you find that #5=5 was perfectly good ?
[14:24:04] <SkunkWorks> yes - but I wanted it to match the screen shot I already had - so someone could see that there program matched the picture. when i get a chance I will redo it.
[14:24:04] <cradek> evert: the easiest way is with ssh: ssh -X emc-machine
[14:24:08] <cradek> then run emc as usual
[14:24:11] <jepler> evert: in my .ssh/config I have specified 'ForwardX11 yes'. After that, I just use 'ssh othermachine' and then run emc in the normal way
[14:24:22] <jepler> I think that 'ssh -X' is the same as 'ForwardX11 yes' in the config file
[14:25:29] <evert> well, actually I have no problem running emc through remote x, but that's not what we're looking for right now... I'll explain:
[14:26:30] <evert> we're playing around with NML and are trying to write an interface that can at least display but preferably also control two EMC computers
[14:27:44] <evert> we just started that today, after finishing a seperate module implementing a sort of coupled control, in which we can base the motion of one machine on feedback from the other machine
[14:28:07] <evert> that's project details though, not really neccessary now
[14:28:38] <evert> as a start we thought we might try to get a UI running over the network through EMC's NML server
[14:29:02] <cradek> sounds interesting; you're asking entirely different questions from the ones we thought at first
[14:29:54] <cradek> I still recommend talking to alex_joni later, he is usually here every day some
[14:30:39] <cradek> he's probably traveling home from work now and will be around soon
[14:30:47] <evert> sorry... when I'm digging into things as I did today my head is a mess at the end of the day... the way I start talking then usually ends up in a blur that no one understands!
[14:31:18] <evert> there I go again :)
[14:31:23] <evert> anyway, thanks for the help
[14:31:28] <cradek> welcome, good luck
[14:31:37] <evert> I'll try to talk to Alex later
[14:55:08] <alex_joni> hello
[14:55:19] <alex_joni> dang.. just missed him I see
[14:55:51] <SkunkWorks> Hi alex
[14:56:16] <alex_joni> hi samco
[14:56:21] <alex_joni> * alex_joni is really beat :/
[14:57:07] <alex_joni> chris was right.. going home from work now :D
[14:57:13] <alex_joni> I'll be back in a bit
[14:58:35] <SkunkWorks> drive safe
[15:17:52] <CIA-8> 03jepler 07HEAD * 10emc2/src/libnml/cms/tcp_srv.hh: fix for invalid C++ syntax found by gcc 4.1 (backport candidate)
[15:17:53] <CIA-8> 03jepler 07HEAD * 10emc2/src/emc/rs274ngc/rs274ngc.hh: fix for invalid C++ syntax found by gcc 4.1 (backport candidate)
[15:21:29] <CIA-8> 03cradek 07v2_0_branch * 10emc2/src/emc/kinematics/tp.c: fix following error on abort
[15:26:46] <CIA-8> 03cradek 07HEAD * 10emc2/src/emc/kinematics/tp.c: fix following error on abort
[15:29:44] <CIA-8> 03cradek 07HEAD * 10emc2/configs/stepper-xyza/README: four axis config's readme
[15:32:10] <CIA-8> 03jepler 07v2_0_branch * 10emc2/src/emc/rs274ngc/rs274ngc.hh: fix for invalid C++ syntax found by gcc 4.1
[15:32:13] <CIA-8> 03jepler 07v2_0_branch * 10emc2/src/libnml/cms/tcp_srv.hh: fix for invalid C++ syntax found by gcc 4.1
[15:35:52] <CIA-8> 03cradek 07v2_0_branch * 10emc2/nc_files/arcspiral.ngc: this is a nice demo file
[15:37:04] <jepler> cradek: might as well update spiral.ngc
[15:38:08] <CIA-8> 03cradek 07v2_0_branch * 10emc2/nc_files/spiral.ngc: as cut on the mazak
[15:47:40] <cradek> I think the release branch is ready now, let's test more and then release this weekend
[15:48:37] <SkunkWorks> good work - can't wait.
[15:48:52] <jepler> I wonder what I should do about AXIS
[15:49:05] <jepler> make 1.4a1 and ask you to package that?
[15:49:19] <cradek> that's fine with me
[15:49:30] <SkunkWorks> goofed around a bit more with offsets and could not make it screw up the var file.
[15:49:41] <cradek> SkunkWorks: thanks for trying
[15:50:17] <jepler> has this only happened to people with axis? I wonder what happens if both the interpreter embedded in axis, and the one inside emc, try to act at the same time...
[15:50:26] <jepler> (to rewrite the var file)
[15:50:28] <cradek> no certainly not
[15:50:41] <cradek> this bug is old old old
[15:52:13] <cradek> in fact I always just assumed it was tkemc (blush)
[15:52:41] <SkunkWorks> sorry to prove that one wrong ;)
[15:55:42] <cradek> I'm really tempted to simplify Interp::save_parameters
[15:56:57] <cradek> CHK(((_setup.origin_index < 1) || (_setup.origin_index > 9)), NCE_COORDINATE_SYSTEM_INDEX_PARAMETER_5220_OUT_OF_RANGE);
[15:57:00] <cradek> or make this not an error
[15:57:05] <cradek> (set it to 1)
[16:08:23] <SkunkWorks> doing a little research - l2 referenced the g52-g59 offsets - there is an L20 that references the G110-G129
[16:08:49] <cradek> interesting, I hadn't heard about that
[16:09:03] <cradek> must be something they thought they might add someday
[16:09:11] <SkunkWorks> http://www.cncmagazine.com/answers/Offsets.htm
[16:09:33] <SkunkWorks> right - like you showed - the code is a dead end right now. ;)
[16:14:33] <Jymmm> mornin
[16:24:58] <CIA-8> 03jepler 07HEAD * 10axis/extensions/seticon.c: touch-off: press 'End' then enter the new value for the selected axis
[16:24:58] <CIA-8> 03jepler 07HEAD * 10axis/scripts/axis.py: touch-off: press 'End' then enter the new value for the selected axis
[16:25:04] <jepler> oops .. I wonder what was in that other file
[16:25:29] <cradek> jepler: neat
[16:26:01] <jepler> cradek: try it and let me know if it sucks
[16:26:27] <cradek> I'm sure it's fine except i'm afraid of units bugs
[16:26:54] <jepler> of course
[16:27:33] <Jymmm> Anyone know the formal word or phrase for "kissing up", "brown nosing", "sucking up" ?
[16:28:15] <bill203> ingratiating
[16:28:18] <cradek> not for the action itself, but the person who does it is a sycophant
[16:28:23] <jepler> http://www.randomhouse.com/wotd/index.pperl?date=19990723
[16:28:31] <bill203> is close anyway.
[16:29:40] <cradek> I wonder how jepler found that so fast
[16:30:25] <jepler> cradek: oh, just google
[16:30:35] <jepler> cradek: you're right about units issues for touch-off, of course
[16:31:50] <cradek> doh
[16:31:58] <Jymmm> Thanks jepler bill203... now to try and pronounce it lol, went to m-w.com (they have this speech thing) too!
[16:32:51] <cradek> I guess learning new words is a way to better yourself, but I can't help but wonder why you're asking.
[16:35:55] <Jymmm> There's a fairly new tennant that moved into the bldg. Her and her BF have been extremely loud/noisey since they moved in. They've been told, and nice then the BF has been kissing my ass every time he see's me. About midnight last night, their drunk asses dropped an entertainment center moving it inside and woke everyone up. Later on the BF got confrontational with me and we had to call the cops.
[16:36:45] <cradek> yuck
[16:36:57] <bill203> I'd leave out "drunk asses"
[16:37:10] <cradek> haha
[16:37:12] <bill203> you've gotta sound professional.
[16:37:20] <Jymmm> They took off just before the cops got here, but there's a clause in the rental contract of not harassing any tennants and their guests. So, we'll have to see what the owner wants todo, but just in case I have to write everything out, I wanted to have the proper verbage.
[16:37:20] <cradek> "dumb drunk asses"?
[16:37:50] <Jymmm> bill203 =)
[16:38:06] <Jymmm> Instant asshole (attitude), just add alcohol
[16:38:46] <Jymmm> Last week they woke me up at 4am slamming the door coming home, and I'm a VERY sound sleeper.
[16:39:12] <bill203> I suggest jamming a toothpick in the lock, and breaking it off.
[16:39:28] <Jymmm> bill203 I'd be the one who would have to fix the lock
[16:39:34] <CIA-8> 03jepler 07HEAD * 10axis/scripts/axis.py: fixes for touch-off. now tested with/without metric ini, with g20/g21, while display is in inch/metric. all combinations seemed to work
[16:39:36] <bill203> d'oh.
[16:39:50] <cradek> jepler: yay!
[16:40:13] <cradek> jepler: do I get extra credit for saying what the bugs are without even trying it?
[16:40:29] <Jymmm> Though I (potentially) could rewire their apartment so the lights go off 45 minues of every hour
[16:40:32] <jepler> cradek: uh, sure. You get 5 points.
[16:40:57] <cradek> whee
[16:41:28] <jepler> cradek: this will sure beat the heck out of "now jog down .0001 twice" or whatever that last step of offseting with the feeler gauge was.
[16:41:29] <Jymmm> cradek 50 bonus points if the bug includes the fix
[16:41:47] <cradek> jepler: yes I think it'll be very nice
[16:41:52] <cradek> jepler: it still sets g54 right?
[16:42:02] <cradek> using mdi?
[16:42:05] <jepler> cradek: yes. it's exactly the same, except the coordinate value given to g54 is different
[16:42:17] <cradek> slick
[16:43:03] <jepler> + position = s.position[offset_axis] / (25.4 * lu) - new_axis_value
[16:43:19] <jepler> + offset_command = "g10 L2 p1 %c%9.4f\n" % (vars.current_axis.get(), position)
[16:43:24] <jepler> + c.mdi(offset_command)
[16:48:29] <SkunkWorks> http://www.electronicsam.com/images/KandT/cncworkshop/rayh.JPG
[16:50:18] <SkunkWorks> cadek looking un-amused
http://www.electronicsam.com/images/KandT/cncworkshop/cradek.JPG
[16:50:23] <SkunkWorks> :)
[16:51:01] <cradek> haha
[16:51:36] <Jymmm> Me in the morning...
http://larrysface.com/piercedLarry.jpg
[16:58:08] <Jymmm> well... that left everyone speechless =)
[17:09:13] <alex_joni> SkunkWorks: lol ;)
[17:18:32] <les_w> i'm fallin asleep
[17:18:56] <Jymmm> les_w get up off the floor then!
[17:18:58] <giacus> logger_aj: bookmark
[17:18:58] <giacus> See
http://81.196.65.201/irc/irc.freenode.net:6667/emc/2006-05-26#T17-18-58
[17:19:09] <giacus> darn tele2
[17:19:32] <les_w> having to review all these papers hunting for UVC absorption in fatty acids and fatty acid esters
[17:19:39] <les_w> eyelids drooping
[17:20:00] <Jymmm> les_w: Do you think this would work for that weathered grey look ?
http://www.benchnotes.com/Tricks%20of%20the%20Trade/tips_and_tricks_of_trade.htm#weathering
[17:20:08] <les_w> looking
[17:21:57] <les_w> I have never tried that, but I do prop up boards against the barn a few weeks to get the look
[17:22:21] <les_w> I guess iron acetate would be kinda gray
[17:23:10] <Jymmm> les_w : I would think it would give a rust effect or in certain woods (redwood/oak) effect the tannins and give it that black/dk blue like
[17:23:11] <les_w> I have also used tanning beds to quickly darken cherry and mahogany
[17:23:34] <Jymmm> lol, that's funny... 1001 uses for tanning beds
[17:24:00] <les_w> tannins react more to things like ammonia
[17:24:21] <les_w> I actually rent a tanning bed sometimes to do that
[17:24:24] <Jymmm> ah, ok... might play with that
[17:24:46] <Jymmm> any other home alcahmist tips?
[17:24:57] <les_w> google "fumed oak"
[17:25:35] <Jymmm> http://www.leesinclair.co.uk/desk%20in%20fumed%20oak%20and%20ash%20open.jpg
[17:26:08] <Jymmm> les_w OH! on the butterfly thing... I found 1/32" phenolic fairly cheap
[17:26:13] <les_w> hey I'm almost doing real chemistry with this thymine-thymine dimer thing caused by 260 nm photons
[17:26:39] <les_w> too thin isn't it?
[17:26:44] <les_w> 1/32
[17:26:59] <Jymmm> hmmmm, could be huh?
[17:27:01] <les_w> wouldn't you want it about 1/4 or something?
[17:27:24] <Jymmm> Yeah, gish gee oh whiz pa!
[17:27:33] <Jymmm> gosh
[17:27:35] <les_w> haha
[17:27:56] <les_w> with a slight draft on the edges so it taper locks in
[17:28:08] <les_w> or something
[17:28:45] <Jymmm> you lost me there =(
[17:29:50] <Jymmm> I was going to treat it like inlay
[17:30:29] <Jymmm> and hopefully not screw it up by runnign the grain the wrong way whne I cut the butterflys =)
[17:35:18] <les_w> just slightly tapered edges
[17:35:30] <les_w> http://www.inchem.org/documents/ehc/ehc/ehc160.htm
[17:35:34] <les_w> oh, zzzzzzz
[17:36:47] <Jymmm> les_w Do I REALLY have to read all that UV Radition JUST to make a nice butterfly joint???? +)
[17:36:56] <Jymmm> * Jymmm snickers
[17:39:19] <les_w> snort. cough. huh? someone say something? <yawn>
[17:39:29] <Jymmm> lol
[17:39:54] <Jymmm> ammonia fuming sounds awefully nasty
[17:40:12] <Jymmm> found this sadistic method...
http://woodworkstuff.net/FumedOak.html
[17:40:22] <Jymmm> looks cool though
[17:40:39] <les_w> well that has uvc transmission of human skin. I need uvc transmission of food products. Same thing. Gross huh?
[17:41:03] <les_w> fumed oak looks good
[17:41:21] <Jymmm> les_w tried the FDA yet?
[17:41:32] <les_w> yeah.
[17:41:37] <Jymmm> USDA ?
[17:41:50] <les_w> Some stuff not much
[17:42:06] <Jymmm> Yeah, they focus more on consumer awareness than anything else.
[17:43:10] <les_w> I am getting the most data from human and mice skin studies for cancer and sunburn
[17:43:20] <Jymmm> http://news.thomasnet.com/fullstory/18904
[17:44:45] <les_w> neat
[17:45:01] <les_w> but it won't do squat for the interior of the food
[17:45:38] <les_w> I'm getting 1% or less light transmission (uvc) in 10 micron epigermis here
[17:45:40] <Jymmm> Well, I don't know exactly what you're needing adn I know you're under NDA too =)
[17:45:47] <les_w> yup
[17:46:00] <les_w> epidermis
[17:46:03] <les_w> zz
[17:46:18] <Jymmm> Buenos Nachos =)
[17:49:07] <les_w> haha
[17:50:54] <Jymmm> instead of 50/50 water/vigigar and steel wool, I wonder what lemon juice would do?
[17:51:19] <SkunkWorks> smell good?
[17:52:02] <Jymmm> SkunkWorks lol, were talking giving wood that grey weathered look
[17:52:14] <SkunkWorks> :)
[17:53:18] <Jymmm> you ever see that show on PBS were he uses ZERO power tools for everything. that's what made me think of lemon juice instead of useing vinagar
[17:53:31] <Jymmm> REALLY old-skool =)
[17:53:55] <les_w> not sure
[17:54:11] <les_w> yeah woodwright's shop was filmed close to here
[18:02:39] <Jymmm> man, they film everything near you Les.... woodwright's shop, deliverance =)
[18:02:39] <les_w> I do remember this: the weathering of wood removes all the lignin from the surface
[18:03:51] <Jymmm> Remember we were talking about how finishes have an amber to them, I read that water based pu will leave a clear finish.
[18:09:15] <alex_joni> hey giacus .. around?
[18:25:30] <Jymmm> If you're into old locks...
http://www.1st-net-lock-museum.com/
[18:29:02] <giacus> hi alex_joni yes
[18:48:50] <les_w> sorry phone
[18:51:10] <les_w> was talking to a uv expert
[18:52:39] <Jymmm> any progress?
[18:57:03] <les_w> not on the transmissibility
[18:57:24] <les_w> looks like we set up the spectrophotometer and see.
[18:57:39] <Jymmm> ah, cool.
[18:58:07] <Jymmm> so you want the UV to penetrate the surface basically?
[18:58:19] <les_w> well, yeah
[18:58:25] <les_w> killing bugs
[18:58:38] <Jymmm> UV + ultrasoncis maybe?
[18:59:04] <les_w> if they are under an oil film...and the film doesn't pass uvc...it won't kill the bugs
[18:59:33] <les_w> E.coli specifically
[18:59:47] <Jymmm> microwave sounds more appriot
[18:59:56] <les_w> yeah
[19:00:01] <les_w> burn em up
[19:00:14] <Jymmm> But... microwave will NOT always kill the eggs
[19:00:33] <les_w> well, it's a metal substrate too
[19:00:39] <Jymmm> I know this for a fact... we will microwave the seed for the birds here, and we still get seed bugs.
[19:01:28] <Jymmm> Jymmm is now known as Red70sShow
[19:01:28] <Red70sShow> Red70sShow is now known as Jymmm
[19:02:19] <Jymmm> Wait... if UV won't always penetrate, is there another wavelength that will?
[19:05:44] <les_w> the thymine thymine dimerization mutation in dna requires 260 nm
[19:06:04] <les_w> so it must be 260 or lower wavelength
[19:06:14] <les_w> main mercury line is at 254
[19:06:22] <les_w> so perfect
[19:09:14] <Jymmm> did you hear about that virus that doens't die even after being autoclaved?
[19:20:18] <les_w> ulp
[19:20:20] <les_w> no
[19:21:09] <Jymmm> I can't recall the name now, but there was an issue in a surgical unit where patients were getting infected from the instruments.
[19:21:27] <les_w> hmm
[19:22:33] <jepler> hi roltek
[19:22:59] <les_w> hi roltek
[19:23:02] <les_w> hi jeff
[19:23:51] <jepler> hi les
[19:27:23] <Jymmm> les_w:
http://www.wyfda.org/member/cj_4.html
[19:44:01] <fenn> i'd hardly call a prion an "organism"
[19:44:44] <fenn> its a protein that got kinked the wrong way, and it kinks other proteins the wrong way
[19:45:21] <Jymmm> fenn heh, that wasn't the point =) It's that autoclave in surgical units won't kill the bastard.
[19:45:40] <les_w> prions are weird weird weird
[19:45:54] <skunkworks> destroy - not kill ;)
[19:46:05] <Jymmm> skunkworks =)
[19:46:20] <les_w> i'm just after e. coli, H5N1, etc
[19:46:51] <les_w> they sure have me do weird stuff huh
[19:47:27] <Jymmm> les_w when are you going todo some work for the sex/boose industry?
[19:47:44] <K4ts> hello
[19:47:46] <K4ts> hi les
[19:48:02] <les_w> hi anna!
[19:50:44] <giacus> ciao anna :)
[19:51:02] <giacus> tryng to convert a wav into ogg I get only noise :(
[19:51:12] <giacus> or in mp3
[19:54:45] <skunkworks_I> boy I don't know what it is with me the last few days.
[19:55:07] <skunkworks_I> differnt system
[19:55:09] <skunkworks_I> Starting emc...
[19:55:09] <skunkworks_I> insmod: error inserting '/usr/realtime-2.6.12-magma/modules/emc2/motmod.ko': -1
[19:55:22] <skunkworks_I> running it yesterday - spiro.ncg
[19:55:23] <giacus> uhm..
[19:55:34] <cradek> skunkworks_I: look in dmesg for the real error
[19:55:50] <alex_joni> skunkworks_I: old config?
[19:55:54] <skunkworks_I> Operation not permitted
[19:55:55] <skunkworks_I> Motion module motmod.ko did not load...
[19:55:55] <skunkworks_I> check system log for error messages
[19:55:55] <skunkworks_I> Shutting down and cleaning up EMC...
[19:55:55] <skunkworks_I> Could not find pid(s) for task classicladder
[19:56:06] <alex_joni> sudo make setuid
[19:56:08] <alex_joni> ?
[19:56:37] <cradek> no that's installed
[19:56:47] <cradek> must be a config problem
[19:56:47] <alex_joni> oh.. right
[19:56:59] <alex_joni> then probably a config file with sec not nsec
[19:57:17] <skunkworks_I> I had changed the ini file to ns yesterday - this is what I used to post the pictures of the spiro program .
[19:57:26] <skunkworks_I> let me look at the ini again
[19:57:42] <cradek> there will be an actual error in dmesg
[19:58:11] <skunkworks_I> cradek: stupid question - how do I dmesg?
[19:58:15] <cradek> alex_joni: I think the v2_0_branch is ready to make 2.0.1
[19:58:23] <cradek> skunkworks_I: just type dmesg at the prompt
[19:58:28] <skunkworks_I> :)
[19:58:46] <cradek> alex_joni: I want to release this weekend, please help test if you can
[19:59:58] <skunkworks_I> [ 317.053601] HAL: creating thread servo-thread, 2147483647 nsec
[19:59:58] <skunkworks_I> [ 317.053609] RTAPI: ERR: clock_set_period: 2147483647 nsecs, out of range
[19:59:58] <skunkworks_I> [ 317.053613] HAL_LIB: ERROR: clock_set_period returned -3
[19:59:58] <skunkworks_I> [ 317.053618] MOTION: failed to create 2147483647 nsec servo thread
[20:00:16] <cradek> woooo
[20:00:30] <skunkworks_I> BASE_PERIOD = 30000
[20:00:37] <skunkworks_I> SERVO_PERIOD = 1000000
[20:00:46] <skunkworks_I> TRAJ_PERIOD = 10000000
[20:01:00] <skunkworks_I> does that make sense?
[20:01:07] <jepler> $ printf '%x\n' 2147483647
[20:01:07] <jepler> 7fffffff
[20:01:15] <skunkworks_I> (like I said I was running this yesterday)
[20:01:15] <jepler> that looks like some kind of error-value return, the largest positive signed integer.
[20:01:50] <alex_joni> skunkworks_I: lools ok..
[20:02:26] <alex_joni> cradek: I can test..
[20:02:53] <cradek> skunkworks_I: in your hal file, what's the loadrt motmod line look like?
[20:03:20] <cradek> skunkworks_I: I can't imagine why it would break overnight - that makes no sense.
[20:03:32] <skunkworks_I> loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD
[20:04:03] <skunkworks_I> I had set the thing yesterday - the periods and then copied the hal file over from the examples
[20:05:11] <alex_joni> skunkworks_I: does it say what version it is?
[20:05:42] <fenn> i got an error like that a couple days ago, RTAPI: ERR: clock_set_period: -2009260032 nsecs, out of range
[20:05:43] <cradek> yeah I bet your emc version itself is too old
[20:05:46] <fenn> when inserting motmod.ko
[20:05:55] <cradek> is it an old TESTING_xxx version?
[20:06:01] <fenn> printf '%x', -2009260032 ==> ffffffff883d2000
[20:07:15] <skunkworks_I> this had emc2 installed on it a few times - the computer you guys goofed around with. I am running it from the icon now -- or did yesterday.
[20:07:22] <skunkworks_I> there are no emc updates as of right now
[20:07:29] <cradek> dpkg -l emc2
[20:07:31] <alex_joni> skunkworks_I: try running from a shell
[20:07:46] <les_w> shuting down...the hailstorms are blooming
[20:07:48] <les_w> later
[20:08:05] <fenn> ciao les
[20:08:22] <skunkworks_I> Desired=Unknown/Install/Remove/Purge/Hold
[20:08:23] <skunkworks_I> | Status=Not/Installed/Config-files/Unpacked/Failed-config/Half-installed
[20:08:23] <skunkworks_I> |/ Err?=(none)/Hold/Reinst-required/X=both-problems (Status,Err: uppercase=bad)
[20:08:23] <skunkworks_I> ||/ Name Version Description
[20:08:23] <skunkworks_I> +++-==============-==============-============================================
[20:08:23] <skunkworks_I> ii emc2 2.0.0 PC based motion controller for real-time Lin
[20:08:29] <cradek> darn
[20:08:39] <alex_joni> skunkworks_I: can you open a terminal?
[20:08:46] <alex_joni> and run 'emc -v -d'
[20:08:59] <alex_joni> actually 'typescript' first
[20:09:07] <alex_joni> then 'emc -v -d'
[20:09:23] <alex_joni> and put the resulting messages into a service like pastebin.com ?
[20:09:45] <cradek> 'script'
[20:09:50] <skunkworks_I> ok
[20:09:56] <skunkworks_I> script
[20:09:59] <skunkworks_I> oops
[20:10:01] <alex_joni> err.. right
[20:10:10] <alex_joni> sorry ;-)
[20:10:19] <alex_joni> does CIA sleep again?
[20:10:37] <jepler> cradek: do you have any idea why CIA is unreliable, besides a firm belief that the problem's not on cvs.linuxcnc.org's end?
[20:10:45] <cradek> jepler: no clue
[20:10:46] <jepler> alex_joni: yeah, what you said
[20:10:57] <cradek> jepler: I can check the mail logs again, but that's all I know how to do
[20:12:06] <cradek> May 26 15:08:23 cvs sm-mta[51940]: k4QK8HG4051938: to=<cia@cia.navi.cx>, ctladdr=<cvs-adm@cvs.linuxcnc.org> (1002/1002), delay=00:00:06, xdelay=00:00:06, mailer=esmtp, pri=30782, relay=cia.navi.cx. [69.90.211.97], dsn=2.0.0, stat=Sent (Ok: queued as 4BD6C1D8007)
[20:13:42] <skunkworks_I> http://pastebin.com/740017
[20:14:04] <CIA-8> 03compile-farm 07BDI-2.18 (2.2.18-rtl3.0) * 10emc2head/: build FAILED ; see
http://linuxcnc.org/compile_farm/emc2head_slot2_log.txt
[20:14:12] <cradek> ouch
[20:14:15] <jepler> e+ INSMOD='/usr/local/bin/emc_module_helper insert'
[20:14:16] <alex_joni> heh ;)
[20:14:25] <jepler> this is not the emc2 ubuntu package, it's something else
[20:14:27] <jepler> doh!
[20:14:34] <skunkworks_I> ok
[20:14:48] <jepler> cc -c -DRTAPI -nostdinc -isystem /usr/lib/gcc-lib/i386-redhat-linux/egcs-2.91.66/include -I/include -I. -I/usr/rtlinux-3.0/include -D__KERNEL__ -Wall -Wstrict-prototypes -fno-strict-aliasing -pipe -fno-strength-reduce -m486 -malign-loops=2 -malign-jumps=2 -malign-functions=2 -DCPU=586 -DMODULE -DMODVERSIONS -include /usr/src/linux-2.2.18/include/linux/modversions.h -g -D__RTL__ -D_LOOSE_KERNEL_NAMES -O2 -I/usr/src/rtlinux-3.0/linux/include -I/usr
[20:14:52] <cradek> someone did a make install (probably a long time ago)
[20:14:55] <jepler> rtapi/rtl_rtapi.c:90: sys/io.h: No such file or directory
[20:14:58] <jepler> rtapi/rtl_rtapi.c: In function `rtapi_outb':
[20:15:00] <jepler> rtapi/rtl_rtapi.c:1721: warning: implicit declaration of function `outb'
[20:15:02] <skunkworks_I> right
[20:15:02] <jepler> argh
[20:15:19] <cradek> you can probably run /usr/bin/emc
[20:15:28] <skunkworks_I> credek: yes probably when this had the 2gb issue
[20:16:14] <alex_joni> skunkworks_I: wasn't me..
[20:16:37] <alex_joni> * alex_joni wonders how many ways you can misspell cradek :D
[20:17:20] <alex_joni> 19:56 < SkunkWorks> cadek looking un-amused
[20:17:26] <skunkworks_I> :)
[20:17:31] <alex_joni> 23:21 < skunkworks_I> credek:
[20:17:39] <alex_joni> skunkworks_I: ;-) .. just teasing you..
[20:17:52] <cradek> it's ok, I also sometimes answer to "aaron" which is my brother's name
[20:18:04] <cradek> I've been called much worse things
[20:18:05] <Jymmm> skunkworks: cr<tab>
[20:18:05] <CIA-8> 03jepler 07HEAD * 10emc2/src/rtapi/rtl_rtapi.c: shot in the dark: the 2.2.16 kernel I referred to had an asm/io.h with inb and outb defined; not sure about iopl (or whether it's needed)
[20:18:33] <Jymmm> cradek Nah, get outta here! Who would do such a thing?!
[20:18:45] <alex_joni> cradek: give us some examples..
[20:18:51] <alex_joni> just for reference :D
[20:19:30] <skunkworks_I> credak: yes emc runs from /usr/bin/emc (his klingon name)
[20:19:37] <cradek> poopyhead?
[20:19:41] <cradek> I dunno
[20:19:54] <jepler> surely his klingon name would be: c'rad'k or something
[20:20:11] <cradek> and you have to spit while saying it
[20:20:14] <alex_joni> but a ° instead of 'rad'
[20:20:18] <skunkworks_I> any idea why the icon on the desktop yesterday?
[20:20:20] <alex_joni> c'°'K
[20:20:47] <cradek> skunkworks_I: ?REDO FROM START
[20:21:17] <skunkworks_I> wow - my brain isn't connected today. sorry
[20:21:21] <cradek> skunkworks_I: before you changed your ini to nsec, the old version could run it
[20:21:47] <cradek> skunkworks_I: now the old version thinks you want periods of many thousands of seconds which makes no sense
[20:23:19] <jepler> BDI-TNG, Ubuntu builds passed
[20:23:28] <jepler> waiting on BDI4 and the second BDI2
[20:23:41] <skunkworks_I> but but - yesterday - tried to run emc from the icon on the desktop - it didn't start. I edited the ini file to change the periods to ns. then coppied the common directory from the examples. Then then then I ran emc - played with the spiro program - took a screen shot and shut the computer down.
[20:24:01] <jepler> Who can change the compile farm page text ? It says this about emc 2.0: The v2_0_branch is the stable release branch for version 2.0. At this time it is only getting bugfixes, we are getting very close to an official release.
[20:24:08] <Jymmm> Not right now or anything... but could someone run some g-code I have on a piece of 2x4 or whatever scrap they have? 1/8" straight bit would be prefered.
[20:24:09] <jepler> we should revise it to say .. something else
[20:25:17] <cradek> jepler: M_PIl?
[20:25:33] <jepler> cradek: The long double version of the M_PI constant. something used it...
[20:25:46] <cradek> I didn't know there was such a thing.
[20:26:20] <cradek> skunkworks_I: sorry, all I can guess is you're nuts or your computer is
[20:26:43] <skunkworks> ok - I can believe that. the computer being nuts that is.
[20:26:51] <skunkworks> :)
[20:27:19] <Jymmm> skunkworks: I've heard of bugs in a computer, but squirels?
[20:27:34] <alex_joni> "All values are of type double. As an extension, the GNU C library also defines these constants with type long double. The long double macros have a lowercase `l' appended to their names: M_El, M_PIl, and so forth. These are only available if _GNU_SOURCE is defined."
[20:29:05] <alex_joni> but I never heard about M_2_SQRTPI before ;)
[20:29:14] <alex_joni> =Two times the reciprocal of the square root of pi.
[20:29:46] <CIA-8> 03compile-farm 07BDI-2.18 (2.2.18-rtl3.0) * 10emc2head/: build PASSED
[20:30:59] <jepler> alex_joni: I use that constant *all* the time.
[20:32:52] <alex_joni> jepler: I bet you do
[20:32:56] <alex_joni> who wouldn't..
[20:33:09] <skunkworks> Jymmm: i only do the tab thing for longer names - like alex_jony :)
[20:33:23] <Jymmm> or skunkworks
[20:33:26] <alex_joni> skunkworks_I: and you still don't get it right
[20:33:30] <Jymmm> lol
[20:33:42] <alex_joni> you're PC must be full of squirrels
[20:33:55] <skunkworks> ;0
[20:34:01] <Jymmm> and are stocking it up with nuts for the winter
[20:34:11] <Jymmm> excluding the operator
[20:34:29] <fenn> watch out they're gonna get ya
[20:34:31] <alex_joni> this reminds me of a joke
[20:34:37] <alex_joni> :-))
[20:35:06] <fenn> two peanuts were talking down a street - one was assaulted
[20:37:45] <skunkworks> what where they talking about?
[20:37:50] <skunkworks> :)
[20:38:09] <skunkworks> and what street was it?
[20:38:45] <Jymmm> and if these talking peanuts are still alive, do you have their contact information?
[20:40:14] <alex_joni> a boy wanted to make love for the first time, so he went to ask his dad if it's ok. the dad said he's too young, and he should practise with a knothole in a tree. so the boy goes practising, and comes with the same question a year later. the dad sends him to the tree again. then eventually one day the dad tells him he's old enough, and he can get a girl. so the boy gets one brings her upstairs to her room. shortly afterwards the dad (downstairs) hears some
[20:40:42] <jepler> oh thank goodness .. the line was cut off before the punchline
[20:41:38] <alex_joni> really? ;)
[20:41:55] <Jymmm> alex_joni: afterwards the dad (downstairs) hears some<snip>
[20:42:05] <alex_joni> wild cries from
[20:42:05] <alex_joni> upstairs, so he goes to check what's wrong. his son was
[20:42:05] <alex_joni> holding a broom-stick, and poking the poor girl. when the
[20:42:05] <alex_joni> dad asked what he's doing, he simply said he's checking for
[20:42:06] <alex_joni> squirrels :D
[20:42:42] <Jymmm> beastiality!
[20:43:19] <alex_joni> well.. they do have sharp teeth
[20:45:57] <Jymmm> if he only had a stun gun...
[20:48:45] <skunkworks> I am still here so you can't talk about my just yet.
[20:48:50] <skunkworks> me
[20:49:29] <jepler> yay the compile farm is all green lights again
[20:49:37] <skunkworks> great job.
[20:50:18] <skunkworks> have you guys always had compile farms - or is that a recent addition?
[20:51:00] <skunkworks> I don't remember the success/fail messages untill recently
[20:51:18] <cradek> it's relatively recently that the farm reports problems to irc
[20:52:37] <jepler> recent and very cool
[20:52:44] <jepler> it tells everyone when I f**l things up
[20:53:33] <alex_joni> jepler: I did it too a few days ago..
[20:53:47] <alex_joni> but it's great ..
[20:53:58] <alex_joni> http://sperone.free.fr/images/extraz/PICS5/keycar.jpg <- that's a nice keyboard
[20:54:58] <jepler> wow. OCD much?
[20:55:05] <cradek> haha
[20:55:35] <alex_joni> some people are totally nuts..
[20:55:45] <alex_joni> skunkworks: and I'm not talking about your squirrels
[20:56:36] <alex_joni> http://sperone.free.fr/extraz11.htm
[20:57:14] <Jymmm> You wanna talk about a keyboard huh.....
http://www.artlebedev.com/portfolio/optimus/
[20:57:57] <alex_joni> yeah yeah.. we already know the OLED one ;)
[20:58:12] <alex_joni> lol, one picture in there is from romania.. ROFLMAO
[20:58:17] <alex_joni> http://sperone.free.fr/images/extraz/PICS5/dont_steal_my_car.jpg
[21:41:29] <alex_joni> * alex_joni goes to bed..
[21:41:30] <alex_joni> night all
[21:41:43] <Jymmm> G'Night alex_joni
[21:42:03] <alex_joni> good night jymmm boy
[21:42:26] <alex_joni> although that was john-boy ... :)
[21:43:14] <Jymmm> G'night billy boy mary ellen sue elouise
[21:56:19] <K4ts> Jymmm: :-)
[22:15:31] <Jymmm> K4ts how you doin ?
[22:15:54] <K4ts> I sing!
[22:16:01] <K4ts> ahah
[22:16:24] <K4ts> I sing for not cry!
[22:16:34] <Jymmm> K4ts: You sing for fun or for work?
[22:16:44] <K4ts> fun!
[22:17:12] <Jymmm> K4ts maybe try singing for work too
[22:17:23] <K4ts> yeahhhhhh
[22:34:02] <giacus> * giacus rendering ..
[22:34:06] <giacus> :)
[22:37:55] <giacus> K4ts: you there ?
[22:38:23] <K4ts> I sing
[22:39:15] <giacus> oh.. ok
[22:39:29] <giacus> I done a videoclip ..
[22:39:41] <K4ts> video clip?
[22:39:43] <giacus> very interesting
[22:39:50] <giacus> yes :P
[22:40:07] <giacus> uploading it now
[22:40:15] <K4ts> skype?
[22:41:31] <giacus> nah
[22:41:38] <giacus> wait few minuts
[22:41:42] <K4ts> ok
[22:43:15] <giacus> its large size.. be patience
[22:43:47] <giacus> http://www.giacus.org/files/video1.mpg
[22:43:54] <giacus> :D
[22:45:53] <giacus> do not say I'm crazy ...
[22:46:11] <giacus> just at 50%
[22:50:00] <giacus> K4ts: are you using mediaplayer ?
[22:50:08] <giacus> do you have the codec ?
[22:51:15] <K4ts> real player
[22:51:46] <giacus> can't see it ?
[22:52:01] <giacus> :(
[22:59:55] <giacus> I'm going to be as giacus spielberg with cinelerra ! :D
[23:10:34] <K4ts> isnt sound?
[23:10:51] <giacus> yes, why not ?
[23:11:12] <giacus> did you installed the codecs ?
[23:11:22] <giacus> maybe you need a crack for mplayer ?
[23:11:24] <giacus> :D
[23:12:08] <K4ts> ufff
[23:12:23] <giacus> uff ?
[23:12:31] <giacus> are you using mp3 or ogg ?
[23:12:35] <K4ts> yes
[23:12:59] <K4ts> real player
[23:13:02] <K4ts> o
[23:13:22] <K4ts> music match jukebox
[23:14:25] <giacus> you need a good media player
[23:14:28] <K4ts> mandamelo su skype
[23:14:58] <giacus> try fdisk c: in the dos
[23:15:35] <giacus> K4ts: do not difference from skype or www, is the same file :/
[23:16:28] <giacus> K4ts: ! do NOT try fdisk c: in the dos
[23:16:33] <giacus> :D
[23:16:51] <giacus> kidding ..
[23:16:57] <giacus> you can try
[23:17:59] <K4ts> nun capisccccccccc
[23:18:10] <giacus> wait
[23:18:25] <giacus> I'll try to rendering it in another format
[23:18:35] <giacus> * giacus thinking..
[23:19:24] <giacus> ok micro$oft avi should be ok, wait ..
[23:19:39] <giacus> now rendering ..
[23:24:10] <fenn> whats up doc
[23:25:38] <DocTanner> Just sitting back, hoping to learn something
[23:29:40] <fenn> 2 spindles and 2 axes all synched together with g33, sound doable?
[23:41:22] <jmkasunich> fenn: no
[23:42:00] <fenn> 1 spindle 3 axes?
[23:42:02] <jmkasunich> G33 by definition uses _the_ spindle as master. If there are 2, which one is the master? and how is the other one controlled
[23:42:10] <jmkasunich> sure, 1 spindle 3 axis no problem
[23:42:32] <jmkasunich> I think if you were perverse enough you could do 1 spindle 6 axis using the existing code
[23:42:36] <fenn> hehehe
[23:42:51] <fenn> roltek was asking me for some reason
[23:42:59] <jmkasunich> but it warps my brain trying to visualize the resulting part
[23:43:03] <jmkasunich> roltek makes gears
[23:43:13] <fenn> yeah that's what i figured
[23:43:15] <jmkasunich> gearhobbing needs lots of synchronized stuff
[23:43:37] <jmkasunich> to be honest I don't think G33 is the best for hobbing
[23:43:49] <jmkasunich> G33 syncs for a pass, then resets and syncs again for the next pass
[23:44:00] <jmkasunich> I think hobbing requires sync and stay synced
[23:44:53] <fenn> ah so you'd have to back out of the cut and spin the hob backwards
[23:45:01] <jmkasunich> huh?
[23:45:06] <fenn> to reset it to zero
[23:45:22] <jmkasunich> no, thats the point, with hobs, you don't reset
[23:45:23] <fenn> pretend your hob is the Z axis
[23:45:27] <fenn> yeah
[23:45:40] <jmkasunich> you sync, cut a gear, and you're done
[23:45:53] <jmkasunich> only one "pass", so no need to resync multiple times
[23:46:25] <fenn> you dont need to worry about overflow with an s32 right?
[23:46:28] <jmkasunich> (I think - the only gearcutting I've ever done has been with a dividing head for gashing and free-hobbing for finish work, no sync at all)
[23:46:49] <jmkasunich> I'd have to do the math do see if a naive implementation would overflow
[23:46:57] <jmkasunich> a sophisticated one won't
[23:47:12] <jmkasunich> because you can keep subtracting
[23:47:28] <fenn> yeah but then you have to deal with the discontinuity when you reset the count to zero
[23:47:58] <jmkasunich> why are you resetting it?
[23:48:03] <fenn> so it doesnt overflow :)
[23:48:41] <jmkasunich> it won't
[23:50:24] <fenn> an encoder with 8000 lines running at 4000 rpm will overflow in.. 33 minutes?
[23:51:10] <jmkasunich> yes, it will wrap, and a naive application that simply generates the slave axis position commands by multiplying the master axis count by a scaling factor will be in trouble
[23:51:18] <jmkasunich> but thats not how I'd do it
[23:51:38] <jmkasunich> gotta make sure I understand this before I try to put it into words
[23:52:18] <jmkasunich> say you are making a gear with 40 teeth
[23:52:32] <jmkasunich> so the blank needs to turn 1/40 of a rev for every turn of the hob
[23:52:57] <jmkasunich> asume that blank has a 4000 count encoder, and the hob has a 2000 count one
[23:53:26] <jmkasunich> so the hob needs to turn 40 * 2000 counts in the same time that the blank turns 1 * 4000 counts
[23:53:36] <jmkasunich> 80000 to 4000
[23:54:35] <jmkasunich> so every time the hob position exceeds 80000 counts, you simultaneously subtract 80000 counts from the hob and 4000 from the blank
[23:54:40] <jmkasunich> neither ever overflows
[23:55:57] <jmkasunich> I glossed over some details, like the fact that the position command for the blank changes abruptly by 4000 counts every so often ;-)
[23:56:46] <jmkasunich> the actual implementation would treat both position command and position feedback as modulo 4000 (or whatever the encoder count is) and that would eliminate the jumps
[23:57:19] <jmkasunich> (the code that subtracts feedback from command needs to be aware that both are module 4000 - you don't just send both to the PID loop)
[23:57:27] <jmkasunich> * jmkasunich shuts up
[23:58:02] <fenn> eh waht? you're still here? show's over buddy
[23:59:07] <K4ts> night
[23:59:31] <giacus> night K4ts
[23:59:36] <jmkasunich> goodnight'
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}