Back
[00:01:27] <giacus> of course, mr B. can't do a president of republic
[00:01:44] <giacus> but it won't lost the 'connection' ..
[00:02:13] <giacus> that's why andreotti will be the next ..
[00:04:49] <giacus> andreotti is just a man who is ivestigated for mafia crimes in sicily island
[00:04:59] <giacus> ten years
[00:05:39] <giacus> you can leran more googling about him
[00:06:29] <giacus> so know, who is dominating the world
[00:06:55] <giacus> and why
[00:09:25] <giacus> the only thing free is the net
[00:09:32] <giacus> and not for all.
[00:12:20] <giacus> * giacus goes to bed
[00:12:22] <giacus> night
[00:49:30] <skunkworks> who the heck is skunkorks?
[00:51:03] <skunkworks> cradek: are the pads for resisters,caps that you use .050?
[00:51:51] <skunkworks> Octigon
[00:53:20] <skunkworks> and what size drill do you use?
[01:15:15] <Jymmmmmm> skunkorks that would be you without the double you
[01:16:48] <cradek> skunkworks: I've found the most useful drill for 1/4w resistors, small caps, ic sockets, etc is .0292 (whichever stupid american number that is)
[01:17:03] <cradek> most eagle parts have these holes as .032 but I like the tighter fit
[01:17:21] <Jymmmmmm> 69
[01:17:23] <cradek> I also regularly use .036, .045, ...
[01:17:34] <Jymmmmmm> .0292 == 69
[01:17:38] <cradek> yeah that sounds right
[01:17:54] <cradek> and #75 for vias because it's a tight fit for 24? ga wire
[01:18:09] <cradek> I think 75
[01:18:23] <Jymmmmmm> 75 == .0210
[01:18:27] <cradek> I hate the stupid american numbers
[01:18:37] <cradek> is that the same size as 24 gauge solid wire?
[01:19:17] <Jymmmmmm> http://www.powerstream.com/Wire_Size.htm
[01:19:25] <skunkworks> I tried a .032 and broke it :) don't really know what happened yet. might be the canned cycle as I didnt look it over very good.
[01:19:39] <cradek> oops
[01:19:51] <cradek> they never break for me, something must be wrong
[01:19:56] <skunkworks> right
[01:20:01] <cradek> I think I drill at about 10ipm at 20krpm
[01:20:56] <skunkworks> I think it may have been going too deep - it was going .12 which I figure was about 2X as far as it needs to. - it broke on the pull out.
[01:21:29] <cradek> I drill to .015 + board thickness
[01:21:33] <skunkworks> ok.
[01:21:53] <cradek> 059 + 015 = 074 I think
[01:22:27] <cradek> and dwell for just the tiniest bit, .05 sec?
[01:23:12] <skunkworks> I set it for 1 - it was 10. 99% was probably the depth
[01:23:19] <Jymmmmmm> Jymmmmmm is now known as Jymmm
[01:23:36] <skunkworks> let me see if I can get a decent picutre
[01:23:46] <cradek> maybe at 1 sec it melted something and stuck?
[01:23:52] <cradek> what was under the board?
[01:26:22] <skunkworks> yes. it was into the wood ;)
[01:26:38] <skunkworks> I was probably charcoaling
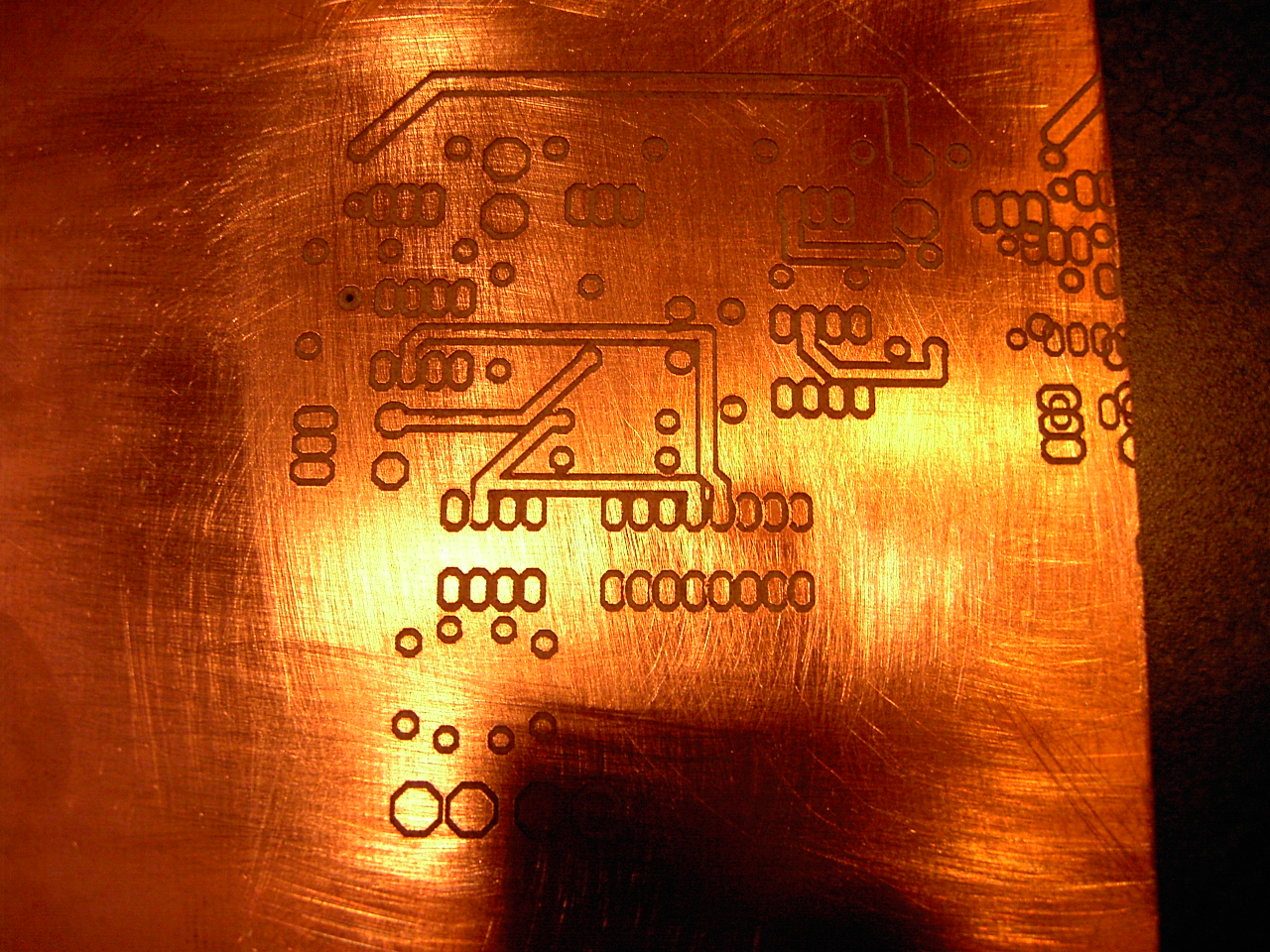
[01:27:20] <skunkworks> http://www.electronicsam.com/images/KandT/PICT0804.JPG
[01:27:32] <skunkworks> the cutter didn't do too bad
[01:27:42] <skunkworks> it isn't perfect though
[01:28:09] <cradek> nice, not bad at all
[01:28:11] <skunkworks> I don't like how small the pads are for the resisters though
[01:28:14] <cradek> how deep did you cut?
[01:28:23] <skunkworks> around 5 thousands
[01:28:39] <cradek> yeah the pads look a little small compared to the ic pads
[01:28:51] <skunkworks> right
[01:29:48] <skunkworks> that was the board I was using to test with
[01:29:57] <skunkworks> not the board I am going to use
[01:30:25] <skunkworks> you can see the one hole that drilled in the upper right. the pad came right off.
[01:30:39] <cradek> yep
[01:30:47] <cradek> or left even
[01:31:31] <skunkworks> upper left - sorry
[01:32:05] <skunkworks> the pads in eagle are the same size for the ic and the resisters.
[01:32:06] <skunkworks> odd
[01:32:40] <cradek> I can believe that they are the same "width"
[01:32:46] <cradek> the ic pads are just "longer"
[01:32:51] <skunkworks> right
[01:33:30] <skunkworks> not missed steps -- slowed the accelleration of x and y down to 10 and the max feed to 160
[01:33:37] <skunkworks> no
[01:34:21] <cradek> great
[01:35:00] <skunkworks> the only odd issue is I had issues getting out of g82. a g0z3 runs z at a slower feed than shuttle. I had to do a g0x,y,z move to get it out. glanced over the nist pdf and didn't see anything.
[01:35:36] <cradek> what's g82?
[01:35:59] <cradek> oh a drill?
[01:36:02] <skunkworks> I also think I here a steady thud thud thud while the machine is in rapid. wondering if the computer is doing something odd.
[01:36:06] <skunkworks> drill
[01:36:26] <cradek> you should not hear anything like that during a rapid
[01:37:08] <skunkworks> I am not 100% sure it is the computer - maybe I have something on the slide - just seemed very rythmic
[02:13:57] <cradek> hi jeff
[02:14:40] <skunkworks> I have the machine (2gb one they you guys had played with) home to try also.
[02:15:03] <cradek> if you have any doubts about your machine, you should run the rtai latency test
[02:15:13] <skunkworks> that - wow I am not drunk either. Yet
[02:15:24] <skunkworks> I was going to ask you about that.
[02:15:26] <cradek> ??
[02:15:45] <skunkworks> I seem to be making odd work choises
[02:15:48] <skunkworks> work
[02:15:52] <skunkworks> word - damn it
[02:15:58] <cradek> sudo mkdir /dev/rtf; sudo mknod /dev/rtf/3 c 150 3; cd /usr/realtime*/testsuite/kern/latency; ./run
[02:16:09] <cradek> (from memory)
[02:16:46] <skunkworks> those are 4 different commands? you can string them togather like that?
[02:16:57] <cradek> sure
[02:17:10] <skunkworks> nice
[02:17:30] <skunkworks> I will try that tomorrow
[02:18:27] <SWPadnos> note the semicolons between commands
[02:18:59] <Jymmm> just dont confuse a semicolon with ampersign =)
[02:19:17] <SWPadnos> heh
[02:19:21] <cradek> ampersign?
[02:19:33] <SWPadnos> ign, and - what's the difference?
[02:19:35] <Jymmm> cradek ls -asl & makes it a background task
[02:22:23] <Jymmm> http://72.14.203.104/search?q=cache:VfAwnssntWcJ:docs.rinet.ru:8080/UNIXs/ch08.htm+shell+background+task&hl=en&gl=us&ct=clnk&cd=6
[02:23:10] <cradek> Jymmm: I know how to use & - I just was making fun of your unique perspective regarding the spelling of `ampersand', sorry
[02:25:43] <Jymmm> cradek Ah, well in any chat I take the standing of "You knew what I meant and any questions/comments regarding spelling/usage is primarily being a word nazi or plain just being anal" =)
[02:26:17] <cradek> I know, sorry
[02:26:23] <Jymmm> Just like you wouldn't corrent somebody that you are speaking to.
[02:26:37] <SWPadnos> I would *correct* someone, however ;)
[02:26:39] <cradek> correct :-)
[02:26:52] <Jymmm> no, no need to be sorry, I just tak irc/im as textual conversation is all.
[02:27:13] <SWPadnos> tak it any way you want ;)
[02:27:26] <Jymmm> SWPadnos *WACK*
[02:27:29] <cradek> hahaha
[02:27:32] <SWPadnos> whack
[02:27:56] <Jymmm> SWPadnos bitch!
[02:28:20] <Jymmm> lol
[02:28:22] <SWPadnos> woohoo - a completely correctly spelled line!!!
[02:28:50] <Jymmm> SWPadnos goony goo goo
[02:28:53] <SWPadnos> vee vill spell all vordz korektly
[02:29:34] <Jymmm> da hell we will!
[02:30:11] <Jymmm> at least not till irc clinet have spell checkers in em
[02:31:15] <Jymmm> Not crap on TV, maybe I'll watch SAW
[02:32:45] <Jymmm> ...or watch half an hour and watch The Godfather (part 1)
[02:32:53] <Jymmm> s/watch/wait/
[02:45:58] <Jymmm> ok SAW it is!
[03:04:38] <skunkworks> jurasic park III
[03:10:00] <Jymmm> that works too
[03:10:16] <Jymmm> I like "Second Hand Lion" as well, but watch it too much
[03:13:42] <skunkworks> have not seen that one yet
[03:27:00] <skunkworks> damn cradek - your pcbs are nice looking.
[03:27:55] <SWPadnos> SWPadnos is now known as SWP_Away
[03:36:48] <Jymmm> http://www.secondhandlions.com/
[03:37:59] <skunkworks> looks like it would be right down my alley. I like happy endings.
[03:40:10] <cradek> skunkworks: thank you
[03:40:43] <skunkworks> cradek: have you ever made componants in eagle
[03:41:05] <cradek> sure
[03:41:10] <skunkworks> I want to make my own rcl with bigger pads.
[03:41:21] <skunkworks> but I think I am just dense
[03:41:40] <cradek> don't do that, just change restring in the drc
[03:42:07] <cradek> pad size is controlled by the drc, not necessarily the library (although I think the library can set minimums or something)
[03:42:52] <cradek> the hole size is in the library though, and pad size is controlled also by that (pad width = hole size + 2 * restring iirc)
[03:48:18] <skunkworks> trying.
[03:50:06] <Jymmm> cradek you have pic's of your pcb's?
[03:52:20] <skunkworks> thanks - that works great
[03:52:34] <skunkworks> http://timeguy.com/cradek-files/cnc/pcb/dscn6119.jpg
[03:52:56] <skunkworks> that was way too easy. (changing pad sizes)
[04:01:36] <Jymmm> skunkorks what are designing the pcb in?
[04:01:43] <Jymmm> skunkworks what are designing the pcb in?
[04:01:52] <Jymmm> wth is skunkorks?
[04:02:15] <Jymmm> oh, your alter ego
[04:05:22] <skunkworks> right. I have not walked over to the other computer and shut it off.
[04:05:26] <skunkworks> eagle
[04:06:40] <Jymmm> do you start in eagle, or from a schematic?
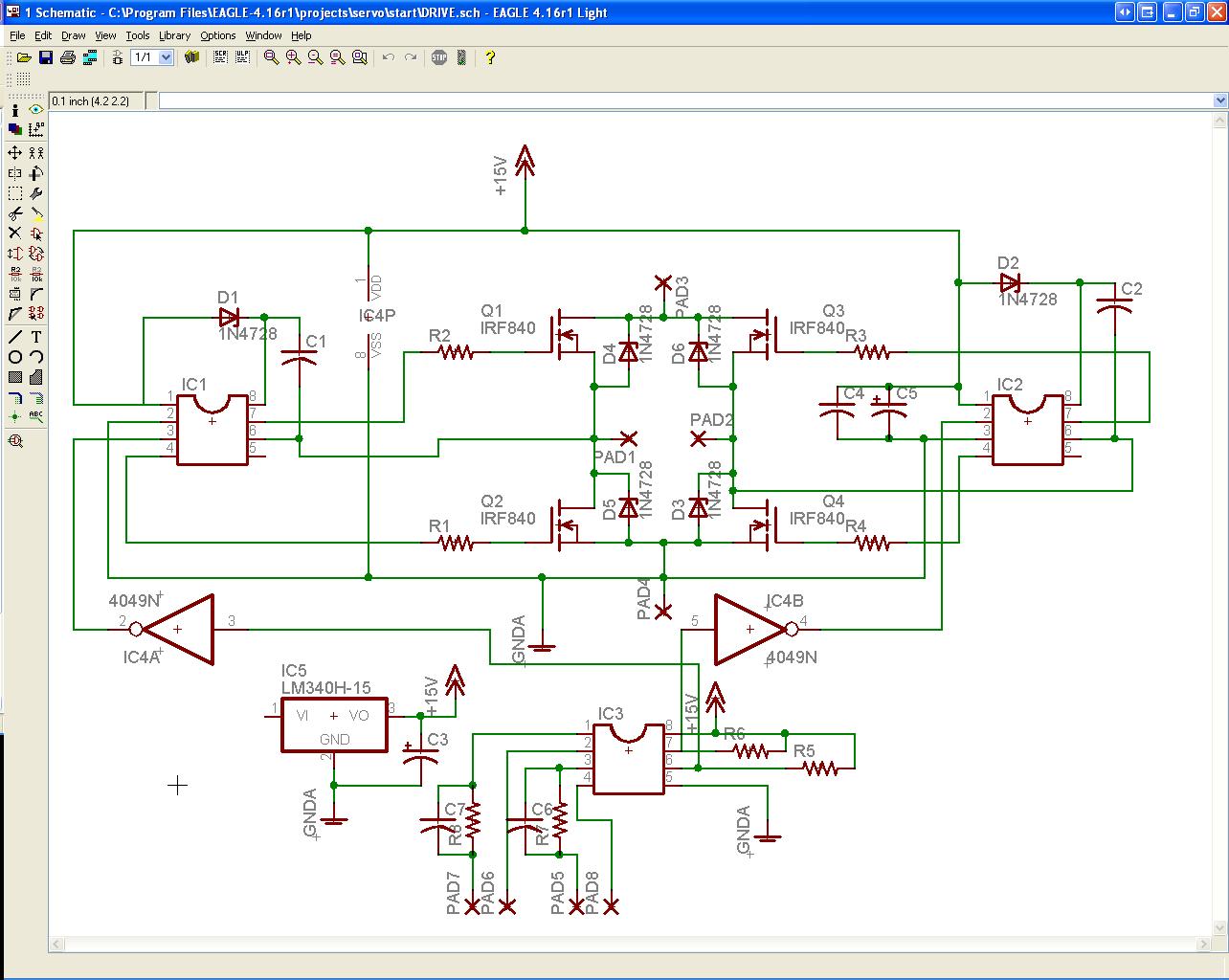
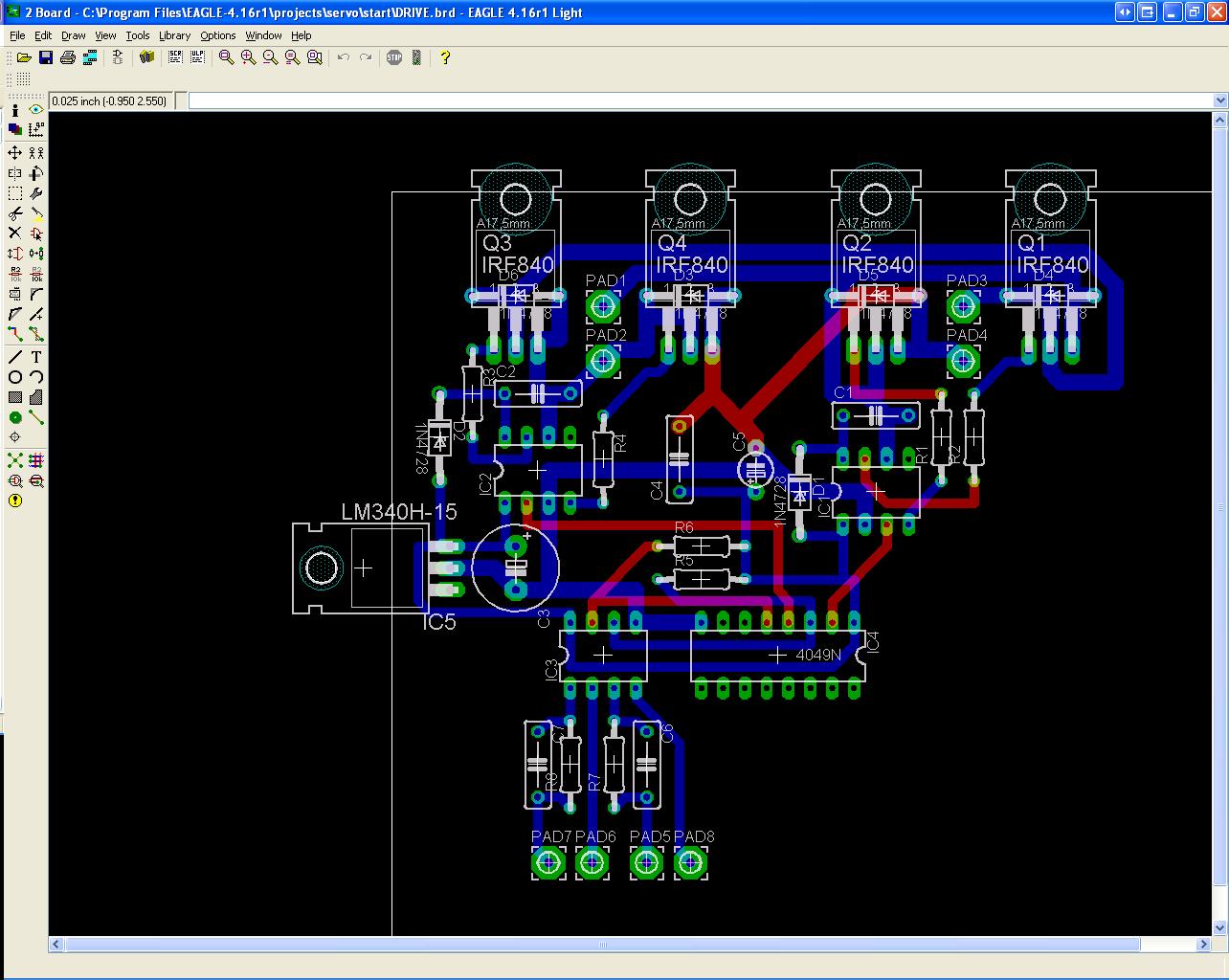
[04:07:59] <skunkworks> I draw the schematic up in eagle and then create the board from it
[04:08:26] <Jymmm> ah, ok.
[04:08:34] <skunkworks> http://www.electronicsam.com/images/KandT/eaglesch.JPG
[04:09:02] <skunkworks> http://www.electronicsam.com/images/KandT/eagle3.JPG
[04:09:08] <Jymmm> and this is with the free version of eagle?
[04:09:13] <skunkworks> yes
[04:09:28] <Jymmm> very cool
[04:10:11] <Jymmm> did you have to add any components to it?
[04:10:21] <skunkworks> no - right out of the box :)
[04:10:41] <skunkworks> oh - I did find a eagle to gcode script.
[04:11:00] <skunkworks> seems to work ok.. needs a little work.
[04:11:17] <Jymmm> not too shabby... i wonder how the non-plated holes do
[04:12:55] <skunkworks> I figure solder top and bottom. kinda looked around for diy plating kits.
[04:13:00] <skunkworks> they are out there.
[04:15:08] <Jymmm> with enough flux, I wouldn't think you would need to.
[04:15:35] <cradek> you have to solder both sides
[04:15:40] <cradek> and use a wire for vias
[04:16:03] <Jymmm> lots of vias normally?
[04:16:10] <cradek> depends on the board of course
[04:16:14] <skunkworks> none on mine yet.
[04:16:20] <skunkworks> yet
[04:16:23] <skunkworks> :)
[04:16:45] <cradek> often you can use existing parts to switch sides, then you just solder top and bottom
[04:16:57] <skunkworks> right
[04:17:16] <cradek> you have to get good IC sockets to be able to solder the top though
[04:17:22] <cradek> the tall machined-pin sockets are the best
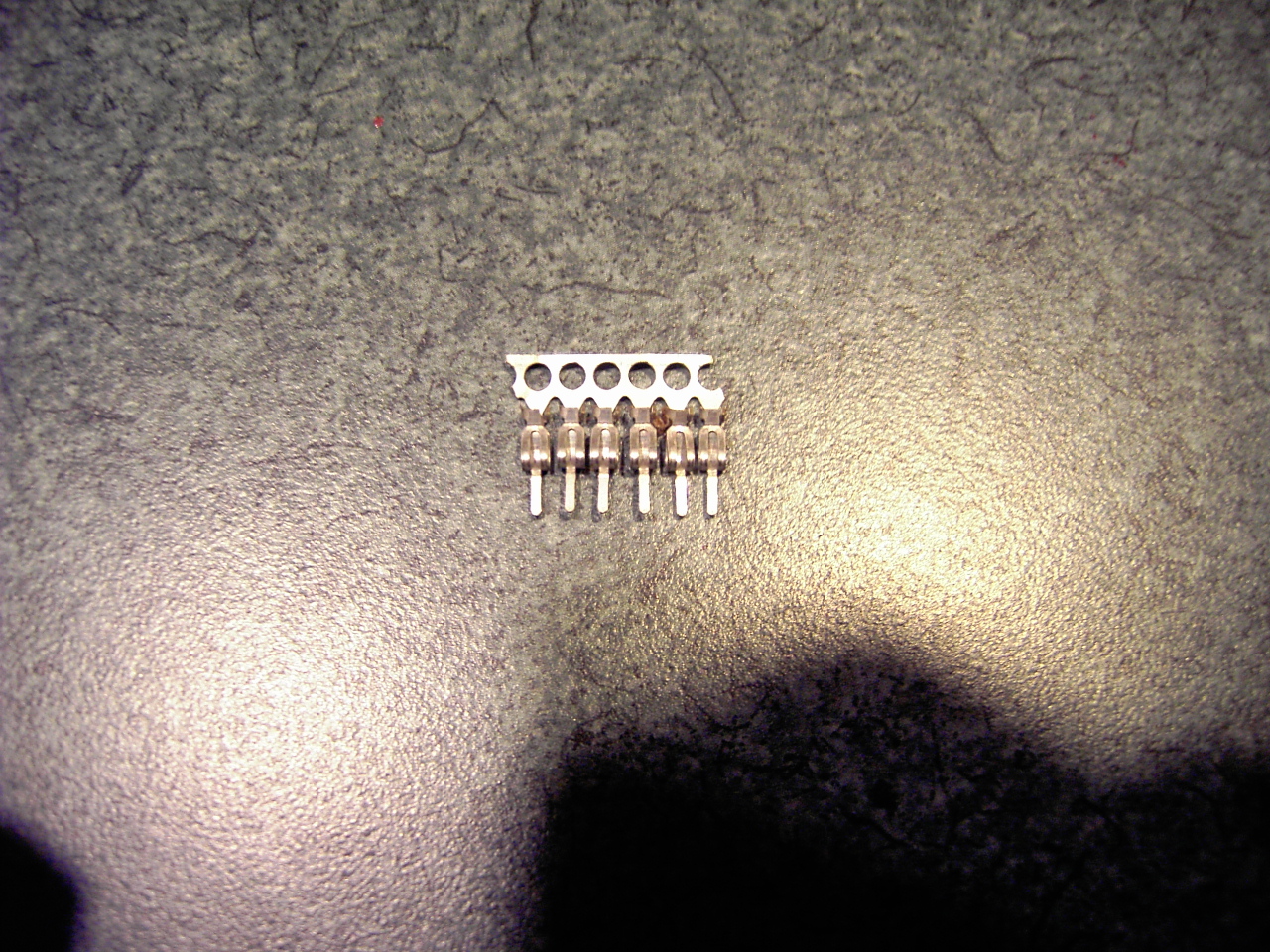
[04:17:45] <skunkworks> when I was younger I had a socket on a roll.
[04:18:01] <skunkworks> I wonder if you can get that anymore
[04:18:16] <cradek> I don't know what you mean
[04:18:35] <skunkworks> think of the socket without the plastic.
[04:19:03] <skunkworks> it is initially held togather with a tab on the top you break off after they are soldered in.
[04:19:18] <cradek> cool
[04:19:50] <skunkworks> I might have some left. don't know were they came from.
[04:20:11] <Jymmm> cradek like wirewrap sockets? "tall machined-pin sockets are the best"
[04:20:29] <cradek> nope, those have oversized square pins
[04:20:53] <cradek> these have .029 pins just like normal sockets
[04:20:57] <cradek> let me see if I can find them on mouser
[04:26:02] <cradek> http://www.mouser.com/index.cfm?handler=displayproduct&lstdispproductid=225821&e_categoryid=602&e_pcodeid=57507
[04:26:23] <cradek> looks like "long solder tail" are the magic words
[04:26:47] <cradek> you can leave these sticking up just a tad, and solder the tops of the pads too
[04:27:06] <Jymmm> top left corner ?
http://www.mouser.com/catalog/625/1099.pdf
[04:28:15] <cradek> yes but that right isometric picture shows wire-wrap leads, which is wrong
[04:28:34] <cradek> see in the dimensioned drawing it says .170"
[04:28:49] <Jymmm> yeah =)
[04:28:52] <cradek> that isometric drawing looks like about .6-.7 which is not representative
[04:29:02] <Jymmm> and square too
[04:29:10] <cradek> yeah
[04:29:24] <cradek> but yes, those are the ones I recommend using if you don't have thru-plated holes
[04:29:58] <Jymmm> what do you usually solder first, top or bottom?
[04:30:25] <cradek> bottom, I think, not sure
[04:30:33] <Jymmm> heh
[04:30:58] <Jymmm> I was thinking top, only becasue you can gauge the added length, like a bent resistor
[04:31:12] <Jymmm> (i hope that made sense)
[04:31:37] <cradek> you mean you can see the height?
[04:31:40] <cradek> that's true
[04:31:56] <Jymmm> yeah, as I usually make the component flush with the pcb
[04:32:09] <cradek> on my boards the holes are a slight friction fit, so you can place the socket and turn it over without it falling out
[04:32:13] <Jymmm> but since I have to solder the top, give a lil added space to it
[04:32:49] <Jymmm> like a radial capacitor, etc.
[04:33:01] <cradek> I haven't done a doublesided one for a while, so I don't remember all the details, but it's not too hard.
[04:33:22] <cradek> yeah, with some components you have to make sure the traces are on the bottom
[04:33:32] <Jymmm> I was just noticing that skunkworks was dbl sided is all
[04:33:34] <cradek> radial caps are a good example if you want them against the board
[04:33:57] <cradek> axial caps are better if you have a choice, because you can solder both sides
[04:34:18] <Jymmm> yeah like those ceramic lil bastards that I think I'm gonna hit and break off all the time!
[04:34:43] <Jymmm> even without a soldering iron in hand =)
[04:35:33] <Jymmm> cradek so you use sockets even on single side boards too?
[04:36:11] <cradek> depends
[04:36:41] <Jymmm> do you coat the milled pcb's with anything?
[04:37:47] <cradek> I wash with soap and water, dry, and coat with a thin layer of flux if I'm not going to solder immediately
[04:38:01] <skunkworks> cradek:
http://www.electronicsam.com/images/KandT/PICT0808.JPG
[04:38:02] <cradek> I don't coat them when finished, and eventually the copper does oxidize
[04:38:15] <skunkworks> wonder if it is produced anymore.
[04:38:46] <cradek> don't know... mouser has a lot of that kind of thing (socket pins)
[04:40:11] <skunkworks> I was looking on mouser. might just have to look though the book
[04:43:29] <skunkworks> close
http://www.mouser.com/catalog/specsheets/506500SI.pdf
[04:48:39] <Jymmm> anyone familure with this guy?
http://www.cadcamcadcam.com/index.asp?PageAction=VIEWPROD&ProdID=10
[04:56:05] <skunkworks> night everyone.
[04:58:04] <Jymmm> G'Night skunkorks and skunkorks
[04:58:21] <skunkworks> oh yah. need to turn that computer off.
[08:53:14] <Lerneaen_Hydra> morning
[08:57:13] <Jymmm> mornin (2am)
[08:59:44] <Lerneaen_Hydra> :|
[08:59:51] <Lerneaen_Hydra> 11:01 am here
[09:07:06] <Jymmm> So, how is it in the future?
[09:07:10] <Jymmm> =)
[09:12:16] <Lerneaen_Hydra> it's... predictable
[09:12:25] <Jymmm> lol
[09:12:28] <Lerneaen_Hydra> not all too unexpected
[09:13:02] <Lerneaen_Hydra> it's brighter outside though
[09:16:53] <Lerneaen_Hydra> I get a joint 0 following error when I have backlash compensation
[09:17:00] <Lerneaen_Hydra> when doing a circular motion
[12:11:20] <Lerneaen_Hydra> slow day today?
[12:26:40] <Jymmm> me? No, sick and got woken up by the fscking neighbor coming home at 4am
[12:31:39] <Lerneaen_Hydra> wonderfull
[12:33:13] <rayh> logger_aj, bookmark
[12:33:13] <rayh> See
http://81.196.65.201/irc/irc.freenode.net:6667/emc/2006-04-23#T12-33-13
[12:34:03] <Lerneaen_Hydra> just out of curiosity, has anyone made a midi-to-gcode app, that takes a channel from a midi file and makes a gcode file from it? (with different reedrates causing different tones)
[12:36:35] <rayh> The new look of music?
[12:37:26] <Lerneaen_Hydra> yes, concerts with mills moving their ways in unison
[12:37:31] <Lerneaen_Hydra> ;)
[12:38:19] <Jymmm> with amplitude being Z ?
[12:38:49] <Lerneaen_Hydra> I dont know how you would do amplitude, I was thinking of the stepper motor itself making the sound
[12:38:53] <rayh> I've heard leadscrews sing.
[12:39:08] <SWP_Away> SWP_Away is now known as SWPadnos
[12:39:08] <Jymmm> oh you mean CNCInstrument
[12:39:12] <rayh> But the pitch depends on where the nut is.
[12:39:20] <SWPadnos> maybe DMX would be better for that ;)
[12:39:26] <Lerneaen_Hydra> dmx?
[12:39:31] <rayh> Mornin Steven.
[12:39:35] <SWPadnos> lighting controls, 512 channels, serial
[12:39:38] <SWPadnos> morning Ray
[12:39:59] <SWPadnos> MIDI is soooooo slow
[12:40:25] <Lerneaen_Hydra> well it's probably the easiest format to read tones from
[12:40:51] <SWPadnos> true, because most things that use MIDI are using it for tones
[12:40:59] <rayh> I can just see us making a 32 channel stepgen.
[12:41:26] <rayh> With timbre parameters.
[12:41:27] <Jymmm> 32? 128 channel!
[12:41:29] <SWPadnos> play the CNC with a keyboard (with velocity sensitive keys)
[12:42:23] <Lerneaen_Hydra> is it just me or does the conversation in the logger_aj bookmark.. well.. uh.. get really ranodm in the middle there?
[12:43:02] <rayh> Must be just you Lerneaen_Hydra. Whole thing looked random to me.
[12:43:13] <Lerneaen_Hydra> you have a point there
[12:43:28] <rayh> "Welcome to the EMC water cooler."
[12:43:58] <Lerneaen_Hydra> exactly
[12:44:24] <Jymmm> rayh: Ok, you need to write soemthign to incorporate this into emc
http://www.3dscanners.com/freedom/
[12:44:47] <rayh> I am amazed at how much good stuff goes on though.
[12:45:22] <rayh> looking
[12:45:23] <SWPadnos> it's already there, Jymmm
[12:45:52] <Jymmm> Yeah?
[12:46:02] <SWPadnos> you can control that type of robot with the right kinematics package, and probing can already be done
[12:46:06] <SWPadnos> though not in line scan mode
[12:46:41] <SWPadnos> the hard part would be programming the probe path
[12:47:23] <rayh> That programming problem was what made me think this was not going to be all that practical.
[12:47:58] <SWPadnos> well, you can still use the X-Y line scan approach, but it probably isn't the most efficient method
[12:48:03] <rayh> six hours to set up and prove out accuracy and 4 minutes to take the measurements.
[12:48:21] <Jymmm> Folks, I was kidding!
[12:48:34] <SWPadnos> Jymmm, no way man. this is a challenge now!
[12:48:38] <rayh> We're not.
[12:48:45] <SWPadnos> you just have to buy a couple for the developers to test ;)
[12:49:30] <Jymmm> ok (grabs cheap gps from shelf)
[12:49:50] <Jymmm> +- 50 feet
[12:50:12] <SWPadnos> great - you can do a 3D map of Mount Rushmore ;)
[12:50:21] <rayh> The gps+ stuff on tractors these days gets down to an inch.
[12:50:42] <Jymmm> rayh Thos rely upon land based points as well
[12:50:56] <SWPadnos> DGPS
[12:51:13] <rayh> Yep. Set it up in the warehouse, mount spindles to the power takeoff.
[12:51:46] <rayh> Only problem is cutting harmonics in the rubber tires.
[12:52:09] <SWPadnos> big knobby tires on those things
[12:53:03] <rayh> I wonder what kind of surface finish you'd get with an 80k lb mobile milling machine?
[12:53:48] <SWPadnos> heh - real smooth motion
[12:53:56] <SWPadnos> low accel
[12:54:24] <rayh> Speaking of conversation that goes random in the middle!
[12:54:38] <SWPadnos> How about those bears?
[12:54:57] <Jymmm> and Lions and Tigers! Oh My!
[12:55:49] <Lerneaen_Hydra> * Lerneaen_Hydra looks away for just a moment and all of emc's users degenerate to a pile of randomness
[12:56:10] <rayh> SWPadnos, Have you put emc2 on a faster pc yet?
[12:56:17] <SWPadnos> nope
[12:57:01] <SWPadnos> I could try getting it to run on my Gentoo machine
[12:57:08] <rayh> Was wishing for a small group of test folk to give comments on halconfig today.
[12:57:15] <SWPadnos> hmmm - that one has no parallel ports though
[12:57:28] <SWPadnos> I can test it on my slower machine (celeron 500)
[12:57:39] <rayh> I already know what your comments would be, to bloated.
[12:57:48] <SWPadnos> no - I allow for CPU speed ;)
[12:58:16] <rayh> Let me test a bit and then commit my latest to cvs.
[12:59:01] <SWPadnos> ok. I'll try to test it a bit today, though I'm preparig for a trip tomorrow
[12:59:09] <Jymmm> I think I'm going to build this with a few modifications
http://www.indoor.flyer.co.uk/probe.htm
[12:59:13] <Lerneaen_Hydra> rayh: what was that about bloated comments? :/
[12:59:25] <Jymmm> SWPadnos: "Do you know the way to San Jose..."
[13:00:11] <rayh> That man's a poet.
[13:01:07] <SWPadnos> Jymmm, I don't, but I always hope the pilot does
[13:01:20] <Jymmm> SWPadnos lol
[13:02:51] <Jymmm> I just to figure out a way to turn/tapper a rod w/o a lathe
[13:02:58] <Jymmm> ^need
[13:03:19] <Lerneaen_Hydra> I don't see how the probe in
http://www.indoor.flyer.co.uk/probe.htm works, how does it see a disconnect? does the tip move so tha balls no longer contact?
[13:03:34] <SWPadnos> Jymmm, see cradek's threading photos
[13:04:20] <Jymmm> Lerneaen_Hydra See the three rods in the middle? they make contact to 3 pairs of balls underneith
http://www.indoor.flyer.co.uk/tipped_t.JPG
[13:04:30] <Jymmm> SWPadnos no, url?
[13:04:44] <Lerneaen_Hydra> ah, the balls are *underneath*, allright, ok
[13:05:02] <Jymmm> Lerneaen_Hydra the 3 rods looked like wires to me the first time
[13:05:03] <Lerneaen_Hydra> and the pins are sort of between them?
[13:05:10] <Jymmm> Lerneaen_Hydra bingo
[13:05:47] <Lerneaen_Hydra> Jymmm: alright, ok, thats a quite simple design, is there a spring of some kind that pushes the middle section down to get a good contact with the balls?
[13:06:07] <SWPadnos> http://timeguy.com/cradek-files/emc/thread-done.jpg
[13:06:13] <Jymmm> Lerneaen_Hydra he doesn't say, but I'd suspect so or maybe just gravity
[13:06:36] <Lerneaen_Hydra> it would feel like just gravity could cause a false disconnect
[13:06:36] <rayh> I've got copies of the original work at General Motors that designed that three balled monstor.
[13:06:41] <Lerneaen_Hydra> if it moves to rapidly
[13:06:43] <rayh> monster
[13:06:44] <SWPadnos> http://timeguy.com/cradek-files/emc/thread-cutting.jpg
[13:06:55] <SWPadnos> http://timeguy.com/cradek-files/emc/thread-check.jpg
[13:07:18] <Lerneaen_Hydra> *too rapidly
[13:07:53] <Lerneaen_Hydra> is there a probing "mode" in emc?
[13:07:58] <Jymmm> SWPadnos with a mill ?
[13:08:02] <SWPadnos> yep
[13:08:16] <SWPadnos> he chucked the stock in the spindle, and fixed the lathe tool to the table
[13:08:21] <Jymmm> SWPadnos oh shit.... the lowest rpm I have is 8K
[13:08:34] <SWPadnos> that won't work
[13:08:35] <SWPadnos> ;)
[13:08:39] <Jymmm> nope, damn
[13:08:39] <Lerneaen_Hydra> thats a rather original idea
[13:09:06] <Lerneaen_Hydra> heh, you should see the CNC lathe they have at my school, threading something like that at 3000rpm is nothing out of the ordinary
[13:09:52] <Lerneaen_Hydra> its damn scary, especially if the contour ries afterwards and you only have a few mm of margin. on top of that you cannot lower the feedrate whatsoever when threading
[13:10:59] <SWPadnos> yeah, the big lathes are impressive when running
[13:11:35] <SWPadnos> we saw one at NIST (30HP spindle, I think) that was removing steel like you wouldn't believe
[13:13:38] <Jymmm> emc support G32 by chance?
[13:13:54] <Jymmm> (probing)
[13:14:38] <SWPadnos> there's probing, but it's not G32
[13:15:02] <SWPadnos> G38.2 I think
[13:15:07] <Jymmm> ah, ok
[13:16:05] <Jymmm> I wonder where I could get some hardned balls on a sunday
[13:16:20] <SWPadnos> err - no comment ;)
[13:16:58] <Jymmm> I knew that was gonna happen, but no better way of saying it
[13:17:12] <SWPadnos> "hardened ball bearings"
[13:17:20] <SWPadnos> do you have any bearings you can take apart?
[13:17:36] <SWPadnos> you don't need those inline skates today, do you?
[13:17:52] <Jymmm> I think I have soem cheapies still, I dont want to take apart the good ones
[13:17:55] <Lerneaen_Hydra> * Lerneaen_Hydra knows of at least one benefit or going to a school owned by SKF
[13:19:01] <Jymmm> is gold plated pcb easy to solder to?
[13:19:12] <SWPadnos> pretty easy
[13:19:17] <Jymmm> then copper
[13:19:38] <SWPadnos> with either one, it's best to tin the solder joint area first
[13:19:42] <Lerneaen_Hydra> copper is easy, so I suppose gold is easier
[13:19:51] <Lerneaen_Hydra> seeing as how it doesn't oxidise
[13:20:14] <SWPadnos> the same property would make you think that solder wouldn't stick as well though
[13:20:27] <Lerneaen_Hydra> why would that make it harder?
[13:20:37] <Jymmm> I tin everything in advanced... lots of flux too
[13:20:40] <Lerneaen_Hydra> less oxides should give less impurities
[13:21:38] <SWPadnos> almost nothing reacts with gold, so the reaction that makes solder stick should also be more difficult
[13:21:48] <Lerneaen_Hydra> hmm, that's true
[13:22:04] <SWPadnos> it doesn't seem any harder, but the thought process is the same ;)
[13:22:23] <Lerneaen_Hydra> although the chemistry of doing things like that is probably more advanced than can be thought out based on gut feeling ;)
[13:22:57] <SWPadnos> yep. I could ask my mother, but I really don't want to do that
[13:22:59] <Lerneaen_Hydra> although I can definetly says that soldering steel-steel with brass solder is real difficult
[13:23:03] <SWPadnos> or my father, I suppose
[13:23:13] <SWPadnos> heh
[13:23:21] <Jymmm> I'll just test on an old ISA card
[13:23:35] <SWPadnos> not the SCSI card!!!
[13:23:48] <Jymmm> No, the I/O card
[13:23:53] <Lerneaen_Hydra> you might get seperation between the fiberglas substrate and the pads
[13:24:11] <Lerneaen_Hydra> when heating it up
[13:24:14] <Jymmm> we'll find out =)
[13:24:25] <SWPadnos> don't heat it for that long
[13:24:43] <SWPadnos> or that hot. this is a radio shack soldering pencil, right?
[13:24:50] <Jymmm> tin the gold, tin the wire, apply more flux and tac together
[13:25:17] <Jymmm> oxy-propane baby!
[13:25:22] <Jymmm> just kidding
[13:26:43] <SWPadnos> "apply powdered magnesium to board, place wire on magnesium, spray with water" ;)
[13:27:14] <Lerneaen_Hydra> why would you want to do that?
[13:27:35] <Lerneaen_Hydra> ignite the H2 gas?
[13:27:50] <Lerneaen_Hydra> the water would have to be steam though
[13:28:10] <SWPadnos> it would turn to steam on cointact with the magnesium
[13:28:17] <SWPadnos> *contact
[13:28:22] <Lerneaen_Hydra> http://www.webelements.com/webelements/elements/text/Mg/chem.html
[13:28:25] <Lerneaen_Hydra> not according to that
[13:28:48] <SWPadnos> hmmm - magnesium, lithium, and sodium should all burn when in contact with water
[13:29:26] <SWPadnos> ok - replace magnesium with lithium, rinse, repeat ;)
[13:29:37] <Lerneaen_Hydra> that is more effective ;)
[13:29:48] <Lerneaen_Hydra> (you forgot lather)
[13:29:54] <SWPadnos> (my parents are the chemists ;) )
[13:29:57] <SWPadnos> lithium is the lather
[13:30:28] <SWPadnos> I guess sodium is the best
[13:31:29] <SWPadnos> interesting - the reaction gets faster as you go down that column in the periodic table
[13:34:22] <Jymmm> and cesium too
[13:34:57] <SWPadnos> yep. the element below that is Francium, which is so rare, that nobody has ever been able to test its reactions with water or air ;)
[13:35:31] <Lerneaen_Hydra> short hlaf-life?
[13:36:07] <SWPadnos> I wouldn't think so, since it's not that heavy (atomic number 82)
[13:36:24] <SWPadnos> but I'm probably wrong
[13:36:45] <Lerneaen_Hydra> hmm, wouldn't it be possible to irradiate something heavier to get a radioactive isotope of francium then?
[13:37:11] <SWPadnos> fission could work, but I'm not sure it's all that easy to get anything heavier either ;)
[13:37:14] <Lerneaen_Hydra> of course if it were possible then it would already have been done so something there is not possible
[13:37:58] <Lerneaen_Hydra> uranium is heavier, and is (realtively) commom
[13:38:24] <SWPadnos> ah - yes, it does havea a short half-life - about 22 minutes
[13:38:30] <Lerneaen_Hydra> ah, ok
[13:38:39] <Lerneaen_Hydra> that would explain the abundance ;)
[13:39:03] <Lerneaen_Hydra> ...Francium occurs as a result of a disintegration of actinium. Francium is found in uranium minerals, and can be made artificially by bombarding thorium with protons...
[13:39:19] <SWPadnos> yep. "at most there is only 20-30 g of the element present in the earth's crust at any one time"
[13:39:29] <Lerneaen_Hydra> yes I jsut saw that
[13:39:34] <Lerneaen_Hydra> that is not a lot
[13:39:40] <SWPadnos> nope
[13:40:12] <SWPadnos> not when the mass of the earth is 5.9742 * 10^24 kg
[13:40:23] <Jymmm> 25,000 miles
[13:40:40] <SWPadnos> I can see for miles
[13:40:53] <Lerneaen_Hydra> miles is not the best unit for measuring mass
[13:41:51] <Jymmm> uh huh!
[13:42:00] <Jymmm> ;)
[13:42:40] <Jymmm> I gotta think about this touch probe a bit as I want it to be a both a touch probe AND a tool setter.
[13:43:03] <Lerneaen_Hydra> tool setter? tool length thing-whatchamacallit?
[13:43:54] <Jymmm> Lerneaen_Hydra Sorta. have tha ability to 1) know where the tip of the tool is and 2) set the Z-Axis zero to the top of the material.
[13:45:21] <Lerneaen_Hydra> if you don't need probing capability would one of these suffice?
[13:45:22] <Lerneaen_Hydra> http://www.energius.se/butikbild/bmklo.jpg
[13:45:30] <Lerneaen_Hydra> (I have no idea what they're called in english)
[13:45:43] <Jymmm> dial test indicator
[13:46:15] <Jymmm> I want to automate the process
[13:46:22] <Lerneaen_Hydra> ah, ok
[13:46:29] <Lerneaen_Hydra> do you have a toolchanger?
[13:46:53] <Jymmm> No, that's part of the problem; all manual.
[13:47:20] <Lerneaen_Hydra> then why automate it if the time consuming part is manual?
[13:47:25] <Jymmm> I figure it'll take two steps... one sensor on the table to get the tools length, and another on the stock to get it's thickness.
[13:48:16] <Jymmm> Well, getting Z zero to top of material EXACTLY is a bitch (at least for me), if I can automate the process it be much easier
[13:48:29] <Lerneaen_Hydra> ah, ok
[13:48:59] <Lerneaen_Hydra> I was thinking having the dial test indicator as a known length and then manually jogging down untill you reach 0
[13:50:40] <Jymmm> Well, I toss in a new tool, now I have to figure out it's lenth. then I have to figure out TOM.
[13:51:27] <Jymmm> What I've been doing is using a flashlight andslowly jogging the tool down till the shadow of the tool and the tool itself "touch", then just zeroing out the Z axis.
[13:51:31] <Lerneaen_Hydra> you'll need an external measuring base
[13:51:38] <Lerneaen_Hydra> erk..
[13:52:08] <Jymmm> that's the two steps I mentioned earlier
[13:52:12] <Lerneaen_Hydra> ok
[13:52:20] <Jymmm> one for the tool, the other for the stock
[13:52:57] <Lerneaen_Hydra> yes
[13:53:01] <Jymmm> Well... I did find some instant too changer things the other day, but look shitty
[13:53:18] <Lerneaen_Hydra> how will you measure the tool length relative to the probe?
[13:53:37] <Lerneaen_Hydra> zero with the probe on the base, then check how much longer/shorter the tool is?
[13:53:40] <Jymmm> one sensor on table top
[13:53:46] <Lerneaen_Hydra> ah, ok
[13:53:59] <Jymmm> one probe on Z
[13:54:51] <Jymmm> It's the only way I can think of right now.
[13:55:24] <Lerneaen_Hydra> that is semi-automated
[13:55:34] <Lerneaen_Hydra> you could loose the tabletop sensor though
[13:55:49] <Lerneaen_Hydra> you'l have to manually measure the tool once though
[13:55:50] <Jymmm> then I won't know the tool's length
[13:55:53] <Lerneaen_Hydra> once for every tool
[13:56:08] <Lerneaen_Hydra> measure with the probe in the spindle first
[13:56:22] <Lerneaen_Hydra> then measure the length of the tool relative to the probe
[13:56:36] <Jymmm> how?
[13:56:40] <Lerneaen_Hydra> measure in the way you described before with the light
[13:56:42] <Lerneaen_Hydra> and the shadow
[13:57:00] <Jymmm> it sucks when the maerial is clear acrylic =)
[13:57:11] <Jymmm> no shadow
[13:57:26] <Lerneaen_Hydra> you can measure against any material, it doesn't need to be the one to machine in
[13:57:36] <Lerneaen_Hydra> you just measure the toollength once
[13:58:17] <Jymmm> Right, jog the machien to a known position and use the sensor mounted to the table.
[13:58:35] <Jymmm> If I'm building the touch probe, I think i could afford to build a spare =)
[13:59:03] <Lerneaen_Hydra> but you don't need two sensors, just the probe is enough
[14:00:04] <Jymmm> I dont see how to get the tool length with only one.
[14:00:44] <Jymmm> I want to automate the process
[14:01:57] <Lerneaen_Hydra> 1) place probe in spindle, zero position when you touch the base of the table
[14:01:58] <Lerneaen_Hydra> 2) put in the tool you want to measure the length of and manually get closer to the table, when touching it (approach done manually) write down the length relative to the probe
[14:02:00] <Lerneaen_Hydra> this is only done once per tool so it doesn't take very long
[14:06:37] <Lerneaen_Hydra> * Lerneaen_Hydra wonders if he scared Jymmm away
[14:11:39] <jmkasunich> LH: I tried your config last night (early this morning actually, 1am or so)
[14:11:53] <Lerneaen_Hydra> jmkasunich: what happened?
[14:11:56] <jmkasunich> I heard the noises
[14:12:12] <jmkasunich> that is not jitter or RT overrun or anything else like that
[14:12:15] <Lerneaen_Hydra> well well, does that mean something may be done about it?
[14:12:26] <jmkasunich> it is blending between the straight segments
[14:12:48] <Lerneaen_Hydra> I recall reading something about the blending algorithm being fubared
[14:13:15] <jmkasunich> it is much improved recently, but I think you may have found a case that is still a little fubared
[14:13:36] <jmkasunich> I want to talk to cradek about it, and maybe make a simpler test program so we can study it
[14:13:53] <jmkasunich> there is another problem with your part program that makes it worse tho
[14:14:16] <jmkasunich> your machine velocity limit is 7.5mm/sec, which works out to 450mm/min
[14:14:42] <jmkasunich> your program has F450 (which goes right to the limit) and F900 which goes beyond the limit
[14:18:50] <Lerneaen_Hydra> jmkasunich: so the max_vel lmiit has a bad algorithm for limiting stuff?
[14:19:18] <Lerneaen_Hydra> which could cause more jerkiness?
[14:19:20] <jmkasunich> I wouldn't say that
[14:19:41] <Lerneaen_Hydra> what is it that would make it worse if I have F900?
[14:19:50] <jmkasunich> your g-code program is asking the machine to go faster than it possibly can
[14:20:16] <Lerneaen_Hydra> yes, and then EMC should basically just change that from f900 to f450
[14:20:26] <Lerneaen_Hydra> or whatever my max is
[14:20:58] <jmkasunich> it does that, but when it does, the result is something other than what you programed
[14:21:17] <Lerneaen_Hydra> by the result do you mean the motion path or speed?
[14:21:25] <jmkasunich> speed definitely
[14:21:32] <jmkasunich> path, probably not, but maybe
[14:21:51] <Lerneaen_Hydra> that's definetly not good if the path changes
[14:21:53] <Lerneaen_Hydra> why would ti do that?
[14:22:26] <jmkasunich> maybe I'm being stubborn, but to me it is just _wrong_ to write a g-code program that you _know_ the machine can't follow
[14:23:23] <Lerneaen_Hydra> yes of course it is not good (this program is originally for a different mill, I just exported to a different format from my CAM program) but emc should be able to deal with it, in the event that someone inputs wrong values
[14:23:29] <jmkasunich> when you write g-code, you explicitly tell the machine the path and the speed you want.
[14:23:38] <Lerneaen_Hydra> or uses a program from a fast mill on a slow one
[14:23:51] <jmkasunich> you are saying "its OK if the machine doesn't follow the speed I programmed, but it better follow the path"
[14:23:58] <Lerneaen_Hydra> yes
[14:24:04] <jmkasunich> common sense would agree with that
[14:24:37] <jmkasunich> but to be technical, why is it OK to ignore the speed in the program and not OK to ignore the path? both are things that you specifed?
[14:25:24] <jmkasunich> anyway, like I said, I think you may have found a problem with blending, it may take a while to fix
[14:25:30] <Lerneaen_Hydra> the speed is a thing that can vary from mill to mill, but there is no reason for the path to differ from one to another. (and it shouldn't ignore the speed, just run it at the highest possible)
[14:26:42] <Lerneaen_Hydra> I'm just glad that it's been found (the problem), as maybe other people have this problem but don't notice it as the machine makes far much more noise than the motors
[14:26:59] <Lerneaen_Hydra> had it been for teh noise I wouldn't have noticed anything
[14:27:24] <jmkasunich> yes
[14:27:42] <jmkasunich> I don't normally have motors connected to my test system, but I got them out for this test
[14:27:45] <jmkasunich> I'm glad I did
[14:27:58] <jmkasunich> you didn't tell me/us how periodic the noise was
[14:28:04] <jmkasunich> I was expecting some random thing
[14:28:10] <Lerneaen_Hydra> periodic?
[14:28:12] <Lerneaen_Hydra> ah, ok
[14:28:22] <jmkasunich> but the noise matches up perfectly with the line segments that make up that arc
[14:28:39] <Lerneaen_Hydra> yes, that's why I found it strange to begin with
[14:28:54] <Lerneaen_Hydra> I probably wasn't all to clear in my writing either
[14:29:07] <jmkasunich> as soon as I heard it I knew it wasn't RT overrun or anything like that, all our discussions yesterday about thread time and CPU loading and all that were a waste of time
[14:29:28] <Lerneaen_Hydra> you should've used a soundcard ;)
[14:29:35] <jmkasunich> bah
[14:30:03] <jmkasunich> I like quiet computers
[14:30:08] <Lerneaen_Hydra> sound cards are for sissies?
[14:30:10] <Lerneaen_Hydra> ah, ok
[14:30:43] <jmkasunich> my wife has music and such on her pc, she has an ipod and all that kind of stuff
[14:30:59] <jmkasunich> I use a computer for machine control and programming and such
[14:31:10] <Lerneaen_Hydra> yes in that case a soundcard is definetly not needed
[14:32:55] <Lerneaen_Hydra> oh, another random thing that doesn't work for me now. when I turned on backlash compensation I get a joint following error while doing things where the backlash compensation kicks in
[14:33:10] <jmkasunich> backlash compensation has known problems
[14:33:30] <Lerneaen_Hydra> any way to get it to work for the moment?
[14:33:37] <jmkasunich> not really
[14:33:51] <Lerneaen_Hydra> so there isn't really any compensation that works?
[14:34:09] <Lerneaen_Hydra> or rather, which issues plague it?
[14:34:28] <jmkasunich> the problem is that the compensation is done at max velocity, and added to the existing movement
[14:34:46] <rayh> IMO MIN_FERROR needs to be larger than BACKLASH.
[14:34:49] <jmkasunich> so that results in a desired velocity and acceleration that exceeds the limit
[14:34:59] <jmkasunich> ray is right
[14:35:29] <jmkasunich> if your MIN_FERROR is larger than backlash, you might be ok, but only if the actual movement is well below the machine limit
[14:35:45] <Lerneaen_Hydra> machine limit?
[14:35:57] <jmkasunich> if you are commanding max accel and/or max speed, then you add the backlash move on top of that, the machine falls behind and can't catch up
[14:36:15] <Lerneaen_Hydra> oh
[14:36:21] <Lerneaen_Hydra> thats not too good
[14:36:29] <jmkasunich> if you are commanding a moderate vel and accel, and add the backlash move on top of it, the machine falls behind for a bit, and then catches up
[14:36:47] <Lerneaen_Hydra> oh.. I think I understand what you're getting at
[14:36:57] <jmkasunich> think about it for a second - the real goal of backlash comp is to instantly move the screw enough to compensate for backlash
[14:37:01] <jmkasunich> _instantly_
[14:37:25] <jmkasunich> (as soon as you change direction)
[14:37:34] <Lerneaen_Hydra> however you can get it to work if you stop the other axes to let it finish, and then resume
[14:37:46] <jmkasunich> or at least slow down
[14:38:10] <Lerneaen_Hydra> to get a mill a perfect circle you'll need to stop them though
[14:38:21] <jmkasunich> of course, if you have F900 on a machine that can only do F450, it can never catch up, because it was already running at the limit before the backlash move
[14:38:42] <Lerneaen_Hydra> which is why you'd need the other axes to stop
[14:40:55] <rayh> surface finish on a circle requires that the axis moving across the quadrant keep going.
[14:41:10] <jmkasunich> backlash is a really messy issue
[14:41:39] <jmkasunich> the compensation assumes that friction is the dominant force, and that the backlash takes place only when the axis changes direction
[14:41:56] <jmkasunich> but what about if you are climb milling, and the tool forces pull the table ahead of the screw?
[14:42:27] <jmkasunich> what if you are slowing down a heavy table, and table inertia pulls the table ahead of the screw
[14:42:53] <jmkasunich> in both those cases, the backlash happens even tho there is no direction reversal, and there is nothing the software can do about it
[14:43:25] <jmkasunich> thats why backlash should be reduced as much as possible by mechanical means
[14:45:01] <Lerneaen_Hydra> IMO things like that are much less prone to happening than play in the screw, and if they do happen then you can compensate for it, by tightening the ways so they have more friction, mocing more slowly (or lowering accel) and only maching canventionally (no climb feed)
[14:46:29] <jmkasunich> I'm simply pointing out that backlash comp is non-trivial
[14:46:39] <jmkasunich> increasing friction increases machine wear
[14:46:50] <jmkasunich> an industrial grade machine can't afford to do that
[14:47:38] <Lerneaen_Hydra> what I was thinking was something like this. If the X axis has 0.5mm of backlash (a lot), but Y and Z don't, something like this should be done.
[14:47:42] <Lerneaen_Hydra> g0 x0 y0 z0
[14:47:42] <Lerneaen_Hydra> g3 x0 y0 i0 j10 f1000
[14:47:43] <Lerneaen_Hydra> as soon as X has reached it's most extreme value, Y and Z should stop (they'l decelerate slightly prior to this, so that they stop moving when X has reached its highest value). Then X will go at max feedrate to remove the play, and then the machining will continue
[14:47:51] <jmkasunich> someday we'll have time to improve backlash comp, but that will never change the real truth: backlash should _always_ be made as small as possible by mechanical means before you try to compensate in software
[14:47:59] <Lerneaen_Hydra> naturally
[14:48:19] <Lerneaen_Hydra> only do software compensation if you don't have any other choice
[14:48:44] <jmkasunich> if Y stops, it will leave a mark in the workpiece
[14:49:37] <Lerneaen_Hydra> it's better than the current behavior (if i've understood what it does now correctly, it will not make a circle, as is will be slightly too big in certain places)
[14:50:05] <jmkasunich> I don't want to argue about this
[14:50:15] <jmkasunich> but stopping the feed is _not_ better
[14:50:23] <Lerneaen_Hydra> ok
[14:50:31] <jmkasunich> consider machining 316 stainless steel which work hardens
[14:50:39] <Lerneaen_Hydra> erk. yes that would not be good
[14:50:53] <jmkasunich> if you stop the feed during the cut, the material work hardens and then when you try to start again you have a mess
[14:50:59] <Lerneaen_Hydra> indee
[14:51:09] <Lerneaen_Hydra> and possibly a fubared mill
[14:51:13] <Lerneaen_Hydra> *endmill
[14:51:53] <jmkasunich> how much backlash do you actually have on your mill?
[14:52:16] <Lerneaen_Hydra> I don't have a mill yet, still looking for a good deal, but it's probably somewhere around 0.1mm
[14:52:42] <jmkasunich> is that what you entered for comp when you got the following error?
[14:53:06] <Lerneaen_Hydra> no, I entered 0.5mm so I could see the effect more easily on the steppers
[14:53:17] <jmkasunich> that just makes things worse
[14:53:41] <Lerneaen_Hydra> as min ferror is 0.254 I take it that could be the reason it complaing
[14:53:52] <jmkasunich> try entering 0.1mm, set MIN_FERROR to 0.15mm, and run a program where the F feedrate is no more than the machine limit, and I bet it works fine
[14:54:15] <Lerneaen_Hydra> ok, is the best way to compensate to do something in the CAM program?
[14:54:35] <Lerneaen_Hydra> so that it backs away from the materail, moves around, and get ready for the next cut?
[14:54:38] <jmkasunich> no, the best way is mechanical, then next best way is EMC's compensation
[14:55:00] <jmkasunich> you just have to understand the limits of EMC's compensation
[14:55:13] <Lerneaen_Hydra> I believe I am aware of the limits
[14:55:19] <Lerneaen_Hydra> I'm not sure though
[14:55:21] <jmkasunich> since the compensation move is very fast, the following error has to be high enough to allow it
[14:55:53] <jmkasunich> and the speed and accel of the move after the compensation has to be below the limits so the machine has some "reserve" available to use to catch up to the proper position
[14:56:49] <Lerneaen_Hydra> so ideally I should only go at 90%-ish of the max speed?
[14:57:13] <jmkasunich> I wish it was that simple
[14:57:17] <Lerneaen_Hydra> heh
[14:57:24] <jmkasunich> for some things, you can go 100%
[14:57:32] <jmkasunich> for example consider a circle
[14:57:44] <jmkasunich> as X reverses, Y is going at max vel
[14:57:51] <jmkasunich> but X is not, and can catch up
[14:57:55] <jmkasunich> _however_....
[14:58:08] <jmkasunich> when X reverses, X accel is at a maximum
[14:58:38] <jmkasunich> and if you are at the accel limit of the machine (not velocity) then you will get a following error because you can't accel any more to catch up
[14:59:26] <jmkasunich> for the same feedrate, a small circle has more accel than a large one
[15:48:18] <Bo^Dick> yeah, you guessed it! i'm still struggling with my stepper driver
[15:49:23] <Bo^Dick> since the L297 and 298's are expensive and hard to get here in sweden i'm gonna create them with gates, flip-flops and comparators and stuff. is this foolish?
[16:05:31] <rayh> IMO a little fpga would be both lest costly and easier to layout.
[16:06:56] <Bo^Dick> is that a PLD?
[16:07:29] <Lerneaen_Hydra> do you need micro/half-stepping?
[16:07:38] <Bo^Dick> only half-stepping
[16:07:50] <Lerneaen_Hydra> if not I can send a prototype schematic that costs next to nothing
[16:07:53] <Bo^Dick> compensated half-stepping that is
[16:08:10] <Lerneaen_Hydra> maybe 60kr per motor
[16:08:25] <Bo^Dick> sounds very cheap
[16:09:27] <Lerneaen_Hydra> I'll be back in 20 minutes, I can send some information them
[16:09:29] <Lerneaen_Hydra> *then
[16:09:58] <Bo^Dick> i'm intrested!
[16:11:00] <Bo^Dick> how do i make a three bit counter that is reversible with jk klip flops?
[16:12:40] <CIA-4> 03rayh 07HEAD * 10emc2/tcl/bin/halconfig.tcl: Saves and reads netlist. Net tune just started.
[16:18:29] <CIA-4> 03compile-farm 07Ubuntu 5.10 (2.6.12-magma) * 10emc2head/: build PASSED
[16:24:29] <CIA-4> 03compile-farm 07BDI-2.18 (2.2.18-rtl3.0) * 10emc2head/: build PASSED
[16:28:35] <Lerneaen_Hydra> Bo^Dick: I'm back now, at the moment the driver I have is not completly finished, but when done will be a full-stepping chopper driver
[16:28:53] <CIA-4> 03compile-farm 07BDI-TNG (2.4.18-rtai) * 10emc2head/: build PASSED
[16:29:00] <Lerneaen_Hydra> driving voltage of 12V and up to 7A
[16:29:08] <Lerneaen_Hydra> continous
[16:30:00] <Bo^Dick> it can only do full-step that is?
[16:30:09] <Lerneaen_Hydra> the current type yes
[16:30:16] <Lerneaen_Hydra> doing half-step is probably not that hard
[16:30:30] <Bo^Dick> the current rating is very nice but i'm a little concerned about the low maximum voltage
[16:30:51] <Bo^Dick> you know what? i'm curious to see your design!
[16:31:08] <Lerneaen_Hydra> uh, I can take a picture of the schematic
[16:31:26] <jepler_> Lerneaen_Hydra: unipolar or bipolar?
[16:31:28] <Lerneaen_Hydra> it is very simple becuase it runs as steptype 2
[16:31:30] <Lerneaen_Hydra> bipolar
[16:32:08] <Lerneaen_Hydra> by changing the components you could get a higher driving voltage
[16:32:26] <Lerneaen_Hydra> at a higher component cost though, ATM it's the cmos drivers that can only take 15-ish volts
[16:34:09] <Lerneaen_Hydra> I don't have a completed schematic ATM, as I am still experimenting with the chopper-driver part, but I can probably get one later today, if not within a few days
[16:35:42] <CIA-4> 03compile-farm 07BDI-4.20 (2.6.10-adeos) * 10emc2head/: build PASSED
[16:37:48] <Bo^Dick> my idea is to snitch the design of the L297
[16:38:39] <Lerneaen_Hydra> you don't need the L297 if you have steptype 2 or 10
[16:38:54] <CIA-4> 03compile-farm 07BDI-Live rc46 (2.4.25-adeos) * 10emc2head/: build PASSED
[16:38:57] <Lerneaen_Hydra> do you have the file stepgen.c for reference?
[16:40:21] <Lerneaen_Hydra> if halfstepping is enough that is
[16:42:00] <Bo^Dick> yeah half stepping is enough for me. (compensated half stepping)
[16:42:25] <Bo^Dick> what do you mean by "steptype 2 or 10"?
[16:42:32] <Lerneaen_Hydra> http://cvs.sourceforge.net/viewcvs.py/emc/emc2/src/hal/components/stepgen.c?rev=1.26&view=log
[16:43:22] <Lerneaen_Hydra> in that file is described the outputs when running a different steptype, it then outputs the waveform for the motor rather than step/dir
[16:44:13] <Bo^Dick> ok, you're talking about when the pc sends the stepping sequences
[16:44:18] <Lerneaen_Hydra> yes
[16:44:46] <Bo^Dick> well i plan to implement this in the hardware instead
[16:45:14] <Bo^Dick> this gives me a maximum of four motors rather than two
[16:45:16] <Lerneaen_Hydra> it takes less components if the PC outputs that, it's less stuff for the hardware to do
[16:45:26] <Lerneaen_Hydra> you could get another parport
[16:45:53] <Bo^Dick> does the emc software generate the phase sequences?
[16:45:58] <Lerneaen_Hydra> and AFAIK you have 12 output pins so that would give 3 motors w. 4 pins each
[16:46:12] <Lerneaen_Hydra> yes, it's the sequnce that the motor shoudld follow, all you have to do is amplify it
[16:46:28] <Lerneaen_Hydra> as trying to draw 7A from the parport is not a good idea ;)
[16:47:34] <Bo^Dick> could it microstep from the software then?
[16:48:04] <Lerneaen_Hydra> the best you can get from software (AFAIK) is half-stepping
[16:48:42] <Bo^Dick> ok. so the only advantage is then that the hardware gets a bit simpler
[16:48:55] <Lerneaen_Hydra> yes
[16:49:05] <Lerneaen_Hydra> simpler and cheaper
[16:49:08] <Bo^Dick> ...at the cost of a maximum of three motors rather than four
[16:49:21] <Lerneaen_Hydra> well, if you need more you can get another paralell port
[16:49:26] <Lerneaen_Hydra> they cost 150kr-ish
[16:50:12] <Bo^Dick> what about pwm and compensated half-stepping?
[16:50:24] <Lerneaen_Hydra> compensated half stepping?
[16:50:36] <Bo^Dick> btw, do you know what "compensated half-stepping" is?
[16:50:44] <Lerneaen_Hydra> the only pwm is very basic, see steptype 1
[16:50:48] <Lerneaen_Hydra> no I don't
[16:51:06] <Lerneaen_Hydra> something that tries to keep the torque up?
[16:51:16] <Bo^Dick> it is when you change the reference voltage to shape the half stepping process so the signal becomes more sine-shaped -ish
[16:51:25] <Lerneaen_Hydra> ah, alright
[16:51:34] <Bo^Dick> it boost torque as well
[16:51:37] <Lerneaen_Hydra> to get a smoother transition from one step to another?
[16:51:42] <Bo^Dick> yep
[16:51:54] <Bo^Dick> i think it'll reduce resonance as well
[16:52:05] <Lerneaen_Hydra> I doubt you can get that via software, at least as the software is today
[16:52:10] <Lerneaen_Hydra> you'll have to do that in hardware
[16:53:04] <Bo^Dick> in fact, it's very simple to do. it can be done with an and-gate and an op-amp so that in particular places in the sequence pattern the reference voltage is boosted with 41.4%
[16:53:31] <Lerneaen_Hydra> that looks like something from sqrt(2)
[16:53:42] <Bo^Dick> precisely
[16:53:56] <Bo^Dick> it's a very smart idea but in practice pretty unexplored
[16:53:58] <Lerneaen_Hydra> Oh, now I get it
[16:54:00] <Lerneaen_Hydra> ok
[16:54:48] <Lerneaen_Hydra> it boosts the power on the single-coil-only phase so it's as powerfull as the combined-coil-phase
[16:54:58] <Bo^Dick> this boosts the current more in the phase but only for a short period of time and thus gives the current that is 95% of full stepping
[16:55:28] <Bo^Dick> exactly
[16:55:36] <giacus> helloo
[16:55:41] <Lerneaen_Hydra> 'ello
[16:55:52] <giacus> hi Lerneaen_Hydra
[16:55:55] <Bo^Dick> * Bo^Dick is gonna eat dinner now
[16:56:37] <giacus> * giacus is back from a nice day in floridiana park :D
[17:10:57] <giacus> aaaarrghh
[17:11:00] <giacus> http://msdn.microsoft.com/library/default.asp?url=/library/en-us/wcemain4/html/_wcesdk_hal_Component.asp
[17:11:44] <giacus> :)
[17:16:21] <Bo^Dick> * Bo^Dick is back
[18:06:39] <lilo> [Global Notice] Hi all. As you know, Google's official Summer of Code channel has moved to slashnet this year. With that in mind, we're opening up an unofficial channel for freenode participants in Soc 2006: ##googlesummer .... if you're involved with mentoring or you're submitting a project, please stop by! As always, be as courteous as you can. Thanks. :)
[18:21:22] <CIA-4> 03jepler 07HEAD * 10emc2/src/ (Makefile.inc.in configure configure.in):
[18:21:22] <CIA-4> Because 'make' is no longer recursive, '--with-make-quiet' is no longer a
[18:21:22] <CIA-4> useful flag.
[18:22:13] <cradek> someone is asking me for help installing emc2 from the repository, but the error messages he sent are in french - can anyone help?
[18:22:20] <jmkasunich> jepler!!
[18:23:41] <jmkasunich> --with-make-quiet still significantly reduces make output, makes it easier to see warnings
[18:26:28] <CIA-4> 03compile-farm 07Ubuntu 5.10 (2.6.12-magma) * 10emc2head/: build PASSED
[18:28:05] <jmkasunich> oops, I take that back, make-quiet doesn't really reduce the output that mich
[18:28:39] <jmkasunich> the new build system makes less output than the former non-quiet did, but more than the former quiet
[18:35:55] <CIA-4> 03compile-farm 07BDI-2.18 (2.2.18-rtl3.0) * 10emc2head/: build PASSED
[18:38:58] <jepler_> cradek: I'm looking at it now
[18:39:04] <cradek> thanks
[18:39:09] <cradek> hope I didn't screw up the encoding
[18:40:17] <CIA-4> 03compile-farm 07BDI-TNG (2.4.18-rtai) * 10emc2head/: build PASSED
[18:40:26] <jepler_> emc2-axis: D\351pend: emc2 mais ne sera pas install\351
[18:40:40] <jepler_> emc2-axis: depend: emc2 but won't be installed
[18:41:58] <jepler_> I'd suggest installing emc2 explicitly and see if that error message is any more helpful
[18:42:37] <jepler_> maybe try: 'LANGUAGE=en apt-get install emc2' and get the output from that
[18:44:07] <cradek> thanks, requesting that
[18:46:40] <Jymmm> when you're grading washer, nuts, bolts what does a higher/lower number mean? strength?
[18:47:05] <Lerneaen_Hydra> what is the format?
[18:47:07] <Lerneaen_Hydra> X.X?
[18:47:15] <Jymmm> Washers Grade 18.8
[18:47:24] <Jymmm> Stainless Washers Grade 18.8
[18:48:05] <CIA-4> 03compile-farm 07BDI-4.20 (2.6.10-adeos) * 10emc2head/: build PASSED
[18:49:38] <jmkasunich> 18.8 is a stainless allow
[18:49:40] <jmkasunich> alloy
[18:49:56] <dmessier> yes 18-8 PH
[18:49:59] <CIA-4> 03compile-farm 07BDI-Live rc46 (2.4.25-adeos) * 10emc2head/: build PASSED
[18:50:01] <jmkasunich> grades for US hardware are most often 2, 5 and 8
[18:50:30] <jmkasunich> 2 is weakest, 8 is strongest (often heat treated)
[18:50:34] <Lerneaen_Hydra> IIRC the first number is the tensile strength (don't remember the units), and the last is the modulus of elasticity over the breaking point (high number gives a more brittle material)
[18:52:05] <Jymmm> ty Lerneaen_Hydra jmkasunich dmessier
[18:53:06] <Lerneaen_Hydra> Jymmm: I'm not sure if the same applies in teh US but I would think so
[18:53:58] <Jymmm> Lerneaen_Hydra: I would just hope that the values weren't reversed is all =)
[18:56:01] <Lerneaen_Hydra> you can't have a hardening over 10 so that must be that way
[19:17:21] <Jymmm> Lerneaen_Hydra i justed to make sure higher number was better =)
[19:25:44] <Lerneaen_Hydra> oh, ok
[19:26:01] <Lerneaen_Hydra> well the first number the higher the better, the second one depends on the situation
[19:26:10] <Lerneaen_Hydra> 8 however is a good all-around value
[19:26:30] <CIA-4> 03rayh 07HEAD * 10emc2/tcl/bin/halconfig.tcl: bug fix
[19:26:52] <Jymmm> cool beans =)
[19:28:15] <Lerneaen_Hydra> is there any way to get emc to reload the ini file without restarting emc?
[19:28:44] <jmkasunich> not that I'm aware of
[19:28:49] <jmkasunich> and none that I would trust
[19:28:54] <jmkasunich> clean start is always best
[19:29:04] <Lerneaen_Hydra> o
[19:29:07] <Lerneaen_Hydra> *ok
[19:29:07] <CIA-4> 03compile-farm 07Ubuntu 5.10 (2.6.12-magma) * 10emc2head/: build PASSED
[19:32:08] <Lerneaen_Hydra> http://en.wikipedia.org/wiki/Screw#Tensile_strength
[19:35:37] <Jymmm> http://www.boltdepot.com/fastener-information/Bolt-Grade-Chart.aspx
[19:37:20] <CIA-4> 03compile-farm 07BDI-2.18 (2.2.18-rtl3.0) * 10emc2head/: build PASSED
[19:37:35] <Lerneaen_Hydra> looks like yankee and metric have differing standards. again.
[19:38:22] <dmessier> and always will
[19:39:29] <dmessier> we use KSI that throws a screwin' to every one... but the grey beards
[19:40:22] <Jymmm> Klingon Strength Indicator?
[19:41:07] <jmkasunich> inches forever!!!!!
[19:41:14] <dmessier> kips per square inch
[19:41:19] <Lerneaen_Hydra> kips?
[19:41:27] <dmessier> LOL
[19:41:33] <dmessier> look it up
[19:42:29] <Lerneaen_Hydra> I take it that was in humor?
http://en.wikipedia.org/wiki/KIPS
[19:42:32] <dmessier> Hint: Kilo pounds
[19:42:43] <Lerneaen_Hydra> ah, ok
[19:42:53] <dmessier> 1000 lbs
[19:43:14] <Lerneaen_Hydra> shouldn't it be klbs then? :p
[19:43:28] <giacus> / j# emacs
[19:43:31] <dmessier> ive been using it for yrs and just thouhgt that one up
[19:43:56] <dmessier> was always kips
[19:44:44] <dmessier> stress used to be done that way..
[19:46:16] <CIA-4> 03compile-farm 07BDI-TNG (2.4.18-rtai) * 10emc2head/: build PASSED
[19:46:55] <Jymmm> I thought that's what prozac was for?
[19:47:28] <dmessier> m'rooms are mother natures prozak
[19:47:52] <dmessier> the little east coast wariety
[19:48:57] <Jymmm> wouldn't know, limited myself to pot and that was eons ago.
[19:50:02] <dmessier> they just paint a smile ON ... for a few hrs... and your cheeks hurt when you wake up the next mornin.. LOL
[19:50:12] <CIA-4> 03compile-farm 07BDI-4.20 (2.6.10-adeos) * 10emc2head/: build PASSED
[19:50:12] <Jymmm> lol
[19:50:43] <Jymmm> Ah.... 8-8 is a specific grade of stainless steel, and is the most common grade used in fasteners. For those familiar with the 300 series of stainless steel 18-8 is similar to 304 stainless.
[19:50:48] <Jymmm> Ah.... 18-8 is a specific grade of stainless steel, and is the most common grade used in fasteners. For those familiar with the 300 series of stainless steel 18-8 is similar to 304 stainless.
[19:51:04] <dmessier> honestly.. they should be legal to use instead of prozac type substances
[19:51:39] <dmessier> yes... its 18-8 ph ss
[19:51:59] <dmessier> precipitation hardened
[19:54:06] <dmessier> ive made many Mil std hardware from 304ss,306ss,316ss,400ss,and 416ss and most of the ph's
[19:55:22] <CIA-4> 03compile-farm 07BDI-Live rc46 (2.4.25-adeos) * 10emc2head/: build PASSED
[19:55:52] <dmessier> the Ph's can be investment cast so you dont need to start from solid bilit
[19:56:29] <dmessier> so they could probably make it thru a bolt former
[20:14:51] <Jymmm> I was looking at washers mostly, not so much bolts
[20:15:04] <Jymmm> I might need to find a way to lap some fender washers
[20:16:29] <dmessier> how amny you need
[20:16:29] <Jymmm> chrome plated washer.... hmmmmm
[20:16:52] <Jymmm> dmessier maybe 10 to play with
[20:17:15] <dmessier> but have to be 18-8??
[20:17:49] <dmessier> but chrome plate ss....why???
[20:18:06] <Jymmm> ss OR chrome (non-oxidizing)
[20:18:34] <dmessier> ss has little to no oxides... its ni
[20:19:00] <dmessier> if your scared have them passivated..
[20:19:22] <dmessier> for wear/hard surfacing i see it
[20:21:08] <Jymmm> dmessier conductive
[20:22:51] <dmessier> yes i believe.... but so is your chrome once it arcs to base metal
[20:23:22] <Jymmm> say that again?
[20:24:00] <Jymmm> I lost ya
[20:24:21] <Jymmm> (too many shrooms I think)
[20:25:29] <dmessier> the ss IS conductive... as will be any chrome plated washer
[20:26:10] <Jymmm> Right, but I'm more conserned with oxidation than anything else.
[20:26:52] <dmessier> nickel plate the darn things... cheap and dirty... corrosion protection
[20:27:24] <dmessier> need a good surface finish and go
[20:28:05] <dmessier> sulphamate ni will build up a layer if thats any use
[20:28:23] <dmessier> hard ni is just a flash
[20:28:57] <Jymmm> It's not THAT critical, something off the shelf should be fine.
[20:29:57] <dmessier> galvanized washers are available
[20:30:22] <dmessier> but so are 304ss off the shelf
[21:12:25] <dmessier> i just threw that puppy based emc2 distr at my laptop and it ROCKS... aside from the german... how did i do that
[21:13:59] <Lerneaen_Hydra> bye all
[21:51:34] <giacus> night
[22:15:08] <jepler_> dmessier: the creator is german or austrian, I think.
[22:16:52] <Jymmm> is there something a lil tougher than delrin anyone is aware of?
[22:42:30] <jepler_> jmkasunich: If you still want "-s" then pass it to make. Why complicate things?
[22:45:30] <jepler_> I thought that the special machinery was needed to pass -s to the submakes but that's not true either.
[22:47:55] <CIA-4> 03jepler 07HEAD * 10emc2/src/Makefile: If -s is given, then don't echo things from Make.
[22:52:27] <CIA-4> 03compile-farm 07Ubuntu 5.10 (2.6.12-magma) * 10emc2head/: build PASSED
[23:00:36] <CIA-4> 03compile-farm 07BDI-2.18 (2.2.18-rtl3.0) * 10emc2head/: build PASSED
[23:06:56] <CIA-4> 03compile-farm 07BDI-TNG (2.4.18-rtai) * 10emc2head/: build PASSED
[23:08:36] <jmkasunich> jepler: you're probably right
[23:09:05] <jmkasunich> that --with-make-quiet thing is a carryover from the original makefiles, with different rules for different files
[23:09:25] <jmkasunich> we hid the very long gcc command lines, but displayed the rule that was being used
[23:12:47] <CIA-4> 03compile-farm 07BDI-4.20 (2.6.10-adeos) * 10emc2head/: build PASSED
[23:15:51] <CIA-4> 03compile-farm 07BDI-Live rc46 (2.4.25-adeos) * 10emc2head/: build PASSED
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}