Back
[00:09:36] <SWP_Away> SWP_Away is now known as SWPadnos_
[00:10:48] <Jacky^> G nite
[00:10:59] <Jacky^> Jacky^ is now known as Jacky^afk
[00:32:56] <skunkworks> Hello
[00:33:45] <cradek> hi
[00:34:17] <skunkworks> I have a question on how the accelleration works.
[00:34:38] <cradek> I'll try to answer
[00:35:14] <jmkasunich> so will I
[00:35:59] <skunkworks> each axis has a max_accelleraton - This seems to be trumped by the default acceleration in the [traj] section
[00:36:05] <skunkworks> does that make sense?
[00:36:42] <cradek> are you talking about emc1 or 2?
[00:36:56] <skunkworks> if I up the default acceleration int the [traj] section - then my axises start accellerating faster
[00:36:58] <skunkworks> emc2
[00:37:51] <cradek> so in TRAJ say you have max-accel=2 and in AXIS_0 you have max-accel=1, you think you are getting 2?
[00:37:59] <skunkworks> But my z gets following errors with anything above 1 in the default_acceleration in the [traj] section
[00:39:30] <skunkworks> the default acceleration is in the traj secion is set to 1 - my axis is set to 10. I can up the axis max_acceleration with no effect - if I up the default acceleration in the traj section then my axis start to accelerate faster
[00:40:04] <cradek> but that sounds like the right behavior
[00:40:19] <cradek> you should get accel of minimum(traj accel, axis accel)
[00:41:01] <jmkasunich> skunkworks - is this the same problem you filed the bug report on? or a different one?
[00:41:19] <jmkasunich> I've been meaning to look into that, and finally have a bit of time
[00:41:23] <skunkworks> nope - that was a jogging problem
[00:41:41] <jmkasunich> drat
[00:41:42] <skunkworks> I don't know if this is a problem or if it is me not understandin.
[00:41:58] <jmkasunich> you posted your ini and hal files with the bug report, right?
[00:42:29] <skunkworks> I posted the ini file - didn't change the hal files from the default install -
[00:42:37] <jmkasunich> OK. Are you using software generated step pulses out of the parport?
[00:42:37] <cradek> skunkworks: if you want X and Y to accel at 10 and Z to accel at 1, my understanding is that you set TRAJ to 10, X&Y to 10, Z to 1
[00:43:00] <cradek> for each axis you get an accel of minimum(traj accel, axis accel)
[00:43:13] <jmkasunich> the interaction between traj and axis limits is confusing, I sure don't understand it
[00:43:29] <cradek> well I have exactly this setup
[00:43:40] <cradek> on my mill, X and Y accel at 50 and Z (heavy) at 30
[00:43:47] <skunkworks> jmkasunich - yes - also I think cia-5 this morining mentioned that he might have fixed the following error in jogging
[00:43:49] <jmkasunich> what cradek is saying sounds perfecly sane and reasonable, which is why I think emc probalby does somethign different
[00:43:54] <cradek> haha
[00:44:03] <cradek> I actually have reason to believe it works this way
[00:44:09] <cradek> like I said, I have this setup
[00:44:18] <jmkasunich> ok, I'd be happy to be proven wrong in this case
[00:44:34] <cradek> I will go test it to make sure (I will reduce Z to a very low accel)
[00:45:29] <jmkasunich> skunkworks: did it fix the following error for _you_?
[00:45:56] <skunkworks> if I set the default_acceleration from 1 to 2 in the traj section - and keep the z max_acceleration at 1 I get following errors - it really acts goofy too - it is like it overshoots and slows back down - any thing over 10 ipm gives me following erros
[00:46:13] <skunkworks> jmk - have not rebuilt it yet
[00:46:27] <jmkasunich> neither have I, want to test with the old version first
[00:47:16] <skunkworks> I even tried adding the default_acceleration to the axis setting just for shits and gigles - no effect
[00:47:56] <cradek> ok I'm at the machine
[00:48:00] <jmkasunich> your ini file has strange accel and maxvel numbers
[00:48:14] <jmkasunich> max = 5 ips, 300 ipm
[00:48:26] <skunkworks> for x and y
[00:48:30] <jmkasunich> accel = 1.0 ips^2, means it takes 5 seconds to reach top speed
[00:48:40] <skunkworks> sounds about right
[00:48:59] <cradek> woo, not to me!
[00:49:06] <skunkworks> now if I up that - (my x and y will accellerat over 20)
[00:49:24] <skunkworks> it works fine for x and y but my z errors
[00:49:40] <jmkasunich> what units are you using? inches?
[00:49:43] <skunkworks> yes
[00:49:48] <jmkasunich> you set your axis limits to + and - 1000
[00:49:54] <jmkasunich> that's a damn big machine ;-)
[00:50:31] <skunkworks> yah - not that big - I was just playing - the machine is 6ftX4ftX2ft
[00:50:37] <cradek> if I make my accel low, I get bad overshoot
[00:50:55] <cradek> and some following errors
[00:51:40] <cradek> and the following errors turn machine off, but when I acknowledge the error and hit machine on again, the axis moves!
[00:51:54] <skunkworks> I noticed that to - when I lower the accelleration I would get following errors at lower feeds
[00:52:05] <skunkworks> I have seen that also
[00:52:11] <SWPadnos_> low accel should give you "ringing" around the target velocity (or position)
[00:52:12] <jmkasunich> skunkworks: you run that ini on a 500MHz box?
[00:52:18] <skunkworks> right
[00:52:30] <jmkasunich> the 20uS period brought my 1.2GHz AMD to a crawl
[00:52:54] <skunkworks> I am running .00003 now that axis is running on the system
[00:53:18] <fenn> input scale of 20,000 at 10 ipm is 120khz step rate
[00:53:38] <jmkasunich> ok, just set period to 30uS
[00:53:56] <skunkworks> I noticed that today at work - I installed it on a faster computer and set the period to .00002 and emc ran sloooow - just doesn't make sense
[00:53:58] <jmkasunich> thats better
[00:54:22] <jmkasunich> something tells me you aren't really getting 50000 interrupts per second
[00:54:45] <skunkworks> my 500 pentium III runs the best out of all computers I have tried it on
[00:55:00] <jmkasunich> yet another strangeness
[00:55:09] <SWPadnos_> fenn: that would be 6 ips, not ipm
[00:55:11] <jmkasunich> oh well, one thing at a time
[00:55:45] <jmkasunich> * jmkasunich fires up halscope
[00:56:38] <skunkworks> well when I set the period to .00003 The max I should be able to run z is 50ipm - and with the acceleration set at 1 I do get that
[00:57:00] <skunkworks> no following errrors
[00:58:07] <SWPadnos_> one thing I noticed is that the default_accel is 15 and the max_accel is 20 in the stock emc.ini file
[00:58:40] <SWPadnos_> I think that jogs and G0 use max, and g[123] use default
[00:59:18] <fenn> SWPadnos: my calculator is a compulsive liar
[00:59:33] <SWPadnos_> in yours, it's even more of a difference, because you have 1 for default, but still 20 for max
[00:59:44] <SWPadnos_> fenn: heh - never use them, except to check yourself ;)
[01:00:05] <fenn> SWP i set the default_accel to 15 because it seemed to get rid of the following errors
[01:00:28] <SWPadnos_> right - but it would only do so on normal moves, not G0 or jogs (I think)
[01:00:32] <SWPadnos_> since those use max
[01:00:46] <fenn> not sure about that
[01:01:04] <fenn> i did some experiments and i forget what the results were, but jog and g0 didn't do what i expected
[01:01:07] <jmkasunich> jogs use only axis info, I believe
[01:01:10] <SWPadnos_> me either, but I do know that doing G0 causes more ferrors for me than G1F<max>
[01:02:00] <SWPadnos_> I think the axis info is the same as the traj info in the stock emc.ini
[01:02:02] <jmkasunich> I'm afraid I may have a bug in stepgen
[01:02:20] <skunkworks> that is great to hear - no really ;) it is.
[01:02:22] <SWPadnos_> what's it (not) doing?
[01:02:22] <jmkasunich> which is causing the following errors
[01:02:38] <jmkasunich> not tracking the command
[01:03:08] <jmkasunich> it lags behind, then tries to catch up
[01:03:24] <SWPadnos_> it needs FF=1 ;)
[01:03:29] <SWPadnos_> FF2=1
[01:03:38] <jmkasunich> if the move starts slowing back down just as stepgen is going faster than the target velocity to catch up, stepgen winds up overshooting
[01:04:26] <SWPadnos_> hm - is it matching velocity or position? (vel, I assume)
[01:04:31] <jmkasunich> yes
[01:04:40] <jmkasunich> (it tries to match both)
[01:04:47] <SWPadnos_> ok
[01:05:42] <SWPadnos_> that can be tough to do in one place
[01:05:54] <jmkasunich> the problem is fighting TP's
[01:06:24] <jmkasunich> stepgen tries to track its incoming postion command, while obeying its accel and vel limits
[01:06:28] <Jymmm> "Fighting Toilet Paper" Now that sounds scarry and potentially dangerous too!
[01:06:38] <SWPadnos_> lots of scars from that
[01:06:52] <jmkasunich> meanwhile, the main TP (trajectory planner for Jymmm) is generating a move that is right at the limit
[01:07:02] <jmkasunich> so stepgen has no headroom
[01:07:09] <Jymmm> jmkasunich =)
[01:07:18] <cradek> when cutting 3D_Chips in air I can sure hear the glitches in the TP (discontinuities on colinear segments)
[01:07:35] <SWPadnos_> aha - so steppers *are* good for something ;)
[01:07:37] <jmkasunich> you are getting way ahead...
[01:07:45] <jmkasunich> jog first, then run
[01:07:59] <jmkasunich> I'm doing 0.1 inch incremental jogs
[01:08:02] <SWPadnos_> it's jogging that ferrors
[01:08:04] <SWPadnos_> ;)
[01:08:11] <SWPadnos_> running seems fine
[01:08:21] <jmkasunich> by default the max axis accel is 2, and so is the stepgen limit
[01:08:29] <skunkworks> did I just open a hornets nest?
[01:08:36] <jmkasunich> if I raise the stepgen limit to 2.02, it works
[01:08:41] <SWPadnos_> nah - we don't sting (much)
[01:08:54] <SWPadnos_> hm - OK. That is what I was wondering
[01:08:59] <fenn> skunkworks: this bug has been around a while.. but got covered up with quick fixes
[01:09:33] <SWPadnos_> what I'd like to be able to do is make the output limit 1.01* the MAX_VEL for that axis
[01:09:39] <SWPadnos_> (or something like that)
[01:09:50] <jmkasunich> during the accel period, stepgen's output is falling behind at about 0.002" in 100mS
[01:10:07] <jmkasunich> SWP: remember when I was talking about expressions in halcmd?
[01:10:14] <jmkasunich> it was for exactly this issue
[01:10:16] <SWPadnos_> I remember that clearly ;)
[01:10:55] <SWPadnos_> I was also thinking about a generic form like 'setp stepgen.0.max-output *=1.01'
[01:11:04] <SWPadnos_> or /=, +=. -=
[01:11:16] <SWPadnos_> (just because I'm a C guy)
[01:11:38] <fenn> how much headroom is enough?
[01:11:52] <SWPadnos_> depends on the accel vs max vel ratio, I'd imagine
[01:11:56] <jmkasunich> not exactly sure
[01:12:06] <jmkasunich> this is interesting
[01:12:17] <fenn> where the bits hit the road
[01:12:24] <jmkasunich> doing 1 1" jog, at 60 ipm
[01:12:28] <SWPadnos_> wher ethe bit hit the fan, I think
[01:12:57] <jmkasunich> with accel = 2, it takes 500mS to reach full speed, so it actually gets there before it begins to decel
[01:13:40] <SWPadnos_> shouldn't the TP take into account the max accel of the axis? (or is that ignored for jogs for some reason)
[01:13:41] <jmkasunich> following error remains small (less than 0.0003) for the first 300mS or so of accel
[01:14:12] <jmkasunich> then it suddenly begins to increase, linearly at 0.025" per second
[01:14:28] <jmkasunich> the TP is
[01:14:31] <SWPadnos_> ah - it is, but there's a lag between the TP wanting something, and stepgen outputting it
[01:14:37] <skunkworks> with my accelleration set to 1 - on 300 ipm moves that are too short to get up to speed it seems to ramp up and back down
[01:14:49] <SWPadnos_> which stepgen can't make up, because the tP is asking for max accel
[01:14:55] <jmkasunich> its asking for 2.0 ips^2, and the stepgen might be delivering 1.999ips^2, so it falls behind
[01:14:59] <SWPadnos_> and stepgen can't accel faster
[01:15:17] <SWPadnos_> or it's one cycle behind, and still at 2.0 IPS^2
[01:15:22] <SWPadnos_> but behind
[01:15:36] <jmkasunich> its funny that it holds its own for 300mS, then suddenly starts to lag behind
[01:15:48] <SWPadnos_> even the same accel graph, but 1 servo period later, would eventually be a problem
[01:16:04] <SWPadnos_> it's a square law problem
[01:16:07] <jmkasunich> I don't think so
[01:16:16] <jmkasunich> but maybe I'm missing something
[01:16:34] <SWPadnos_> the differnce between X^2 and (x+dx)^2 is very small for low values of X
[01:17:10] <SWPadnos_> that's the following error - 2dX + (dX)^2 (with the delta induced by the lag from TP output to stepgen output
[01:17:35] <SWPadnos_> when 2dX is large enough - bam!
[01:17:50] <jmkasunich> an error which stepgen would normally correct for it it had any headroom
[01:17:55] <SWPadnos_> right
[01:18:06] <SWPadnos_> just about the same thing I saw using the USC as well
[01:18:30] <jmkasunich> you were using the USC with FF=1 and PGAIN=?
[01:18:44] <SWPadnos_> FF1=1, Pgain=100 (or more)
[01:19:01] <SWPadnos_> the problem there was that the TP thought it could get 1.2 IPS, and PID was limited to 1.0
[01:19:05] <jmkasunich> did it settle nicely at the final position, or was there ringing
[01:19:07] <SWPadnos_> so not quite identical situations
[01:19:09] <jmkasunich> oh, that
[01:19:38] <SWPadnos_> I got a nice diverging pair of lines in HalScope
[01:19:46] <jmkasunich> yeah, that is an easy one
[01:20:07] <SWPadnos_> you should be seeing a diverging pair of quadratics, if you look at actual vs commanded position
[01:20:28] <jmkasunich> the divergence is too small to see if I look at the positions
[01:20:34] <jmkasunich> I'm looking at the error instead
[01:20:40] <jmkasunich> magnified to 0.001 per div
[01:20:45] <SWPadnos_> error in velocity, or position?
[01:20:49] <jmkasunich> position
[01:20:51] <SWPadnos_> ok
[01:21:04] <jmkasunich> I don't have velocity feedback
[01:21:18] <jmkasunich> but I'm tempted to add a couple differentiators to the hal file
[01:21:19] <SWPadnos_> right
[01:21:37] <SWPadnos_> it won't help here - they'll be behind by a cycle, I'd bet
[01:21:44] <SWPadnos_> but for testing, they'd be good
[01:22:09] <jmkasunich> this isn't a one cycle delay thing I don't think
[01:22:15] <jmkasunich> (could be wrong...)
[01:22:36] <SWPadnos_> true - you can put the differentiators after the other stuff in the thread
[01:23:05] <jmkasunich> well, doing a long move (long enough that it has a period of constant velocigy
[01:23:20] <jmkasunich> I see near-zero following error for the first 300mS
[01:23:38] <jmkasunich> the a linear ramp to 0.005" over the next 200mS
[01:24:05] <jmkasunich> then when the accel stops, stepgen does a nicely damped return to very small error that takes about another 100mS
[01:24:44] <jmkasunich> ok that was with maxaccel in stepgen set to 2.01
[01:25:16] <jmkasunich> with it set at 2.00, the ferror begins increasing immediately at .03" per sec, until it trips
[01:26:04] <SWPadnos_> maybe there needs to be a "fudge factor" pin on these components (PID and stepgen) ;)
[01:26:34] <jmkasunich> I'm only thinking about stepgen right now
[01:27:06] <jmkasunich> I think I was trying to be too "cute"
[01:27:34] <jmkasunich> I designed stepgen to take any input, up to and including a step, and generate an output that would not exceed vel and accel limits
[01:28:07] <jmkasunich> mostly because that way I could be sure that I'd never ask my motor to do something it can't and lose steps
[01:28:24] <jmkasunich> regardless of what emc might ask it to do
[01:28:32] <jmkasunich> for instance, backlash comp isn't accelerated
[01:28:43] <SWPadnos_> right - that's what it did in emc1
[01:28:46] <SWPadnos_> (afaik)
[01:28:52] <jmkasunich> just a constant velocity (max velocity!) move across the backlash region
[01:29:16] <fenn> shouldnt there be a separate set of parameters for "no load" stuff like backlash compensation?
[01:29:18] <jmkasunich> the good news is that stepgen won't send that out to the motor and lose steps
[01:29:26] <jmkasunich> the bad news is that it can't track it
[01:29:51] <jmkasunich> fenn: no, comp isn't no-load
[01:30:02] <SWPadnos_> rght - if you allow any input, but restrict the output in some way, you have to loosen the restrictions somewhere else to be able to catch up
[01:30:20] <jmkasunich> you don't have table friction or inertia when you are in backlash, but you still have screw friction and inertia
[01:30:29] <SWPadnos_> fenn: the motor inertia is a major component of the total inertia in the system
[01:30:30] <fenn> less load, then. you aren't accelerating a big gantry around at least
[01:31:15] <jmkasunich> fenn: adding more parameters that need to be tuned isn't gonna help anybody
[01:31:31] <jmkasunich> the whole purpose of stepgen was to get away from PID tuning for stepper machines
[01:32:20] <SWPadnos_> actually - therein lies a problem (not with stepgen per se)
[01:32:42] <SWPadnos_> the TP wants maximum acceleration and velocity for a G0 or (I think) jog move
[01:33:11] <SWPadnos_> it can't get there though, because it can't overshoot
[01:33:24] <SWPadnos_> unless they thought of that at NIST :)
[01:33:46] <SWPadnos_> there's always a lag between the command output and the feedback loop correcting it
[01:34:23] <jmkasunich> I don't think the 1mS lag is the issue
[01:34:25] <fenn> SWPadnos: g0 doesn't use max acceleration. see
http://fenn.freeshell.org/cds-defaultaccel.15maxaccel20.png
[01:34:28] <SWPadnos_> you still need a position loop, I guess that's the bottom line
[01:34:46] <petev> ok, I missed most of this, but don't you need the TP max accel to be less than the limit in stepgen?
[01:34:58] <jmkasunich> yes
[01:35:06] <SWPadnos_> the backplots only update at the task cycle rate, so you'll get rounding in corners on fast moves
[01:35:07] <jmkasunich> fundamentally, that is the issue
[01:35:13] <SWPadnos_> yep
[01:35:15] <jmkasunich> but then you have to decide how much less
[01:35:46] <SWPadnos_> well - the easiest way to fix it would be to change the TP to use 0.98*MAX internally
[01:36:09] <petev> why not just have a separate param for stepgen?
[01:36:11] <SWPadnos_> the external PID would then have a couple percent headroom
[01:36:17] <jmkasunich> until you get some combination of accels, limts, etc, that needs 0.97
[01:36:23] <SWPadnos_> heh - because we have no HAL expressions ;)
[01:36:24] <petev> yep
[01:36:34] <petev> hey, you want some expression code?
[01:36:42] <petev> I'm getting to be an ANTLR expert
[01:36:47] <SWPadnos_> *()&^*(#^%$(* -how's that for an expression ;)
[01:36:48] <jmkasunich> or until you use backlash, which in the worst case hits two times the limit
[01:37:06] <SWPadnos_> right - I said easy, not correct
[01:37:12] <jmkasunich> (actual move at the limit, summed with compensation at the limit)
[01:37:51] <jmkasunich> again, a fundamental limitation - you can't reverse at max vel and accel, and expect the backlash comp to ever catch up
[01:38:20] <SWPadnos_> true, though reversing from max in one direction to max in the other should be a rare thing
[01:38:40] <jmkasunich> otoh, if you reverse at moderate feed, then stepgen can use the margin between the desired feed and the limit to compensate the backlash
[01:38:54] <jmkasunich> doesn't have to be -max to +max
[01:39:06] <jmkasunich> could be zero to +max, if the last move was negative
[01:39:17] <SWPadnos_> true
[01:39:20] <jmkasunich> ie, the beginning of any rapid, if the preceding one was the other way'
[01:40:49] <jmkasunich> interesting...
[01:41:00] <jmkasunich> doing a 1" move, with maxaccel set to 2.003
[01:41:39] <jmkasunich> the accel portion is clean, error increases to about 0.0007 during the accel, remains constant at that level during the constant velocity portion
[01:42:00] <jmkasunich> (ignoring the +/- 0.00025 fuzz caused by discrete steps)
[01:42:14] <fenn> * fenn fights with halscope
[01:42:19] <jmkasunich> but during accel, error rapidly increases to about 0.007
[01:42:22] <SWPadnos_> ok - 4000 steps/inch
[01:42:53] <jmkasunich> fenn: need hints?
[01:43:14] <jmkasunich> actually, I'm gonna give hints anyway
[01:43:16] <fenn> what is the trigger triggering on?
[01:43:20] <jmkasunich> so we can all see the same thing
[01:43:36] <jmkasunich> chan 1 = signal Xpos-cmd
[01:43:37] <SWPadnos_> the channel you set it to trigger on
[01:43:41] <fenn> oh oops it was triggering on nothing.. i guess nothing was "rising"
[01:43:44] <jmkasunich> chan 2 = signal Xpos-fb
[01:43:59] <jmkasunich> chan 3 = param axis.0.f-errored
[01:44:08] <jmkasunich> chan 4 = axis.0.f-error
[01:44:16] <jmkasunich> triggering on 4, rising, level 0.000
[01:46:05] <jmkasunich> btw SWP: at 1"/sec, the ferror due to the 1mS servo lag would be 0.001"
[01:46:23] <jmkasunich> during the constant velocith part of the move, I show about 0.0007, so thats not far off
[01:46:52] <SWPadnos_> yes - but error due to 1ms lag in accel would accumulate, no?
[01:47:19] <petev> why?
[01:47:31] <petev> wouldn't it compensate back on decel?
[01:47:46] <SWPadnos_> since you'd have a 0.001 difference in valocity, every ms would give you that much more error in pos
[01:48:01] <petev> but the lag is both ways
[01:48:11] <SWPadnos_> yes, if you can get to the decel phase without a following error
[01:48:17] <petev> yes
[01:48:30] <jmkasunich> a 0.001 inch/sec velocity error means a position error that gets worse at 0.001" per second, or only 1 micro-inch per servo period
[01:49:07] <SWPadnos_> yes - but I think there may be a square law thing going on - I'll have to think about it a bit
[01:49:11] <jmkasunich> and unless you are stuck at a vel or accel limit, even that accumulation gets corrected
[01:49:27] <jmkasunich> because stepgen does look at feedback, not just commanded velocity
[01:49:43] <petev> you have encoders?
[01:49:46] <SWPadnos_> of course, by definition you are stuck at an accel limit and vel limit on a rapid move
[01:49:49] <petev> or using the USC stuff?
[01:49:56] <SWPadnos_> even better - internal step counters ;)
[01:50:02] <jmkasunich> no, feedback derived internally by counting issued step pulses
[01:50:05] <petev> so fake encoders
[01:50:10] <SWPadnos_> (stepgen knows how many steps it has output)
[01:50:21] <jmkasunich> this is software generated step pulses out the parport
[01:50:27] <petev> yes
[01:50:42] <SWPadnos_> all feedback with steppers is with "fake encoders" ;)
[01:50:47] <petev> so real following error can be even worse
[01:50:49] <cradek> argh, my mill's computer died
[01:50:58] <jmkasunich> thats not good
[01:51:01] <jmkasunich> lockup or something?
[01:51:04] <SWPadnos_> (unless you're Mariss, working on his unstallable stepper idea)
[01:51:11] <cradek> no, hardware-type dead
[01:51:25] <cradek> as in "I smell magic smoke"
[01:51:30] <SWPadnos_> uh-oh
[01:51:31] <petev> swp: why do you say that, you can mount encoders and run like a servo with steppers
[01:51:32] <jmkasunich> ohh, bad
[01:51:33] <SWPadnos_> that's a bummer
[01:51:52] <jmkasunich> what didja do to it?
[01:51:52] <petev> maybe it's just the power supply
[01:51:55] <SWPadnos_> petev: yes you can, and it's even called a brushless DC motor then
[01:51:55] <cradek> jmkasunich: do you think it was a software bug?
[01:52:02] <SWPadnos_> but it's pretty uncommon
[01:52:15] <cradek> petev: yeah, I'm sure it is
[01:52:46] <jmkasunich> cradek: not really
[01:53:10] <petev> swp: I thought brushless DC was the term for permanent magnet AC type motors that use trapezoidal back EMF instead of sinusoidal?
[01:53:17] <skunkworks> what is it exactly in layman terms?
[01:53:40] <skunkworks> nice conversation though - few inches over my head most of the time.
[01:53:44] <SWPadnos_> petev: yep - basically steppers (which are essentially 2-phase AC motors)
[01:53:53] <jmkasunich> petev: that's the way I use brushless DC (as opposed to AC servo or AC vector) but that is my no means an industry standard
[01:54:14] <petev> swp: I have not heard it used that way, only with the 3-phase type
[01:54:44] <jmkasunich> ok, backing up a little
[01:55:02] <jmkasunich> skunkworks has a problem, and we/I need to come up with a fix
[01:55:24] <jmkasunich> (possibly 2 fixes, one quick and dirty that works for him, and one that works for everybody)
[01:55:35] <petev> make a separate params for step gen
[01:55:53] <jmkasunich> works for quick and dirty, drives folks nuts long term
[01:56:05] <petev> yeah, but it's flexible
[01:56:10] <petev> you only have to set it once
[01:56:28] <jmkasunich> too much flexibility = confused and angry users
[01:56:42] <jmkasunich> huh? only once?
[01:57:01] <SWPadnos_> each user has to set it only once, after that they just use EMC
[01:57:02] <petev> hopefully when you tune the machine
[01:57:12] <SWPadnos_> uh - emc2
[01:57:15] <jmkasunich> if you tune the machine
[01:57:42] <jmkasunich> 95% of folks tune the machine by running emc
[01:58:05] <jmkasunich> my nerdly engineer approach to machine setup (stepper machine):
[01:58:21] <jmkasunich> hook up siggen to stepgen, making a square wave position command
[01:58:33] <jmkasunich> set stepgen's maxvel and maxacc fairly low
[01:58:54] <jmkasunich> set up a dial inidicator at one end of the back and forth move that it is making, so you can detect lost steps
[01:59:09] <jmkasunich> gradually increase vel and accel until you lose steps
[01:59:17] <jmkasunich> set stepgen limits at 80% of that
[01:59:24] <jmkasunich> and EMCs limits at 75%
[01:59:47] <jmkasunich> most people aren't gonna be that hal competent, and we can't reasonably expect them to be
[02:01:11] <jmkasunich> * jmkasunich is talking to himself
[02:01:31] <SWPadnos_> heh
[02:01:49] <SWPadnos_> have sane defaults, but make it configurable for those who choose to do so
[02:02:30] <jmkasunich> if we have two limits, the only sane default is for one to be 1.? times the other
[02:02:39] <jmkasunich> which we can't do today (no expressions in halcmd)
[02:02:48] <SWPadnos_> it depends on the acceptable overshoot, and may be able to be calculated
[02:03:13] <jmkasunich> if you have two separete ini file params, you will always have folks changing one and not the other, and getting all messed up
[02:03:47] <SWPadnos_> there's probably some formula that boils down to 1+sqrt((accel/max_vel) * K )
[02:03:59] <SWPadnos_> I can ask my mother to figure it out ;)
[02:07:46] <jmkasunich> skunkworks: you still here?
[02:10:04] <skunkworks> yes
[02:10:10] <fenn> jmk you need a vertical scrollbar for the halscope trace window
[02:10:38] <jmkasunich> offset
[02:10:51] <fenn> but you have to do that for each signal
[02:11:05] <jmkasunich> yes, of course
[02:11:13] <SWPadnos_> yes - move them to different places if you don't want them to overlap
[02:11:14] <jmkasunich> what is the problem
[02:11:27] <SWPadnos_> keep things that you do want to compare at the same position
[02:11:27] <jmkasunich> (you know about the position control, right?)
[02:11:34] <SWPadnos_> (and with the same scale, usually)
[02:11:47] <fenn> well i'm looking at the difference between pos-fb and pos-cmd but if i zoom in the latter half of the move goes off the screen
[02:11:56] <jmkasunich> yes
[02:12:17] <SWPadnos_> heh - more changes - add "math functions" to halscope ;)
[02:12:24] <fenn> ok how about a slider for offset then
[02:12:32] <petev> yeah, and FFT ;-)
[02:12:35] <jmkasunich> a scrollbar won't help, suppose you zoom in to 1 micro-inch per division, and the signals are at 1"
[02:12:36] <SWPadnos_> it's next to gain, called "pos"
[02:12:44] <jmkasunich> you'd have to scroll up 1 million divisions
[02:13:07] <jmkasunich> (or set offset to 1.000)
[02:13:08] <fenn> i've got pos all the way down already
[02:13:14] <fenn> (the slider)
[02:13:31] <jmkasunich> if you want to see the difference between pos and cmd, put a probe on axis.0.f-error
[02:13:48] <jmkasunich> that is the difference, and you can zoom yourself silly on it with the gain control
[02:13:59] <SWPadnos_> ah - you're trying to see 1/1000 differences, at the 2 mark (for example), and can't see them
[02:14:36] <jmkasunich> sounds like that's what he's doing
[02:14:40] <fenn> yep
[02:14:56] <SWPadnos_> do what jmk said ;)
[02:15:30] <SWPadnos_> for other signals, load blocks with a sum2 block, and make the gain on one input -1
[02:15:52] <jmkasunich> ha - a differential probe!
[02:15:57] <SWPadnos_> yep ;)
[02:16:01] <jmkasunich> I didn't think of that, clever
[02:16:04] <SWPadnos_> with independent scaling
[02:16:10] <jmkasunich> you can also use offset
[02:16:14] <SWPadnos_> yep
[02:16:17] <fenn> * fenn coughs
[02:16:31] <jmkasunich> for instance, if you have two signal around 5, with some small difference, set the offset to 5 on both
[02:16:45] <SWPadnos_> offset is a param, right?
[02:17:08] <jmkasunich> no, a button just below the gain and position sliders and the scale display
[02:17:27] <jmkasunich> and just above the "chan off" button
[02:17:31] <SWPadnos_> ah - in scope - I was thinking at the "probe" level ;)
[02:18:02] <fenn> ah cool i can actually see the wiggles in pos-cmd
[02:18:14] <jmkasunich> ?
[02:18:33] <SWPadnos_> compensation due to feedback
[02:18:41] <fenn> no
[02:18:43] <jmkasunich> more likely you are seeing the steps in pos-fb, because it moves in discrete steps of 0.00025 inches
[02:19:09] <fenn> they are in a repeating pattern of big and little wiggles
[02:19:22] <jmkasunich> sorry skunkworks, got distracted
[02:19:41] <jmkasunich> are you at your machine, or is it somewhere far away?
[02:20:08] <SWPadnos_> it would be really nice if params could be connected to something external
[02:20:28] <jmkasunich> SWP: then they would be pins, now wouldn't they?
[02:20:34] <SWPadnos_> yes they would
[02:20:57] <jmkasunich> (actually I seriously thought about doing away with params on HAL v2.0, and having only pins)
[02:21:16] <SWPadnos_> I was thinking of the sum2 block as differential probe, and it would be nice to be able to input the (negative) in1 to the offset, to make it like AC coupling
[02:21:24] <skunkworks> that is ok
[02:21:48] <skunkworks> I am in bed right now. So yes the machine is far away;)
[02:21:52] <jmkasunich> ok
[02:22:13] <jmkasunich> I'm beginning to understand the problem, and there is no simple and easy solution for everyone
[02:22:24] <skunkworks> what is your idea?
[02:22:33] <jmkasunich> but we could tune your specific machine to get better results
[02:22:34] <SWPadnos_> pick any two - simple, easy, for everyone ;)
[02:23:28] <jmkasunich> you would need to be prepared to edit hal files, and to run tests...
[02:23:46] <jmkasunich> You are in bed, and I should be soon, so tonight isn't a good time
[02:24:24] <fenn> the wiggles I was seeing were aliasing from the sample rate (1khz) with a 5 ms interval
[02:24:33] <jmkasunich> ?
[02:24:41] <fenn> so it doesnt mean anything
[02:24:59] <SWPadnos_> can you paste in the output from 'bin/halcmd show thread'
[02:24:59] <fenn> http://fenn.dyndns.org/pub/emc/screenshots/halscope-0.01-jog.png
[02:25:34] <jmkasunich> what is the scale of the bottom red trace
[02:25:44] <jmkasunich> (that is f-error, isn't it?)
[02:25:48] <skunkworks> ok - I will have to get the wireless and the portable working in the shop - maybe tomarrow
[02:26:14] <fenn> yeah the sawtooth-ish one is f-error, scale 200u/div
[02:26:30] <jmkasunich> right, so about 250u peak to peak
[02:26:34] <jmkasunich> that is the step size
[02:26:55] <jmkasunich> command position is changing by a few 10s of microinches every mS
[02:27:08] <fenn> why is pos-fb not exactly square?
[02:27:18] <jmkasunich> but actual position feedback is quantized into steps of 250u-inch
[02:27:20] <fenn> (the falling edge of the sawtooth isn't vertical)
[02:27:27] <SWPadnos_> because of the sample time vs displayed time
[02:27:41] <SWPadnos_> you only get 5 samples per division at this horizontal zoom
[02:27:43] <jmkasunich> each sample is 1mS long
[02:27:47] <fenn> ok
[02:28:02] <jmkasunich> I could have displayed them as 1mS long flat lines, connected by perfectly vertical lines
[02:28:29] <SWPadnos_> but that looks like crap for things that are actually moving linearly ;)
[02:28:29] <jmkasunich> instead I display them 0.5mS long, and conneced by lines that "angle" over the next 0.5mS
[02:29:00] <jmkasunich> I could also have displayed them as zero length points, and connected them by lines that angle over the entire 1mS
[02:29:10] <SWPadnos_> actually - anything that's an int type should probably have verticals, and floats should be point to point
[02:29:13] <jmkasunich> I tried all three ways, and I liked the look of this one best
[02:30:09] <jmkasunich> point-to-point disguizes the time quantization - I want you to realize that you have zoomed in to 5 pts per div, or 1 pt per div, or whatever
[02:30:50] <SWPadnos_> yeah - that's what the "vector / dot" option is for on my Agilent scope
[02:31:08] <jmkasunich> I suppose a future version of halscope might make that user settable
[02:31:17] <fenn> you could draw a line with dots on the line at each sample
[02:31:18] <jmkasunich> scope was my first non-trivial GUI app
[02:31:45] <jmkasunich> the dots would have to be at least 3 pixels wide to show up on a 1 pixel line
[02:31:45] <SWPadnos_> it's quite workable, but like most art, it is never done (merely set aside) ;)
[02:32:03] <fenn> different colored dots
[02:32:16] <jmkasunich> no ;-)
[02:32:17] <SWPadnos_> what window decorations are those, BTW?
[02:32:29] <fenn> icewm grayleph
[02:32:34] <fenn> i just switched themes today
[02:32:35] <SWPadnos_> different colors for each line would be nice
[02:32:37] <SWPadnos_> ok
[02:32:44] <SWPadnos_> a bit small, but nice
[02:32:54] <jmkasunich> yeah, different colors for each trace is on the to-do list
[02:33:07] <jmkasunich> dots/vectors could be added too
[02:33:14] <SWPadnos_> yep
[02:33:17] <SWPadnos_> and math
[02:33:25] <fenn> and regular expressions
[02:33:28] <fenn> :P
[02:33:29] <jmkasunich> I need to add a traditional pull-down menu bar, instead of trying to do everything with on-screen controls
[02:33:51] <SWPadnos_> yep - the biggest thing I've been annoyed with lately has been the fact that there's one config file
[02:33:55] <jmkasunich> screen space and layout severely limits what you can do with controls
[02:34:02] <SWPadnos_> and I was changing between test setups and machine setups
[02:34:18] <jmkasunich> consider yourself lucky you have any config file
[02:34:23] <jmkasunich> that still isn't finished
[02:34:29] <SWPadnos_> oh- I do, I do
[02:34:32] <SWPadnos_> ;)
[02:34:38] <jmkasunich> but yes, I want to add a save/recall menu
[02:35:08] <jmkasunich> the other pisser is that the config only gets saved if you exit with a click
[02:35:18] <SWPadnos_> I noticed that
[02:35:27] <jmkasunich> if you shut down emc, it does a SIG_TERM, and that doesn't save
[02:35:30] <SWPadnos_> or at leat, I noticed that it didn't always get saved
[02:35:39] <jmkasunich> probably easy to fix, but I haven't done it yet
[02:35:59] <SWPadnos_> doesn't the 'X' send a SIG_KILL?
[02:36:10] <jmkasunich> no, it is handled by GTK
[02:36:30] <SWPadnos_> ok - so it gets an App_Close -type thing
[02:36:34] <jmkasunich> yes
[02:36:52] <jmkasunich> now I'm curious...
[02:37:01] <jmkasunich> * jmkasunich opens the halscope source
[02:37:05] <SWPadnos_> oops - sorry ;)
[02:37:10] <jmkasunich> thats ok
[02:37:57] <fenn> i cant imagine doing this stuff in c
[02:38:07] <fenn> no class destructors or anything
[02:38:16] <SWPadnos_> no classes, so that isn't a problem
[02:38:19] <jmkasunich> SWP: BTW, its also quite OK if you want to add some of these improvements
[02:38:32] <skunkworks> you guys are great. I am going to play with the test computer at work tomarrow. think it is around 2ghz. Still getting farmilar with emc2
[02:38:34] <SWPadnos_> I actually have the 3 source files open right now ;)
[02:40:29] <SWPadnos_> too bad I know nothing about GTK
[02:40:46] <jmkasunich> I thought you did GUI stuff? or just not with GTK?
[02:41:03] <SWPadnos_> sort of
[02:41:10] <SWPadnos_> it's not exactly my first love
[02:41:39] <jmkasunich> C signal scare me
[02:41:46] <jmkasunich> signals
[02:41:55] <SWPadnos_> I've beed doing user interfac edesign though, so I have thoughts about what the interfaces should do, but not the programming experience of actually *making* them
[02:42:03] <SWPadnos_> bene
[02:42:07] <jmkasunich> I keep thinking they are running in something like interrupt context, with very severe limits on what they can do
[02:42:10] <fenn> tutti bene
[02:42:14] <SWPadnos_> gah - misspellings B gone!
[02:42:22] <SWPadnos_> si, prego
[02:42:24] <jmkasunich> otherwise I'd add a call to write_config_file in the signal handler
[02:43:11] <jmkasunich> maybe it should just be after the call to gtk_main()
[02:43:16] <petev> yes
[02:43:29] <jmkasunich> but I'm not sure gtk_main ever returns
[02:43:42] <petev> I'm pretty sure it does
[02:43:45] <fenn> you could add a printf and see if it does
[02:43:56] <SWPadnos_> you have sigterm and sigint specified already
[02:43:58] <petev> when you call the app_quit or whatever, it sends a message to make it exit
[02:44:15] <jmkasunich> because if it does, why did I see the need to do the hal_exit() in a g_atexit() handler
[02:45:29] <petev> it exits
[02:45:47] <SWPadnos_> yes - it does return to main
[02:45:48] <petev> I shut stuff down in CL afer gtk_main returns
[02:46:06] <SWPadnos_> (added printf - as per fenn's suggestion)
[02:46:07] <jmkasunich> * jmkasunich reads about g_atexit
[02:46:33] <SWPadnos_> you may just need to add SIGKILL to the signal handler - SIGTERM is already there
[02:46:33] <petev> if that's like the C atexit, it queues functions to call on program exit
[02:46:53] <jmkasunich> yeah, I know that part
[02:47:12] <jmkasunich> but why did I use that for hal_exit() instead of simply putting it after main returns?
[02:47:16] <jepler> The signals SIGKILL and SIGSTOP cannot be caught or ignored.
[02:47:20] <jepler> -- man signal
[02:47:44] <SWPadnos_> well then, what do they do? if you can't catch or ignore them
[02:47:45] <jmkasunich> actually the run script tries SIG_TERM first, then SIG_KILL
[02:48:12] <jepler> SWPadnos_: the point of "KILL" is that the program can't survive it; it's a last-resort way of stopping something that's misbehaving
[02:48:15] <jmkasunich> KILL is used to kill processes that are completly fscked
[02:48:27] <jmkasunich> if it could be handled, a process could wind up unkillable
[02:48:31] <SWPadnos_> sure - in that case, it may be ignored ;)
[02:49:16] <jmkasunich> any, thats beside the point, both ctrl-C and emc.run's shutdown code do SIG_TERM, not KILL
[02:49:52] <SWPadnos_> so it should exit cleanly then, and write the config file
[02:50:06] <jepler> I think ctrl-c is SIGINT (signal 2)
[02:50:20] <SWPadnos_> yep
[02:50:41] <jmkasunich> thats probably why I handle both TERM and INT ;-)
[02:51:40] <jmkasunich> I think I used the at_exit function to make sure HAL got exited in the event of a crash or other abnormal exit
[02:52:20] <jmkasunich> failing to call hal_exit() typically makes it impossible to run the same program again until hal is removed and reloaded (realtime stop, realtime start)
[02:52:57] <SWPadnos_> um - where does the scope.cfg file end up?
[02:53:05] <jmkasunich> current directory
[02:53:24] <jmkasunich> its hidden
[02:53:37] <SWPadnos_> right - I missed the dot
[02:53:38] <jmkasunich> .scope.cfg
[02:58:24] <CIA-5> 03jmkasunich * 10emc2/src/hal/utils/scope.c: fixed halscope so that it saves its config on every exit, not just when the user closes it
[02:58:40] <jmkasunich> there, my accomplishment for the day
[02:58:52] <SWPadnos_> * SWPadnos_ pats JohnK on the back
[02:58:59] <cradek> that's better than some of us did
[03:02:23] <jmkasunich> less than I had hoped to accomplish
[03:02:33] <jmkasunich> (but that seems the norm lately)
[03:02:44] <fenn> that is always the norm, no?
[03:02:59] <jmkasunich> well, at least I understand the "why" behind skunkworks's following error
[03:03:15] <fenn> i budget 5 times the time i think it ought to take
[03:03:25] <fenn> and then i end up 20% done
[03:03:27] <SWPadnos_> then multiply by 2
[03:03:31] <fenn> and wonder why
[03:03:32] <SWPadnos_> *pi
[03:03:38] <SWPadnos_> there's alwayws a pi in there
[03:03:51] <jmkasunich> i prefer cherry
[03:04:03] <fenn> fudge
[03:04:10] <fenn> fudge*pi
[03:04:16] <SWPadnos_> pecan or grashopper for me
[03:04:30] <jmkasunich> grashopper?
[03:04:52] <jmkasunich> I assume not bugs
[03:04:57] <SWPadnos_> chocolate cookie crust, filling made of cream / gelatin, with creme-de-menthe and creme-de-cacao flavoring
[03:05:06] <jmkasunich> ah
[03:05:08] <SWPadnos_> like the drink
[03:05:22] <SWPadnos_> (not that I like the drink, but the pie is excellent)
[03:05:28] <jmkasunich> * jmkasunich isn't into mixed drinks, so that wouldn't help
[03:05:45] <jmkasunich> but chocolate and mint, thats gotta be good
[03:06:00] <SWPadnos_> me either - I hardly drink at all (except for a Bailey's now and then)
[03:06:10] <jmkasunich> I just drink beer
[03:06:13] <SWPadnos_> yep - the Keebler cookies are a pale comparison, but give you the general idea
[03:06:31] <SWPadnos_> though some people have said that it tastes like toothpaste pie ;)
[03:06:35] <jmkasunich> ah, like the girlscout thin-mints
[03:06:39] <SWPadnos_> yep
[03:06:45] <SWPadnos_> only tastier
[03:06:54] <SWPadnos_> maybe I'll make a batch for the next fest
[03:07:13] <jmkasunich> emc pifest?
[03:07:13] <SWPadnos_> (of pies, not girl scout cookies)
[03:07:24] <SWPadnos_> emc2 pi*Fest
[03:07:54] <SWPadnos_> "we have much to learn, you ng grasshopper pi"
[03:08:04] <SWPadnos_> young, not you ng
[03:08:05] <skunkworks> glad I could be of help breaking it. Night - talk to you people tomarrow.
[03:08:09] <SWPadnos_> see ya
[03:08:11] <jmkasunich> goodnight
[03:08:38] <petev> gnight
[03:08:45] <skunkworks> "You people" I made you guys sound like a bunch of leppers
[03:08:59] <fenn> i am not an animal!
[03:09:03] <jmkasunich> heh
[03:09:11] <fenn> my name is john merrick!
[03:09:18] <SWPadnos_> thank you elephant man
[03:12:07] <fenn> so i guess my cvs commit log didnt really help.. "default accel cannot be the same as max accel or following errors will result, since the planner has no headroom to correct for timeslice aliasing errors"
[03:12:30] <fenn> jogging uses max accel anyway, right?
[03:12:40] <fenn> and the planner has nothing to do with it
[03:12:55] <jmkasunich> right - jogs are single axis moves, and use only the axis limits
[03:13:02] <fenn> it's stepgen that corrects, not the planner
[03:14:31] <fenn> why is using 0.98*MAX_ACCEL in the TP a bad idea?
[03:14:46] <jmkasunich> its a hack
[03:14:54] <SWPadnos_> because somebody's going to have a machine (or a single axis) that needs 0.95
[03:15:05] <jmkasunich> what swp said
[03:15:07] <fenn> any more so than 1.01*max in the hal file?
[03:15:13] <jmkasunich> same problem
[03:15:22] <jmkasunich> that;s a hack too
[03:15:31] <fenn> so it really should be fudge_factor*max
[03:15:33] <jmkasunich> at least that one is visible to the user and they could change it
[03:15:57] <fenn> shouldn't it be a [TRAJ] parameter?
[03:16:25] <jmkasunich> the bug is in the approach used by stepgen, and I need to rethink that
[03:16:35] <jmkasunich> and not tonight
[03:16:50] <fenn> you're saying no fudge factor at all?
[03:17:13] <SWPadnos_> there may need to be one, but it might be an "overshoot" setting or something - it bears further thought
[03:17:37] <fenn> where does the lag come from?
[03:18:15] <fenn> or maybe i'm misunderstanding where the error comes from
[03:18:40] <fenn> i never got halscope to show any strange following errors
[03:19:42] <fenn> duh that's because i wasnt using skunkworks' config file
[03:22:31] <fenn> hmmm.. halscope doesn't load the trigger source correctly from .scope.cfg
[03:22:48] <jmkasunich> nope, the config save/restore code is incomplete
[03:23:06] <jmkasunich> I started it, and got it about 80% complete, then other things moved to the top of the pile
[04:00:37] <fenn> jmkasunich: still awake? what's trigger position?
[04:00:54] <SWPadnos_> that's where in the array of samples the trigger is placed
[04:01:03] <jmkasunich> the position in the memory record where the trigger is
[04:01:07] <fenn> can you modify that via the gui?
[04:01:15] <SWPadnos_> so if you put it at 25%, you get 1/4 of the samples from before the trigger, and 75% after
[04:01:24] <jmkasunich> IOW, do you want 10% of the samples before the trigger and 90% after, or the other way around, etc
[04:01:25] <SWPadnos_> yes - there are 4 positions, I think
[04:01:43] <fenn> oops i guess i never saw that slider there
[04:39:29] <CIA-5> 03paul_c * 10emc2-auto/wiki/ (18 files in 11 dirs): "Auto update wiki from a cron job. Fri Dec 2 05:30:01 GMT 2005 "
[05:11:18] <Jymmmm> Jymmmm is now known as Jymmm
[06:08:07] <SWPadnos_> SWPadnos_ is now known as SWP_Away
[00:07:15] <anonimasu> hey alex
[00:25:27] <wb9mjn> Morning Ray...
[00:25:41] <wb9mjn> Going to be sunny today here...but its only 11 F ...
[00:29:26] <rayh> I know the feeling. No sun yet but it's cool.
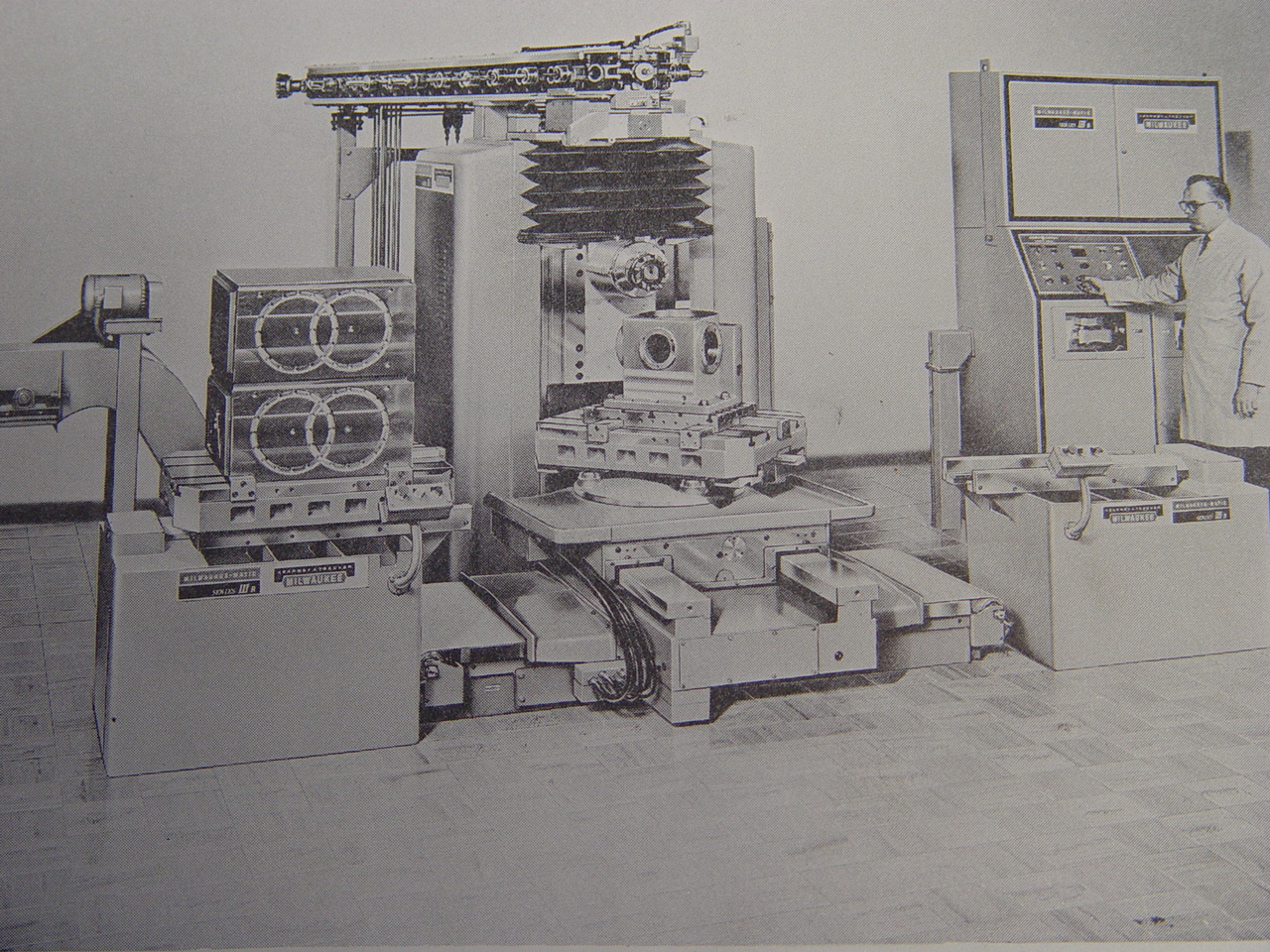
[00:30:17] <rayh> Nice machine, Don. Thanks for the pics.
[00:34:39] <Jacky^> morning
[00:37:28] <rayh> Hello Jacky.
[00:37:38] <Jacky^> Hi rayh
[00:40:22] <wb9mjn> Your welcome...was just setting up a part on it...
[00:41:17] <wb9mjn> Measured the squareness of the saddle I bolted together out of two travellers. Its about 11 arc seconds off...Not great..but usable..
[00:43:02] <wb9mjn> As I remeber, in the UP the sun does not begin to shine till Lake Superior freezes..which is about mid January...
[00:43:04] <rayh> Not bad at all for eyeballing
[00:43:20] <rayh> You got it.
[00:43:51] <wb9mjn> I did not eyeball it, actually...I set up a symetrical bolt pattern, and drilled both travellers through, then rotated one....
[00:44:03] <rayh> We ran some renishaw ballbar tests on a student project a few years ago.
[00:44:26] <rayh> Found the typical egg shape at a 45 degree angle.
[00:44:32] <wb9mjn> The bolt on one hole was scuffing the edge some, but the others were dead on...
[00:44:37] <rayh> So we fixed it with kinematics.
[00:44:58] <wb9mjn> That is what I want to do eventually...
[00:45:07] <rayh> although wasting kinematics on 11 arc seconds might be overkill.
[00:45:23] <wb9mjn> Ok...well still learning the mechanics here...
[00:45:45] <rayh> Fantastic. I really like this stuff.
[00:46:36] <rayh> How long is your x travel?
[00:46:58] <wb9mjn> One thing that fascinates me is how did the first guy who made a milling machine get all this stuff square? The symetricale bolt pattern is what I came up with..
[00:47:04] <wb9mjn> Its 7.6 inches...
[00:48:14] <rayh> In ancient China they used the 5,4,5 triangle
[00:48:15] <wb9mjn> The tslot table is 14 by 7...
[00:48:52] <wb9mjn> Yea, but its problematic to get really accurate wtih 3/4/5 on a milling saddle...
[00:49:17] <rayh> Same principle you used. Just different scale and measurement accuracy
[00:50:11] <wb9mjn> Allot of the middle ages mathemeticians did not do things quantitavely, but geometrcal....
[00:50:24] <rayh> Exactly
[00:50:33] <wb9mjn> I think Geometrical works better in a shop....
[00:52:06] <wb9mjn> Mount the two travellers on top of each other, alligning the edges, then drill two holes along one line at the same radius from center, then rotate , using the edges for the
[00:52:24] <wb9mjn> sqaure indication, and do two more holes at the same radius....
[00:53:01] <wb9mjn> Then unclamp and rotate the travellers, tap half the holes, through drill the other two, and bolt em up...
[00:53:41] <rayh> Good plan. That's how you did it?
[00:53:45] <wb9mjn> Yep...
[00:54:02] <wb9mjn> Used the machining at Lintech as a crutch to get the job done...
[00:55:05] <wb9mjn> Like the "bootstrapping" problem...How does one go from lack of capability, to capability, without the capability in the first place...
[00:55:10] <rayh> How'd you allign the Z column?
[00:55:23] <wb9mjn> I tramed it with shims under the table....
[00:55:56] <wb9mjn> Have not double checked it yet with the tslot table on there yet....
[00:56:04] <wb9mjn> But not worried about that...
[00:56:47] <wb9mjn> The tslot table looks to be a $1000 buck plus european made thing...
[00:57:02] <wb9mjn> That is, with shims under the motion table...so to avoide Abbe' error...
[00:57:12] <rayh> I used a bent coat hanger in the chuck for my grizly.
[00:57:45] <wb9mjn> I used a Ace Hardware Tramel cutter, to hold a ham fest special dial indicator....
[00:57:49] <wb9mjn> hi...
[00:57:50] <rayh> Then got round to making an arm for my indicator
[00:59:10] <wb9mjn> Made 3/8 square to round hole plate, to take the tail piece of the indicator....The 3/8 square portion mountes into the tramel cutter tool hole...
[00:59:25] <rayh> It works
[00:59:30] <wb9mjn> Yep....
[01:05:07] <skunkworks> hey - can you try to send me your pictures again?
[01:05:13] <wb9mjn> Sure...
[01:07:11] <wb9mjn> There you go...
[01:08:02] <skunkworks> that worked - brute force I say - made my computer the dmz ;)
[01:08:35] <skunkworks> nice machine - very heavy. - is it a commercial mill you converted or did you make it from scratch?
[01:09:06] <wb9mjn> It started life as a vocational ed machine...very poorly done mechanicals, except for the column...
[01:09:32] <wb9mjn> D and M was bought out by another company, that still makes a version of the machine, but much better now....
[01:09:37] <wb9mjn> Lab-Volt...
[01:10:14] <wb9mjn> Anyway, there were several of these things on Ebay...Its not that heavy...Which is what one of my requirements was...
[01:11:03] <wb9mjn> A commercial mill of this size would be twice the weight, and have a cast in one column and foot made all from iron or reinforced polymer concrete...
[01:11:19] <wb9mjn> That part alone would weigh as much as this whole machine...
[01:11:41] <wb9mjn> Example Bridgeman XT benchtop mill...
[01:12:26] <skunkworks> very nice - I used to the old mills - we have a brown and sharp that weighs a couple of ton
[01:13:13] <wb9mjn> The column and foot on this machine bolt together...The column is cast iron, and the foot is 1 1/4 inch steel plate....
[01:14:22] <skunkworks> so the z is bolted on top of the 1-1/4 plate?
[01:15:15] <wb9mjn> Yep...
[01:15:35] <wb9mjn> Cheap, but weaker than casting...
[01:17:24] <wb9mjn> The column is 4 by 4, with a inch thick walls...
[01:18:18] <wb9mjn> Its hollow inside....where the screw is..and there is an oval slot on the front surface for sevice access, and there is no back wall, its all open except where the top and bottom
[01:18:25] <wb9mjn> are...
[01:22:24] <wb9mjn> Want to see my Proxon CNC conversion ?
[01:25:23] <wb9mjn> I have a poor picture of it, took the picture to show the guys at work how I did the electrode machining for a soldering fixture...
[02:29:30] <Jacky^> looking for something to machine as gift for christmas
[02:29:44] <Jacky^> http://www.tombridge.com/photos/getty/carved_frame.jpg
[02:30:12] <Jacky^> of course 3 Axis machine cant made that right ?
[02:30:29] <Jacky^> or similar models
[02:30:50] <alex_joni> try 5 or 6 axes ;)
[02:31:01] <Jacky^> good ..
[02:31:04] <Jacky^> ok
[02:31:57] <Jacky^> ill search something simplest
[02:33:06] <Jacky^> was thinking some frame, some tree frame for photos
[02:40:11] <Jacky^> wow
[02:40:31] <Jacky^> http://www.goodshepherdgifts.com/or649.html
[02:40:59] <Jacky^> ]:P
[02:41:56] <Jacky^> cool
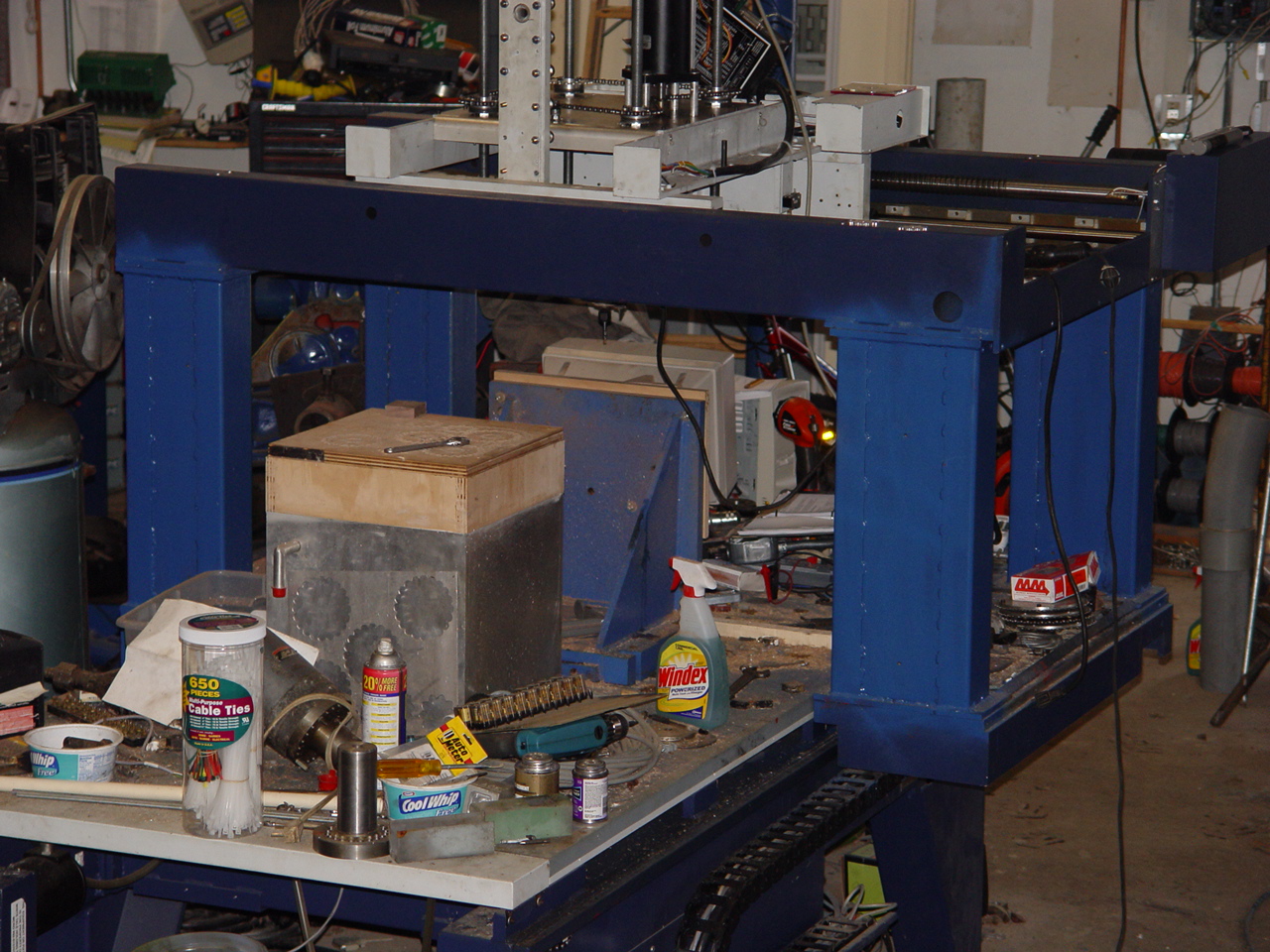
[03:13:52] <skunkworks> http://www.electronicsam.com/images/KandT/oldkandt.JPG
[03:14:11] <skunkworks> http://www.electronicsam.com/images/KandT/DSCCurrent.JPG
[03:14:44] <skunkworks> http://www.electronicsam.com/images/KandT/DSCgantry.JPG
[03:15:26] <alex_joni> nice
[03:17:05] <skunkworks> the k&t needs to be brought into the 21 century
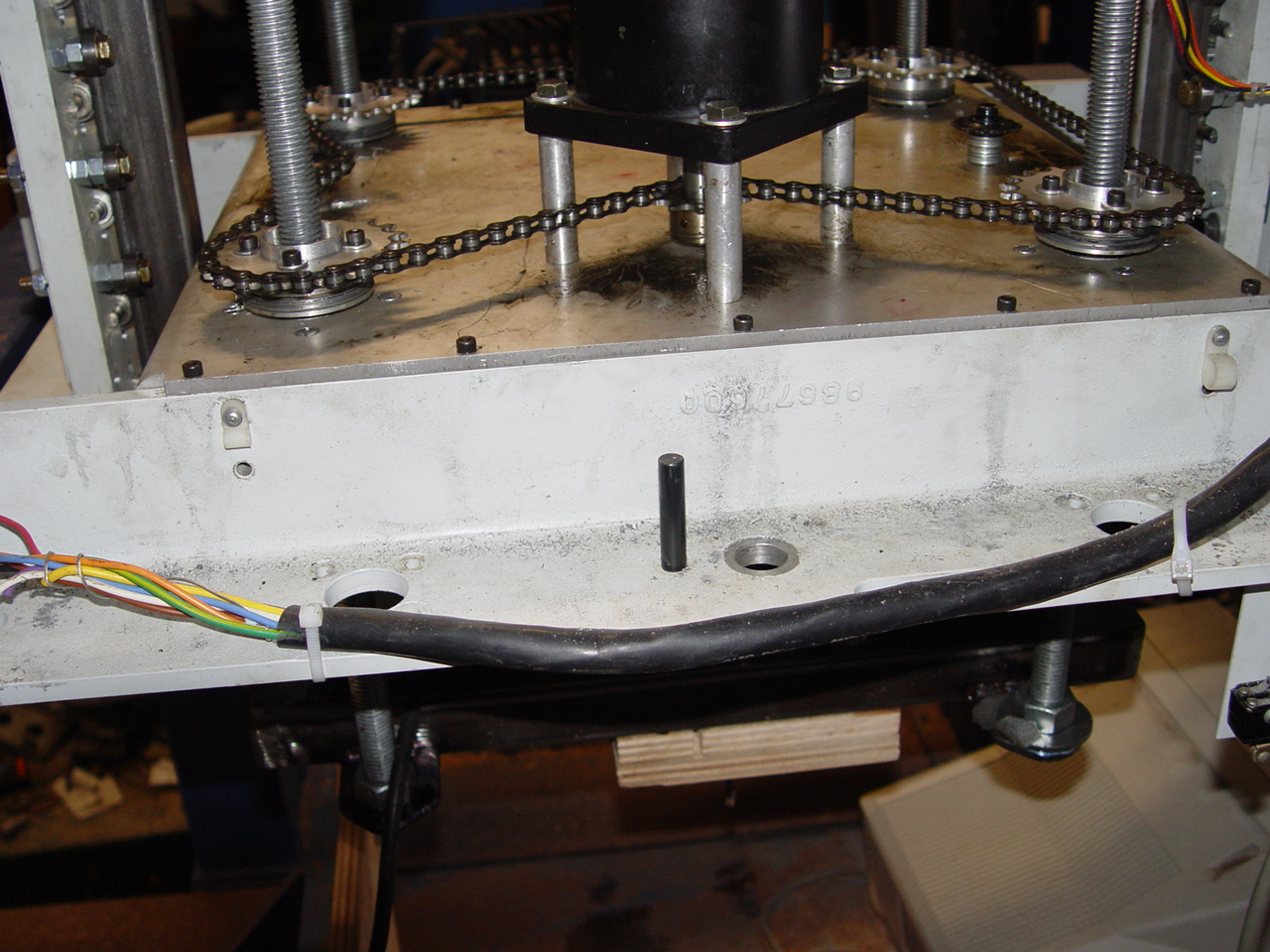
[03:17:23] <skunkworks> http://www.electronicsam.com/images/KandT/zaxis.JPG
[03:17:32] <skunkworks> z axis on the gantry
[03:47:32] <Jacky^> hi
[03:47:40] <Jacky^> _
[03:47:40] <Jacky^> | | _ _ _ __ ___ _ __ ___ _ __ ___
[03:47:40] <Jacky^> _ | || | | || '_ ` _ \ | '_ ` _ \ | '_ ` _ \
[03:47:40] <Jacky^> | |_| || |_| || | | | | || | | | | || | | | | |
[03:47:40] <Jacky^> \___/ \__, ||_| |_| |_||_| |_| |_||_| |_| |_|
[03:47:42] <Jacky^> |___/
[03:47:45] <Jacky^> :)
[03:47:54] <skunkworks> <skunkworks>
http://www.electronicsam.com/images/KandT/oldkandt.JPG
[03:47:54] <skunkworks> <skunkworks>
http://www.electronicsam.com/images/KandT/DSCCurrent.JPG
[03:47:54] <skunkworks> <skunkworks>
http://www.electronicsam.com/images/KandT/DSCgantry.JPG
[03:47:54] <skunkworks> <alex_joni> nice
[03:47:54] <skunkworks> <skunkworks> the k&t needs to be brought into the 21 century
[03:47:54] <skunkworks> <skunkworks>
http://www.electronicsam.com/images/KandT/zaxis.JPG
[03:47:56] <skunkworks> <skunkworks> z axis on the gantry
[03:48:13] <Jymmm> Yes, you found the banner command Jacky^.
[03:48:19] <Jacky^> hehe
[03:48:44] <Jacky^> now looking for a nice model to machine as christmas gift :P
[03:49:15] <Jacky^> Jymmm: do U like this ?
http://www.goodshepherdgifts.com/or649.html
[03:49:39] <Jacky^> working on that
[03:50:18] <Jymmm> Jacky^: One word.... China.
[03:50:20] <Jacky^> Ive to do at least 3 (homemade) gifts, my mother, mi sister and my brother
[03:50:38] <Jacky^> Jymmm: yes, I meant not to buy, to machine them
[03:50:52] <Jacky^> ive some limit with mi machine :S
[03:51:02] <Jacky^> 10 mm max depth
[03:51:07] <Jacky^> and 3 axis
[03:51:39] <Jacky^> that in the pic should simple enough
[03:52:01] <Jymmm> Jacky^: You could get the gratification of making your own of course, and they look nice. But for $20 it cost you that much in your time and effort, much less material. Maybe use them as a springboard for somethng else that you could create.
[03:52:23] <Jacky^> yeah.. right
[03:57:15] <Jacky^> but want you compare the satiscation to do it with your hands ?
[03:57:15] <Jacky^> it take much more value
[03:57:15] <Jymmm> Jacky^: Are you going to HAND carve them?
[03:57:15] <Jacky^> nahh just drawing vector around models them machine them
[03:57:15] <Jacky^> then*
[03:57:15] <Jacky^> theyre not hand carved !
[03:57:15] <Jacky^> :)
[03:57:15] <Jacky^> I like this model
http://www.goodshepherdgifts.com/na500.html
[03:57:15] <Jacky^> but, my machine is not able to machine that
[03:57:15] <Jymmm> Jacky^: Now THAT you could make.
[03:57:15] <Jymmm> why not?
[03:57:15] <Jacky^> just 3 axis, cant get them
[03:57:15] <Jymmm> ah
[03:57:15] <Jacky^> simplest way is 2d profile
[03:57:15] <Jacky^> or 3d carving
[03:57:15] <Jacky^> pseudo-3D ..
[03:57:15] <Jymmm> 2.5d
[03:57:15] <Jacky^> :D
[03:57:15] <Jacky^> hahah yes !
[03:57:15] <Jymmm> Jacky^ make this -->
http://www.goodshepherdgifts.com/ls605.html
[03:57:28] <Jacky^> wow
[03:57:37] <Jacky^> would be really great
[03:57:43] <Jacky^> :(�
[03:58:09] <Jacky^> I think a good machine would take some day to machine that
[03:58:22] <Jacky^> fast machine*
[03:58:24] <Jymmm> Nah.... 15 minutes, maybe 20.
[03:58:30] <Jacky^> ugh
[03:58:32] <Jacky^> :)
[03:58:37] <Jacky^> you kidding
[03:58:42] <Jymmm> yes
[03:58:49] <Jacky^> but cool
[03:59:22] <Jacky^> looking at the price its seem to me right
[03:59:37] <Jacky^> $220.00 for that is not much, really
[04:01:41] <Jacky^> ggrr
[04:01:49] <Jacky^> im tired
[04:02:19] <Jacky^> ive 3 great servo drivers here sleeping
[04:02:40] <Jacky^> impatience to run with the new cnc :/
[04:02:40] <Jymmm> what did you remove them from?
[04:02:58] <Jacky^> ahwat the drivers ?
[04:03:03] <Jymmm> yep
[04:03:14] <Jacky^> removed from geckodrive
[04:03:16] <Jacky^> :P
[04:03:18] <Jymmm> ah
[04:05:26] <Jacky^> i was hope in the end of year to complete my machine
[04:05:46] <Jacky^> but it seem a lot of taxes are waiting me
[04:05:48] <Jacky^> damn
[04:09:32] <Jacky^> I just need to take a bit of courage to enter my bank and ask for credit
[04:09:52] <Jacky^> as well, yesterday , we got a ne law
[04:10:19] <Jacky^> peoples over 65 years can now get million credit from bank
[04:10:48] <Jacky^> and, if they cannot pay the debit, the son will pay for it
[04:11:33] <Jymmm> lol.... parents screwing the children!
[04:11:43] <Jacky^> it seem to me right.. then why cant I ask for a credit ?
[04:11:46] <Jacky^> :)
[04:12:15] <Jacky^> well, our economy is founded on debits ..
[04:12:26] <Jacky^> debits forever !
[04:12:29] <Jacky^> lol
[04:12:57] <Jacky^> for the eternity
[04:14:47] <Jacky^> Jymmm: im really thinking to buy a printer like this
http://growabrain.typepad.com/photos/uncategorized/printing_money.jpg
[04:14:50] <Jacky^> bauhaahahahah
[04:14:54] <Jacky^> :D
[04:16:10] <Jacky^> just a think ..
[04:16:36] <Jacky^> in the past there was only our central national bank printing money
[04:16:53] <Jacky^> now.. all banks (also the smallest) are printing money
[04:17:02] <Jacky^> thats is interesting for me :)
[04:18:13] <Jacky^> bah.. really bad future at the horizon
[04:21:11] <Jacky^> I was hope we finish as Argentina peoples did ..
[04:21:28] <Jacky^> go down, touch the bottom, then comes up
[04:21:51] <Jacky^> no .. were excavating at the bottom :/
[04:22:20] <Jacky^> were we want to go ? undergrond ? to the other side ?
[04:22:35] <Jacky^> there are 100 millions of chinese peoples waiting ..
[04:22:37] <Jacky^> :D
[04:23:00] <Jacky^> to fuck our economy
[04:24:04] <Jacky^> * Jacky^ comes back to the cad work.. better :D
[04:42:50] <SWP_Away> SWP_Away is now known as SWPadnos_
[05:02:46] <Jacky^> _tarzan_: ghghghg
[05:02:52] <Jacky^> why as root ? O_O
[05:03:06] <Jacky^> wont you get it right ?
[05:19:04] <_tarzan_> its very hard to manage a linux box as user;)
[05:21:22] <Jymmm> ...and thus SU was invented
[05:22:52] <Jacky^> _tarzan_: _tarzan_ nahhh
[05:23:03] <Jacky^> dman, install bitchx ot irssi
[05:23:11] <Jacky^> and log into irc as user
[05:23:22] <Jacky^> its dangerous as root, really ..
[05:50:23] <Jymmm> Jymmm is now known as Red70sShow
[05:50:23] <Red70sShow> Red70sShow is now known as Jymmm
[06:05:58] <rcsu> rcsu is now known as HaGoe
[06:25:39] <HaGoe> HaGoe is now known as rcsu
[06:48:54] <alex_joni_> alex_joni_ is now known as alex_joni
[06:51:56] <skunkworks> skunkworks is now known as skunkworks_wrk
[08:05:40] <Jacky^> bauahahahhaaa
[08:06:14] <Jacky^> k4ts is singng Image John Lennon
[08:06:16] <Jacky^> lol
[08:06:22] <Jacky^> really funnyyyy
[08:06:26] <Jacky^> :)
[08:06:52] <Jacky^> paltalk channel Italia e musica chiu pilu pe tutti !
[08:06:57] <Jacky^> :))
[08:07:19] <Jacky^> nice voiceee
[08:09:56] <Jacky^> _ __/\__
[08:09:56] <Jacky^> (_)\ /
[08:09:56] <Jacky^> _ /_ _\
[08:09:56] <Jacky^> (_) \/
[08:14:56] <ValarQ> :)
[08:15:51] <skunkworks_wrk> http://www.asciimation.co.nz/
[08:16:22] <Jacky^> _ _
[08:16:23] <Jacky^> | | | | ___ _ _
[08:16:23] <Jacky^> | |_| | / _ \| | | |
[08:16:23] <Jacky^> | _ || __/| |_| |
[08:16:23] <Jacky^> |_| |_| \___| \__, |
[08:16:25] <Jacky^> |___/
[08:16:37] <Jacky^> skunkworks_wrk: came on
[08:16:44] <Jacky^> paltalk
[08:16:47] <Jacky^> ;)
[09:13:18] <Jacky^> :)
[11:31:33] <Jacky^> _
[11:31:33] <Jacky^> | |__ ___ _ _
[11:31:33] <Jacky^> | '_ \ / _ \| | | |
[11:31:33] <Jacky^> | | | || __/| |_| |
[11:31:33] <Jacky^> |_| |_| \___| \__, |
[11:31:35] <Jacky^> |___/
[11:31:51] <Jacky^> _ _
[11:31:51] <Jacky^> | | ___ | |__ _ __
[11:31:51] <Jacky^> _ | | / _ \ | '_ \ | '_ \
[11:31:51] <Jacky^> | |_| || (_) || | | || | | |
[11:31:51] <Jacky^> \___/ \___/ |_| |_||_| |_|
[11:32:04] <jmkasunich> somebody has too much time on their hands
[11:32:12] <Jacky^> oops
[11:32:17] <Jacky^> was the caps
[11:32:26] <Jacky^> sorry.. ;P
[11:33:01] <Jacky^> hi jmkasunich :)
[11:33:54] <Jacky^> jmkasunich: good humor this evening :)
[11:34:10] <jmkasunich> good drinking?
[11:34:19] <jmkasunich> of just glad its friday
[11:34:22] <jmkasunich> or
[11:34:34] <Jacky^> nah .. dont think always bad
[11:34:53] <Jacky^> we already have aour politics thinking bad :(
[11:35:11] <Jacky^> just kidding
[11:35:19] <Jacky^> :)
[11:35:25] <Jacky^> kidding is important
[11:35:33] <Jacky^> how to develop ..
[11:35:42] <Jacky^> can you follow me ?
[11:36:23] <Jacky^> K :)
[11:36:33] <Jacky^> ;)
[11:42:03] <Jacky^> jmkasunich: you aroubd ?
[11:42:10] <Jacky^> around * ?
[11:42:23] <jmkasunich> yeah
[11:42:26] <Jacky^> ok
[11:43:11] <Jacky^> want you hear an italian girl singin Image for aour channel ? :P
[11:44:02] <SWPadnos_> no!
[11:44:05] <SWPadnos_> :)
[11:44:28] <Jacky^> hahahhaa
[11:44:37] <Jacky^> really
[11:45:54] <Jacky^> ok jmkasunich .. ready
[11:46:30] <Jacky^> if anna sing image in italian, I will come in naples in 8 dec
[11:46:40] <Jacky^> otherwise not :(
[11:47:18] <k4ts> hello
[11:47:22] <Jacky^> hahahaha
[11:47:25] <Jacky^> ciao anna
[11:47:27] <k4ts> corro
[11:47:28] <Jacky^> :)
[11:47:31] <Jacky^> wait
[11:47:42] <Jacky^> here's jmkasunich
[11:47:53] <jmkasunich> wtf are you talking about?
[11:47:56] <Jacky^> he sayd he can heard you singing
[11:48:08] <k4ts> jmkasunich go
[11:48:10] <Jacky^> jmkasunich: its a promise
[11:48:31] <jmkasunich> * jmkasunich goes in search of sane people
[11:48:38] <k4ts> a promise important
[11:48:48] <Jacky^> she want to try to sing Image (John Lennon ) in english
[11:48:56] <Jacky^> hehehe
[11:48:59] <Jacky^> came on
[11:49:17] <jmkasunich> I have no idea what you are asking me to do
[11:49:31] <Jacky^> ok, just join to paltalk
[11:49:40] <Jacky^> and heard anna singing
[11:49:42] <jmkasunich> if it actually involved singing or any other kind of audio, I don't even have a sound card on this computer
[11:49:43] <Jacky^> ok ?
[11:49:55] <jmkasunich> and I like it that way!
[11:50:07] <k4ts> io non ho capito
[11:50:15] <k4ts> so solo che perdo la promessa
[11:50:16] <Jacky^> k4ts: bad ..
[11:50:26] <Jacky^> non ha scheda audio :(
[11:50:31] <k4ts> avevo capito
[11:50:35] <Jacky^> no audio card
[11:50:36] <k4ts> allora non � colpa mia
[11:50:39] <Jacky^> ok .
[11:50:42] <Jacky^> :(
[11:50:42] <k4ts> quindi vieni lo stesso ih ih
[11:50:45] <Jacky^> no
[11:50:47] <Jacky^> :)
[11:50:53] <k4ts> night all
[11:51:02] <Jacky^> ouch
[11:51:08] <Jacky^> :(
[11:51:22] <Jacky^> I lost a good occasion
[11:51:56] <Jacky^> John damn !
[11:52:10] <Jacky^> why dont you have an audio card ?
[11:52:33] <Jacky^> I wnt to send you 3 for christmas
[11:52:38] <Jacky^> :P
[11:52:47] <Jacky^> 3 sound blaster pro
[11:52:52] <Jacky^> :(���
[11:54:43] <Jacky^> jmkasunich: can I say a thing to you ?
[11:54:57] <Jacky^> thank to save me from k4ats :P
[11:55:04] <Jacky^> hahahaha
[11:55:10] <jmkasunich> heh
[11:55:15] <Jacky^> ;)
[11:55:31] <jmkasunich> I don't have an audio card because I think computers should not sing
[11:55:52] <Jacky^> oh.. I not agre at all
[11:56:07] <Jacky^> because im a guitar player
[11:56:17] <Jacky^> i think sound is important
[11:56:21] <skunkworks> jmk -
http://www.electronicsam.com/images/KandT/
[11:56:37] <Jacky^> in the life
[11:56:37] <jmkasunich> everybody is entitled to their own opinion
[11:56:47] <Jacky^> yeah
[12:02:09] <k4ts> jmkasunich sigh
[12:02:21] <Jacky^> hehehehe
[12:02:41] <Jacky^> :)
[12:05:00] <Jacky^> k4ts: ci sei ?
[12:05:06] <k4ts> yes
[12:05:09] <Jacky^> ok
[12:05:20] <Jacky^> then
[12:05:39] <Jacky^> talk I will translate for you
[12:05:47] <Jacky^> traduco ok ?
[12:05:51] <k4ts> si
[12:05:55] <k4ts> thanks
[12:05:59] <Jacky^> :)
[12:06:19] <Jacky^> ok, cosa vorresti dire ora a John ?
[12:06:36] <k4ts> che mi spiace molto
[12:06:38] <Jacky^> waht you want to say now to John ?
[12:06:50] <Jacky^> ok, k4ts is very afraid
[12:06:54] <Jacky^> poi ?
[12:07:04] <k4ts> che lui non puo venire per problema scheda audio
[12:07:13] <k4ts> per� per colpa sua ho perso promessa
[12:07:57] <Jacky^> because John cant heard k4ts , he dont have a sound card
[12:08:24] <Jacky^> and cause that she lost a promise
[12:08:31] <k4ts> sigh
[12:08:33] <k4ts> allora
[12:08:36] <Jacky^> sigh
[12:08:38] <Jacky^> :)
[12:08:39] <k4ts> chiedo a jmkasunich
[12:09:00] <k4ts> se puo strapparti lo stesso la promessa che avevi fatto a me
[12:09:13] <Jacky^> k4ts: mmhh
[12:09:17] <Jacky^> hard
[12:09:18] <k4ts> visto che non � colpa mia
[12:09:28] <Jacky^> yeah
[12:09:40] <Jacky^> let me say you
[12:09:50] <Jacky^> John non � una persona comune
[12:09:58] <Jacky^> lui � un Hacker
[12:10:03] <Jacky^> capisci ?
[12:10:06] <k4ts> siyes ok
[12:10:20] <Jacky^> a lui non imorta la scheda audio
[12:10:52] <Jacky^> then what you expect from him ?
[12:11:13] <Jacky^> cosa ti sapetti d lui ?
[12:11:19] <Jacky^> aspetti*
[12:11:26] <k4ts> nulla
[12:11:31] <k4ts> se vuoi venire
[12:11:32] <Jacky^> nothing ?
[12:11:50] <Jacky^> nn proprio
[12:12:03] <Jacky^> jmkasunich: ghghgg
[12:12:52] <k4ts> cosa significa nn proprio
[12:13:05] <Jacky^> not at all
[12:13:09] <Jacky^> non proprio
[12:19:42] <fenn> skunk: what are the steel straps on the spindle? is that a tapping head? i dont get it.
[12:20:22] <fenn> oops guess he's not here anymore
[12:20:55] <Jacky^> __
[12:20:55] <Jacky^> / _| ___ _ __ _ __
[12:20:55] <Jacky^> | |_ / _ \| '_ \ | '_ \
[12:20:55] <Jacky^> | _|| __/| | | || | | |
[12:20:55] <Jacky^> |_| \___||_| |_||_| |_|
[12:21:00] <fenn> aieee!!!
[12:21:15] <Jacky^> :-)
[12:22:00] <fenn> skunkworks: what are the steel straps on the spindle? is that a tapping head? i dont get it.
[12:22:48] <skunkworks> - that is a cheap die-grinder in a frame.
[12:24:00] <fenn> that thing is in your garage?
[12:25:03] <skunkworks> we have a 40X80 "project building" ;)
[12:28:36] <Jacky^> k4ts: you intorno ?
[12:28:49] <k4ts> cosa
[12:28:58] <Jacky^> he
[12:29:13] <skunkworks> we got 2 of the of the milwakee matic - only one is setup.
[12:30:02] <skunkworks> got them for the price of steel
[12:32:27] <fenn> well, steel costs more these days
[12:33:10] <fenn> what do you do with it?
[12:35:46] <k4ts> night all
[12:56:53] <Jymmm> Jingle Bells... Jingle Bells... Jingle All The Wayyyyyyy...
[12:57:27] <Jacky^> Jymmm: hey
[12:58:00] <Jymmm> Jacky^ can I test something on you?
[12:58:23] <Jacky^> sure
[12:59:01] <Jymmm> Jacky^ WB!
[12:59:03] <Jacky^> ok it work
[12:59:08] <Jacky^> :)
[12:59:18] <Jymmm> No, I dont think it did.... let me try 30 more times
[12:59:18] <Jacky^> 02:28 -!- Irssi: Join to #emc was synced in 16 secs
[12:59:20] <Jacky^> :)
[12:59:40] <Jacky^> want to try again ?
[12:59:42] <Jacky^> :(
[12:59:48] <Jacky^> sigh ..
[12:59:49] <Jymmm> nah...
[12:59:52] <Jacky^> :)
[13:00:03] <Jacky^> wow
[13:00:08] <Jymmm> Well, yeah, but in a few minutes.
[13:00:16] <Jacky^> this is the america side i love !
[13:00:20] <Jacky^> yo :)
[13:00:25] <Jacky^> you
[13:00:41] <Jacky^> few minutes ??
[13:00:46] <Jacky^> what
[13:00:52] <Jacky^> :(
[13:00:56] <Jymmm> writing another script
[13:01:17] <Jacky^> uh
[13:01:21] <Jacky^> why ?
[13:02:05] <Jymmm> I write them all the time
[13:02:13] <Jymmm> ok, one more test Jacky^ ?
[13:02:47] <Jacky^> oh.. im not sure about what you are sayng
[13:03:03] <Jacky^> im not sure to understand waht you mean
[13:03:07] <Jymmm> ready to go bye-bye again?
[13:03:38] <Jacky^> thats not a prob for me
[13:03:40] <Jacky^> really
[13:03:42] <Jacky^> try
[13:03:49] <Jymmm> ok, here we go...
[13:04:08] <Jymmm> Hmmm, that didn't work =)
[13:04:21] <Jacky^> :*
[13:04:56] <Jacky^> just didint work because youre great :)
[13:05:03] <Jymmm> lol
[13:05:07] <Jacky^> :D
[13:05:20] <Jacky^> kidding ..
[13:05:43] <Jymmm> ok, ready?
[13:05:56] <Jacky^> again ? :(
[13:06:00] <Jacky^> ok ok
[13:06:03] <Jymmm> doh
[13:06:11] <Jymmm> ok, no more testing
[13:06:24] <Jacky^> :P
[13:08:28] <Jacky^> wonder if to go in naples or not ..
[13:08:42] <Jymmm> tonight?
[13:09:11] <Jacky^> no, im busy ..
[13:09:27] <Jacky^> i would free in 8 dec
[13:09:41] <Jacky^> could
[13:09:44] <Jacky^> be
[13:12:04] <Jacky^> I could be free after 8 dec.
[13:12:48] <Jacky^> its a problem
[13:13:07] <Jacky^> half family down, athoer half up
[13:13:56] <Jacky^> I just can go u an down ..
[13:14:01] <Jacky^> up
[13:42:57] <Jymmm> go down AND up
[13:43:01] <Jymmm> one big circle
[13:45:38] <Jymmm> Jymmm is now known as MrAsshole
[13:45:43] <MrAsshole> MrAsshole is now known as Jymmm
[14:20:02] <Jacky^> argh
[14:26:14] <Jacky^> changing the mean of the words
[14:26:27] <Jacky^> we can change the world !
[14:27:09] <Jacky^> maybe 'meaning' ... not sure at all
[14:27:20] <Jacky^> Jymmm: ca you confirm ?
[14:28:27] <Jacky^> understood
[14:29:05] <Jacky^> Jacky^ is now known as Jacky^afk
[14:30:11] <Jacky^afk> the great secret is 'to change' ..
[14:30:49] <Jacky^afk> no clue about to get it
[14:31:07] <Jacky^afk> how
[14:33:25] <Jacky^afk> just remember, change the words= change the world
[15:42:04] <fenn> hmmm this mediawiki is harder to setup than expected
[16:59:39] <fenn> ah damn i still like pukiwiki better
[17:02:26] <CIA-5> 03paul_c * 10emc2-auto/wiki/ (8 files in 6 dirs): "Auto update wiki from a cron job. Sat Dec 3 05:30:02 GMT 2005 "
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}