Back
[00:03:26] <jmkasunich> * jmkasunich goes away
[00:05:11] <alex_joni> * alex_joni is back in time :)
[00:05:47] <alex_joni> [00:57] * alex_joni_ is now known as alex_joni
[00:05:48] <alex_joni> [00:05] * jmkasunich goes away
[00:05:48] <alex_joni> [00:05] * jmkasunich has left #emc
[00:05:48] <alex_joni> [00:07] * alex_joni is back in time :)
[00:21:53] <Imperator_> * Imperator_ gos to bed
[00:49:34] <alex_joni_> night guys
[00:55:30] <LawrenceG> who is routing circuit boards here? cradek and jepler?
[00:55:48] <LawrenceG> looking for tips
[00:57:50] <fenn> i will be (trying to) as soon as i have a circuit designed
[00:58:07] <LawrenceG> using eagle for pcb design?
[00:58:16] <fenn> looking at gEDA stuff
[00:58:25] <fenn> might just use crapplication :)
[00:59:11] <LawrenceG> ok... I think cradek has some eagle ulp code on his web site.... I just need to figure out how to use it.
[02:18:00] <heiko__> hi
[02:18:25] <anonimasu> hello
[02:19:47] <heiko__> I'm currently building a small robot arm myself, using the kinematics algorithms from EMC, but I don't intend to use the whole code emc provides
[02:20:14] <heiko__> where can i find a documentation of the source code? I'm lacking an overview
[02:21:33] <anonimasu> at sourceforge
[02:22:11] <heiko__> I'll have a look
[02:23:11] <anonimasu> http://sourceforge.net/projects/emc
[02:23:17] <anonimasu> you can browse the source there..
[02:27:12] <heiko__> hmm
[02:28:04] <heiko__> i don't understand yet where the tool vector is added. puma560kins, which I am using, only calculates to the arm tip ...
[02:30:18] <heiko__> is there any documentation on the structure of the code, like 'where is this function to be called?'?
[02:30:35] <anonimasu> no, not as far as I know
[02:32:58] <Jacky^> hello
[02:33:11] <Jacky^> mmhh .. time to go back an hour :/
[02:33:26] <heiko__> duh, right
[02:33:44] <Jacky^> here .. :)
[02:33:53] <heiko__> when they said it in the news today i thought 'hey, hope i'm going to be asleep then'
[02:34:10] <Jacky^> hehe
[02:34:46] <anonimasu> what did they say?
[02:35:15] <heiko__> we're going back from daylight savings time, so we'll have 2:30 AM twice this morning.
[02:35:20] <anonimasu> ah
[02:35:21] <anonimasu> nice
[02:35:36] <Jacky^> anonimasu: seen the motor i've ?
[02:35:48] <Jacky^> surplus motor ..
[02:36:03] <anonimasu> no
[02:36:05] <Jacky^> looks nice, but ive no specs
[02:36:11] <Jacky^> http://digilander.libero.it/jackydgl0/pics/lab1.jpg
[02:36:24] <anonimasu> nice
[02:36:31] <Jacky^> yeah ..
[02:36:32] <anonimasu> have you spun it yet?
[02:36:37] <anonimasu> err have you taken it for a spin ;)
[02:36:38] <Jacky^> should be nice..
[02:36:41] <anonimasu> neat!
[02:36:44] <anonimasu> how did it work?
[02:37:14] <Jacky^> yeah, it work but not tried to drive it with gecko ..
[02:37:21] <anonimasu> why not?
[02:37:37] <Jacky^> i don't know hot to get encoder working on it
[02:37:44] <Jacky^> have no encoder ..
[02:38:14] <heiko__> i've found a doxygen visualisation now ...
http://www.linuxcnc.org/handbook/fileref/emc/puma560kins_8c.html
[02:38:25] <Jacky^> i'm tryng to get this work
http://digilander.libero.it/jackydgl0/pics/lab5.jpg
[02:38:42] <Jacky^> its a small encoder disk from HP printer
[02:38:51] <heiko__> do you know a way to go 'up' in the dependency list, to see where puma560kins.c is included? i probably just don't find the button
[02:39:00] <anonimasu> hm ok
[02:39:10] <heiko__> Jacky^: looks nice
[02:39:22] <Jacky^> this is the label
http://digilander.libero.it/jackydgl0/pics/lab2.jpg
[02:39:25] <heiko__> what sensor are you using with these disks?
[02:39:50] <Jacky^> heiko__: yeah, my cousin have 2 of these, he bought years ago ..
[02:40:04] <Jacky^> the sensor is an agilent
[02:40:15] <Jacky^> no datasheet, but i found the leads
[02:40:21] <heiko__> okay
[02:40:24] <Jacky^> 5v - + and 2 phases
[02:40:37] <Jacky^> tried with the scope
[02:40:41] <anonimasu> did it work`?
[02:40:46] <Jacky^> now its a mechanical issue
[02:40:48] <anonimasu> ah
[02:40:49] <anonimasu> :D
[02:40:54] <Jacky^> anonimasu: yes, it work
[02:40:55] <heiko__> I've ordered some sharp 2-phase encoders, hope they're gonna work
[02:41:17] <Jacky^> how to place it in a screw ..
[02:41:45] <Jacky^> http://digilander.libero.it/jackydgl0/pics/lab4.jpg
[02:41:50] <anonimasu> in/on
[02:41:56] <anonimasu> all depends on your app
[02:42:01] <Jacky^> id like to try with that screw
[02:42:12] <anonimasu> are you going with direct drive?
[02:42:14] <Jacky^> to test the speed
[02:42:22] <Jacky^> yeah ..
[02:42:33] <Jacky^> with a piece of ribbon, lol
[02:42:34] <anonimasu> if so you can mount the encoder on the other end..
[02:42:41] <Jacky^> right
[02:42:42] <anonimasu> ribbon?
[02:42:45] <anonimasu> :/
[02:42:51] <Jacky^> but its not simplest at all
[02:43:02] <anonimasu> you need a very ver rigid coupling to direct drive with the encoder on the screw
[02:43:09] <Jacky^> ribbon, yeah, but just to test..
[02:43:56] <Jacky^> http://digilander.libero.it/jackydgl0/pics/pic2.jpg
[02:44:04] <anonimasu> and I dont know how well it works if you have a long screw with the encoder in the other end
[02:44:05] <Jacky^> here's another toy lol
[02:44:19] <anonimasu> plotter?
[02:44:31] <Jacky^> no, theyre 3 printers :P
[02:44:46] <heiko__> I just wondered how many printers had to die for this one ;-)
[02:44:49] <anonimasu> ah
[02:44:52] <Jacky^> i'm working to get something like a 'mini plotter'
[02:45:05] <anonimasu> * anonimasu cant wait for the new mill to arrive
[02:45:21] <Jacky^> and here some jobs i done with my toy ..
[02:45:27] <Jacky^> http://digilander.libero.it/jackydgl0/pics/pic1.jpg
[02:45:28] <anonimasu> it's 10 times more rigid then my current one
[02:45:31] <Jacky^> :)
[02:45:34] <anonimasu> if not 50
[02:45:43] <heiko__> whow.
[02:45:45] <anonimasu> nice
[02:45:49] <Jacky^> :P
[02:45:55] <Jacky^> yeah, nice enough
[02:45:58] <anonimasu> what do you carve thoose reliefs with?
[02:46:02] <Jacky^> for the toy i used
[02:46:06] <anonimasu> v bit?
[02:46:12] <Jacky^> ballnose
[02:46:25] <anonimasu> how small?
[02:46:29] <Jacky^> for the small star only, i used an endmill
[02:46:36] <Jacky^> 6 mm
[02:46:42] <anonimasu> hm ok
[02:46:44] <anonimasu> nice
[02:46:48] <Jacky^> :)
[02:46:54] <anonimasu> 6mm is a nice size
[02:46:59] <Jacky^> yeah
[02:47:11] <Jacky^> i also tried 3 mm
[02:47:25] <Jacky^> the difference is not too much ..
[02:47:32] <anonimasu> yep
[02:47:32] <Jacky^> and 6 mm is fast
[02:47:44] <anonimasu> * anonimasu nods
[02:47:59] <heiko__> I like the cuttings ... haven't been into CNC too much until now
[02:48:33] <heiko__> I'm wondering why those RC model makers still sit in their basements for hours and hours to finish their plane model ...
[02:48:43] <anonimasu> agreed..
[02:49:03] <heiko__> (especially if it crashes at first start)
[02:49:26] <anonimasu> I bet somone skilled could machine a plane in 2 hours..
[02:49:35] <anonimasu> if not less..
[02:49:43] <anonimasu> depending on what kind of machine/material..
[02:49:43] <heiko__> yeah
[02:50:25] <heiko__> the material is usually balsa wood
[02:50:34] <heiko__> probably has to be cut slowly
[02:50:48] <Jacky^> heiko__: something like this? :
http://static.rcgroups.com/forums/attachments/5/7/4/1/513835.attach?ESAQGwNlAmthFyOUBmHkZmtmAGgcoJSaMFHlEzcjMJp
[02:51:04] <heiko__> great
[02:51:20] <Jacky^> he seels on ebay ..
[02:51:24] <Jacky^> http://cgi.ebay.it/HYDRO-FOAM-Motoscafo-VOLANTE-Aereo-in-KIT-nuovo_W0QQitemZ6008447927QQcategoryZ17302QQrdZ1QQcmdZViewItem
[02:51:25] <heiko__> now we only need a machine to assemble all that.
[02:52:03] <anonimasu> what is it?
[02:52:05] <Jacky^> uhmm
[02:52:17] <anonimasu> emc + a pick and place robot..
[02:52:17] <anonimasu> ;)
[02:52:38] <Jacky^> anonimasu:
http://media.putfile.com/hydrofoam/640
[02:52:40] <heiko__> the robot is what i'm sitting at right now
[02:52:47] <Jacky^> incredible .. fast
[02:52:48] <anonimasu> why not use emc for it?
[02:53:29] <heiko__> whoa
[02:53:33] <heiko__> these boats
[02:53:42] <anonimasu> ?
[02:54:02] <anonimasu> ah cool
[02:54:03] <anonimasu> cool boat :D
[02:54:04] <Jacky^> it use brushless motor
[02:54:37] <heiko__> okay, why not emc ... i had the idea to do some basic kinematic calculations on a microcontroller
[02:54:56] <heiko__> so that I'm able to control it on an autonomous robot that doesn't carry around a pc
[02:55:22] <heiko__> obviously i don't want to cut anything if I'm driving around, but for positioning its useful
[02:55:41] <heiko__> or currently i'm implementing joystick control, which emc afaik doesn't support
[02:55:51] <heiko__> just want to play around with the software ;-)
[02:56:08] <cradek> I think jepler did a joystick control module
[02:56:45] <heiko__> but there's also the practical reason that i still have no idea how to write a driver module to support my microcontroller board
[02:56:59] <Jacky^> hello cradek :)
[02:57:05] <cradek> hi
[02:57:27] <heiko__> and i'm participating in this young scientist's competition (i'm a student), and they like it better if i don't take the whole software off the shelf
[02:57:29] <heiko__> hi
[02:57:34] <anonimasu> heh
[02:57:35] <anonimasu> ok
[02:58:11] <heiko__> but i know i'm gonna end up with emc ... it's just too mighty
[02:58:33] <anonimasu> I am curious
[02:58:38] <anonimasu> how do you intend to position your tool?
[02:58:52] <anonimasu> is it just a extension of the bot or is it a claw/clamping device
[02:58:56] <anonimasu> that has it's own rotary axis
[02:59:15] <heiko__> right now i just have the robot with no tool, to add gripper or anything later
[02:59:43] <heiko__> the thing is built almost entirely of 'fischertechnik', a german construction toy similar to lego
[02:59:52] <heiko__> so it's not too difficult to add all sorts of tools
[03:00:21] <anonimasu> have a google after robot kinematics
[03:00:35] <anonimasu> that should help you out lots :9
[03:00:37] <anonimasu> :)
[03:00:49] <heiko__> i think i know the results by heart ;-)
[03:01:05] <heiko__> but i like the geometrical approach that emc has implemented
[03:01:37] <heiko__> all other algorithms i've found just approximate, and i have no idea how long they need to find a position
[03:01:56] <heiko__> on a 4MHz 8-bit machine calculating a trajectory, this /can/ be important ;-)
[03:02:35] <heiko__> i've got an old photo of the robot btw,
http://www.ftcommunity.de/details.php?image_id=3463&hidemenu=1
[03:03:17] <anonimasu> hm, that seems slow ;)
[03:03:21] <heiko__> the current version has a smaller wrist ... and about 30 meters of cabling
[03:03:38] <heiko__> not quite ... around 50°/s could be possible with these motors
[03:04:12] <heiko__> (I'm talking too fast and it's to late, i see it)
[03:04:41] <Jacky^> heiko__: already know this:
http://www.sorgonet.com/robotics/sicario/
[03:04:51] <Jacky^> ?
[03:05:04] <heiko__> no
[03:05:17] <anonimasu> ;)
[03:05:32] <heiko__> that thing is /mean/.
[03:06:15] <heiko__> speech control ... looks fun :)
[03:06:23] <anonimasu> that page dosent work
[03:06:23] <anonimasu> :/
[03:06:31] <anonimasu> the one you paste heiko__
[03:06:34] <anonimasu> but it might be my nameserver
[03:06:53] <heiko__> it should work actually
[03:08:38] <anonimasu> night guys
[03:08:46] <heiko__> 'night
[03:08:48] <Jacky^> night anonimasu
[03:09:07] <heiko__> i'm here since 2:29, now it's 2:20
[03:09:23] <Jacky^> hehe .. :)
[03:09:28] <heiko__> maybe i should go to bed before the time gets positive.
[03:09:36] <Jacky^> is bad for who work tonight ..
[03:09:43] <Jacky^> :)
[03:09:44] <heiko__> yeah
[03:09:49] <Jacky^> im going too
[03:09:53] <Jacky^> g night
[03:09:57] <heiko__> yeah, see you
[03:10:06] <Jacky^> Jacky^ is now known as Jacky^afk
[03:10:09] <heiko__> night
[05:52:05] <fenn> * fenn is in dependency hell
[07:19:30] <CIA-6> 03paul_c * 10emc2-auto/wiki/ (diff_log maintain user/0/1870.db user/9/1869.db): "Auto update wiki from a cron job. Sun Oct 30 05:30:01 GMT 2005 "
[10:52:45] <anonimasu> morning
[10:59:22] <anonimasu> hello
[11:32:46] <anonimasu> how does jog wheels work?
[11:33:00] <anonimasu> if I jog in one direction..
[12:25:15] <Jacky^afk> Jacky^afk is now known as Jacky^
[13:06:31] <Jacky^> anonimasu: hello
[13:07:05] <Jacky^> need any coolant cutting alu ?
[13:08:22] <Imperator_> jep
[13:08:55] <Jacky^> hi Imperator_
[13:09:02] <Imperator_> otherwhise you welt the alu on the edges of your tool
[13:09:14] <Imperator_> hi Jacky
[13:09:45] <Jacky^> aslo using a smallest cut depth ?
[13:10:02] <Imperator_> specialy then I think
[13:10:14] <Jacky^> any idea about feedrate ?
[13:10:30] <Imperator_> if you are realy cutting and if you have the right tools then you don't
[13:10:52] <Imperator_> nope, depends on your machine, tool, ...
[13:12:34] <Jacky^> ok, ta, just try then ..
[13:12:55] <Imperator_> good luck
[13:12:59] <Jacky^> :)
[13:13:28] <Imperator_> use a bottle with a spray head, normaly that is enough for alu
[13:14:05] <Imperator_> its not for cooling it is for lubrication
[13:14:15] <Jacky^> ok, ill start with engraving a small piece, lets see..
[13:14:41] <Jacky^> low feedrate too
[13:15:13] <Imperator_> if the sound or surface changes after cutting some inches then the alu sticks on your tool
[13:15:43] <Imperator_> now i have the word
[13:15:51] <Imperator_> , it is called built-up edges
[13:15:52] <Jacky^> mmm understood
[13:19:29] <Jacky^> id like to cut a rounded piece of alu to lock my router up to the machine
[13:20:01] <Jacky^> not sure my cnc will cut it ..
[13:34:36] <anonimasu> Jacky^: yes.
[13:35:02] <Jacky^> anonimasu: wich feedrate and rpm ?
[13:35:10] <anonimasu> I go about 600mm/min
[13:35:20] <anonimasu> and with 2000-3500rpm..
[13:35:26] <anonimasu> somewhere around there..
[13:35:31] <Jacky^> tool is 3 mm endmill
[13:35:40] <anonimasu> but my machine is more rigid then yours..
[13:35:40] <Jacky^> anonimasu: ok, thanks
[13:35:45] <Jacky^> yeah..
[13:35:54] <anonimasu> so dont try it..
[13:35:58] <anonimasu> take some test cuts..
[13:36:00] <anonimasu> from the edge..
[13:36:08] <Jacky^> all right
[13:36:25] <anonimasu> what rpm?
[13:36:29] <anonimasu> are you cutting at?
[13:36:54] <Jacky^> i can set the router betwenn 1k - 28k rpm
[13:37:16] <Jacky^> i'm going to try with 1000 rpm
[13:37:22] <anonimasu> ah
[13:37:32] <anonimasu> set it to somwhere around 2000
[13:37:40] <Jacky^> ok
[13:37:52] <anonimasu> then try taking light cuts..
[13:38:01] <anonimasu> and tweak your feed until it feels right..
[13:38:11] <anonimasu> lube with some wd40..
[13:38:26] <anonimasu> if you have compressed air use it to cool your cutter later :)
[13:38:58] <Jacky^> yeah, thank you :-)
[13:39:20] <anonimasu> determinate how fast you are going to cut and then set the depth of cut..
[13:39:59] <anonimasu> you can hear when you are feeding at the right speed..
[13:40:38] <Jacky^> i think to start with a very small depth cut value
[13:40:53] <Jacky^> just, i dont want to burn the bit :(
[13:40:56] <anonimasu> oh
[13:41:09] <anonimasu> you can expext to do that, until you get the values nice..
[13:41:11] <anonimasu> err right
[13:41:20] <Jacky^> lets try ..
[13:41:39] <anonimasu> yep
[14:11:57] <Jacky^> nothing to do ..
[14:12:03] <Jacky^> hi les_w
[14:12:44] <anonimasu> Jacky^: how does it work?
[14:13:28] <Jacky^> anonimasu: maybe not enough torque, and too small machine :(
[14:13:41] <anonimasu> how is your spindle?
[14:13:48] <anonimasu> do your torque drop off with speed?
[14:14:03] <Jacky^> spindle is 900 W
[14:14:16] <anonimasu> yes but how is the torque curve?
[14:14:25] <anonimasu> les_w: hello
[14:14:28] <Jacky^> but the machine isn not strong ..
[14:15:52] <Jacky^> ive no idea about the torque curve
[14:16:09] <Jacky^> but the router go dancing on the piece
[16:19:07] <rayh> rayh has changed the topic to: Mazak discussion. ClassicLadder works well with HAL. HAL works well with multiple IO systems.
[16:19:07] <ChanServ> ChanServ has changed the topic to: "Welcome to the Enhanced Machine Control forum - Support and development of a linux based CNC control. | Homepage www.linuxcnc.org | Regular Developer's meetings every Sunday between 14:00 & 18:00 GMT | wiki up @
http://wiki.linuxcnc.org | Six people have ops capabilities - Lucky dip !"
[16:20:23] <rayh> Okay proves that some ops are more equal.
[16:21:30] <anonimasu> :D
[16:21:30] <anonimasu> hehe
[16:21:59] <rayh> Life's like that, 'eh.
[16:22:06] <rayh> How you doing today?
[16:22:13] <anonimasu> good,
[16:22:15] <anonimasu> been working a bit
[16:22:36] <anonimasu> I am doing a schematic for a plc I've installed
[16:22:38] <rayh> What was the target of that work?
[16:22:51] <anonimasu> rallycross ;)
[16:22:52] <rayh> What breed of plc?
[16:22:58] <anonimasu> sigmatek..
[16:23:18] <rayh> Never worked on one.
[16:23:24] <anonimasu> great plcs..
[16:23:25] <anonimasu> :)
[16:24:53] <rayh> looking.
[16:25:00] <anonimasu> www.sigmatek.at
[16:25:12] <anonimasu> they are pretty expensive but they have great support
[16:27:52] <rayh> Looks like pentium at the core.
[16:28:46] <rayh> How expensive?
[16:29:13] <anonimasu> about 250 per module..
[16:29:42] <rayh> I see some interesting configurations.
[16:30:08] <anonimasu> I run 5 pwm modules + 2 io modules in a app..
[16:30:10] <rayh> brb
[16:30:35] <anonimasu> or wait..
[16:30:38] <anonimasu> it's 4 pwm modules..
[16:32:03] <anonimasu> brb..
[16:32:04] <anonimasu> err
[16:32:05] <anonimasu> bbl..
[16:42:22] <rayh> Sounds like a nice setup.
[16:42:47] <rayh> Morning roltek
[16:44:46] <rayh> I seem to have successfully killed puppy-emc by changing the ini file with that selector thing.
[16:49:56] <roltek> morning ray just got back from shop
[16:50:08] <rayh> I see that.
[16:50:25] <rayh> Not much happening here this morning.
[16:51:40] <roltek> tryin to look at damsmall linux cd and getting nowhere
[16:52:45] <rayh> You burned a disk?
[16:53:59] <roltek> yes but i am going back on ther site to download another and try again
[16:54:27] <rayh> What do you see when you try to access the cd with your usual os.
[16:54:40] <roltek> nothing
[16:55:42] <rayh> You should at least see one file.
[16:57:38] <roltek> no files disc must be corrupt
[17:04:03] <roltek> ya stiil there ray
[17:06:17] <rayh> You bet.
[17:10:41] <roltek> going away for awhile see ya later
[17:10:46] <rayh> k
[17:10:52] <rayh> have a nice day.
[17:11:36] <dan_falck> rayh: hi
[17:11:52] <rayh> Hi Da.
[17:11:58] <rayh> Dan. Darn
[17:12:02] <dan_falck> are you still in Illinois?
[17:12:03] <rayh> can't type.
[17:12:17] <rayh> No. Came home Friday.
[17:12:42] <dan_falck> did you guys get things tied up with the Mazak?
[17:13:37] <rayh> In part.
[17:13:52] <rayh> We proved that we can handle IO well with HAL and CL.
[17:14:42] <dan_falck> that's encouraging
[17:18:05] <dan_falck> I'm reading the list mail right now about it
[17:20:53] <rayh> Alex helped us by adding several commands between emc and hal in ioControl.cc
[17:21:59] <rayh> We have good spindle control including indexing.
[17:22:39] <rayh> gear change.
[17:23:00] <rayh> All of this works really slick.
[17:23:07] <dan_falck> yeah!
[17:23:29] <rayh> Roland built a little tuning fork looking thing.
[17:23:44] <rayh> We ran a tool holder under the spindle
[17:23:59] <rayh> slid this into the tool holder dog slot.
[17:24:15] <rayh> rotated the spindle until the tool dog slid into the tuning fork.
[17:24:32] <rayh> read the spindle angle from halcmd and put that value into the ini
[17:24:52] <rayh> Tool loaded first time every time.
[17:25:31] <rayh> None of the gouging and mis-allignment that was so obvious from the old cobbled up system.
[17:26:09] <rayh> In fact it works almost as well as the top end encoder based orient that mits built.
[17:26:19] <dan_falck> wow
[17:26:42] <rayh> And it was easier to tune than the original
[17:27:26] <rayh> HAL +CL is what you "early adopters" really wanted.
[17:27:36] <dan_falck> yep
[17:27:50] <rayh> Was ribbing Matt the other day.
[17:28:09] <rayh> Said this is what he really wanted when he did the first wells index machine.
[17:28:48] <rayh> I can just imagine what you'd have done with your five mills in the old shop in Nashville.
[17:29:49] <rayh> The Mazak has a set of tool load buttons on the door right next to the magazine.
[17:30:00] <dan_falck> well, I have a Bpt with a quick change 30 spindle now...
[17:30:18] <rayh> Once we got those working right with CL I knew we had the system.
[17:30:37] <rayh> Do you have a tool loader or you thinking pick and place?
[17:31:02] <dan_falck> it uses a big knurled nut on the end of the spindle.
[17:31:11] <dan_falck> I have to tighten it up with a wrench
[17:31:21] <rayh> Right. I've seen something like that someplace.
[17:31:32] <dan_falck> it's much better than R8 though
[17:31:33] <rayh> Don't think they had to use a wrench though.
[17:32:14] <rayh> I've got a moog tool changer in the shop that had a motor to spin the drawbar.
[17:37:07] <rayh> Mornin Dave.
[17:37:30] <rayh> "dave yawns and crawls toward the coffeepot."
[17:37:58] <mshaver> reading back a bit now; hmpf "ribbing Matt..."
[17:38:20] <rayh> Hi matt
[17:38:41] <dan_falck> hi Dave, Matt
[17:40:20] <rayh> dan_falck: Do you have other hard-wired operator controls on that bpt?
[17:40:30] <dave-e> ray was indeed correct...maybe slithering toward the coffee pot
[17:40:45] <dave-e> things will get better :-)
[17:41:07] <dan_falck> rayh: you mean like coolant?
[17:41:13] <rayh> Yes.
[17:41:41] <dan_falck> flood, mist and let me take a quick look
[17:41:55] <rayh> Many commercial machines have a coolant override switch.
[17:42:13] <rayh> So you can shut it off in auto or run it in manual.
[17:42:48] <dan_falck> yep it's got the auto/manual for coolant
[17:42:56] <rayh> EMC gui's have the run in manual but no "don't run in auto."
[17:43:07] <dan_falck> auto/manual for spindle on CW and CCW
[17:43:21] <rayh> I'll put one of these on the Mazak during the next CNC-Workshop
[17:43:32] <rayh> To demo how to handle something like this.
[17:43:56] <rayh> It is just a single rung in CL.
[17:44:46] <rayh> We do need to open a discussion on the ways that EMC interfaces with HAL.
[17:45:14] <rayh> Alex has done a good job of getting ioControl.cc to work much like bridgeportio or minimillio
[17:45:42] <rayh> Over time we will need to make that connection much more flexible.
[17:45:49] <dan_falck> brb coffee...
[17:45:56] <rayh> so that we can read any status variable
[17:46:03] <rayh> and see most any command.
[17:46:17] <rayh> * rayh goes for coffee also
[17:51:21] <rayh> Alex told me about "watch"
[17:51:31] <rayh> It's a linux command
[17:52:16] <rayh> put bin/halcmd and whatever you wish to watch after and it will show the state of hal pins or sigs
[17:52:25] <dave-e> ok, now dave has coffee..
[17:52:35] <dave-e> hi ray, matt and dfalck
[17:55:07] <mshaver> * mshaver is replying to an e-mail on emc-devel... brb
[17:55:09] <rayh> Does your (dave-e) Mazak have mist coolant?
[17:55:33] <dave-e> panel switch, etc but not implemented
[17:55:52] <rayh> It looked like Roland's did.
[17:56:06] <rayh> Didn't have air connected so I couldn't test.
[17:56:09] <dave-e> but you've not tried it
[17:56:19] <rayh> But there was a solenoid that pulled someplace.
[17:56:38] <dave-e> and the valve next to the one for the flood
[17:57:01] <rayh> and two parallel hoses to that coolant support.
[17:57:47] <dave-e> btw- if you have to replace those...they are metric and about $20 an end.
[17:58:06] <dave-e> as opposed to 3 an end in english
[17:58:23] <rayh> Okay. From an auto parts store?
[17:58:38] <dave-e> no I went to an hydraulic place
[17:58:49] <dave-e> didn't think about auto
[17:58:51] <dave-e> dumb
[17:58:55] <dave-e> me that is
[17:59:16] <rayh> I'd think auto parts would have most of that stuff now that cars are metricized.
[17:59:32] <dave-e> but not the big stuff...
[17:59:35] <dave-e> 20 mm
[18:00:10] <rayh> I got some 20 mm ends and hose for flex to a fourth axis
[18:00:13] <dave-e> 26 mm on the nuts
[18:01:16] <rayh> ordinary flex lasted less than a year.
[18:01:18] <dave-e> from an auto place
[18:01:35] <rayh> the tripple braid hydraulic has been in there more than 10 years now.
[18:02:41] <dave-e> the coolant hoses are brittle but that is at 25 yr
[18:02:59] <dave-e> coolant all over the place make a serious mess
[18:03:05] <rayh> and i saw several crimps in them.
[18:03:23] <dave-e> but you've not pressurized them
[18:03:53] <rayh> Roland made drawings of all the spindle encoder parts if you decide to upgrade.
[18:04:11] <dave-e> good
[18:04:13] <rayh> He'd probably sell you a set if you asked.
[18:04:17] <dave-e> we'll see
[18:04:32] <rayh> His design is really slick.
[18:05:03] <dave-e> well he should have some expertise in that area
[18:05:05] <rayh> shaft and mounts for the mid duty automationdirect 360 encoder.
[18:05:42] <dave-e> it is tempting to go that way
[18:05:45] <rayh> We watched the encoder counter on the Vital board with halscope
[18:05:55] <rayh> perfect sawtooth.
[18:06:49] <dave-e> why sawtooth
[18:06:55] <rayh> jmk plans on disabling the reset for rigid taping.
[18:07:17] <rayh> The sawtooth waveform makes a perfect orient ramp.
[18:07:30] <rayh> set the position and that drive went right to it.
[18:08:06] <dave-e> tapping is an even better reason to go to encoder
[18:08:26] <dave-e> ok...sawtooth to the servo drive
[18:08:31] <rayh> We connected the spindle tach we had so much fuss over during fest.
[18:08:43] <dave-e> also good
[18:08:46] <rayh> and run the spindle velocity mode
[18:09:00] <dave-e> did you get it tuned?
[18:09:13] <rayh> Then we just use the sawtooth waveform from vital and a commanded position in emc.
[18:09:37] <rayh> No hunting, no miss.
[18:10:08] <dave-e> so the software synthizes a sawtooth with the falling edge at 75 degrees
[18:10:15] <rayh> You can see all of the logic in mazak_rf.hal
[18:10:45] <dave-e> btw-the pid is much different than mine....orders of magnitude in some cases
[18:10:47] <rayh> The sawtooth is in Vital.
[18:11:26] <rayh> the emc synthizes a difference command based on it and the setpoint.
[18:11:48] <dave-e> whoa! during orient the vital board puts out a sawtooth analog to the spindle drive
[18:12:00] <rayh> jmk reads setpoint from the ini file along with gear ratios.
[18:12:19] <dave-e> ok
[18:12:21] <rayh> Based on the sawtooth.
[18:12:32] <rayh> difference each way from the setpoint.
[18:12:51] <dave-e> ok ramp gets higher as difference mount
[18:12:52] <rayh> Go above and it sends a minus, below it sends a plus.
[18:13:09] <dave-e> ideal
[18:13:33] <rayh> exactly.
[18:13:59] <dave-e> cleaner implementation of the original
[18:14:14] <rayh> And, the kicker is, that if you move the setpoint the spindle will follow.
[18:14:30] <dave-e> I would hope so
[18:14:36] <rayh> So create a multi-turn ramp
[18:14:49] <dave-e> for threading?
[18:14:51] <rayh> and cause the setpoint to follow z position...
[18:15:16] <dave-e> yep
[18:15:39] <rayh> and at 1440 ppr we should have some fairly accurate threads.
[18:15:43] <dave-e> I think I see a spindle encoder in my future
[18:16:00] <dave-e> oh duh
[18:16:14] <rayh> We'll ask Roland to get a whole set of go/nogo gages for next workshop.
[18:17:01] <dave-e> with tool change and threading emc begins to come of age
[18:17:29] <rayh> I'll tell you I was really charged up by what I saw.
[18:17:37] <rayh> I think jmk was also.
[18:17:49] <dave-e> and most of this should transfer to a lathe?
[18:17:54] <rayh> I know that Roland and Jack were surprised.
[18:18:36] <dave-e> well jack wanted to see what emc could do
[18:18:42] <rayh> Remember those two stamping machines behind the Mazak.
[18:18:53] <dave-e> yep
[18:18:56] <rayh> Roland said he would sacrefice either for next year.
[18:19:18] <rayh> Along with whatever enhancements we want to make to the Mazak.
[18:19:57] <rayh> I may save one of my Hardinge lathes for then also.
[18:20:11] <fenn> * fenn wonders if sacrifice is the right word..
[18:20:15] <dave-e> hey wait...one machine at a time
[18:20:26] <rayh> Hi Ben
[18:20:34] <fenn> mornin
[18:20:37] <dave-e> hi ben
[18:21:25] <rayh> EMC will have the entire room where we were last year.
[18:21:48] <rayh> Roland is clearing out one classroom for lectures.
[18:21:51] <dave-e> any pics up for the spindle encoder
[18:22:16] <rayh> The main hallway will be vender tables.
[18:22:42] <rayh> The big shop will be for swap and hobby.
[18:23:19] <dave-e> matt wouldn't complain if we tackled the really big machine that was toward the wall
[18:23:45] <rayh> The one that you had your stuff right next to?
[18:23:46] <dave-e> but that is a multi-year project .. too much to do to it
[18:23:50] <mshaver> i was just going to say that - the green one...
[18:24:13] <dave-e> multi-tons of iron
[18:24:18] <rayh> Back in the corner. That one has hydraulic axis drive motors.
[18:24:31] <rayh> We could do that if we wanted.
[18:24:47] <rayh> Roland talked about building motor mounts and getting the motors and drives.
[18:24:52] <dave-e> not that we need to prove scalability
[18:25:09] <mshaver> I thought they were 'lectric motors?
[18:25:22] <rayh> The blue one had lectric.
[18:25:35] <mshaver> oh... great iron though
[18:25:35] <rayh> And roland ran that several times with a centroid.
[18:25:57] <rayh> You bet. And for the pic we could all stand on the bed of it.
[18:25:57] <mshaver> I really like the Liberty planer!
[18:26:20] <rayh> Talked about that also but don't think they want to do anything with it.
[18:27:02] <mshaver> I want to move it to my house....
[18:27:08] <rayh> Wanna make 15" box ways?
[18:27:14] <dave-e> from my standpoint a lathe is a better next project...wider interest
[18:27:24] <rayh> Wanna make 15' box ways?
[18:27:35] <dave-e> but the punch press should be pretty straightforward
[18:27:47] <mshaver> dave is right re: the next thing - as far as expanding the software
[18:27:56] <rayh> I'd be willing to bet we could get a punch running in 2 days.
[18:28:36] <dave-e> does it have encoders now...or resolvers...or nothing
[18:28:43] <mshaver> rayh: I just like the machine - you could grind lathe beds on it!@
[18:28:45] <rayh> steppers
[18:29:08] <dave-e> and good drives for them?
[18:29:23] <rayh> Gecko?
[18:29:42] <dave-e> would they do the punch press?
[18:30:03] <rayh> Certainly
[18:30:13] <dave-e> at high enough speeds
[18:30:30] <dave-e> i visualize a punch press and really moving between holes
[18:30:38] <dave-e> as really
[18:31:32] <dave-e> do two teams ... one for pp and one for lathe?
[18:31:48] <fenn> i'd be more interested in a lathe
[18:31:54] <fenn> especially a real cnc lathe
[18:32:27] <rayh> The Harding will certainly qualify.
[18:32:29] <mshaver> ray & I ought to finish the Hardinge @ my house, then a lathe @ the workshop would be easier
[18:32:38] <dave-e> the encoder spindle stuff in critical...all the rest just falls into place
[18:32:42] <rayh> You bet it would.
[18:33:16] <fenn> could you explain the whole "vital generates a sawtooth" part?
[18:33:38] <rayh> The vital board is reading the spindle encoder.
[18:33:54] <rayh> when it sees an index pulse it sets the counter to zero.
[18:34:08] <mshaver> well, gotta go show a house to some lady, back later in the day...
[18:34:28] <dave-e> have fun matt
[18:34:44] <mshaver> oh yeah...fun...sure
[18:34:45] <rayh> then it counts pulses until the next index
[18:34:50] <rayh> Hi Paul
[18:35:10] <paul_c> Hi Ray
[18:37:27] <rayh> Now EMC already has the ability to place an axis at whatever position you want it.
[18:37:39] <dave-e> gotta run ....
[18:37:59] <rayh> So all we did was ask the motion stuff to put the spindle at 75 degrees times 4 for quadrature.
[18:38:22] <rayh> That makes spindle orient trivial.
[18:39:40] <fenn> this is because there wasn't any code for "homing" a spindle?
[18:40:37] <fenn> i mean, you don't have to actually reset the counters to zero on the card, you could have an offset like for homing a linear axis
[18:41:23] <fenn> until the integer storing the position overflows at least
[18:41:31] <fenn> * fenn wonders how long that takes
[18:41:36] <anonimasu> :)
[18:42:21] <fenn> eleven turns at 1440 cpr and 16 bit ints
[18:42:29] <rayh> Right there is no high level orient command.
[18:43:17] <fenn> do the high level parts of emc know anything about the spindle position?
[18:43:21] <rayh> I may be confusing cards here but isn't Vital a 32 bit
[18:43:26] <fenn> i have no idea
[18:43:44] <paul_c> rayh: 32Bit
[18:43:45] <rayh> Not right now they don't.
[18:43:56] <rayh> Thanks Paul
[18:44:17] <fenn> jeez 32bit is a lot
[18:44:21] <rayh> so 1440 ppr into 2 to the 32 power?
[18:44:52] <fenn> 745654 revs
[18:45:04] <paul_c> 2^31 - Signed counters
[18:45:26] <rayh> Right. That's a long thread. Even at 31
[18:46:18] <rayh> The biggest threading issue now with the Mazak is how well the drive can follow a commanded position.
[18:47:26] <rayh> We will need to add commands to the interpreter.
[18:47:39] <fenn> yes.. there's no way to command a spindle to a position
[18:47:44] <rayh> and add them to ioControl.cc
[18:47:59] <paul_c> interp commands for threading ?
[18:48:34] <rayh> paul_c: Wiould the g33 work for rigid tapping?
[18:49:22] <rayh> probably not cause I imagine it having an x retract at the end.
[18:49:36] <rayh> and looping through the several cuts.
[18:49:44] <paul_c> For hard tapping, you'd probaly want to use a canned cycle
[18:49:53] <rayh> more of a canned cycle sort of thing.
[18:50:10] <paul_c> and have an auto-reverse/retract phase
[18:50:32] <rayh> Right. And that won't work at all with a tap burried in steel.
[18:51:17] <rayh> I'm guessing that we will need to order a gross of 10/24 taps.
[18:51:29] <rayh> for the workshop.
[18:51:31] <paul_c> sure it will - You just use a G33 with the spindle running in reverse
[18:51:55] <paul_c> and invert the sign of the Z move
[18:52:45] <rayh> so it would be 2 g33 moves back to back?
[18:53:45] <paul_c> basically, yes. But you can't afford to lose spindle sync at the reversal point.
[18:56:33] <rayh> Right. I'm guessing that it may be easier to add another command for this kind of tapping.
[18:57:22] <rayh> Once you lock spindle to z and command a 1" z plunge and retract, the work ought to be done.
[18:59:42] <rayh> somewhere in that we would need to compute the ratio of spindle ppr and lead.
[19:02:59] <rayh> I'm still of the opinion that it would be nice to have an ini section for spindle that sets stuff like accel, max vel, deadband, and all such.
[19:03:27] <rayh> Then we could employ the tp in this task like any other motion.
[19:04:35] <paul_c> deadband is not required for TP
[19:07:06] <rayh> Right. It is important for orient. IMO jmk set it a bit large in the first Mazak tests.
[19:07:25] <paul_c> Once you get past the symantics of tp/tc, the code is pretty $trivial, so sure you could use the tp to control the spindle.
[19:08:14] <rayh> Your use of the word trivial worries me a bit!<g>
[19:08:14] <alex_joni> greetings
[19:08:35] <rayh> Hi alex.
[19:08:47] <paul_c> If I can follow it, it must be $trivial code.
[19:09:23] <rayh> In essence I see the decel/reverse/accel as the most worrysome.
[19:09:55] <rayh> if spindle is simply following z motion and z can reverse faster than spindle...
[19:10:46] <paul_c> at what point does MSC have a price break for quantity orders ?
[19:11:22] <rayh> You thinking of taps by the thousand?
[19:12:10] <rayh> We'll know we've got it when we can tap 2/56 holes .5 inch deep in iron.
[19:13:00] <paul_c> full depth M6x0.75 @ 7000RPM
[19:13:37] <rayh> I'm afraid you want a lot more than the retrofit drive on that Mazak can handle.
[19:15:45] <paul_c> gotta go.
[19:17:54] <fenn> rayh: if you slave Z to the spindle, then you dont have to worry so much, since Z usually has less inertia than the spindle
[19:18:53] <rayh> exactly.
[19:19:22] <fenn> i think the motion planner should always slave to the axis with the lowest accel anyway
[19:19:29] <rayh> but for orient, we did the sawtooth and it looked easier.
[19:19:52] <rayh> at least accel * current velocity.
[19:20:14] <fenn> huh?
[19:20:35] <alex_joni> fenn: what?
[19:20:47] <fenn> accel*velocity = ??
[19:24:15] <rayh> fenn: It compares accel and speed required or decel and current velocity for all axes and rotaries involved.
[19:24:23] <rayh> and uses the one that will take the longest.
[19:25:00] <rayh> or saying it the other way round, the axis that is the least capable.
[19:25:26] <rayh> I put a stepper on the spindle once.
[19:25:35] <rayh> testing threading.
[19:25:49] <fenn> because torque changes with velocity right..
[19:25:55] <rayh> It was okay as long as the stepper was going slow.
[19:26:00] <rayh> You got it.
[19:26:14] <rayh> get it above 1 k and it takes forever to stop.
[19:27:04] <rayh> Since the EMC axis stuff was designed with servos in mind.
[19:27:35] <fenn> i wonder if a MOTOR_TYPE variable is called for
[19:27:36] <rayh> accel/decel doesn't allow for a formula.
[19:28:09] <alex_joni> fenn: what for?
[19:28:20] <fenn> so you know whether you have more or less power at higher rpms
[19:28:28] <rayh> Even current mode servo is diffferent from velocity mode.
[19:28:42] <alex_joni> fenn: that's not so simple as a -ini setting
[19:29:19] <fenn> yeah i know it's horridly complicated
[19:29:34] <rayh> Unless you could put a formula in there. But what would that formula do to something like the tp.
[19:30:25] <fenn> well it would definitely give a big performance boost
[19:30:45] <fenn> since you can set the accels higher without worrying about losing steps or following errors
[19:31:25] <fenn> right now you have to set the accels low enough that you dont lose steps at (high rpms for steppers, low for servos) and the rest of the torque band is unused
[19:31:54] <fenn> but, as les would say, "we gotta make it work right to begin with"
[19:32:22] <rayh> These are fascinating thoughts for stepper machine performance.
[19:33:11] <fenn> i dunno.. usually steppers are limited so much by the max pulse rate that you dont even start losing torque
[19:33:40] <fenn> timeslice aliasing and such.. makes a bad pulse train
[19:35:19] <fenn> does the available torque really change that much in servos to be worth an extra step of tuning?
[19:35:44] <rayh> That is probably a question to ask Les.
[19:36:15] <fenn> heh "servo hot rodding" gotta get the most out of your motors
[19:37:36] <rayh> That'll make the other robots envious.
[19:39:10] <rayh> Hi john
[19:39:30] <jmkasunich> hi ray
[19:39:33] <jmkasunich> you home now?
[19:39:34] <rayh> mazak stuff is stirring several conversations today.
[19:39:46] <rayh> Yes I am and nearly brain dead.
[19:39:55] <rayh> someone wanna install
[19:40:00] <Jymmm> Drain Bamage rayh?
[19:40:02] <alex_joni> but the most important conversation: emc2 really works :)
[19:40:23] <rayh> you got it Jymmm
[19:40:28] <Jymmm> =)
[19:40:53] <rayh> I am just overwhelmed by the possibilities HAL and CL give us
[19:41:02] <rayh> and the challenges that it creates.
[19:41:42] <jmkasunich> double edged sword
[19:41:47] <rayh> at retrofest last year we added a feedhold button to the front panel.
[19:42:13] <rayh> I never though anything of it. I've got feedhold in mini.
[19:42:21] <Jymmm> OT: Let me know if anyone comes across a 2 flute spiral downcut 1/8" with a 3/4"+ long cutter length , 1/4" shank prefered.
[19:42:25] <rayh> press it once you get zero scale.
[19:42:42] <rayh> press again and you get whatever scale it was running before.
[19:43:11] <rayh> Now try to duplicate that with a hardware button.
[19:43:20] <jmkasunich> can't do it
[19:43:35] <jmkasunich> there is logic behind the button
[19:44:04] <alex_joni> not without hassle
[19:44:37] <rayh> What I see happening now, in my imagination, is great stress on iocontrol
[19:45:00] <alex_joni> rayh.. not really
[19:45:05] <alex_joni> iocontrol is userspace
[19:45:07] <rayh> The last few days at the Mazak
[19:45:10] <alex_joni> so not much stress possible there
[19:45:28] <alex_joni> ahh.. you mean developing? I only added stuff that was useable (needed)
[19:45:34] <rayh> we were asking you for all kinds of iocontrol stuff.
[19:45:56] <jmkasunich> that's because iocontrol was incomplete
[19:46:03] <alex_joni> well.. I start to see a picture
[19:46:04] <jmkasunich> I suspect we'll be adding a few more things to it
[19:46:21] <jmkasunich> but if the things we add are kept general, then you can customize with CL and HAL
[19:46:28] <alex_joni> imagine this component: it is kinda like emcsh (but more NML functions implemented in it)
[19:46:34] <alex_joni> on the other side it has HAL pins
[19:46:43] <alex_joni> and in the middle you have a scripting language
[19:46:53] <alex_joni> so all logic is done without the need of recompiling
[19:47:00] <jmkasunich> interesting
[19:47:09] <rayh> But what does this do to shmem if we implement everything possible there.
[19:47:22] <jmkasunich> which shmem?
[19:47:25] <alex_joni> nothing.. you don't need to load it if you don't need it
[19:47:26] <jmkasunich> the HAL one?
[19:47:34] <rayh> brb phone
[19:48:09] <jmkasunich> * jmkasunich would like to see the result of "bin/halcmd status mem" to see how much HAL space is being used on the Mazak
[19:48:21] <alex_joni> I think rayh is concearned about the memory usage, but a hal-pin is almost nothing..
[19:48:28] <jmkasunich> 40-50 bytes
[19:48:35] <alex_joni> certainly not compareable with a TP-queue
[19:48:37] <jmkasunich> out of a 64K block
[19:48:41] <alex_joni> 400k iirc :)
[19:49:07] <anonimasu> iab
[19:49:24] <alex_joni> about what I was saying earlier... that component (NML to HAL with script in it)
[19:49:34] <alex_joni> not sure the script part can't be taken over by CL
[19:49:46] <alex_joni> so the component should really be only NML<->HAL
[19:49:51] <jmkasunich> NML <-> CL <-> HAL?
[19:49:58] <jmkasunich> that doesn't seem right
[19:50:07] <alex_joni> NML<->HAL<->CL<->HAL
[19:50:12] <jmkasunich> oh, OK
[19:50:26] <alex_joni> if the CL part is needed
[19:50:31] <jmkasunich> that's what we have now, with IoControl taking the part of the NML<_>HAL part
[19:50:35] <alex_joni> if it's trivial then just NML<->HAL
[19:50:44] <alex_joni> yes, but iocontrol is kinda job-oriented
[19:51:19] <alex_joni> hmm.. maybe it can be extended
[19:51:21] <jmkasunich> IOW it has some logic in it, instead of being strictly a 1-to-1 NML/HAL translator?
[19:51:24] <alex_joni> but it'll grow nasty
[19:51:52] <alex_joni> jmkasunich: yes.. but the logic there is very unlikely to be unneccessary
[19:52:03] <alex_joni> so I think the logic there is always needed
[19:52:13] <alex_joni> what do you think?
[19:52:30] <rayh> * rayh reads back.
[19:52:34] <jmkasunich> right, some logic is always needed, the trick it to keep it generic and do customization in CL and/or HAL
[19:52:47] <alex_joni> right (or maybe somewhere else)
[19:53:20] <jmkasunich> things like feedhold...
[19:53:25] <alex_joni> (the scripting place I talked about)
[19:53:37] <alex_joni> that's a though one for the current CL
[19:53:39] <jmkasunich> you need some logic to save the old value and restore it later, but the actual control is only a bit
[19:54:21] <rayh> CL could do it with the computation and variables stuff.
[19:54:30] <jmkasunich> not pretty tho
[19:54:37] <rayh> But that means we need to pass current status variables down to it
[19:54:51] <rayh> rather than it just triggering something up in task.
[19:54:58] <alex_joni> probably it'll look like this: 1-0-50/5 , 2-0-50/6 , 9-0-0/0 , 9-0-0/0 , 9-0-0/0 ,
[19:55:01] <alex_joni> ROFL
[19:55:01] <jmkasunich> another complication - the NIST principle of toggle vs. states
[19:55:19] <jmkasunich> if you have a GUI feedhold button, and a physical feedhold button
[19:55:36] <jmkasunich> you should be able to hit one to enter feedhold and the other to exit it, in any combination
[19:55:46] <alex_joni> agreed fully
[19:55:48] <rayh> The current feedhold button does take state into account.
[19:55:54] <rayh> at least the mini one does.
[19:56:03] <alex_joni> a mini button?
[19:56:06] <rayh> tkemc does not have a feedhold button.
[19:56:08] <alex_joni> how am I supposed to press that?
[19:56:14] <alex_joni> LOL
[19:56:15] <rayh> I know nothing of axis and feedhold.
[19:56:16] <jmkasunich> with a toothpick
[19:56:39] <anonimasu> :D
[19:57:04] <alex_joni> and a big magnifying glass :)
[19:57:17] <rayh> mini's would follow external changes to scale
[19:57:43] <jmkasunich> for feedhold, we want "something" that gets the button press, and would be able to look at machine state and decide whether that press should be turning hold on or off, and then issue the appropriate NML message
[19:57:49] <rayh> But getting the HAL watched button is more difficult.
[19:58:04] <fenn> are there any hal pins that generate NML messages yet?
[19:58:08] <alex_joni> rayh: that's the easy part
[19:58:15] <alex_joni> fenn: some.. like ESTOP
[19:58:19] <rayh> yes it is.
[19:58:48] <jmkasunich> * jmkasunich has this off the wall idea of the GUIs being split into two parts
[19:59:07] <rayh> I'm leaning toward the "scripting language" that Alex mentioned.
[19:59:07] <fenn> hal stuff and userspace stuff?
[19:59:07] <jmkasunich> one part handles logic
[19:59:16] <jmkasunich> the other part handles buttons and displays
[19:59:20] <alex_joni> one handles ilogoc
[19:59:22] <alex_joni> ilogic
[19:59:37] <rayh> I can live with illogic.
[19:59:45] <jmkasunich> and they talk thru hal, so you can switch controls from physical to virtual easily
[20:00:17] <alex_joni> jmkasunich: not sure how that could be done for all the GUI's
[20:00:31] <jmkasunich> not sure at all, probably couldn't
[20:00:50] <fenn> we dont really need 5 gui's just more customizability in the one gui
[20:01:01] <fenn> although a standardized gui interface is a good thing (tm)
[20:01:05] <rayh> I think the "thru hal" is a critical point.
[20:01:18] <jmkasunich> it has pros and cons
[20:01:33] <rayh> I prefer to think of gui virtualization much like hardware abstraction.
[20:01:35] <jmkasunich> if all you want are on-screen controls, running them thru hal just adds more config complexity
[20:01:58] <alex_joni> lots of it..
[20:02:43] <rayh> At the code fest we spoke of CL as only one way of doing machine logic.
[20:02:55] <rayh> I like it a lot with the mazak.
[20:03:15] <jmkasunich> trying to figure out a way to cover the range of "1960 style, banks of buttons and lights" to "21st century style, everything on screen"
[20:03:18] <rayh> but it is only one way of writing machine logic and there will be others.
[20:03:49] <Jacky^> give me a button to push and go into the spaceeeee :P
[20:03:50] <rayh> I've got these two AB button banks here.
[20:04:05] <rayh> I think they run a can bus
[20:04:12] <rayh> serial at any rate.
[20:04:15] <jmkasunich> greyhound?
[20:04:38] <jmkasunich> lol.... I read it as "can run a bus", not "run a can bus" ;-)
[20:05:09] <alex_joni> jmkasunich: same here :)
[20:05:15] <jmkasunich> rayh: I think those are devicenet
[20:05:28] <jmkasunich> whatever devicenet is (I have no clue)
[20:06:16] <rayh> Okay. Then we need a devicenet hal module.
[20:06:30] <rayh> * rayh doesn't want much.
[20:06:56] <alex_joni> one that does modbus over a profi-db-net
[20:06:57] <anonimasu> hm..
[20:07:00] <anonimasu> canbus is nice
[20:07:07] <jmkasunich> need a devicenet board for the PC (dumpster pickings maybe) and the info to write the driver (good luck, AB and open source are like oil and water)
[20:07:18] <anonimasu> yep
[20:07:28] <anonimasu> canopen is way better.. then devicenet..
[20:07:48] <jmkasunich> we've digressed quite a bit
[20:08:05] <alex_joni> right.. back to basics
[20:08:10] <jmkasunich> given the appropriate driver(s), things like canopen or devicenet can be used to connect buttons to HAL
[20:08:20] <rayh> perhaps yes but I think all of this is relevant as we think about how to get
[20:08:24] <jmkasunich> question - how do we use those HAL buttons (however they are connected) to control EMC
[20:08:33] <rayh> signals in and what to do with them once we have them there.
[20:08:53] <jmkasunich> HAL lets you split that into two tasks; get them in, and use them
[20:09:04] <jmkasunich> you can address the two individually
[20:09:47] <jmkasunich> if you can do feedhold with a HAL button coming in thru opto-22 and motenc digital I/O, then you can do the same with a button coming in thru devicenet or can
[20:10:03] <anonimasu> yep
[20:10:14] <anonimasu> the implementation dosent differ in that way..
[20:10:24] <jmkasunich> thats why I was thinking along the lines of making screen buttons go thru HAL too
[20:10:38] <jmkasunich> then all buttons are the same
[20:10:40] <anonimasu> hm, yeah..
[20:10:41] <anonimasu> that'd be nice..
[20:10:46] <jmkasunich> * jmkasunich ducks
[20:10:48] <fenn> what if you had a "hal button" module like hal meter or hal scope
[20:10:49] <rayh> Gotta run guys. Time to drive my grand daughter.
[20:11:00] <jmkasunich> drive her crazy?
[20:11:05] <rayh> Will read when I get back. Thanks guys.
[20:11:10] <jmkasunich> bye ray
[20:11:15] <alex_joni> bye ray
[20:11:36] <jmkasunich> fenn: I have been thinking about things like that for a while
[20:12:24] <jmkasunich> a normal button would have one hal pin, an output
[20:12:32] <jmkasunich> could be either momentary or maintained
[20:13:06] <jmkasunich> a lighted button would have two pins, one output, one input, the input would control the "light"
[20:13:19] <alex_joni> you could even loop it back
[20:13:23] <jmkasunich> which might actualy change the words on the button, or make it appear pressed, or whatever
[20:13:43] <alex_joni> hmm.. wonder how you pass the words through HAL
[20:13:46] <fenn> setp
[20:13:55] <jmkasunich> what words? the message?
[20:14:03] <alex_joni> <jmkasunich> which might actualy change the words on the button
[20:14:05] <jmkasunich> I would make that part of the button config
[20:14:21] <jmkasunich> there would have to be a "language" for configing the buttons
[20:14:50] <fenn> * fenn doesn't want to think about i18n .hal filse
[20:15:06] <jmkasunich> so you could say "give me 10 buttons, in a 5x2 array, with hal pin names "foo", and messages "yes" and "no", based on the state of the pin, etc, etc, etc"
[20:15:30] <alex_joni> think this goes a bit too far :)
[20:15:45] <alex_joni> might be too configurable..
[20:15:53] <fenn> heh
[20:15:57] <jmkasunich> yeah, something interesting to think about, but not neccessarily the right path for mainstream users
[20:16:04] <alex_joni> agreed
[20:16:11] <jmkasunich> * jmkasunich wants to explore the possibilities though
[20:16:12] <alex_joni> it might drive aunt tillie nuts
[20:16:18] <ValarQ> * ValarQ wakes up
[20:16:27] <alex_joni> ValarQ: morning
[20:16:31] <ValarQ> hello folks
[20:16:40] <fenn> it would be simpler with a GUI hal configurator
[20:16:44] <alex_joni> how's the crap stuff going?
[20:16:53] <alex_joni> * alex_joni points fenn to ValarQ
[20:17:02] <fenn> * fenn points a bye ray gun at alex_joni
[20:17:18] <ValarQ> alex_joni: pretty bad, i have been working on some other crap
[20:17:18] <fenn> bye rays make people go away :P
[20:17:18] <alex_joni> * alex_joni grabs it and points it to ValarQ
[20:17:27] <alex_joni> could you release the code?
[20:17:36] <ValarQ> * ValarQ raises his arms
[20:17:53] <alex_joni> maybe a group effort might be more productive
[20:18:03] <ValarQ> alex_joni: the crapahalic source?
[20:18:10] <alex_joni> yup
[20:18:11] <fenn> i was wanting to do a little halking on crapahalic the other day
[20:18:19] <jmkasunich> halking?
[20:18:27] <fenn> jmkasunich: hey you made it up
[20:18:28] <alex_joni> halgui jmkasunich
[20:18:41] <fenn> "jmk chief halker"
[20:18:54] <jmkasunich> that was tomp
[20:19:29] <fenn> the mazak config file was a little too much to understand all at once
[20:19:42] <fenn> so i was hoping to be able to load it into crapahalic and get the big picture
[20:19:55] <ValarQ> maybe i should put crapahalic under vcs management...
[20:19:55] <jmkasunich> that would be truly impressive
[20:20:04] <ValarQ> s/vcs/public vcs/
[20:20:08] <alex_joni> ValarQ: you should
[20:20:20] <alex_joni> maybe even at SF (if you release it under GPL)
[20:20:30] <ValarQ> it's actually pretty simple to do a dynamic gtk table for settings in components
[20:20:31] <alex_joni> or any other open-source compatible licence
[20:20:37] <ValarQ> setting parameters etc
[20:20:49] <jmkasunich> crapahalic -> text is one thing, but text -> grapahalic is more complex, because the text file doesn't contain any kind of layout info
[20:20:54] <ValarQ> alex_joni: what is emc2/hal released under?
[20:21:03] <jmkasunich> GPL and LGPL
[20:21:15] <ValarQ> jmkasunich: ok, GPL it is then
[20:21:38] <fenn> huzzah!
[20:21:53] <jmkasunich> parts of HAL are LGPL, in order to allow people to write modules that are closed (even tho it is discouraged, they might have some special algorithm that they want to use in a larger HAL based system)
[20:22:13] <ValarQ> jmkasunich: sounds like a good idea
[20:22:26] <jmkasunich> LGPL applies only to the core library/API
[20:22:31] <jmkasunich> the modules themselves are GPL
[20:22:43] <jmkasunich> (stepgen, encoder, blocks, etc, etc)
[20:23:30] <alex_joni> so emc2/src/hal/utils/halgui ?
[20:23:35] <alex_joni> how does that sound?
[20:23:50] <jmkasunich> that works
[20:24:09] <jmkasunich> if crapahalic is large (lots of source files) it might want it's own dir
[20:24:23] <jmkasunich> emc2/src/hal/utils/halgui/files-go-here
[20:24:31] <jmkasunich> or is that what you meant?
[20:24:36] <alex_joni> that's what I said.. or meant
[20:24:38] <alex_joni> :)
[20:24:40] <jmkasunich> ok
[20:24:45] <alex_joni> forgot the extra / at the end :)
[20:24:57] <jmkasunich> I should do the same for halscope
[20:25:26] <jmkasunich> there are about 9 halscope files in the utils/ directory
[20:25:34] <ValarQ> what widgetset is halscope/meter using? gtk1?
[20:25:41] <jmkasunich> yes
[20:25:54] <jmkasunich> (written for 1.2, compiles with 2.x as well)
[20:26:27] <jmkasunich> * jmkasunich likes GTK because it has a plain C binding... many other toolkits want C++
[20:26:55] <cradek> does anyone here read c++ error messages?
[20:27:00] <cradek> linker
[20:27:06] <jmkasunich> read? or understand? ;-)
[20:27:11] <cradek> parse
[20:27:13] <cradek> understand
[20:27:16] <jmkasunich> paste it asn we'll see
[20:27:20] <cradek> ../lib/libestbase.so: undefined reference to `std::__pad<char, std::char_traits<char> >::_S_pad(std::ios_base&, char, char*, char const*, int, int, bool)'
[20:27:28] <ValarQ> * ValarQ agrees with jmkasunich
[20:27:52] <jmkasunich> cradek: greek to me
[20:28:19] <dmess> MOI AUSSI
[20:28:28] <LawrenceG> cnc
[20:28:29] <ValarQ> it's usually very simple for other languages to use a C API as well
[20:28:29] <cradek> I know this means that something in libestbase.so calls something that's not defined
[20:28:41] <cradek> but I can't tell what it is
[20:29:14] <alex_joni> the function std::__pad sounds very much string related
[20:29:40] <alex_joni> cradek: where did you get that?
[20:29:50] <dmess> its a standard pad character char... char is missing somewhere in there
[20:31:01] <fenn> * fenn hits dmess with a wet trout
[20:31:11] <dmess> hmm i like trout
[20:31:47] <fenn> cradek: made sure you have all the necessary -devel packages?
[20:34:03] <cradek> [root@buster lib]# nm libestbase.a|grep __pad
[20:34:03] <cradek> U _ZNSt5__padIcSt11char_traitsIcEE6_S_padERSt8ios_basecPcPKciib
[20:34:18] <cradek> here's the undef in the library
[20:38:31] <fenn> hey wasn't there supposed to be some sort of election?
[20:38:36] <jmkasunich> yeah
[20:38:41] <fenn> did that ever happen?
[20:38:44] <jmkasunich> no
[20:39:20] <jmkasunich> several of us were busy on the Mazak, and nobody stepped forward to run the election
[20:41:41] <alex_joni> jmkasunich: still need to send your NOMINATION :)
[20:41:51] <alex_joni> same is true for rayh
[20:42:56] <jmkasunich> Matt opened nominations on Oct 10
[20:43:01] <jmkasunich> no specific end date
[20:43:14] <alex_joni> that's a bad thing, I reckon
[20:43:37] <alex_joni> if you don't push people, they'll just ... waste the time :)
[20:43:51] <jmkasunich> yeah, I'll make a new post, copy and paste from Matts and add an end date for nominations and a target date for ballots to go out and come back in
[20:44:09] <alex_joni> sounds great
[20:44:17] <jmkasunich> how about next saturday nominations close, next sunday ballots out, the following sunday ballots in and count
[20:44:33] <alex_joni> fine with me
[20:44:48] <jmkasunich> anybody keeping track of the nominations to date?
[20:44:51] <alex_joni> ballots on devel list?
[20:45:06] <alex_joni> iirc, cradek & myself..
[20:45:13] <jmkasunich> both dev and user members are eligible
[20:45:18] <fenn> there was some guy who would tally up the ballots automatically so we wouldnt spam the lists
[20:45:24] <jmkasunich> ballots went out by mail last time
[20:45:38] <jmkasunich> Chris Daniels did that last time
[20:45:47] <jmkasunich> gotta see if he's willing to do it again
[20:46:15] <alex_joni> jmkasunich: what did yabo say? or no response at all?
[20:46:23] <jmkasunich> no response yet
[20:47:34] <fenn> * fenn thinks yabo is the ghost of a programmer, roaming the empty halls of sourceforge
[20:47:41] <jmkasunich> could be
[20:48:04] <jmkasunich> his first couple commits were good, he spotted some obscure potential problems
[20:48:06] <alex_joni> he needs to remove all bugs before his spirit gets set free
[20:48:09] <jmkasunich> this last one though.....
[20:48:26] <jmkasunich> ALL? poor guy, doomed for eternity
[20:48:30] <cradek> that sure is strange
[20:49:12] <alex_joni> cradek: any luck on the .a?
[20:49:18] <cradek> yeah, if I tell it to link these binaries statically it seems to work
[20:49:19] <cradek> of course I have no idea why
[20:49:34] <cradek> I hate c++
[20:50:05] <alex_joni> hmm.. maybe different order?
[20:50:06] <cradek> no, I only added -static
[20:50:06] <cradek> didn't change any order
[20:50:18] <alex_joni> * alex_joni joins cradek in hating c++
[20:50:32] <jmkasunich> * jmkasunich 2
[20:50:43] <alex_joni> ok.. let's all join
[20:51:05] <alex_joni> form a circle, sing some songs, maybe a fire in the middle
[20:51:07] <alex_joni> ROFL
[20:53:47] <fenn> cradek is it feasible to do SMD stuff with milled PCB's?
[20:53:54] <cradek> sure
[20:54:03] <cradek> I made a board just last week
[20:54:08] <fenn> how low can you go?
[20:54:12] <alex_joni> fenn: you need to still see the components
[20:54:19] <jmkasunich> 0402?
[20:54:31] <cradek> I have never used parts smaller than 0603
[20:54:35] <Jymmm> alex_joni: Got Smores?
[20:54:39] <cradek> I solder them by hand
[20:54:42] <cradek> 0603 works fine
[20:55:02] <cradek> I took a photo of the board last week - let me see if I can find it
[20:55:07] <alex_joni> Jymmm: smores?
[20:55:23] <fenn> i read the "electric skillet reflow method" and got all excited
[20:55:43] <Jymmm> alex_joni you dont know what smores are?!
[20:56:01] <alex_joni> Jymmm: never had the pleasure
[20:56:08] <fenn> alex_joni: like open sores, but filled with gooey chocolate and marshmallow instead of pus
[20:56:15] <Jymmm> lol
[20:57:12] <Jymmm> alex_joni: When you go camping and sitting around the campfire... you roast marshmellows then place on a piece of chocolate and snadwich between two ghram crackers
[20:58:34] <Jymmm> less the typos of course
[20:58:36] <alex_joni> ahh.. ok
[20:58:39] <fenn> * fenn starts the unofficial C++ abusers support group
[20:58:56] <fenn> my name is fenn, and i'm a c++ programmer
[20:59:12] <Jymmm> * Jymmm will stick with ANSI C tyvm
[20:59:12] <anonimasu> * anonimasu joins fenn
[20:59:25] <anonimasu> my name is Anders and I am a c++ programmer
[20:59:27] <anonimasu> ^_^
[20:59:50] <alex_joni> my name is alex, and it's been 2 weeks since I haven't touched c++
[21:00:17] <jmkasunich> <applause>
[21:00:25] <fenn> heh c++ users anonimasu
[21:00:26] <jmkasunich> Contradulations Alex, great work
[21:00:35] <anonimasu> ;)
[21:00:36] <alex_joni> jmkasunich: on what?
[21:00:44] <jmkasunich> not touching C++ for 2 weeks
[21:00:56] <alex_joni> ;)
[21:00:58] <cradek> http://timeguy.com/cradek-files/emc/dscn6119.jpg
[21:01:15] <alex_joni> it was this week I did a bit of work to iocontrol.cc (but no c++code) does that count?
[21:01:16] <fenn> woah!!
[21:01:25] <jmkasunich> purty
[21:01:33] <fenn> nice job cradek
[21:01:55] <alex_joni> cradek: may I send you some PCB's to mill ?
[21:02:00] <cradek> alex_joni: nope
[21:02:08] <alex_joni> was just kidding :)
[21:02:20] <alex_joni> but it looks nice
[21:02:21] <cradek> :-)
[21:02:23] <cradek> thank you
[21:02:25] <alex_joni> almost professional :)
[21:02:28] <jmkasunich> election email on the way to both lists
[21:02:30] <cradek> I've worked hard on the machine and software
[21:02:37] <alex_joni> paint it green, and you're there =))
[21:03:05] <alex_joni> so I still see some traces from the removed material?
[21:03:10] <alex_joni> s/so/do/
[21:03:28] <jmkasunich> * jmkasunich goes outside to clean the gutters
[21:03:36] <cradek> it's a fiberglass board, so it's rough where it's cut
[21:03:43] <alex_joni> ahh.. ok then
[21:03:54] <cradek> there is no copper remaining, just "crap"
[21:04:03] <alex_joni> having bits of copper between the traces might get you into trouble, at hi frequencies
[21:04:15] <alex_joni> but if it's crap.. it's OK
[21:04:20] <LawrenceG> cradek, what ulp did you use with eagle? homebrew?
[21:04:22] <cradek> these traces were cut at 19ipm about 20krpm
[21:04:35] <fenn> i'm wondering about mounting a syringe with solder paste on the mill and have it squirt the paste in only the right spots
[21:04:53] <dmess> i just did a doggy scopp around the yard... got 1/2 a wheelbarrow.... ; ( wintertime is gonna burry me in more than snow
[21:04:54] <alex_joni> fenn: should work pretty ok
[21:04:56] <cradek> LawrenceG: mostly homebrew, but the ulps available at cadsoft.de are a similar strategy
[21:05:36] <fenn> what is a ulp?
[21:05:46] <cradek> eagle's scripting language
[21:05:54] <LawrenceG> cradek, thanks... I was hacking on one last night that mirrored boards to do the bottom side
[21:05:55] <jmkasunich> what is the scale there, is the connector on the left a 0.100 grid, or the one on the right?
[21:06:01] <anonimasu> nice traces
[21:06:05] <cradek> the left is .1"
[21:06:14] <cradek> the SOIC pads are .05" pitch
[21:06:34] <jmkasunich> what is the stuff on the right, with bigger pitch?
[21:06:39] <cradek> the large smd pads on the left are 0805
[21:06:47] <cradek> the small smd pads near the center are 0603
[21:06:59] <cradek> the stuff on the right is on a 4mm grid I think
[21:07:01] <alex_joni> how much time for such a board? (milling time)
[21:07:03] <cradek> a funny connector
[21:07:19] <cradek> alex_joni: a few minutes, I'm not sure
[21:07:25] <alex_joni> sweet
[21:08:03] <cradek> I can mill two traces between .1" thru-hole IC pads, but I rarely do
[21:08:54] <LawrenceG> cradek, how do you hold the boards down when milling? tape? vacuum fixture? clamp?
[21:09:09] <cradek> tape
[21:10:13] <LawrenceG> cradek, looks very nice... that is my project for the day... to mill a board for programming dspic chips
[21:10:57] <LawrenceG> cradek, not sure I have a bit that will work, but will give it a go... might have to grind something
[21:11:26] <cradek> LawrenceG: good luck
[21:11:39] <LawrenceG> cradek, did you use a real router bit or a v cutter?
[21:11:46] <cradek> a v
[21:12:05] <LawrenceG> cradek, thanks....
[21:12:14] <cradek> welcome
[21:16:06] <jepler> cradek: nice looking board
[21:16:21] <alex_joni> hi jeff
[21:16:23] <jepler> hi alex
[21:16:25] <LawrenceG> cradek, that picture makes a good desktop background.... motivational!
[21:16:52] <cradek> jepler: thanks
[21:17:07] <cradek> jepler: I was lucky to get a decent photo
[21:18:32] <Jymmm> chris in a tutu after loosing a bet?
[21:18:46] <alex_joni> cradek: you need to get jeff to take the pic
[21:18:47] <etla> jepler: can I suggest something for axis ?
[21:18:53] <jepler> etla: sure
[21:19:13] <etla> jepler: a grid in the backplotter would be nice. to give a sense of scale when zooming in and out
[21:23:27] <cradek> etla: the axes are 1" long
[21:23:37] <cradek> etla: (as if that's useful to non-americans)
[21:23:44] <etla> :)
[21:25:36] <alex_joni> jmkasunich: nice mail
[21:26:03] <etla> what are the honourable duties of the board ?
[21:27:14] <jepler> that's one problem with a scale or grid -- which units? 1 multiple of the display units (which can be mm or inch right now)?
[21:27:57] <etla> adapt gridsize to keep approx constant number of gridlines in the field of view
[21:28:06] <etla> be it 100mm 10mm 1mm or 0.1mm
[21:28:10] <alex_joni> would be a bit messy for 1 x mm
[21:28:16] <cradek> how would that show scale then?
[21:28:30] <alex_joni> jepler: how about a scale on the bottom right? like on maps?
[21:28:45] <cradek> alex_joni: perspective
[21:28:48] <alex_joni> |----|----|----| (just for info)
[21:28:49] <etla> well, you would get a sense of scale i.e. how large things are on the screen
[21:29:01] <alex_joni> make the scale in perspective then
[21:29:09] <etla> in perspective view the grid would be turned off, no sensible way to do it I think
[21:29:31] <cradek> alex_joni: you don't understand - the scale would only be correct for one spot on the screen
[21:29:41] <alex_joni> ahh.. right
[21:29:45] <alex_joni> then what etla said
[21:29:57] <cradek> no, you can easily have a grid in perspective
[21:30:09] <cradek> think of looking at a tile floor
[21:30:10] <alex_joni> yeah.. but place it where?
[21:30:14] <etla> but restricted to some plane
[21:30:22] <alex_joni> in z=0 ?
[21:32:04] <cradek> I've considered adding dimensions of the program's extents
[21:32:15] <cradek> draw them with lines like dimensioning on a cad drawing
[21:33:02] <jepler> imagine the bounding box of the job. we could draw the 3 "far" sides of the box as 3 grids...
[21:33:28] <cradek> true
[21:33:41] <etla> I'd be happy with a grid in 2D to begin with
[21:34:05] <etla> and a button to turn it on/off
[21:34:16] <cradek> etla: I think that would not be hard
[21:34:19] <alex_joni> etla: re, board
[21:34:20] <alex_joni> This board WILL: 1. develop an EMC mission statement
[21:34:20] <alex_joni> 2. oversee the move towards GPL
[21:34:20] <alex_joni> 3. persue GPL infringments, etc.
[21:34:20] <alex_joni> 4. oversee relationships with business and industrial users.
[21:34:20] <alex_joni> 5. maintain a prioritized list of features to be added
[21:34:22] <alex_joni> 6. establish broad guidelines for testing and release of EMC
[21:34:24] <alex_joni> This board WILL: 1. develop an EMC mission statement
[21:34:26] <alex_joni> 2. oversee the move towards GPL
[21:34:28] <alex_joni> 3. persue GPL infringments, etc.
[21:34:30] <alex_joni> 4. oversee relationships with business and industrial users.
[21:34:32] <alex_joni> 5. maintain a prioritized list of features to be added
[21:34:34] <alex_joni> 6. establish broad guidelines for testing and release of EMC
[21:35:12] <cradek> does persue mean pursue or peruse?
[21:35:16] <etla> ok, thanks. what are your thoughts on no5. right now ?
[21:36:28] <cradek> pursue (ATTEMPT) verb [T]: If you pursue a plan, activity or situation, you try to do it or achieve it, usually over a long period of time:
[21:36:35] <cradek> hmm
[21:37:06] <cradek> if I'm elected, I think I'll suggest we change #3
[21:37:15] <etla> :)
[21:37:57] <dmess> should be there even just as a sherrif clause
[21:38:21] <etla> but persue is not a word
[21:38:35] <alex_joni> it is
[21:38:46] <cradek> I think they meant pursue, but that has two meanings, one of which is probably opposite what is meant
[21:39:16] <dmess> not likely in context..
[21:40:25] <fenn> "3. viciously hunt down and latch onto GPL infringers' legal backside"
[21:40:42] <cradek> that's better
[21:41:12] <fenn> as if we would ever know
[21:41:12] <dmess> datd'd do
[21:41:44] <fenn> supposedly the chinese gov't has a whole closed-source linux distro
[21:41:57] <fenn> they think it's more secure that way - hah!
[21:42:12] <anonimasu> bbiab
[21:42:21] <alex_joni> fenn: not sure security has anything to do with emc :)
[21:42:39] <alex_joni> although.. HAL module overflows exploiting kernels .. :)
[21:43:02] <anonimasu> imagine if somone hacked your machine
[21:43:08] <anonimasu> and started machining parts at it ;)
[21:43:21] <anonimasu> brb
[21:45:26] <alex_joni> they just need to start emcserver, and open the ports in the firewall
[21:45:38] <alex_joni> then they can easily connect with tkemc from home :)
[21:45:53] <alex_joni> btw, cradek have you tried running axis remotely?
[21:47:43] <fenn> when is Axis going to have support for a webcam module? :P
[21:48:05] <alex_joni> webcam? wot's that got to do with axis?
[21:48:12] <alex_joni> oh.. and call it AXIS :)
[21:48:14] <Jacky^> porn ?
[21:48:19] <Jacky^> :P
[21:48:25] <fenn> when you're running a mill from across the world and want to see what it's _actually_ doing
[21:48:42] <fenn> or maybe not across the world but you get the idea
[21:48:48] <Jacky^> :)
[21:49:19] <alex_joni> fenn: I see why it's usefull, just don't see what it's got to do with emc or AXIS
[21:49:29] <alex_joni> just set up a webcam.. where's the problem?
[21:49:38] <fenn> you gotta click back and forth between windows
[21:49:48] <Jacky^> i used 2.4 ghz camera time ago
[21:49:50] <fenn> i know not much of a problem
[21:49:53] <Jacky^> is cheaper
[21:50:16] <Jacky^> i had to control a room with cnc from remote
[21:50:36] <fenn> Jacky^: what for?
[21:50:55] <Jacky^> just because i was away from the machine
[21:51:00] <Jacky^> in another home
[21:51:23] <Jacky^> to see if the machine lost steps.. o something is going wrong
[21:52:27] <Jacky^> so, I hacked an old TV antenna.. mount on it and it was working very nice
[21:52:38] <Jacky^> about 100 mt
[21:52:57] <fenn> mt?
[21:52:58] <Jacky^> with a lot of walls betheen
[21:53:01] <Jacky^> meters
[21:53:26] <Jacky^> between*
[21:53:28] <Jacky^> hehe
[21:53:31] <etla> you hacked a tv antenna for 2.4 GHz ?
[21:53:36] <Jacky^> yes
[21:53:36] <etla> arent they on VHF ?
[21:53:44] <alex_joni> * alex_joni goes away for a while
[21:53:48] <alex_joni> back later
[21:53:49] <Jacky^> really .. it wasnt 2.4
[21:53:57] <Jacky^> probably 900 mhz
[21:54:15] <Jacky^> 2.4 should be much better
[21:54:36] <Jacky^> i used an uhf antenna
[21:54:49] <Jacky^> around 400 mhz, but modified
[21:55:40] <Jacky^> payed camera + audio video receiver about E.30
[21:55:57] <Jacky^> maybe less, cant remember
[21:57:18] <Jacky^> etla: btw build antenna for 2.4 isnt difficult
[21:57:37] <etla> I've seen the pringles-can hacks yes...
[21:57:43] <Jacky^> someone is cutting these antennas using cnc ! from aluminium sheet
[21:57:57] <Jacky^> then sell on ebay .. as Yagi
[21:58:40] <Jacky^> no, theyre making a model similar to Yagi, not chipster ..
[21:58:47] <Jacky^> chips
[22:00:25] <Jacky^> that model is very efficient and very easy to make, (with cnc)
[22:00:45] <Jacky^> i think about 20 db or more
[22:03:06] <Jacky^> * Jacky^ giong to try a new game
[22:03:15] <Jacky^> found second life
[22:03:31] <Jacky^> they says really money can be maked
[22:03:35] <Jacky^> lets see :P
[22:03:47] <etla> on the game ?
[22:03:55] <Jacky^> yeah
[22:04:02] <Jacky^> �D digital virtual world
[22:04:05] <Jacky^> 3D
[22:04:19] <Jacky^> but with real money ..
[22:04:50] <Jacky^> should be funny .. i'm dowaloading the file to get access
[22:05:01] <Jacky^> credit card is required ..
[22:05:20] <Jacky^> i want to buy a cnc there .. hahahaha
[22:06:07] <etla> come back when you have made about 50k
[22:06:20] <Jacky^> LOL :P
[22:06:40] <Jacky^> need to learn first how it work
[22:06:56] <Jacky^> first week is free
[22:09:06] <Jacky^> i'm not sure if it work because i'm using nat ..
[22:09:10] <Jacky^> lets try
[22:09:19] <Jacky^> it should
[22:18:20] <dmess> i've seen some of them games ruin pplz lives
[22:18:37] <fenn> yup worse than irc, even
[22:22:00] <Jacky^> first time i try
[22:22:30] <Jacky^> btw, won't run on vmware .. no video card supported :/
[22:22:47] <Jacky^> going to try on laptop..
[22:23:34] <Jacky^> there's teens ver. too
[22:23:42] <Jacky^> of this game
[22:24:03] <Jacky^> hey Yuga
[22:24:09] <Yuga> lo there Jacky^
[22:24:16] <Jacky^> whats new ?
[22:24:24] <Jacky^> :)
[22:24:44] <Yuga> i cleaned my house
[22:24:53] <Yuga> now i cant find anything :<
[22:25:34] <Jacky^> hehe
[22:26:06] <Jacky^> usually i cant find anything whan some woman clean the house..
[22:26:48] <Jacky^> but no woman can enter on my lab !
[22:26:50] <Jacky^> haha
[22:27:01] <Jacky^> ]:P
[22:27:15] <Yuga> u also have a secret lab :)
[22:27:22] <Jacky^> sure
[22:27:23] <Yuga> u sound like dexter!
[22:27:26] <fenn> i have everything i own in labeled, air-tight plastic bins, so no cleaning is ever needed
[22:27:27] <Jacky^> haha
[22:27:48] <Yuga> fenn... that's cause u are just wierd :)
[22:28:03] <fenn> no it's because i have so much crap that it would be impossible any other way
[22:28:10] <Yuga> :>
[22:28:51] <Yuga> * Yuga striped a shitload off wide format dotmatrix printers... now i wanna make a little cnd/drawing thingy :)
[22:29:18] <Yuga> i saved all the rails and everything... now that is what u call having excess time on your hands
[22:29:24] <Yuga> dnd = cnc
[22:29:26] <Jacky^> mmhh
[22:30:09] <Jacky^> Yuga: you need to build a treu machine
[22:30:14] <Jacky^> like the mine
[22:30:19] <Jacky^> http://digilander.libero.it/jackydgl0/pics/pic2.jpg
[22:30:26] <Yuga> also wanna make one of those logo turtle thingies for a class that i teach... just trying to find a realy cheap stepper controler
[22:30:27] <Jacky^> haha
[22:30:58] <Jacky^> Yuga: i used some printer board..
[22:31:09] <Yuga> lol... looks like some one raped a printer
[22:31:09] <Jacky^> why do nou use that ?
[22:31:16] <Jacky^> hahaha seen ?
[22:31:43] <Yuga> Jacky^... thought of trying to figure out how the printer board works... then it just seemed like far to much trouble
[22:32:04] <Jacky^> nah.. i should be simple
[22:32:15] <Jacky^> wich IC's it use ?
[22:32:35] <Yuga> not a friggin clue
[22:32:54] <Yuga> and i would actualy have to strip another printer... cause i threw away all the other boards
[22:32:56] <Jacky^> more older = more simplest to get it up and running
[22:33:41] <Jacky^> otherwise, you could use a cheaper driver
[22:33:46] <Yuga> i think that chap one the boat with the animals use to have one of these
[22:34:41] <Jacky^> hehe
[22:34:57] <Yuga> where could i look for a cheap driver board?
[22:35:07] <Yuga> and plz dont say google
[22:35:19] <Jacky^> but wich motors ?
[22:35:23] <Jacky^> steppers ?
[22:35:32] <Jacky^> 2A are enough ?
[22:35:57] <Yuga> i dont have a clue.. they are off of a printer... so they realy arent that big
[22:36:15] <Jacky^> i suppose under 2A ..
[22:36:31] <Jacky^> l297-298 should be ok, and cheaper way
[22:37:55] <Jacky^> im actually driving the board youve seen in the pic, in full step mode with emc
[22:38:09] <Jacky^> isnt smoothees at all ..
[22:38:26] <Jacky^> half step should be ok
[22:38:53] <Yuga> steppers are a problem when not geared :)
[22:39:09] <Jacky^> for a plotter ?
[22:39:19] <Jacky^> maybe not
[22:40:14] <Yuga> y?
[22:40:43] <Jacky^> i dont think a lot of torque is required for a plotter
[22:40:52] <Jacky^> maybe speed ?
[22:41:12] <Yuga> but it would increase the resolution
[22:41:38] <Jacky^> that depend also on driver type
[22:42:07] <Jacky^> i've seen some big plotter using 5 phase stepper
[22:42:21] <Jacky^> with a lot of steps/turn
[22:42:35] <Jacky^> yeah ..
[22:43:33] <Yuga> well i am still making up my mind if i am making a small plotter or mini router :)
[22:43:45] <Yuga> and when i say minni i do mean minni
[22:43:54] <Jacky^> :)
[22:44:00] <Yuga> will be rebuilding alot of the stuff thou
[22:44:09] <Yuga> it's just nice having the basics
[22:44:22] <Jacky^> I maded my hown cnc ..
[22:44:34] <Jacky^> about E.250
[22:44:43] <Jacky^> with a big router
[22:44:49] <Jacky^> 1020 W
[22:45:11] <Jacky^> work on wood, not on aluminum
[22:45:32] <Jacky^> X table moving
[22:46:04] <Jacky^> here's some jobs
http://digilander.libero.it/jackydgl0/pics/pic1.jpg
[22:46:08] <Yuga> well i dont even know if i want this to do wood :) right now i will settle with being able to shape foam
[22:46:28] <Jacky^> good
[22:46:44] <Yuga> wow... that's quite awsome
[22:46:51] <Jacky^> yeah
[22:46:54] <Yuga> where the pic's of the router?
[22:46:58] <Jacky^> the machine its a toy
[22:47:07] <Jacky^> a moment ..
[22:47:43] <Jacky^> http://www.roboitalia.com/modules.php?name=coppermine&file=displayimage&album=lastup&cat=12775&pos=3
[22:47:59] <Jacky^> there's a box, but the original plain is ..
[22:48:47] <Jacky^> looks like this:
http://www.roboitalia.com/modules.php?name=coppermine&file=thumbnails&album=75
[22:49:01] <Jacky^> very very* cheaper
[22:49:39] <Jacky^> now im planning a great machine ;)
[22:50:06] <Jacky^> got the drivers, and looking for motors
[22:50:20] <Yuga> well... all mine is is plans
[22:50:28] <Yuga> usualy takes me years to take action
[22:50:33] <Jacky^> haha
[22:50:47] <Jacky^> go go goooo
[22:50:50] <Jacky^> start :)
[22:51:01] <Yuga> naa
[22:51:11] <Yuga> got far to many projects on the go already
[22:51:31] <Jacky^> not cnc, I suppose..
[22:51:51] <Yuga> am sitting here molding speaker boxes.. and believe u me... it takes ages for me to compleate one mold by hand
[22:51:58] <Jacky^> loudspeakers :P
[22:52:08] <Yuga> yes... LOUDspeakers
[22:52:20] <Jacky^> nice
[22:52:35] <Yuga> well that i dont know yet :)
[22:52:36] <Jacky^> i know it take a lot of time too
[22:53:06] <Yuga> problem with what i want is that i need a lot of travle on the z axis
[22:53:13] <Yuga> but that's one hell of a mission
[22:53:50] <Jacky^> a lot ? how much ?
[22:53:53] <etla> are the boxes of wood ?
[22:54:07] <Yuga> etla... fibreglass
[22:54:22] <etla> so you make first a plug
[22:54:25] <etla> then a mould
[22:54:29] <etla> and then the box
[22:54:29] <Yuga> yep
[22:54:48] <etla> and you want to route the plugs out of mdf or something
[22:55:05] <Yuga> etla... would be happy to make them out of foam right now :)
[22:55:25] <etla> ah.
[22:55:34] <etla> how big z-travel would you need ?
[22:55:58] <etla> the moulds are in two parts ? or can you do bladder moulding ??
[22:56:06] <Yuga> well that's the thing... i dont know if it will actualy be possible
[22:56:17] <Yuga> might need to do it in slices
[22:56:38] <Yuga> say 30cm slices stuck together
[22:57:00] <etla> we are talking _big_ loudspeakers now are we :)
[22:57:14] <Yuga> is there any other type :)
[22:57:23] <Jacky^> hehe
[22:57:32] <Jacky^> servospeaker ?
[22:58:01] <Yuga> Jacky^... seems i wont be touching a servo speaker
[22:58:03] <Jacky^> cool, ive seen
[22:58:12] <Yuga> the cone needs to be very light
[22:58:19] <Yuga> and not realy that possible to make
[22:58:29] <Jacky^> uhm
[22:58:32] <an0n> hello again
[22:58:39] <Jacky^> hey an0n
[23:00:17] <Yuga> friggin hell this pisses me off... i had a wonderfull electronics site.. and now i cant remember the address
[23:01:38] <etla> epanorama.net
[23:02:26] <Yuga> naa
[23:02:28] <Jacky^> he maybe meant shop
[23:02:34] <Yuga> sout african place
[23:03:45] <Yuga> aaarrrg
[23:03:47] <an0n> hm
[23:04:04] <Yuga> i downloaded there pdf catalog.. and can u believe it. it doesnt even have the shop's name
[23:05:36] <an0n> search for the filename on google
[23:05:50] <Yuga> catalog.pdf
[23:05:55] <Yuga> doesnt help much :)
[23:06:31] <an0n> heh
[23:06:37] <an0n> you can search for words in the pdf also
[23:07:00] <an0n> file:filename.pdf + <whatever>
[23:09:09] <Yuga> nopes
[23:09:16] <Yuga> found nothing
[23:11:29] <Yuga> now this arent that great
[23:14:53] <Jacky^> well i got second life running on a laptop :P
[23:20:43] <CIA-6> 03alex_joni * 10emc2/configs/core_stepper.hal:
[23:20:43] <CIA-6> Just fixed core_stepper to work with the new step_type module option of stepgen.
[23:20:43] <CIA-6> this is not a final fix. If stepgen gets reverted to it's original state,
[23:20:43] <CIA-6> core_stepper.hal will too. This fix is only in order not to have emc2 broken.
[23:48:50] <CIA-6> 03alex_joni * 10emc2/src/ (15 files in 7 dirs): got rid of that nasty , who really needs to see the CVS logs, can see them using the CVS web interface at SourceForge
{kind=link}
{kind=link}
{kind=link}
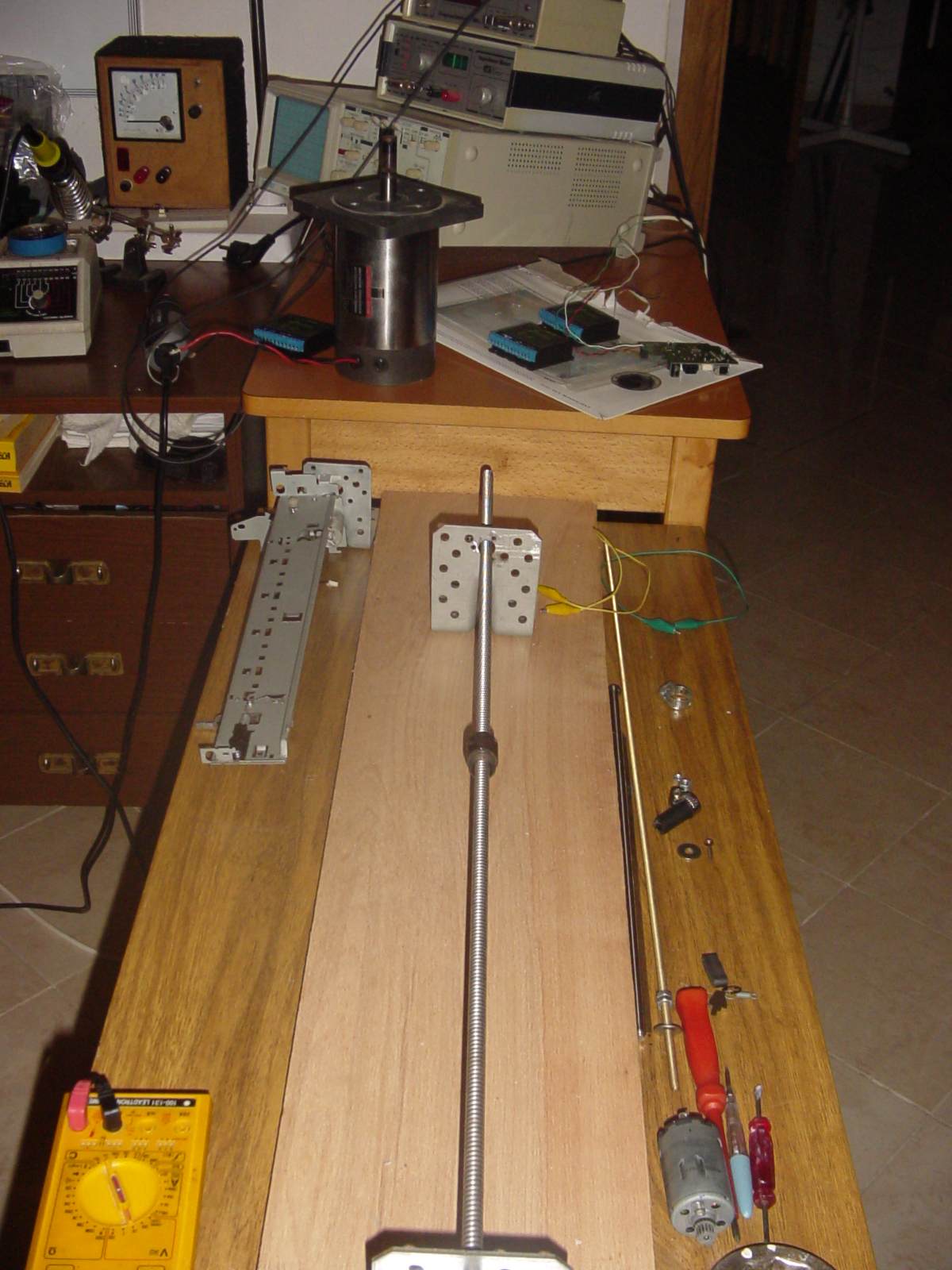{kind=link}
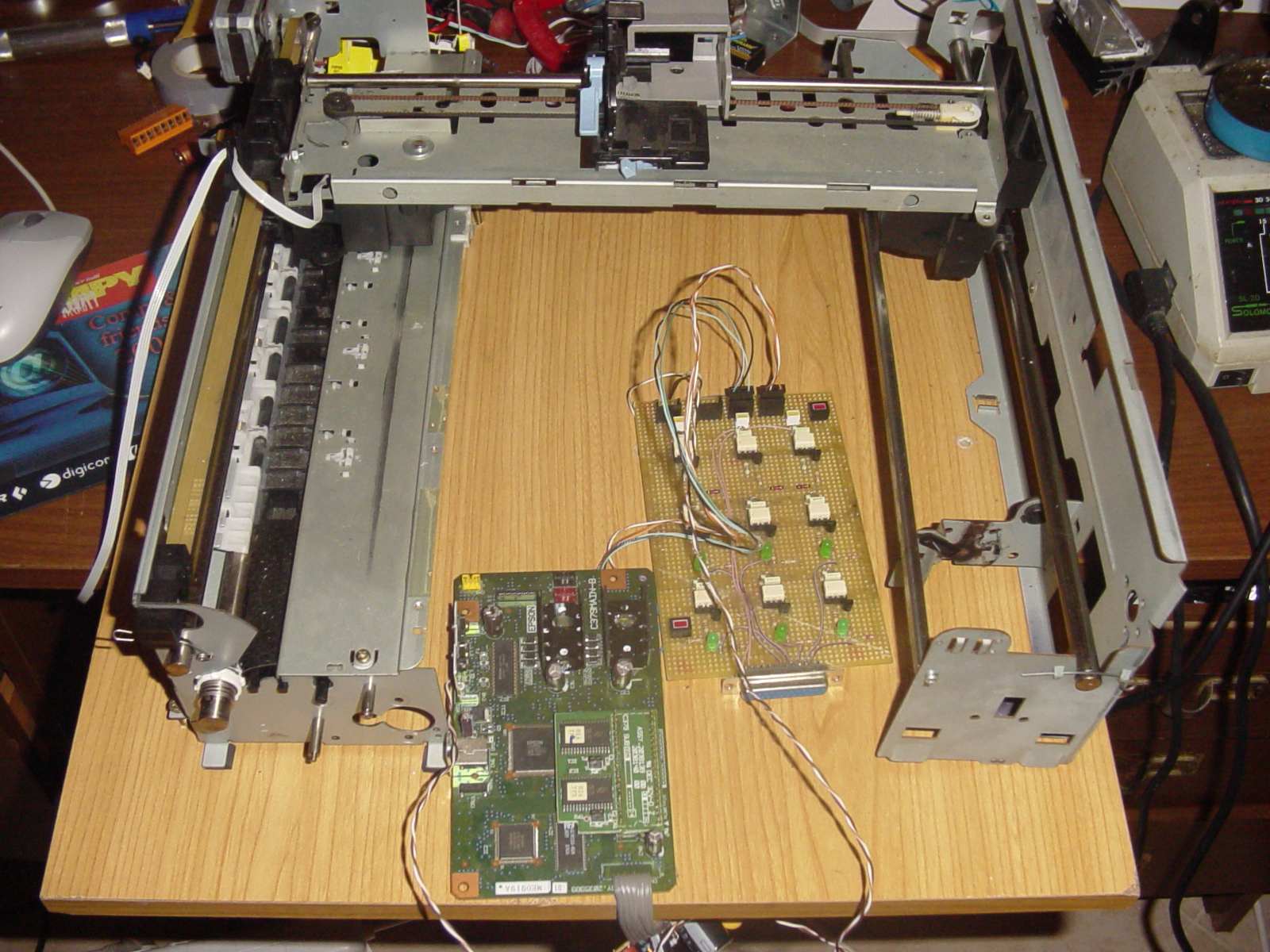{kind=link}
{kind=link}
{kind=link}