Back
[00:00:33] <les_w> Sounds like you are both. I dabble in c, but really do math. Aero engineer.
[00:00:49] <icee> i see good reasons to get away from trapezoidal velocity profiles, though. high end machines might want to accelerate slower at higher speeds
[00:01:05] <les_w> Cornell Math degree huh? wow.
[00:01:07] <lerman> More accurately, I can read math (mostly) and write C.
[00:01:51] <les_w> icee: trapezoidal planners have long been obsolete for modern high speed machine tools.
[00:01:52] <lerman> After all, it's been almost 40 years since that degree.
[00:01:52] <alex_joni> lerman: you've been playing with the interp.. right?
[00:02:06] <fenn> icee: there are branches, or there were at least. EMC_MAIN and EMC_HEAD
[00:02:12] <fenn> or something like that
[00:02:25] <lerman> Afirmative. Reading the interpreter was duck soup.
[00:02:26] <alex_joni> that's the same one fenn
[00:02:30] <icee> most of my expertise is CS/EE. i'm -basically- competent in differential equations and dynamics, but haven't really applied it much
[00:02:36] <alex_joni> lerman: I have a question for you
[00:02:45] <alex_joni> you know how Tx and M6 are handled?
[00:02:48] <icee> fenn: yah, branches are nice, but there still needs to be process to determine when branches get merged, how long they're maintained for, where what kinds of features go
[00:03:08] <les_w> you seem rather competent yes icee
[00:03:16] <fenn> heh "icee for president!"
[00:03:17] <lerman> No, I don't.
[00:03:18] <les_w> gee, I'm so nice today...
[00:03:37] <alex_joni> lerman: too bad :(
[00:03:44] <icee> les: haha. I definitely have a lot to learn about mechanical systems, and motion control and machining in particular. But it's one of my primary focuses now
[00:03:56] <lerman> But what do you want to know -- maybe I can find out.
[00:04:18] <alex_joni> what happens if Tx and M6 are sent at the same time
[00:04:33] <alex_joni> from what I see 2 NML messages get sent (TOOL_PREPARE and TOOL_LOAD)
[00:04:46] <les_w> I think Tx M06 basically gets a message "ok I did that."
[00:04:54] <alex_joni> but the first one (TOOL_PREP needs to finish imho before TOOL_LOAD gets sent)
[00:04:59] <alex_joni> les_w: not anymore
[00:05:05] <lerman> Doesn't the spec tell what should happen -- there is a list of the order that things are done.
[00:05:05] <les_w> oh good.
[00:05:36] <alex_joni> les_w: just working on that, so Mazak will have automatic toolchanging (with position and all the fancy stuff)
[00:05:41] <alex_joni> lerman: any idea where=
[00:05:42] <alex_joni> ?
[00:06:27] <icee> * icee drools over automatic tool changing
[00:07:24] <dmess> M06... spindle stop... orient.. move to pos'n in z
[00:08:19] <alex_joni> dmess: not what I am after right now
[00:08:22] <alex_joni> before that
[00:08:33] <dmess> on plc side... read t code... roll chain to that pocket... pick up tool and wait for in posn from nc
[00:08:36] <alex_joni> Tx -prepare next tool for changing
[00:08:59] <dmess> plc can read the too any time...
[00:09:16] <dmess> preping tool is a plc out command
[00:09:36] <alex_joni> yes, with a feedback
[00:09:41] <alex_joni> that prepped ok
[00:09:58] <alex_joni> but.. the problem I'm having is pushing that feedback back through NML
[00:09:59] <alex_joni> before the M6 comes
[00:10:28] <lerman> The interp has a list of the order of G codes -- but I see nothing about the order of M codes. I believe I did see that in a doc somewhere though.
[00:10:33] <dmess> do you have an encoder on the toolchange chain/rack??? or it might just be proxy counts
[00:10:49] <fenn> prox switches
[00:11:26] <dmess> yes to monitor the pots... set At 0 or 1 and count 1,2,3,4...
[00:11:49] <dmess> im simple... sorry
[00:12:05] <fenn> classic user/developer perspective clash
[00:12:15] <dmess> other toolchangers have servo t/c
[00:12:32] <dmess> not i
[00:12:49] <dmess> engineering hack
[00:13:33] <dmess> plc needs input... what are your plans...
[00:13:52] <anonimasu> hal?
[00:14:01] <fenn> plc stuff works fine, it's figuring out what EMC is supposed to do that is the problem
[00:14:27] <dmess> fine what do you take inputs FROM???
[00:15:10] <alex_joni> * alex_joni takes inputs from above
[00:15:12] <lerman> alex_joni: comments in the interpreter funtion execute_block():
[00:15:14] <lerman> Actions are executed in the following order:
[00:15:16] <lerman> 1. any comment.
[00:15:17] <lerman> 2. a feed mode setting (g93, g94)
[00:15:19] <lerman> 3. a feed rate (f) setting if in units_per_minute feed mode.
[00:15:20] <lerman> 4. a spindle speed (s) setting.
[00:15:22] <lerman> 5. a tool selection (t).
[00:15:23] <lerman> 6. "m" commands as described in convert_m (includes tool change).
[00:15:25] <lerman> 7. any g_codes (except g93, g94) as described in convert_g.
[00:15:26] <lerman> 8. stopping commands (m0, m1, m2, m30, or m60).
[00:15:28] <lerman>
[00:15:44] <alex_joni> ok.. so 6 should wait on 5 ?
[00:15:57] <anonimasu> yes..
[00:16:04] <dmess> has too
[00:16:13] <anonimasu> alex_joni: machining without the expected tool gets funny ;)
[00:16:23] <alex_joni> probably.. yes
[00:16:38] <dmess> you gotta link the to in a fer places to make a REAL machine
[00:17:09] <anonimasu> alex_joni: I would let the plc work and when it gets to the tool change time, check with it if the tool is right or break the program/allow the operator to manually put a tool in
[00:18:08] <anonimasu> alex_joni: how does that sound?
[00:18:58] <dmess> rigid tapping needs it too..
[00:19:08] <anonimasu> what?=
[00:19:43] <alex_joni> anonimasu: if you figure out how to do that with existing NML.. go right ahead
[00:20:12] <anonimasu> alex_joni: you dont need to ack the both at the same time, just the m(tool change)
[00:20:29] <alex_joni> it won't go to the M, if not ack'ed the Tx
[00:20:33] <alex_joni> I just figured that out
[00:20:42] <alex_joni> but it's a bit more complicated
[00:20:44] <anonimasu> yes but why not ack it right away and check if the tool's there?
[00:20:52] <anonimasu> in the actual changing routine..
[00:20:59] <alex_joni> these are synchronous packets
[00:21:07] <alex_joni> you get a command, you ack with status
[00:21:16] <alex_joni> I modified that (to push estop)
[00:21:38] <alex_joni> because you can't wait for the next command to check if estop has been pushed, right?
[00:21:45] <anonimasu> true
[00:21:55] <alex_joni> so that part probably is screwing the numbering
[00:22:09] <alex_joni> btw.. every message received needs acking with the same number :/
[00:22:23] <alex_joni> so it easily gets awky
[00:23:20] <fenn> does TxM06 send one or two NML messages?
[00:24:24] <alex_joni> 2
[00:24:37] <alex_joni> but only if the Tx ack'ed ok
[00:24:58] <alex_joni> not sure if that's if or when
[00:25:08] <anonimasu> alex_joni: I find that a bit strange
[00:25:31] <dmess> so if i estop you beter have a GOOD recovery procedure
[00:25:36] <alex_joni> let me think some more
[00:26:05] <anonimasu> alex_joni: when you do a tX that causes the machine to be suspended until you receive the ack right?
[00:26:19] <alex_joni> nope
[00:26:25] <alex_joni> motion should still work
[00:26:41] <alex_joni> or anything with higher priority then Tx
[00:26:50] <alex_joni> not related to IO
[00:26:56] <alex_joni> io should basicly be blocked
[00:27:02] <dmess> but this IS io
[00:27:06] <alex_joni> but if you push Estop.. it should work :D
[00:27:30] <anonimasu> *needs to read up on nml soon*
[00:27:48] <dmess> i need a CLUE
[00:29:09] <dmess> holloweens comming remember all... children in the dark cause accidents... and accidents in the dark cause children
[00:30:00] <dmess> brb
[00:34:54] <anonimasu> I need to sleep
[00:34:55] <anonimasu> night all
[00:35:22] <les_w> night
[00:35:58] <Jacky^> anonimasu: night
[00:36:02] <alex_joni> ditto.. but I'll stay a bit longer
[00:42:21] <icee> feh.
[00:42:27] <icee> My sample order of dspics won't be here until monday
[00:43:40] <les_w> I'm ordering a lot of stuff lately. UPS truck comes often. Upgrading the machine shop and electronics lab.
[00:44:03] <les_w> electronics lab will get a new building soon!
[00:45:21] <fenn> this has been bugging me for a while: download a fresh emc2 cvs, open 3dchips.ngc, and run it. you get a following error when z reverses.. if i change default_acceleration to 15, then it works
[00:45:44] <les_w> to 15 from what?
[00:45:46] <icee> fenn: neat. sounds like you're seeing similar problems to what i have
[00:46:00] <fenn> ok i'm gonna go ahead and commit my changes then
[00:46:05] <fenn> since i think i understand it :)
[00:46:18] <icee> fenn: you have a fix for it?
[00:48:48] <les_w> I run following error settings really tight. It is my primary crash protection really
[00:50:01] <les_w> Too bad my expensive new spindle cannot be used fully with contouring work due to the tp.
[00:50:03] <CIA-6> 03fenn * 10emc2/configs/emc.ini: default accel cannot be the same as max accel or following errors will result, since the planner has no headroom to correct for timeslice aliasing errors (gee that sounded good huh)
[00:50:30] <les_w> I have some time though, because current production uses relatively long arcs and lines
[00:50:36] <les_w> so I can go fast.
[00:51:11] <les_w> fenn: huh?
[00:51:39] <fenn> if default accel is 20, and max accel is 20
[00:51:40] <les_w> I thought default just did nothing
[00:51:51] <les_w> I have them set the same
[00:51:52] <fenn> well apparently it does do something cause it don't have any following errors now
[00:51:59] <les_w> you found a problem?
[00:52:08] <fenn> yeah
[00:52:32] <les_w> I will have to check this out
[00:54:27] <alex_joni> * alex_joni takes out the RCS Handbook
[00:55:24] <Jacky^> question about geckodrive
[00:56:10] <Jacky^> has the G320 the same pcb circuit as G340 but without steps multiplier ?
[00:56:59] <fenn> les_w: it also has following errors when you are jogging an axis and click twice in a row real fast
[00:57:12] <les_w> hmm
[00:57:20] <les_w> I have not seen this.
[00:57:29] <les_w> may be a new "feature"
[00:58:19] <dmess> you have lead/lag...
[00:58:31] <fenn> like setup and hold times?
[00:59:19] <dmess> no real lead lag from a scale pos'n??
[00:59:59] <alex_joni> Jacky^: yes
[01:00:02] <dmess> this come back to actual and command pos'n i was on about the other nite
[01:00:10] <alex_joni> and you can buy the stepmultiplier later if you want
[01:00:24] <Jacky^> alex_joni: thanks
[01:00:46] <fenn> dmess: i'm just running emc's default config for steppers w/no machine hooked up
[01:01:13] <dmess> so it should all be perfect ZERO
[01:01:49] <dmess> having default and max set to the same is foolish
[01:02:09] <les_w> acel?
[01:02:13] <icee> fenn: yah, i've seen the exact same problems with acceleration levels set low
[01:02:18] <dmess> or smart.. if you know you can always do it..
[01:02:23] <les_w> accel
[01:02:25] <icee> fenn: what do you have your individual axis accelerations set to, and default and max acceleration?
[01:02:35] <les_w> fred had a note somewhere about that
[01:02:52] <icee> max acceleration has to be much greater than default acceleration for things to work properly.. and even that doesn't guarantee it
[01:03:10] <fenn> icee: all at 20, change default_accel to 15 to make it work right
[01:03:26] <dmess> i figure max shiuld be tied to mass of motion...
[01:03:55] <icee> fenn: yah.. you need headroom over the default accel in case the machine falls behind in velocity
[01:04:01] <icee> which the stepper stuff seems to do slightly
[01:04:11] <les_w> was originally intended for machine vs joint space I think
[01:04:27] <dmess> need to have some accell availabe to catch up
[01:04:30] <fenn> uh, what's the diff between machine and joint space?
[01:04:30] <dmess> in time
[01:04:48] <fenn> machine = commanded position?
[01:04:54] <dmess> none... rotary axis
[01:04:54] <les_w> for cartesian, not much fenn
[01:05:11] <fenn> how does that have anything to do with default and max accel?
[01:05:18] <les_w> but for hexapods or puma or something...big difference
[01:05:24] <dmess> for R's in an arm do the kinematics
[01:05:51] <dmess> all need to catch up sooner or later...
[01:06:08] <les_w> fenn, for cartesian it has little to do with anything. It's just an artifact I think
[01:06:43] <fenn> * fenn is a little slow today
[01:06:45] <dmess> rule of thumb max at 1.5 x default on 3 axis cnc boxes i got params for
[01:07:39] <fenn> les_w: how do you plot accel with gplot?
[01:07:59] <les_w> let's see .... worst case wouldn't max end effector accel be root 3 axis accel?
[01:08:12] <les_w> diagonal move
[01:08:58] <fenn> for a cartesian system of course
[01:09:10] <les_w> yeah...cartesian
[01:09:15] <dmess> works for me
[01:12:23] <les_w> and providing axis accels are equal
[01:12:32] <les_w> I keep them the same
[01:12:57] <les_w> even though my z can accel several times faster than x
[01:13:20] <dmess> les ... your drives matched??
[01:13:22] <les_w> keeps circles circles...although not the same size...
[01:13:39] <les_w> matched?
[01:13:54] <les_w> the big machine uses 3 copley amps
[01:14:00] <les_w> the x works hardedst
[01:14:07] <dmess> the motor drivers the same
[01:14:07] <les_w> hardest
[01:14:23] <les_w> yes the amps are the same
[01:14:32] <les_w> 90v, 20 amp peak
[01:14:35] <les_w> 12 cont
[01:15:12] <dmess> why it works for you...
[01:15:39] <les_w> if I was doing a lot of raster 3d work, I might set z axis accel high...it can do several g easily
[01:15:56] <dmess> you usually have 1 drive slowing it down
[01:16:02] <les_w> right
[01:16:09] <les_w> x is limiting by far
[01:16:49] <fenn> what was wrong with your sign contouring?
[01:16:57] <fenn> btw was that raster or waterline
[01:17:13] <les_w> raster
[01:17:18] <dmess> but you could up the drive side...( in 10% shots) and find the line
[01:17:25] <les_w> waterline is a little easier on z accel
[01:18:13] <dmess> wcut loc z and ro;; on monitor 2 axes
[01:18:24] <dmess> roll
[01:18:27] <les_w> oh the sign contouring....I think it is showing a blend algo breakdown when no cruise phase exists
[01:18:34] <les_w> this is still a problem
[01:18:40] <les_w> a big problem
[01:19:15] <les_w> basically, emc cannot do high speed contouring machining with close together points
[01:19:23] <dmess> how many pts to establish cruise phase??
[01:19:27] <les_w> close together= like 1mm
[01:19:46] <dmess> really...
[01:19:58] <dmess> so NO GOTO....
[01:20:12] <les_w> it's a problem
[01:20:17] <les_w> a big problem
[01:20:49] <fenn> les how do you get emc to spit out accel logs?
[01:20:59] <fenn> i just get empty log files
[01:21:01] <dmess> is it CPU ... or motion controller
[01:21:18] <les_w> haha I get empty files too!!!
[01:21:25] <fenn> hell and damnation
[01:21:31] <les_w> yeah.
[01:21:37] <dmess> were comin in
[01:21:58] <dmess> to hell and damnation
[01:22:25] <les_w> already there if you try to do contouring at even 200 ipm
[01:22:51] <les_w> beats up the machine too
[01:23:09] <dmess> would more drive power do it??
[01:23:26] <les_w> think not.
[01:23:47] <les_w> I have 5.4 kva peak.
[01:23:55] <dmess> cant do the #'s fast enuf??
[01:24:19] <les_w> it is a breakdown of the blending that occurs at the no cruise threshold
[01:24:22] <les_w> I think
[01:25:13] <dmess> did you see the SHAPE manual i handed out...
[01:25:29] <les_w> well in general...and it's a separate problem I think...servo update and therefore block rate is slow by today's standards
[01:25:43] <les_w> dmess: no. shape?
[01:26:01] <dmess> toshiba's hsm
[01:26:08] <les_w> ohhh
[01:26:54] <dmess> we SHOULD be at buss speed for 3's right??
[01:26:56] <fenn> i wonder if i will be awake enough after dinner to write a bug report
[01:27:01] <les_w> well my machine is built to be pretty doggone fast. emc makes it go slower.
[01:27:35] <les_w> Also I ran a design for jacky today....10 meters/min, 0.5 g
[01:27:37] <les_w> but
[01:27:43] <les_w> emc cannot do that...
[01:28:02] <les_w> not with contouring close points
[01:28:05] <dmess> ever trid TURBOCNC or any of the others on it for SHITS AND GIGGLES ??
[01:28:18] <fenn> turbocnc doesnt do servos
[01:28:38] <dmess> true
[01:29:04] <les_w> have tried some others. Looking closely at galil accelera or whatever it'scalled
[01:29:15] <dmess> try 5 at 1 g
[01:29:30] <les_w> seemingly, no cnc control software for it yet.
[01:29:43] <dmess> fagor is cheap and works
[01:29:44] <les_w> but
[01:30:20] <les_w> emc rs274 interpreter-> galil accelera....hmmm
[01:30:42] <les_w> 24 microsecond servo update
[01:30:47] <fenn> do you get your money back if you aren't satisfied? :)
[01:30:57] <les_w> haha
[01:31:08] <les_w> I doubt it
[01:31:27] <dmess> will emc handle it?? 24ms?? i doubt it
[01:31:47] <les_w> emc maxes out at about 400
[01:31:54] <Jymmm> 400 what?
[01:32:02] <les_w> but just use the interpreter...and no problem
[01:32:09] <dmess> nanos??
[01:32:12] <les_w> 400 microsecond servo update
[01:32:17] <Jymmm> ah
[01:32:36] <dmess> ok
[01:32:38] <Jymmm> emc I can get 90IPM, TCNC 180IPM (steppers)
[01:32:48] <les_w> 17 time slower.
[01:33:16] <les_w> but
[01:33:18] <icee> 100 microseconds or bust
[01:33:27] <icee> it's definitely attainable
[01:33:50] <les_w> 400 microsecond is fine for something like a bridgeport...no problem at all
[01:34:03] <icee> may require a dual processor or dual core machine to do it
[01:34:07] <les_w> not good for HSM though
[01:34:17] <dmess> build and ship 6 PROTOTYPE DRIVES....
[01:34:37] <les_w> icee...Paul seemed to think it could be faster...a lot
[01:35:06] <dmess> do we have a strong enuf core to run 1 machine from 2 boxes???
[01:35:11] <les_w> until one runs into a brick wall using general purpose processors for dsp work
[01:35:35] <icee> general purpose processors are fine at this kind of 'dsp work'
[01:35:49] <les_w> if you say so
[01:36:00] <icee> * icee is pretty sure so.
[01:36:03] <les_w> especially if you can get 100 microseconds
[01:36:09] <icee> General purpose operating systems may not be.
[01:36:17] <les_w> right
[01:36:36] <icee> I don't see any real advantage you'd get using something like tms320c6415t -- ti's top of the line DSP
[01:36:43] <dmess> let plc and hal deal with a network to io..
[01:36:45] <icee> over a high end pentium M
[01:37:00] <les_w> I have a motion board here that uses it
[01:37:05] <les_w> it's fast...
[01:37:16] <les_w> but it's not a machine control
[01:37:22] <Jymmm> Jymmm is now known as Jymmmm
[01:37:28] <les_w> does use a subset of emc
[01:37:35] <Jymmmm> Jymmmm is now known as Jymm
[01:37:57] <les_w> m trim.
[01:37:59] <icee> emc would run so much better under qnx instead of linux
[01:38:08] <les_w> oh?
[01:38:22] <icee> rtai/adeos is a joke, based on what i've seen of it.
[01:38:26] <alex_joni> and icee would live so much better under a bridge instead of a roof
[01:38:36] <icee> alex: are you saying I'm trolling? ;)
[01:38:38] <les_w> haha
[01:38:46] <dmess> me to
[01:38:51] <alex_joni> nope
[01:38:52] <alex_joni> :)
[01:39:00] <les_w> trolling for better performance is ok.
[01:39:10] <icee> a qnx context switch is about 2500-3000 cycles on x86.
[01:39:20] <alex_joni> * alex_joni shuts his eyes
[01:39:26] <alex_joni> don't want to see this :)
[01:39:43] <dmess> i have NO PROBLEM with dual cpu boxes.... what WIL it solve??
[01:39:50] <icee> and pretty much everything is done in user space, very few lock interdependencies, etc, so SMP works well
[01:40:13] <les_w> you know, I think that new galil uses 320c64 something
[01:40:16] <icee> dm: Well, in principle, on a dual cpu box, you could just dedicate one processor to the realtime loop, and never context switch.. just busy wait
[01:40:56] <dmess> we thru out 2 skids of HP- o2 boxes last week
[01:41:24] <dmess> ooh yeah baby...
[01:41:28] <les_w> what? they are great bricks for building shelters
[01:41:36] <les_w> haha
[01:41:52] <les_w> artificial reefs too
[01:42:01] <dmess> no the small short ones
[01:42:18] <les_w> oh.
[01:42:19] <dmess> takes too many... i know
[01:42:41] <les_w> only good for shelter for small short people I guess.
[01:43:07] <icee> anyways, 2500 cycles is 1.7 microseconds at 1.5GHz; so if you have a task you need to run 10,000 times a second, you still have 99.6% of the CPU left over
[01:43:25] <icee> after context switches, to share between that task and whatever else needs to run
[01:43:29] <dmess> short ppl ... thats a song ist it
[01:43:30] <icee> assuming single CPU.
[01:43:56] <les_w> well...I am gonna go to town and pick up some refressing beverages....
[01:43:57] <icee> er, 96%.
[01:44:02] <les_w> but icee...sounds good
[01:44:27] <icee> the only downside is qnx is commercial
[01:44:36] <dmess> do so les.... so whhere's the bottle neck??
[01:44:36] <icee> though i think for personal use you can get it free.
[01:44:37] <les_w> right
[01:44:56] <icee> les: have fun ;)
[01:45:03] <les_w> need a dr. qnx or something
[01:45:19] <icee> well, i did play a lot with neutino 6.1
[01:45:37] <dmess> hack and smack
[01:46:22] <les_w> although I know little about such things, a free, fast RTOS sounds good...
[01:47:52] <alex_joni> les_w: if you go down that road you'll end up on proprietary HW
[01:47:56] <alex_joni> which isn't bad..
[01:48:01] <alex_joni> just not where emc started
[01:48:11] <icee> qnx runs fine on x86 desktop hardware
[01:48:24] <icee> sure, you can build a BSP and go to several families of embedded hardware, too
[01:48:26] <dmess> right
[01:49:09] <icee> and all the realtime stuff can run in userspace, and not be stuck in kernel space
[01:49:40] <dmess> but would it migrate that easily??
[01:49:49] <icee> dmess: no. I'm afraid of emc, to be honest.
[01:50:25] <icee> it would suck to port.
[01:50:50] <dmess> so how hard to migrate qnx int linux
[01:51:06] <icee> dmess: the problem is that there'd have to be a lot of rewriting on the hardware drivers
[01:51:15] <icee> or, at the very least, putting in compatability shims
[01:51:39] <icee> qnx expects you to run as a user space process, and ask nicely to get privileges to touch the hardware
[01:51:41] <dmess> shims... LOL... fixup..
[01:51:54] <icee> well, it is possible to abstract out the operating system interface
[01:52:22] <icee> so the same driver will run on multiple operating systems, etc.
[01:52:28] <icee> it's just difficult to go back and do that
[01:52:42] <dmess> i understand..
[02:13:35] <Jacky^> g night
[02:13:49] <Jacky^> Jacky^ is now known as Jacky^afk
[02:21:50] <les_w> ho hum
[02:24:35] <les_w> so...I have this motion card in my hand. It has a TI TMS320c6711 dsp on it. It's insanely fast, and cheap.
[02:24:54] <K`zan> 320 ain't shabby...
[02:24:57] <les_w> seems that the dsp could run a whole roomfull of cnc machines
[02:26:33] <les_w> has 4 lmd18200 servo amps on it too. With a little fan.
[02:26:49] <K`zan> Tooo coooooolll :-)
[02:27:28] <les_w> let me show you a link
[02:29:53] <les_w> http://www.dynomotion.com/
[02:31:32] <K`zan> Whew *furry* and at those prices, should be :-)
[02:33:33] <les_w> seems like a lot oh hardware for 899
[02:33:41] <K`zan> Yep it is
[02:33:48] <les_w> uses emc interpreter by the way
[02:34:40] <les_w> I have been talking to the guy. Trying to get him to turn it into a full blown cnc control. I think it would be a big hit.
[02:35:21] <les_w> he has agreed to make a version with bigger servo amps
[02:35:37] <les_w> and expand the g code usage
[02:36:09] <K`zan> Hehe, I'd be glad to test a few out :).
[02:36:48] <les_w> well , I am. I got it free.
[02:37:26] <K`zan> Some folks have all the luck :) while I build axis up from all thread and "L" brackets :)
[02:37:34] <les_w> but...I have considered marketing a line of low cost high performance cnc machines.
[02:38:00] <K`zan> Very nice if you can !
[02:38:38] <les_w> So, I am trying to convince this guy that he would make a ton of money if he made the control
[02:39:11] <les_w> next closest thing to that performance is thousands with software
[02:39:39] <les_w> so...it's just a software thing
[02:40:03] <les_w> hear that...icee?
[02:40:12] <icee> ;)
[02:40:17] <icee> les: what kind of unit volumes do you anticipate?
[02:41:01] <les_w> the whole thing depends on a low cost control. If the mix is right, hundreds an at least
[02:41:11] <icee> what's 'low cost'?
[02:41:15] <les_w> was hoping for an wmc control
[02:41:17] <les_w> but...
[02:41:29] <les_w> emc
[02:41:58] <icee> well, for that low of unit volumes, there's a definite plus from trying to massage emc into doing the right thing
[02:42:23] <les_w> but ...let me ask this...does insane overkill processing power let one lower software dev costs by writing relatively dumb code?
[02:42:29] <icee> yes.
[02:42:40] <les_w> ok.
[02:42:43] <icee> definitely. and so when you're amortizing things over a small number of units
[02:42:46] <icee> you throw a ton more hardware at it.
[02:43:03] <les_w> well he is already using the emc rs274 interpreter.
[02:43:13] <les_w> has a crude but functional TP
[02:43:51] <les_w> I would like to say thousands...but will be conservative and say hundreds
[02:44:07] <icee> what kind of unit cost would you need a controller to be at? that kinda sets the parameters for everything else
[02:44:18] <icee> I don't have a good feel for this market
[02:44:25] <les_w> exactly
[02:45:09] <les_w> well, quan 100 might be $2000 or so for something HSM capable right now
[02:45:27] <les_w> this thing could be $600 WITH servo amps
[02:45:32] <les_w> and software
[02:45:53] <icee> hmmm. tough budget to meet.
[02:45:56] <les_w> leaving me some room to do good mechanicals
[02:46:38] <les_w> well the card is there...the software is only part way.
[02:47:01] <icee> what's bom of the card, with amps?
[02:47:25] <les_w> did you see the link?
[02:47:31] <icee> no i didn't, one second
[02:48:13] <icee> hm.. i wonder how he's making any money
[02:48:19] <icee> those DSPs alone are $60-70 at 1ku
[02:48:30] <icee> unless things have drastically changed in the past few months
[02:48:43] <les_w> he isn't. He has a day job. This is a bedroom/garage operation
[02:49:29] <CIA-6> 03alex_joni * 10emc2/src/emc/iotask/ioControl.cc: fixed that problem, now toolchanging should be ok. (there was a bit o a hassle to figure out how to enter RCS_EXEC, when and how to exit back to RCS_DONE).
[02:49:36] <icee> if you really want to do this cheap, les, we ought to just cure the EMC performance woes
[02:49:55] <les_w> Seems him telling me $600 quan 100 is unrealistic on his part?
[02:49:56] <alex_joni> dang that was a bit of a ruff job
[02:50:31] <les_w> al for fixing emc...but gosh it has been many years now
[02:50:34] <icee> Then I could put my simple dspic servo implementation on a PCI card
[02:50:59] <icee> or PC/104, or whatever you want to use
[02:51:02] <alex_joni> les_w: what has been so many years?
[02:51:17] <les_w> emc stuff
[02:51:41] <alex_joni> it will get better
[02:51:43] <les_w> the TP has been worked on since 1999
[02:51:54] <alex_joni> no one worked on it, to be honest..
[02:52:04] <alex_joni> at least not with commited code
[02:52:15] <les_w> I had the author of emc and segmentqueue here working on it!
[02:52:18] <icee> and then you have an umbilical that you use to hook up to the appropriately sized amplifier board.
[02:53:01] <les_w> servo amps can be cheap...Mariss has proven that
[02:53:13] <icee> les: if you're serious, I can figure out how to get you 10kHz out of EMC.
[02:54:18] <icee> and making a PCI card at qty 100 with the architecture we're talking about is pretty easy/cheap too.
[02:54:27] <les_w> I need it. anyone doing HSM needs it. Folks running sherlines or even bridgeports do not. (95% of the user base?)
[02:54:47] <icee> les: yah, I don't need it. I will try to get it, just out of vanity
[02:54:53] <Jymm> * Jymm just finished dinner.... yum
[02:54:54] <les_w> haha
[02:55:12] <icee> but hey, I'd definitely be interested in working with you.
[02:55:17] <Jymm> chicken n dumplings!
[02:55:31] <icee> It'd be a real learning opportunity for me, and I think my side of it would be pretty easy for me to be honest.
[02:55:33] <alex_joni> can't say what paul has or hasn't done in that direction
[02:55:33] <alex_joni> I know abou SQ
[02:55:33] <alex_joni> about
[02:55:37] <alex_joni> anyways.. slowly emc2 is getting better
[02:55:43] <alex_joni> I really think so.. you might want to try it out some day :D
[02:55:49] <alex_joni> anyways.. enough for today
[02:55:51] <alex_joni> catch you later
[02:55:53] <alex_joni> * alex_joni has got to catch some beauty sleep
[02:55:55] <les_w> sounds cool. The low cost high performance cnc project has basically stalled due to emc issues.
[02:55:56] <icee> cya a_j
[02:55:59] <alex_joni> about 3h ;) should be enough.. I hope
[02:56:03] <Jymm> alex_joni PLEASE take 48 hours worth
[02:56:33] <icee> les: do you have anything written up on what you're contemplating?
[02:56:40] <Jymm> alex_joni you need ***ALL** the BEAUTY rest you can get
[02:57:10] <les_w> say...$1k for a control. Give me $4k more and I can make a pretty decent small machine
[02:57:16] <les_w> sell for under 10
[02:57:54] <les_w> the magic number.
[02:58:00] <icee> well, let me finish the servo implementation and prove myself
[02:58:25] <les_w> heh...ok.
[02:58:35] <fenn> * fenn cracks the whip
[02:58:37] <icee> repackaging it, etc, would be pretty easy.
[02:59:14] <icee> I'm not really interested in tooling up to become an electronics manufacturer, but I could certainly line up manufacturing and assembly and then revenue share.
[02:59:32] <les_w> I mostly design machines. I think I could make a blazing fast small (1x1 meter) cnc.
[02:59:43] <les_w> With a fast control.
[02:59:55] <fenn> what's the intended market? tool'ndie?
[03:00:01] <Jymm> les_w and repeatability tolerance being .001 miles
[03:00:09] <les_w> signmakers
[03:00:15] <Jymm> where?!
[03:00:17] <les_w> compete with roland
[03:00:28] <les_w> also some proto makers
[03:00:32] <Jymm> fuck roland.... mostly for model jewlery makers
[03:00:42] <les_w> out of hobby price range I think
[03:00:46] <Jymm> 1" Z travel
[03:01:13] <les_w> I really feel I could blow roland away...and they sell a LOT of machines
[03:01:26] <fenn> is roland partnered with sherline or something?
[03:01:39] <les_w> not that I know of
[03:01:57] <fenn> what does he sell?
[03:02:14] <les_w> just a sec
[03:02:15] <fenn> wonder how i missed that while staying at his place for a week
[03:02:15] <Jymm> les_w Roland the company, or something/one else?
[03:02:49] <Jymm> les_w This is $1999 --->
http://www.cadcamcadcam.com/
[03:02:58] <les_w> http://www.rolanddga.com/products/3D/modelers/default.asp
[03:03:27] <Jymm> les_w Yeah, that's the roland I thought.... screw em
[03:04:03] <Jymm> $24K for this?! sheeeeeeeeeeeet....
http://www.rolanddga.com/products/3D/modelers/MDX-650/
[03:04:12] <les_w> look at those prices!!!
[03:04:38] <les_w> look at the poopy engineering of the machines
[03:04:42] <Jymm> optioanl tool changer
[03:04:49] <les_w> heh
[03:04:58] <miniMess> SHHHIIITE
[03:05:01] <Jymm> for $24k it better not be optional
[03:05:02] <les_w> but they SELL
[03:05:17] <icee> les: so what's your plan to get exposure and to reach the market?
[03:05:22] <miniMess> for them $$$'s im going for a toshiba
[03:05:33] <fenn> it looks neato, and they have a pretty website
[03:05:42] <icee> even if you've got good hardware, and a good price, it's difficult to move product
[03:05:43] <fenn> if i were spending someone else's money, i'd buy one
[03:05:58] <miniMess> if no one's buyin'
[03:06:02] <Jymm> les_w This is $1999 --->
http://www.cadcamcadcam.com/
[03:06:07] <les_w> well, I am involved with a fairly well known cnc router company.
[03:06:34] <Jymm> les_w : Since when did Penthouse magazine become a cnc company?
[03:06:34] <les_w> and Chinese attempting to market ok made but very badly engineered machines
[03:06:43] <miniMess> still the 200 ipm cieling
[03:07:29] <miniMess> there are some.. few.. very well made chinese machine..
[03:07:39] <Jymm> miniMess name one
[03:07:40] <les_w> right I have been checking the little $200 machine.
[03:07:46] <les_w> so what can it do?
[03:07:55] <les_w> $2000 sorry
[03:08:12] <Jymm> les_w no clue, just saw it mentioned on CCED
[03:08:13] <miniMess> dah lih box style #50 macine i'll rock against the best with
[03:08:27] <Jymm> miniMess url?
[03:09:24] <miniMess> http://www.ipnews.com/archives/metalcutting/jan03/maxtec_dah_lih.htm try this
[03:09:48] <les_w> how about 15 meters/minute and 1g as a design goal?
[03:10:05] <miniMess> ive ran 4 different models....
[03:10:19] <les_w> looking
[03:10:35] <miniMess> not with cat 50 and 48" x 30" table
[03:11:07] <fenn> les_w: how about neato plastic shrouds as a design goal? :P
[03:11:14] <Jymm> El Monte... I know where that is
[03:11:17] <miniMess> they were old school... well designed... machines
[03:11:35] <les_w> fenn: haha
[03:11:48] <les_w> is dah li Korean?
[03:11:56] <les_w> dah lih
[03:12:26] <miniMess> i stuck a lead screw after about 96 hrs of constant up and down rapids..
[03:12:48] <miniMess> ROC if iremember... tiawan mabe
[03:13:05] <les_w> I did that on a tiawan cnc once.
[03:13:38] <Jymm> ROC == Republic Of China
[03:13:48] <miniMess> with .150" @ 30ipm at the bottom for the part...
[03:14:06] <miniMess> yes roc
[03:14:55] <miniMess> japanese leadscrew though
[03:43:11] <les_w> zzzz huh?
[03:43:27] <Jymm> lol
[03:43:48] <les_w> was talking to icee
[03:43:58] <Jymm> ah
[03:45:33] <les_w> blah...about the end of the day...looking at my whiteboard schedule....2 out of 5 things got done.
[03:45:45] <les_w> I put too many tasks there!
[03:46:20] <les_w> sign painted and report completed
[03:46:50] <les_w> oh and an improptu sessionat the surface grinder
[03:47:05] <les_w> I just felt like grinding something I guess
[04:07:17] <Jymm> I like doing that with my angle grinder.... sparks go EVERYWHERE!
[04:09:01] <Jymm> les_w try to go for distance on the sparks =)
[04:14:39] <les_w> aw was grinding cast iron...few sparks
[04:15:10] <les_w> on the boyar 612 surface grinder
[04:15:30] <les_w> but I have a milwaukee anglle grinder
[04:15:41] <les_w> it makes sparks!
[04:15:49] <les_w> catches clothes on fire.
[04:31:23] <Jymm> lol... especially if open can of fuel is around =)
[04:34:17] <Jymm> Interesting... a "Home defibulator"
http://www.tvdepot.com/heartstart/buy_now.jsp
[04:43:17] <CIA-6> 03jmkasunich * 10emc2/src/hal/components/blocks.c: added 'match8' HAL component, compares two sets of 8 bits and indicates when they match
[05:03:34] <Jymm> Jymm is now known as Jymmmm
[05:09:55] <Jymmmm> Jymmmm is now known as Jymmm
[06:13:57] <CIA-6> 03paul_c * 10emc2-auto/wiki/ (11 files in 8 dirs): "Auto update wiki from a cron job. Thu Oct 27 05:30:01 BST 2005 "
[07:05:17] <zwisk> greetings...
[07:12:00] <zwisk> howdy.
[08:04:52] <anonimasu> icee: get a usc
[08:04:58] <anonimasu> icee: or write a pulse generator
[08:17:23] <Jymm> anonimasu: Hey let me go to that out of my dumpster diving jems from behind the chinese fast food place!
[08:23:03] <anonimasu> ?
[08:23:19] <anonimasu> just build a pulsegen
[08:24:07] <Jymm> anonimasu you make is sound SOOOOOOOOO easy; buy yet to see massive amounts of them out there.
[08:24:07] <anonimasu> :d
[08:24:07] <anonimasu> *goes to work*
[08:24:18] <Jymm> s/buy/but/
[08:24:41] <anonimasu> Jymm: I was referring to how ice would get 10khz out of emc
[08:25:07] <Jymm> 10?! you mean 100 dont you?
[08:25:34] <Jymm> or 10 per axis you mean
[08:26:56] <anonimasu> ah no I lost the log
[08:27:15] <anonimasu> 14:06 < icee> les: if you're serious, I can figure out how to get you 10kHz out of EMC.
[08:27:37] <anonimasu> ah well
[08:27:39] <anonimasu> work work work..
[08:27:40] <anonimasu> laters
[08:27:45] <Jymm> Well, I thought you already could get 10
[08:27:51] <Jymm> ok see ya in the morning
[08:28:58] <zwisk> anybody know the debian source locations for emc these days?
[08:30:07] <Jymm> cvs maybe?
[08:30:38] <zwisk> someplace is a url that paul_c maintain(ed/s) that does all the magic to let apt-get install emc and stuff... but alas, all I'm finding is old dead links ...
[08:32:48] <LawrenceG> hi guys... the 10khz icee was talking about was servo update rate... not related to steppers at all
[08:33:35] <zwisk> heh.... funny... I found the answer in the archives, from the last time I asked it :)
https://mail.rtai.org/pipermail/rtai/2005-January/009848.html
[08:33:57] <LawrenceG> goodnite... heading for bed
[08:34:52] <Jymm> ditto.. G'night LawrenceG
[08:40:09] <icee> yah, lg is right-- servo update rate
[13:05:19] <Jacky^afk> Jacky^afk is now known as Jacky^
[14:30:16] <Jacky^> morning all
[14:31:20] <Jacky^> anyone know if this PS can be used with Gekodrive? :
http://digilander.libero.it/jackydgl0/supply.jpeg
[14:32:10] <Jacky^> transformer is toroidal 500 VA
[14:33:02] <Jacky^> out is 50 + 50 + 10 V, ac
[14:33:28] <alex_joni> that means you got 500VA overall
[14:33:29] <Jacky^> its from an HIFI mosfet power amplifier
[14:33:44] <alex_joni> so if you use one of the 50V outputs, you'd have only 200VA
[14:33:51] <Jacky^> alex_joni: i think abou 6 ampere DC
[14:33:51] <alex_joni> at 50V that's 4A
[14:33:58] <alex_joni> what kind of motors do you have?
[14:34:06] <alex_joni> voltage, current?
[14:34:15] <Jacky^> i'm looking for the motors,
[14:34:25] <Jacky^> i just know the nM
[14:34:38] <alex_joni> that won't help
[14:34:42] <Jacky^> X3.5 nM, Y 1, Z 0,5
[14:34:45] <alex_joni> you need voltage / current
[14:34:54] <alex_joni> they can be 20V or up to 100V
[14:34:54] <Jacky^> i can choose it
[14:35:06] <Jacky^> but the supply in the pic is usable ?
[14:35:17] <alex_joni> you'll need about 50V or so, to use the 70V in the supply (in the pic)
[14:35:38] <alex_joni> but I recomend to use only half of the transformer
[14:35:38] <Jacky^> yeah
[14:35:44] <alex_joni> as in the 0-70V supply
[14:35:47] <alex_joni> not the others
[14:35:52] <alex_joni> might be a bit much voltage
[14:35:59] <alex_joni> gecko's can handle up to 90 iirc
[14:36:00] <Jacky^> only one for all axis ?
[14:36:04] <alex_joni> but that's extreme
[14:36:07] <Jacky^> its enough ?
[14:36:15] <alex_joni> well.. you should have only one for all axes
[14:36:26] <alex_joni> but building a powersupply of your own should be fairly easy
[14:36:29] <alex_joni> and a lot cheaper
[14:36:37] <alex_joni> get a toroidal transformer
[14:36:38] <Jacky^> i know..
[14:36:50] <alex_joni> add a bridge
[14:36:59] <alex_joni> and condensator (for rectifying)
[14:37:26] <alex_joni> 10.000 uF / 100V might even be a bit big
[14:37:27] <Jacky^> http://digidownload.libero.it/jackydgl0/supply0002.jpeg
[14:37:33] <alex_joni> I used 1000uF just fine
[14:37:42] <Jacky^> i asked, because already have this ready ..
[14:37:58] <Jacky^> and the transmoer is not so cheaper ..
[14:38:05] <Jacky^> if i remember well
[14:38:10] <alex_joni> transgformer is about 20 EUR here
[14:38:13] <alex_joni> maybe 30
[14:38:20] <Jacky^> i payed about E. 250 for thr transformer only
[14:38:22] <alex_joni> a 300 VA 24V
[14:38:27] <alex_joni> that's too much
[14:38:31] <alex_joni> way too much
[14:38:39] <Jacky^> :(
[14:39:12] <Jacky^> it was a kit
[14:39:31] <Jacky^> 250 W power amplifier on 4 ohm
[14:40:26] <alex_joni> http://www.toroid.com/images/rectifier_circuits2.jpg
[14:40:54] <Jacky^> yeah ..
[14:41:00] <alex_joni> the first one
[14:41:39] <alex_joni> 225 7 110x55 2.20 L30.25
[14:42:03] <alex_joni> 225 VA, 110x55 mm, 2.20 kg, 30.25 UK pounds
[14:42:04] <Jacky^> well, i will get more info about the motors too ..
[14:42:21] <Jacky^> i think ampere it have should be enough
[14:42:34] <alex_joni> down to 9 pounds / piece if you buy 100 pieces :D
[14:42:39] <alex_joni> that's 15 EUR
[14:42:51] <Jacky^> as voltage i'd prefer high voltage around 80 V, but
[14:43:04] <Jacky^> lets see the the motors type ..
[14:43:07] <alex_joni> 80V is dangerous
[14:43:18] <alex_joni> it's close to the 90V where the geckos will blow
[14:43:21] <Jacky^> 24 V seem to me few ..
[14:43:35] <Jacky^> no..
[14:43:38] <alex_joni> so if you have big moving mass, and stop the motor it will generate power back to the power supply
[14:43:40] <Jacky^> i meant 80 V max
[14:43:43] <alex_joni> and the voltage will increase
[14:43:46] <Jacky^> rectified
[14:43:51] <alex_joni> doesn't matter
[14:43:56] <Jacky^> oh .. the peak maybe
[14:44:06] <alex_joni> when the motors are breaking, they are functioning as current generators
[14:44:50] <alex_joni> btw, I was talking about DC motors
[14:44:52] <Jacky^> so, 24 V transformer should be a good choice ?
[14:44:59] <alex_joni> I know you have steppers: higher voltage
[14:45:07] <Jacky^> yeah, DC motors, is what i want use
[14:45:11] <alex_joni> DC?
[14:45:18] <Jacky^> yes
[14:45:24] <alex_joni> then 70V is definately a LOT
[14:45:40] <alex_joni> I have some 42V motors (about 200W)
[14:45:43] <Jacky^> uhm
[14:45:56] <Jacky^> understood
[14:45:59] <alex_joni> and the 24V transformer gets about 35V outs (after the rectified part)
[14:46:17] <alex_joni> generally you need to multiply by 1.5 (30V transformer gets you 45V rectified)
[14:46:19] <Jacky^> i know, im using 24 V transformer right now for the steppers
[14:46:23] <alex_joni> well.. not rectified, filtered
[14:46:25] <Jacky^> 8 ampere
[14:46:59] <Jacky^> alex_joni: good, thanks
[14:47:00] <alex_joni> http://cgi.ebay.com/39-39V-700VA-Toroidal-CNC-Servo-Power-Amp-Transformer_W0QQitemZ7556183427QQcategoryZ4660QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[14:47:05] <alex_joni> 50 USD brand new
[14:47:09] <alex_joni> that's more like it
[14:47:16] <alex_joni> 700VA
[14:47:55] <Jacky^> uhm, yeah, but far away..
[14:48:01] <Jacky^> US
[14:48:20] <Jacky^> a lot of weight to ship
[14:48:36] <alex_joni> you can find some in europe
[14:48:42] <Jacky^> ill try
[14:48:44] <alex_joni> this was just a quick search.. for prices
[14:48:50] <Jacky^> yeah
[14:51:58] <Jacky^> found something ..
[14:52:04] <Jacky^> http://www.robotfactory.it/CncAccessori/Trasformatore.jpg
[14:52:26] <Jacky^> 150VA 220V 20V E.38
[14:52:37] <Jacky^> maybe a bit small ..
[14:54:39] <alex_joni> kinda small
[14:54:40] <Jacky^> id like to use small capacitors too instead of a big 1000 uF
[14:54:48] <alex_joni> 1000 is not that big
[14:54:58] <Jacky^> i know
[14:54:58] <alex_joni> you need 50V or so, if the transformer is 20V
[14:55:09] <alex_joni> and 50V cap. is a lot smaller than 100V cap.
[14:55:21] <alex_joni> I have some 10.000 uF 100V
[14:55:23] <Jacky^> but i read that using small capacitors values instead of a big one
[14:55:27] <alex_joni> fit in my hand
[14:55:29] <Jacky^> its better for fast time
[14:55:36] <Jacky^> more fast
[14:55:54] <Jacky^> not for the space
[14:56:52] <Jacky^> 3 capacitors of 350 uF are more fast then only one of 1000 uF
[14:57:20] <Jacky^> not sure about the advantages in cnc use
[14:57:31] <Jacky^> but i want to try that
[14:58:06] <alex_joni> you don't have any advantage from speed here
[14:58:10] <jepler> 20V is a small voltage to run gecko's stepper products on
[14:58:19] <alex_joni> you need a bigger cap. to keep the voltage constant
[14:58:31] <alex_joni> jepler: 20V transformer AC, gives you 30V filtered
[14:58:34] <alex_joni> should be OK
[14:58:44] <Jacky^> hi jepler , my drivers are G340
[14:58:47] <alex_joni> I've ran a gecko of an 12V transformer
[14:58:58] <alex_joni> Jacky^: you need at least 18V input
[14:59:21] <Jacky^> alex_joni: yeah, ive seen the user manual..
[15:00:15] <alex_joni> trust me .. it won't work on 18V
[15:00:17] <alex_joni> I tried
[15:00:33] <alex_joni> if you get a voltage drop the drive will reset
[15:00:36] <alex_joni> not very nice :D
[15:00:41] <Jacky^> mmhh
[15:00:43] <Jacky^> :)
[15:05:06] <Jacky^> need more info about motors.. voltage and rpm ..
[15:11:56] <alex_joni> * alex_joni goes home
[15:11:57] <alex_joni> later guys
[15:33:48] <Jacky^> newbie question: what the advantage of a RealTime system ?
[15:34:02] <Jacky^> respect to a normal one..
[15:34:25] <jepler> Jacky^: with a "normal" system, how do you ensure that something happens "at the right time"?
[15:34:54] <jepler> Jacky^: you can't, because the kernel doesn't provide any guarantees about when a particular process may run
[15:34:59] <Jacky^> so, is the 'priority' in execute process right ?
[15:35:58] <Jacky^> jepler: excellent explanation, thnaks :)
[15:36:06] <Jacky^> understood
[16:16:08] <les_w> hello
[16:29:12] <les_w> did a few tests. Looked at tp.c and tc.c some more. I can't follow it.
[16:29:41] <les_w> so many intermediate variables
[16:29:47] <les_w> just too many for me
[16:30:51] <anonimasu> les_w: hello
[16:30:54] <anonimasu> err
[16:30:55] <anonimasu> hi
[16:31:02] <Jacky^> hi les_w
[16:31:05] <Jacky^> hey anonimasu
[16:31:15] <Jacky^> going out
[16:31:21] <Jacky^> later
[16:31:27] <Jacky^> Jacky^ is now known as Jacky^afk
[16:38:31] <les_w> you know if you google "discriminate based planner" the only hits reference tp.c and tc.c
[16:38:51] <les_w> I have never heard of a "discriminate based planner"
[16:39:06] <les_w> a discriminate is a stitistical function
[16:39:43] <les_w> should this be "disciminant" instead of "discriminate"?
[16:40:05] <cradek> discriminant
[16:40:08] <les_w> i.e. quadratic formula
[16:40:16] <cradek> yes
[16:40:22] <cradek> I bet, because it makes parabolas
[16:40:30] <les_w> right
[16:40:39] <cradek> (sort of)
[16:40:45] <les_w> and the code looks like a quadratic discriminant
[16:41:39] <anonimasu> YJ
[16:42:02] <les_w> I just can't follow stuuf like " give credit for"
[16:42:12] <les_w> bleh
[16:42:16] <anonimasu> *yawns*
[16:43:17] <les_w> I wonder id a storage scope on the amp current monitor would shed some light
[16:43:36] <les_w> if
[16:44:47] <cradek> wouldn't you see the same thing as with logging?
[16:44:57] <cradek> (what exactly are you trying to fix?)
[16:45:34] <les_w> my logging seems to have problems...either that or me. I get garbage inthe file.
[16:45:42] <cradek> ah
[16:45:44] <les_w> What I am trying to fix:
[16:46:16] <les_w> the motion is much smoother since the tp.c change but....
[16:46:45] <les_w> as I run real files at higher speeds I still get nasty accel spikes
[16:46:47] <les_w> and
[16:46:59] <les_w> improper velocity adapting
[16:48:04] <les_w> so I have a $2200 new electrospindle that I cannot run at proper feed with contouring programs
[16:48:16] <les_w> with long arcs and lines no problem
[16:48:36] <cradek> hmm
[16:49:06] <les_w> well when we did the fix we knew there were still some issues lurking there
[16:49:12] <cradek> I've been pretty sure all along that the latest change was not a fix
[16:49:18] <cradek> yeah, that
[16:49:21] <les_w> nothing like a new spindle to highlight them huh
[16:49:38] <cradek> I couldn't understand it well enough to do better.
[16:50:09] <les_w> chris the latest change might have been a band aid
[16:50:18] <cradek> sure, I agree
[16:50:25] <les_w> that solves one problem and creates another
[16:50:50] <les_w> net effect was better....
[16:50:53] <les_w> but...
[16:52:02] <les_w> seems perhaps something needs to be changed rather than remmed out
[16:52:30] <les_w> or #ifdeffed out
[16:54:13] <anonimasu> hm that requires somone to understand it..
[16:54:25] <les_w> yeah.
[16:54:47] <les_w> currently we are setting prevmax and preamax to 0 always
[16:54:56] <les_w> whatever that means
[16:55:26] <cradek> I think he did that because he didn't understand what they do
[16:55:30] <cradek> (I know I couldn't)
[16:55:41] <les_w> me either
[16:56:09] <les_w> well the comment " might be needed" etc kinda drew us to that section
[17:00:53] <les_w> so, seemingly with the #ifdef we are clampinf curent velocity to vmax and current accel to amax always
[17:01:26] <les_w> which wouls surely not be right
[17:01:31] <les_w> would
[17:04:52] <les_w> /* this one is either accelerating or constant-- no
[17:04:52] <les_w> room for any more blending */
[17:04:52] <les_w> preVMax = 0.0;
[17:04:52] <les_w> preAMax = 0.0;
[17:04:52] <les_w> break;
[17:05:24] <les_w> and we do that all the time.
[17:12:09] <Jacky^afk> Jacky^afk is now known as Jacky^
[17:12:30] <Jacky^> re
[17:13:45] <Jacky^> Jymmm: :-)
[17:14:42] <les_w> Have we #ifdeffed out the nasty glitch AND blending?
[17:14:59] <les_w> no blrnding would look better that the glitch we had
[17:15:04] <les_w> blending
[17:18:12] <anonimasu> les_w: ever heard about a schaublin mill?
[17:18:29] <les_w> yes
[17:18:36] <les_w> only the name
[17:18:52] <anonimasu> ah ok
[17:18:56] <anonimasu> I am wondering if they are good
[17:19:11] <les_w> don't know...let me check
[17:19:11] <anonimasu> http://www.blocket.se/view/6448380.htm?caller=nbl_s&l=0&c=1&city=0
[17:21:52] <les_w> seems very high quality swiss
[17:21:54] <les_w> http://www.smsa.ch/pl-102b-e.html
[17:24:00] <Jymmm> morning Jacky^
[17:24:15] <Jacky^> lo Jymmm
[17:24:24] <Jymmm> Mornin Folks!
[17:26:57] <anonimasu> hm
[17:27:10] <anonimasu> I woder if I should buy it..
[17:29:06] <anonimasu> les_w: what do you think about it?
[17:29:57] <anonimasu> ~700kg mill
[17:30:35] <Jymmm> anonimasu: Got Forklift?
[17:32:13] <Jymmm> anonimasu: Get this instead -->
http://bpt.com/index.asp?pageId=657
[17:33:21] <fenn> how much do you think shipping is on 5000kg to sweden?
[17:33:33] <Jymmm> no more than $30USD
[17:33:41] <fenn> all right!
[17:33:49] <Jymmm> for the invoice alone.
[17:35:13] <Jymmm> I wish I could find 1/8 downcut that have a 1" cutter
[17:38:01] <anonimasu> Jymmm: I have several..
[17:38:10] <anonimasu> Jymmm: but I cant ship anything like that
[17:38:19] <Jymmm> anonimasu who makes them?
[17:38:27] <anonimasu> I think the schaublin is a better deal..
[17:38:35] <anonimasu> forklifts?
[17:38:39] <anonimasu> BT..
[17:38:47] <Jymmm> anonimasu the bits
[17:38:52] <fenn> Jymmm: why cant you just do multiple passes?
[17:38:57] <anonimasu> several forklifts.
[17:39:08] <Jymmm> fenn 1" thick material.
[17:39:22] <anonimasu> LOL!�"#############
[17:39:27] <fenn> Jymmm: cut out 1/2" at a time
[17:39:51] <anonimasu> Jymmm: seriously, cutting 1" at a time isnt something you do on hobby machines..
[17:39:53] <Jymmm> fenn:You dont get it.... it's not the amount of material. it's the shank hitting the wall
[17:40:12] <anonimasu> ah
[17:40:53] <anonimasu> I dropped them a mail about the machine
[17:41:11] <fenn> Jymmm: is it because you have too much deflection on the first pass?
[17:41:40] <Jymmm> fenn: 1/8" cutter on a 1/4" shank - the shank will hit the material
[17:42:05] <Jymmm> fenn because it is not long enough
[17:42:54] <fenn> oh a 1/4" shank
[17:43:02] <fenn> n/m
[17:43:08] <Jymmm> lol
[17:43:22] <anonimasu> :)
[17:43:23] <fenn> well you kept talking about your 1/4 to 1/8 adapter collet
[17:43:47] <Jymmm> Yes guys... I want to take a butter knife and cut a chunk of RC60 steel in half in under 2.3 seconds.
[17:44:05] <fenn> that can be arranged... with a railgun maybe
[17:44:15] <les_w> making some calls...time to enlarge the shop.
[17:44:16] <anonimasu> that's about what I want
[17:44:18] <les_w> double?
[17:44:19] <Jymmm> * Jymmm scrolls up.... I dont see any mention of an adapter.
[17:44:32] <Jymmm> les_w quad
[17:44:37] <les_w> yeah
[17:44:45] <Jymmm> les_w rent out the extra space
[17:44:55] <Jymmm> till needed
[17:45:12] <Jymmm> les_w Hey you can give the tractor a new home indoors
[17:45:14] <les_w> well it would be nice to have a separate electronics lab room, mechine shop room, and spray booth
[17:45:33] <Jymmm> les_w dont forget power coating and massage room
[17:45:35] <fenn> get a quonset hut
[17:47:08] <fenn> monolithic domes are cool too
[17:48:40] <les_w> yurt.
[17:56:41] <les_w> well 24x36 with 9 foot ceilings plumbed with slab on grade floor was only $12k 5 years ago
[17:56:50] <les_w> kinda hard to beat
[17:58:12] <fenn> jymmm
http://www1.mscdirect.com/CGI/NNSRIT?PMPXNO=9151659&PMT4NO=0
[17:59:11] <fenn> oops that's 1/16
[17:59:51] <fenn> http://www1.mscdirect.com/CGI/NNSRIT?PMAKA=09885963&PMCTLG=00
[18:00:21] <fenn> oh hell, nevermind.
[18:07:29] <Jymmm> any issues with freud bits?
[18:07:35] <alex_joni> hey Jymmm
[18:07:41] <Jymmm> hi alex_joni
[18:07:47] <alex_joni> what's cookin' ?
[18:07:55] <Jymmm> ordering bits
[18:08:03] <alex_joni> into bytes?
[18:08:11] <Jymmm> into spindles
[18:08:11] <fenn> oo i found one
http://www1.mscdirect.com/CGI/NNSRIT?PMPXNO=9107369&PMT4NO=0
[18:08:47] <Jymmm> fenn: close... flut length 1/2"
[18:10:56] <les_w> freud is ok.
[18:11:12] <alex_joni> had a bad dream les?
[18:23:53] <anonimasu> Jymmm: as long as you dont buy the cheapest bits you will be fine
[18:24:00] <anonimasu> Jymmm: it's not like you are running production..
[18:24:04] <alex_joni> anonimasu: hello
[18:24:11] <anonimasu> hello alex_joni
[18:24:32] <alex_joni> what's up? got your spindle back together?
[18:24:42] <anonimasu> I threw a mail on a new mill
[18:39:49] <alex_joni> where the fsck can I find a suse ftp mirror?
[18:39:55] <alex_joni> * alex_joni is really pissed at novell
[18:40:06] <alex_joni> can't find one damn ftp with 8.2 on it
[18:45:12] <anonimasu> SUSE is commercialized..
[18:45:13] <anonimasu> :D
[19:22:22] <Jacky^> :/
[19:28:00] <Jacky^> http://digilander.libero.it/jackydgl0/snap.jpg
[19:28:11] <Jacky^> * Jacky^ is a bit confused ..
[19:28:40] <Jacky^> les_w: around ?
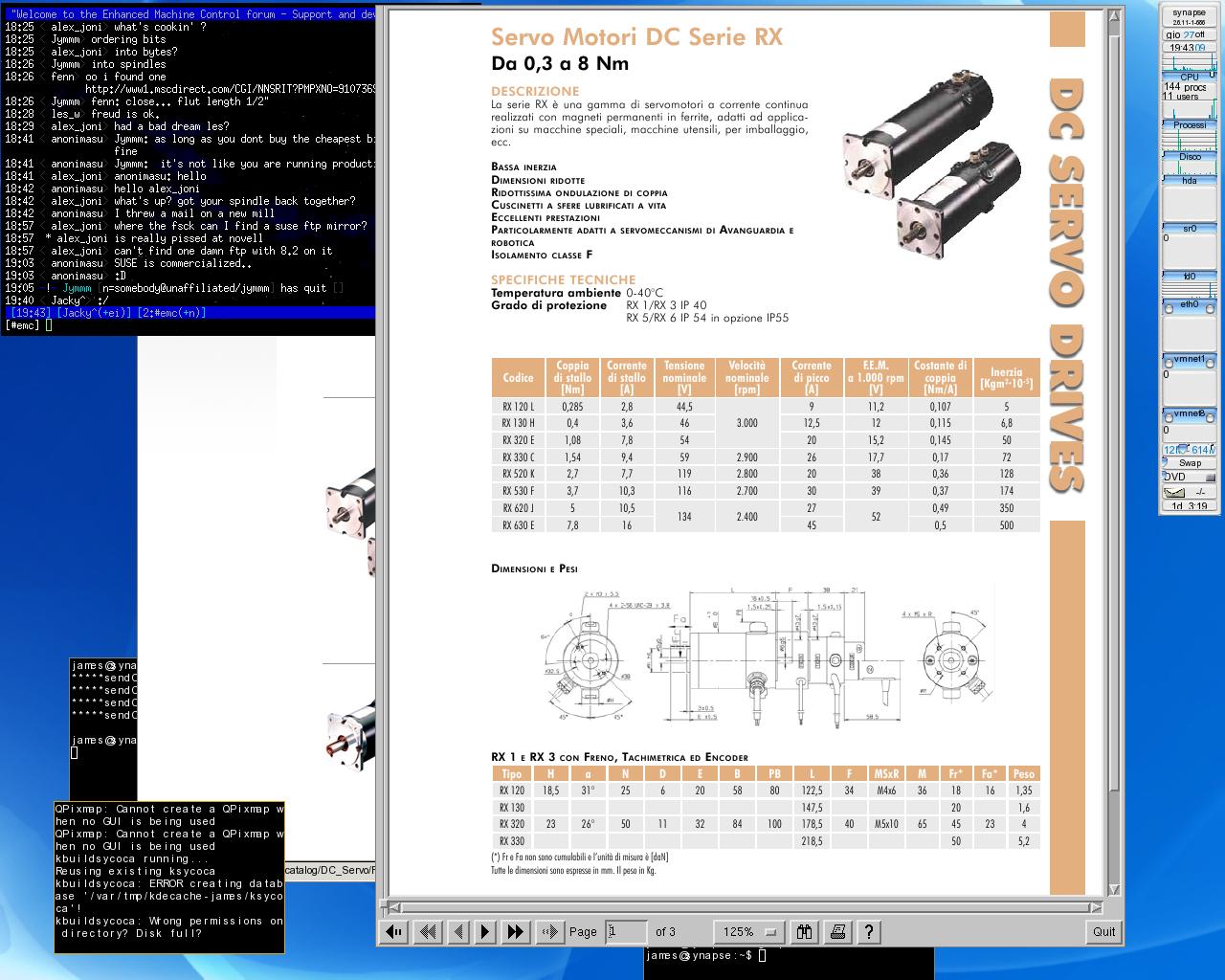
[19:30:26] <Jacky^> looking at RX130H, RX320E, RX530F,
[19:30:53] <alex_joni> Jacky^: you'll need gears on those
[19:31:16] <Jacky^> oh.. no
[19:31:18] <fenn> i thought the point was not to need gears
[19:31:31] <Jacky^> alex_joni: why ?
[19:31:56] <Jacky^> for the inertia ?
[19:32:15] <alex_joni> dunno. RPM seems a bit high to me
[19:32:30] <alex_joni> but then again, what do I know :)
[19:32:45] <Jacky^> ok ..
[19:34:04] <les_w> I am around jacky
[19:34:11] <les_w> question?
[19:34:11] <Jacky^> hey les_w
[19:34:24] <Jacky^> looking at some motor
[19:34:30] <Jacky^> http://digilander.libero.it/jackydgl0/snap.jpg
[19:34:36] <les_w> looking
[19:34:44] <Jacky^> what about RX130H, RX320E, RX530F ?
[19:35:27] <Jacky^> fenn: lol :)
[19:36:50] <Jacky^> Coppia is Torque ..
[19:37:04] <Jacky^> Coppia stallo should be Stall torque
[19:37:13] <fenn> it's pretty easy to figure it out since they use SI
[19:37:17] <les_w> looking at rx 530 for x
[19:37:26] <Jacky^> les_w: eyah
[19:37:29] <les_w> hmmm
[19:37:40] <Jacky^> if i remember well Z need a brake
[19:37:41] <les_w> inertia is high I think
[19:37:42] <alex_joni> les_w: remember he used G340's
[19:37:44] <Jacky^> thats optional
[19:37:49] <alex_joni> uses
[19:37:56] <alex_joni> not more than 90V
[19:37:56] <les_w> alex: right
[19:38:16] <les_w> fine on terminal voltage because he needs only 1000 rpm
[19:38:34] <les_w> looking at torqur demag current is 30 amps?
[19:39:06] <Jacky^> peak current
[19:39:31] <Jacky^> seem a lot to me..
[19:39:50] <alex_joni> the gecko will handle 10 I think
[19:40:10] <Jacky^> alex_joni: not 20 ?
[19:40:24] <les_w> ok...2700 at 117v....1730 at 75 volts so ok there
[19:40:32] <les_w> you need 1000
[19:40:35] <les_w> rpm
[19:40:37] <alex_joni> 20? might be.. my memory seems rusted right now
[19:40:40] <anonimasu> 720w
[19:40:42] <Jacky^> lowest voltage then
[19:40:43] <anonimasu> for a gecko..
[19:40:58] <anonimasu> if you drive with 90v..
[19:41:16] <alex_joni> anonimasu:thought it was up to 1.5 kW?
[19:41:26] <les_w> now max torque (peak using gecko 20 a) is...
[19:41:28] <anonimasu> let me check.
[19:41:42] <anonimasu> ah
[19:41:50] <anonimasu> 1,6kw ;)
[19:41:51] <anonimasu> heh
[19:41:52] <anonimasu> plenty
[19:42:54] <Jacky^> les_w: damn.. high inertia
[19:43:11] <Jacky^> they write low inertia motors :/
[19:43:14] <Jacky^> :)
[19:43:20] <les_w> 7.4 nm ....more than stall so the gecko is fine on both peak torque and terminal voltage
[19:43:23] <les_w> but
[19:43:31] <les_w> high moment of inertia
[19:44:02] <les_w> what did I say for x? 7x10^5 kg m^2?
[19:44:15] <Jacky^> i've the log saved..
[19:44:20] <Jacky^> it might be
[19:44:26] <les_w> please check that number
[19:44:31] <Jacky^> ok
[19:44:32] <Jacky^> a sec.
[19:47:31] <mshaver> mshaver is now known as mshaver_away
[19:49:24] <Jacky^> be patience.. surfing a log
[19:49:33] <Jacky^> 20:51 < les_w> ok. about 0.5 nm with 10^-5 kg -m^2 inertia
[19:49:41] <Jacky^> 20:51 < les_w> so x...3.5. Y...1 Z....0.5 nm
[19:49:45] <Jacky^> looking for X ..
[19:50:18] <les_w> I found it too 59x10^-5 kg-m^2
[19:50:19] <Jacky^> 20:27 < les_w> for y, 1 nm m torque 10^-7 kg m^2 rotor inertia
[19:50:37] <les_w> and this motor is...
[19:50:58] <les_w> 173x10^-5
[19:51:03] <les_w> so
[19:51:30] <les_w> accel reduced to about half for the same current but
[19:53:00] <les_w> you can get 7+ nm peak (for a short time) with this and gecko so
[19:53:42] <les_w> looks like it will work. It will use more current than planned.
[19:54:08] <les_w> inertia mismatch about 3.5
[19:54:10] <Jacky^> there is another serie
[19:54:18] <Jacky^> but i think not cheaper..
[19:54:31] <les_w> low inertia= expensive
[19:54:34] <Jacky^> http://www.eurothermdrives.it/brushless/brushless_cc.htm
[19:54:51] <Jacky^> the axem series, at the bottom of the page
[19:54:52] <les_w> brushless= no gecko...
[19:54:55] <Jacky^> looks nice
[19:55:10] <Jacky^> uhm.. right
[19:55:25] <les_w> amp would cost much more
[19:55:30] <les_w> motor too
[19:55:30] <Jacky^> ok, will search much
[19:55:56] <Jacky^> at this point without ask quotes for that
[19:56:12] <les_w> ok. well the 530f will work...but is not ideal
[19:56:15] <les_w> for x
[19:56:35] <Jacky^> les_w: thanks !
[19:56:36] <les_w> it will provide 10 m's and 0.5 g
[19:56:54] <les_w> will want to double check before buying
[19:57:01] <les_w> one thing jacky...
[19:57:10] <Jacky^> I agreed ;-)
[19:57:21] <Jacky^> ok.. giong for dinner
[19:57:24] <Jacky^> later
[19:57:33] <Jacky^> ta les_w
[19:57:40] <les_w> later
[19:57:44] <Jacky^> Jacky^ is now known as Jacky^afk
[19:58:14] <les_w> I see one problem...we are designing a fast high performance machine for jacky....
[19:58:29] <les_w> but emc1 as it is cannot control it
[19:58:52] <les_w> oh well. we'll fix it right?
[20:15:53] <alex_joni_> alex_joni_ is now known as alex_joni
[20:18:35] <Jacky^afk> Jacky^afk is now known as Jacky^
[20:21:45] <Jacky^> -> les_w> oh well. we'll fix it right?
[20:21:49] <Jacky^> I hope :)
[20:22:00] <Jacky^> btw i'm using emc2 at the moment
[20:25:36] <alex_joni> Jacky^: that's the way to go
[20:25:50] <Jacky^> :-)
[20:50:04] <Jacky^> doh
[20:50:08] <Jacky^> Ciao
[20:50:13] <Jacky^> Unfortunately I don't understand Italian at all! I enter your website in order to watch and download diagrams and charts- I find it very interesing and helpful.
[20:50:18] <Jacky^> If you can write in english, spanish, russian or polish I'd be greatful smile
[20:50:54] <Jacky^> lets see if he can run irc :)
[21:02:38] <Jacky^> wn Jymmm
[21:02:40] <Jacky^> wb
[21:05:44] <Jacky^> * Jacky^ looking some nice video to
http://www.infodelta.it/filmati.htm
[21:05:59] <Jacky^> i like the Vbit job :P
[21:10:09] <etla> anyone have opinions on servo cards to use with emc ?
[21:15:19] <Jacky^> etla: i'm a newbie, but i think all step-dir servodrives types can work
[21:16:18] <Jacky^> etla: no idea then :(
[21:16:40] <Jacky^> what the advantage ?
[21:16:46] <Jacky^> speed ?
[21:16:58] <etla> more control and intelligence in emc, less in hardware
[21:17:07] <Jacky^> nice
[21:17:08] <etla> you can look at the following error all the time
[21:17:23] <Jacky^> understood
[21:17:27] <etla> not limited by max step output freq. of pc
[21:18:01] <Jacky^> thats cool :P
[21:18:32] <Jacky^> got no info on linuxcnc website ?
[21:18:46] <etla> yes, but I'd like comments from users
[21:18:53] <Jacky^> it seem to be ive seen some HW compatibles page
[21:18:59] <Jacky^> :)
[21:19:02] <Jacky^> right
[21:19:15] <etla> and the servocards are quite expensive, maybe homebuilt parallell port instead...
[21:19:38] <Jacky^> how much expensive ?
[21:19:48] <etla> maybe starting at usd600
[21:19:48] <Jacky^> $ 400/axis ?
[21:19:58] <Jacky^> for axis ?
[21:20:06] <etla> no 600 would be for the servo card.
[21:20:11] <etla> it takes encoder inputs
[21:20:23] <etla> and generates +/- 10 V velocity or torque signals
[21:20:35] <etla> the +/-10V goes to the servo amplifier/drive
[21:20:46] <etla> commercial drives are around 400usd/axis
[21:20:51] <etla> but I'm building my own
[21:20:56] <etla> hopefully...
[21:20:58] <Jacky^> wow :P
[21:22:07] <Jacky^> I also like homebuilt drivers
[21:22:19] <Jacky^> but im not able to do it
[21:22:36] <Jacky^> also, no schematics are online
[21:22:46] <etla> if I get it done I will publish the plans
[21:22:52] <Jacky^> great
[21:23:01] <etla> it's going to be for AC servos
[21:23:12] <etla> like many, I have the surpluscenter motors on order
[21:23:22] <Jacky^> oh. yeah
[21:23:27] <Jacky^> ive seen that motor
[21:23:38] <Jacky^> very nice price
[21:23:52] <etla> yes. there is still the 300W model left
[21:23:56] <etla> maybe a bit small
[21:24:14] <Jacky^> what you choosed ?
[21:24:25] <etla> I got the 400W model
[21:24:33] <Jacky^> good
[21:24:35] <etla> because the 1kW model was already sold out
[21:25:04] <Jacky^> yeah, I heard someone talking about..
[21:25:37] <Jacky^> 400W should be enough for mani apps
[21:25:41] <Jacky^> many*
[21:25:48] <etla> yep, with gearing
[21:25:59] <etla> the rapids wont be lightning fast but for machining should be ok
[21:28:44] <Jacky^> doh, after weeks of battles, my cats are sitting togheter.. lol
[21:28:52] <alex_joni> * alex_joni is gone
[21:28:53] <alex_joni> night
[21:29:00] <Jacky^> g night alex_joni
[21:29:02] <k4ts> night
[21:56:21] <fenn> hmm.. rmmod hal_parport hangs...
[21:56:37] <Jacky^> msg ?
[21:56:47] <Jacky^> no log ?
[21:57:00] <fenn> well, does't hang the computer, but uses 99% of the cpu and doesn't finish
[21:57:08] <Jacky^> ouch
[21:57:29] <fenn> and kill -9 doesn't even work
[21:59:55] <fenn> same thing on other hal modules as well
[22:03:33] <fenn> * fenn gives up and reboots
[22:25:56] <A-L-P-H-A> * A-L-P-H-A pokes K`zan
[22:26:04] <A-L-P-H-A> Washington state?
[22:51:09] <Jymmm> http://www.woodcarvingillustrated.com/images/wci32/Pete_LeClair_10.jpg
[23:00:08] <Jacky^> Jymmm: what is ?
[23:00:18] <Jacky^> the material
[23:00:39] <Jymmm> hand carving
[23:00:45] <Jacky^> wow
[23:00:50] <Jacky^> incredible :P
[23:06:48] <K`zan> Hey A-L-P-H-A , how goes.
[23:12:07] <k4ts> http://www.portanapoli.com/Eng/Culture/crib.html
[23:12:18] <k4ts> Jymmm look!
[23:12:22] <crib> what?
[23:12:36] <k4ts> crib?
[23:12:46] <crib> :>
[23:13:20] <Jacky^> lol
[23:13:28] <Jacky^> wonderful
[23:13:30] <Jacky^> :P
[23:13:54] <Jacky^> http://www.foto.portanapoli.com/FOTO/presepe_LB2.jpg
[23:15:31] <Jacky^> crib: haha
[23:16:10] <crib> 8]
[23:16:26] <etla> have you seen wallace&grommit yet :)
[23:20:51] <Jymmm> k4ts cool
[23:21:32] <k4ts> Jymmm thanks
[23:47:44] <Jacky^> bedtime, night all
[23:47:58] <Jacky^> Jacky^ is now known as Jacky^afk
[23:50:56] <les_w> hi
[23:51:45] <les_w> what'd I do?
[23:51:53] <les_w> heh
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}