Back
[00:45:14] <jepler> huh here's a weird behavior. Twice I got this view while panning and zooming. It says it's still in Z-axis/orthographic mode, but it's certainly not looking along "Z" anymore
[00:45:18] <jepler> http://emergent.unpy.net/index.cgi-files/sandbox/axis-viewpoint-wtf.png
[00:59:36] <cradek> amazing how old stable code can one day just break
[01:02:23] <jepler> indeed
[01:02:43] <jepler> I know I get stupider over time though
[01:02:55] <cradek> doesn't that suck
[01:03:09] <jmkasunich> speaking of breakage
[01:03:10] <cradek> * cradek flails madly looking for classicladder documentation for 'expressions'
[01:03:31] <jmkasunich> should we take Steve Blackmore's complaint that sim-lathe locked up his machine seriously?
[01:03:51] <jepler> I recall when I was testing backlash that I found a decent way to put my little dial indicator on the table to measure it, but now I can't remember what I did
[01:03:54] <jmkasunich> I suppose a 25000nS base period might be a little aggressive, but he claimed it was a quite fast machine
[01:06:10] <jepler> as long as his support contract is paid up I think we're obligated to look at the issue
[01:06:28] <jmkasunich> then we're off the hook
[01:06:36] <jmkasunich> he has a balance due (for attitude issues)
[01:08:04] <jepler> well fwiw sim/lathe.ini works on my machine, no lockup
[01:08:13] <cradek> am I in the black? if so I want someone to find docs for me.
[01:08:20] <cradek> I mean !!!!!!1!
[01:08:28] <jepler> 24305 NO base-thread ( 363, 17130 )
[01:08:28] <jepler> 1 sim-encoder.make-pulses
[01:08:28] <jepler> 2 encoder.update-counters
[01:08:35] <jepler> the base-thread code is really quite lean, so to speak
[01:09:56] <jmkasunich> yeah, I thought maybe if he had a slow PC that could be the issue (he says sim-axis works, and that has 1000000 for base thread), but he also claims this is a 3.2GHz machine
[01:09:59] <jepler> cradek: the internet gave me this
http://users.teledisnet.be/web/rlo05343/umanual/umanual_for_classicladder.html#Operation_permitted
[01:11:13] <jepler> I wish my spindle would get here
[01:11:17] <jepler> this dremel tool is hopeless
[01:11:33] <jmkasunich> you ordered one of those ebay ones?
[01:11:39] <jepler> yeah
[01:11:51] <cradek> jepler: thanks!
[01:11:55] <cradek> but darn, no MOD
[01:12:10] <jepler> no but there's apparently MOY(x)
[01:12:12] <jmkasunich> cradek: what are you trying to do?
[01:12:20] <jepler> reduce tool number modulo 8 I think
[01:12:47] <jmkasunich> if its only 3 bits, that is free
[01:13:02] <jmkasunich> or do you want T17 to map to T1
[01:13:31] <cradek> I want whatever is easily possible
[01:13:47] <cradek> feedback is 1..8
[01:13:56] <jepler> if (*Expr=='%')
[01:13:56] <jepler> {
[01:13:56] <jepler> Expr++;
[01:13:56] <jepler> Res = Res % Pow();
[01:13:56] <jepler> }
[01:14:00] <jepler> hm this is in the source code
[01:14:02] <cradek> I want any requested tool to give me *something*
[01:14:08] <jmkasunich> one of eight bits turned on, and you need to convert it to 3 bits?
[01:14:11] <cradek> oh, hmmm
[01:14:40] <cradek> no, it's 4 bits of binary 0..8 with 0 meaning it's between positions
[01:14:45] <cradek> 1..8 are the valid tool slots
[01:14:51] <jmkasunich> oh, that is pecular
[01:14:57] <jmkasunich> peculiar even
[01:15:07] <jmkasunich> or something that is spelled sort of like that
[01:15:25] <jmkasunich> wtf, I can't even imagine how they could do that
[01:15:27] <cradek> maybe I want (feedback-1)=(requested&7)
[01:15:27] <jepler> Did you mean: pellucidar </google>
[01:16:15] <cradek> jmkasunich: it's a black box - some randomly marked ICs encapsulated in rubber goo
[01:16:17] <jmkasunich> that sounds reasonable
[01:16:28] <jmkasunich> the black box is in the toolchanger head?
[01:16:32] <cradek> yes
[01:16:45] <jmkasunich> what is it sensing?
[01:16:50] <cradek> turret pos
[01:16:53] <jmkasunich> duh
[01:17:08] <jmkasunich> I mean, is it looking at gear teeth, patterns of drilled holes, etc
[01:17:21] <jmkasunich> or is it looking at something that only black boxes can see
[01:17:34] <cradek> it's a magnet? that turns over some sensors
[01:18:13] <cradek> I think it's a lot like 8 proxes with some encoding stuff to get the data down to a minimum of bits
[01:18:19] <jmkasunich> does the fact that you are messing with toolchanger logic mean yoy have the servos already working?
[01:18:28] <cradek> nope, but the toolchanger does
[01:18:35] <cradek> no motion until I get the resolver boards
[01:18:48] <cradek> part chute and high/low clutches work too now
[01:19:41] <jmkasunich> odd order to do things in, but part availability is like that
[01:19:45] <jepler> part chute wasn't working with the original control right?
[01:20:22] <cradek> yes it was - the cutoff slide didn't work
[01:20:23] <jmkasunich> EMC doesn't have a "part chute" code - you using M101 or something
[01:20:28] <cradek> (randomly went up and down!)
[01:20:39] <cradek> jmkasunich: yes, so far that's what I've done
[01:21:07] <cradek> if I get the cutoff slide to work, I might want a more complex behavior: part chute out, cutoff, part chute in, continue
[01:21:28] <jmkasunich> what drives the cutoff slide? motor, cylinder?
[01:21:36] <cradek> cylinder
[01:21:55] <cradek> the slide is fine - it's just a control issue, maybe bad opto
[01:22:05] <jmkasunich> so the feed is whatever you get based on air pressure or something?
[01:22:27] <cradek> yes it must be something like that
[01:22:38] <cradek> it might suck - if so I won't use it
[01:23:00] <cradek> I think its only feedback is a prox or switch at the bottom that says it's done
[01:26:47] <cradek> huh, it works. amazing.
[01:27:07] <cradek> %W0&7=%W1-1
[01:28:07] <jmkasunich> heh
[01:28:32] <jmkasunich> I just remembered a bug report (or maybe just a gripe) from somebody that I bet you'll have too
[01:28:45] <jmkasunich> apparently toolchange is hard coded to stop the spindle
[01:29:01] <jepler> pro-tip: before you've broken it by using the wrong tool, there is a visual difference between a "V" engraving bit and a 1/16 end mill.
[01:29:03] <jmkasunich> on a mill that is a given, but on the lathe it just wastes time and causes wear and tear
[01:29:24] <jepler> (actually I looked again and didn't break the tool..)
[01:29:42] <cradek> jmkasunich: yeah, I was expecting that.
[01:31:43] <jepler> hmph, I milled away all the traces.
[01:32:25] <jepler> I thought I'd do OK with 16 trace/10 sep but far fro mit
[01:33:16] <jmkasunich> too deep?
[01:34:01] <jepler> and/or the runout of this dremel tool which I hate
[01:34:18] <cradek> what are you making?
[01:34:32] <jmkasunich> scrap, from the sound of it
[01:34:53] <jepler> trying to make a little breakout board with screw terminals and RC filters for my switches
[01:36:41] <jmkasunich> jeff - to test runout, put the v-bit in, and move down till it just touches the copper, then pull up
[01:36:53] <jepler> with spindle turning?
[01:36:54] <jmkasunich> and look at the diameter of the circle the v-point makes
[01:36:55] <jmkasunich> yes
[01:37:29] <jmkasunich> if it is not too horrible, you could use that circle diameter as your tool diameter to correct for it
[01:39:28] <jepler> expect runout to be independent of speed?
[01:40:17] <jmkasunich> no
[01:40:39] <jmkasunich> it is driven at least in part by imbalance in the moving parts
[01:40:55] <jmkasunich> in fact, I've sometimes seen dremels smooth out _above_ a certain speed
[01:45:59] <jepler> what's a good way to measure such a small circle?
[01:46:27] <jmkasunich> whats the best magnification you have available?
[01:47:09] <jmkasunich> set dial calipers to say 0.005, put the points of the calipers next to the circle and look at both with a magnifier, loupe, or microscope
[01:50:38] <jepler> the best I can do on short notice is the "close-up filter" for my digital camera (+4)
[01:51:07] <jepler> it looks like it's more than .010
[01:51:15] <jepler> which is bad news if I want a separation of .010
[01:51:44] <jmkasunich> yep
[01:52:00] <jmkasunich> how rigidly is the dremel attached to the machine?
[01:52:29] <jepler> if you guessed "plastic" you'd be right :-P
[01:52:41] <jmkasunich> I'd be astonished if there was actually 0.005" of static runout (making a 0.010 circle), but if the whole thing starts vibrating that could do it
[01:52:46] <jepler> there are two clamp things that extend horizontally from the Z axis box
[01:53:04] <jmkasunich> I hope one of them is very close to the spindle nose
[01:53:06] <jepler> the clamps can be tightened with screws
[01:53:35] <jmkasunich> might want to try varying the speed while resting a finger lightly on the body of the dremel near the nose - maybe there is a sweet spot (speed) with less vibration
[01:55:08] <jepler> the bottom clamp is about 3" away from the nose
[01:56:14] <jmkasunich> ouch
[01:56:47] <jmkasunich> if its like the real dremel's that I've looked in side, the real spindle part is about 2" (or a bit less) long, on two bearings
[01:56:50] <jepler> I can imagine one reason he did it that way -- that's the part of the dremel where the cross section is approximately the same. much in front of that and it starts to come to the point
[01:57:07] <jmkasunich> the motor starts above that and has its own bearings, and they are coupled together with a piece of hose
[01:57:20] <jmkasunich> that helps decouple the motor vibrations from the spindle
[01:57:32] <SWPadnos> hi guys
[01:57:41] <jmkasunich> but in your case, that means the mount is holding the motor, and the spindle is hanging out on the end of some flimsy plastic
[01:57:52] <jepler> uh huh
[01:58:08] <SWPadnos> jepler, with cradek's lathe, you could turn a collar that screws into the accessory threads at the nose of the dremel
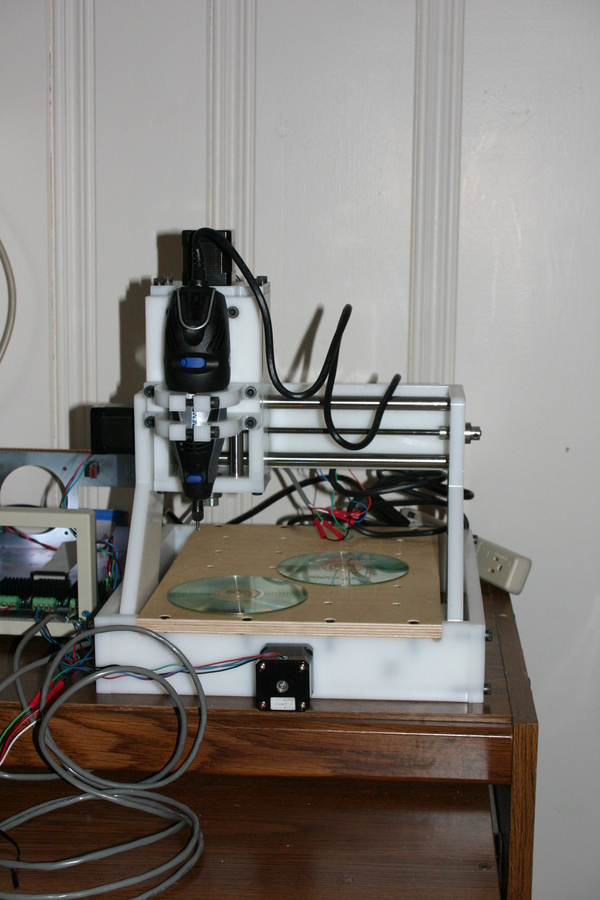
[01:58:46] <jepler> I don't have a real picture just showing the "Z" and the spindle mount, but you can kinda see it in this one:
http://axis.unpy.net/files/01188441458/img_7045-medium.jpg
[01:58:46] <SWPadnos> unless you're talking about sometihgn that I can't understand from reading about 15 lines of scrollback :)
[01:58:53] <jepler> SWPadnos: hah
[01:59:10] <jepler> SWPadnos: I have a new spindle on order that I hope will be better :-P
[01:59:32] <jmkasunich> oh man, talk about stickout
[01:59:46] <jmkasunich> does that dremel even have the accessory threads?
[01:59:51] <jepler> huh I didn't know there were threads there
[02:00:02] <jmkasunich> (a plastic nut that screws on the front of the case - coarse threads, about 3/4" diameter)
[02:00:07] <jepler> yeah there are
[02:00:19] <jepler> problem is if you raise that up to be where the bottom clamp is now, you can't reach the table anymore
[02:00:30] <jmkasunich> I wasn't thinking of that
[02:00:41] <jmkasunich> more like providing some additional clamping at that point
[02:00:55] <SWPadnos> yep
[02:01:00] <jmkasunich> there is a crossmember about the same height as that point, right? (or is that piece stationary in Z?)
[02:01:57] <mozmck> When I updated my package list on my new xubuntu emc machine, I don't see an update for emc 2.2.6
[02:02:00] <jmkasunich> can you come up with something (even wood) that will fit snugly between the nose of the housing and that crisspiece
[02:02:24] <jepler> jmkasunich: no, that bottom clamp is as low as anything that moves in "Z"
[02:02:33] <jepler> mozmck: you installed emc with the emc2-install.sh?
[02:02:54] <mozmck> A problem I've had with dremels is the bearings are often not tight in the plastic housing.
[02:03:00] <mozmck> jepler: yes
[02:03:19] <jepler> mozmck: 6.06 or 8.04?
[02:03:20] <jmkasunich> bearing tightness is easy enough to check - grab and wiggle
[02:03:31] <jmkasunich> you can feel 0.005
[02:03:52] <mozmck> I put aluminum foil around the bearing inside the plastic and that has fixed several for me.
[02:04:48] <mozmck> I use them for handheld routing of inlay cavities for mother of pearl, and any runout or vibration is very bad for that.
[02:04:55] <mozmck> jelper, 8.04
[02:05:35] <jepler> mozmck: OK, open up a terminal, run 'sudo apt-get update' and look for errors. If that succeeds, run 'sudo apt-get upgrade' and look for errors.
[02:06:22] <jepler> mozmck: any photos of your work? sounds neat
[02:06:41] <mozmck> no errors, but it just says it hit the linuxcnc site
[02:07:15] <mozmck> I used to have a website but lost it due to forgetting to change my email on record with the registrar.
[02:07:24] <jepler> hm, "Hit [url]" means that it thinks it has an up-to-date list of packages from that source
[02:07:50] <mozmck> I know, but there's no new emc packages.
[02:08:12] <jepler> so after that, "sudo apt-get upgrade" doesn't propose an emc2 upgrade to yuo?
[02:09:41] <mozmck> nope. the package shows up-to-date at version 2.2.5 in synaptic
[02:11:46] <mozmck> the line in sources.list is: deb
http://www.linuxcnc.org/hardy hardy base emc2.2
[02:12:47] <jepler> that seems right to me
[02:14:14] <jepler> i386?
[02:14:19] <jepler> (not 64-bit)
[02:15:58] <mozmck> i386
[02:19:42] <jepler> huh, I get 2.2.6 as an available version
[02:20:18] <mozmck> interesting.
[02:20:21] <jepler> you might try removing the entries for www.linuxcnc.org in /var/lib/apt/lists and re-running update
[02:22:49] <mozmck> I'll try that.
[02:23:48] <mozmck> Here's one picture of one of the last fancy banjos I did. I built the neck on the banjo as a five string conversion/reproduction. The original four string neck is the one not attached to the banjo.
[02:23:51] <mozmck> http://imagebin.ca/view/7Eq3dO.html
[02:24:12] <mozmck> another:
http://imagebin.ca/view/Bbw7dE.html
[02:24:49] <jepler> oh neat
[02:26:14] <jepler> Iam lucky if I can make something functional, let alone something which has aesthetic value too
[02:26:56] <mozmck> Lot's of work in that one - too much!
[02:27:38] <mozmck> last pic of peghead:
http://imagebin.ca/view/EN-6T4.html
[02:29:12] <jepler> did the remove & update make any difference?
[02:30:13] <mozmck> doesn't look like it
[02:30:30] <mozmck> let me try it on my other computer...
[02:30:33] <jepler> do you have a web cache somewhere between you and linuxcnc.org?
[02:33:49] <mozmck> I just thought of that. My internet connection runs through a debian box with firewalling and squid caching and filtering.
[02:34:01] <mozmck> the squid cache is probably the problem
[02:37:43] <jepler> hmm -- it's possible that the way we upload files to the package repository is flawed -- I think that our procedure copies timestamps over. so an if-modified-since query might return unmodified if you cached the file at the right moment (between when alex_joni or I built the indexes and when they actually went live on the site)
[02:45:45] <jepler> it's too bad you can't make "has datasheet" a condition for searches on digikey
[02:47:59] <SWPadnos> is it bad to log into the linuxcnc server and "touch" the files in question?
[02:48:12] <SWPadnos> presumably debian/apt would complain about tampering or something
[02:48:48] <jepler> SWPadnos: I dunno for sure
[02:49:53] <SWPadnos> aren't there hashes of the file info in the packages file?
[02:50:37] <jepler> I don't think that includes timestamps
[02:50:53] <SWPadnos> ok - see how much I know about debian repositories?
[02:51:00] <jepler> goodnight all
[02:51:07] <jepler> mozmck: if all else fails you could direct download the deb files ..
[02:51:13] <SWPadnos> see you. time for me to hit the sack too
[02:51:14] <jepler> wish I knew for sure what was going on though
[02:58:51] <mozmck> I just cleared my squid cache and it now sees the updates
[07:02:17] <CIA-35> EMC: 03cmorley 07TRUNK * 10emc2/src/hal/classicladder/drawing.c: fix vertical connection not changing color
[09:15:08] <micges> what about 28 bugs reported on sf ? some of them are very old
[12:09:23] <BigJohnT_> can we add Matt Shaver's Q3,4,5 answers from his FAQ post on the users mailing list to the download page?
[12:21:32] <alex_joni> micges: we're always happy to accept patches that fix those bugs
[12:29:25] <micges> I see
[13:32:32] <cradek> jepler: I think you can close
http://sourceforge.net/tracker/index.php?func=detail&aid=1938763&group_id=6744&atid=106744
[13:35:13] <jepler> iirc the original submitter was not satisfied with the fix (let acceleration go to 1 but not 0)
[13:35:26] <cradek> oh ok
[13:36:07] <cradek> in mm, 1 is probably too low
[13:36:18] <jepler> yeah; it might be as simple as making the limit in mm be 20 or something
[13:55:54] <cradek> humor me for a minute. I like how with CL, the ladder gets saved in my config directory, so I can keep track of (and back up) the entire config easily. I wonder if something similar could be done with comp? Could loadrt compile and then insert it each time?
[13:56:35] <cradek> then my installed system could be just like yours, and we again have the benefit of being able to transfer working and complete configs between machines
[13:56:43] <jepler> one obstacle to that is the directory restriction on loadrt
[13:56:49] <jepler> another is that not everyone installs emc2-dev
[13:57:18] <jepler> I dunno how big or numerous comps would have to be before the time to compile them had a big impact on startup time
[13:57:21] <cradek> hm, the first problem is big (I don't think the second one is important)
[13:58:03] <cradek> I shouldn't have proposed that solution (compile on the fly) with the problem statement
[13:58:44] <cradek> but there is a real problem with permissions. you can't allow the installing of a random kernel module by a regular user.
[14:39:50] <CIA-35> EMC: 03jepler 07TRUNK * 10emc2/src/emc/usr_intf/axis/scripts/axis.py: display error messages in a way that doesn't steal focus
[14:41:12] <skunkworks> jepler: I think you just made a bunch of people happy.. (people that don't have
[14:41:23] <skunkworks> 'real' estops ;))
[14:41:31] <jepler> skunkworks: no, they won't be happy until it's in a released version :-P
[14:41:50] <skunkworks> heh
[14:42:37] <jepler> http://emergent.unpy.net/files/sandbox/notifications.png
[14:43:43] <skunkworks> very cool
[14:43:50] <skunkworks> Nice work
[14:43:53] <CIA-35> EMC: 03jepler 07TRUNK * 10emc2/share/axis/images/close.gif: close notification button image
[14:43:59] <jepler> heh
[14:44:07] <jepler> sometimes I listen to the opinions of users eventually
[14:44:48] <cradek> I like it.
[14:45:02] <cradek> BUT THOSE DROS ARE TOO BIG
[14:45:19] <jepler> ha ha ha
[16:37:49] <jepler> yuck. TSC is unreliable (non-monotonic) on recent AMD processors
[16:38:13] <jepler> "Potential effect on system: undefined behavior for software that relies on a continually increasing time stamp counter value"
[16:39:15] <alex_joni> yeah, I saw some RTAI discussions on the subject
[16:39:33] <alex_joni> there are some machines where TSC is not ok for a time source
[16:39:45] <alex_joni> but I think I saw some alternatives on those machines..
[16:40:08] <jepler> I wonder if we should remove the overrun detection in motion that uses the tsc
[16:40:09] <alex_joni> bad return value from emcTrajSetJoints
[16:40:09] <alex_joni> emc/ini/inijoint.cc 144: bad return from emcJointSetBacklash
[16:40:12] <alex_joni> bah
[17:53:14] <alex_joni> my compile/code foo is really borken atm
[18:09:25] <CIA-35> EMC: 03alex_joni 07joints_axes * 10emc2/configs/scara/ (scara.ini scara_sim_4.hal): a hack to make scara config start - jogging in world mode needs work, startup code to load joints/axes needs rethinking
[18:09:26] <CIA-35> EMC: 03alex_joni 07joints_axes * 10emc2/src/emc/ini/initraj.cc: a hack to make scara config start - jogging in world mode needs work, startup code to load joints/axes needs rethinking
[18:09:26] <CIA-35> EMC: 03alex_joni 07joints_axes * 10emc2/src/emc/task/taskintf.cc: a hack to make scara config start - jogging in world mode needs work, startup code to load joints/axes needs rethinking
[18:09:30] <CIA-35> EMC: 03alex_joni 07joints_axes * 10emc2/src/emc/usr_intf/axis/scripts/axis.py: a hack to make scara config start - jogging in world mode needs work, startup code to load joints/axes needs rethinking
[18:09:35] <CIA-35> EMC: 03alex_joni 07joints_axes * 10emc2/VERSION: a hack to make scara config start - jogging in world mode needs work, startup code to load joints/axes needs rethinking
[18:16:03] <alex_joni> maybe one day someone else will look at that branch :/
[18:17:36] <jepler> luckily for me my machine is trivkins :-P
[18:17:48] <cradek> I thought jmk did some - he was going to replace teleop
[18:56:34] <alex_joni> * alex_joni changes jepler's machine with a puma when he doesn't look
[19:03:39] <skunkworks> did someone say puma?
[19:03:52] <alex_joni> skunkworks: send yours to jepler
[19:04:07] <alex_joni> he will first fix emc properly
[19:04:12] <alex_joni> and second he'll get it to run
[19:04:16] <alex_joni> then you can buy it back :D
[19:04:25] <alex_joni> ermm *have* it back
[19:04:32] <skunkworks> tinker time has been few and far between. I spent the weekend digging a trench between the house and the garage.
[19:04:43] <skunkworks> for electrical and extra stuff
[19:07:39] <skunkworks> ended up running into sandstone. jackhammer rental was the trick
[19:09:32] <alex_joni> meh.. that's no fun :P
[19:09:43] <alex_joni> you need a chisel and a hammer
[19:09:48] <alex_joni> maybe a teaspoon
[19:14:16] <skunkworks> keeps me out of trouble
[19:36:46] <CIA-35> EMC: 03alex_joni 07TRUNK * 10emc2/src/emc/task/emccanon.cc: fix SF#2011311 - G33 move not issuing with zero feedrate
[19:40:07] <CIA-35> EMC: 03alex_joni 07TRUNK * 10emc2/debian/changelog: mention fix
[19:41:06] <alex_joni> cradek: I would appreciate you double-checking that sometimes
[21:44:01] <BigJohnT> jepler: you made me happy today
[21:44:33] <BigJohnT> except I have to lug my computer from the shop down to the beer cave to update it...
{kind=link}
{kind=link}
{kind=link}