Back
[00:00:29] <alex_joni> cradek: how about the mmxavg.*
[00:00:34] <alex_joni> are those still used?
[00:01:45] <cradek> ?
[00:02:20] <alex_joni> * alex_joni jummps from on etopic to another
[00:02:32] <alex_joni> kinematics/mmxavg.c and .h
[00:02:40] <alex_joni> any idea if they are used?
[00:03:39] <cradek> I have never seen those before... no idea
[00:03:52] <alex_joni> seems like a big waste of memory if they are used
[00:04:08] <alex_joni> (4 double + 4 ints )*100
[00:04:22] <alex_joni> and that times 6
[00:04:32] <alex_joni> in the emcmot_debug struct
[00:05:21] <alex_joni> maybe jmk knows
[00:05:30] <cradek> take it out and see if it builds...?
[00:06:03] <cradek> I'm trying that
[00:06:43] <alex_joni> motion/motion.c .h and usrmotintf.cc reference it
[00:06:51] <alex_joni> but nothing more than initializing the stuff
[00:06:56] <cradek> we've got a Makefile bug somewhere - I keep getting 'failed to remake makefile Makefile' warnings when depending
[00:07:10] <SWPadnos> date / time issue?
[00:07:19] <alex_joni> ntpdate ;)
[00:09:38] <SWPadnos> it looks like those vars are only used to print them, or to initialize them to 0
[00:10:42] <alex_joni> SWPadnos: that was my impression too
[00:11:24] <SWPadnos> all the code that would call those functions is inside #if 0 blocks
[00:31:03] <alex_joni> good night gents
[00:31:09] <SWPadnos> night
[00:31:19] <skunkworks> night alex
[11:18:09] <anonimasu> morning
[14:04:49] <jepler> cradek: thanks for cleaning up that hal_priv thing for me -- I had the change to hal_priv that you made, but apparently forgot to check it in
[14:29:10] <jepler> what do you call it when a person who is fully capable of developing and sending a patch just complains about something?
[14:36:35] <Lerneaen_Hydra> lazy?
[15:40:36] <cradek> there are other explanations too in this case :-)
[15:42:10] <cradek> jepler: shouldn't cc-option detect that unit-at-a-time is not accepted for whatever compiler he's talking about?
[15:42:37] <cradek> (of course a real bug report would include that information)
[15:45:51] <jepler> cradek: yes, and I believe it does. witness that bdi2 compiles...
[15:46:56] <cradek> ok, without a real bug report we're pretty stuck, and I don't feel like playing 20 questions to get it out of him
[15:52:27] <cradek> the only other thing in his email that's possibly a bug is the cleanup problem, but I don't get that one.
[15:52:55] <jepler> some stuff does get depended for 'make clean' but I'm not about to get worked up over it
[15:53:15] <cradek> I'm not either, although I thought I fixed it once before.
[15:57:08] <jepler> found one thing...
[15:57:39] <cradek> thanks
[15:59:30] <alex_joni> hi guys
[15:59:34] <alex_joni> * alex_joni got home early
[15:59:37] <jepler> hi alex
[15:59:39] <cradek> hi
[15:59:39] <Lerneaen_Hydra> 'lo alex
[15:59:47] <alex_joni> is jmk around?
[15:59:55] <cradek> not yet
[16:00:12] <alex_joni> ok.. had a lot in the scrollback buffer ;)
[16:00:16] <alex_joni> you guys talk a lot
[17:09:45] <Lerneaen_Hydra> have you considered using the commentator to help speed developing up?
[17:10:06] <Lerneaen_Hydra> http://www.cenqua.com/commentator/
[17:11:56] <alex_joni> Lerneaen_Hydra: you're kidding .. right?
[17:12:10] <Lerneaen_Hydra> most definetly not
[17:12:25] <Lerneaen_Hydra> *coughtheverybottomofthepagecough*
[17:14:01] <alex_joni> :P
[17:18:43] <Lerneaen_Hydra> oh, btw alex, did you want a screenshot of emc & a lathe app?
[17:18:53] <alex_joni> Lerneaen_Hydra: always
[17:19:07] <alex_joni> that was my dream since I was a little baby :)
[17:19:08] <Lerneaen_Hydra> any things that you want to be included?
[17:19:13] <Lerneaen_Hydra> O.o...
[17:19:21] <alex_joni> Lerneaen_Hydra: make it shiny ;)
[17:19:34] <Lerneaen_Hydra> mmkay, just a sec
[17:23:17] <alex_joni> Lerneaen_Hydra: you're a lathe user.. right?
[17:27:50] <alex_joni> Lerneaen_Hydra: still have lathe_test100.ngc ?
[17:28:39] <alex_joni> something that looked like a chess-pawn
[17:31:25] <Lerneaen_Hydra> oh
[17:31:27] <Lerneaen_Hydra> yeah
[17:31:33] <alex_joni> I have a video of it
[17:31:38] <alex_joni> along with some pictures
[17:31:40] <Lerneaen_Hydra> yeah, that's right
[17:32:17] <Lerneaen_Hydra> if I wasn't so lazy I'd have it as CC-liscensed
[17:33:13] <alex_joni> CC?
[17:33:26] <Lerneaen_Hydra> creative commons
[17:33:36] <Lerneaen_Hydra> ie free to use
[17:34:17] <Lerneaen_Hydra> alex_joni: your mail is alex.joni ... robcon.ro right?
[17:34:43] <alex_joni> right
[17:35:00] <alex_joni> any reason against doing the CC stuff?
[17:35:17] <Lerneaen_Hydra> sent
[17:35:23] <Lerneaen_Hydra> too lazy :p
[17:35:37] <Lerneaen_Hydra> ie if you want to use it for anything with EMC's documentation then feel free
[17:36:11] <Lerneaen_Hydra> do you want a video that's got better resolution?
[17:36:31] <Lerneaen_Hydra> (iirc it was only 320x240 and low bitrate)
[17:36:47] <alex_joni> can you put a T1M6 in there?
[17:36:56] <alex_joni> e.g. change the cone to a tool-shape
[17:37:09] <alex_joni> Lerneaen_Hydra: the resolution on that video is fine
[17:37:15] <Lerneaen_Hydra> oh, so you see the cone in the screenshot?
[17:37:55] <Lerneaen_Hydra> also, which program would be better, that simple one or the test peice?
[17:38:02] <alex_joni> the test piece
[17:38:06] <Lerneaen_Hydra> ok
[17:38:09] <alex_joni> maybe just send me the test piece program ;)
[17:38:13] <alex_joni> if it's no problem
[17:38:21] <Lerneaen_Hydra> yeah, that's easier for me too ;)
[17:39:16] <Lerneaen_Hydra> are you sure it was called lathe_test100.ngc?
[17:39:26] <Lerneaen_Hydra> becuase I only found lathe_test from 1 to 10
[17:39:28] <Lerneaen_Hydra> *12
[17:39:28] <alex_joni> it says so in the pictures
[17:39:36] <Lerneaen_Hydra> hmm
[17:39:38] <Lerneaen_Hydra> ok
[17:39:43] <Lerneaen_Hydra> I should still have the CAM file
[17:39:46] <Lerneaen_Hydra> just a sec
[17:40:02] <alex_joni> any will probably do
[17:40:19] <Lerneaen_Hydra> yeah I found the test file
[17:40:54] <Lerneaen_Hydra> any preference for more/fewer passes/depth?
[17:41:19] <alex_joni> not really :)
[17:41:25] <alex_joni> rather fewer passes than more
[17:41:45] <Lerneaen_Hydra> right now the file I have now does it in 7 passes
[17:41:51] <Lerneaen_Hydra> and a finish turn
[17:41:53] <alex_joni> should be ok
[17:43:54] <Lerneaen_Hydra> sent
[17:44:17] <alex_joni> got it.. thanks
[17:44:20] <Lerneaen_Hydra> np
[17:44:25] <Lerneaen_Hydra> :)
[17:44:27] <alex_joni> any restrictions on the file?
[17:44:36] <Lerneaen_Hydra> restrictions?
[17:44:40] <alex_joni> would you mind me adding it to CVS ?
[17:44:54] <Lerneaen_Hydra> oh, uh, I can clean it up a bit first then ;)
[17:45:18] <alex_joni> what? the comments?
[17:45:23] <Lerneaen_Hydra> yeah
[17:45:23] <alex_joni> I can take those out :D
[17:45:26] <Lerneaen_Hydra> ok
[17:45:53] <Lerneaen_Hydra> yeah just strip out the comments
[17:45:59] <Lerneaen_Hydra> as they don't really add anything to the file
[17:48:50] <Lerneaen_Hydra> I have a version of the file with IJK arcs instead (which is what it was supposed to be, as radius arcs can have worse rounding errors) if you want
[17:49:04] <Lerneaen_Hydra> it probably doesn't matter in this case though
[17:49:14] <alex_joni> right
[17:49:23] <alex_joni> and maybe without those pasky N-words
[17:49:29] <Lerneaen_Hydra> yeah
[17:49:40] <Lerneaen_Hydra> oh, also I can remove the gouging limiter
[17:49:59] <Lerneaen_Hydra> (when doing the falling countour the CAM app limits the angle)
[17:50:16] <Lerneaen_Hydra> it should be an arc, not line+arc
[17:50:41] <Lerneaen_Hydra> so, remove N-words and fix the gouging?
[17:50:46] <Lerneaen_Hydra> (and IJK)
[17:51:28] <Lerneaen_Hydra> I've turned of radius compensation too
[17:51:33] <Lerneaen_Hydra> so EMC can do that :D
[17:54:20] <alex_joni> what kind of tool would you do?
[17:54:25] <alex_joni> use I mean
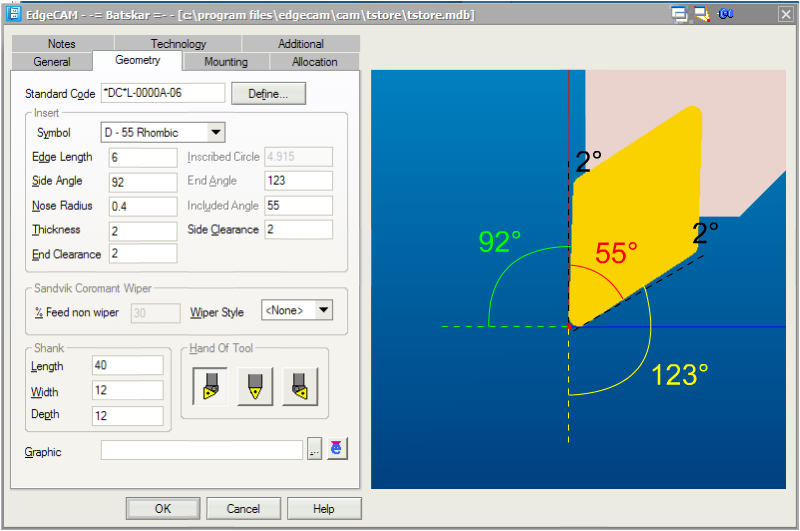
[17:55:57] <Lerneaen_Hydra> usually one that is, uh, rhombic with an inner angle of 55°
[17:56:06] <Lerneaen_Hydra> if that says anything...
[17:56:30] <Lerneaen_Hydra> http://wiki.linuxcnc.org/uploads/angles.png
[17:56:32] <Lerneaen_Hydra> that type
[17:57:31] <alex_joni> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?ToolTable
[17:57:36] <alex_joni> this says quite a bit :)
[17:58:40] <Lerneaen_Hydra> yep
[17:59:23] <Lerneaen_Hydra> there, sent
[18:00:23] <alex_joni> coo, thanks
[18:00:45] <Lerneaen_Hydra> that file's all nice and good?
[18:03:04] <alex_joni> front and backangle are not right
[18:03:17] <alex_joni> in the tool table file
[18:04:23] <alex_joni> what values do you suggest?
[18:04:39] <Lerneaen_Hydra> hmm. this is a very problematic topic
[18:05:05] <Lerneaen_Hydra> becuase it depends on how much EMC knows about the lathe
[18:05:32] <Lerneaen_Hydra> I find the behavior like in this screenshot to be good:
http://wiki.linuxcnc.org/uploads/angles.png
[18:05:59] <Lerneaen_Hydra> as in what they are called
[18:07:18] <Lerneaen_Hydra> it's quite uncommon though for a control system to know what to do with the side angle value though (except for the gui)
[18:07:52] <Lerneaen_Hydra> end angle is commonly used in roughing canned cycles
[18:08:12] <Lerneaen_Hydra> possibly somehow in normal straight-line movements too
[18:08:30] <alex_joni> right.. they mostly get used for GUI
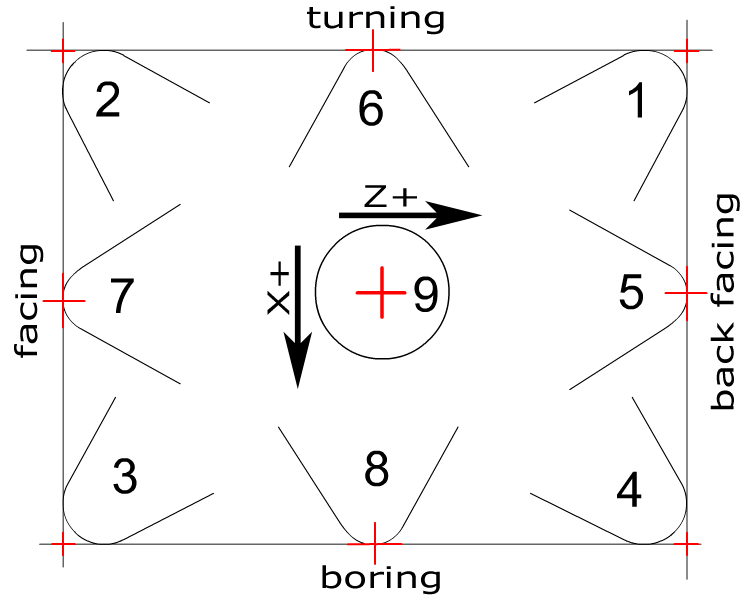
[18:08:46] <alex_joni> so this is type 2 cutter.. right?
[18:08:51] <alex_joni> http://wiki.linuxcnc.org/uploads/cutting_orientation2.png
[18:10:12] <Lerneaen_Hydra> if the lathe is of the type where the tool is close to the operator
[18:10:27] <Lerneaen_Hydra> and the screenshot is of the type where the tool is away from the operator
[18:14:04] <alex_joni> ok
[18:14:34] <Lerneaen_Hydra> usually all production scale machines are tool-away-from-operator
[18:33:43] <Lerneaen_Hydra> I allways read that as logger_devil
[18:33:53] <Lerneaen_Hydra> and #emc-devil
[18:33:56] <alex_joni> too stupid to qualify as a devil
[18:34:01] <Lerneaen_Hydra> indeed
[18:34:20] <Lerneaen_Hydra> any idea as to the recent borkification
[18:34:31] <alex_joni> unfortunately no :(
[18:34:36] <alex_joni> some issues with the ISP
[18:34:42] <alex_joni> the connection is worse
[18:34:44] <Lerneaen_Hydra> oh..
[18:34:46] <Lerneaen_Hydra> nasty
[18:34:56] <alex_joni> but I don't have anything palpable to complain
[18:35:32] <alex_joni> http://81.196.65.201/mrtg/mainping-year.png <- don't think that qualifies
[18:36:34] <Lerneaen_Hydra> hmm, nope. not a good direction though :/
[18:37:35] <alex_joni> this is ping to the next hop (fiber)
[18:37:48] <alex_joni> so I don't understand the issues.. they shouldn't be possible
[18:38:13] <skunkworks1> Lerneaen_Hydra: are you on cnczone?
[18:38:19] <Lerneaen_Hydra> nope
[18:38:24] <skunkworks1> darn
[18:38:30] <Lerneaen_Hydra> anything in particular?
[18:38:38] <skunkworks1> http://www.cnczone.com/forums/showthread.php?t=26564
[18:39:19] <alex_joni> skunkworks1: have him look at nist-lathe
[18:39:25] <alex_joni> it's set up as a lathe display and all
[18:39:50] <Lerneaen_Hydra> skunkworks1: oh, I see
[18:39:52] <alex_joni> the only thing that he might not have are home switches which are present on the nist-lathe config
[18:39:56] <Lerneaen_Hydra> seems as though made for me ;)
[18:40:08] <alex_joni> the screenshot I just posted is using that config
[18:40:25] <skunkworks1> ok - thanks
[18:40:41] <alex_joni> he needs to have X Y Z defined, but only X & Z get used
[18:40:45] <skunkworks1> that is in head though isn't it?
[18:40:46] <alex_joni> this is because of triv kins
[18:40:51] <alex_joni> yeah..
[18:40:57] <Lerneaen_Hydra> skunkworks1: is cnczone any good? or is it just the "help I need help with <subject>"?
[18:41:48] <alex_joni> skunkworks1: tell him to get sane things from here:
http://cvs.linuxcnc.org/cvs/emc2/configs/nist-lathe/
[18:42:03] <alex_joni> not the whole config (that won't work on 2.0), but ideas
[18:42:17] <skunkworks1> Lerneaen_Hydra: Its ok - lots of adds ;) but it is cool seeing what others are doing/
[18:42:17] <alex_joni> also.. not sure how much he can do with 2.0 regarding lathe
[18:42:33] <Lerneaen_Hydra> adblock ;)
[18:42:39] <skunkworks1> alex_joni: That is what I was wondering
[18:43:12] <Lerneaen_Hydra> afair there wasn't even a lathe= yes setting in 2.0
[18:43:31] <Lerneaen_Hydra> skunkworks1: are you going to reply?
[18:43:36] <alex_joni> this is crazy:
http://www.cnczone.com/forums/showthread.php?t=19615
[18:44:17] <Lerneaen_Hydra> ... wtf?
[18:44:28] <skunkworks1> alex_joni: why? such and old emc version?
[18:45:09] <Lerneaen_Hydra> I was thinking more like the last reply to the thread
[18:45:21] <alex_joni> skunkworks1: yeah :D
[18:53:44] <skunkworks1> http://pastebin.ca/227903
[18:55:40] <Lerneaen_Hydra> bwahaha experts! :D err.. uh.. yeah..
[18:55:49] <Lerneaen_Hydra> * Lerneaen_Hydra wanders off and does something else
[18:55:52] <Lerneaen_Hydra> ;)
[18:56:07] <alex_joni> lol
[18:56:11] <alex_joni> * alex_joni goes to take a bath
[18:56:25] <alex_joni> skunkworks1: I'd change this:
[18:56:42] <alex_joni> We don't know how much is in the 2.0 release.
[18:56:54] <skunkworks1> sorry - I know that sounded bad
[18:57:01] <alex_joni> I'd say "emc 2.0 has very limited lathe capabilities"
[18:57:09] <alex_joni> for whatever that means :D
[18:57:30] <skunkworks1> that sounds smoother ;)O
[18:58:34] <Lerneaen_Hydra> after all, the experts are omniscent
[19:01:10] <skunkworks1> thank you
http://www.cnczone.com/forums/showthread.php?p=211763#post211763
[19:03:51] <A-L-P-H-A> well... CNC power supply box is now completed... though the top is a little fucked cause my neighbour cut it bad.
[19:04:09] <A-L-P-H-A> I may go remake the top later on.
[19:04:23] <A-L-P-H-A> but it's really not needed... may do it anyways got shits and giggles
[20:58:31] <alex_joni> what's with the "step sizes 0.00025 0.00025" message lately?
[20:58:41] <jepler> oh that's some debugging thing that I should remove
[20:59:41] <alex_joni> thanks ;)
[21:01:47] <alex_joni> jmkasunich: do you remember anything about mmxavg ?
[21:04:08] <jepler> looks like it's something that computes minimum, maximum, and average
[21:04:14] <jepler> m, mx, avg
[21:04:19] <alex_joni> yeah, but it only gets initialized
[21:04:22] <alex_joni> never used
[21:04:23] <jepler> so take it out
[21:04:28] <alex_joni> and it takes up a bit of shm
[21:04:31] <alex_joni> I'm about to
[21:05:56] <jepler> 28-Jun-2001 FMP fixed WPS's mmxavg debug structs; added STEPPING_TYPE
[21:05:57] <jepler> as a module parameter, just to be compatible with runs scripts that
[21:05:57] <jepler> pass this to freqmod.
[21:06:28] <SWPadnos> now that's recent! ;)
[21:06:38] <alex_joni> yeah
[21:06:52] <jepler> looks like they track minimum, maximum, and average execution time of the servo thread
[21:06:57] <jepler> (to mix in some emc2 speak there)
[21:10:25] <jmkasunich> heh, that can definitely go awa
[21:11:43] <alex_joni> ok, I'm doing that now
[21:11:59] <alex_joni> it's about 600x(4 doubles + 4 ints)
[21:12:10] <cradek> ouch
[21:12:39] <cradek> can't you do min, max, and mean without any storage?
[21:12:57] <jepler> not everyone can
[21:12:59] <alex_joni> make: Failed to remake makefile 'Makefile'.
[21:13:07] <cradek> jepler: again, ouch
[21:13:11] <SWPadnos> heh
[21:13:13] <jepler> argh, what did I f*** this time
[21:13:21] <alex_joni> it might be me
[21:13:35] <jepler> it's too bad make doesn't give a useful message in that case
[21:13:37] <cradek> I had that but a clean fixed it (figured it was probably bogus timestamps)
[21:13:51] <alex_joni> it is probably bogus timestamps
[21:14:03] <alex_joni> how can I touch all files?
[21:14:09] <alex_joni> ntpdate decide to change the time
[21:14:11] <SWPadnos> I hope nobody was coding between 2:00 and 3:00 this morning
[21:14:19] <alex_joni> SWPadnos: it just did
[21:14:20] <cradek> find . -type f -print0|xargs -0 touch
[21:14:45] <cradek> then make clean :-)
[21:15:14] <alex_joni> doing now
[21:45:46] <SWPadnos_> hmmm - got a python / make type question
[21:46:35] <SWPadnos_> I see in some of the python programs (scripts/haltest.py, for example) "from hal import *"
[21:47:24] <alex_joni> SWPadnos: I know close to nothing about this, but theres some env set up before you can do that
[21:47:39] <SWPadnos_> I'm assuming this is what halmodule.cc is, but I don't see how python knows (a) where to look for the hal module or (b) how it gets created
[21:47:40] <alex_joni> scripts/emc-environment I think
[21:47:54] <SWPadnos_> ok
[21:58:22] <jepler> SWPadnos_: Python searches PYTHONPATH for a matching item every time you 'import' something new
[21:58:34] <jepler> SWPadnos_: actually, PYTHONPATH is prepended to a built-in list of directories
[21:58:57] <jepler> . scripts/emc-environment will set this up for you
[21:59:30] <jepler> As for how it's built, look in hal/Submakefile from 'HALMODULESRCS :=' to the end...
[21:59:34] <SWPadnos_> I'm seeing that now. I also see in the makefile the PYOBJECTS (or similar) object list
[21:59:38] <SWPadnos_> rigth
[22:00:37] <jmkasunich> jepler: the tests in emc2/tests/foo are intended to be automated only, right?
[22:00:54] <jmkasunich> I shouldn't add ones that require user intervention?
[22:03:26] <jepler> jmkasunich: yes, that's right
[22:03:42] <jepler> what were you thinking of adding?
[22:04:16] <jmkasunich> tests for the implementation of canonical encoder interface (spefically index pulse handling) for hardware drivers
[22:04:36] <jmkasunich> because there is hardware involved, the test results are non-trivial to interpret
[22:05:06] <jmkasunich> basicaly you would start the test, then turn the encoder shaft at whatever speed is convenient
[22:05:12] <jmkasunich> so the results would be speed dependent
[22:05:40] <jmkasunich> maybe I'll just put a test in there for the software encoder component, using the simulated encoder to generate the signals
[22:05:50] <jmkasunich> and let people copy the hal config when testing hardware drivers
[22:06:35] <jepler> you can execute a program to check whether the results are right, but in that case you still have to gather it with sampler and that means knowing when you've gathered enough data
[22:06:47] <jmkasunich> right
[22:06:58] <jmkasunich> it would get ugly fast
[22:07:09] <jmkasunich> what if the user turns the encoder the wrong way, for example
[22:07:37] <jmkasunich> and of course, testing hardware drivers when you don't have the hardware also fails
[22:07:47] <jepler> yeah
[22:07:51] <jmkasunich> so I don't want to mess up the test suite with tests that some folks can't run
[22:07:59] <jepler> other testing systems I am familiar with let you figure out whether to skip a test entirely
[22:08:13] <jepler> but there's nothing like that in our testsuite yet
[22:08:23] <jmkasunich> I'm working on one
[22:09:08] <jmkasunich> newinst has a few rough edges
[22:09:17] <jepler> In the Python test suite, for instance, you can turn on or off named resources such as 'network' and 'audio'
[22:09:25] <jepler> which rough edges did you run into?
[22:09:40] <jepler> so 'interactive' and each hardware driver could be a 'resource'
[22:09:54] <jmkasunich> "newinst flipflop" exports something with no name
[22:10:00] <jmkasunich> pins are just ".in", etc
[22:10:22] <jmkasunich> "newinst flipflop name-that-already-exists" fails silently
[22:10:41] <jmkasunich> and "help newinst" comes up empty
[22:10:50] <jepler> one of those is easy to fix :)
[22:11:28] <jepler> jepler@sofa:~/emc2$ halcmd newinst and2 x; echo $?
[22:11:29] <jepler> 0
[22:11:29] <jepler> jepler@sofa:~/emc2$ halcmd newinst and2 x; echo $?
[22:11:29] <jepler> HAL:0: ERROR: systemv failed, returned 253
[22:11:29] <jepler> newinst failed: -1
[22:11:31] <jepler> 1
[22:11:40] <jepler> hm, I must have implemented failure for sim but not for rt...
[22:11:56] <jmkasunich> I'm running in interactive mode, dunno if that matters
[22:12:21] <jepler> i'd still hope you got 'newinst failed: -1' but maybe you don't.
[22:22:42] <alex_joni> darn I've been waiting half an hour on an cvs up :/
[22:23:21] <cradek> wow
[22:23:52] <alex_joni> yeah, a commit just about went through.. but I had some up-to-date checks that failed :(
[22:24:00] <cradek> only 14 secs here
[22:24:06] <cradek> so it must not be on his end
[22:24:13] <alex_joni> yeah, I know
[22:24:21] <alex_joni> I have 2 secs to my next hop :(
[22:24:36] <alex_joni> gotta take the backup connection up
[22:26:32] <cradek> yikes, getting dark at 4:30
[22:26:37] <cradek> I better go do my outside work
[23:27:22] <jmkasunich> jepler: you around?
[23:31:21] <jepler> jmkasunich: off and on
[23:33:02] <jmkasunich> I'm trying to understand newinst
[23:33:17] <jepler> the realtime implementation in particular?
[23:33:20] <jmkasunich> I added some help for it, and fixed the "newinst modname <nothing>" case
[23:33:39] <jmkasunich> probably both
[23:33:53] <jmkasunich> unfortunately I've lost track of how some of that stuff works
[23:34:13] <jepler> I'm not proud of the way newinst works, it should probably be improved .. but that said, here's how it works:
[23:34:16] <jmkasunich> I notice that if you loadrt a module, then newinst some instances of it, then unloadrt the module, there are droppings left behind
[23:34:30] <jmkasunich> the pins go away, but show comp still shows the instances
[23:34:32] <jepler> the instance registers a pointer in its component
[23:34:40] <jepler> oh yeah I completely missed that
[23:35:17] <jepler> 'newinst' makes some pointers in the HAL data point at one of those functions, and reading (or was it writing?) an entry in /proc is the way the kernel is told to execute the code
[23:35:31] <jepler> that's where the sim and realtime implementations diverge: you make an rtapi_app call instead of using /proc
[23:36:04] <jepler> anyway .. I guess hal_exit needs to clean up the entries for insts, which are just entries in the linked list of components which have type=2
[23:36:07] <jmkasunich> this is the rtapi app call: result = hal_systemv(argv);
[23:36:38] <jepler> I'm betting I didn't implement a return code for the non-sim case
{kind=link}
{kind=link}
{kind=link}