Back
[08:33:14] <bullzebub> hello ... i wonder about the "dapper" problems... is the problem in the install or the running of EMC?
[08:33:42] <alex_joni> neither
[08:33:54] <alex_joni> it's in extensive testing before releasing the stuff ;9
[08:34:15] <bullzebub> Hehe .. .yeah .. testing always takes time...
[08:34:30] <alex_joni> and it presumes a lot of different machines & setup
[08:34:40] <Lerneaen_Hydra> does it appear to be stable so far?
[08:34:45] <alex_joni> but I think the dapper stuff is pretty much ok to be used
[08:34:50] <alex_joni> Lerneaen_Hydra: heard of no problems
[08:34:59] <Lerneaen_Hydra> I could test it if you show me where to get the stuff
[08:35:15] <Lerneaen_Hydra> (I'm going to need to update to the newest head soon anyway, to get jogwheels)
[08:35:19] <alex_joni> Lerneaen_Hydra: just like for breezy, just substitute the name breezy with dapper in the install script
[08:35:36] <Lerneaen_Hydra> oh, so it's in the apt-get script cradek made?
[08:35:53] <alex_joni> Lerneaen_Hydra:
http://www.linuxcnc.org/emc2-install.sh
[08:36:05] <alex_joni> but that script has breezy all over it
[08:36:11] <alex_joni> you just need to edit it, and add dapper
[08:36:18] <Lerneaen_Hydra> oh, ok
[08:36:24] <Lerneaen_Hydra> I'll test that today
[08:36:27] <bullzebub> but running a "simulated" EMC isnt a problem in other words? i dont got a machine right now ... soo ...
[08:36:48] <alex_joni> bullzebub: the problem with emc2 right now is that it lacks a non-RT simulator
[08:37:00] <alex_joni> there is a simulating mode, but it also needs RT stuff
[08:37:12] <alex_joni> Lerneaen_Hydra: drop me a line in here with your results
[08:37:18] <Lerneaen_Hydra> alex_joni: sure thing
[08:37:20] <alex_joni> even if I'm not around
[08:37:25] <alex_joni> Lerneaen_Hydra: thx
[08:37:35] <alex_joni> * alex_joni heads for work
[08:37:43] <Lerneaen_Hydra> alex_joni: how would I install only emc2 from head and not the stable branch, yet still get rt kernel?
[08:37:48] <bullzebub> ok ... ill just stick to breezy then
[08:38:21] <Lerneaen_Hydra> cradek's script and then apt-get remove emc-axis?
[08:38:44] <alex_joni> Lerneaen_Hydra: no
[08:38:59] <alex_joni> just run cradeks script, that will get you RT kernel, rtai, emc & axis
[08:39:20] <alex_joni> if you want head, you'll need to get the sources from CVS in some dir, and configure --enable-run-in-place
[08:39:29] <alex_joni> after that you'll have 2 emc's on your machine
[08:39:38] <Lerneaen_Hydra> oh, so I'll have two versions at once? that doesn't cause any issues?
[08:39:55] <alex_joni> not if the CVS one is configured to run in place (in it's dir)
[08:39:59] <Lerneaen_Hydra> oh, ok
[08:40:03] <alex_joni> you can have unlimited versions like that :D
[08:40:08] <alex_joni> I have about 5 or 6
[08:40:13] <Lerneaen_Hydra> right, I'll do that and post the results here
[08:40:19] <Lerneaen_Hydra> anything in particular I should test?
[08:40:34] <alex_joni> how easy it is, and if you run into any problems
[08:40:40] <Lerneaen_Hydra> ok
[08:40:41] <alex_joni> please make notes if so..
[08:40:52] <alex_joni> exact error messages ;-)
[08:41:15] <Lerneaen_Hydra> will do
[09:09:35] <Lerneaen_Hydra_> Lerneaen_Hydra_ is now known as Lerneaen_Hydra
[13:01:13] <cradek> Lerneaen_Hydra: yesterday I finished g43 (position offset from the tool table) for lathes
[13:09:40] <alex_joni> cradek: hi
[13:10:04] <alex_joni> cradek: when you have 20 minutes, can you redo the dapper repository?
[13:15:47] <cradek> sure, working on it now
[13:17:17] <cradek> done
[13:41:52] <alex_jon1> alex_jon1 is now known as alex_joni
[13:41:58] <SWP_Away> SWP_Away is now known as SWPadnos
[14:02:21] <cradek> I envision using the nice Axis backplot/UI but having the large convincing coordinate display a la. tkemc in a vcp panel.
[14:02:29] <cradek> haha "convincing"
[14:03:37] <jepler> I just don't understand users
[14:04:11] <cradek> hi jeff
[14:04:16] <jepler> hi chris
[14:05:11] <SWPadnos> you need multiple monitors for a *really* convincing DRO :)
[14:05:30] <cradek> nah, you need nixies
[14:05:48] <cradek> I could probably sell that
[14:05:52] <cradek> emc->parport->nixies
[14:05:58] <SWPadnos> that would be cool
[14:06:17] <cradek> cool and stupid
[14:06:24] <SWPadnos> heh
[14:06:31] <SWPadnos> but still cool
[14:06:44] <cradek> right, and stupid
[14:07:11] <SWPadnos> many cool things are also stupid
[14:07:24] <SWPadnos> (smoking, leather pants, harleys ...)
[14:07:30] <cradek> that's true
[14:07:39] <cradek> wait, leather pants are cool?
[14:07:46] <SWPadnos> well, some people think so
[14:07:51] <SWPadnos> and on some people, it may be so
[14:08:20] <cradek> maybe I guess
[14:08:40] <cradek> but it's a stretch I bet
[14:08:57] <SWPadnos> heh
[14:16:11] <alex_joni> lol
[14:38:35] <jepler> it's not hard to make an ugly, bug dro with python+tkinter.
http://emergent.unpy.net/index.cgi-files/sandbox/dro.py
[14:39:21] <jepler> er, "big dro"
[15:00:24] <cradek> View > [ ] Ugly big DRO
[15:01:55] <SWPadnos> View > [X] Ugly big DRO
[15:04:23] <alex_joni> jepler: can you make a snapshot of that?
[15:04:38] <alex_joni> * alex_joni wonders how it looks like
[15:05:03] <alex_joni> oh, ok.. nm .. I read what it does
[16:04:14] <alex_joni> hello
[16:04:24] <alex_joni> anyone around who knows his way around sscanf ?
[16:13:35] <SWPadnos> alex: sure - shoot
[16:19:53] <alex_joni> I have a string I read in from serial
[16:20:16] <SWPadnos> ok
[16:20:17] <alex_joni> <ch><ch><6 digit data><6 digit data>...
[16:20:28] <SWPadnos> including the angle brackets?
[16:20:32] <alex_joni> no
[16:20:45] <alex_joni> one char, one char, 6 chars that form a double?
[16:20:48] <alex_joni> and so on..
[16:21:02] <SWPadnos> ok, so a string of characters, like 23476058339201
[16:21:07] <alex_joni> right
[16:21:14] <alex_joni> but they are hexa from what I've seen
[16:21:18] <SWPadnos> ok
[16:21:44] <SWPadnos> and it's a totally fixed-width format?
[16:21:48] <alex_joni> right
[16:22:05] <SWPadnos> I'd just split the string up and use atoi or the like
[16:22:56] <SWPadnos> are the 6 characters for the float the hex representation of float data, or ASCII that's missing the decimal point?
[16:23:53] <alex_joni> it's not really clear from the docs
[16:24:18] <SWPadnos> ok. if the later chars are hex, then it would be best to figure out what they mean ;)
[16:25:22] <alex_joni> wanna look at the manual?
[16:25:30] <alex_joni> http://www.utilcell.com/ClientData/download/DAT400/DAT%20400%20Manual%200.4-En.pdf
[16:26:13] <SWPadnos> do you have sample data from it?
[16:26:25] <alex_joni> page 20
[16:26:31] <alex_joni> not right now, it's switched off.. :(
[16:26:32] <SWPadnos> ok. getting there :)
[16:26:58] <alex_joni> that manual sux badly
[16:27:46] <SWPadnos> heh
[16:27:51] <SWPadnos> what mode are you using?
[16:28:00] <alex_joni> continuous
[16:28:12] <alex_joni> but the format isn't speciafied for cont. ... :(
[16:28:22] <alex_joni> so I presume it's the same as for Demand
[16:28:35] <SWPadnos> they say that "the above three modes use this format" ... on page 20
[16:29:02] <SWPadnos> oops - "the above modes do this ..."
[16:29:02] <alex_joni> ok.. missed that ;)
[16:29:22] <alex_joni> In the above modes, the transmitter sends serial data using the format shown below:
[16:29:33] <SWPadnos> right (me so lazy)
[16:29:39] <alex_joni> ;-)
[16:29:48] <alex_joni> ok, so I wonder about <net weight>
[16:30:08] <SWPadnos> yeah - they don't say how it's printed
[16:30:36] <alex_joni> was wondering if a sscanf(buff, "%c%c%6x%6x%6x%d%2x%c"..)
[16:30:43] <alex_joni> wonder if that would work ?
[16:30:52] <SWPadnos> something like that should work, yes
[16:31:02] <alex_joni> not sure about %6x
[16:31:08] <alex_joni> is that OK?
[16:31:13] <SWPadnos> though the %6x might need to be %6d or %6f
[16:31:16] <SWPadnos> I think so
[16:32:04] <SWPadnos> yep -
[16:32:13] <alex_joni> so %6F?
[16:32:14] <alex_joni> f
[16:32:23] <SWPadnos> yep - "an optional decimal integer which specifies the mqaximum field width" ...
[16:32:27] <SWPadnos> maximum, that is
[16:32:49] <alex_joni> where do you have that from?
[16:32:59] <SWPadnos> x is for hex, e,f, and g are floats
[16:33:05] <SWPadnos> google -> man sscanf
[16:33:13] <alex_joni> heh
[16:33:14] <SWPadnos> http://www.die.net/doc/linux/man/man3/sscanf.3.html
[16:33:51] <SWPadnos> that should also work from a terminal ;)
[16:34:06] <SWPadnos> gotta run - see you later
[16:34:22] <alex_joni> ok, bye
[16:34:24] <SWPadnos> oh - you may have to install the package gcc-doc (or similar) to get manpages for all the C functions
[18:21:41] <cradek> I'd guess that the "6 ascii characters" are ascii representation of decimal numbers, not hex, although it doesn't say
[18:22:21] <cradek> so you should use %6d
[18:22:51] <cradek> or maybe u
[18:23:16] <cradek> I can't guess what they mean by "the result of the above calculation equals 1 character"
[18:24:48] <cradek> should be easy to figure out what's happening by looking at the stream
[18:27:11] <cradek> I just noticed I missed this conversation by two hours
[22:00:06] <Lerneaen_Hydra> cradek: sounds promising
[22:00:16] <cradek> hi
[22:01:47] <Lerneaen_Hydra> hello
[22:04:00] <Lerneaen_Hydra> what is the format of the new table?
[22:06:08] <cradek> hmm pastebin is slow today
[22:06:38] <Lerneaen_Hydra> yes, I noticed that before too...
[22:07:57] <cradek> POCKET FMS LENGTH DIAMETER COMMENT # MILL TOOL FORMAT, OR:
[22:07:57] <cradek> POCKET FMS ZOFFSET XOFFSET DIAMETER FRONTANGLE BACKANGLE ORIENTATION # LATHE
[22:07:57] <cradek> 1 1 0.5 0.5 0.1 0.0 0.0 9
[22:08:20] <cradek> it will read either format (compatible with old mill tool tables)
[22:10:42] <cradek> the angles aren't used yet, I'm not sure how to define them
[22:10:53] <cradek> there will have to be a picture in the documentation
[22:12:42] <Lerneaen_Hydra> cradek: do you need more clarification?
[22:13:04] <cradek> is there a standard for how to specify the angles for each orientation?
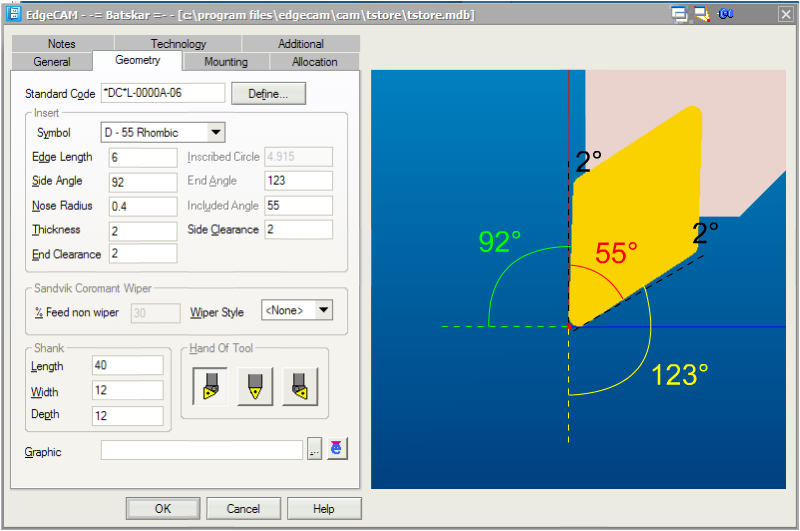
[22:14:10] <Lerneaen_Hydra> I have an image on the wiki. It's the format that my cam app uses, and it can (AFAICT) support all possible positions.
[22:14:16] <Lerneaen_Hydra> there is no standard as such though
[22:14:32] <Lerneaen_Hydra> http://wiki.linuxcnc.org/uploads/angles.png
[22:15:06] <cradek> ok
[22:15:43] <Lerneaen_Hydra> I'm not sure how to define the angles when using tooltype 2 for example
[22:15:49] <cradek> for a 60 degree threading tool, that would make the angle 60 and 120?
[22:16:00] <Lerneaen_Hydra> I guess you would base it on the same base
[22:17:14] <Lerneaen_Hydra> uh, wouldn't that be 60 and 150?
[22:17:21] <cradek> yes
[22:17:38] <Lerneaen_Hydra> oh, then that's correct (if it's a tool that's facing from behind (like the tool on the picture is))
[22:17:53] <cradek> seems strange to me
[22:18:01] <Lerneaen_Hydra> honestly though
[22:18:10] <Lerneaen_Hydra> uh, you can make any system you want
[22:18:15] <Lerneaen_Hydra> if it's more sane
[22:18:19] <cradek> why there should be an extra 90 on the right side
[22:18:20] <Lerneaen_Hydra> there is no real standard as such
[22:18:30] <cradek> that number will never be less than 90
[22:18:31] <Lerneaen_Hydra> if the tool is 8-sided
[22:18:35] <Lerneaen_Hydra> perhaps
[22:18:51] <Lerneaen_Hydra> and the front angle is 90 and rear something less than 90
[22:19:09] <cradek> that's true I guess
[22:19:13] <cradek> I can't imagine there is such a tool though
[22:19:39] <Lerneaen_Hydra> oh, very large rough turning lathes use them because of the strength
[22:21:34] <cradek> if you only have gouge protection on one side, is the 92 angle used for anything?
[22:22:12] <Lerneaen_Hydra> no
[22:22:36] <cradek> I think I want to include it anyway, so AXIS can draw the tool shape correctly if we decide to do that
[22:22:40] <Lerneaen_Hydra> it should be able to be left blank (=!0) and then no correction should be applied
[22:22:47] <Lerneaen_Hydra> yes, that sounds nice
[22:24:30] <Lerneaen_Hydra> ideally there should also be an edge length parameter (for the GUI) but that could be hardcoded to fit most lathes (maybe 5mm or so)
[22:27:12] <cradek> maybe the tool table should have just what's required for emc, and other settings for the gui should be made in the gui
[22:27:27] <cradek> I hate to make the tool table much larger with unimportant things
[22:27:27] <Lerneaen_Hydra> ah, yes
[22:27:32] <Lerneaen_Hydra> sounds good
[22:27:33] <Lerneaen_Hydra> indeed
[22:28:28] <Lerneaen_Hydra> hmm, I still can't seem to think of a good universal (applies to all tooltypes, 1-9) angle setup system
[22:28:58] <Lerneaen_Hydra> the one my cam app uses rotates the origin depending on the tool position
[22:29:25] <Lerneaen_Hydra> so a type 2 tool would still have the same values as a type 3, as long as the cutter had the same shape
[22:29:32] <cradek> it should be something easy to describe in the documentation, ideally without any special cases
[22:29:36] <Lerneaen_Hydra> indeed
[22:29:57] <Lerneaen_Hydra> so maybe a system where all angles are based from the -Y axis?
[22:30:08] <Lerneaen_Hydra> like trailing edge is now, but also leading edge?
[22:30:34] <Lerneaen_Hydra> so a threading tool for use in your lathe would have 30° for both values
[22:30:35] <cradek> I thought about that too, but it doesn't seem natural for 5/7
[22:31:01] <Lerneaen_Hydra> and one for a tool-behind center would have 150/150
[22:31:06] <cradek> a threading tool seems like both numbers should be the same, whether they are 30, 60 or 90+60
[22:31:12] <Lerneaen_Hydra> oh, right
[22:31:13] <Lerneaen_Hydra> hmm
[22:31:23] <cradek> (I'm agreeing with you)
[22:31:35] <Lerneaen_Hydra> what if the system only goes clockwise or counterclockwise?
[22:31:50] <cradek> that's an interesting thought
[22:31:58] <Lerneaen_Hydra> so a threading tool in your lathe would have 30 and 330?
[22:32:33] <Lerneaen_Hydra> and a threading tool in a tool-behind would have 150/210
[22:32:54] <cradek> I don't see where you get 30/330
[22:33:06] <cradek> seems like 240,300 to me
[22:33:13] <cradek> for #6
[22:33:27] <cradek> 270-30, 270+30
[22:34:08] <Lerneaen_Hydra> oh, I was thinking that the tip of the tool is in 0,0
[22:34:30] <Lerneaen_Hydra> so that 6 instead of being at the top as it is now would be at the bottom
[22:34:46] <cradek> haha I don't follow what you mean at all
[22:34:50] <Lerneaen_Hydra> haha
[22:34:54] <Lerneaen_Hydra> ok, I'll draw it up
[22:35:41] <cradek> brb, dinner
[22:37:00] <Lerneaen_Hydra> uh
[22:37:02] <Lerneaen_Hydra> ok
[22:37:06] <Lerneaen_Hydra> I'm going to bed soon
[22:37:14] <Lerneaen_Hydra> I'll upload the image and hope you get it ;)
[22:37:20] <Lerneaen_Hydra> I'll be here tomorrow though
[22:41:39] <Lerneaen_Hydra> http://img217.imageshack.us/my.php?image=safeposition19tm.png
[22:42:17] <Lerneaen_Hydra> http://img74.imageshack.us/my.php?image=safeposition20tk.png
[22:42:52] <Lerneaen_Hydra> I took a counterclockwise base as the tool orientation numbers go counterclockwise
[22:42:59] <Lerneaen_Hydra> (1-9)
[22:43:08] <Lerneaen_Hydra> not that it really matters though
[22:50:27] <Lerneaen_Hydra> (the image is a real hack job, the tool-centers are not alligned and so on, but I think you get the idea
[22:53:52] <Lerneaen_Hydra> g'night cradek, I hope that was enough to explain
[22:54:02] <Lerneaen_Hydra> as I said before though, I'll be here tomorrow
{kind=link}
{kind=link}
{kind=link}