Back
[00:00:13] <roycroft> i have some 1" wide 0.120 1018 that i need to roll
[00:00:27] <roycroft> that's way bigger than the machine is rated for, but since it's only 1" wide it might work ok
[00:00:46] <Tom_itx> pretty thick
[00:00:48] <roycroft> yes
[00:00:53] <roycroft> since the thing is rated to 18ga
[00:01:11] <Tom_itx> how tight a bend?
[00:01:15] <roycroft> i need a 4" radius, so it's not tight at all
[00:01:29] <roycroft> i guess it will work or it won't
[00:02:59] <roycroft> i think i have time to give it a go one one of the rings before i get pulled in to do holiday stuff like drinking egg nog
[00:03:08] <roycroft> it's only 4pm here
[00:04:31] <_methods> actually 4" rad is kinda tight
[00:04:38] <_methods> most slip rolls are around 4" dia
[00:05:50] <_methods> oh nm 4" radius
[00:05:57] <_methods> i think i drank too much eggnog
[00:07:13] <PetefromTn_> We have some Egg Nogg here and while I love it I can't drink more than a mugfull of it heh
[00:07:49] <_methods> well i'm not gonna lie i've been supplementing the eggnog with other beverages
[00:08:04] <PetefromTn_> :D
[00:08:19] <_methods> and my wife has begun the annual christmas story torture marathon
[00:08:49] <PetefromTn_> Sitting here watching my wife make the Cheesecake for Tomorrow... Already getting anxious to have some and it is not even done yet haha
[00:08:59] <PetefromTn_> Love that movie..
[00:09:10] <PetefromTn_> but I have watched it so many times now it kinda gets old
[00:09:18] <_methods> i still gotta wrap presents....
[00:09:23] <PetefromTn_> you and me both
[00:09:41] <_methods> need to make a linuxcnc present wrapper
[00:09:44] <Tom_itx> i'd rather watch national lampoon's christmas one
[00:09:55] <PetefromTn_> just watched it!
[00:10:12] <PetefromTn_> wish there were more GOOD Christmas movies...
[00:10:18] <_methods> shitter's full
[00:10:30] <zeeshan> rofl linuxcnc present wrapper
[00:10:46] <PetefromTn_> and get yourself something (Wink) REAL NICE hehehe
[00:12:13] <_methods> 2 axis cnc wrapper
[00:12:42] <_methods> maybe the 3d printer guys can whip me something up
[00:13:27] <zeeshan> my local electrical store
[00:13:38] <zeeshan> now carries abs and pla or wahtevdr those 3d printers use
[00:13:43] <zeeshan> a big ass spool for 18$
[00:13:50] <zeeshan> i need a 3d printer
[00:14:12] <_methods> be careful what you wish for lol
[00:14:13] <PetefromTn_> yeah man GOTTA make a yoda head
[00:15:12] <_methods> or my favorite 3d printer item
[00:15:14] <_methods> http://www.thingiverse.com/thing:199786
[00:15:54] <PetefromTn_> WOW that is pretty bad.....
[00:17:19] <_methods> hehe
[00:17:40] <_methods> whenever i feel a little depressed i just go visit thingiverse
[00:23:30] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[00:24:52] <_methods> poor sony
[00:24:55] <_methods> http://www.theverge.com/2014/12/24/7448253/sonys-the-interview-site-accidentally-let-anyone-download
[00:32:44] -!- Audioburn has quit [Ping timeout: 258 seconds]
[00:35:55] -!- kwallace has quit [Read error: No route to host]
[00:46:41] <roycroft> so the answer seems to be that it will work
[00:46:50] <roycroft> but my machine needs a little work
[00:47:01] <roycroft> one of the rollers kept popping out and i got tired of dealing with it
[00:47:19] <roycroft> it's a lot of work though, running that through the rollers
[00:49:09] -!- gonzo_nb has quit [Quit: Leaving]
[00:51:58] -!- cmorley has quit [Ping timeout: 250 seconds]
[01:09:16] -!- mhaberler has quit [Quit: mhaberler]
[01:15:39] micges-dev1 is now known as micges-dev
[01:17:20] -!- cmorley [cmorley!~chris@S0106204e7f8c229b.no.shawcable.net] has joined #linuxcnc
[01:18:37] -!- furrywolf [furrywolf!~randyg@173-148-201-183.pools.spcsdns.net] has joined #linuxcnc
[01:50:59] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[01:55:58] -!- pandeiro has quit [Remote host closed the connection]
[02:04:24] -!- adb has quit [Remote host closed the connection]
[02:10:39] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[02:18:57] -!- f1oat has quit [Ping timeout: 252 seconds]
[02:28:30] -!- PCW has quit [Quit: ChatZilla 0.9.91 [Firefox 34.0.5/20141126041045]]
[02:29:01] -!- micges-dev has quit [Quit: Wychodzi]
[02:29:02] -!- sumpfralle has quit [Ping timeout: 245 seconds]
[02:38:28] <CaptHindsight> http://www.noradsanta.org/ vs
https://santatracker.google.com/#tracker
[02:38:49] <CaptHindsight> I wonder who has the better tracker?
[02:39:24] <CaptHindsight> wouldn't it just be easier to give Santa a gps or cell phone
[02:40:10] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[02:41:27] -!- eeriegeek [eeriegeek!~eeriegeek@98.244.112.229] has joined #linuxcnc
[02:42:39] <SpeedEvil> http://farm8.staticflickr.com/7148/6411451193_8ceb6e9d51.jpg
[02:43:19] -!- sumpfralle [sumpfralle!~lars@232.ip-5-196-12.eu] has joined #linuxcnc
[02:43:41] <PetefromTn_> Awesome.....December 2015 is just too damn far away LOL
[02:58:39] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[03:02:20] -!- rob_h has quit [Ping timeout: 264 seconds]
[03:10:34] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[03:12:25] * furrywolf thinks it would be easier to be not delusional
[03:17:26] -!- dnaleromj has quit [Read error: Connection reset by peer]
[03:18:01] -!- dnaleromj [dnaleromj!~dnaleromj@98.124.126.110] has joined #linuxcnc
[03:25:34] <zeeshan> YAY
[03:25:37] <zeeshan> done all the annoying bs wiring
[03:26:37] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[03:27:21] <roycroft> you should have waited a day
[03:27:33] <roycroft> there will be a lot of elves with a lot of time on their hands starting tomorrow
[03:27:48] <zeeshan> ;p
[03:27:49] <roycroft> i'm sure you would be able to hire one for little money
[03:28:07] <roycroft> you could probably pay the elf with fruitcake
[03:28:15] <roycroft> kill two birds with one stone
[03:41:38] -!- ejb has quit [Quit: ZZZzzz…]
[04:04:49] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[04:09:50] -!- zeitue [zeitue!~z@67.221.139.38] has joined #linuxcnc
[04:20:34] -!- zeitue has quit [Quit: Leaving]
[04:25:27] -!- FreezingCold has quit [Ping timeout: 252 seconds]
[04:26:42] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[04:35:53] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[04:48:37] -!- AR_ has quit [Ping timeout: 240 seconds]
[04:49:57] -!- furrywolf has quit [Ping timeout: 240 seconds]
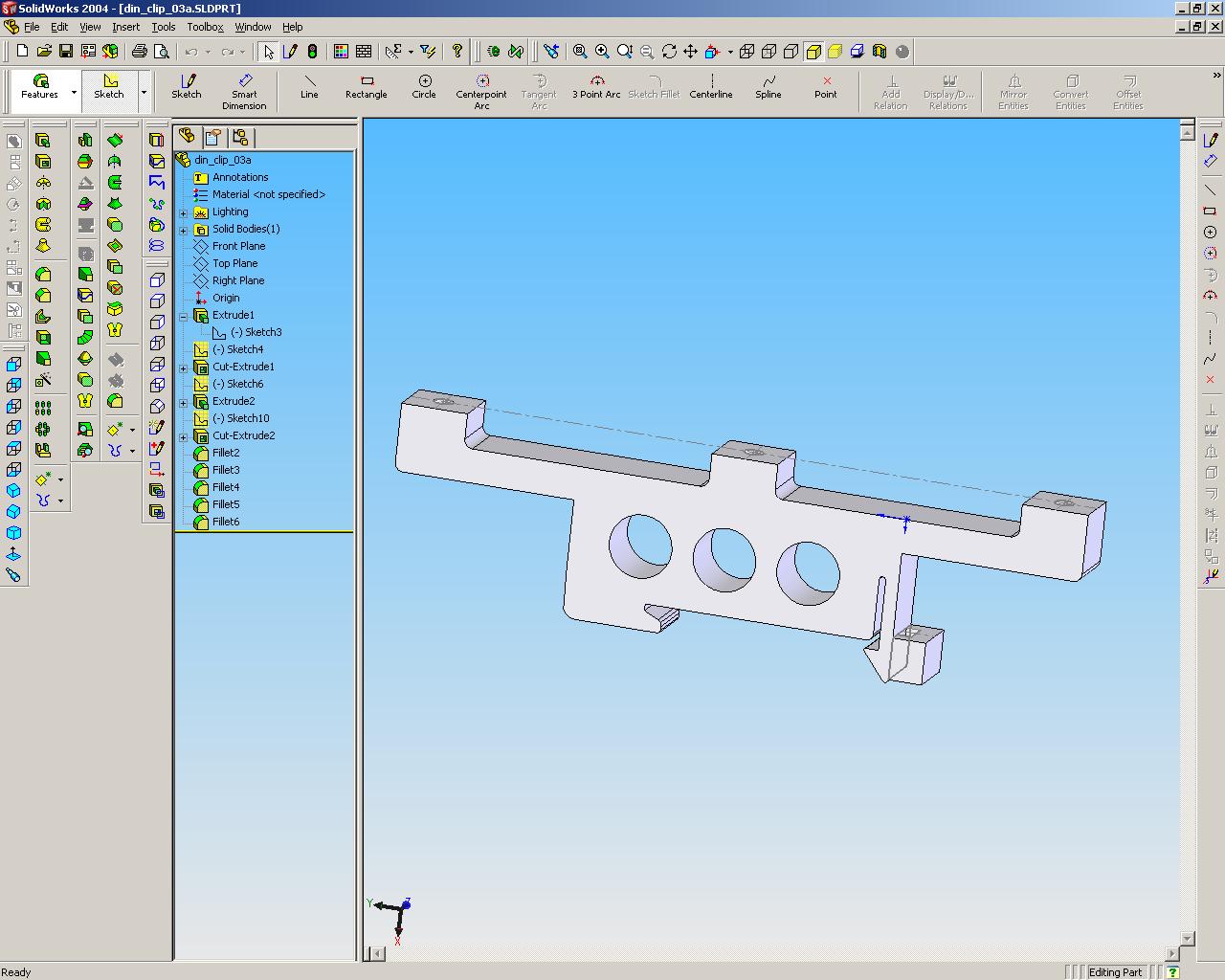
[04:51:40] <Tom_itx> reprap guys, a din mount for mesa boards:
http://tom-itx.no-ip.biz:81/~webpage/rue/reprap/din_clip_03.jpg
[04:59:08] <Tom_itx> center boss is just for support
[05:02:26] -!- syyl_ has quit [Ping timeout: 250 seconds]
[05:07:53] -!- zq [zq!~zq@tombartelt.com] has joined #linuxcnc
[05:08:20] <zq> happy nondenominational holiday, #lcnc
[05:08:49] <CaptHindsight> a festivus for the rest of us?
[05:12:11] <zq> serenity calls
[05:13:22] -!- TTN [TTN!~TTN@27.110.122.139] has joined #linuxcnc
[05:13:22] -!- TTN has quit [Changing host]
[05:13:22] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[05:39:25] -!- ReadError has quit [Excess Flood]
[05:42:13] -!- ReadError [ReadError!readerror@ec2-50-19-189-163.compute-1.amazonaws.com] has joined #linuxcnc
[05:44:55] -!- sumpfralle has quit [Quit: Leaving.]
[05:57:00] -!- anth0ny has quit [Quit: anth0ny]
[05:57:06] -!- dnalerom [dnalerom!~dnaleromj@98.124.126.110] has joined #linuxcnc
[05:57:22] -!- nickoe has quit [Quit: No Ping reply in 180 seconds.]
[05:58:19] -!- _Sync_ has quit [Ping timeout: 255 seconds]
[05:58:36] -!- nickoe [nickoe!~quassel@5b96e5fc.cust.ip.gvdnet.dk] has joined #linuxcnc
[05:58:46] -!- putnik has quit [Ping timeout: 255 seconds]
[05:59:08] -!- _Sync_ [_Sync_!~foobar@sync-hv.de] has joined #linuxcnc
[05:59:21] -!- dr0w has quit [Ping timeout: 264 seconds]
[05:59:47] -!- dr0w [dr0w!~george@loudsl01-253-117-19.d.iglou.com] has joined #linuxcnc
[06:00:35] -!- anth0ny has quit [Client Quit]
[06:01:21] -!- dnaleromj has quit [Ping timeout: 272 seconds]
[06:01:57] -!- Fox_Muldr has quit [Ping timeout: 245 seconds]
[06:04:07] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d019fee.pool.mediaWays.net] has joined #linuxcnc
[06:23:32] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[06:27:47] -!- Miner_48er has quit [Quit: Leaving]
[06:30:25] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[06:40:13] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[06:45:59] -!- Thetawaves [Thetawaves!~Thetawave@183-168-223-66.gci.net] has joined #linuxcnc
[06:48:20] -!- Tom_L has quit []
[06:50:58] -!- TTN has quit [Remote host closed the connection]
[07:03:13] -!- ve7it has quit [Remote host closed the connection]
[07:20:27] -!- Audioburn has quit [Ping timeout: 244 seconds]
[07:43:15] -!- FreezingCold has quit [Read error: Connection reset by peer]
[07:43:19] -!- FreezingAlt [FreezingAlt!~FreezingC@135.0.41.14] has joined #linuxcnc
[07:51:52] -!- Jasen_ has quit [Ping timeout: 246 seconds]
[08:02:04] <Jymmm> Merry Christmas
[08:13:59] -!- tronwizard has quit [Ping timeout: 245 seconds]
[08:14:06] -!- tronwizard [tronwizard!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[08:21:50] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[08:40:14] -!- mhaberler has quit [Quit: mhaberler]
[08:56:05] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:56:15] <Deejay> moin
[09:11:52] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[09:34:38] -!- koo6 has quit [Ping timeout: 256 seconds]
[09:39:24] -!- Tanz [Tanz!~chatzilla@conr-adsl-209-169-72-204.consolidated.net] has joined #linuxcnc
[09:50:07] -!- asdfasd [asdfasd!~332332@176.26.166.20] has joined #linuxcnc
[09:50:19] -!- mhaberler has quit [Quit: mhaberler]
[10:00:31] -!- Thetawaves [Thetawaves!~Thetawave@183-168-223-66.gci.net] has joined #linuxcnc
[10:10:05] <The_Ball> Does anyone know if spindle input needs to be quadrature, or is a single pulse train enough?
[10:10:49] <The_Ball> I'm aware a single pulse train doesn't provide forward/reverse input, but I'm happy to assume the VFD is doing its job there
[10:11:12] <Deejay> merry xmas
[10:11:25] <The_Ball> Deejay, merry xmas as well
[10:12:00] <Deejay> :)
[10:13:40] <archivist> The_Ball, you can use A plus an index on a spindle for threading
[10:13:50] <archivist> on a lathe that is
[10:14:22] <The_Ball> This is for a mill, and I'm hoping to do hard threading, I can get quadrature out I think, but it'll be a little more fiddly
[10:14:36] <The_Ball> I'm trying to use optical ir detectors on the flywheel
[10:14:51] <archivist> you need proper quad for that
[10:14:55] <The_Ball> And a magnet and hall sensor for a single index
[10:15:14] <The_Ball> ok, I will fiddle then :)
[10:15:32] <archivist> has to see the reversal
[10:15:48] <The_Ball> I haven't had feedback on the spindle before, can I trigger a stop if the spindle isn't keeping up with the requested speed?
[10:15:57] <The_Ball> archivist, ah that makes sense yes
[10:25:38] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-51-38.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[10:28:04] <The_Ball> archivist, I should get 288 quadrature positions, that should be ok for threading right?
[10:30:21] -!- guest83924 [guest83924!4576764c@gateway/web/freenode/ip.69.118.118.76] has joined #linuxcnc
[10:30:24] <guest83924> hi
[10:30:40] <archivist> The_Ball, should be yes
[10:30:45] <guest83924> what version of linux cnc to install?
[10:30:52] <guest83924> 8.04?
[10:31:43] <archivist> there is no 8.04, that was the ubuntu version of many years ago
[10:32:26] <archivist> linuxcnc was around 2.2-2.3 in those days
[10:32:42] -!- rob_h [rob_h!~robh@176.25.125.210] has joined #linuxcnc
[10:32:42] <guest83924> LinuxCNC 2.6.0 Released!
[10:32:53] <guest83924> to install the 2.6.0?
[10:32:53] <The_Ball> try 2.6.5 I think
[10:33:44] <guest83924> P4 1.7 Ghz with 1GB ram is ok?
[10:34:22] <archivist> try the latency test to see if the motherboard is ok
[10:34:32] <guest83924> and 32 MB for the graphic card
[10:35:30] <archivist> graphics drivers is a common gotcha
[10:35:30] <guest83924> what is the system requirements??
[10:35:44] <archivist> low latency
[10:36:37] <guest83924> i want to know what to buy.
[10:37:07] <guest83924> if i need i7 or P4 is ok?
[10:37:58] <archivist> I use old PCs, I dont care what processor is in them, I just test for the latency
[10:40:25] <guest83924> what cpu?
[10:40:49] <archivist> various, not important
[10:41:17] <guest83924> mm
[10:41:33] <archivist> the motherboard , bios and video drivers mess with latency, the processor has an easy time
[10:41:34] <guest83924> I'm installing now the XP
[10:41:51] <archivist> XP?
[10:45:08] <guest83924> it is to old for 7
[10:46:09] <guest83924> windows 7
[10:47:52] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[10:49:22] <archivist> we dont use windows for linuxcnc
[10:51:36] <guest83924> what do you mean?
[10:53:18] <archivist> windows cannot do realtime, therefore is not suitable for cnc
[10:55:13] -!- syyl_ [syyl_!~sg@p4FD13D62.dip0.t-ipconnect.de] has joined #linuxcnc
[10:56:13] <guest83924> how i can install it without windows????
[10:56:34] -!- miss0r [miss0r!~miss0r@87-59-179-253-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[10:57:21] <archivist> there is a live cd you can download and boot from
[10:58:51] -!- Simooon [Simooon!~simon@37.75.174.138] has joined #linuxcnc
[11:01:00] -!- ReadError has quit [Excess Flood]
[11:01:19] -!- ReadError [ReadError!readerror@ec2-50-19-189-163.compute-1.amazonaws.com] has joined #linuxcnc
[11:14:52] -!- koo5 has quit [Ping timeout: 265 seconds]
[11:15:46] -!- BellinganRoy [BellinganRoy!~Bellingan@host229-233-dynamic.23-79-r.retail.telecomitalia.it] has joined #linuxcnc
[11:21:23] -!- Tanz has quit [Quit: ChatZilla 0.9.91.1 [Firefox 34.0/20141125180439]]
[11:22:37] -!- FreezingAlt has quit [Remote host closed the connection]
[11:26:16] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[11:41:54] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[11:51:12] -!- mhaberler has quit [Quit: mhaberler]
[11:59:12] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[11:59:19] -!- mhaberler has quit [Client Quit]
[12:01:58] <jthornton> merry xmas everyone
[12:04:06] <_methods> merry xmas to you too
[12:04:21] <_methods> ham is in the smoker
[12:05:11] <_methods> baileys is in my coffee
[12:05:16] <_methods> all is good
[12:19:35] -!- sumpfralle [sumpfralle!~lars@232.ip-5-196-12.eu] has joined #linuxcnc
[12:23:23] -!- miss0r has quit []
[12:25:50] -!- moorbo [moorbo!~moorbo@dyn-21-29.mdm.its.uni-kassel.de] has joined #linuxcnc
[12:44:05] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[12:45:45] -!- sumpfralle [sumpfralle!~lars@v22014112486721426.yourvserver.net] has joined #linuxcnc
[12:46:17] -!- karavanjo has quit [Read error: Connection reset by peer]
[12:51:03] -!- sumpfralle has quit [Ping timeout: 265 seconds]
[12:51:26] -!- Simooon has quit [Quit: Leaving]
[12:59:58] -!- sumpfralle [sumpfralle!~lars@v22014112486721426.yourvserver.net] has joined #linuxcnc
[13:08:41] -!- i_tarzan has quit [Ping timeout: 252 seconds]
[13:13:52] <jthornton> honey baked ham in the fridge, I smoked some Canadian Bacon the other day...
[13:14:38] <_methods> hallelujah
[13:14:39] <_methods> hehhe
[13:40:07] -!- sumpfralle1 [sumpfralle1!~lars@v22014112486721426.yourvserver.net] has joined #linuxcnc
[13:42:46] -!- sumpfralle has quit [Ping timeout: 265 seconds]
[13:43:04] -!- moorbo has quit [Remote host closed the connection]
[13:43:31] -!- moorbo [moorbo!~moorbo@dyn-21-29.mdm.its.uni-kassel.de] has joined #linuxcnc
[13:48:18] -!- moorbo has quit [Remote host closed the connection]
[13:48:40] <jthornton> about to get Cairo figured out!
http://imagebin.ca/v/1lrEhrQUEoM0
[13:49:13] norbert_ is now known as Guest44025
[13:49:28] Guest44025 is now known as norbert__
[13:55:51] <_methods> that looks kinda painful
[13:56:14] <jthornton> it is, I wish I knew of a simpler way to display the cut path
[13:56:50] <jthornton> http://pastebin.com/btCJ1rBy
[13:57:07] <_methods> yeah i wonder if you could rig something up with inkscape?
[13:57:23] <_methods> is axis using cairo to display toolpaths?
[13:57:25] <jthornton> inkscape in python?
[13:57:34] <jthornton> axis uses opengl
[13:57:37] <_methods> ahh you need something that plays nhice with python
[13:57:43] <jthornton> yea
[13:58:14] <jthornton> I'm making a G code generator for a lathe that generates the roughing passes and the finish pass
[13:58:29] <jthornton> I've got the python part figured out :)
[13:58:37] <_methods> nice
[13:59:04] <_methods> i've been wanting to make a simple android app that would kick out toolpaths for simple shapes
[13:59:24] <jthornton> http://imagebin.ca/v/1lrI1Ifp6wso
[13:59:53] <_methods> nice
[13:59:55] <jthornton> http://imagebin.ca/v/1lrIAM2dsPqI
[14:00:34] <jthornton> I don't have the offset and finish pass programmed yet but that will be easy now that the roughing pass code is done
[14:01:14] <jthornton> if you want to look at what I have so far I can share
[14:01:55] <_methods> hell i can barely write simple programs in python
[14:02:12] <jthornton> I write simple only
[14:02:14] <_methods> did you look at any of the 3d graphics python pakages?
[14:02:24] <_methods> alot of times they have very capable 2d graphics
[14:02:42] <jthornton> opengl is the only one I've gotten to work a little once
[14:03:00] <jthornton> which 3d packages?
[14:03:15] <_methods> no idea i was just throwing that out there
[14:03:23] <_methods> pyqtgraph might do what you want too though
[14:03:35] <jthornton> BTW, I've been searching for a year for graphics for python
[14:04:39] <_methods> i think most people use existing graphics then create python scripts to work inside the existing framework
[14:04:50] <_methods> like blender
[14:04:53] <_methods> or whatever
[14:05:03] <jthornton> I don't understand
[14:05:40] <_methods> they use blender or inkscape then have python plugins
[14:06:26] <jthornton> ah, I've never did much with blender or inkscape
[14:06:59] <_methods> like i think there are a few inkscape gcode plugins
[14:07:06] <_methods> my plotter uses and inkscape plugin
[14:07:08] <_methods> inkcut
[14:07:25] <_methods> my egg drawer thing i made uses and inkscape plugin
[14:07:27] -!- sumpfralle [sumpfralle!~lars@vmd6311.contabo.host] has joined #linuxcnc
[14:07:30] <_methods> eggbot lol
[14:07:33] <_methods> forgot what it was called
[14:07:42] <jthornton> I actually have inkscape installed here
[14:08:23] <jthornton> so can inkscape export G code from a plugin or a dxf drawing?
[14:08:41] <_methods> well the plugins i've used actually create the gcode
[14:08:47] <_methods> but i don't see why it coudln't go both ways
[14:09:02] <_methods> there may be a gcode import plugin already
[14:09:08] <_methods> i've never actually looked for one
[14:09:23] <_methods> like an inkscape gcode backplot plugin
[14:09:49] <jthornton> Gcodetools is a plug-in for Inkscape. It prepares and converts paths from Inkscape to Gcode, using biarc interpolation. for use with CNC milling machines.
[14:09:57] <_methods> gcodetools
[14:10:00] -!- sumpfralle1 has quit [Ping timeout: 258 seconds]
[14:10:50] <_methods> i can't find a gcode import tool with a some 5 second googling
[14:11:20] <_methods> i don't see why you couldn't import that into inkscape and generate some toolpaths though
[14:11:57] <jthornton> I think someone on the forum talked about gcodetools
[14:12:24] <_methods> yeah i've messed with it but never really used it to actually cut anything
[14:13:34] <jthornton> looks like they just cut a path that you describe
[14:14:02] <_methods> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?InkscapeHowto
[14:14:07] <jthornton> I'm looking to define the finished path and the material size and other things and it spits out complete G code for me
[14:14:33] <_methods> yeah
[14:16:32] <_methods> but you should be able to take gcodetools and use it as an example i would think
[14:16:38] <_methods> and then make it do what you want
[14:16:39] <jthornton> as an added bonus I want to show the path
[14:17:06] <jthornton> I can already generate the G code, I'm just working on the preview of it
[14:17:33] <jthornton> I find it difficult to follow complicated projects that someone else wrote
[14:17:40] <_methods> oh yeah
[14:18:01] <_methods> i just rip out the sections i need lol
[14:18:31] <_methods> but inkscape is very extensible
[14:18:47] <_methods> and you should be able to push the gcode in and translate it to toolpaths
[14:19:02] -!- sumpfralle has quit [Ping timeout: 265 seconds]
[14:19:10] <_methods> i mean it's all just cartesian coordinates getting pushed in
[14:20:03] <_methods> lol
[14:22:06] <_methods> http://www.inkscapeforum.com/viewtopic.php?f=5&t=12384
[14:22:16] <_methods> that might get you something rough going pretty quick
[14:24:17] -!- karavanjo has quit [Ping timeout: 240 seconds]
[14:33:14] -!- sumpfralle [sumpfralle!~lars@subaru.opennet-initiative.de] has joined #linuxcnc
[14:35:50] -!- adb [adb!~IonMoldov@2a02:120b:2c0b:96c0:3865:636f:9597:68c2] has joined #linuxcnc
[14:38:51] -!- ingsoc has quit [Read error: Connection reset by peer]
[14:41:26] -!- Joel has quit [Ping timeout: 258 seconds]
[14:41:50] <guest83924> hii
[14:41:59] <guest83924> i have XP now
[14:42:15] <guest83924> what version of linux cnc i need to install.
[14:42:49] <SpeedEvil> XP and linuxcnc are unrelated.
[14:43:02] <SpeedEvil> You need a computer that can run linux properly.
[14:43:06] -!- Audioburn has quit [Ping timeout: 250 seconds]
[14:43:10] <SpeedEvil> As linuxcnc requires running on linux
[14:43:37] <SpeedEvil> There are test versions you can boot from a USB stick - to see if your computer will work
[14:43:55] <SpeedEvil> On an unrelated topic.
[14:44:10] <guest83924> 1.7 ghz 768ram 32mb gpu
[14:44:20] <guest83924> P4
[14:44:29] <SpeedEvil> HAL - is it possible to rip out HAL and put it in 'hardware' - rather than on the PC?
[14:44:49] <guest83924> pentiom 4 is ok?
[14:44:51] <SpeedEvil> I'm specifically wondering about the ESP8266 wifi application chip
[14:45:08] <SpeedEvil> guest83924: sure - in principle that should be fine. Exat perfomance aries by motherboard
[14:45:29] <guest83924> and 768 mb ram is ok?
[14:45:37] <SpeedEvil> The chip can do ~10us interrupts very easily - every interrupt pushing a word to SPI.
[14:45:39] <SpeedEvil> guest83924: plenty
[14:46:21] <guest83924> and 32 mb for the graphics card?
[14:46:47] <SpeedEvil> Again - not really an issue - it's not a high performance graphical thing.
[14:47:36] <guest83924> how i get the download of 2.6.5?
[14:47:38] <SpeedEvil> How well it will work - and howmuch latency you get depends on specifics of the individual motherboard rather than the general configuration
[14:48:33] <SpeedEvil> http://www.linuxcnc.org/index.php/download
[14:49:36] <guest83924> but it's hybrid iso..
[14:50:00] <guest83924> what version?? i can't see
[14:50:48] <guest83924> i need internet for the installation?
[14:51:01] <SpeedEvil> you download theISO
[14:51:08] <SpeedEvil> burn it to a CD or DVD
[14:52:21] <Jymmm> Burn it only to CD (not DVD), and at 4x speed
[14:52:27] <SpeedEvil> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Hybrid_Iso
[14:52:51] <SpeedEvil> It does not as I understand it need the network at all during the install
[14:53:10] -!- Joel has quit [Changing host]
[14:53:29] <Jymmm> Internet is only needed AFTER install, for any updates that may be available.
[14:53:47] <guest83924> i can't do boot from usb
[14:53:56] <guest83924> only cd :(
[14:54:12] <Jymmm> You can, if you set it up =)
[15:00:04] -!- koo6 [koo6!~koo5@236.152.broadband3.iol.cz] has joined #linuxcnc
[15:00:12] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[15:04:04] <Jymmm> guest83924: *I* never used this one, but looks pretty good...
https://rufus.akeo.ie/
[15:06:04] <_methods> unetbootin
[15:06:22] <Jymmm> _methods: That one is faster than unetbotin
[15:06:26] <_methods> ahh
[15:07:08] <Jymmm> _methods: you dont even have to intall it, what you download, is what you run directly.
[15:07:30] <Tom_itx> Jymmm, iirc it doesn't fit on a CD anymore
[15:09:43] <Jymmm> holy shit, 1.1GB
[15:09:51] <Jymmm> Nope wont fit a CD =)
[15:10:31] <Jymmm> FUCK, they STILL don't add the version to the ISO filename
[15:10:43] * Jymmm thumps alex_joni!
[15:10:52] <Tom_itx> no, you're supposed to keep up with the developers
[15:11:00] <Jymmm> bullshit
[15:11:03] -!- ingsoc1 has quit [Quit: Leaving.]
[15:11:11] <Jymmm> Add the damn version to the ISO filename
[15:11:19] <_methods> wtf is a cdrom?
[15:11:25] <_methods> or this dvd?
[15:11:31] <Tom_itx> Version: Latest.
[15:11:34] <Jymmm> If I want to keep up with dev, you use git
[15:12:06] <Tom_itx> i do
[15:12:27] <Jymmm> So release file should have verion numbers in them.
[15:12:54] <Jymmm> it's not that hard people.
[15:13:43] <Jymmm> Then when someone asks "What version you using?", you know.
[15:14:48] -!- moorbo [moorbo!~moorbo@dyn-21-29.mdm.its.uni-kassel.de] has joined #linuxcnc
[15:21:42] <Jymmm> Spindle tach module???
http://www.dx.com/p/tachometer-tacho-gauge-meter-module-blue-365579
[15:23:18] <Tom_itx> i used one like that from a printer
[15:23:23] <Tom_itx> for a while
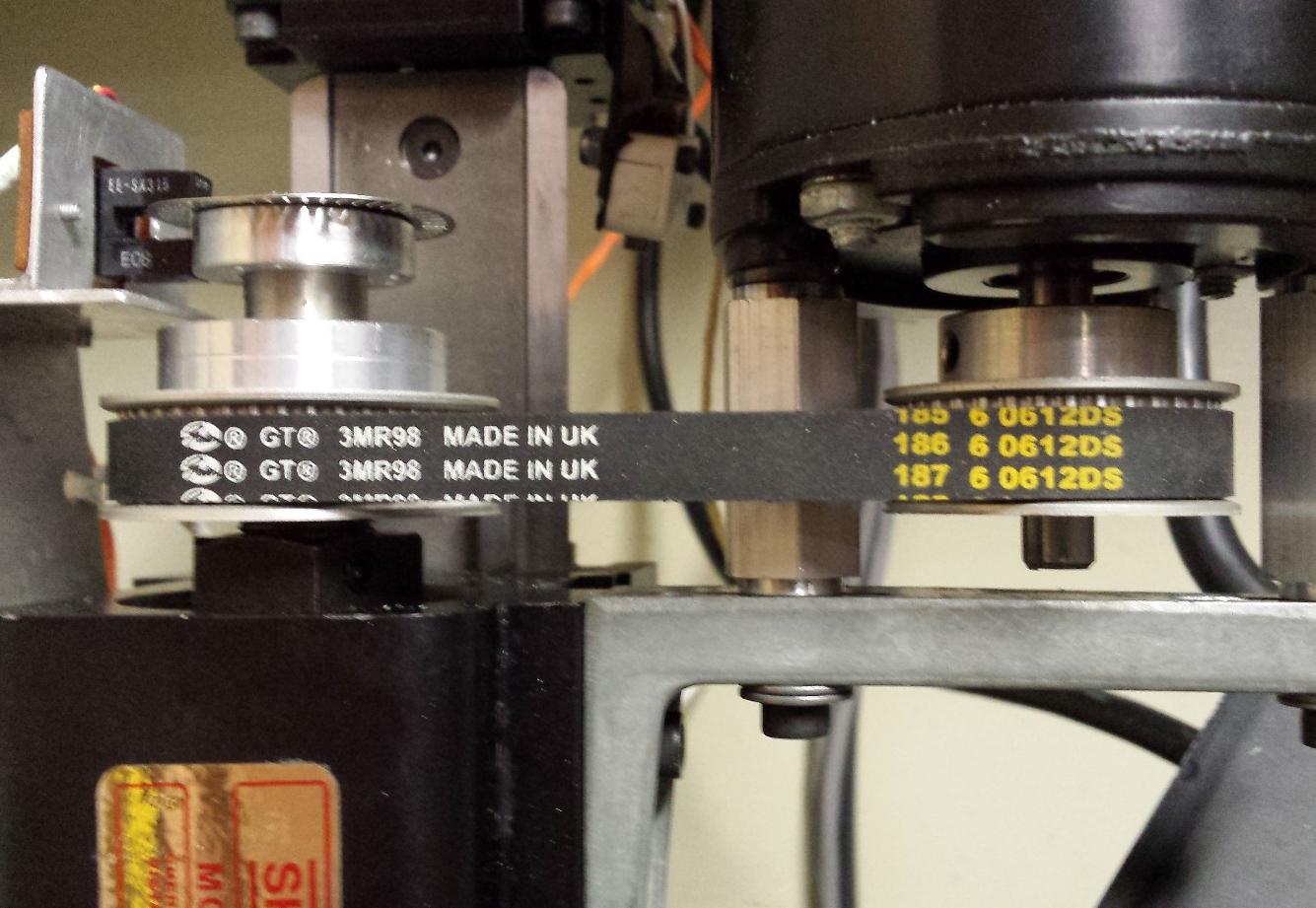
[15:24:02] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/new_pulleys/timing_pulley_index.php
[15:24:08] <Tom_itx> updated bottom pics last night
[15:24:28] <Jymmm> I just figured for $4, it might help someone out instead of creating their own from scratch.
[15:24:50] <Tom_itx> the printer was free
[15:24:53] <Tom_itx> but yeah
[15:25:12] <Jymmm> what is that Tom_itx?
[15:25:21] <Tom_itx> spindle on my sherline
[15:25:44] <Tom_itx> went from v belt to timing belt
[15:25:44] <Jymmm> is that an encoder (on the left)
http://tom-itx.no-ip.biz:81/~webpage/cnc/new_pulleys/spindle_enc6.jpg
[15:25:51] <Tom_itx> yes
[15:25:58] <Jymmm> says "connections"
[15:26:02] <Jymmm> Hmmm
[15:26:44] <Jymmm> Tom_itx: Does it allow you to know position even after power off?
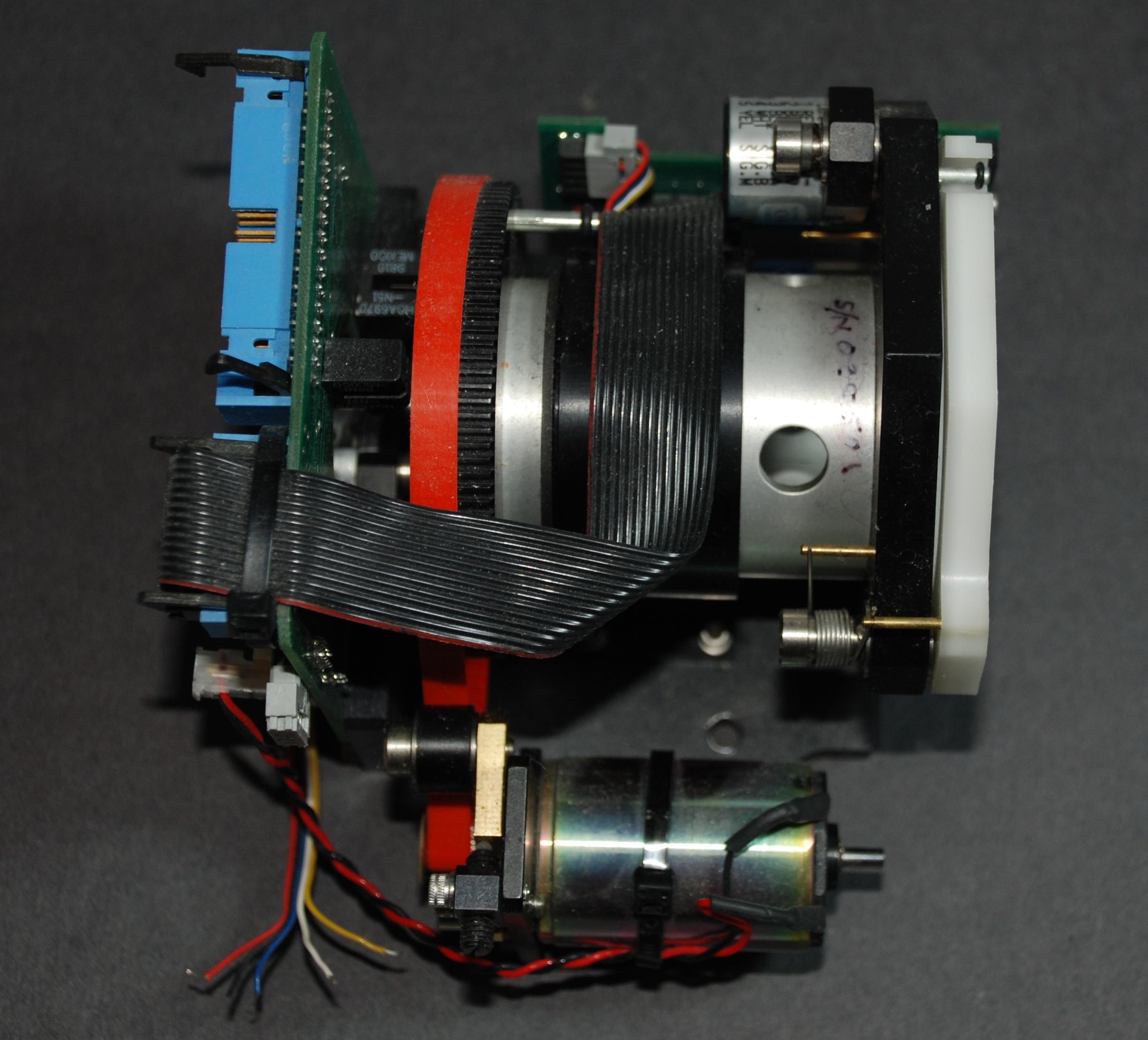
[15:26:55] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/motors/focusring10.jpg
[15:26:59] <Tom_itx> removed from that
[15:27:00] <Tom_itx> i doubt it
[15:27:18] <Jymmm> ah, ok
[15:27:39] <Jymmm> cool, looks like it was a lot of work getting it installed
[15:28:23] <Tom_itx> not so much
[15:28:44] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/new_pulleys/new_pulley_mounted1.jpg
[15:28:49] <Tom_itx> there's the old encoder
[15:30:32] <Jymmm> was the old one giving you issues?
[15:30:41] <Tom_itx> no
[15:30:45] <Jymmm> lol
[15:30:47] <Tom_itx> the new one will have index though
[15:30:54] <Tom_itx> with more counts
[15:31:01] <Tom_itx> 500 vs 28
[15:31:04] <Jymmm> and what will INDEX offer you?
[15:31:20] <Tom_itx> 1 tick per rev
[15:31:22] <Tom_itx> :)
[15:31:31] <Jymmm> ah
[15:31:31] <Tom_itx> possiblility of rigid tapping
[15:31:34] <Tom_itx> eventually
[15:31:51] <Tom_itx> once the spindle gets a reverse
[15:31:51] <guest83924> the live Cd is up
[15:32:00] <guest83924> and i make the latency test
[15:32:12] <guest83924> and u get some numbers
[15:32:17] <Tom_itx> run glxgears while you test
[15:32:20] <guest83924> i*
[15:32:38] <guest83924> how?
[15:32:47] <Tom_itx> install it and run it
[15:33:00] <guest83924> how?
[15:33:16] <guest83924> it is totalyyy diffrence than XP
[15:33:20] <Tom_itx> http://linuxcnc.org/docs/html/install/Latency_Test.html
[15:33:29] <Tom_itx> that's about the test you're running
[15:34:03] <guest83924> i get 7993 ns
[15:34:23] <Tom_itx> download some files and exercise the pc
[15:34:27] <Tom_itx> it will get bigger
[15:34:28] <JT-Shop> let the test run for a while to check for spikes
[15:34:53] * Tom_itx gives JT-Shop an etch o sketch to draw with ...
[15:34:57] <Tom_itx> Merry Christmas!
[15:35:15] * JT-Shop needs to make some rondels
[15:35:30] <JT-Shop> Merry Christmas Tom_itx
[15:35:31] <Tom_itx> been gettin better with solidowrks
[15:35:45] <JT-Shop> sw is cool
[15:35:49] <Tom_itx> yeah
[15:35:55] <Tom_itx> i never really had a need for it
[15:36:13] <Tom_itx> it's old but the basics are the same
[15:37:17] <JT-Shop> Tom_itx, did you see the progress I made with Cairo
[15:37:25] <Tom_itx> i was drawing up some din rail mounts for a friend to print for me
[15:37:28] <Tom_itx> yeah
[15:38:04] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/rue/reprap/din_clip_03a.jpg
[15:38:20] <Tom_itx> the boss on the right is a screwdriver release pry
[15:38:40] <Tom_itx> not a wart
[15:39:13] -!- capricorn_1 has quit [Quit: Konversation terminated!]
[15:39:14] <guest83924> what is the diff between servo thread to base thrad?
[15:39:37] <guest83924> servo = 9240 and base = 14744
[15:39:55] <guest83924> and the pc copy files now
[15:40:54] <JT-Shop> Tom_itx, nice drawing
[15:40:57] <guest83924> i move the window and the servo jump to 10323
[15:41:01] <_methods> wow sw2004 blast from the past righ there
[15:41:13] <JT-Shop> base thread runs fast and does not have floating point math
[15:41:19] <_methods> don't realize how much it's changed till you see that
[15:42:05] <guest83924> it's good? bad?
[15:42:32] <Tom_itx> _methods, i said it was old :D
[15:42:51] * JT-Shop is going to let his maintenance contract run out with SW
[15:43:20] <Tom_itx> i can still do what i need with all my old software
[15:43:25] <JT-Shop> I need to install 2015 and get the updates first
[15:43:28] -!- capricorn_1 [capricorn_1!~raffi@zima.linwin.com] has joined #linuxcnc
[15:43:38] <_methods> honestly sw2000 did everything i ever needed
[15:43:52] <Tom_itx> the rest is just bells and whistles
[15:43:55] <_methods> most updates are all just pleasentries
[15:43:57] <JT-Shop> yea, older SW is still good
[15:43:59] <Tom_itx> for better production
[15:44:08] <guest83924> solid get slower and sloower
[15:44:15] <JT-Shop> usually the first update fixes screw ups
[15:44:22] <_methods> that's what happens when you get fatter and fatter lol
[15:44:24] <_methods> much like me
[15:44:41] <_methods> i can't run 2 miles in under 10min anymore lol
[15:44:52] <guest83924> chack your system req, befor, becaus you cant open newer vesion files in the older version.
[15:44:52] <Tom_itx> i can't run 2 miles .
[15:45:12] <Tom_itx> well i haven't actually tried....
[15:45:18] <Jymmm> _methods: Two words... soylent green
[15:45:30] <_methods> hahah
[15:45:33] <_methods> it's people
[15:45:44] <_methods> oh time to go baste my people
[15:45:51] <guest83924> Please someone can tell me what to do?
[15:46:02] <guest83924> I need some help.
[15:46:30] <Tom_itx> you don't have an old version so don't worry about it
[15:46:41] <Tom_itx> this is a new install for you
[15:46:44] <guest83924> 10232 ns in servo, and 16492 ns in base
[15:47:01] <Tom_itx> keep those numbers
[15:47:04] <guest83924> it is good? bad?
[15:47:08] <Tom_itx> you will need them when you configure
[15:47:10] <Tom_itx> not bad
[15:47:26] <Tom_itx> is that max jitter?
[15:47:32] <guest83924> yes
[15:47:47] <guest83924> it is 10 years old computer
[15:47:56] <Tom_itx> you will enter those in your .ini file
[15:48:02] <Tom_itx> or pcconfig
[15:48:15] <Tom_itx> 10 yrs old is good for lcnc
[15:48:18] <guest83924> but it is live cd now.
[15:48:30] <Tom_itx> the test is the same
[15:48:42] <Tom_itx> it gives you a performance snapshot
[15:48:55] <guest83924> ok, i'm reboot now ans install it.
[15:48:58] <Tom_itx> download some files, brouse the web
[15:49:01] <JT-Shop> let the latency test run for at least an hour
[15:49:04] <Tom_itx> open some programs
[15:49:05] <Tom_itx> etc
[15:49:25] <Tom_itx> then record those numbers
[15:49:29] <JT-Shop> yea, do the normal things you do while your CNC is running
[15:49:51] <Tom_itx> those din rails should fit mesa cards btw, for all you reprappers
[15:49:58] <guest83924> it is dedicated pc only for the macine..
[15:50:44] <guest83924> i've decide to do it without the mesa card.
[15:50:52] <guest83924> to complicated for me.
[15:50:58] <Tom_itx> they are nice cards
[15:51:06] <Tom_itx> no more complicated than a parport
[15:51:31] <Tom_itx> just takes a bit of time to figure it out
[15:52:02] <guest83924> and if i want to work with mach3 also?
[15:52:09] <guest83924> how i can do it with mesa?
[15:52:37] <Tom_itx> not sure why you would.
[15:53:08] <guest83924> with LPT i can work with Lcnc and mach3
[15:53:09] <Tom_itx> we're alot more fun to be around
[15:53:26] <guest83924> what do you mean?
[15:53:50] <Tom_itx> you'll get live support here
[15:53:58] <Tom_itx> who's gonna help you with the other one?
[15:54:21] <guest83924> i know. i go with the G320X
[15:54:39] <guest83924> so apter some practice with lcnc and mach3
[15:54:39] <Tom_itx> there was a thread about mesa and mach software somewhere
[15:54:49] <Tom_itx> that's all i can tell you about that
[15:55:13] <Tom_itx> G320X gecko drivers?
[15:55:34] <guest83924> if lcnc will be more usable for me. mabye i will upgrade to mesa
[15:55:46] <guest83924> yes gecko.
[15:55:56] <Tom_itx> those are good drivers
[15:56:05] <Tom_itx> i'm using the stepper version
[15:56:10] <guest83924> i know.
[15:56:17] <guest83924> i have the machine.
[15:56:24] <guest83924> i've order the ballscrew
[15:56:35] <guest83924> i made torqe meter
[15:57:01] <guest83924> so i can test how mouch torqe i need + extra..
[15:57:23] <guest83924> than i will buy the motors + drivers and power supply.
[15:57:49] <guest83924> do you think i need 1 power supply for each axis?
[15:57:57] <Tom_itx> no
[15:58:06] <Tom_itx> i'm using one for all of mine
[15:58:14] <guest83924> or i can go with 1 power supply for all of them?
[15:58:31] <guest83924> what machin you have?
[15:58:32] <moorbo> just buy a good one.
[15:58:45] <guest83924> you know any good one?
[15:58:46] <moorbo> and can supply your entire power requirement.
[15:59:05] -!- kwallace has quit [Ping timeout: 265 seconds]
[15:59:27] <The_Ball> Does anybody know if there is a requirement for a index pulse to be perfectly aligned with quadrature state transitions?
[15:59:54] <Tom_itx> not sure, they should be pretty close anyway though
[16:00:28] <archivist> gate it so it is
[16:01:01] <The_Ball> archivist, with hal you mean?
[16:01:30] <archivist> no with a 74 series
[16:01:55] <guest83924> BRB
[16:02:01] <archivist> I suppose hal could
[16:04:32] <The_Ball> archivist, hmm, yeah suppose a logic circuit could do, but that's a bit of added complexity if it isn't actually required
[16:05:39] <guest83924> 768 is ok for system without swap?
[16:05:44] <archivist> iirc there is an assumption of how the index shall be
[16:06:38] <The_Ball> archivist, a long time ago reading about it I thought the index pulse was only used to initialize the encoder counter, after that it is ignored
[16:07:05] <guest83924> i need to set swap??? ot it is better without it?
[16:08:39] <guest83924> *or
[16:09:12] <archivist> if not gated then if its timing a bit random it could be +- an edge
[16:09:33] <The_Ball> agreed
[16:12:50] -!- tjtr33 [tjtr33!~tjtr33@73.22.99.22] has joined #linuxcnc
[16:13:51] <tjtr33> JT-Shop, try raphael python for line drawing. its python, its svg, theres quite a few python line drawing pkgs.
[16:14:11] <tjtr33> and Merry Christmas to us, one and all :)
[16:14:37] -!- ejb has quit [Quit: ZZZzzz…]
[16:23:33] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[16:33:28] -!- ejb has quit [Quit: ZZZzzz…]
[16:38:58] -!- nofxx_ has quit [Ping timeout: 244 seconds]
[16:44:49] -!- amiri_ has quit [Ping timeout: 245 seconds]
[16:52:50] -!- moorbo has quit [Read error: Connection reset by peer]
[16:53:18] -!- moorbo [moorbo!~moorbo@dyn-21-29.mdm.its.uni-kassel.de] has joined #linuxcnc
[17:03:22] -!- adb has quit [Ping timeout: 265 seconds]
[17:08:53] -!- skunkworks has quit [Ping timeout: 272 seconds]
[17:16:31] -!- adb [adb!~IonMoldov@2a02:120b:2c0b:96c0:8443:c5a6:e181:6943] has joined #linuxcnc
[17:18:40] -!- Loetmichel has quit [Ping timeout: 250 seconds]
[17:18:54] -!- Loetmichel [Loetmichel!cylly@p54B13080.dip0.t-ipconnect.de] has joined #linuxcnc
[17:25:06] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[17:29:59] -!- ingsoc has quit [Quit: Leaving.]
[17:32:21] <JT-Shop> not a lot of info on raphael, in fact I can not find any documentation at all
[17:42:17] <tjtr33> lemme scroll back in history to see your intent
[17:45:16] <tjtr33> """ <jthornton> it is, I wish I knew of a simpler way to display the cut path """
[17:46:21] <JT-Shop> http://imagebin.ca/v/1lrEhrQUEoM0
[17:46:53] <JT-Shop> just showing the cut path of G code generated for the lathe
[17:47:02] <JT-Shop> brb
[17:47:15] <tjtr33> np Merry Christmas
[17:48:56] -!- Thetawaves [Thetawaves!~Thetawave@183-168-223-66.gci.net] has joined #linuxcnc
[17:50:22] <tjtr33> pygcodeviewer one of a few python gcode parser/displayers HTH bye!
[17:50:26] -!- tjtr33 [tjtr33!~tjtr33@73.22.99.22] has parted #linuxcnc
[17:55:54] -!- moorbo_ [moorbo_!~moorbo@dyn-21-29.mdm.its.uni-kassel.de] has joined #linuxcnc
[17:57:34] -!- moorbo has quit [Read error: Connection reset by peer]
[18:01:23] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[18:03:54] -!- mhaberler has quit [Client Quit]
[18:07:45] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[18:20:14] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[18:31:30] -!- mhaberler has quit [Quit: mhaberler]
[18:38:40] -!- Servos4ever [Servos4ever!~chatzilla@173-87-48-64.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[18:44:33] -!- Servos4ever has quit [Quit: ChatZilla 0.9.91 [SeaMonkey 2.26.1/20140612173529]]
[18:51:13] -!- gonzo_ has quit [Quit: 1202 - executive overflow]
[19:00:47] -!- guest83924 [guest83924!4576764c@gateway/web/freenode/ip.69.118.118.76] has parted #linuxcnc
[19:01:52] -!- moorbo [moorbo!~moorbo@dyn-21-29.mdm.its.uni-kassel.de] has joined #linuxcnc
[19:02:22] -!- moorbo_ has quit [Read error: Connection reset by peer]
[19:10:02] -!- furrywolf [furrywolf!~randyg@173.129.215.84] has joined #linuxcnc
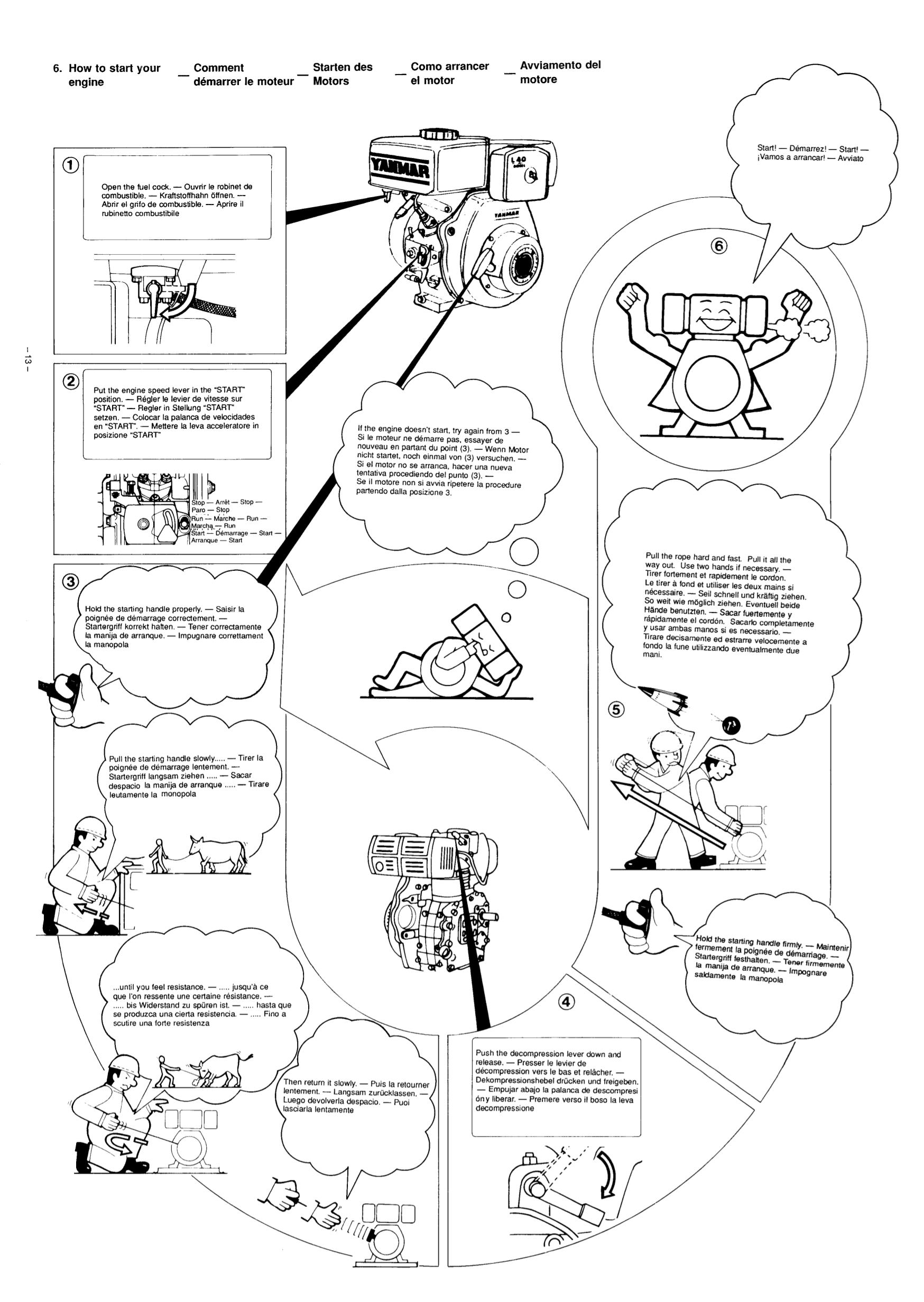
[19:20:32] <furrywolf> lol! I tried starting my new backup generator this morning, and it wasn't easy. So I figured I'd look up the official instructions. I've learned that a) I was doing it correctly. it's just a pain to start. and b) the manual is very, very japanese.
http://fw.bushytails.net/Yanmar%20Starting%20Instructions.png enjoy!
[19:21:24] <furrywolf> highlights include comparing pulling the handle to pulling an uncooperative bull, a sleeping engine with its tongue hanging out,...
[19:21:35] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[19:22:04] <zeeshan> lol
[19:25:54] <furrywolf> http://fw.bushytails.net/Yanmar%20Starting%20Instructions%202.png
[19:26:53] -!- norbert__ has quit [Quit: Konversation terminated!]
[19:26:55] <furrywolf> unfortunately, the electric start has a different BLOCK. so I'm not converting.
[19:40:24] -!- furrywolf has quit [Ping timeout: 256 seconds]
[19:45:18] -!- TTN [TTN!~TTN@27.110.122.139] has joined #linuxcnc
[19:45:18] -!- TTN has quit [Changing host]
[19:45:18] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[19:45:28] <PetefromTn_> Merry Christmas everyone
[19:45:37] <PetefromTn_> howsitgoing?
[19:46:19] <humble_s3a_bass> tears in my eyes
[19:46:21] <humble_s3a_bass> http://www.fanatec.com/us-en/steering-wheels/clubsport-steering-wheel-bmw-m3-gt2-us.html
[19:46:26] <humble_s3a_bass> this thing is so much fun
[19:46:50] <PetefromTn_> what is it?
[19:47:19] <Jymmm> a toy bmw steering wheel
[19:47:30] <PetefromTn_> I guess LOL
[19:47:51] <PetefromTn_> I bought my youngest daughter a toy RC quadcopter
[19:47:59] <PetefromTn_> and we have been playing with it all morning
[19:48:06] <PetefromTn_> amazing how stable this thing is
[19:48:21] <PetefromTn_> we used to have a little RC heli and it got the hell crashed out of it.
[19:48:33] <PetefromTn_> but this one is much easier to fly and control
[19:48:48] <PetefromTn_> Makes me almost want to build one on the CNC larger and more powerful.
[19:48:52] <humble_s3a_bass> it is a replica BMW steering wheel for my sim racing rig
[19:48:53] <PetefromTn_> anyone here into these things?
[19:49:18] <humble_s3a_bass> a lot cheaper than track days
[19:49:40] <Jymmm> humble_s3a_bass: Now, HERE's a toy...
https://www.youtube.com/watch?v=rGj5yhJKhjQ
[19:50:20] <Jymmm> humble_s3a_bass: You don't even need to know how to drive a stick, cause you can do 0-70 in first gear =)
[19:50:37] <humble_s3a_bass> I WANT THAT
[19:50:44] <Jymmm> even a relica is fun!
[19:50:51] <Jymmm> replica*
[19:50:57] <Jymmm> and MUCH cheaper =)
[19:51:38] <ReadError> PetefromTn_, i make a lot of frames
[19:51:41] -!- ingsoc has quit [Quit: Leaving.]
[19:51:42] <ReadError> very easy
[19:51:51] -!- furrywolf [furrywolf!~randyg@173.129.215.84] has joined #linuxcnc
[19:51:57] <humble_s3a_bass> https://www.youtube.com/watch?v=ko6D5rWBbaU
[19:52:01] <PetefromTn_> Oh yeah do you have any pictures?
[19:52:04] humble_s3a_bass is now known as humble_sea_bass
[19:52:12] <furrywolf> grrr, stupid connection.
[19:52:27] <furrywolf> > unfortunately, the electric start has a different BLOCK. so I'm not converting.
[19:52:27] <furrywolf> > hrmm... think I can get enough torque out of a standard brushed alternator, by supplying 3-phase to the windings, to crank a diesel motor?
[19:53:09] <ReadError> http://www.dailygusta.com/Quads/i-Z25FdDV/0/X2/CA_12171412231415-X2.jpg
[19:53:19] <ReadError> http://www.dailygusta.com/Quads/i-XKxwNkQ/0/X2/CA_12201413053816-X2.jpg
[19:53:32] <ReadError> http://www.dailygusta.com/Quads/i-cD4XWgn/0/X2/CA_12101409482598-X2.jpg
[19:54:20] <ReadError> http://www.dailygusta.com/Quads/i-hcjgRVv/0/X2/CA_05261413471348-X2.jpg
[19:55:04] <PetefromTn_> Wow awesome man.. how much do you think it costs to build one start to finish making everything you are able to yourself?
[19:55:31] <PetefromTn_> Do you have any flying video? Sweet
[19:55:52] <furrywolf> bah. my copter has a swashplate and one rotor. :P
[19:55:55] <_methods> ah sweet you do your own carbon fiber eh
[19:56:05] * furrywolf doesn't see the need to have four of everything!
[19:56:21] <ReadError> PetefromTn_, its one of those things, you can do it as cheap or as expensive as you want
[19:56:30] <ReadError> like a good transmitter is around 200$
[19:56:41] <PetefromTn_> What is the max size of the largest parts?
[19:57:51] <PetefromTn_> by transmitter you mean the controls remote?
[19:58:27] -!- Audioburn has quit [Ping timeout: 258 seconds]
[19:58:45] <ReadError> yea
[19:58:58] <ReadError> max size ? depends what size you are building really
[19:59:03] <humble_sea_bass> if memory serves me right
[19:59:35] <humble_sea_bass> there is one of those gum stick sized arduinos and a daughterboard with gyros and accelerometers
[19:59:36] <furrywolf> hrmm, even if I can't get the torque to crank it over with compression, I could probably spin it to operating speed with the compression release on...
[19:59:41] <humble_sea_bass> for pretty cheap
[20:00:24] -!- afiber__ [afiber__!~sabayonus@p2003005BE900FC2DBE5FF4FFFE4A972D.dip0.t-ipconnect.de] has joined #linuxcnc
[20:00:41] -!- mhaberler has quit [Quit: mhaberler]
[20:02:25] <humble_sea_bass> http://store.openpilot.org/home/21-revolution-hardware-kit.html
[20:02:31] <humble_sea_bass> its jumped in price
[20:06:19] <ReadError> you dont want that
[20:07:00] -!- moorbo_ [moorbo_!~moorbo@dyn-21-29.mdm.its.uni-kassel.de] has joined #linuxcnc
[20:07:21] <ReadError> http://www.dailygusta.com/Quads/i-7D3Ks83/0/X2/CA_11261412014614-X2.jpg
[20:07:33] <ReadError> that bottom one is a FC that I made
[20:07:41] <ReadError> believe its one of the smaller ones out
[20:08:07] -!- moorbo has quit [Ping timeout: 272 seconds]
[20:08:59] <PetefromTn_> FC? Those you made look really cool man. Do you have CAD drawings of these, did you design them yourself? Neat stuff
[20:12:08] <ReadError> I designed them
[20:12:15] <ReadError> ya its all opensource
[20:14:24] <PetefromTn_> https://www.youtube.com/watch?v=638_41zd_rI This is pretty cool acrylic?
[20:14:29] <ReadError> FC = flight controller
[20:16:00] <PetefromTn_> Is there a particularly good design out there that I could look at?
[20:16:40] <PetefromTn_> This one is kind of a foam with ducted fans in it. Pretty neat and I never thought it would fly like it does. Very stable and controllable.
[20:17:17] <ReadError> well, if you dont have thick g10
[20:17:24] <ReadError> go to homedepot and grab some towel bars
[20:17:44] <PetefromTn_> Is there a design where you build the arms and everything?
[20:17:56] <ReadError> http://www.dailygusta.com/Quads/i-gkKtbxF/0/X2/CA_08311416215630-X2.jpg
[20:18:04] <PetefromTn_> I saw one where the arms had curved legs underneath them that seemed pretty cool.
[20:18:05] <ReadError> that stuff is really cheap and rigid
[20:18:22] <Loetmichel> PetefromTn_: IF that is acrylik its bad
[20:18:31] <PetefromTn_> dunno what it is...
[20:18:32] <Loetmichel> such things are better made of PC
[20:18:48] <PetefromTn_> for crash worthiness
[20:18:50] <ReadError> g10 is pretty cheap and durable
[20:19:34] <Loetmichel> mine are made from Aluminium tube
[20:19:48] <ReadError> aluminum is lighter and flies a little better
[20:19:55] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=12997&g2_imageViewsIndex=1
[20:19:59] <ReadError> but in terms of durability, doesnt hold up nearly as good
[20:20:08] <zeeshan> i like your CF frame
[20:20:17] <PetefromTn_> https://www.youtube.com/watch?v=HG1KroP-b9c
[20:20:21] <Loetmichel> i made one completely out of Polycarbonate (Lexan)
[20:20:23] <humble_sea_bass> what is the latest and greatest cheap flight controller these days
[20:20:36] <ReadError> depends what you are trying to do
[20:20:46] <ReadError> acro or long range stuff with return to home etc
[20:20:49] <humble_sea_bass> a shit ass quadcopter
[20:20:55] <ReadError> eh go with a naze32
[20:20:59] <ReadError> 25$
[20:21:03] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=4873&g2_imageViewsIndex=1
[20:21:09] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=4851
[20:21:17] -!- anth0ny has quit [Quit: anth0ny]
[20:21:51] <ReadError> very complicated ;)
[20:22:05] <Jymmm> alex_joni: How do you have your music library setup for you network players?
[20:22:07] <PetefromTn_> Wow Loetmichel that is some cool stuff.
[20:22:16] <zeeshan> timecop's naze? :)
[20:22:20] <zeeshan> i know him
[20:22:20] <zeeshan> lol
[20:22:29] <ReadError> zeeshan, me too ;p
[20:22:32] <ReadError> ya
[20:22:35] <zeeshan> hehe
[20:22:42] <ReadError> http://www.dailygusta.com/Phone/i-M7rHtSS/0/X2/CA_09241314564610-X2.jpg
[20:22:47] <PetefromTn_> Honestly I guess I would just want to build something that is very stable and controllable that could fly in normal winds outside...
[20:22:48] <ReadError> something like this, simple
[20:22:50] <zeeshan> wow ReadError
[20:22:51] <zeeshan> thats sexy
[20:22:53] <ReadError> damn near impossible to break
[20:23:01] <zeeshan> how much does that frame weigh
[20:23:16] <ReadError> http://www.dailygusta.com/Phone/i-THHBwdr/0/X2/CA_10021314115124-X2.jpg
[20:23:21] <PetefromTn_> is that CF or is it some kinda plastic?
[20:23:29] <ReadError> CF
[20:23:31] <Loetmichel> that looks like CF
[20:23:37] <Jymmm> playdough =)
[20:23:42] <Loetmichel> aaaand MUCH to thick
[20:23:43] <zeeshan> those spacers
[20:23:46] <zeeshan> are they aluminum
[20:23:50] <ReadError> Loetmichel, thick is good
[20:23:54] <ReadError> zeeshan, ya
[20:23:56] <Jymmm> yeah, what Loetmichel said
[20:24:00] <zeeshan> cf tube! :P
[20:24:03] <ReadError> more rigid a frame = better it will fly
[20:24:06] <PetefromTn_> what kind of flight time do you get out of these things.
[20:24:10] <ReadError> cf tube is not durable at all
[20:24:13] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=4239
[20:24:18] <Loetmichel> thick is heavy
[20:24:20] <ReadError> this is for acro, so like 100km/h into the gound
[20:24:22] <ReadError> ground*
[20:24:25] <Jymmm> ReadError: strustted tube
[20:24:33] <Jymmm> honeycomb
[20:24:33] <ReadError> pick it up, replace props
[20:24:34] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=4242
[20:24:43] <zeeshan> Loetmichel: that looks flimsy
[20:24:49] <Loetmichel> it is
[20:24:57] <ReadError> http://www.dailygusta.com/Phone/i-3wRsBZ7/0/X2/CA_03271411514970-X2.jpg
[20:25:01] <Loetmichel> doesent survive a bigger crahs
[20:25:17] <Loetmichel> buit will hover half an eternety because of virtually weightless
[20:25:43] <Jymmm> ReadError: CF layered on top
http://www.honeycombpanels.eu/img_ins/images/medium/alluminio_1.jpg
[20:26:01] <Jymmm> ReadError: DAMN STRONG SHIT!!!
[20:26:03] <ReadError> Jymmm, ya that stuff is light and strong
[20:26:07] <PetefromTn_> damn these are cool
[20:26:08] <ReadError> but as far as impacts
[20:26:16] <ReadError> im not sure it will handle the same
[20:26:20] <ReadError> expensive $$$$ too
[20:26:27] <Loetmichel> Jymmm: you mean like this?`->
http://www.cyrom.org/palbum/main.php?g2_itemId=6743&g2_imageViewsIndex=1
[20:26:29] <PetefromTn_> how long does the thing fly for on a charge?
[20:26:32] <Jymmm> ReadError: CF + honeycomb = AWESOME
[20:26:45] <ReadError> Jymmm, if i had a vac bagging setup I would try making some
[20:27:02] <ReadError> but the retail stuff is crazy expensive
[20:27:02] <Jymmm> ReadError: shopvac and plastic bags
[20:27:05] <Loetmichel> ... thats 252 grams of quadcopter chassis with prtected 12" fans...
[20:27:07] <PetefromTn_> so yours are made from plate CF then
[20:27:11] <Loetmichel> and indestructible
[20:27:34] <Jymmm> ReadError: but have fun with your new toy =)
[20:27:40] <PetefromTn_> I think my kids would really dig one of these
[20:28:34] <PetefromTn_> I watched one video where the thing was amazingly fast and aerobatic speeds approaching 110kph.
[20:29:52] -!- wesbaker [wesbaker!4443734a@gateway/web/freenode/ip.68.67.115.74] has joined #linuxcnc
[20:30:07] <ReadError> most ive done was like 128km/h
[20:30:40] <wesbaker> Is there anyone one who can provide some advise on how to do manual tool change with touch-off plate?
[20:31:14] <PetefromTn_> WOW
[20:32:42] <ReadError> PetefromTn_, depends what route you wanna go
[20:32:47] <ReadError> FPV or line of sight
[20:33:36] <wesbaker> If that msg from Pete was about the tool change, here's what I am wanting to do.
[20:34:02] <wesbaker> I have a router with standard collet. I currently touch off and re-zero the Z axis between each tool change.
[20:34:11] <wesbaker> I put the tool path for each tool in separate files.
[20:34:40] <PetefromTn_> FPV?
[20:34:58] <wesbaker> Rather than jogging to z zero and re-zeroing the coordinate system, I want to use tool length offsets and load those offsets by way of touching off to a plate or switch.
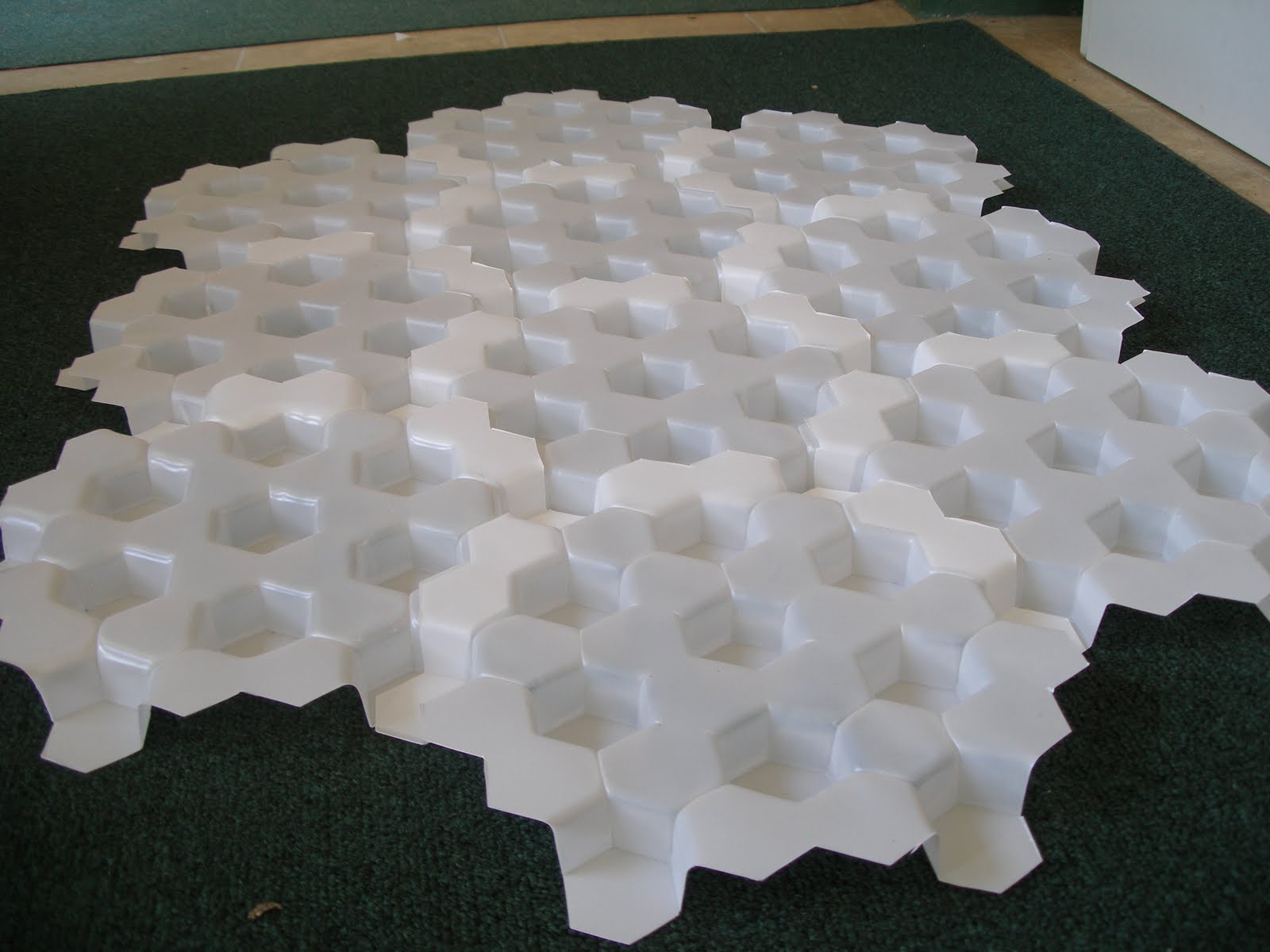
[20:35:09] <CaptHindsight> http://2.bp.blogspot.com/-hyG4jX4caIA/TdD77subeiI/AAAAAAAAEGE/6s30u_jNp_s/s1600/thermoflex+005.JPG better than honeycomb for this application but the retarded USPTO has granted a patent on it
[20:35:09] <wesbaker> I have the hardware portion of the touch-plate/switch working.
[20:35:13] <Tom_itx> wesbaker, with a single collet i'm not sure how you'd go about it
[20:35:20] <Tom_itx> i preset my tools in separate holders
[20:35:28] <Tom_itx> and do the tool change as normal
[20:35:36] <ReadError> PetefromTn_: first person video
[20:35:58] <ReadError> https://www.youtube.com/watch?v=3DyRGpKtz-M
[20:36:00] <wesbaker> I understand how tool holders work and I think I understand how you could enter values manualy into the tool table.
[20:36:03] <PetefromTn_> Oh you mean like with a GOPRO
[20:36:15] <ReadError> PetefromTn_ you use a pair of goggles
[20:36:15] <Tom_itx> wesbaker, recently hal_manualtoolchange has added a physical button you may be able to use somehow
[20:36:17] <ReadError> or a display
[20:36:24] <ReadError> and fly off that from a CCD camera
[20:36:33] <CaptHindsight> http://1.bp.blogspot.com/-EJwAPr6_heg/ThIGYLsKX4I/AAAAAAAAAQI/2x4VIgxW13k/s1600/basic+unit.jpg it's stronger than honeycomb since there is more contact area and material in the stress areas
[20:36:49] <Tom_itx> wesbaker, you'd have to store the new touchoff value beforehand though
[20:36:49] <ReadError> CaptHindsight yea I wanted to try the foam core
[20:36:55] <wesbaker> I am mainly trying to get sort of a "dynamic" tool length offset by running a routine after manually changing the tool to touch off to the plate and determine the new Z for each tool.
[20:36:57] <ReadError> I need a vac ;(
[20:37:06] <PetefromTn_> WOW that is some really high performance flying.
[20:37:27] <ReadError> yea that guy is pretty good
[20:37:49] <CaptHindsight> SLA using DLP/LCD with epoxy and short strand carbon fiber is the way to go for printing copters
[20:38:06] <PetefromTn_> wesbaker. Depending on the collet you are using there are some quick switch collet systems you can buy that will allow you to setup TLO's individually
[20:38:38] <PetefromTn_> SLA? DLP? LCD?
[20:38:49] <wesbaker> Tom_itx, I upgraded everything to LinuxCNC 2.6 to try to figure out how to use this hal_manualtoolchange. I've found some sparse documentation on it. But I haven't figured out at all how it works.
[20:39:04] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[20:39:07] <CaptHindsight> being able to weave continuous carbon fiber and photopolymer simultaneously is even stronger
[20:40:10] <Tom_itx> net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
[20:40:10] <Tom_itx> net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
[20:40:10] <Tom_itx> net tool-change-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
[20:40:10] <Tom_itx> net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
[20:40:25] -!- kriskropd has quit [Ping timeout: 272 seconds]
[20:40:28] <PetefromTn_> so if you were going to try to build a medium performance large format quadcopter that uses the most bang for your buck electronics package what would you do and what plans would you use etc etc.
[20:40:44] <ReadError> PetefromTn_ like 400mm ?
[20:41:14] <PetefromTn_> yeah something like that.
[20:41:23] <ReadError> http://www.multirotorsuperstore.com/motors/power-packs/sunnysky-x2212-980kv-power-pack.html
[20:41:24] <CaptHindsight> PetefromTn_:
https://www.youtube.com/watch?v=_9m5gEtow88 jump to 1:00, this is a slow version using a single laser and galvo
[20:41:30] <wesbaker> tom_itx, I found that text an put it in my HAL file. Only to get errors for each line saying those connections were already defined. Since they are not in my hal file, Idon't know where they are previously defined or prexisely how to get this button to come up and use it.
[20:41:32] <ReadError> thats a good setup motor / esc wise
[20:41:56] <ReadError> you can do it cheaper if you wanted to flash the escs and do everything yourself
[20:42:13] <ReadError> http://www.multirotorsuperstore.com/acro-naze32.html
[20:42:15] <Tom_itx> loadusr -W hal_manualtoolchange
[20:42:16] -!- kriskropd [kriskropd!~kris@unaffiliated/kriskropd] has joined #linuxcnc
[20:42:19] <Tom_itx> at the top
[20:43:30] <wesbaker> tom, I did put the "loadusr -w hal_manualtoolchange" file in my hal file. It appears to make a small temporary dialog box pop up when linuxcnc loads
[20:43:46] <Tom_itx> that's the manual toolchange dialog
[20:43:57] <wesbaker> the dialog box simply has some text that says "you can minimize or close this window or it will disappear by itself in a few seconds"
[20:44:01] <wesbaker> then it disappears
[20:44:04] <wesbaker> and it is gone
[20:44:11] <Tom_itx> you should remove any other references to toolchange
[20:44:23] <Tom_itx> it will appear when you do a toolchange
[20:44:26] <wesbaker> Other references to toolchange where?
[20:44:41] <Tom_itx> in your .hal files if there are any
[20:44:52] <wesbaker> I created a little test.ngc g code file with just some simple g00 g01 commands to do a square.
[20:45:08] <wesbaker> Then I do T1M6 and execute the little square again.
[20:45:17] <wesbaker> It never brings up a dialog box
[20:45:20] <Tom_itx> i'm trying to find where i added the button code
[20:45:45] <Tom_itx> for my pendant toolchange
[20:45:59] <wesbaker> I'm unaware of other hal files other than my main one that defines each axis and the custom stuff i did to enable/disable the servo amps and to define the probe signal
[20:46:56] <PetefromTn_> Wow that is an amazing process
[20:51:13] <Tom_itx> net button-tool-change hal_manualtoolchange.change_button <= hm2_[HOSTMOT2](BOARD).0.gpio.038.in_not
[20:53:09] <wesbaker> ok, that's a new one. I see how you are taking pin 38 and tieing it to a signal named "button-tool-change". Is that gonna fire of the magic and make the dialog box pop up?
[20:53:17] <wesbaker> If so, I can set up a switch.
[20:53:34] <wesbaker> Seems like there would be some way to force that to happen through axis or a simulator.
[20:54:27] <Tom_itx> you may have signals for a toolchange loopback somewhere in the code causing that error
[20:54:36] <Tom_itx> there is
[20:54:47] <Tom_itx> this is a physical button you can also use
[20:55:08] <Tom_itx> the hal_manualtoolchange file was edited with that addition
[20:55:24] <Tom_itx> it's optional
[20:55:40] <furrywolf> breakout board cleaned and baked... now to determine if there's a reason the cap failed, or just defective cap.
[20:56:28] <wesbaker> i am gonna walk out to the shop with the machine and see if I can make the dialog pop up by tieing a button to an io and using that net signal you gave
[20:56:59] <Tom_itx> it won't pop up with the button
[20:57:09] <Tom_itx> it will be satisfied and dissappear with the button
[20:57:42] <Tom_itx> it pops up when you do a Tx M6 in your code
[20:59:06] <Tom_itx> i'm pretty sure that edit to hal_manualtoolchange made it to ver2.6
[21:00:17] <furrywolf> bah, onboard voltage regulator is not putting anything out... guessing the cap shorted when it blew and fried it. oh well, time for a new breakout board.
[21:01:13] <furrywolf> this board is not worth actually replacing parts on. oh well.
[21:02:52] -!- wesbaker has quit [Ping timeout: 246 seconds]
[21:04:14] -!- wesbaker [wesbaker!4443734a@gateway/web/freenode/ip.68.67.115.74] has joined #linuxcnc
[21:04:20] <wesbaker> ping
[21:04:25] <_methods> pong
[21:04:38] <wesbaker> Tom, OK, I'm back. I guess the walk to the shop killed the laptop connection.
[21:05:02] <wesbaker> I'm looking for that hal_manualtoolchange file and will take some time to hook up a button to a physical input on the gpio
[21:05:10] <wesbaker> as well as enter the line you described.
[21:05:32] -!- Komzzpa has quit [Ping timeout: 258 seconds]
[21:06:00] <wesbaker> Isn't there something similar to the hal meter where I could just force a signal straight to halmanualtoolchange.change_button?
[21:10:46] -!- Komzzpa has quit [Read error: Connection reset by peer]
[21:11:53] <Tom_itx> the file is in /usr/bin
[21:12:33] -!- Zboonet [Zboonet!~sherpa@com35-1-78-232-185-76.fbx.proxad.net] has joined #linuxcnc
[21:13:18] <Tom_itx> all you need to do is make sure it's loaded in your hal file
[21:13:22] <wesbaker> tom, i found that file but it is like a python file or something
[21:13:28] <wesbaker> it is not 'hal' syntax
[21:13:36] <Tom_itx> you don't need to edit it
[21:13:42] <wesbaker> I don't think that NET command you gave me can go in there.
[21:13:48] <Tom_itx> just load the loadusr line above in your hal file
[21:14:07] <wesbaker> i have the loadusr line in my hal file
[21:14:34] <wesbaker> the "hal configuration" windows from the axis gui shows that component to be installed and "ready"
[21:14:48] <Tom_itx> and those other 5 lines
[21:14:51] <Tom_itx> should get it
[21:14:51] <wesbaker> I think it is now just a matter of figuring out how to "fire it off"
[21:15:26] <wesbaker> If I put any of those other 5 lines in my hal file, it chokes when I try to start LinuxCNC with an error message that the connection is already defined.
[21:16:31] -!- atom1 [atom1!~tom@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[21:16:31] -!- atom1 has quit [Changing host]
[21:16:31] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[21:16:44] <atom1> # create signals for tool loading loopback
[21:16:46] <atom1> #net tool-prep-loop iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
[21:16:50] <atom1> #net tool-change-loop iocontrol.0.tool-change => iocontrol.0.tool-changed
[21:17:03] <Tom_itx> do you have any of those in your hal file?
[21:17:20] <wesbaker> tom, atom1, No, I don't have any of that in my hal file
[21:17:25] -!- anth0ny has quit [Quit: anth0ny]
[21:17:34] <Tom_itx> i dunno then.
[21:18:00] <Tom_itx> gettin ready to head out here soon...
[21:18:16] -!- anth0ny has quit [Client Quit]
[21:18:18] -!- atom1 has quit [Client Quit]
[21:19:32] <Tom_itx> see if you've defined any NETs that are re'used there
[21:20:17] <Tom_itx> http://www.linuxcnc.org/docs/2.4/html/hal_hal-examples.html
[21:20:43] -!- FinboySlick [FinboySlick!~shark@142.59.35.128] has joined #linuxcnc
[21:21:31] <wesbaker> unless there is more than theone "main" hal file, none of those signals are defined in my hal file
[21:22:05] <wesbaker> I will reload my linuxcnc with the comments removed and see if I can find through the configuration display tool if they are defined somehow.
[21:23:25] <wesbaker> Wait, wait. my dumb fault. i found the duplicate definition. Fixing HAL file now and will see if I can make the magic happen.
[21:27:24] <Tom_itx> k
[21:27:50] <wesbaker> linuxcnc loaded now WITH the 4 or 5 net lines described online and given by tom.
[21:28:07] <Tom_itx> then the axis manual toolchange should work now
[21:28:14] <wesbaker> I had neglected to find some standard definitions of the same signals below in the default hal file that I had to comment out.
[21:28:15] <Tom_itx> and you should be able to define a pin to that signal too
[21:28:41] <Tom_itx> bbl
[21:28:50] <wesbaker> So now the quesiton is this. Will a T1M6 fire off this "hal_manualtoolchange" or do I HAVE to have the hardware switch tied to the signal
[21:28:58] <wesbaker> What does "bbl" mean?
[21:30:02] <SpeedEvil> barrel of oil.
[21:31:32] -!- Zboonet has quit [Remote host closed the connection]
[21:32:43] <Tom_itx> Tx M6 will call that function now
[21:32:44] <wesbaker> Hmmm. Well, it does pop up a dialog now whenever it gets an M6. It basically just pauses the program and says "insert tool 2 and press continue when ready".
[21:32:58] <Tom_itx> the pin is an optional physical switch
[21:33:13] <wesbaker> But it doesn't appear so far to respect the tool length offsets I have in the table.
[21:33:35] <Tom_itx> i mentioned you would have to work that out ahead of this somehow
[21:33:55] <wesbaker> And it doesn't seem to get me any closer to having the Z axis touch off to the touch-pad switch.
[21:34:18] <wesbaker> It's just a single dialog box that pauses program execution while I am allowed to switch tools.
[21:34:50] -!- mhaberler has quit [Quit: mhaberler]
[21:34:53] <wesbaker> And I can't jog around while the dialog box is up. So I can't really touch off at all that way.
[21:36:21] <wesbaker> I was sort of hoping for a dialog box that was rich and maybe had a button that said "jog to pad location" and another one that said "search for pad and set Z offset"
[21:37:00] <wesbaker> For me, ideally, a tool change sequence would go like this.
[21:37:25] <wesbaker> 1) Pause program execution; stop spindle; and jog to machine coordinates where it is physically possible to change tool.
[21:37:33] <wesbaker> 2) Wait for user to change tool.
[21:37:45] <wesbaker> 3) Jog to machine coordinates where touch-pad is located.
[21:38:11] <wesbaker> 4) seach slowly down in Z until it finds the pad via the switch (already wired).
[21:38:40] <wesbaker> 5) recognize the difference between the length of this tool and the previous tool and create a tool Z offset accordingly
[21:38:50] <wesbaker> 6) Move up to a safe Z
[21:39:11] <wesbaker> 7) Resume running the program or wait for operator to click on a "go ahead" button
[21:44:52] <Deejay> gn8
[21:45:24] -!- Deejay has quit [Quit: bye]
[21:49:13] -!- zeeshan has quit [Quit: bye]
[21:49:19] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[21:49:34] -!- zeeshan [zeeshan!~kvirc@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[21:49:44] -!- moorbo_ has quit []
[21:59:02] -!- f1oat has quit [Ping timeout: 250 seconds]
[22:00:50] -!- anth0ny has quit [Client Quit]
[22:09:05] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[22:09:22] -!- koo6 has quit [Ping timeout: 240 seconds]
[22:16:42] -!- FinboySlick has quit [Remote host closed the connection]
[22:17:45] -!- adb has quit [Remote host closed the connection]
[22:20:16] -!- mhaberler has quit [Quit: mhaberler]
[22:21:39] -!- Thetawaves [Thetawaves!~Thetawave@183-168-223-66.gci.net] has joined #linuxcnc
[22:22:20] -!- Thetawaves has quit [Client Quit]
[22:24:05] -!- afiber__ has quit [Quit: Konversation terminated!]
[22:25:12] -!- nofxx_ [nofxx_!~nofxx@177.106.5.203] has joined #linuxcnc
[22:25:13] -!- nofxx_ has quit [Changing host]
[22:25:13] -!- nofxx_ [nofxx_!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[22:29:00] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[22:51:04] -!- syyl_ has quit [Ping timeout: 245 seconds]
[22:53:50] <wesbaker> test
[22:54:16] <wesbaker> Hey, I finally have made the hal_manualtoolchange work. But it is really not what I was looking for.
[22:54:51] <wesbaker> Are there any tools or frameworks out there I could use as an example to build a system four touching off to a switch pad to determine z height when inserting
[22:54:55] <wesbaker> new tools into a collet?
[23:06:30] -!- balestrino [balestrino!~balestrin@host50-220-dynamic.117-80-r.retail.telecomitalia.it] has joined #linuxcnc
[23:08:55] <mrsun> maybe a sub routine to go out to a specefic location and do a G38.x .. Set G92 Z<whatever> go back to work ? =)
[23:11:40] -!- wesbaker has quit [Ping timeout: 246 seconds]
[23:16:57] <mrsun> hmm in what variable is the actual maximum travel of an axis ?
[23:17:17] <mrsun> say i can move from home position maximum -90mm ... is that in some variable i can read from the gcode ?
[23:20:34] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-51-38.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[23:34:16] -!- Servos4ever [Servos4ever!~chatzilla@173-87-48-64.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[23:45:48] <mrsun> (i want to know cause every freakin time i do a touch off with my plate i get a "blabla will exeed blablas maximum travel" ...
[23:45:53] <mrsun> getting kinda sick of it :P
[23:46:52] <mrsun> so would be neat if i could do G38.2 Z-(#MaximumTravel-#CurrentPos-1) or something like that :P
[23:47:41] <mrsun> so if i was 5mm from maximum travel it would only move 4mm in a move .. if i was 70mm from max it would move 69mm ... never going into "wtfpwnerror" mode =)
[23:55:54] <mrsun> maybe "unhome" the axis before doing probe move and have it move to the maximum allowed travel ? can that be done by gcode? =)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}