Back
[00:00:09] <Tom_itx> zeeshan|2 you need one of these:
http://tom-itx.ddns01.com:81/~webpage/temp/resistor2.jpg
[00:00:24] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/temp/resistor1.jpg
[00:01:12] -!- sumpfralle1 [sumpfralle1!~lars@vmd6311.contabo.host] has joined #linuxcnc
[00:02:10] <PCW> was the resistor in series with the voltage regulator?
[00:02:16] <tjtr33> Tom_itx, no he needs this kind or resistor
http://www.thespecialistsltd.com/files/imagecache/product/files/real_cuffs.jpg
[00:02:20] <CaptHindsight> file:///var/tmp/7928883010_585169e442.jpg
[00:02:37] <CaptHindsight> oops
[00:02:42] <Tom_itx> heh
[00:02:51] <CaptHindsight> http://farm9.staticflickr.com/8446/7928883010_585169e442_d.jpg
[00:03:31] <tjtr33> yeah thats a favorite funny
[00:03:57] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[00:04:22] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[00:04:53] <zeeshan|2> lol Tom_itx
[00:05:38] <zeeshan|2> PCW:
https://pdf.yt/d/jzma-yG5QEkpSgsD
[00:05:51] <zeeshan|2> resistor 9
[00:07:29] -!- sumpfralle1 has quit [Ping timeout: 272 seconds]
[00:08:29] <LeelooMinai> Hmm, I get all those weird links to cnc machines now after I watched the "bubble gun man" one
[00:08:37] <LeelooMinai> gum*
[00:08:47] <LeelooMinai> For example:
http://www.aliexpress.com/snapshot/6342921961.html
[00:09:09] <LeelooMinai> Oops, this one:
https://www.youtube.com/watch?v=S92qAeqhrsg
[00:09:22] <zeeshan|2> http://www.directindustry.com/prod/cherry/hall-effect-proximity-sensors-thin-19254-639924.html
[00:09:24] <zeeshan|2> i need something like this
[00:09:33] <zeeshan|2> http://www.spectecsensors.com/Images/hall_effect_sensors.jpg
[00:09:34] <zeeshan|2> or that
[00:09:38] <zeeshan|2> LeelooMinai: work yuour magic
[00:09:45] <zeeshan|2> find me a chinese version
[00:09:45] <zeeshan|2> :D
[00:09:51] <LeelooMinai> Now, I saw this design many times. A carriage with four bearings, but woudln't the alu just wear off quckly?
[00:10:10] postaL is now known as postaL_offline
[00:10:26] <LeelooMinai> And whole thing would get imprecise?
[00:11:28] <zeeshan|2> ^ yep
[00:12:10] <LeelooMinai> People seem to use it a lot since it's cheap and easy to do DIY
[00:12:44] <LeelooMinai> But I would not trust it just running over bare aluminum
[00:14:10] <tjtr33> there's very low force on reprap devices, so longer life than if contact is made like with wood router or ( dotn try this at home ) cutting metal using skate bearings on alum rails
[00:14:53] <LeelooMinai> Well, I just looked at this:
http://i.imgur.com/cE6DDtx.png
[00:15:08] <LeelooMinai> In this case it seems like they have some non-alu insert there
[00:15:36] <LeelooMinai> Looks like steel to me
[00:16:05] <LeelooMinai> I think... could also be alu with different finish, but maybe not (?)
[00:16:07] <tjtr33> yeah the idea is being crowdsourced now but comes from BishopWisecarver, using hardened steel edges
[00:16:38] <CaptHindsight> there are a few vendors already
[00:16:43] <tjtr33> http://www.bwc.com/
[00:16:48] <LeelooMinai> I see that making those is easy once one have alu-ca[ab;e cnc
[00:16:57] <LeelooMinai> alu-capable*
[00:17:08] <LeelooMinai> You just need to source bearings
[00:17:41] <tjtr33> hard wheels & hard rails, attached to alum extrusions
[00:17:53] <LeelooMinai> Well, and have something that can tap the holes probably... I did not research this part yet:)
[00:17:54] <CaptHindsight> http://www.pbclinear.com/ as well with roller or polymer bearings
[00:18:03] <LeelooMinai> Some geared motors maybe?
[00:18:04] <zeeshan|2> http://www.ebay.com/itm/Hall-Effect-Hall-sensor-Proximity-Switch-NPN-3-wires-normally-open-magnet-/181560860056
[00:18:10] <zeeshan|2> is there more compact prox sensors
[00:18:11] <zeeshan|2> in this style
[00:18:30] <CaptHindsight> yes, but more $$
[00:18:37] <zeeshan|2> link
[00:18:38] <zeeshan|2> i need 9
[00:18:39] <LeelooMinai> CaptHindsight: Those seem like costing half my house:)
[00:19:47] <CaptHindsight> http://www.ebay.com/itm/like/311061234381?lpid=82
[00:20:11] <zeeshan|2> i want the round style
[00:20:16] <zeeshan|2> it'll be easier to align
[00:21:00] -!- skorasaurus2 has quit [Ping timeout: 264 seconds]
[00:21:09] <CaptHindsight> http://www.newark.com/honeywell-s-c/ss49/ic-hall-effect-sensor-to-92-3/dp/95F5207?mckv=sRGg2Dffp|pcrid|53816209341|plid|&CMP=KNC-GPLA
[00:21:18] <CaptHindsight> pot and wire them
[00:21:27] <CaptHindsight> hard to get much smaller than that :)
[00:21:33] <zeeshan|2> CaptHindsight: i aint dealing with bloody electronics no more!
[00:21:36] <zeeshan|2> i need macroelectronics
[00:21:37] <zeeshan|2> :-)
[00:21:51] <tjtr33> festo & baumer both make 3mm to 12mm diameter proxes and halls, used a lot on european machines ( omron on japanese )
[00:22:34] <LeelooMinai> zeeshan|2: Electronics are fun. Look, I designed and assembled this one:
https://www.flickr.com/photos/100017731@N03/12759704914/
[00:22:42] <zeeshan|2> really?
[00:22:46] <zeeshan|2> that is impressive
[00:22:55] <zeeshan|2> id suicide if someone asked me to do that
[00:23:13] <LeelooMinai> Yes, I design/make pcbs/devices from time to time - it's my new hobby.
[00:23:21] <LeelooMinai> fter being programmer in the past that is
[00:23:51] <zeeshan|2> if i get a npn prox sensor
[00:24:05] <zeeshan|2> what kind of input will the output of it need to connect to
[00:24:10] <zeeshan|2> pull down or pull up
[00:24:38] <tjtr33> LeelooMinai, your work is great, get someone who needs something done, and have them fund your machine as part of the project cost. ( use other peoples money OPM :)
[00:24:40] <LeelooMinai> zeeshan|2: Datasheet would tell you details needed to figure that out
[00:24:51] <zeeshan|2> LeelooMinai: the chinese sensors just say
[00:24:52] <zeeshan|2> pnp or npn
[00:25:00] -!- sumpfralle1 [sumpfralle1!~lars@vmd6311.contabo.host] has joined #linuxcnc
[00:25:02] <zeeshan|2> and 7i77 is pull down inputs
[00:25:04] <LeelooMinai> pnp npn are just bjt transistor types
[00:25:48] <LeelooMinai> I can only guess - npn normaly is turned on with high signal, and pnp with low signal on the gate
[00:26:00] <LeelooMinai> But without seeng details that's not 100%
[00:26:26] <LeelooMinai> Depends on the whole circut
[00:26:49] <LeelooMinai> on the base*
[00:26:55] <zeeshan|2> finding the link
[00:27:17] <zeeshan|2> http://www.ebay.com/itm/Hall-Effect-Hall-sensor-Proximity-Switch-NPN-3-wires-normally-open-magnet-NEW-/230979790688?pt=LH_DefaultDomain_0&hash=item35c777e760
[00:27:21] <LeelooMinai> Cannot you just use mechanical switches - you could figure those out:)
[00:27:34] <zeeshan|2> rofl
[00:27:40] <zeeshan|2> you know what
[00:27:44] <zeeshan|2> i might just do that
[00:27:46] <zeeshan|2> thats an excellent idea.
[00:27:56] <zeeshan|2> they wont consume much power easier
[00:27:56] <tjtr33> cam and microswitch cheap
[00:27:58] -!- sumpfralle has quit [Ping timeout: 250 seconds]
[00:28:03] <zeeshan|2> ill use the magnet as the actaculator
[00:28:17] <zeeshan|2> or replace the magnet with a hemispehical shape
[00:28:25] <LeelooMinai> Or use small contactron and magnet
[00:28:39] <LeelooMinai> That will use zero power too
[00:28:48] <zeeshan|2> you saw what im controlling right?
[00:28:55] <LeelooMinai> No
[00:29:14] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/14926219104/
[00:29:25] <zeeshan|2> see the ring gears?
[00:29:26] <LeelooMinai> A tractor? :)
[00:29:30] <zeeshan|2> they have a magnet sticking out of them
[00:29:53] -!- sumpfralle1 has quit [Client Quit]
[00:29:59] <zeeshan|2> originally they were using 3 hall sensors
[00:30:01] <zeeshan|2> to determine the position
[00:30:16] -!- amiri_ has quit [Read error: Connection reset by peer]
[00:30:39] <LeelooMinai> Hmm, I don't think what I had in mind is called contactron in english
[00:30:50] <LeelooMinai> I kind of translated it directly from Polish
[00:30:54] <zeeshan|2> youre polish?
[00:30:56] <LeelooMinai> zeeshan|2: I mean reed switches
[00:31:02] <zeeshan|2> kurwa.
[00:31:03] <LeelooMinai> Yes
[00:31:07] <zeeshan|2> :D
[00:31:08] -!- nickoe has quit [Quit: No Ping reply in 240 seconds.]
[00:31:27] <LeelooMinai> zeeshan|2:
http://www.dx.com/p/reed-switch-magnetically-controlled-switch-golden-5-pcs-306815?tc=CAD&gclid=CjwKEAiAv7ajBRCIldS7rp7wzFkSJAAA1n4DmLy0uQsFAwMgJTmyH6IDcABYzSj1quy3t5Tjj0OdVxoCriPw_wcB
[00:31:37] <LeelooMinai> Those will work with magnets without any power
[00:31:53] <LeelooMinai> You put magnet close to them and they close
[00:32:01] <zeeshan|2> i want something thats mechanically easy to assemble
[00:32:05] <zeeshan|2> thats why i was looking at the prox switches
[00:32:10] <zeeshan|2> cause they'd work with the magnet as is
[00:32:21] <zeeshan|2> but it seems like each prox switch consumes 200mA
[00:32:28] <LeelooMinai> Well, it's a tube with two leads - what simpler could it be:)
[00:32:40] <zeeshan|2> enclosed sensor would be nice.
[00:32:50] <LeelooMinai> Then enclose it
[00:32:53] <zeeshan|2> no
[00:32:54] <Tom_itx> http://www.dx.com/p/20454-lema-electrics-microswitch-short-lever-roller-black-yellow-10-pcs-173404
[00:32:58] <zeeshan|2> must buy as is
[00:33:34] <LeelooMinai> zeeshan|2: If I was doing it, I would prefer hall sensor over reed over mechanical
[00:33:35] <zeeshan|2> im really liking this microswitch idea
[00:33:43] <zeeshan|2> LeelooMinai: why
[00:34:04] <LeelooMinai> zeeshan|2: FOr reliability mostly
[00:34:13] <zeeshan|2> thats true
[00:34:16] <zeeshan|2> non contact wins
[00:34:32] <zeeshan|2> well help me figure it out!
[00:34:42] <LeelooMinai> zeeshan|2: You have those fancy machines - you can surely make small mounts for whatever sensor you get:)
[00:35:12] <LeelooMinai> zeeshan|2: Ok, then show me what you would prefer and we will figure it out.
[00:35:24] <zeeshan|2> http://www.ebay.com/itm/Hall-Effect-Hall-sensor-Proximity-Switch-NPN-3-wires-normally-open-magnet-NEW-/230979790688?pt=LH_DefaultDomain_0&hash=item35c777e760
[00:35:25] <zeeshan|2> this thing
[00:35:42] <zeeshan|2> i like it because i just need to go mill a small 1/8 plate of aluminum
[00:35:51] <zeeshan|2> accurately drill the holes
[00:36:00] <zeeshan|2> and plug em to a24v supply
[00:36:06] <LeelooMinai> Ok, give me a sec, I will quickly research it
[00:36:10] <zeeshan|2> the only confusming part is how the output signal interfaces w/ mr 7i77
[00:36:37] <tjtr33> make sure you allow some adjustment along the rotary travel ( like a curved slot that you bolt thru ).
[00:37:05] -!- maximilian_h [maximilian_h!~bonsai@dslb-188-105-010-055.188.105.pools.vodafone-ip.de] has joined #linuxcnc
[00:37:15] <zeeshan|2> tjtr33: i was thinking of doweling the plate
[00:37:24] <zeeshan|2> cause there is dowel location already
[00:37:28] <tjtr33> do you think that sensor's 'sensitive' area is a bit large? and causes quite a different trigger piint in differnt rotations?
[00:37:42] <tjtr33> a smaller diameter may offer less hysterisis
[00:37:44] <LeelooMinai> zeeshan|2: Ok, so it's vasically like a transistor with base driven by the hall effect
[00:37:51] <LeelooMinai> zeeshan|2: Like this:
http://i.imgur.com/2Y6mjpC.png
[00:37:59] -!- maximilian_h1 has quit [Ping timeout: 255 seconds]
[00:38:04] <tjtr33> yay wikipedia
[00:38:22] <LeelooMinai> SO when the magnet is close it will make transistor switch on
[00:38:31] <zeeshan|2> the ground needs to be shared between 7i77 and sensor right?
[00:38:36] <LeelooMinai> The picture I linked has NPN condiguration
[00:38:50] <LeelooMinai> zeeshan|2: Yes, well, or your field power
[00:39:07] <tjtr33> see those 2 vertiocal transitions? they work with the 'sensitive area' . bigger sensor = wider distance
[00:39:14] <LeelooMinai> I would think you would wire this into field inputs
[00:39:38] <LeelooMinai> zeeshan|2: So pretty simple - you can just treat it as a black-box switch
[00:39:39] <zeeshan|2> tjtr33: hmm you have good point
[00:39:49] <zeeshan|2> LeelooMinai: that is what i like to hear :)
[00:39:56] <tjtr33> skinny diamter = less problem.
[00:39:56] <zeeshan|2> best 2 words
[00:39:58] <zeeshan|2> or 1 word
[00:40:00] <zeeshan|2> blackBOX
[00:40:12] <LeelooMinai> zeeshan|2: You may need to limit current though - at least if it was inside like what I linked
[00:40:23] <LeelooMinai> Otherwise the NPN part would go boom
[00:40:25] <zeeshan|2> limit current on what
[00:40:30] <zeeshan|2> the supply?
[00:40:35] <LeelooMinai> But sensor may already have some current limit in there
[00:40:38] <tjtr33> oh, and some have indicator led on side, VERY handy for debugging ( on when active )
[00:40:48] <zeeshan|2> tjtr33: yes this one has that
[00:40:59] <zeeshan|2> ive seen these in industry just never wired one up
[00:41:03] <zeeshan|2> from scratch :/
[00:41:12] <tjtr33> Hal and parallel port time
[00:41:17] <zeeshan|2> my drill press tachometer uses it
[00:41:24] <zeeshan|2> but the instructions were included :-)
[00:41:57] -!- The_Ball has quit [Remote host closed the connection]
[00:42:03] <zeeshan|2> i think i should get NC hall sensors
[00:42:29] <PCW> the 7i77 needs PNP prox's
[00:42:30] <zeeshan|2> cause then just incase theres no power to one of the sensors for some reason
[00:42:57] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[00:43:01] <zeeshan|2> PCW: what happens if you accidently plug in a npn's output t the 7i77 input
[00:43:03] <zeeshan|2> do you blow it up
[00:43:08] <zeeshan|2> *to
[00:43:16] <PCW> it will do nothing
[00:43:21] <LeelooMinai> PCW: I would think that NPN would work with inputs too - depending how you wire them, no?
[00:43:22] <zeeshan|2> okay
[00:43:40] <PCW> nope PNP only
[00:43:51] <tjtr33> pnp vs npn proxes
http://www.schneider-electric.co.uk/sites/uk/en/support/faqs/faq_main.page?page=content&country=UK&lang=en&id=FA142566&locale=en_US&redirect=true
[00:44:07] <PCW> well you can use NPN sensors but they need an external pullup
[00:44:20] <zeeshan|2> f that
[00:44:24] <LeelooMinai> Right
[00:44:27] <zeeshan|2> you know me and external resistors.
[00:44:27] <zeeshan|2> :)
[00:44:56] <LeelooMinai> zeeshan|2: So here you go - get PNP hall sensor and 5 yo will be able to connect it:)
[00:45:07] <zeeshan|2> thats what i like to hear!!
[00:45:16] <zeeshan|2> looks like the chinese dont make pnp
[00:45:37] <LeelooMinai> They make everything
[00:45:43] <zeeshan|2> i lied
[00:45:45] <zeeshan|2> i found :D
[00:45:55] <zeeshan|2> ugh
[00:45:57] <zeeshan|2> theyre capacitive.
[00:46:25] <LeelooMinai> COuld work too if you position them in the right place
[00:46:35] <LeelooMinai> Since the magnet seems to stick out from the plane
[00:46:53] <zeeshan|2> LeelooMinai: on alibaby
[00:46:57] <PCW> http://www.ebay.com/itm/10pcs-New-LJ12A3-4-Z-BY-Inductive-Proximity-Sensor-Switch-PNP-DC6-36V-/141441047899?pt=LH_DefaultDomain_0&hash=item20ee8b1d5b
[00:47:14] <zeeshan|2> PCW: too long
[00:47:20] <zeeshan|2> but that is a sweet deal
[00:47:49] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15536981611/
[00:47:55] <zeeshan|2> i dunno if you can see the 3 solder points there
[00:47:59] <zeeshan|2> thats where one of the sensor goes
[00:48:04] <zeeshan|2> then another goes 180 degrees from that and 90 degrees
[00:48:17] <zeeshan|2> if theyre too long it'll hit the metal mount of the motors
[00:48:19] <tjtr33> 3 per shaft right?
[00:48:22] <zeeshan|2> yes
[00:48:38] <PCW> you could also fix your sensor board that you fried
[00:48:47] <zeeshan|2> PCW: im not electronics savvy
[00:48:56] <zeeshan|2> even if i replace the resistor
[00:49:04] <zeeshan|2> (i already replaced a vregulator)
[00:49:10] <zeeshan|2> i dont have a proper wiring diagram..
[00:49:15] <tjtr33> what does the orig sensor look like? a T220?
[00:49:20] <zeeshan|2> so i've been chasing my tail
[00:49:26] <zeeshan|2> tjtr33: ugn3020t
[00:49:35] <zeeshan|2> i cant believe that's imprinted in my brain now
[00:49:39] -!- fran_becu_ has quit [Remote host closed the connection]
[00:50:23] <zeeshan|2> also i would like to use a hall prox senssor
[00:50:31] <tjtr33> but you talked about pin5? and ugn3020t is 3 pin trx style
[00:50:32] <zeeshan|2> so i can use the magnets that are on the ring gears as is
[00:50:45] <zeeshan|2> tjtr33: pin 5 on the input of the board
[00:50:49] <tjtr33> ok
[00:50:50] <zeeshan|2> not @ hall sensor
[00:51:35] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:52:31] <zeeshan|2> http://www.alibaba.com/product-detail/M12-hall-effect-magnetic-sensor-switch_1341685436.html
[00:52:32] <zeeshan|2> rofl
[00:52:38] <zeeshan|2> at the omron rip off logo
[00:55:34] -!- diegocerdan has quit [Remote host closed the connection]
[00:56:46] -!- nickoe [nickoe!~quassel@91.150.229.252] has joined #linuxcnc
[00:56:49] <tjtr33> that style hall sensor define the position of the sensitive face, best to keep the board, wack off the control side, keep the mount position, get some sensors that fit the orig holes, maybe digikey US5881EUA-AAA-000-BU-ND
[00:57:24] <tjtr33> measure the hole spacing, i cant tel pkg size from photo
[00:58:03] <zeeshan|2> you bring up a good point
[00:58:13] <zeeshan|2> i should try injecting 24VDC into those sensors
[00:58:20] <zeeshan|2> and see if they switch
[00:58:26] <zeeshan|2> directly at the pins
[00:59:00] <PCW> They were run from 12V on the original circuit
[00:59:05] <tjtr33> use a round sensor and loose all reference, keep the pcb and you can take it on & off to work on. AND buy _one_ and try with parallel port ( cheap, and then you know it can work )
[00:59:44] <zeeshan|2> PCW: thats true
[00:59:49] <zeeshan|2> but spec sheet says they can handle 24v..
[00:59:53] <tjtr33> lotta 12 V sensors at digikey
[01:00:01] <tjtr33> 3-30
[01:00:24] <zeeshan|2> www.ebay.com/itm/5Pcs-M8-DC-PNP-NO-NC10mm-hall-effect-magnetic-sensor-NJK-5001AB-/141463210769?pt=LH_DefaultDomain_0&hash=item20efdd4b11
[01:00:26] <zeeshan|2> oonestly
[01:00:31] <zeeshan|2> i think it'll be easier for me personally
[01:00:33] <zeeshan|2> just do use these
[01:00:58] -!- theorbtwo has quit [Remote host closed the connection]
[01:01:19] -!- nickoe has quit [Ping timeout: 255 seconds]
[01:01:22] <PCW> is there room to mount those?
[01:01:28] <zeeshan|2> they look long
[01:01:31] <zeeshan|2> but theyre only 1" long
[01:01:37] <zeeshan|2> i have 2 1/4" gap
[01:01:59] <zeeshan|2> current magnet diameter is 7mm
[01:02:01] <zeeshan|2> so 8mm sensors should work
[01:02:06] <tjtr33> you dont want long range , look atthe gap you have now, isnt it like a mm or two at most?
[01:02:17] <zeeshan|2> tjb1: like 3 mm
[01:02:20] -!- micges-dev has quit [Quit: Wychodzi]
[01:02:23] <zeeshan|2> maybe 4
[01:02:32] <tjtr33> long range allowed is ok, but dont _use_ long range
[01:02:39] <zeeshan|2> why
[01:03:05] <tjtr33> its an cone of sensitivity, as younear the vertex, its more accurate
[01:03:22] <zeeshan|2> when i shift the ring gears manually
[01:03:35] <zeeshan|2> there is at least 5-10 degrees of rotation
[01:03:41] <zeeshan|2> and the gear is still engaged
[01:03:58] <zeeshan|2> i'm not sure how it's working inside
[01:04:22] <zeeshan|2> maybe theres slotted gear selectors within the trans
[01:04:40] <tjtr33> staying at the same distance saves all the tolerance you have, moving away eats up more tolerance ( approaches 'it dont work anymore ')
[01:05:11] <zeeshan|2> ill place them as close as possible
[01:05:49] <tjtr33> just keep new sensor same distance from the 'dog' that trips it, and , use a sensor with same sensitive area ( face of same size )
[01:05:52] <zeeshan|2> i honestly dont even know why i am wasting time looking at this gear selector stuff
[01:05:58] <zeeshan|2> i only need back gear and no back gear
[01:06:03] <zeeshan|2> the rest can be vfd'ed
[01:06:14] <zeeshan|2> i gues it just intrigues me :P
[01:06:28] <tjtr33> M00 ( then shift by hand ) done
[01:06:33] <zeeshan|2> haha
[01:06:43] <zeeshan|2> only time ill need back gear is for tapping
[01:06:44] <zeeshan|2> thats it
[01:07:05] -!- skunkworks has quit [Ping timeout: 264 seconds]
[01:12:50] -!- tjb11 [tjb11!~tjb1@cpe-69-207-197-216.stny.res.rr.com] has joined #linuxcnc
[01:13:21] -!- nickoe [nickoe!~quassel@5b96e5fc.cust.ip.gvdnet.dk] has joined #linuxcnc
[01:13:40] -!- lucashodge has quit [Quit: Goodbye all.]
[01:15:45] -!- tjb1 has quit [Ping timeout: 265 seconds]
[01:18:14] -!- nickoe has quit [Ping timeout: 256 seconds]
[01:19:32] -!- gonzo_nb has quit [Remote host closed the connection]
[01:20:55] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[01:22:35] <zeeshan|2> spindle brake consumtpion .83A , hydraulic solenoid consumption 3A, .3A * 4 =1.2A contactor coil, 0.02*4=0.08A 24vdc relays , 1.8A (9 hall prox switches) = 6.91A
[01:22:41] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[01:22:42] <zeeshan|2> ddidnt even account for 7i77 yet
[01:22:52] <zeeshan|2> i only have a 6.5A 24vdc supply :/
[01:23:08] <zeeshan|2> most of these are intermittent loads though
[01:30:00] -!- lyzidiamond has quit [Remote host closed the connection]
[01:34:55] amnesic is now known as amnesic_away
[01:36:25] -!- nickoe [nickoe!~quassel@5b96e5fc.cust.ip.gvdnet.dk] has joined #linuxcnc
[01:38:03] -!- digipengi [digipengi!~pengi@ae-0-11.bar2.SanFrancisco1.Level3.org] has joined #linuxcnc
[01:38:10] -!- digipengi [digipengi!~pengi@ae-0-11.bar2.SanFrancisco1.Level3.org] has parted #linuxcnc
[01:40:35] -!- FinboySlick has quit [Read error: Connection reset by peer]
[01:40:53] -!- patrickarlt has quit [Ping timeout: 258 seconds]
[01:41:17] -!- nickoe has quit [Ping timeout: 264 seconds]
[01:45:39] -!- nickoe [nickoe!~quassel@5b96e5fc.cust.ip.gvdnet.dk] has joined #linuxcnc
[01:47:02] -!- Thetawaves [Thetawaves!~Thetawave@156-96-178-69.gci.net] has joined #linuxcnc
[01:49:19] -!- md-2 has quit [Remote host closed the connection]
[01:49:55] -!- nickoe has quit [Ping timeout: 255 seconds]
[01:56:32] -!- rob_h has quit [Ping timeout: 245 seconds]
[01:56:58] -!- nickoe [nickoe!~quassel@5b96e5fc.cust.ip.gvdnet.dk] has joined #linuxcnc
[01:57:05] -!- Thetawaves_ [Thetawaves_!~Thetawave@156-96-178-69.gci.net] has joined #linuxcnc
[01:58:48] -!- Thetawaves has quit [Ping timeout: 264 seconds]
[02:00:10] -!- Sigmac has quit [Quit: Leaving]
[02:13:13] -!- Thetawaves_ has quit [Quit: This computer has gone to sleep]
[02:14:07] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[02:22:07] -!- swingley has quit [Remote host closed the connection]
[02:27:38] -!- seb_kuzm1nsky [seb_kuzm1nsky!~seb@71-33-204-228.hlrn.qwest.net] has joined #linuxcnc
[02:27:38] -!- mode/#linuxcnc [+v seb_kuzm1nsky] by ChanServ
[02:27:57] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[02:28:53] <PetefromTn_> evening folks
[02:30:09] <XXCoder> yo
[02:30:12] -!- linuxcnc-build has quit [Ping timeout: 256 seconds]
[02:30:29] -!- seb_kuzminsky has quit [Ping timeout: 264 seconds]
[02:30:37] -!- hm2-buildmaster_ has quit [Ping timeout: 272 seconds]
[02:30:57] <PetefromTn_> well its supposed to get at least a LITTLE bit warmer this weekend
[02:31:24] <tjtr33> LeelooMinai, was your pcb an STM32 arm? just looked at Rene Hopf's project
https://github.com/rene-dev/stmbl https://www.youtube.com/watch?v=sMeV4SCu4TA
[02:32:29] <LeelooMinai> tjtr33: I use STMs in my projects, yes
[02:35:10] seb_kuzm1nsky is now known as seb_kuzminsky
[02:35:54] <tjtr33> maybe diy of those surface mount devices really is possible
[02:37:46] <LeelooMinai> Sure it is - I use 0402 parts even:) and reflow oven made from toaster oven + controller I made.
[02:38:07] <LeelooMinai> And pcbs from China nowadays are cheap to fab
[02:38:19] <skunkworks> dad got his mazak lathe home.. Good deal... universial
[02:38:25] <LeelooMinai> It's kind of a golden age for elextronics as this
[02:39:14] <tjtr33> heh i thought that in the 7400 days
[02:39:39] <LeelooMinai> E, at that time things were not as cheap.
[02:40:02] <skunkworks> http://electronicsam.com/images/KandT/testing/DSC02117A.JPG
[02:40:18] <skunkworks> http://electronicsam.com/images/KandT/testing/DSC02122A.JPG
[02:40:18] <LeelooMinai> I have one like this in my kitchen too
[02:40:25] <LeelooMinai> Or maybe not:)
[02:40:25] <skunkworks> 20" Max Swing Over Bed, 12" max Cutting Diameter, 40.75" Max Turning Length, 2.5" max Bar Diameter
[02:40:36] <PetefromTn_> that looks like a sweet turning center man
[02:41:19] <tjtr33> nice skunkworks , you do have some room to play in dontcha
[02:41:30] tjb11 is now known as tjb1
[02:42:51] <skunkworks> when we get rid of stuff... ;)
[02:47:02] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[02:48:07] <jdh> hey pete
[02:48:32] <PetefromTn_> hey
[02:48:37] <jdh> guess where I am
[02:48:48] <PetefromTn_> don't care
[02:48:58] <zeeshan|2> mean
[02:48:58] <zeeshan|2> lol
[02:49:02] <PetefromTn_> :D
[02:49:14] <zeeshan|2> pete already knows
[02:49:45] <PetefromTn_> man I was down at the race shop again today
[02:49:59] <PetefromTn_> those guys are working on some sick cars there..
[02:50:14] <PetefromTn_> I lost a lot of fluid drooling over them LOL
[02:50:23] <zeeshan|2> hehe
[02:50:27] <zeeshan|2> you machining something for them?
[02:50:33] <zeeshan|2> or just hanging out
[02:50:35] <PetefromTn_> trying to
[02:50:58] <PetefromTn_> we are working on a few designs but they are doing so many things they are finding it hard to concentrate LOL
[02:51:01] <jdh> http://tinyurl.com/modyk2
[02:51:21] <zeeshan|2> jdh wut
[02:51:27] <PetefromTn_> ?
[02:51:31] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[02:51:31] -!- fgf has quit [Quit: Page closed]
[02:51:44] <PetefromTn_> I gotta tell ya man. I know you are not fond of that rotary mazda motor
[02:51:56] <PetefromTn_> but I think I am in love with the damn things
[02:52:16] <zeeshan|2> hehe
[02:52:18] <zeeshan|2> i like em
[02:52:20] <zeeshan|2> just not in my car!
[02:52:27] <zeeshan|2> too much work
[02:52:28] <jdh> http://tinyurl.com/modyk28 oops
[02:52:34] <PetefromTn_> they were dyno tuning one with almost 700HP
[02:52:38] <zeeshan|2> jdh
[02:52:43] <zeeshan|2> that looks like a run down motel sir
[02:52:45] <zeeshan|2> lol
[02:52:58] <PetefromTn_> and I have heard a lot of dyno runs but that thing sounds unfreakinbelievable
[02:52:59] <zeeshan|2> PetefromTn_: nice
[02:53:00] <jdh> fairly accurate description
[02:53:10] <zeeshan|2> hookers?
[02:53:17] <jdh> not likely
[02:53:28] <PetefromTn_> why does that sign look familiar?
[02:53:50] <jdh> looks like a 50s postcard
[02:54:00] <jdh> I take that picture a lot :)
[02:54:22] <PetefromTn_> it's like a really nasty angry godzilla bumblebee sound makes the hair stand up on the back of my neck LOL
[02:54:28] <zeeshan|2> haha
[02:54:32] <zeeshan|2> yea man theyre so nice sounding
[02:54:38] <zeeshan|2> smooth power delivery too
[02:54:41] -!- md-2 has quit [Ping timeout: 272 seconds]
[02:55:12] <PetefromTn_> they were also working on a very mildly tuned Supra with like 465 HP that was pretty sweet.
[02:55:21] <PetefromTn_> 2JZ
[02:56:34] <zeeshan|2> what are you trying to build for them
[02:56:40] <PetefromTn_> https://www.youtube.com/watch?v=DOw_3wUmljg The RX7 looks a lot like this one only it is red.
[02:57:36] <PetefromTn_> well they want me to make a couple different things but they are trying to find the money to pay for a small run of the parts.
[02:58:00] <PetefromTn_> I just drop by to drool and say hello and they are really cool guys so it is kinda nice to chat with them.
[02:58:40] <PetefromTn_> I gotta say that I have never really been around these FD RX7's before
[02:59:02] <PetefromTn_> they really are a sweet little car and quite exotic looking once you add the nose and ground effects etc.
[02:59:52] -!- seb_kuzminsky has quit [Ping timeout: 245 seconds]
[03:00:00] -!- hm2-buildmaster has quit [Ping timeout: 264 seconds]
[03:00:05] <zeeshan|2> i love the body style
[03:00:10] <zeeshan|2> its a timeless style
[03:00:14] <zeeshan|2> can't believe its from the 90s :P
[03:00:17] -!- linuxcnc-build_ has quit [Ping timeout: 245 seconds]
[03:00:26] <PetefromTn_> yeah I know right.
[03:01:13] <PetefromTn_> It really is a beutiful shape and with the JDM and aftermarket body kits it becomes something really special I think. I would love to have one to tinker on.
[03:01:42] <zeeshan|2> do it!!
[03:02:50] <zeeshan|2> hi PCW
[03:02:55] <zeeshan|2> would NPN - Open Collector, Inverted
[03:02:59] <zeeshan|2> work on the encoder side?
[03:03:09] <zeeshan|2> (optical encoder output)
[03:03:24] <PetefromTn_> how do they get a three or four rotor motor is it a custom crankshaft?
[03:03:46] <zeeshan|2> you can buy a 3 rotor
[03:03:50] <zeeshan|2> motor is from the cosmos
[03:03:58] <zeeshan|2> 4 rotor needs custom eccentric shaft
[03:04:11] <PetefromTn_> read...BIG MONEY!!
[03:04:18] <zeeshan|2> yea!!
[03:04:28] <zeeshan|2> i think it needs to be 2 piece.
[03:04:35] <zeeshan|2> because you cant assemble the engine otherwise
[03:04:42] <zeeshan|2> i could be wrong though
[03:04:52] -!- dnalerom has quit [Remote host closed the connection]
[03:06:42] <skunkworks> tjtr33: oh - no. that is where we picked it up...
[03:07:00] <PetefromTn_> https://www.youtube.com/watch?v=7NFgjO7v71U Drool...
[03:08:32] <PetefromTn_> I doubt I will be getting one anytime soon
[03:08:54] <PetefromTn_> but after being around them there I certainly would not mind having one LOL
[03:11:56] <LeelooMinai> So, hmm, how do you tap holes having a cnc mill? :)
[03:12:07] <zeeshan|2> what do you mean how
[03:12:13] <PetefromTn_> perfectly LOL
[03:12:32] <LeelooMinai> I mean what do you need in terms of hardware of course:)
[03:12:44] <zeeshan|2> quadrature encoder
[03:12:57] <zeeshan|2> + index pulse
[03:12:58] <jdh> reversible motor
[03:13:04] <jdh> or, a tapmatic head
[03:13:07] <zeeshan|2> VFD
[03:13:10] <zeeshan|2> :D
[03:13:20] <LeelooMinai> Ok, but you cannot do it with ac spindle I assume... I mean one would need something slow with high torque, no?
[03:13:33] <zeeshan|2> you can
[03:13:36] <zeeshan|2> thats why i said vfd
[03:13:44] <zeeshan|2> cause it outputs pretty much fuill torque at low speed
[03:13:57] <zeeshan|2> and im talking about rigid tapping
[03:14:22] <LeelooMinai> Weird... I thought those spindles work well only at high rpm
[03:14:52] <zeeshan|2> http://docs.engineeringtoolbox.com/documents/651/electric_motor_current_torque.png
[03:15:43] <LeelooMinai> Ok, but still - do those have enough of torque for tapping?
[03:16:07] <LeelooMinai> You just put a tap bit there and it works? :)
[03:16:41] * LeelooMinai googles tapmatic head
[03:16:43] <zeeshan|2> i've tapped using 2hp 3/4-UNC on the lathe
[03:16:57] <zeeshan|2> at 25 rpm
[03:17:01] <zeeshan|2> you can calculate the torque :P
[03:17:02] <LeelooMinai> Seems like some geared attachment
[03:17:17] <zeeshan|2> clutch packs
[03:17:39] <zeeshan|2> jdh: why arent you diving
[03:17:58] <LeelooMinai> So it prevents applying to much force basically?
[03:18:15] <zeeshan|2> yea and it has a mechanism i think a gear
[03:18:17] <zeeshan|2> to reverse direction
[03:18:44] <zeeshan|2> hey LeelooMinai deal hunter
[03:18:45] <zeeshan|2> http://circuits.datasheetdir.com/439/QVE00039-pinout.jpg
[03:18:48] <LeelooMinai> How much are those things?
[03:18:58] <zeeshan|2> can you find an optical photointerruptor with digital output for me
[03:18:59] <zeeshan|2> i need 3!
[03:19:01] <zeeshan|2> 5v
[03:19:04] <LeelooMinai> zeeshan|2: That looks like infrared breaker
[03:19:26] <zeeshan|2> ive seen the 50x go for 200 bux
[03:19:28] <zeeshan|2> used
[03:19:29] -!- gennro [gennro!~gennro@ip68-224-129-2.lv.lv.cox.net] has joined #linuxcnc
[03:19:56] <LeelooMinai> Are they necessary for tapping or just a plus?
[03:19:58] <PetefromTn_> Leeloominai If you have a reversing spindle with reasonable torque you can use one of the Tormach or other offering floating tap heads.
[03:20:30] <PetefromTn_> they allow for some misalignment of the speed and feed to prevent breaking the tap
[03:20:50] <LeelooMinai> I see
[03:21:20] <LeelooMinai> SO it's floating along the spindle axis
[03:21:24] <PetefromTn_> I used to use one on my RF45 with 3hp 3phase spindle motor with belt drive
[03:21:38] <PetefromTn_> it actually worked quite well.
[03:22:37] -!- maximilian_h has quit [Ping timeout: 240 seconds]
[03:23:11] <PetefromTn_> https://www.youtube.com/watch?v=jiGH-lGG_bw&list=UUFCopiUpaDrS5VBkrYFuGFQ
[03:23:12] <LeelooMinai> Nice CHinese people sell those for $140:
http://www.aliexpress.com/item/ER32-FLOATING-TAPPING-CHUCK-M1-M27-MORSE-TAPER-MT3-SHANK-CNC-TAP-MILLING-L7506/1877412358.html
[03:23:29] <PetefromTn_> that is an old video I made with a cheap cellphone camera
[03:23:34] <zeeshan|2> ROFL
[03:23:42] <zeeshan|2> nice
[03:24:22] <LeelooMinai> PetefromTn_: I think I see a chuck there, and... well, that's all
[03:24:48] <PetefromTn_> watch the joint between the part that holds the tap and the body of the upper part
[03:24:55] <PetefromTn_> it is not just a chuck
[03:26:03] <zeeshan|2> finding a pnp type optical photointerrupter
[03:26:06] <zeeshan|2> is almost impossible!
[03:26:54] <LeelooMinai> PetefromTn_: Why is this tapping bit so weird - I mean it has this stretched spiral instead of dense one
[03:27:04] <PetefromTn_> that was only the second time I ever tapped with a CNC machine LOL the first time was on the same machine with some acrylic quarter inch plate
[03:27:28] <PetefromTn_> its just your typical spiral flute tap morse brand...I still have it here LOL
[03:27:36] <PetefromTn_> good tap
[03:27:49] <PetefromTn_> that one was 3/8-16
[03:28:02] <LeelooMinai> A, so that's flute for removing chips
[03:28:27] <LeelooMinai> The quality of the video is not very good:)
[03:28:38] <PetefromTn_> yeah they are great. I also use a lot of spiral point taps they are excellent too
[03:28:55] <PetefromTn_> yeah like I said it was done a long time ago with a cheapass cellphone camera
[03:29:39] <PetefromTn_> when you go get around to trying CNC tapping I highly recommend buying a good tap in either form to test with it makes all the difference
[03:30:00] <LeelooMinai> How do you make sure that the tap will be in the same place the drilling was? You just rely on CNC knowing the position between tool change?
[03:30:28] <PetefromTn_> yeah the hole should line up as long as you programmed the same location
[03:31:02] <PetefromTn_> the tap can only go in once tho it will not line up the second time with that setup due to the lack of precise spindle feedback
[03:31:03] -!- lyzidiamond has quit [Remote host closed the connection]
[03:31:39] <LeelooMinai> RIght, you would need to know the exact angle
[03:31:58] <PetefromTn_> yeah
[03:32:12] <zeeshan|2> LeelooMinai: the tap geometry effect chip evacuation
[03:32:15] <skunkworks> and encoder + index on the spindle and rigid tapping you can though...
[03:32:20] <zeeshan|2> spiral flute will route the chips towards the spindle
[03:32:26] <PetefromTn_> apparently once the spindle feedback is there in linuxCNC you might be able to use a peck tap op maybe I have not tried it tho.
[03:32:35] <zeeshan|2> will regular taps push em into the hole
[03:32:58] <PetefromTn_> I really like spiral flute taps
[03:33:01] <LeelooMinai> RIght, I have only normal tap set withouth any spiral flutes on them
[03:33:02] <zeeshan|2> yea man!
[03:33:03] <zeeshan|2> theyre awesome!
[03:33:31] <skunkworks> http://youtu.be/jAcFeVlftrw?list=UUHk52YjGT8HryRYmJKSl-lg
[03:33:33] <PetefromTn_> yeah they are probably just tapered hand taps not really ideal for CNC tapping but you could try it.
[03:33:58] <LeelooMinai> I am sure Chinese have all the kinds:)
[03:34:10] <PetefromTn_> damn that is sweet skunkie
[03:34:19] <zeeshan|2> skunkworks: you think pecking is necessary with spiral flute?
[03:34:27] <LeelooMinai> FOr example:
http://www.aliexpress.com/item/7pcs-set-3-12mm-tap-die-set-hand-tools-titanium-coating-cutting-hole-HSS-taps-set/1983582452.html
[03:34:42] <skunkworks> it is when it is mounted in a drill chuck...
[03:34:49] <PetefromTn_> never used chinese taps
[03:35:11] <PetefromTn_> well I should say never used a GOOD chinese tap LOL
[03:35:15] <zeeshan|2> chinese taps....
[03:35:17] -!- arturia [arturia!~sylphiae@c-24-1-147-220.hsd1.in.comcast.net] has joined #linuxcnc
[03:35:17] <zeeshan|2> those ones
[03:35:23] <zeeshan|2> TITANIUM COATED ALUMINUM TAPS!!
[03:35:29] <zeeshan|2> the base metal is always a mystery
[03:35:29] <zeeshan|2> haha
[03:35:31] <PetefromTn_> what is that part you made in that vid man?
[03:35:37] -!- maximilian_h [maximilian_h!~bonsai@dslb-188-099-193-202.188.099.pools.vodafone-ip.de] has joined #linuxcnc
[03:35:42] <PetefromTn_> I hate TI coated anything
[03:35:49] <PetefromTn_> never had much luck with it.
[03:35:52] <zeeshan|2> its great for stainless
[03:35:56] <zeeshan|2> but lame for aluminum
[03:36:00] <PetefromTn_> usually just get bright finish
[03:36:02] <PetefromTn_> for ally
[03:36:08] <skunkworks> PetefromTn_: some r&d stuff for a customer.
[03:36:18] <PetefromTn_> and Tialn or something like that for harder materials
[03:36:23] <PetefromTn_> oh okay
[03:36:47] <LeelooMinai> What is pecking?
[03:37:06] <PetefromTn_> watch skunkies tap video you will see it
[03:37:11] <LeelooMinai> DOing multiple passes?
[03:37:22] <PetefromTn_> yes basically
[03:37:24] <zeeshan|2> yea in the axial direction
[03:37:25] <zeeshan|2> :P
[03:38:02] <LeelooMinai> And what does it help with?
[03:38:09] <PetefromTn_> load
[03:38:13] <zeeshan|2> chip evacuation
[03:38:24] <zeeshan|2> otherwise youre recutting chips all the time
[03:38:31] <PetefromTn_> yup
[03:38:33] <zeeshan|2> and they also get jammed in between the cutter
[03:38:51] <PetefromTn_> skunkworks what is the code for the peck tap op?
[03:38:59] <zeeshan|2> PetefromTn_: was your spindle encoder
[03:39:05] <zeeshan|2> geared off the main spindle?
[03:39:09] <zeeshan|2> *is
[03:39:16] <PetefromTn_> no
[03:39:19] <PetefromTn_> its on the motor
[03:39:28] <FinboySlick> skunkworks: Your machine is such a beautiful monster.
[03:39:38] <zeeshan|2> did it come with your machine?
[03:39:48] <PetefromTn_> and the motor is setup with a 2-1 ratio to the spindle via timing belts
[03:39:51] <PetefromTn_> no
[03:39:55] <zeeshan|2> dude!!
[03:39:59] <zeeshan|2> ive been trying to findf one that works with 7i77
[03:40:02] <zeeshan|2> hook me up!
[03:40:03] <PetefromTn_> it is a nice HEDS
[03:40:17] <LeelooMinai> That tool changing thing is a bit scary
[03:40:17] <FinboySlick> skunkworks: Did you manage to get compensation for thermal expansion working?
[03:40:21] -!- syyl [syyl!~sg@p4FD133A2.dip0.t-ipconnect.de] has joined #linuxcnc
[03:40:28] <PetefromTn_> basically any differential encoder will work with 7i77
[03:40:34] <zeeshan|2> http://www.digikey.com/product-detail/en/HEDS-5605%23A06/516-2024-ND/1990422
[03:40:43] <zeeshan|2> see the problem i notice is
[03:40:47] <zeeshan|2> they only have channel a and b
[03:40:50] <zeeshan|2> theres no index pulse
[03:41:10] <PetefromTn_> mine is made by the same people and it does have index
[03:41:13] <skunkworks> FinboySlick: yes - it works great for Z (spindle expanssion)
[03:41:18] <zeeshan|2> do you remember the part #?
[03:41:45] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15646666858/
[03:41:47] <PetefromTn_> trying to find it now
[03:41:51] <zeeshan|2> thats how my spindle look like
[03:42:00] <zeeshan|2> i have no clue how ill mount the heds style
[03:42:47] <PetefromTn_> mine is on the other end of the spindle motor in a custom machined mount underneath the original cover that protected the original resolver
[03:43:03] <tjtr33> cheap (YMMV) a b & Z encoders
http://www.usdigital.com/products/encoders
[03:43:41] <zeeshan|2> tjtr33: not sure how i'd mount that style
[03:43:43] <zeeshan|2> any ideas?
[03:43:47] <zeeshan|2> lemme take a better pic of my spindle area.
[03:43:49] <zeeshan|2> i mean motor
[03:44:11] <tjtr33> they have shaft and thru hole types
[03:48:13] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15814597086/
[03:48:20] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15838243945/in/photostream/
[03:48:37] <tjtr33> use imagebin dangit
[03:48:47] <zeeshan|2> it looks a lot easier to a trigger wheel
[03:48:52] <zeeshan|2> cause thats what its currently doing
[03:49:04] <tjtr33> we cant zoom we can download why do need drm on these pix
[03:49:28] <LeelooMinai> I can zoom
[03:49:42] <tjtr33> windows user?
[03:49:53] <PetefromTn_> looks like your belt drive is a ribbed belt not a timing belt so you will need to put the encoder directly on the spindle somehow
[03:49:54] <LeelooMinai> Yes
[03:49:56] <tjtr33> no not firefox, that other thing
[03:50:21] <zeeshan|2> PetefromTn_: yes
[03:50:43] <tjtr33> chrome
[03:51:06] <PetefromTn_> you might be able to put a small timing belt pulley on the spindle top and then make a mount for the encoder with another shaft and bearing for the encoder
[03:51:47] <PetefromTn_> or you could do one of the home made jobs with a couple sensors and and index aperture plate mounted to the bottom of the original spindle
[03:51:52] <LeelooMinai> Chinese encoders are cheaper:
http://www.aliexpress.com/item/Encoder-400P-R-Incremental-optical-rotary-encoder-400-pulse-r-AB-phase-encoder-6mm-Shaft-for/1342040248.html?s=p
[03:52:15] <zeeshan|2> LeelooMinai: and theyre chinese too
[03:52:17] <zeeshan|2> :)_
[03:52:37] <tjtr33> no Z phase, but some would be ABZ
[03:52:44] <LeelooMinai> THey are probably ok:)
[03:52:59] <zeeshan|2> like connors mpg
[03:53:02] <zeeshan|2> it was reallllllllllll good
[03:53:03] <zeeshan|2> :)
[03:53:09] * zeeshan|2 is trolling
[03:53:25] <zeeshan|2> PetefromTn_: the question is which is less work :)
[03:53:34] <PetefromTn_> http://www.avagotech.com/pages/en/motion_control_encoder_products/housed_encoders/incremental_housed_encoders/heds_hedm_hedl_5xxx_series/
[03:53:44] <PetefromTn_> I think that is the series model I have
[03:54:28] <LeelooMinai> I found attachment that can add small lathe-like capability to cnc:
http://www.aliexpress.com/item/cnc-router-80mm-4th-aixs-with-4-Jaws-chuck-tailstock-rotational-rotary-axis-for-cnc-engraving/2052933631.html?s=p
[03:54:45] <zeeshan|2> wow
[03:54:46] <zeeshan|2> thats dirt cheap
[03:55:02] <tjtr33> but to drive it off the ribbed pulley... maybe machine the top face into a gear? and rt angle drive an encoder? lotta work
[03:55:05] <LeelooMinai> I guess with this one can do round objects
[03:55:10] <PetefromTn_> that picture must be the motor side of the drive no? Where is the power drawbar?
[03:55:31] <zeeshan|2> lemme try my best to explain
[03:55:33] <LeelooMinai> You attach this on x-y bed
[03:55:51] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15652773298/
[03:55:56] <zeeshan|2> motor transfers power to spindle like that
[03:56:02] <zeeshan|2> the spindle shaft that you see ther is horizontal
[03:56:19] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15540544082/
[03:56:31] <zeeshan|2> then the horizontal shaft fits into the vertical head
[03:56:34] <zeeshan|2> and drawbar is on there
[03:56:39] <zeeshan|2> the mill is both horizontal and vertical
[03:56:45] <PetefromTn_> ah nice
[03:56:48] <zeeshan|2> you just need to remov the head
[03:57:18] <zeeshan|2> i already have a trigger wheel made up from the lathe job
[03:57:20] <PetefromTn_> I would put the encoder on the main driven spindle pulley wherever that is not on the motor due to the fact it is not using a direct drive or timing belt
[03:57:33] <zeeshan|2> i totally agree
[03:57:39] <zeeshan|2> i like both the methods you suggested
[03:57:46] <zeeshan|2> i think the trigger wheel home made job might be easier
[03:58:01] <zeeshan|2> cause it means i just need to replace the current trigger wheel (have one already)
[03:58:04] <skunkworks> umm- don't you have a right angle gear box after that?
[03:58:07] <PetefromTn_> andypugh has some good pics of his DIY spindle feedback setup you can look at somewhere
[03:58:27] <zeeshan|2> i just cant find pnp optical sensors
[03:58:31] <zeeshan|2> skunkworks: what do you mean
[03:58:44] <tjtr33> maybe sacrifice a bit of that wide v belt, add a thin bicycle like gear to drive the encoder , or scrw the thing gear, make an encoder plate <1mm thick, use the reader head from usdigital or DIY
[03:58:52] <PetefromTn_> is there lash in the gear drive after the pulley..
[03:59:12] <zeeshan|2> yea there will be
[03:59:13] <zeeshan|2> :/
[03:59:25] <zeeshan|2> i dont know if its significant
[03:59:35] <skunkworks> you want the encoder mounted at the spindle.
[03:59:47] <PetefromTn_> ya know what would be nice is to change out the belt drive for a timing belt setup then it won't matter
[04:00:03] <zeeshan|2> yea but you still have the gear backlash prob
[04:00:17] <zeeshan|2> and i have no clue where i can mount it on the veritcal spindle
[04:00:26] <PetefromTn_> there is backlash in the gear head how bad is it?
[04:01:08] <tjtr33> oh that pic is not the final drive, doh!
[04:01:10] <zeeshan|2> i have no clue how i'd measure that in this setup
[04:01:42] <zeeshan|2> backlash on a gear train is pretty consistent though
[04:01:46] <zeeshan|2> *in
[04:01:52] <zeeshan|2> so maybe i can compensate for it
[04:04:20] <zeeshan|2> can you buy 1/8" wide timing belt? :D
[04:05:58] -!- erictheise has quit [Ping timeout: 256 seconds]
[04:06:53] -!- syyl has quit [Ping timeout: 272 seconds]
[04:07:22] -!- Roguish has quit [Remote host closed the connection]
[04:08:37] <tjtr33> does your spindle have this witches hat cover for the drawbar?
http://ibin.co/1hxoGkRPtSa1
[04:09:45] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[04:11:34] -!- arturia has quit [Ping timeout: 250 seconds]
[04:13:28] -!- patricka_ has quit [Ping timeout: 255 seconds]
[04:18:05] -!- lyzidiamond has quit [Remote host closed the connection]
[04:21:04] <zeeshan|2> sorry for the delay
[04:21:17] <zeeshan|2> tjtr33: yes
[04:21:26] <zeeshan|2> witches hat
[04:21:26] <zeeshan|2> lol.
[04:21:30] <zeeshan|2> i measured the backlash
[04:21:32] -!- anth0ny has quit [Quit: anth0ny]
[04:21:39] <zeeshan|2> i used the drive teeth..
[04:21:46] <zeeshan|2> im measure 5.5 thou
[04:22:01] <zeeshan|2> it seems pretty consistent in different gears
[04:22:07] <zeeshan|2> changes by 1 thou at most
[04:22:26] <zeeshan|2> the only gears i will be using are medium and back gear
[04:22:36] <zeeshan|2> and it measurs 5.5 for both those :P
[04:23:06] <zeeshan|2> i took the pulley off and that trigger wheel is bolted onto the pulley
[04:23:16] <zeeshan|2> i think itll be a lot easier just to bolt another one on and use optical sensors
[04:23:39] <tjtr33> take the hat off and see if you can mount an encoder in there ( skunkworks is right, the encoder has to be on the spindle proper, anything more 'secondhand' will be iffy for rigid tapping )
[04:23:55] <zeeshan|2> tjtr33: but i can compensate for backlash
[04:23:59] <zeeshan|2> cause its consistent
[04:24:19] <zeeshan|2> but ill do that
[04:24:21] <zeeshan|2> brb :P
[04:24:26] <zeeshan|2> its -10 in the garage
[04:25:41] -!- asdfasd has quit [Ping timeout: 264 seconds]
[04:26:18] -!- seb_kuzminsky [seb_kuzminsky!~seb@71-33-204-228.hlrn.qwest.net] has joined #linuxcnc
[04:26:18] -!- mode/#linuxcnc [+v seb_kuzminsky] by ChanServ
[04:28:02] -!- AR_ has quit [Ping timeout: 250 seconds]
[04:28:14] <XXCoder> zeeshan|2: -10? dang
[04:28:15] <XXCoder> thats warm
[04:30:00] -!- gennro has quit [Remote host closed the connection]
[04:40:37] <zeeshan|2> lol
[04:40:44] <zeeshan|2> tjtr33: took hat off
[04:40:49] <zeeshan|2> no easy way to mount it there :P
[04:41:43] <zeeshan|2> http://hugong.en.alibaba.com/product/1068866668-219154813/PNP_NO_15cm_slot_optical_switch_photoelectric_sensor_E3S_GS15P.html
[04:41:44] <zeeshan|2> this looks nice
[04:43:10] -!- md-2 has quit [Ping timeout: 255 seconds]
[04:49:06] -!- zeitue [zeitue!~z@67.221.139.166] has joined #linuxcnc
[04:52:45] -!- FinboySlick has quit [Quit: Leaving.]
[05:15:42] <renesis> it says shenzen!
[05:25:36] -!- Tanz has quit [Quit: ChatZilla 0.9.91 [Firefox 33.1/20141106120505]]
[05:41:36] -!- johtso_ has quit [Quit: Connection closed for inactivity]
[05:43:59] -!- md-2 has quit [Ping timeout: 255 seconds]
[05:47:49] -!- mhaberler [mhaberler!~mhaberler@188-23-198-20.adsl.highway.telekom.at] has joined #linuxcnc
[05:51:34] -!- lyzidiamond has quit [Ping timeout: 255 seconds]
[05:56:52] -!- ve7it has quit [Remote host closed the connection]
[06:02:22] -!- Fox_Muldr has quit [Ping timeout: 265 seconds]
[06:04:00] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-5f742cd3.pool.mediaWays.net] has joined #linuxcnc
[06:07:47] -!- theorbtwo [theorbtwo!~theorb@cpc8-swin16-2-0-cust252.3-1.cable.virginm.net] has joined #linuxcnc
[06:27:27] -!- tjtr33 has quit [Quit: Leaving]
[06:27:59] -!- patrickarlt has quit [Remote host closed the connection]
[06:33:00] -!- Sigmac has quit [Quit: Leaving]
[06:39:38] -!- ejb has quit [Quit: ZZZzzz…]
[06:40:15] -!- ejb has quit [Client Quit]
[06:42:46] -!- karavanjo has quit [Quit: karavanjo]
[06:44:19] -!- mhaberler has quit [Quit: mhaberler]
[06:46:39] -!- Miner_48er has quit [Read error: Connection reset by peer]
[06:51:12] -!- The_Ball has quit [Remote host closed the connection]
[06:59:04] -!- Tecan has quit [Ping timeout: 255 seconds]
[07:15:42] -!- anth0ny has quit [Quit: anth0ny]
[07:32:41] -!- dan2k3k4 has quit [Ping timeout: 244 seconds]
[07:33:21] -!- md-2 has quit [Ping timeout: 272 seconds]
[07:45:36] -!- WalterN has quit [Ping timeout: 244 seconds]
[07:51:50] -!- WalterN [WalterN!~Octavia@71-84-132-89.dhcp.knwc.wa.charter.com] has joined #linuxcnc
[07:51:55] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:52:06] <Deejay> moin
[07:58:40] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[08:01:40] -!- vapula [vapula!~rolland@72-236.80-90.static-ip.oleane.fr] has joined #linuxcnc
[08:18:24] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[08:22:45] -!- fipes has quit [Ping timeout: 272 seconds]
[08:35:22] -!- fipes [fipes!~fipes@181.215.96.55] has joined #linuxcnc
[08:55:43] -!- erictheise has quit [Quit: erictheise]
[08:57:16] -!- Thetawaves_ [Thetawaves_!~Thetawave@156-96-178-69.gci.net] has joined #linuxcnc
[09:00:55] -!- asdfasd [asdfasd!~332332@176.253.29.228] has joined #linuxcnc
[09:05:41] -!- dan2k3k4 has quit [Ping timeout: 244 seconds]
[09:06:02] -!- md-2 has quit [Remote host closed the connection]
[09:14:01] -!- Thetawaves_ has quit [Quit: This computer has gone to sleep]
[09:15:29] -!- The_Ball has quit [Quit: Leaving]
[09:15:49] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[09:18:52] -!- sumpfralle [sumpfralle!~lars@vmd6311.contabo.host] has joined #linuxcnc
[09:20:17] -!- The_Ball has quit [Ping timeout: 264 seconds]
[09:20:59] -!- b_b has quit [Changing host]
[09:25:52] -!- dan2k3k4 has quit [Ping timeout: 258 seconds]
[09:35:33] -!- rob_h [rob_h!~robh@90.217.24.249] has joined #linuxcnc
[09:47:08] -!- Valen has quit [Quit: Leaving.]
[09:51:07] -!- GJdan has quit [Quit: WeeChat 1.1-dev]
[09:55:10] -!- md-2 has quit [Quit: Leaving...]
[09:57:11] -!- syyl [syyl!~sg@p4FD107D4.dip0.t-ipconnect.de] has joined #linuxcnc
[10:10:48] -!- skorasaurus2 has quit [Ping timeout: 250 seconds]
[10:20:56] -!- Miner_48er has quit [Quit: Leaving]
[10:49:48] -!- koo6 has quit [Ping timeout: 264 seconds]
[10:56:04] -!- mhaberler [mhaberler!~mhaberler@178-190-74-188.adsl.highway.telekom.at] has joined #linuxcnc
[11:11:54] -!- erve has quit [Ping timeout: 250 seconds]
[11:21:25] -!- sumpfralle has quit [Quit: Leaving.]
[11:36:43] -!- Khetzal has quit [Remote host closed the connection]
[11:39:26] -!- ktchk [ktchk!~eddie6929@n219079227238.netvigator.com] has joined #linuxcnc
[11:40:56] -!- Cylly [Cylly!cylly@p54B113D1.dip0.t-ipconnect.de] has joined #linuxcnc
[11:43:31] -!- Loetmichel has quit [Ping timeout: 272 seconds]
[11:46:37] <gambakufu> /join3
[11:49:21] -!- mhaberler has quit [Quit: mhaberler]
[11:49:27] Cylly is now known as Loetmichel
[12:01:52] -!- karavanjo has quit [Ping timeout: 244 seconds]
[12:33:35] -!- BellinganRoy [BellinganRoy!~Bellingan@host85-217-dynamic.32-79-r.retail.telecomitalia.it] has joined #linuxcnc
[12:40:18] -!- bjmorel_work has quit [Read error: Connection reset by peer]
[13:00:09] -!- XXCoder has quit [Ping timeout: 272 seconds]
[13:04:53] -!- micges-dev has quit [Client Quit]
[13:09:57] -!- dagjomar has quit [Ping timeout: 240 seconds]
[13:09:57] -!- grummund has quit [Ping timeout: 240 seconds]
[13:12:03] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[13:27:47] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[13:31:05] -!- erve has quit [Ping timeout: 255 seconds]
[13:33:03] -!- XXCoder [XXCoder!~XXCoder@c-24-19-85-77.hsd1.wa.comcast.net] has joined #linuxcnc
[13:41:19] -!- skunkworks has quit [Ping timeout: 272 seconds]
[13:42:14] -!- dagjomar has quit [Client Quit]
[13:42:35] -!- zeitue has quit [Quit: Leaving]
[13:48:57] -!- exitcode1 [exitcode1!~exitcode1@173.220.184.147] has joined #linuxcnc
[13:51:33] -!- md-2 has quit [Remote host closed the connection]
[13:52:39] -!- erve has quit [Ping timeout: 265 seconds]
[13:54:19] -!- md-2 has quit [Read error: No route to host]
[13:59:43] -!- koo6 [koo6!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[14:02:26] -!- koo6 has quit [Remote host closed the connection]
[14:04:45] -!- jleh has quit [Ping timeout: 272 seconds]
[14:07:55] -!- Spyou` has quit [Ping timeout: 272 seconds]
[14:15:31] -!- WyrM has quit [Ping timeout: 272 seconds]
[14:15:32] -!- meryan00 has quit [Ping timeout: 272 seconds]
[14:15:32] -!- tris has quit [Ping timeout: 272 seconds]
[14:16:10] -!- heyman has quit [Ping timeout: 272 seconds]
[14:16:11] -!- sweeney has quit [Ping timeout: 272 seconds]
[14:16:28] -!- meryan00 [meryan00!sid28568@gateway/web/irccloud.com/x-vurfxtqujuxmpscz] has joined #linuxcnc
[14:16:48] -!- pozzoni has quit [Ping timeout: 272 seconds]
[14:17:10] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[14:17:51] -!- tris [tris!tristan@2001:1868:a00a::4] has joined #linuxcnc
[14:35:33] -!- ejb has quit [Quit: ZZZzzz…]
[14:46:08] -!- mhaberler [mhaberler!~mhaberler@178-190-65-179.adsl.highway.telekom.at] has joined #linuxcnc
[14:52:18] -!- arturia [arturia!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[14:52:48] -!- arturia has quit [Read error: Connection reset by peer]
[14:53:13] -!- karavanjo has quit [Client Quit]
[14:56:24] <archivist_herron> move 42
[14:56:51] <_methods> can you reply to a mailing list thread when you have it in digest mode?
[14:57:06] <_methods> I was going to tell that guy he needs to add some tooling option stops to his program
[14:57:34] <_methods> didn't want to start a whole new thread to reply
[14:59:05] <archivist_herron> digest replies mess it up
[14:59:34] <_methods> ahh
[14:59:36] <_methods> oh well
[14:59:50] <_methods> does linuxcnc have a block delete function?
[14:59:54] <_methods> like on fanuc?
[15:00:40] <_methods> he could just have some tooling change moves in there that are block delete
[15:01:02] <_methods> i see it in the linuxcnc manual
[15:01:17] <_methods> alt-m-/ toggles block delete
[15:02:07] <_methods> http://linuxcnc.org/docs/html/gcode/overview.html#_block_delete_a_id_sub_block_delete_a
[15:04:46] -!- Nick_name_ has quit [Ping timeout: 244 seconds]
[15:04:48] -!- nickoe has quit [Ping timeout: 264 seconds]
[15:05:35] <_methods> bah i just did a thread with RE: on it
[15:16:01] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[15:16:48] -!- phantoneD [phantoneD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[15:18:39] -!- nickoe [nickoe!~quassel@5b96e5fc.cust.ip.gvdnet.dk] has joined #linuxcnc
[15:20:42] -!- phantoxeD has quit [Ping timeout: 245 seconds]
[15:23:24] -!- nickoe has quit [Ping timeout: 264 seconds]
[15:28:50] postaL_offline is now known as postaL
[15:34:01] -!- nickoe [nickoe!~quassel@5b96e5fc.cust.ip.gvdnet.dk] has joined #linuxcnc
[15:34:53] <archivist_herron> there is no block if they are doing gcode like me in an ocode loop but it would be trivial to skip n teeth from a restart
[15:38:22] -!- nickoe has quit [Ping timeout: 255 seconds]
[15:42:24] -!- FreezingCold has quit [Ping timeout: 256 seconds]
[15:48:07] -!- nickoe [nickoe!~quassel@5b96e5fc.cust.ip.gvdnet.dk] has joined #linuxcnc
[15:48:31] -!- exitcode1 has quit [Remote host closed the connection]
[15:49:10] -!- exitcode1 [exitcode1!~exitcode1@ool-addcb893.static.optonline.net] has joined #linuxcnc
[15:52:41] -!- nickoe has quit [Ping timeout: 264 seconds]
[15:59:58] -!- kwallace has quit [Ping timeout: 255 seconds]
[16:01:37] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[16:04:21] -!- nickoe [nickoe!~quassel@5b96e5fc.cust.ip.gvdnet.dk] has joined #linuxcnc
[16:07:29] -!- anth0ny has quit [Quit: anth0ny]
[16:08:25] -!- vapula has quit [Quit: Leaving]
[16:09:31] -!- nickoe has quit [Ping timeout: 272 seconds]
[16:19:51] -!- dan2k3k4 has quit [Ping timeout: 255 seconds]
[16:20:52] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[16:20:57] -!- nickoe [nickoe!~quassel@5b96e5fc.cust.ip.gvdnet.dk] has joined #linuxcnc
[16:22:31] <bnmorgan> anybody have suggested sources for cat40 holders and stuff in that nature?
[16:23:28] <_methods> mscdirect.com, shars.com, travers tool, enco
[16:23:56] <_methods> ebay
[16:24:15] -!- Nick_name_ [Nick_name_!~nickname@46-126-217-48.dynamic.hispeed.ch] has joined #linuxcnc
[16:31:59] -!- quiqua has quit [Quit: quiqua]
[16:32:24] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[16:32:47] <_methods> http://blogs-images.forbes.com/duncanrolph/files/2014/10/Ebola-graphic.jpg
[16:32:48] <cradek> bnmorgan: absolutely maritool
[16:33:11] <cradek> bnmorgan: everything I've bought from them is fairly priced and excellent
[16:33:30] <PetefromTn_> I got all of mine from Ebay
[16:33:46] <PetefromTn_> altho I would have gotten them from Maritool if I had the cash
[16:34:08] <PetefromTn_> they sell excellent tooling and toolholders from my experience with them for very reasonable prices
[16:34:11] <_methods> $96.50 for cat40 er32 isn't too bad
[16:34:11] <cradek> I have a lot of ebay stuff too
[16:34:39] <cradek> no matter what I got from ebay, I always used new retention knobs (from maritool)
[16:34:56] <_methods> wow thanks for the maritool
[16:35:04] <_methods> never bought from them before i might have to hit them up
[16:35:15] <bnmorgan> yeah, i think i am going with new tooling and holders. just trying to decide where to get them from
[16:35:30] <bnmorgan> someone suggested usshoptools but i don't want to go with the first one i see.
[16:36:13] <JT-Shop> I use Maritool
[16:36:15] <_methods> at work i usually go to techniks first
[16:36:49] <PetefromTn_> I am trying to remember the ebay seller I got mine from. They are pretty decent...
[16:37:01] -!- syyl_ws [syyl_ws!~sg@p4FD107D4.dip0.t-ipconnect.de] has joined #linuxcnc
[16:37:18] <bnmorgan> if you find, pm it to me so i don't loose it while afk
[16:37:21] <bnmorgan> please
[16:37:33] <_methods> http://www.techniksusa.com/tooling_pkgs/12pack_C40.htm
[16:37:38] <cradek> if doing it over again, I would buy all new knobs, new ER chucks and collets, and new small/precision weldon chucks (like the 1/8 and 1/4 sizes), bigger weldon I'd get ebay crap and keep the good ones, and I'd buy albrecht chucks on ebay until I got a couple good ones
[16:37:45] <_methods> it's a 12 pack lol
[16:37:56] -!- amiri has quit [Ping timeout: 256 seconds]
[16:38:21] <cradek> and some ebay ball bearing jacobs chucks (keep buying until you get a couple good ones)
[16:38:29] <bnmorgan> have a 20 slot atc to fill.
[16:38:30] <cradek> I frequently put taps in the jacobs
[16:38:40] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[16:38:56] <_methods> tap collets baby
[16:38:57] <PetefromTn_> I bought all new holders and I was lucky enough to get a large box of brand new pull studs from the guy I bought my machine from
[16:39:33] <bnmorgan> and won't be doing much/any jobshopping, so dediated tooling for each job
[16:39:34] <cradek> _methods: yeah I have a few ERs in weird sizes for taps I use a lot
[16:39:41] <_methods> yeah
[16:39:53] <_methods> 1/2-13, 3/8, 1/4
[16:39:56] <_methods> fo sho
[16:40:19] <PetefromTn_> I THINK it was CME tools I bought my holders from.
[16:40:22] <bnmorgan> interstate vices worthwhile or skip to kurt?
[16:40:22] -!- eFuchs_mobil [eFuchs_mobil!~voodoo@2001:4dd0:ff00:8d54:5c55:ff:fe02:fc48] has joined #linuxcnc
[16:40:23] <cradek> 4-40, 1/4-20 seem to be my favorites
[16:40:43] <PetefromTn_> KURT vises are excellent and worth every penny.
[16:40:48] <_methods> well if you're going to sink money into something vises are the spot
[16:41:20] <PetefromTn_> I got a D688 and trying to get another one here at some point.
[16:41:23] <PetefromTn_> quality piece
[16:41:30] <_methods> i just got a 4" cnc vise from cme tools and it's pretty shoddy
[16:41:47] <PetefromTn_> I bought a shars CNC vise and it was a piece of shit.
[16:41:50] <_methods> it's going to work but they didn't deburr anything on it
[16:42:02] <bnmorgan> i'm looking at a double vices on each side of the trunnion
[16:42:08] <cradek> yeah I had to spend some real time fixing my shars vise too
[16:42:10] <PetefromTn_> It is still out there in the shop I use it for drilling and tapping stuff by hand on my bench.
[16:42:12] <_methods> high production?
[16:42:13] <cradek> but it was cheap
[16:42:27] <_methods> or are you tooling up for low production?
[16:42:35] <bnmorgan> med/high
[16:42:45] <_methods> get chick vises then
[16:42:54] <PetefromTn_> I considered grinding it flat and square but honestly the Kurt works so well for the money...
[16:42:58] <_methods> the quick change jaws are the shiznit
[16:43:14] <_methods> makes job changeovers minutes
[16:43:32] <PetefromTn_> medium or high production I would think would be using dedicated fixturing
[16:44:00] -!- likevinyl [likevinyl!~nerdos@unaffiliated/likevinyl] has joined #linuxcnc
[16:44:33] <bnmorgan> well, idk what is considered high. want to average one lower per 20 min, with 4 in the machine at a time, 2 on each side of the 4th axis trunnion
[16:45:03] <PetefromTn_> oh AR parts huh
[16:45:20] <bnmorgan> and suppressors
[16:45:24] -!- lyzidiamond has quit [Remote host closed the connection]
[16:45:27] <bnmorgan> but not working on that side yet.
[16:46:07] -!- patrickarlt has quit [Quit: Leaving...]
[16:46:29] <PetefromTn_> really it depends on how many you are intending to make hundreds or thousands etc.etc. dedicated fixturing for anything that you intend to make large quantities of is worth every penny and hour spent making them.
[16:46:56] <bnmorgan> yeah. am looking into it just haven't really figured out which bite of the elephant to eat first.
[16:47:31] -!- nickoe has quit [Ping timeout: 272 seconds]
[16:47:31] <PetefromTn_> is this on a linuxCNC retrofit machine?
[16:47:50] <bnmorgan> this part isnt
[16:48:24] <bnmorgan> final id marking is where i am doing lcnc
[16:48:41] <bnmorgan> current headache is avf3
[16:48:46] <bnmorgan> a vf3
[16:49:11] <PetefromTn_> nothing wrong with a VF3
[16:49:29] <bnmorgan> well, it's old enough to be a pita for me to learn
[16:49:31] <PetefromTn_> I have run a bunch of them locally in shops here in tennessee.
[16:49:40] <bnmorgan> where in tn
[16:49:50] <PetefromTn_> Maryville, Knoxville
[16:49:54] <renesis> holy shit maritool is cheap
[16:50:00] <renesis> cradek: ty
[16:50:23] <bnmorgan> ahh. was hoping closer. am near tupelo ms
[16:50:31] -!- ElectricMan has quit [Ping timeout: 265 seconds]
[16:50:44] <PetefromTn_> I have a Cincinatti machine here
[16:50:52] <PetefromTn_> trying to get work for it LOL
[16:51:04] <PetefromTn_> just bought a used CNC lathe trying to get it retrofit
[16:52:11] <PetefromTn_> I know a few folks who are making AR parts, maybe I should look into it but as I understand it there are already so many lower receivers being made you would really have to make tons of them to be competitive on price.
[16:53:32] <bnmorgan> yeah, or do something heavily off the farm to stand out.....all while conforming to the fit standards >.<
[16:53:39] <bnmorgan> afk a while
[16:53:55] <bnmorgan> anywhere from a couple hours to a week
[16:54:43] <PetefromTn_> I make picatinny rails and stuff for precision airguns scope risers etc....
[16:55:20] <PetefromTn_> but there is just not enough demand for them currently.
[16:57:18] -!- nickoe [nickoe!~quassel@5b96e5fc.cust.ip.gvdnet.dk] has joined #linuxcnc
[16:57:20] -!- nickoe has quit [Remote host closed the connection]
[17:00:31] <Rab> This seems like a good price for a complete router axis with name-brand components...what are the chances it's clapped out beyond usability? I see rust on the rails, at least.
http://www.ebay.com/itm/251285467412
[17:01:19] <Rab> 12" travel isn't a big deal, I want to build a small engraver/router for Al.
[17:01:32] <LeelooMinai> I think for this price I bought whole ballscrew and rail set for 3 axis from aliexpress:)
[17:02:32] <Rab> Yeah, but then you need to mount and align everything. I guess I'd be willing to pay a premium for a shortcut.
[17:03:12] <LeelooMinai> Rab:
http://www.aliexpress.com/item/3-SBR16-400-600-1000mm-Linear-rail-support-sets-3-ballscrews-RM1605-3-BK12-BF12-Ball/884508645.html
[17:03:20] <LeelooMinai> Well, you will have to align everything anyways
[17:03:44] <Rab> LeelooMinai, have you found those components to wear well?
[17:04:13] <LeelooMinai> Rab: I am just finishing my build, so no data, but many people use those
[17:06:50] <Rab> Thanks for the tip...I guess if I were using chinese components, I might as well just buy one of the 3040/etc kits and save some trouble.
[17:07:42] <LeelooMinai> Well, depends - you can buy those, yes, but if you want some massive stiff frame, you may still want to build it yourself - that's what I did
[17:08:48] <Rab> I got lucky and found a massive stiff frame. ;)
http://reboots.g-cipher.net/ghettocnc/axistest.jpg
[17:09:01] <Rab> Which I'd like to duplicate now, but scaled down.
[17:09:30] <LeelooMinai> That's a weird one
[17:10:39] <Rab> http://reboots.g-cipher.net/ghettocnc/zmounted.jpg
[17:10:48] <Rab> Really weird, but the whole thing was almost free.
[17:12:08] <LeelooMinai> What's with those rails - are they glued or something? :)
[17:12:47] -!- FreezingCold has quit [Ping timeout: 245 seconds]
[17:13:21] <Rab> No, whoever put that axis together (wasn't me) stripped the paint off the aluminum channel for the supports.
[17:15:12] -!- Loetmichel has quit [Ping timeout: 255 seconds]
[17:15:24] -!- Loetmichel [Loetmichel!cylly@p54B12E56.dip0.t-ipconnect.de] has joined #linuxcnc
[17:17:49] <PetefromTn_> That's really weird...
[17:18:45] <PetefromTn_> almost looks like the rails were silver soldered on there or something but that would be inadvisable how are they attached?
[17:18:55] -!- ElectricMan [ElectricMan!~Electro@memorymatic.campus.ltu.se] has joined #linuxcnc
[17:20:05] -!- sumpfralle [sumpfralle!~lars@vmd6311.contabo.host] has joined #linuxcnc
[17:21:33] <Rab> PetefromTn_, screws from the back. You can sort of get a better view here:
http://reboots.g-cipher.net/ghettocnc/testcut3.jpg
[17:23:37] <PetefromTn_> ah
[17:25:52] -!- mhaberler has quit [Quit: mhaberler]
[17:30:20] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[17:31:14] -!- kent1 has quit [Quit: Leaving.]
[17:31:57] -!- eFuchs_mobil has quit [Remote host closed the connection]
[17:33:38] -!- ElectricMan has quit [Ping timeout: 255 seconds]
[17:35:58] <_methods> so you can't toggle block delete while a program is running in linuxcnc?
[17:36:23] -!- kent1 has quit [Client Quit]
[17:37:24] -!- rob_h has quit [Ping timeout: 265 seconds]
[17:37:54] <_methods> weird in the docs it just says "Normally the block delete switch should be set before starting the NGC program."
[17:37:55] <cradek> I don't think so, but I think you CAN toggle optional stop
[17:38:35] <cradek> unfortunately block delete can make your entire program become different, so it's hard to allow toggling it during a run
[17:38:49] <jthornton> toggle skip lines is grayed out when running
[17:38:57] <jthornton> in Axis
[17:38:58] <_methods> ah that sux
[17:39:09] <_methods> well that rules out option block for tool change move
[17:39:13] <cradek> yeah that's good, if it can't ord oesn't work
[17:39:19] <cradek> or doesn't
[17:40:18] <_methods> well not tool change, insert/inspection of tool moves
[17:40:40] -!- ElectricMan [ElectricMan!~Electro@memorymatic.campus.ltu.se] has joined #linuxcnc
[17:40:44] <cradek> yeah
[17:41:12] <cradek> putting opstops at the places where it's not touching the work would be a decent way, though
[17:41:13] -!- tocka has quit [Quit: My MacBook Pro has gone to sleep. ZZZzzz…]
[17:41:16] <_methods> yeah
[17:41:25] <_methods> i'd throw in some opstop moves
[17:41:33] <_methods> inspection stops
[17:42:05] <_methods> have it rapid through the moves then if you want to stop turn on rapid override and option stop
[17:42:37] <_methods> guess you wouldnt need rapid override but
[17:43:53] <_methods> sure would be a lot easier with option block though lol
[17:45:22] -!- jduhls has quit [Ping timeout: 240 seconds]
[17:45:53] <_methods> if you have an option stop active can you enable block delete at that point?
[17:46:01] <cradek> I'm not sure
[17:46:04] <_methods> i'm not at a lcnc machine so i can 't check right now
[17:46:23] <cradek> I think it's true it doesn't readahead past opstops
[17:46:32] <_methods> hmmm
[17:47:56] <cradek> without too much careful thought, I think the fix for block delete is possible: don't ever readahead past the start of any possibly-block-deleted block
[17:47:58] <_methods> apparently someone feels the same way i do about block delete lol
[17:48:00] <_methods> http://sourceforge.net/p/emc/bugs/323/
[17:48:53] <cradek> I agree it would be nice if it would work that way
[17:49:13] -!- Zboonet [Zboonet!~sherpa@fr141-1-82-237-217-117.fbx.proxad.net] has joined #linuxcnc
[17:49:14] <PetefromTn_> This is something I don't understand
[17:49:23] <cradek> I think it's possible with small sacrifice (no readahead past, so there will be a pause/stutter at, the start of a /slashed block)
[17:49:25] <PetefromTn_> what would you use this block delete feature for and how
[17:49:36] <_methods> for option routines
[17:49:49] <_methods> added programming that doesnt necessarily need to execute on every run
[17:49:50] <cradek> PetefromTn_: it just lets you choose to skip some parts of the program
[17:49:50] <PetefromTn_> I saw the feature mentioned in the discussion about jog while paused earlier today
[17:49:55] -!- Zboonet has quit [Client Quit]
[17:50:09] <_methods> well i think adding jog on pause would be more difficult
[17:50:15] <cradek> you can use it for all sorts of things
[17:50:17] <PetefromTn_> how do you delineate where a block is in the program?
[17:50:19] <_methods> than say enabling block delete
[17:50:29] <_methods> wiht /
[17:50:30] <cradek> you put / at the beginning of the line
[17:50:36] <cradek> then if block delete is on, it skips those lines
[17:50:47] <PetefromTn_> aah interesting
[17:50:52] <_methods> i use them alot for macros and tool inspection loops
[17:51:09] <_methods> if the operator thinks the tools are sounding bad flip the block delete
[17:51:20] <_methods> it will move off the part and let them inspect/change inserts
[17:51:20] <PetefromTn_> I can see how that would be useful for say running the same program for two sides of a part where one side gets something the other does not.
[17:51:22] <cradek> think of the old paper tape controls. if it sees / first, it checks the block delete switch, if it's on, it reads right past and looks for the next gcode block
[17:51:59] <_methods> they're incredibly useful
[17:52:03] <cradek> easy if you don't read ahead and try to understand the whole program like we do!
[17:52:06] -!- Zboonet [Zboonet!~sherpa@fr141-1-82-237-217-117.fbx.proxad.net] has joined #linuxcnc
[17:52:19] <cradek> because it can make the program totally different
[17:52:19] <PetefromTn_> I understand that the Jog while paused feature is difficult to implement
[17:52:26] <cradek> think of /g91 or /g20
[17:52:58] <_methods> yeah
[17:53:13] <PetefromTn_> http://atyourservice.haascnc.com/expert-tip/run-stop-jog-continue/ It would be awesome to have this capability tho. it would seem a little intelligence on the part of the operator is assumed for running this stufff
[17:54:14] <_methods> hell it's all hobby for me so i personally don't care
[17:54:21] <_methods> linuxcnc does everything i need
[17:54:59] <PetefromTn_> funny thing is two other HOBBY controls already have this feature
[17:55:07] <_methods> i appreciate everything that emc/linuxcnc has ever done for me for sure
[17:55:17] <PetefromTn_> who doesn't
[17:55:21] <PetefromTn_> I LOVE linuxCNC
[17:55:27] <_methods> indeed
[17:55:40] -!- md-2 has quit [Remote host closed the connection]
[17:56:17] <_methods> can you even donate anywhere for linuxcnc?
[17:56:34] -!- sumpfralle1 [sumpfralle1!~lars@v22014112486721426.yourvserver.net] has joined #linuxcnc
[17:56:47] <cradek> nope, we're just individuals
[17:57:02] <cradek> there's no organization to donate to because we're all allergic to organizations
[17:57:13] <PetefromTn_> this is something that would make running my machines MUCH easier I used it all the time when I ran Mach3 especially when you are learning to run a machine and not sure of what or how the cut is progressing...
[17:57:22] <pcw_home> it may also be a that a hobby quality implementation of jog while paused is easy (offsets + limit comp in hal would probably work)
[17:57:50] <cradek> yeah that would be possible, but a bit craptacular
[17:58:11] <pcw_home> well, yes...
[17:59:06] <_methods> buwhshahahah
[17:59:07] <_methods> http://www.storenvy.com/products/5563165-alien-facehugger-dog-leash
[17:59:10] <PetefromTn_> if you read that HAAS description of their run-stop-jog-continue it does not sound like it is all that comlex. The control basically records the position the tool was in when the pause occurred.
[17:59:22] <cradek> that's a lot like an implementation that is floating around: it adds a new type of offsetting/moving that you only use while paused; the continuous/incremental/wheel jogs don't work in that state
[17:59:45] -!- sumpfralle has quit [Ping timeout: 255 seconds]
[17:59:46] <PetefromTn_> it also does not worry about length offsets etc. it maintains the ones it had before.
[18:00:22] <cradek> so you have to make a panel with a new kind of jogging controls for just that, or something similar
[18:00:36] -!- md-2 has quit [Ping timeout: 265 seconds]
[18:00:47] <PetefromTn_> and the operator is responsible for moving the tool to an appropriate close location and that there is nothing in the path to the paused location.
[18:01:11] postaL is now known as postaL_offline
[18:01:11] <cradek> PetefromTn_: you can't even change tool offsets while in that state?
[18:01:23] <PetefromTn_> hell just being able to raise the Z and turn spindle on and off would be worthwhile
[18:01:31] -!- Zboonet has quit [Remote host closed the connection]
[18:01:33] <DaViruz> " If replacing tools, the length must be the same as the previous tool (offline tool setter recommended)."
[18:01:36] <DaViruz> seems like it
[18:01:40] <cradek> ugh
[18:01:40] <PetefromTn_> no look at that link I just posted it describes how it works
[18:02:04] <PetefromTn_> and let me tell you we used that feature a LOT in the job shops I worked in.
[18:02:13] -!- Zboonet [Zboonet!~sherpa@fr141-1-82-237-217-117.fbx.proxad.net] has joined #linuxcnc
[18:02:38] <pcw_home> naive question: can Robert Ellenbergs jog-while-pause changes to (motion?) be incorporated into linuxcnc?
[18:02:54] <pcw_home> paused
[18:03:01] <cradek> I don't know of these changes
[18:03:54] <cradek> Rob did not do the one (makes a new kind of jogging) I was describing earlier
[18:04:17] <PetefromTn_> honestly if that HAAS methodology could be adapted to LinuxCNC it would be wonderful and very useful despite it's limitations. even when changing inserts on the HAAS machines we seldom if ever retouched the tool off
[18:04:25] <cradek> I don't see any benefit of "make a new kind of jogging" over a purely hal solution like you described, so I would not want that merged
[18:04:46] <cradek> I'm all for a good solution (which to me would include the ability to change tool offset)
[18:05:09] <cradek> and would allow the existing kinds of continuous/incremental/wheel jog
[18:05:45] <pcw_home> Andy linked to this
https://github.com/machinekit/machinekit/pull/109
[18:06:36] <cradek> I suspect that's the implementation I'm talking about, which we have on a branch too, that makes a new kind of jogging on hal pins
[18:06:49] <cradek> we already have rob's new tp in 2.7
[18:07:05] <PetefromTn_> I agree it would be nice to be able to add in a new tool offset and have it active but that seems much more difficult.
[18:07:38] -!- jasen [jasen!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[18:07:55] <PetefromTn_> that new TP looks awesome and I am very glad to hear it is being implemented.
[18:08:04] postaL_offline is now known as postaL
[18:08:14] <cradek> me too
[18:08:28] <PetefromTn_> is there some description of his jog while paused setup in that I can read?
[18:08:46] <cradek> the list
[18:09:16] <cradek> instead, I recommend a purely hal setup like pcw_home described. it is no worse.
[18:09:31] <cradek> using offset + limit3
[18:09:42] <PetefromTn_> maybe I should add...something I can read that does not require a programmers knowldege :P
[18:10:19] <cradek> actually this might have been mostly discussed in irc, making it harder for you to find, unfortunately
[18:10:31] <cradek> bbl, lunchtime
[18:11:54] -!- mle_ has quit [Ping timeout: 255 seconds]
[18:13:03] <zeeshan|2> yay
[18:13:07] <zeeshan|2> this 430 inverter
[18:13:12] <zeeshan|2> uses rs485. devicenet is an OPTION
[18:13:13] <zeeshan|2> GOOD
[18:15:57] <zeeshan|2> i dunno why i used modbus rtu
[18:16:00] <zeeshan|2> i shoulda used modbus ascii
[18:16:11] <zeeshan|2> so it ends communication @ end characters
[18:16:15] <zeeshan|2> rather than waiting 10 ms
[18:17:08] -!- pandeiro has quit [Remote host closed the connection]
[18:20:08] <zeeshan|2> does anyone know if theres any bad effects to increasing transmission speed for something like modbus
[18:20:24] <zeeshan|2> are higher speeds more susceptible to noise for example?
[18:20:34] <zeeshan|2> 9600vs19200
[18:23:40] <PetefromTn_> http://monsterjaws.com/american-stnd-tongue-groove/ Interesting...
[18:24:04] <_methods> nice
[18:24:19] <PetefromTn_> never seen them before
[18:24:24] <_methods> pie jaws?
[18:24:25] <zeeshan|2> oxtoolco
[18:24:28] <zeeshan|2> and all these guys use em!
[18:24:32] <PetefromTn_> they seem to sell a lot of usable stuff for vises and lathe ops
[18:25:01] <_methods> hmm 10 pack of soft jaws for $75
[18:25:06] <zeeshan|2> i dont understand how those pie jaws work?
[18:25:18] -!- jasen has quit [Quit: Page closed]
[18:25:24] <_methods> they're for holding stuff that you can' tput a lot of chuck pressure on
[18:25:30] postaL is now known as postaL_offline
[18:25:42] <_methods> you bore them out to fit the work piece
[18:25:43] <zeeshan|2> okay i see what you mean
[18:25:44] <PetefromTn_> they are machinable jaws
[18:26:05] <zeeshan|2> theyll have a bigger clamping surface
[18:26:07] <zeeshan|2> right?
[18:26:10] <zeeshan|2> if im imagining this right...
[18:26:11] <_methods> yes
[18:26:13] <zeeshan|2> ok:)
[18:26:19] <_methods> so you can use lighter pressure on thin wall parts
[18:26:27] <zeeshan|2> f thin wall man
[18:26:35] <zeeshan|2> i was holding a .125 6061 4" tube
[18:26:40] <zeeshan|2> 8" long
[18:26:42] <zeeshan|2> shit flew out on me
[18:26:50] <zeeshan|2> i hold them from inside out now
[18:27:03] <zeeshan|2> or if HAVE to hold em from the outside
[18:27:16] <zeeshan|2> i make a plug for the end im holding it at
[18:27:27] <_methods> damn nice 10 pack of 6" jaws $95
[18:30:17] -!- sumpfralle [sumpfralle!~lars@vmd6311.contabo.host] has joined #linuxcnc
[18:31:41] <PetefromTn_> yeah those are nice
[18:32:12] <PetefromTn_> once my CNC lathe is operational I will be looking for a D1-5 chuck with replaceable jaws for it. They are awesome
[18:32:48] <Tom_itx> what's up peeps
[18:32:52] -!- sumpfralle1 has quit [Ping timeout: 240 seconds]
[18:33:12] <PetefromTn_> peep!
[18:34:26] <Tom_itx> i see more talk about pause resume
[18:34:30] <_methods> i love the collet pad jaws
[18:34:33] <Tom_itx> what is it you're after PetefromTn_?
[18:34:40] <_methods> i need to get some of those for my lathe
[18:35:02] <Tom_itx> our okuma had em
[18:35:04] <_methods> http://www.dillonmfg.com/contents/collet_pads_jaws.asp
[18:35:05] <Tom_itx> pretty handy
[18:35:14] <_methods> makes setups a breeze
[18:35:24] <_methods> just drop in new top pads and off ya go
[18:35:55] <_methods> http://www.usshoptools.com/prod_page_level_3_pdf.asp?mm_level_3_code=%20101080_25
[18:35:59] <_methods> better pic of them there
[18:36:40] <PetefromTn_> Tom_itx Basically would love something like this......
http://atyourservice.haascnc.com/expert-tip/run-stop-jog-continue/
[18:37:27] <Tom_itx> yep, i've mentioned that in the past to them
[18:37:38] <PetefromTn_> it would be awesome
[18:37:55] <Tom_itx> the op would have to be responsible for the return path
[18:38:09] <PetefromTn_> I'm good with that...
[18:38:25] <PetefromTn_> mach3 used to kinda auto program a return path and it was USUALLY wrong LOL
[18:38:38] <zeeshan|2> it should track how you jog it
[18:38:41] <Tom_itx> pause... store coordinates... jog away... resume previous coordinates and off you go
[18:38:44] <zeeshan|2> and use that same jog path back :P
[18:38:45] <PetefromTn_> I like the idea of bringing the cutter CLOSE to where it was and then implementing that return
[18:39:04] <PetefromTn_> Zeeshan...not necessarily
[18:39:25] <Tom_itx> lcnc generally takes the shortest path i've found
[18:39:37] <zeeshan|2> ^crash alert
[18:39:38] <zeeshan|2> :D
[18:39:39] <PetefromTn_> how do you mean?
[18:39:42] <Tom_itx> not all controls do that
[18:40:05] <Tom_itx> i mean it will run all axis at once to get to it's destination
[18:40:30] <Tom_itx> that's why i put the G28Z0 on a line by itself now
[18:40:38] <Tom_itx> then x and y
[18:40:50] <zeeshan|2> thats how youre supposed to do it no?
[18:40:57] <zeeshan|2> otherwise itll linearly interpolate in xyz
[18:41:10] <Tom_itx> some controls would move z to clear first
[18:41:24] <zeeshan|2> so they have safety features :)_
[18:41:27] <PetefromTn_> It really needs to be that way for most operations.
[18:41:35] <zeeshan|2> well for g00 i agree
[18:41:40] <zeeshan|2> but g01 might need xyz movement
[18:41:46] <_methods> you should put z on sep line on all machines lol
[18:41:57] <zeeshan|2> _methods: yea ive seen z move in rapid by itself
[18:42:01] <_methods> g28z0 = danger
[18:42:30] <PetefromTn_> but for jog while paused it would seem like it should be the responsibility of the operator to jog the cutter back to CLOSE to where it was when paused. this shoud avoid any serious problems
[18:42:31] <_methods> well some machines move z last
[18:42:33] <Tom_itx> i just wish to heck i was a better programmer... i'd jump in and help em out
[18:42:38] <_methods> but others combine z into the xy move
[18:43:07] <PetefromTn_> why is G28 Zo danger I use it sometimes
[18:43:18] <Tom_itx> no danger
[18:43:19] <_methods> if you do a g28 x0 y0 z0
[18:43:24] <PetefromTn_> mostly now I use G53 G0 Z0
[18:43:26] <Tom_itx> but G28 Z0 X0 Y0 is
[18:43:39] <_methods> yes g53z0 is safest
[18:43:45] <_methods> it's what i default to also
[18:43:59] <zeeshan|2> PCW: are you there?
[18:44:08] <zeeshan|2> http://www.sayal.com/images_c/AAE-160B.JPG
[18:44:14] <PetefromTn_> man that would be sweet to have the HAAS setup for jog while paused on the linuxCNC machine.
[18:44:15] <zeeshan|2> is it okay to use this type of angle connector at the 7i77
[18:44:50] <pcw_home> not sure what you are asking
[18:45:01] -!- syyl_ws has quit [Quit: Verlassend]
[18:45:20] <pcw_home> the 7i77 connects to the 5I25/6I25 with a male/male cable
[18:45:22] <Tom_itx> i haven't tried it but i'd be willing to bet G53 X0 Y0 Z0 would act the same way as with G28
[18:45:26] <zeeshan|2> yes
[18:45:29] <Tom_itx> taking the shortest path
[18:45:42] <zeeshan|2> but i need to make a 90 deg right at the 7i77 for better cable routing
[18:45:52] <_methods> i take no risks with those move
[18:45:53] <zeeshan|2> i was wondering if using an adapter like that cause issues
[18:45:55] <_methods> i clean z
[18:45:56] <zeeshan|2> like noise
[18:45:57] <_methods> then xy
[18:46:04] <Tom_itx> yep
[18:46:10] <_methods> you only have to get burned one time
[18:46:12] <pcw_home> how long is the cable?
[18:46:18] <Tom_itx> the previous controls i programmed for didn't do that
[18:46:21] <zeeshan|2> whatever length comes in the kit
[18:46:27] <zeeshan|2> looks like 4 feet
[18:46:49] <_methods> last shop i was in had like 6 diff controllers
[18:46:57] <_methods> so i learned the hard way a couple times
[18:47:02] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15188551783/
[18:47:08] <zeeshan|2> i want it to be 90 degree at outlet there
[18:47:09] <_methods> meldas, yasnac, haas, mazak, heidenhan
[18:47:11] <zeeshan|2> so i can make use of the din rail
[18:47:30] <_methods> better to go with safe moves
[18:47:35] <zeeshan|2> or for such a small run can i just use a header?
[18:47:53] <PetefromTn_> I am sure I have seen 90 degree adapters man.
[18:47:59] <pcw_home> a flat cable should be OK for a short run
[18:48:40] <Connor> zeeshan|2: What you showed was a PCB mount connector..
[18:48:48] <Connor> not a right angle adapter.
[18:48:49] <zeeshan|2> o
[18:49:01] <zeeshan|2> =/
[18:49:28] -!- sumpfralle has quit [Quit: Leaving.]
[18:49:54] <Connor> and why didn't you leave room for wire conduit ?
[18:50:03] <zeeshan|2> im not running one
[18:50:06] <zeeshan|2> juse using zip tie pads
[18:50:09] <pcw_home> I probably should assemble some 7I77's/7I76's with vertical connectors (someone else asked about this)
[18:50:34] <Connor> pcw_home: I would swap my 7i76 out for one.
[18:50:47] <Connor> I had to hack the db25 connector to allow clearance..
[18:51:03] <zeeshan|2> me wants to use this
[18:51:04] <zeeshan|2> https://encrypted-tbn1.gstatic.com/images?q=tbn:ANd9GcTnRbwHCh2mnDLQdOYHIRcH-hXI8ORzSyCP6is31y-Pz6MTojfB4g
[18:51:04] <zeeshan|2> :D
[18:51:06] <Connor> it still a tad too close to the back of the connectors for my taste.
[18:51:09] <Connor> let me go take a picture.
[18:53:19] <PetefromTn_> yeah I could see how a 7i77 with a right angle connector would be nice to have.
[18:53:45] <_methods> can't you just desolder the connector on there and solder on one facing the way you want?
[18:54:02] <PetefromTn_> my Cincinatti has AMPLE room to be able to use the DIn rail adapter and have the cable going out the side but in smaller hobby type machines it would be nice to have it I am sure.
[18:54:03] <zeeshan|2> warranty void!
[18:54:07] <zeeshan|2> http://www.showmecables.com/product/DB25-Female-Connector-Flat-Wire-IDC-Type.aspx
[18:54:11] <zeeshan|2> i think im gonna get male versions of this
[18:54:12] <zeeshan|2> 2 of em
[18:54:17] <zeeshan|2> and just make my own cable
[18:54:22] <zeeshan|2> itll be more compact
[18:54:46] <zeeshan|2> http://www.sayal.com/images_c/AAF-126.JPG
[18:54:47] <zeeshan|2> there we go
[18:54:49] <_methods> warranty void lol
[18:54:50] <Connor> _methods: mess up the through hole plated connectors.
[18:55:12] <pcw_home> yeah a bit tricky on 4 layer boards
[18:55:19] <_methods> ahh
[18:55:24] <_methods> hakko 808
[18:55:36] <_methods> heheh
[18:55:47] -!- phantoxeD [phantoxeD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[18:55:56] <zeeshan|2> 28awg fine?
[18:56:12] <zeeshan|2> looks like thats the most common flat cable
[18:56:36] <zeeshan|2> 0.50 spacing
[18:56:39] <zeeshan|2> 0.05
[18:57:37] <PetefromTn_> http://www.vdiholder.ca/tool_holder/P00008091-scroll_chuck_jaw_chuck_kd5_8_d1_5_8.html WOW!! That is expensive LOL...
[18:58:16] <_methods> that's like $100 USD right?
[18:58:27] -!- skunkworks has quit [Quit: Leaving]
[18:58:48] <PetefromTn_> woah I missed that it was Canadian bucks LOL
[18:58:59] <_methods> just send them some beer
[18:59:00] <PetefromTn_> I can do a hundred..where do I send it?
[18:59:20] -!- phantoneD has quit [Ping timeout: 258 seconds]
[18:59:36] <PetefromTn_> Whats weird is I know my machine is D1-5 but what does the D1-5-8 mean?
[18:59:53] <Connor> http://www.ivdc.com/cnc/mill_11_21_14_01.jpg
[19:00:01] <Connor> http://www.ivdc.com/cnc/mill_11_21_14_02.jpg
[19:00:21] <PetefromTn_> Tidy
[19:00:29] <zeeshan|2> pete prolly adapts on both 5 and 8
[19:00:33] <FinboySlick> _methods: Our concept of beer is different.
[19:00:42] <_methods> hehe
[19:00:48] <zeeshan|2> connor just use the header
[19:00:51] <zeeshan|2> idc thing i posted
[19:01:06] <PetefromTn_> 5 and 8 what?
[19:01:12] -!- md-2 has quit [Ping timeout: 250 seconds]
[19:01:12] <FinboySlick> _methods: The US/CA beer exchange rate wouldn't be favourable to the transaction.
[19:01:18] <zeeshan|2> d1-5 or d1-8
[19:01:36] <PetefromTn_> no way man. Even D1-6 is a huge difference
[19:01:56] <Connor> zeeshan|2: I may switch to something like that if I hve issues..
[19:02:13] <zeeshan|2> http://imgs.inkfrog.com/pix/Futurebusiness/DSC_2712_002.JPG http://shopswarf.orconhosting.net.nz/a1.jpg
[19:02:22] <zeeshan|2> mutisize fit chuck
[19:02:23] <Connor> the connector it's so close to.. is the DC side of the spindle.. :(
[19:02:50] <zeeshan|2> ive seen some for d1-3 and d1-6
[19:03:07] <_methods> Connor: is that a computer case you got that all fit into?
[19:03:19] <PetefromTn_> the taper bore on the D1-5 and D1-6 is quite a bit bigger
[19:03:21] <Connor> _methods: Yes. It's a 4U rackmount case.
[19:03:25] <_methods> ahhhhh
[19:03:26] <_methods> nice
[19:03:31] <_methods> rosewill 4u?
[19:03:36] <zeeshan|2> then i have no idea :P
[19:03:51] <PetefromTn_> I mean if you look at a D1-6 next to my D1-5 there is a vast difference
[19:03:55] <zeeshan|2> oh maybe it means
[19:03:56] <Connor> No idea.. was one I had laying around from my years as a Systems Administrator for a ISP
[19:03:58] <zeeshan|2> d1-5 8" diameter
[19:04:02] <PetefromTn_> it is MUCH larger
[19:04:05] <_methods> great idea
[19:04:18] <_methods> i got some old dell 6u cases sitting here
[19:04:20] <PetefromTn_> OH DUH!
[19:04:29] <PetefromTn_> yeah that is what it must mean LOL
[19:04:36] <zeeshan|2> thats a retarded way to list it
[19:04:36] <zeeshan|2> haha
[19:05:32] <PetefromTn_> yeah my old lathe was D1-4 and the D1-5 is much larger and has twice as many locking pins.
[19:05:43] <Connor> I am more than a little concerned about EMF with the proximity of the steppers and the DC spindle...
[19:06:30] <Connor> I took the PC PSU apart and removed allot of the excess wires too..
[19:06:46] <zeeshan|2> its 4 the number of locking pins
[19:06:50] <zeeshan|2> and 5 = 5
[19:06:52] <zeeshan|2> *isnt
[19:06:55] <PetefromTn_> looks like 1082 canuk dollars is 968 US dollars apparently but after I pay to ship it and whatever customs it will probably be a wash.
[19:07:12] <zeeshan|2> PetefromTn_: try looking at industry shutdowns
[19:07:16] <zeeshan|2> ive seen some of those chucks go for cheap!
[19:07:21] <zeeshan|2> by cheap i mean around 200 bux
[19:07:23] <zeeshan|2> to 300
[19:07:32] <zeeshan|2> theyre so sexy
[19:07:41] <_methods> hell yeah never thought to put them in an old rack case
[19:07:52] <_methods> i got a dell 6650 and 6600 sittin here doing nothing
[19:07:52] <PetefromTn_> http://www.shars.com/files/products/202-5451/202-5450D.jpg D1-4
[19:08:01] <_methods> guess i found them a new use lol
[19:08:07] <Connor> http://www.ebay.com/sch/i.html?_odkw=d1-5+chucl&_from=R40&_osacat=0&_from=R40&_trksid=p2045573.m570.l1313.TR1.TRC0.A0.H0.Xd1-5+chuck&_nkw=d1-5+chuck&_sacat=0
[19:08:14] <_methods> too bad the power suppies fromt eh 6600 are gone
[19:08:16] <zeeshan|2> PetefromTn_: what the hell man
[19:08:18] <zeeshan|2> i always thought it was 4 pins
[19:08:19] <zeeshan|2> lol
[19:08:41] <PetefromTn_> http://www.shars.com/files/products/202-5452/202-5452Main.jpg
[19:08:49] <_methods> i could probably put a whole mini mill in the 6600 case
[19:08:53] <PetefromTn_> D1-5
[19:08:58] <_methods> with the electronics lol
[19:09:07] <PetefromTn_> not sure where they get the numbers really
[19:09:43] <PetefromTn_> but my D1-5 has the same number of pins as the D1-6 only they are thinner pins and the diameter is different
[19:11:01] <PetefromTn_> http://shars.com/files/products/202-5457/202-5457sketch.jpg http://shars.com/files/products/202-5458/202-5458sketch.jpg http://shars.com/files/products/202-5453/202-5453sketch.jpg
[19:14:36] <Connor> http://shopswarf.orconhosting.net.nz/chuckmt.html
[19:15:42] <Connor> looks like the D1-# is loosely based on the A dimension.
[19:16:02] -!- anth0ny has quit [Quit: anth0ny]
[19:18:48] <PetefromTn_> I suppose
[19:19:02] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[19:21:18] <Connor> Look at the A-1 specs too.. they match the A dimension too.
[19:21:36] -!- johtso_ has quit [Quit: Connection closed for inactivity]
[19:22:43] <PetefromTn_> yup
[19:24:47] <zeeshan|2> hmmm
[19:24:54] <zeeshan|2> so it looks like spindle encoder -> 7i77
[19:25:12] <zeeshan|2> then 7i77 driver -> spindle VFD (0-10v signal)
[19:25:15] <zeeshan|2> for feedback
[19:25:26] <Connor> yup
[19:25:26] <zeeshan|2> anyone mess around with a vfd like that?
[19:25:33] <Tom_itx> sounds reasonable
[19:25:45] <Connor> That's pretty typical.
[19:26:00] <zeeshan|2> so its just treating the vfd similar to a servo drive :P
[19:26:03] <Connor> Some VFD's can take the encoder signal in... and repeat it out to the 7i77 too
[19:26:46] <zeeshan|2> just to clarify this is VELOCITY feedback
[19:26:47] <zeeshan|2> right?
[19:27:03] <zeeshan|2> you would be trying to control the rpm of the motor
[19:27:08] <Connor> It uses it for Rigied tapping too.
[19:27:11] <Connor> but, yes.
[19:27:37] <zeeshan|2> i dont understand the point of having pid control of the vfd
[19:27:38] <Connor> and supposedly with the orient command, you can orient the spindle too..
[19:27:55] <zeeshan|2> why does it matter that its at 510 rpm and while your encoder measures 500
[19:27:56] <Connor> You don't have PID control.. you just have feed back.
[19:28:14] <Connor> you CAN add PID control..
[19:28:16] <zeeshan|2> i mean: this vfd uses that 0-10v signal
[19:28:21] <zeeshan|2> and uses that for pid
[19:28:26] <zeeshan|2> but i dont see what the point is?
[19:28:32] <zeeshan|2> in a milling application
[19:28:39] <zeeshan|2> what difference does it make if youre at 510 rpm
[19:28:40] <zeeshan|2> vs 500
[19:28:48] <Connor> RIGID TAPPING
[19:28:58] <zeeshan|2> ........that's done through linuxcnc
[19:29:07] <cradek> rigid tapping in linuxcnc doesn't need close velocity control
[19:29:12] <zeeshan|2> the encoder is being monitoered in linuxcnc.
[19:29:16] <zeeshan|2> and rigid tapping is done that way
[19:29:18] <cradek> open loop vfd is perfectly fine and normal
[19:29:24] <cpresser> Connor: isnt the velocity-signal/index-pulse used for that?
[19:29:27] <archivist> even in tapping the machine follows the spindle and cares not what the vfd is doing
[19:29:37] <zeeshan|2> cradek do you know what the advantage of having the vfd in closed loop would be?
[19:29:49] <cradek> gratuitious complexity
[19:29:52] <zeeshan|2> haha
[19:30:03] <archivist> not sure vfds like closed loop at all
[19:30:22] <cradek> a vfd already does its own velocity control
[19:30:22] <Connor> Some VFD's can use encoder input for position control.
[19:30:32] <zeeshan|2> well this one is both sensorless vector
[19:30:35] <zeeshan|2> and feedback vector
[19:30:50] <cradek> either setup is fine
[19:31:00] <zeeshan|2> ok not gonna waste time trying to close loop the vfd
[19:31:17] <Connor> zeeshan|2: So, no encoder to the 7i77 ?
[19:31:25] <zeeshan|2> encoder will go to the 7i77
[19:31:28] <zeeshan|2> but no 0-10v to vfd
[19:31:34] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[19:31:44] <Connor> How are you running the VFD ?
[19:31:46] <Tom_L> http://www.alibaba.com/product-detail/Nemicon-Rotary-encoder-OME-500-2MCA_1647141935.html
[19:31:51] <zeeshan|2> sensorless vector
[19:31:53] <Tom_L> i've got about 4-5 of those
[19:31:56] <zeeshan|2> in that case
[19:32:04] <Tom_L> i wonder if they would hold up as a spindle encoder
[19:32:09] <Connor> Yes, but.. what control method ? 0-10v or modbus ?
[19:32:10] <Tom_L> belt drive
[19:32:23] <Tom_L> they look like they've got ball bearings in em
[19:32:28] <zeeshan|2> modbus
[19:32:38] <Connor> okay, so, no, you don't need 0-10v
[19:32:56] <Connor> you can do modbus, or 0-10v analog..
[19:33:32] <Connor> when using a VFD with 0-10v, so many volts = RPM
[19:33:42] <Connor> in a linear scale.
[19:33:56] <PetefromTn_> zeeshan|2 So while this is all true...you are MORE Than welcome to try to setup spindle orient in linuxCNC so I can copy it LOL
[19:35:52] <zeeshan|2> do it the good old way
[19:36:03] <zeeshan|2> limit switches
[19:36:07] <zeeshan|2> 1000 of them around the spindle
[19:36:12] <zeeshan|2> :D
[19:37:58] <Tom_itx> mmm specs say max rpm 6000.... within what my spindle does
[19:38:12] <Tom_itx> any thoughts?
[19:38:31] <Tom_itx> my main concern would be driving it with a belt
[19:38:45] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-63-124.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[19:39:47] <Tom_itx> shaft loading 1.96N axial and radial
[19:39:59] <zeeshan|2> tiny belt
[19:40:04] <zeeshan|2> you should be ok!
[19:40:09] <Tom_itx> it would be small yes
[19:40:22] <zeeshan|2> that looks like a nice encoder
[19:40:25] <Tom_itx> but belt is about the only way i can do it
[19:40:27] <zeeshan|2> abz
[19:40:30] <Tom_itx> they are tiny
[19:40:39] <Tom_itx> about 5/8" diameter or so
[19:41:04] <Tom_itx> 3/4
[19:41:33] <Tom_itx> and free so i wouldn't be risking much
[19:41:39] <Tom_itx> open collector outputs
[19:41:41] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[19:42:22] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/motors/focusring12.jpg
[19:42:24] <Tom_itx> came off that
[19:42:32] <Tom_itx> focus ring for some kind of medical equipment
[19:43:40] <Tom_L> http://www.nemicon.com/pdf/ome-a.pdf
[19:46:23] -!- b_b has quit [Remote host closed the connection]
[19:48:33] -!- Tom_L has quit []
[19:51:04] -!- capricorn_1 has quit [Remote host closed the connection]
[20:14:20] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[20:15:27] <zeeshan|2> nice
[20:15:30] -!- ktchk [ktchk!~eddie6929@n219079227238.netvigator.com] has parted #linuxcnc
[20:15:38] <zeeshan|2> @ encoder
[20:16:17] <zeeshan|2> does the phase difference between A and B need to be exactly 90 degrees?
[20:16:19] <zeeshan|2> to what tolerance?
[20:16:29] <zeeshan|2> based on how i mount it
[20:16:36] <zeeshan|2> it might end up being lets say 76.81 degrees
[20:16:39] <zeeshan|2> can you compensate?
[20:17:19] * zeeshan|2 doesnt see anything in man encoder.9
[20:18:04] -!- FreezingCold has quit [Remote host closed the connection]
[20:19:07] -!- Sandblech [Sandblech!5c4cb813@gateway/web/freenode/ip.92.76.184.19] has joined #linuxcnc
[20:20:09] -!- ktchk has quit [Ping timeout: 255 seconds]
[20:22:31] <PCW> commonly encoders specify quadrature to be within 45 to 135 degrees, its never perfect
[20:23:03] -!- Sandblech has quit [Client Quit]
[20:24:29] <PCW> of course this represents a small position error (+- 1/2 of a count) and does make velocity estimation worse so closer to 90 is better
[20:24:30] -!- erve has quit [Remote host closed the connection]
[20:26:08] <zeeshan|2> okay :)
[20:26:18] <zeeshan|2> ill try my best to machine the mount to get it close to 90 deg
[20:26:36] <zeeshan|2> and slot it so i can adjust it while watching the scope in hal
[20:26:40] <andypugh> 180 is bad. DAMHIK
[20:26:50] <zeeshan|2> andypugh: its friday!
[20:31:49] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[20:31:52] -!- md-2 has quit [Ping timeout: 240 seconds]
[20:36:29] -!- PetefromTn_ has quit [Ping timeout: 264 seconds]
[20:48:59] -!- spatialbrew has quit [Quit: http://quassel-irc.org - Chat comfortably. Anywhere.]
[20:49:31] <PCW> Its fried-egg!
[20:50:11] -!- Nick001-shop [Nick001-shop!~chatzilla@74-37-1-90.dr01.brvl.mn.frontiernet.net] has joined #linuxcnc
[20:53:27] -!- rob_h [rob_h!~robh@90.217.24.249] has joined #linuxcnc
[21:08:12] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[21:10:22] -!- nickoe [nickoe!~quassel@5b96e5fc.cust.ip.gvdnet.dk] has joined #linuxcnc
[21:11:38] -!- nickoe has quit [Read error: Connection reset by peer]
[21:11:45] -!- Flipp__ [Flipp__!Flipp@nat/google/x-biptqarpsjvbqrhh] has joined #linuxcnc
[21:11:57] -!- FreezingCold has quit [Remote host closed the connection]
[21:14:16] -!- nickoe [nickoe!~quassel@5b96e5fc.cust.ip.gvdnet.dk] has joined #linuxcnc
[21:14:19] -!- mightym has quit [Quit: ....]
[21:32:17] -!- md-2 has quit [Ping timeout: 240 seconds]
[21:39:41] -!- sumpfralle [sumpfralle!~lars@vmd6311.contabo.host] has joined #linuxcnc
[21:54:06] -!- mle_ has quit [Remote host closed the connection]
[21:59:52] -!- f1oat has quit [Ping timeout: 240 seconds]
[22:02:14] -!- swingley has quit [Remote host closed the connection]
[22:03:53] -!- FinboySlick has quit [Remote host closed the connection]
[22:09:40] <Deejay> gn8
[22:10:26] -!- Deejay has quit [Quit: bye]
[22:27:28] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[22:31:32] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[22:35:56] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[22:36:19] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[22:37:09] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[22:37:52] -!- [cube] has quit []
[22:41:19] -!- exitcode1 has quit [Quit: quit]
[22:51:54] -!- anth0ny has quit [Quit: anth0ny]
[22:52:59] -!- chillly has quit [Quit: Ex-Chat]
[22:57:22] -!- BellinganRoy [BellinganRoy!~Bellingan@host85-217-dynamic.32-79-r.retail.telecomitalia.it] has joined #linuxcnc
[23:05:23] -!- _Sync_ [_Sync_!~foobar@sync-hv.de] has joined #linuxcnc
[23:07:52] <jdh> completely unrelated, but perhaps someone will know. When I scroll with my trackpad via 2-fingers, sometimes it jumps about 2/3 down the page which is incredibly annoying. Anyone know what I'm doing to make it jump?
[23:11:48] <andypugh> Linux? Mac? Win?
[23:12:09] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/cnc/new_pulleys/spindle_enc1.jpg
[23:12:23] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/cnc/new_pulleys/spindle_enc2.jpg
[23:13:00] <Tom_itx> JT-Shop ^^
[23:13:48] <Tom_itx> zeeshan|2 ^^
[23:14:02] <JT-Shop> Sweet!
[23:14:02] <Tom_itx> i think it should work ok
[23:14:26] <Tom_itx> this one has index too
[23:14:50] <jdh> win7/thinkpad
[23:15:36] -!- jduhls has quit [Quit: Leaving]
[23:15:55] <JT-Shop> so you can still use your drawbar with that setup?
[23:16:17] <Tom_itx> i think so... i haven't tried it yet
[23:16:24] <Tom_itx> i may have to make a spacer for it
[23:19:49] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/cnc/new_pulleys/spindle_enc3.jpg
[23:20:01] <Tom_itx> the drawbar has a spacer, i'll just make one a bit thicker
[23:20:37] <Tom_itx> i had the pulleys or i would have gotten some narrower ones
[23:22:12] <JT-Shop> my Australian guy is selling the heck out of my Air Filter Kits for the Spyder
[23:22:33] <Tom_itx> cook
[23:22:34] <Tom_itx> l
[23:23:15] <Tom_itx> do they have a spyder group there?
[23:23:59] <JT-Shop> dunno, but it seems like more ride the RS (sporty) model
[23:26:52] <Tom_itx> i still gotta wire this thing up
[23:26:57] <Tom_itx> just finished mounting it
[23:27:59] * JT-Shop goes to check the chicken n dumplins
[23:32:13] -!- Valen has quit [Quit: Leaving.]
[23:33:20] <andypugh> Tom_itx: I think I might have put the setscrew through the teeth to lower things.
[23:33:33] <Tom_itx> i could still
[23:33:36] <Tom_itx> i considered that
[23:34:05] <Tom_itx> there's no load to speak of on it
[23:34:13] <andypugh> It’s only a timing drive, so you don’t need full engagement
[23:34:20] <Tom_itx> right
[23:34:30] <Tom_itx> the encoder is pretty nice
[23:34:35] <Tom_itx> ball bearings etc
[23:34:42] <andypugh> (I would probably have used thin gears)
[23:34:53] <Tom_itx> i had all of it on hand
[23:35:09] <Tom_itx> or i may have
[23:35:50] <andypugh> https://picasaweb.google.com/lh/photo/aVbHJizSs66kO-A_SLTs79MTjNZETYmyPJy0liipFm0?feat=directlink
[23:36:03] <Tom_itx> the encoders are off focus rings for some medical equipment
[23:36:16] <andypugh> (Though that is a Resolver, becsuse they are cooler than encoders :-)
[23:37:05] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/motors/focusring12.jpg
[23:37:17] <Tom_itx> original use for the encoders
[23:45:39] <andypugh> Tom_itx: That “thing” looks too good to dismantle
[23:46:30] <Jymmm> alex_joni: awake?
[23:46:52] <Tom_itx> well i really had no use for it
[23:46:58] <Tom_itx> i have 2 of em
[23:47:10] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/motors/motors_index.php
[23:47:16] <Tom_itx> several pics of it there
[23:47:54] <Jymmm> alex_joni: Where to get RF connectors in .ro ?
[23:53:10] -!- micges-dev has quit [Quit: Wychodzi]
[23:53:16] <bnmorgan> woohoo back again
[23:53:25] <bnmorgan> home. and #$% that office.
[23:58:21] <zeeshan|2> Tom_itx: you scavenger!
[23:59:10] <zeeshan|2> nice mounting job :)
[23:59:14] <zeeshan|2> that was quick
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
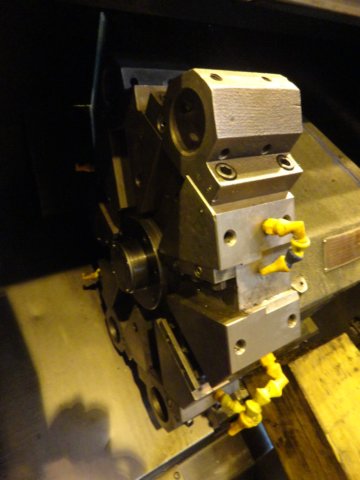{kind=link}
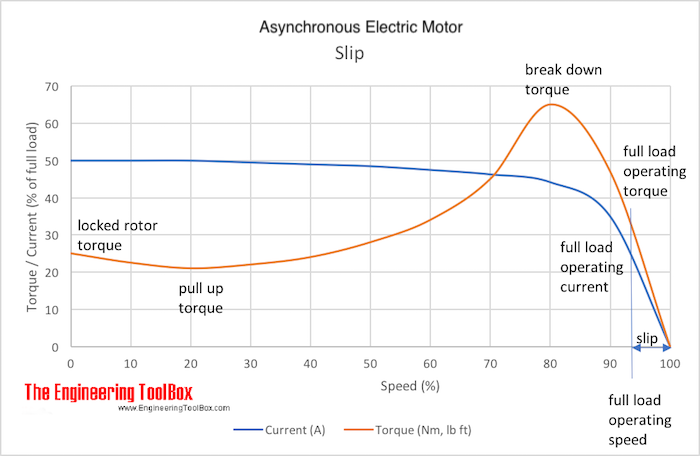{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
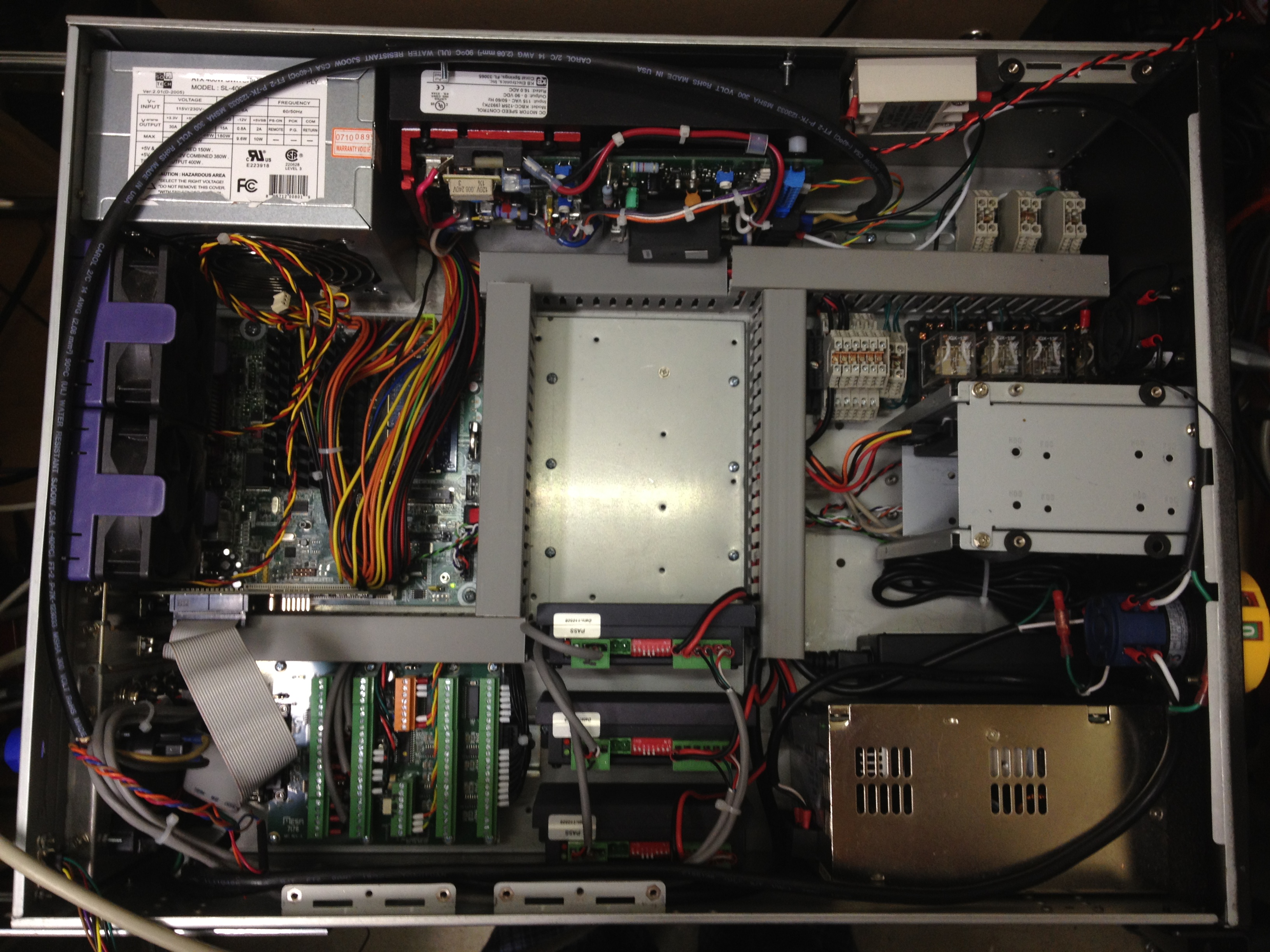{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}