Back
[00:00:13] -!- Valduare has quit [Quit: Valduare]
[00:01:38] -!- micges has quit [Quit: Wychodzi]
[00:09:28] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91 [Firefox 30.0/20140605174243]]
[00:10:54] -!- The_Ball has quit [Remote host closed the connection]
[00:15:41] -!- FreezingAlt [FreezingAlt!~FreezingC@135.0.41.14] has joined #linuxcnc
[00:18:06] -!- FreezingCold has quit [Ping timeout: 240 seconds]
[00:22:40] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[00:22:46] <zeeshan|2> this makes no sense
[00:22:53] <zeeshan|2> the .5hp single phase 240v input
[00:23:06] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[00:23:06] <zeeshan|2> says you need to size the wire for 15A!!
[00:23:18] -!- gambakufu has quit [Read error: Connection reset by peer]
[00:23:38] <zeeshan|2> 240V*15A = 3600W = 4.82HP
[00:23:45] <zeeshan|2> a little overkill?
[00:23:54] <CaptHindsight> zeeshan|2: what says that?
[00:24:00] <zeeshan|2> the teco vfd manual
[00:24:13] <CaptHindsight> thats based on the electrical code
[00:24:17] <zeeshan|2> http://factorymation.info/acdrives/FM50manual.pdf
[00:24:18] <zeeshan|2> page 13
[00:24:29] <CaptHindsight> #14
[00:24:37] <zeeshan|2> yea
[00:25:15] <CaptHindsight> that is why you don't see #18 being used
[00:27:31] -!- SpeedEvil has quit [Client Quit]
[00:27:56] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[00:29:31] <zeeshan|2> CaptHindsight: check this out
[00:29:55] <zeeshan|2> sec
[00:30:31] FreezingAlt is now known as FreezingCold
[00:34:48] <CaptHindsight> did I miss it?
[00:36:02] <ssi> lol
[00:37:53] <Tom_itx> yup
[00:37:53] <zeeshan|2> sorry
[00:37:54] <zeeshan|2> http://i.imgur.com/Fr7BQhg.png
[00:38:03] <zeeshan|2> so thats all the stuff that needs to be powered
[00:38:10] <zeeshan|2> im missing the lubricator, but thats only .8A
[00:38:18] <zeeshan|2> if you total all that stuf up
[00:38:36] <zeeshan|2> i need a wire thats rated for 120A!!!
[00:38:40] <zeeshan|2> going into the box!
[00:38:44] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[00:38:50] <zeeshan|2> something isn't right :P
[00:39:41] <CaptHindsight> where did you get those current ratings from?
[00:39:46] <zeeshan|2> which ones?
[00:39:52] <zeeshan|2> the vfd ones are right from the manuals
[00:39:59] <zeeshan|2> the servo amp i calculated
[00:40:03] <zeeshan|2> the psu ones is whats on the psu
[00:40:04] <CaptHindsight> the ones in the drawing in that link ^^
[00:40:22] <zeeshan|2> servo amps can output 2256W
[00:40:32] <zeeshan|2> so 2256/110 ~21A
[00:40:37] <zeeshan|2> i added a bit more buffer to make safer
[00:40:38] <CaptHindsight> 1/2 HP isn't 15A
[00:41:19] <zeeshan|2> well a 1/2hp single phase draws twice as much current
[00:41:22] <zeeshan|2> cause its single phase
[00:41:32] <zeeshan|2> so it'll draw 1hp = 746W
[00:41:45] <zeeshan|2> thats 3.1A
[00:41:57] <zeeshan|2> i have no clue why the vfd manufacturer says i need a 15A wire
[00:42:18] <CaptHindsight> because thats the smallest size you should use for code
[00:42:45] <CaptHindsight> they don't know where you're going to mount it
[00:43:24] <zeeshan|2> well there is a huge difference between 3.1A
[00:43:26] <zeeshan|2> and 15A!
[00:43:27] <zeeshan|2> :P
[00:43:35] <zeeshan|2> even the 10 hp drive they recommend 60A
[00:43:39] <zeeshan|2> when you work out the math you get 32A
[00:43:51] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[00:44:06] <CaptHindsight> ok, so you're trying to figure out what size wire and how to protect it all
[00:44:44] <zeeshan|2> yea
[00:44:46] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[00:44:54] <Tom_itx> put a breaker box inside your control pannel
[00:45:05] <Tom_itx> attach the proper breakers for each circuit
[00:45:12] <zeeshan|2> Tom_itx: still doesnt change the fact
[00:45:16] <zeeshan|2> that the wire going into the box will be massive
[00:45:20] <zeeshan|2> according to these numbers
[00:45:21] <CaptHindsight> well what happens is that they take current ratings like stall currents and max currents and then go up to larger recommended sizes
[00:45:22] <Tom_itx> uh huh
[00:45:31] <Tom_itx> run 00 wire to the breaker
[00:46:08] <Tom_itx> you should see the size of the junction box for all the machines in my bud's shop
[00:47:36] <CaptHindsight> zeeshan|2: you have 3 separate VFD's?
[00:47:43] <zeeshan|2> yea
[00:47:44] <zeeshan|2> i will
[00:47:49] <CaptHindsight> just making sure
[00:48:11] <Tom_itx> i was halfway joking and halfway not...
[00:48:20] <Tom_itx> about the breaker box
[00:48:39] <zeeshan|2> Tom_itx: my plan was to feed one big ass wire
[00:48:53] <roycroft> i want this, but i have nowhere to put it, no way to haul it, and no money to buy it:
[00:48:55] <roycroft> http://eugene.craigslist.org/tld/4700569534.html
[00:48:56] <zeeshan|2> which goes through my big ass disconnect switch
[00:49:07] <zeeshan|2> then goes to fuse, then after that distributes using terminals
[00:49:17] <zeeshan|2> and theres fuses in line before each device
[00:49:28] <zeeshan|2> roycroft: thats so nice
[00:49:29] <zeeshan|2> lol
[00:50:05] <roycroft> it's a beautiful lathe
[00:50:09] <Tom_itx> gear drive head?
[00:50:10] <roycroft> and not a bad price for what it is
[00:50:16] <Tom_itx> does it have a gear set too?
[00:50:41] <roycroft> i don't know
[00:50:54] <Tom_itx> kinda important if you wanna do threads
[00:50:54] <CaptHindsight> the overcurrent protection is sized to protect the conductors, the devices all have their own protection
[00:50:55] <roycroft> it has a quick change gear box
[00:51:05] <roycroft> but it would still need some change gears
[00:51:09] <Tom_itx> yeah
[00:51:16] <Tom_itx> sometimes hard to find
[00:51:26] <CaptHindsight> wire size is based on the type of load along with max current
[00:51:38] -!- mightym has quit [Quit: ZZZzzz…]
[00:51:47] <roycroft> because of the three reasons listed above, i'm not going to do further research on it
[00:51:58] <roycroft> it's nice for wishing and drooling though
[00:51:59] <Tom_itx> don't they also factor in a x2 safety factor for load?
[00:52:13] <Tom_itx> or 1.5 at least
[00:53:22] <CaptHindsight> well you usually only have ~70% of the actual load allowed for the rating of the conductor and breaker/fuse
[00:54:09] <CaptHindsight> so yeah 70% or 1.5X depending on the way you want to look at it
[00:55:22] <zeeshan|2> if you follow nec guideline, for a 10hp motor, the FLA is 28A @ 230V (Table 430.25). The ampacity of the branch circuit conductor based on table 430.122 says 125% of FLA. so 28*1.25=35A
[00:55:29] <zeeshan|2> its no where close to the 60A the manufacturer is recommending
[00:55:41] <zeeshan|2> so i'm either missing something
[00:55:48] <zeeshan|2> or theyre being super safe
[00:56:25] <CaptHindsight> thats why I was asking about where those current ratings are coming from
[00:57:26] <zeeshan|2> for 1HP they recommend 4.2A, 1.25*4.2=5.25A
[00:57:31] <zeeshan|2> no where close to the 15
[00:57:32] <zeeshan|2> haha
[00:58:34] <CaptHindsight> http://www.lbcc.edu/Electrical/documents/MotorCenter2.pdf
[00:59:27] <CaptHindsight> has an example
[01:00:04] <zeeshan|2> lol i added wrong according to my current diagram
[01:00:16] <zeeshan|2> 60+15+15+25+25+25+1+10+1+3 = 180A!
[01:00:18] -!- FreezingCold has quit [Read error: Connection reset by peer]
[01:00:30] -!- patrickarlt has quit [Remote host closed the connection]
[01:00:30] <CaptHindsight> yeah, thats not how you do it
[01:00:39] <zeeshan|2> ??
[01:00:49] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[01:01:17] <CaptHindsight> plus you would have #000 200A thhn copper with the smaller motors all tied together
[01:01:28] <CaptHindsight> if you did it that way
[01:02:25] -!- tinkerer has quit [Quit: Leaving.]
[01:02:41] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[01:02:43] <CaptHindsight> you need to go by the actual max currents and create your branches
[01:03:08] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[01:03:33] <zeeshan|2> reading through your example
[01:03:46] <CaptHindsight> make up the same drawing only this time with the max currents vs the ampacity of the conductors they recommend
[01:05:21] <zeeshan|2> only 3 things on there
[01:05:24] <zeeshan|2> dont have actual currents
[01:05:31] <zeeshan|2> and i guess the servo amplifiers
[01:05:34] <zeeshan|2> theyre also 21A not 25A
[01:05:58] <CaptHindsight> I really wanted you to see the NEC table
[01:07:21] <zeeshan|2> 3+1+10+21+1+21+21+5.25+5.25+35
[01:07:22] <CaptHindsight> you have servo amps and VFD's so that is different than using AC motors
[01:07:36] <zeeshan|2> 123.5A
[01:09:14] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[01:09:18] -!- Groguard has quit [Read error: Connection reset by peer]
[01:10:04] <CaptHindsight> do you have a service >100A at the house?
[01:10:10] <zeeshan|2> yea its 200A
[01:10:51] <ssi> zeeshan|2: my machine's manual says 24KVA theoretical full load
[01:10:56] <ssi> and I'm going to run it all on a 60A breaker
[01:10:58] <ssi> you'll be fine
[01:11:01] <zeeshan|2> haha
[01:11:04] <zeeshan|2> mine says 40A
[01:11:05] <zeeshan|2> 240VAC
[01:11:07] <zeeshan|2> 3ph.
[01:11:16] <zeeshan|2> so thats why im wondering how im suddenly going up to 123-180A
[01:11:24] <zeeshan|2> but i guess the servo amps are diff
[01:11:25] <ssi> because you're adding up a bunch of bogus numbers
[01:11:48] <ssi> size the breakers to the wire
[01:12:11] <ssi> run 6awg to the machine, run it on a 60A breaker, and stop stressing :)
[01:12:31] <ssi> for one thing, you'll find that the biggest breaker you can buy for a home panel is 70A, and it's four times as much money as a 60A
[01:12:53] <zeeshan|2> i have a 100A breaker
[01:13:05] <Tom_itx> just stick a chunk of aluminum in place of the breaker!
[01:13:08] <zeeshan|2> lol
[01:13:26] <Tom_itx> if it gets too damn hot it'll melt
[01:13:52] <zeeshan|2> ssi my 100A breaker in the garage
[01:13:56] <zeeshan|2> feeds the 100A panel in the house
[01:14:00] <zeeshan|2> the garage panel is 200A
[01:14:13] -!- zz_Groguard [zz_Groguard!~Groguard@ip68-227-247-165.ph.ph.cox.net] has joined #linuxcnc
[01:14:14] zz_Groguard is now known as Groguard
[01:14:56] <ssi> if the original box on your machine said 40A, why would you do anything bigger?
[01:15:14] <zeeshan|2> cause ive added 3 servo amps
[01:15:23] <zeeshan|2> which can potentially draw 21A each
[01:15:31] <ssi> "potentially"
[01:15:42] <zeeshan|2> you always size the wire for "potentially"
[01:15:45] <zeeshan|2> :)
[01:15:55] <zeeshan|2> in reality, you're right it wont hit it
[01:15:56] <ssi> no, no you don't
[01:16:01] <zeeshan|2> like what are the chances
[01:16:09] <ssi> those servo amps could "potentially" draw infinite amps
[01:16:11] <ssi> if they short
[01:16:13] <zeeshan|2> all 3 servo amps are gonna draw 21+21+21A!
[01:16:19] <ssi> you don't size the wire for infnite amps
[01:16:24] <zeeshan|2> okay i said it wrong
[01:16:28] <zeeshan|2> you size it for full load amps
[01:16:30] <zeeshan|2> * 1.25
[01:16:32] <ssi> dude my 25hp vfd is 60A full load
[01:16:35] <ssi> your servo amps are not 60A
[01:16:36] <ssi> I promise
[01:16:47] <zeeshan|2> they are at 120vac..
[01:17:03] <ssi> alright never mind
[01:17:26] <ssi> I forgot you're the eletrical wizard around here
[01:17:54] <zeeshan|2> i've sized stuff in the past for power distribution
[01:17:57] <zeeshan|2> so i have a clue about it
[01:18:06] <zeeshan|2> usually we'd overkill it
[01:18:14] <zeeshan|2> but in my case, its getting too big
[01:18:27] <zeeshan|2> hence why im conversing it
[01:18:28] <zeeshan|2> *here
[01:18:42] <CaptHindsight> 5000W is way to high for the servo amps
[01:18:43] -!- AR__ has quit [Read error: Connection reset by peer]
[01:18:49] <CaptHindsight> 5000W ea
[01:18:53] <zeeshan|2> how are you getting 5000W?
[01:18:57] <zeeshan|2> theyre at 120vac
[01:19:02] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[01:19:12] <zeeshan|2> 21*120 = 2500W
[01:19:26] -!- AR__ [AR__!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[01:19:29] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[01:19:51] <CaptHindsight> how do you set the current limit on the servo amplifiers?
[01:20:05] <zeeshan|2> i believe there are some dip switches
[01:20:17] <CaptHindsight> what setting will you use?
[01:20:59] <zeeshan|2> maximum for Z axis
[01:21:11] <zeeshan|2> which i think is 12.5A continuous
[01:22:35] <CaptHindsight> I lost track of what motors they are (voltage, type etc)
[01:22:42] <zeeshan|2> hah
[01:22:49] -!- __rob has quit [Ping timeout: 272 seconds]
[01:23:06] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[01:23:33] <zeeshan|2> the smaller x and y motors are 1180W
[01:23:34] <CaptHindsight> but you're going to find after adding it all up properly that SSI is in the ballpark
[01:23:46] <zeeshan|2> the Z axis 2200W
[01:24:44] <zeeshan|2> so take Z axis for example, 2200W/115 = 19.15*1.25 = 24A
[01:25:19] <zeeshan|2> 1180/115 = 10.26*1.25 = 13A
[01:25:21] -!- syyl has quit [Read error: Connection reset by peer]
[01:29:54] -!- __rob [__rob!~rob@host86-161-197-218.range86-161.btcentralplus.com] has joined #linuxcnc
[01:32:16] -!- AR__ has quit [Read error: Connection reset by peer]
[01:32:44] -!- AR__ [AR__!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[01:35:56] <ssi> so this is disconcerting
[01:36:12] <ssi> I'm going through the manual for the vfd, trying to set everything up in the order it tells me to
[01:36:17] <ssi> and most of the options aren't available
[01:36:24] <ssi> it skips past them in the programming menus
[01:36:29] <zeeshan|2> haha what
[01:37:20] <zeeshan|2> ssi
[01:37:23] <zeeshan|2> i dont know if you know this
[01:37:29] <zeeshan|2> but i spent a year designing these things:
[01:37:44] <jdh> might explainit.
[01:37:45] <zeeshan|2> http://s130.photobucket.com/user/turbozee84/media/null_zpsde82b15a.jpg.html?sort=3&o=185
[01:37:57] <zeeshan|2> not a year making those specific things
[01:37:59] <zeeshan|2> but in that industry
[01:38:07] <zeeshan|2> http://i130.photobucket.com/albums/p252/turbozee84/null_zpsc0883b70.jpg
[01:38:18] <zeeshan|2> i was responsible for all the mechanical stability , ventilation
[01:38:31] <zeeshan|2> once in a while i had to size bus bars
[01:38:59] <ssi> I'm truly happy for you
[01:39:11] <zeeshan|2> so plz don't assume.
[01:39:12] <zeeshan|2> thanks.
[01:40:03] <ssi> I haven't done anything but bow to your amazing wisdom
[01:40:12] <zeeshan|2> ...
[01:40:27] <Tom_itx> .
[01:41:40] <ssi> .
[01:41:41] <ssi> doh
[01:41:57] <Tom_itx> .
[01:44:49] -!- CaptHindsight has quit [Quit: gone]
[01:49:15] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[01:49:23] <XXCoder> yo
[01:51:24] -!- Groguard has quit [Read error: Connection reset by peer]
[01:54:43] -!- zz_Groguard [zz_Groguard!~Groguard@ip68-227-247-165.ph.ph.cox.net] has joined #linuxcnc
[01:54:44] zz_Groguard is now known as Groguard
[01:55:22] <zeeshan|2> no matter how i ad up the numbers
[01:55:24] <zeeshan|2> i keep gett 120A.
[01:55:39] <zeeshan|2> even after derating to servo amps to what they're driving
[01:55:47] <XXCoder> use numbers GOP use :P
[01:55:57] <XXCoder> add numbers up then use whatever answer you want
[01:56:02] <zeeshan|2> the only thing i can think of
[01:56:08] <zeeshan|2> is having 2 seperate wires
[01:56:17] <zeeshan|2> for 240V circuits and 110V circuits
[01:56:39] -!- CaptHindsight [CaptHindsight!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[01:57:05] <zeeshan|2> nm
[01:57:08] <zeeshan|2> they do make a 120a breaker
[01:57:10] <zeeshan|2> http://www.ebay.ca/itm/General-Electric-125-AMP-main-breaker-2-Pole-Type-THQL-120-240-Volt-/151414602388?pt=BI_Circuit_Breakers_Transformers&hash=item2341037a94
[01:59:39] -!- koo5 has quit [Ping timeout: 246 seconds]
[02:01:39] -!- anth0ny_ has quit [Quit: anth0ny_]
[02:15:57] postaL is now known as postaL_offline
[02:21:08] -!- patrickarlt has quit [Remote host closed the connection]
[02:26:43] -!- Dava [Dava!~dava@host86-172-203-144.range86-172.btcentralplus.com] has joined #linuxcnc
[02:31:33] <zeeshan|2> http://i.imgur.com/BOwHOMh.png
[02:31:40] <zeeshan|2> i think that'll work
[02:31:43] <zeeshan|2> whatcha think CaptHindsight? :)
[02:31:50] <zeeshan|2> 125A incoming
[02:32:21] -!- AR__ has quit [Ping timeout: 258 seconds]
[02:41:18] -!- sumpfralle1 has quit [Read error: Connection reset by peer]
[02:43:38] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[02:45:42] <CaptHindsight> zeeshan|2: "image no longer available"
[02:45:49] <zeeshan|2> CaptHindsight: 1 sec.
[02:45:54] <zeeshan|2> well 1min :)
[02:45:59] <CaptHindsight> 10 min
[02:46:04] * XXCoder starts timer
[02:47:04] <XXCoder> ding
[02:48:08] * ssi wonders how much fun it's going to be to pull 1/0 in a garage
[02:52:03] <zeeshan|2> wow i took longer
[02:56:00] -!- sumpfralle has quit [Read error: Connection reset by peer]
[02:57:23] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[02:57:50] <ssi> logger[psha]:
[02:58:11] <zeeshan|2> CaptHindsight:
[02:58:12] <zeeshan|2> http://i.imgur.com/q0LEdRw.png
[03:04:41] -!- erve has quit [Ping timeout: 260 seconds]
[03:10:12] -!- sumpfralle has quit [Ping timeout: 260 seconds]
[03:11:18] <CaptHindsight> zeeshan|2: are those numbers the actual current X 1.25?
[03:11:45] <zeeshan|2> yes, so for the 10hp vfd, actual draw is 28A (FLA)
[03:11:55] <zeeshan|2> and you get 35A after 1.25
[03:13:48] <zeeshan|2> i think im gonna play it safe
[03:13:52] <zeeshan|2> and just run 2awg/4 wire in the main
[03:13:59] <zeeshan|2> and run a 100A breaker
[03:14:05] <zeeshan|2> i highly doubt ill have problems then
[03:14:11] <zeeshan|2> if i do, i can upgrade to a 125A breaker on the same wire
[03:14:16] <XXCoder> use 1kA breaker ;)
[03:14:20] <XXCoder> just trollin'
[03:14:39] <CaptHindsight> those numbers are more realistic
[03:14:56] <zeeshan|2> CaptHindsight: the thing i was doing wrong
[03:15:03] <XXCoder> its definitely better to have fuse breaks before more expensive stuff
[03:15:04] <zeeshan|2> was not balancing the 110v loads on each leg
[03:15:18] <zeeshan|2> so all the 110v loads were on L1
[03:16:27] <zeeshan|2> last update
[03:16:27] <zeeshan|2> http://i.imgur.com/cHda1MQ.png
[03:16:28] <zeeshan|2> :D
[03:16:40] <XXCoder> in least that didnt take 11 mins lol
[03:16:44] <zeeshan|2> hahah
[03:16:51] <zeeshan|2> my 1 min is very long!
[03:16:57] <XXCoder> you should have picked mine. not picked bpoth mine and capt and added ogether!
[03:17:03] <CaptHindsight> I napped
[03:17:19] <XXCoder> I have kids. I didnt before zee started
[03:17:21] <XXCoder> ;)
[03:17:28] <zeeshan|2> haha
[03:21:35] -!- diablos [diablos!lion_diabl@197.247.193.211] has joined #linuxcnc
[03:22:25] <jdh> s/have/made/
[03:24:44] -!- anth0ny_ has quit [Quit: anth0ny_]
[03:25:19] postaL_offline is now known as postaL
[03:27:20] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[03:38:40] <CaptHindsight> http://www.3ders.org/articles/20141016-ornl-reveals-technique-to-precisely-control-3d-metal-printing-process-at-the-microscale.html
[03:38:57] <CaptHindsight> Ryan Dehoff, staff scientist and metal additive manufacturing lead at ORNL said that this method will allow engineers to make metal parts that are stronger, lighter and function better than those made by conventional manufacturing processes.
[03:39:20] <CaptHindsight> suck on that you chip makers!
[03:40:07] <ssi> they really really really want to obsolete us don't they
[03:40:13] <CaptHindsight> heh
[03:41:30] <CaptHindsight> "the technique can control the microstructure, or crystallographic texture," this is the key part along with varying the alloy for the layers
[03:42:28] <CaptHindsight> probably 20+ years off from being used in mass production
[03:42:41] <CaptHindsight> the patents have to expire first
[03:43:28] -!- Roguish has quit [Remote host closed the connection]
[03:44:11] -!- anth0ny_ has quit [Client Quit]
[03:54:46] -!- diablos has quit []
[04:03:24] -!- amiri has quit [Ping timeout: 260 seconds]
[04:09:13] <zeeshan|2> CaptHindsight: again i think it cant be used past prototyping
[04:09:19] <zeeshan|2> or very expensive parts
[04:09:28] <zeeshan|2> i mean there is a reason why we still have casting
[04:09:34] <zeeshan|2> and not everything is being cnc machined
[04:10:01] <zeeshan|2> do you think they'll make the process much faster in the future?
[04:10:21] -!- patrickarlt has quit [Client Quit]
[04:17:11] -!- anth0ny_ has quit [Client Quit]
[04:22:07] <CaptHindsight> that's the trick, multiple electron beams or a way to modulate a large diameter beam
[04:23:14] <CaptHindsight> right now it's like having an inkjet with only one nozzle, with thousands of nozzles you can print single pass at high res into the meters per second
[04:24:29] <CaptHindsight> make the equivalent with an e-beam or laser
[04:26:03] <zeeshan|2> ohh
[04:26:14] <zeeshan|2> i got you!
[04:26:39] <zeeshan|2> so its like shooting a raster laser pattern
[04:26:39] <zeeshan|2> all over the layer
[04:26:41] <zeeshan|2> in one snapshot
[04:27:02] <zeeshan|2> but doing it with electrons
[04:27:02] <CaptHindsight> yes
[04:27:13] <zeeshan|2> okay i can see that being quick
[04:27:18] <zeeshan|2> but yous till need to lay the powder
[04:27:21] -!- karavanjo has quit [Ping timeout: 246 seconds]
[04:27:23] <zeeshan|2> so it'd be "snapshot"
[04:27:23] <CaptHindsight> lcd for electrons or a laser
[04:27:29] <zeeshan|2> "powder scatter"
[04:27:33] <zeeshan|2> "snapshot" powder scatter
[04:27:52] <zeeshan|2> so if you want 0.001 precision, you'd need to do that process 1000 times to get to 1" height
[04:27:59] <CaptHindsight> yes, an entire plane printed in one instant vs just a single spot at a time
[04:28:15] <zeeshan|2> i can see the powder spreading taking longer
[04:28:19] <zeeshan|2> than the electron snaposhot
[04:28:36] <zeeshan|2> 1s for powder scatter, 0.1 s for electron snapshot
[04:28:49] -!- gambakufu [gambakufu!~ah@bzq-84-110-111-39.red.bezeqint.net] has joined #linuxcnc
[04:28:54] <zeeshan|2> would take 18 min to print 1"
[04:29:20] <zeeshan|2> random numbers just to get a rough estimate :P
[04:29:49] <CaptHindsight> you get it
[04:29:53] -!- gambakufu has quit [Client Quit]
[04:30:35] <CaptHindsight> I should patent that now just to screw everything over for the next 20+ years
[04:31:07] <zeeshan|2> hahaha
[04:31:11] <zeeshan|2> save the chip making world!
[04:31:12] <zeeshan|2> :D
[04:31:42] -!- gambakufu [gambakufu!~ah@bzq-84-110-111-39.red.bezeqint.net] has joined #linuxcnc
[04:34:20] <CaptHindsight> what if you didn't have to spread the powder
[04:34:50] <zeeshan|2> how else can you put a thin layer of powder
[04:34:52] <CaptHindsight> what if it worked like an electrostatic printer or laser printer
[04:35:03] <zeeshan|2> so a charge is on the layer
[04:35:06] <zeeshan|2> which attracts powder
[04:35:08] <zeeshan|2> like powdercoating
[04:35:21] <zeeshan|2> that could work!
[04:35:29] <CaptHindsight> or you e-beam in a constant spiral
[04:45:17] <CaptHindsight> right now 3d printing of molds for casting has been very overlooked
[04:45:57] <XXCoder> it is.
[04:46:12] <XXCoder> I rarely see making mold via 3d printer
[04:46:15] <CaptHindsight> you can 3d print molds for casting aluminum very rapidly
[04:46:22] <XXCoder> I mean, it's dead simple to make 3d printer for say wac
[04:46:24] <XXCoder> wax
[04:46:33] <CaptHindsight> sand molds as well
[04:47:03] <zeeshan|2> im thinking
[04:47:07] <zeeshan|2> i should just scrap the 3 transformers ihave
[04:47:28] <zeeshan|2> http://www.kijiji.ca/v-view-details.html?adId=1025946532
[04:47:30] <zeeshan|2> i cvurrently have those up
[04:47:31] -!- storrgie has quit [Remote host closed the connection]
[04:47:33] <zeeshan|2> but realistically
[04:47:37] <zeeshan|2> i dont think anyone will need em :P
[04:47:39] <CaptHindsight> you can inkjet wax in the several liters per hour at better than 0.001" res
[04:47:58] <XXCoder> thats hella fine resolution
[04:48:16] <XXCoder> well night
[04:48:29] <CaptHindsight> hasta
[04:49:30] <CaptHindsight> zeeshan|2: are the ads on kijiji free?
[04:49:33] <zeeshan|2> yes
[04:50:08] <CaptHindsight> heh "Over 6,636,478 Free Local Classifieds" on the top banner
[04:50:21] <CaptHindsight> what day is it?
[04:50:29] <zeeshan|2> you can make it more visible
[04:50:33] <zeeshan|2> by paying for "top ad"
[04:50:39] <zeeshan|2> which puts it at the top of all other ads
[04:50:45] -!- ve7it has quit [Remote host closed the connection]
[04:51:08] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[04:52:13] <CaptHindsight> do you have to repost them every few days like Craigslist?
[04:53:11] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[04:53:18] <CaptHindsight> the US link takes you to
http://www.ebayclassifieds.com/
[04:53:27] <zeeshan|2> they stay for 30 days
[04:58:30] -!- __rob has quit [Ping timeout: 265 seconds]
[04:58:32] <CaptHindsight> http://www.kijiji.ca/v-business-industrial/winnipeg/alzmetal-vertical-milling-machine-for-sale-or-rent/598337513?enableSearchNavigationFlag=true how about Tuesday from 11 to 4?
[05:01:32] <CaptHindsight> do things get more expensive in Manitoba and and Saskatchewan?
[05:01:46] -!- Fox_Muldr has quit [Ping timeout: 240 seconds]
[05:04:00] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01c61e.pool.mediaways.net] has joined #linuxcnc
[05:21:18] -!- ve7it has quit [Remote host closed the connection]
[05:22:37] -!- syyl [syyl!~sg@p4FD1254E.dip0.t-ipconnect.de] has joined #linuxcnc
[05:29:45] -!- sliptonic has quit [Read error: Connection reset by peer]
[05:33:14] -!- syyl_ [syyl_!~sg@p4FD12265.dip0.t-ipconnect.de] has joined #linuxcnc
[05:36:22] -!- syyl has quit [Ping timeout: 240 seconds]
[05:49:30] -!- erve has quit []
[06:01:24] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-48-124.fv.ks.cox.net] has joined #linuxcnc
[06:06:33] <zeeshan|2> CaptHindsight: yews
[06:06:47] <zeeshan|2> ontario and quebec are the cheapest
[06:22:50] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-44-107.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[06:28:38] <MacGalempsy> hello
[06:38:46] -!- f1oat has quit [Ping timeout: 240 seconds]
[06:41:39] -!- arvidkahl has quit [Quit: My MacBook Pro has gone to sleep. ZZZzzz…]
[06:48:56] -!- moorbo [moorbo!~moorbo@dyn-253-113.hrz.uni-kassel.de] has joined #linuxcnc
[06:50:32] -!- MacGalempsy has quit [Remote host closed the connection]
[06:50:34] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[06:52:12] -!- Deejay__ [Deejay__!~Deejay@p54B67E1C.dip0.t-ipconnect.de] has joined #linuxcnc
[06:52:20] <Deejay__> moin
[06:55:06] -!- moorbo has quit [Ping timeout: 240 seconds]
[06:56:55] -!- moorbo [moorbo!~moorbo@dyn-253-113.hrz.uni-kassel.de] has joined #linuxcnc
[06:57:49] -!- The_Ball has quit [Remote host closed the connection]
[07:02:48] -!- porjo has quit [Quit: Leaving]
[07:06:38] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[07:21:37] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[07:28:22] -!- balestrino has quit [Ping timeout: 240 seconds]
[07:28:56] <Loetmichel> mornin'
[07:31:35] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[07:33:04] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[07:35:42] -!- moorbo has quit []
[07:35:51] -!- rob_h [rob_h!~robh@2.127.23.190] has joined #linuxcnc
[07:37:36] -!- The_Ball has quit [Ping timeout: 260 seconds]
[07:38:22] -!- asdfasd [asdfasd!~332332@176.253.29.228] has joined #linuxcnc
[07:39:17] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[07:50:39] -!- b_b has quit [Changing host]
[08:07:32] -!- SpeedEvil has quit [Ping timeout: 255 seconds]
[08:07:34] -!- BitEvil [BitEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[08:07:39] -!- syyl [syyl!~sg@p4FD10588.dip0.t-ipconnect.de] has joined #linuxcnc
[08:08:45] -!- syyl_ws [syyl_ws!~sg@p4FD10588.dip0.t-ipconnect.de] has joined #linuxcnc
[08:09:18] -!- syyl_ has quit [Ping timeout: 258 seconds]
[08:25:56] -!- brianmorel99 has quit [Quit: brianmorel99]
[08:40:27] -!- awallin has quit [Ping timeout: 272 seconds]
[08:41:45] -!- awallin [awallin!awallin@lakka.kapsi.fi] has joined #linuxcnc
[08:58:32] -!- vapula [vapula!~rolland@72-236.80-90.static-ip.oleane.fr] has joined #linuxcnc
[08:59:50] Deejay__ is now known as Deejay
[08:59:54] -!- Deejay has quit [Changing host]
[08:59:54] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[09:03:20] -!- koo6 [koo6!~sirdancea@98.82.broadband5.iol.cz] has joined #linuxcnc
[09:07:52] -!- b_b has quit [Remote host closed the connection]
[09:08:28] -!- b_b has quit [Changing host]
[09:50:44] -!- maximilian_h1 has quit [Ping timeout: 250 seconds]
[09:51:22] -!- toxx has quit [Ping timeout: 240 seconds]
[09:52:39] -!- syyl_ws has quit [Quit: Verlassend]
[09:54:55] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[10:04:32] -!- mhaberler [mhaberler!~mhaberler@bigmac.stiwoll.mah.priv.at] has joined #linuxcnc
[10:07:57] -!- nofxx has quit [Ping timeout: 260 seconds]
[10:08:04] -!- maximilian_h [maximilian_h!~bonsai@dslb-094-218-169-191.094.218.pools.vodafone-ip.de] has joined #linuxcnc
[10:14:22] -!- mhaberler has quit [Quit: mhaberler]
[10:15:59] -!- mhaberler [mhaberler!~mhaberler@bigmac.stiwoll.mah.priv.at] has joined #linuxcnc
[10:19:07] -!- Lathe_newbie has quit [Remote host closed the connection]
[10:19:52] -!- mightym has quit [Quit: ZZZzzz…]
[11:09:13] -!- sudobangbang has quit [Ping timeout: 265 seconds]
[11:16:26] -!- erve has quit []
[11:18:01] -!- chillly has quit [Remote host closed the connection]
[11:20:40] -!- skunkworks has quit [Ping timeout: 260 seconds]
[11:24:34] -!- maximilian_h [maximilian_h!~bonsai@dslb-094-218-169-191.094.218.pools.vodafone-ip.de] has parted #linuxcnc
[11:27:25] -!- mhaberler has quit [Quit: mhaberler]
[11:31:16] -!- tronwizard has quit [Ping timeout: 250 seconds]
[11:33:05] -!- tronwizard [tronwizard!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[11:39:03] -!- WyrM has quit [Ping timeout: 272 seconds]
[11:45:54] -!- sudobangbang has quit [Ping timeout: 246 seconds]
[11:46:47] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[11:57:00] BitEvil is now known as Speedevil
[11:57:49] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:10:17] -!- lair82 [lair82!616b5c34@gateway/web/freenode/ip.97.107.92.52] has joined #linuxcnc
[12:13:40] <lair82> ssi you around?
[12:36:23] -!- b_b has quit [Remote host closed the connection]
[12:39:32] -!- syyl has quit [Ping timeout: 260 seconds]
[12:40:30] -!- b_b has quit [Changing host]
[13:02:02] -!- balestrino has quit [Ping timeout: 272 seconds]
[13:05:03] <CaptHindsight> http://www.3ders.org/articles/20141016-the-smallest-battery-powered-3d-resin-printer-launches-on-kickstarter.html take that you chip makers, when did you ever see a battery powered mill? :p
[13:07:23] -!- paideia [paideia!~paideia@191.229.28.37.rev.vodafone.pt] has joined #linuxcnc
[13:11:18] -!- mightym has quit [Quit: ....]
[13:11:30] <jthornton> anyone know of a way to pass a value from a pyvcp spin box to a subroutine?
[13:21:49] -!- Valen has quit [Quit: Leaving.]
[13:24:06] -!- zeitue has quit [Quit: Leaving]
[13:36:13] -!- phantoxe has quit [Remote host closed the connection]
[13:37:03] -!- dutchfish [dutchfish!~wil@unaffiliated/dutchfish] has joined #linuxcnc
[13:37:13] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[13:38:13] <dutchfish> hi, anyone willing to answer some basic questions to get me going?
[13:39:24] -!- tronwizard has quit [Ping timeout: 272 seconds]
[13:40:13] <dutchfish> my first one is, is it possible to bootstrap the hardware (i have the electronics part of the setup going), with minimal tools, so i can basically do my own machineparts, i have some of the parts but not all.
[13:43:24] <dutchfish> my first project would be a small tabletop router, nema17 or nema23 (which i both have running, because i want to make an A4 based as my primer and a larger one in the future), for making pcb's and small aluminium parts.
[13:44:03] <dutchfish> from that i hope to do my own machineparts to cut down costs
[13:44:29] <jdh> dutchfish: yes.
[13:44:31] <dutchfish> is that possible? any hints or tips welcome to get me bootstrapped.
[13:45:50] -!- tronwizard [tronwizard!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[13:45:53] <dutchfish> jdh, what do you recommend to get me going without going to very expensies holahoops?
[13:46:26] <jdh> way too many variables.
[13:46:36] <jdh> and what is 'very expensive' to you?
[13:46:37] <dutchfish> jdh, btw i have some 1x1inch cntruction alu-profile, around 2 pieces of 2 mtrs
[13:47:07] <dutchfish> jdh, less then 600 euro would be ok
[13:47:21] <dutchfish> jdh, i have motors electronics all working
[13:47:49] <jdh> do you have tools? drillpress? semi-accurate saw?
[13:47:54] <dutchfish> jdh, fyi, i am a linuxguy, but dont know very much about tooling
[13:48:08] <jdh> me too
[13:49:13] <dutchfish> jdh, i have a dewalt 800 watt spindle motor, 1 dernier closed loop dc, 1 yamasha dc motor 300rpm, 3 nema23 and 5 nema17 (3Amps), handtools, tablesaw with widiablade, common handtools
[13:50:08] <dutchfish> oopos, yamasha dc motoer 3000rpm*
[13:50:49] <dutchfish> jdh, aluprofile 1inch, heavy duty 2 pieces of 2 mtr
[13:51:01] <dutchfish> jdh, and small aluparts
[13:51:02] <jdh> you could buy a pre-built router frame for about 650 euro
[13:51:22] <dutchfish> jdh, like the chinese ones?
[13:51:33] <jdh> yep
[13:51:40] <dutchfish> jdh, fyi, i am studying this subject for over 1 year
[13:51:55] <dutchfish> jdh, looked alot a ny7cnc
[13:52:11] -!- ju_emb [ju_emb!~jgnoss@2001:1388:1b8a:42d:3c87:4903:ff9e:7a91] has joined #linuxcnc
[13:52:24] <jdh> don't know that one
[13:52:32] <jdh> http://www.carving-cnc.com/cnc-router-mainbody.html
[13:53:05] <jdh> you are in .nl?
[13:53:13] <jdh> what do you want to do with your machine?
[13:53:38] <dutchfish> jdh, this is this channel i mentioned
https://www.youtube.com/channel/UCRcZL-xSVg55-na811vMgGA
[13:54:11] <dutchfish> jdh, i want high precision cnc small alu stuff, like hamradio parts, like aluknobs, frontplates, pcb etc
[13:54:28] <dutchfish> jdh, i am actually also a hamradio-operator
[13:54:52] <dutchfish> jdh, yes i am in .nl
[13:55:06] <jdh> his looks pretty good. He has more free time than I do.
[13:55:21] <dutchfish> ;)
[13:56:49] <dutchfish> jdh, those looks pretty sturdy, but transport costs are prolly gone kill the project .... ?
[13:56:51] <ju_emb> hi, I need to mill a piece that is most likely a pocket and has a name in it. Any recommended linux based program for toolpath generation?
[13:57:30] <jdh> there are cheaper versions on ebay
[13:58:19] <jdh> ju_emb:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Simple_LinuxCNC_G-Code_Generators
[13:58:23] <dutchfish> jdh, yes, but i fear for the quality; as i said i am not a good toolguy, and hardly can judge about backlash, resonances, quality
[13:59:10] <jdh> dutchfish: the screws/etc will be of the same quality you would buy for the same amount.
[13:59:32] <dutchfish> jdh, you mean the trapezium spindles?
[14:00:04] <jdh> ballscrews in this case.
[14:00:10] <dutchfish> ok
[14:00:44] <ju_emb> jdh: I know that page and I'm sticking around for two day's now with some of them, but seems I'm to stupid to get a acceptable result out of it. That's why I'm asking here for recommendation.
[14:00:45] <dutchfish> jdh, thats the most evident part i am still missing, i have enough aluminium to build at least 2, but i need to get bootstrapped somehow
[14:01:29] <jdh> ju_emb: perhaps
http://www.scorchworks.com/Fengrave/fengrave.html
[14:01:38] <jdh> if you just want text engraving.
[14:01:53] <jdh> dutchfish: start drawing, start cutting.
[14:02:13] <jdh> 1x1 alum is pretty flexy though.
[14:02:16] <dutchfish> ju_emb, if your project is a oneoff, you could draw your own templates right within linuxcnc
[14:02:30] <dutchfish> ju_emb, it did thta part already for my own projects
[14:02:43] <ju_emb> I need to mill-out a pocket all around the text,
[14:02:58] <dutchfish> ju_emb, yeh, possible with a template
[14:03:19] <jdh> ju_emb: I do that with cut2d, but not linux and not free... The free CamBam might do that also
[14:04:13] <dutchfish> ju_emb, if you go windows, bobcat is another one, it can do from linux cad software as well
[14:04:40] * dutchfish mumbles, too many choices
[14:06:03] <ju_emb> CamBam I havn't tried yet, maybe I should give it a shot
[14:08:18] <ju_emb> http://www.cambam.info/downloads/ xxx.msi looks also like windows only
[14:08:45] <ju_emb> sorry guys, got it for linux
[14:11:12] -!- paideia has quit [Quit: Leaving]
[14:12:15] <dutchfish> ju_emb, if you are on the same route as me (all linux) i would go the route of qcad->meshcam->gcode route, that is what i planned for my major projects
[14:13:05] <dutchfish> ju_emb, this is meshcam
http://www.grzsoftware.com/users/linux-cnc/
[14:14:14] <ju_emb> dutchfish: yes I'm Linux-only I'll have a look at meshcam now
[14:15:46] <dutchfish> ju_emb, maybe later, when i settled, i write my own cam from scratch in QT
[14:16:32] <dutchfish> (when i get my pension)
[14:17:25] <ju_emb> dutchfish: that's a big project, but if you go for it, let me know, I'm in
[14:17:40] <dutchfish> oh, and before i forget, kudos to the devs of linuxcnc
[14:18:31] -!- tjtr33 [tjtr33!~tjtr33@c-67-162-58-61.hsd1.il.comcast.net] has joined #linuxcnc
[14:19:04] <dutchfish> ju_emb, yes, the cam part is for now th ebiggest hurdle i believe
[14:19:36] <dutchfish> ju_emb, nothing yet, that gets me excited, but who knows ....
[14:21:46] <tjtr33> JT-Shop, can your wire the spin box output (say a float) to analog input En(0-3) then use gcode M66 En L0, then get the gcode to use the #5399?
[14:21:47] <tjtr33> (see
http://linuxcnc.org/docs/devel/html/gcode/m-code.html#sec:M62-M65)
[14:26:18] <dutchfish> jdh, do you know of china exporters that ship to germany and from there to europe, those mainbodies?
[14:26:39] <dutchfish> jdh, import duties, taxes and transport cost, kills my dream
[14:27:15] <dutchfish> jdh, getting a 800 dollar mainbody to here will add up to at least over 1100 dollars
[14:27:43] -!- skunkworks has quit [Quit: Leaving]
[14:28:37] -!- karavanjo has quit [Remote host closed the connection]
[14:29:26] <ju_emb> dutchfish: you can get it EMS shipped, takes a bit longer to arrive, but it's at a good price
[14:30:42] <ju_emb> dutchfish: what work-area do you need
[14:31:50] <JT-Shop> tjtr33, thanks for the idea
[14:33:05] -!- sliptonic [sliptonic!sliptonic@2600:3c00::f03c:91ff:fe69:b403] has joined #linuxcnc
[14:37:01] <dutchfish> ju_emb, A4 if possible
[14:37:19] <dutchfish> ju_emb, i have alot of tools already
[14:37:29] <dutchfish> ju_emb, but i need a bootstrap to get me going
[14:37:48] <dutchfish> ju_emb, electronics steppers etc is all done
[14:38:17] <dutchfish> ju_emb, also have quit some aluminium
[14:38:39] <dutchfish> ju_emb, but no hex-spindles, linear rails
[14:38:51] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[14:38:55] <dutchfish> ju_emb, and no motor mounts yet
[14:39:06] <dutchfish> ju_emb, but all has been drawn in cad
[14:39:33] <dutchfish> ju_emb, and an aircooled spindle motor of 800watt 23.000rpm
[14:40:06] <MattyMatt> I write a lot of my gcode by hand these days, since I realised it's just as quick and better gcode than using the toolpath generating script I used in blender
[14:40:06] <dutchfish> (brushless)
[14:40:07] <ju_emb> once I've seen a great machine made by someone in the Netherlands, I remember was something about 750 Euro
[14:40:31] <dutchfish> ju_emb, oh?
[14:40:56] <MattyMatt> are you thinking of the sable2015? that's taiwanese with a dutch importer
[14:42:18] <ju_emb> yes, it's that machine
[14:42:35] <dutchfish> jdh, at least, thank you for helping out so far
[14:42:56] -!- anth0ny_ has quit [Quit: anth0ny_]
[14:43:15] <dutchfish> ah that one
http://www.cnc-sable.nl/sable-2015-tafelfrees-p-21.html
[14:44:18] <MattyMatt> I always liked the look of that. I could only afford plywood
[14:44:36] <dutchfish> yeh, 1k is not nothing
[14:44:36] <ju_emb> yes, but I remember it was cheaper some time ago
[14:44:55] <MattyMatt> it was $500 + $300 shipping
[14:44:57] <dutchfish> maybe they sell th emainbody separate
[14:45:14] <ju_emb> I like really the way that this machine moves the table, not the entire portal
[14:45:39] <ju_emb> I changed my design that way and got great results
[14:45:45] <dutchfish> ju_emb, yes
[14:45:50] <MattyMatt> me too :)
[14:46:20] <dutchfish> MattyMatt, you live in europe?
[14:46:22] <MattyMatt> http://imgur.com/a/DNWJq#0
[14:46:32] <MattyMatt> yep UK
[14:46:53] <dutchfish> MattyMatt, nice
[14:47:22] <ju_emb> that remembers me on my first steps
[14:47:28] <dutchfish> MattyMatt, maybe i do wood and then get my own parts, but i dont know if i can pull that off
[14:47:47] <dutchfish> MattyMatt, i have about 1 metric ton aluminium
[14:48:27] <ju_emb> and I guess no milling machine or lathe to machine it into a CNC router
[14:48:28] <dutchfish> MattyMatt, or find someone that get th eparts i need to get me going
[14:48:35] <dutchfish> ju_emb, exactly
[14:48:58] <MattyMatt> or a nice fresh packet of hacksaw blades >:)
[14:49:03] <dutchfish> thats why i emphasized 'bootstrapping it'
[14:49:11] <dutchfish> MattyMatt, lol
[14:49:49] -!- uwe_mobile has quit [Ping timeout: 260 seconds]
[14:50:37] <MattyMatt> it would be bootstrapping, if my machine was still enough to work metal. unfortunately it isn't until I add some more strategic bits of hand-fitted metal
[14:50:40] <dutchfish> ju_emb, i have thought baout buying a Siege X4 second hand, that would get me going, but a good one costs at least 500 euro too
[14:51:15] -!- toxx [toxx!~cnc-guy@v3-1260.vlinux.de] has joined #linuxcnc
[14:51:25] <dutchfish> ju_emb, i have spend almost 1 year lurking auctions, but no luck
[14:52:04] <dutchfish> its the well known chicken egg problem
[14:52:25] <dutchfish> the aluminium i got for free
[14:52:34] <dutchfish> or almost
[14:53:00] <ju_emb> do you have a link to Siege X4, my google gives only products made by a siege
[14:54:06] <dutchfish> ju_emb,
http://www.mini-lathe.com/Mini_mill/Reviews/SX4/sx4-rvw.htm
[14:54:15] <dutchfish> ju_emb, there is also an X4
[14:54:29] <dutchfish> ju_emb, chinese amking btw, but excellent price performance
[14:54:42] <dutchfish> ju_emb, i worked with one when i was abraod
[14:54:48] <dutchfish> abroad*
[14:54:48] <MattyMatt> http://www.ebay.co.uk/itm/milling-machine-aciera-f12-/201193797154 sweet. it's like a 100 year old MF70
[14:55:05] * dutchfish facepalms MF70
[14:55:22] <MattyMatt> that's the smallest old mill I've ever seen
[14:55:24] <JT-Shop> just use hand tools to build something that can build a better one...
[14:55:50] <ju_emb> That's nearly a real machine
[14:56:09] <dutchfish> ju_emb, yep, you can turn them into a cnc, many have done that
[14:56:24] <dutchfish> ju_emb, then you can make your own tabletop whatever
[14:56:45] <dutchfish> ju_emb, i ahve seen them going for as less as 400 euro
[14:56:48] <ju_emb> I do that with big Mills and lathes
[14:57:01] <dutchfish> ju_emb, if you have access to them, sure
[14:57:06] <dutchfish> i haven't
[14:57:16] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[14:57:46] <ju_emb> you have also access to it, Europe is a gold mine in matal working machines
[14:58:12] <dutchfish> ju_emb, for those who know how the rabbit jumps, sure
[14:58:26] <dutchfish> ju_emb, i am just a monkey pushing buttons
[14:58:45] <dutchfish> ;)
[14:59:57] <dutchfish> i just need a little luck, to get started
[15:00:12] <ju_emb> Where is your problem, turning that machine into a CNC?
[15:00:23] <dutchfish> ju_emb, no, just to get one
[15:00:24] <ju_emb> or just the price to buy it?
[15:00:27] -!- kwallace has quit [Ping timeout: 272 seconds]
[15:01:01] <dutchfish> ju_emb, basically yes, all i want is a bootstrap to mill my own, except for the basic parts i can not do by cnc
[15:01:37] <ju_emb> have a look at that :
http://cnc-auction.de/detail.asp?id=11137#xyz
[15:01:59] <tjtr33> JT-Shop, tested ok - ish, beware that the spinbox value update bug may stll be there ( i am not on newest master)
[15:02:18] <dutchfish> ju_emb, wow, now i need a new home ;)
[15:02:33] <tjtr33> but gcode moved axis correctly if I edited spinbox then inc'd it up or down 1 unit
[15:03:24] <dutchfish> ju_emb, i could by such thing, make my stuff and then sell it again .... that would be an option
[15:03:30] <dutchfish> s/by/buy
[15:03:51] amnesic_away is now known as amnesic
[15:04:23] <ju_emb> do it, I'm the one that buys it later for the price you bought it
[15:05:32] <dutchfish> ju_emb, i will think about it
[15:05:52] <dutchfish> ju_emb, its a great machine
[15:06:00] <ju_emb> I'm one of the bidder on that machine
[15:06:44] <dutchfish> ju_emb, ah, then i will retreat, no use, playing eachother out
[15:07:12] <dutchfish> ju_emb, but ones you have it, make me some parts, i pay for it
[15:07:41] -!- vapula has quit [Quit: Leaving]
[15:07:42] <dutchfish> ju_emb, you can reach me at pd4z@amsat.org
[15:07:55] -!- b_b has quit [Remote host closed the connection]
[15:07:59] <ju_emb> problem is I'm on the other side of the ocean
[15:08:13] <dutchfish> ju_emb, ouch
[15:08:26] <dutchfish> ju_emb, what region?
[15:09:12] <ju_emb> dutchfish: you got mail
[15:09:34] <dutchfish> ju_emb, yep
[15:09:56] <dutchfish> ju_emb, i replied with my personal address, so we can keep contact
[15:10:26] <ju_emb> perfect
[15:10:45] <dutchfish> :)
[15:11:19] <dutchfish> ju_emb, got it?
[15:11:40] -!- koo6 has quit [Ping timeout: 260 seconds]
[15:11:52] <ju_emb> yes, I'm writing some to you
[15:12:19] <dutchfish> excellent
[15:13:24] <tjtr33> JT-Shop, haha someone already posted it, just stumbled onto it
http://www.linuxcnc.org/index.php/italian/forum/20-g-code/26843
[15:13:46] <dutchfish> ju_emb, i am off to do some shopping, we keep in contact
[15:14:28] <dutchfish> ju_emb, have fun
[15:14:35] -!- dutchfish has quit [Quit: Splash, leaving the bowl]
[15:15:03] <ju_emb> OK, dutchfish
[15:16:57] <ssi> lair82: am now
[15:17:27] <lair82> Just letting you know those boards went out yesterday.
[15:17:33] -!- mle has quit [Ping timeout: 272 seconds]
[15:17:45] <ssi> cool thanks
[15:17:54] <ssi> usps?
[15:20:52] <tjtr33> if the pyvcp spinbox doesnt update correctly on master, see
http://psha.org.ru/irc/%23emc/2009-12-09.html & jmk's report
http://ehc.ac/p/emc/feature-requests/77/
[15:22:10] <lair82> Yep,
[15:22:59] <lair82> might try to ebay those last two boards, just to off load them
[15:25:31] <skunkworks> ssi, what did you end up getting for drives?
[15:26:22] <ssi> skunkworks: it's still a little up in the air :P
[15:26:44] <ssi> skunkworks: I got some amc sinusoidal drives, se10a20, and they're working with my hall effect converters, but they're a little too small
[15:27:00] <ssi> I have some BE25A20 drives coming, which are trapezoidal drives and adequately sized
[15:27:22] <ssi> but my hall converter was designed to work with sinusoidal drives, and it doesn't correct the hall states accurately enough to run a trapezoidal drive
[15:27:51] <ssi> I was hoping to find some SE30A20 drives, but they don't seem to show up on ebayl
[15:28:58] <JT-Shop> tjtr33, yea the update bug still exists in 2.6.3
[15:33:11] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[15:36:46] -!- Dava has quit [Quit: Leaving.]
[15:39:07] <tjtr33> tomp3=tjtr33 in that 2009 discussion, and hacking pyvcp.py made my code & system very unportable
[15:39:08] <tjtr33> i wonder wtf i pasted as the fix in that conversation?
[15:39:22] <ssi> https://fbcdn-sphotos-d-a.akamaihd.net/hphotos-ak-xap1/v/t1.0-9/10689795_10203960146341973_2911608567527865361_n.jpg?oh=f0cbddf53988ded51a36b4c60326b631&oe=54B34A1D&__gda__=1420674632_825af4f466b62a558a339d2cc507cba3
[15:39:27] <ssi> oh man that's a bad day
[15:39:35] -!- karavanjo has quit [Ping timeout: 244 seconds]
[15:39:53] <PetefromTn_> no thats freakin' hilarious...!!
[15:42:10] <ssi> hall converter pcbs are out for delivery
[15:42:17] <ssi> I had the X axis jogging last night
[15:42:22] <ssi> but it was doing something weird
[15:42:43] <ssi> I'd jog 10", and at the end of the jog, the drive would fault in a strange way
[15:42:50] <ssi> like I think it was losing hall state or something
[15:43:00] <ssi> I could grab the screw and turn it a little bit and it would lock back up
[15:43:23] <ssi> right now i'm blaming my cobbled together breadboard hallstate converter prototype
[15:43:44] <ssi> other than that, working on tuning it, it was MUCH smoother with the load attached
[15:43:54] <JT-Shop> tjtr33, #5399 works like a champ
[15:43:58] <ssi> but I was having trouble getting a huge ferror spike at the beginning out
[15:44:02] <ssi> even with lots of FF2 it wouldn't go away
[15:44:11] <ssi> beginning and end I should say
[15:44:15] <ssi> it was almost like a jerk error
[15:44:39] <zeeshan|2> why do you think its smoother with load attached? :P
[15:44:53] <Connor> Resistance / Friction
[15:44:59] <ssi> mechanical damping
[15:45:50] <zeeshan|2> if youre interested in the math behind it
[15:45:55] <zeeshan|2> its interesting
[15:46:46] <Connor> ssi Was that plane at YOUR airport ?
[15:46:54] <ssi> Connor: lol no
[15:47:01] <ssi> just a pic on the faceboox
[15:47:02] <Connor> Wonder how much that would cost to fix...
[15:47:11] <ssi> more than the plane's worth, probably :(
[15:49:46] -!- arvidkahl has quit [Ping timeout: 240 seconds]
[15:50:43] <zeeshan|2> im looking at the example we did in control systems
[15:50:49] <zeeshan|2> so when you couple it with a mechanical load
[15:51:02] <zeeshan|2> you change the combinmed motor+load inertia
[15:51:14] <zeeshan|2> and then you add mechanical damping too
[15:51:17] <zeeshan|2> its weird
[15:51:26] <zeeshan|2> the whole root locus changes
[15:51:50] <zeeshan|2> i kinda messed with servos back then
[15:51:56] <zeeshan|2> it would remember things :-(
[15:52:49] <zeeshan|2> he's definining the motor equatn as v_in(s) = R*i(s) + L*s*i(s) + e_m(s)
[15:53:00] <zeeshan|2> (transformed using laplace)
[15:55:45] <zeeshan|2> https://controls.engin.umich.edu/wiki/index.php/PIDTuningClassical#Ziegler-Nichols_closed-loop_tuning_method
[15:55:58] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[15:56:02] <zeeshan|2> do people use this when tuning their position feedback loop?
[15:56:27] -!- quiqua has quit [Quit: quiqua]
[15:56:35] -!- amiri_ has quit [Ping timeout: 258 seconds]
[15:59:25] <zeeshan|2> where is andypugh when you need him :-(
[15:59:37] <tjtr33> yes, 'they' ( linuxcnc-ers). some use it, and thx, thats a good explanation ( i like the constant amplitude tip _
[15:59:39] <ssi> england
[16:00:05] <zeeshan|2> tjtr33: thats how we learned it in class to tune a system with unknown mathematical models
[16:00:14] <zeeshan|2> but i think its limited to 2nd order systems only
[16:00:36] <zeeshan|2> ssi is the position loop a feedforward or feedback
[16:00:43] <ssi> both
[16:00:48] <zeeshan|2> whatcha mean both
[16:00:51] <ssi> I mean both
[16:01:09] <zeeshan|2> feedback in mesa and feedforward in linuxcnc?
[16:01:15] * zeeshan|2 is guessing
[16:01:30] <ssi> PID is based on feedback
[16:01:58] <ssi> feedforward is based on knowledge of the input and its time derivatives
[16:02:19] <ssi> linuxcnc pid component can do both at the same time
[16:02:44] <zeeshan|2> i dont think ive ever learned about feedforward that is why i am confused about it
[16:03:03] <tjtr33> zeeshan|2, dunno if anyone has posted a spreadsheet to help calc the values. if not, sounds like you know how to do that for the community.
[16:03:15] -!- jasen [jasen!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[16:03:31] <zeeshan|2> tjtr33: its just those 3 formulas for kc ti td
[16:03:48] <ssi> you should ask your university to teach real world things
[16:03:51] <zeeshan|2> once you monitor that its oscilliating, you note down the value for K_u that caused it
[16:03:53] -!- PCW has quit [Remote host closed the connection]
[16:04:04] <zeeshan|2> and the period of the oscillation
[16:04:07] <zeeshan|2> P_u
[16:04:15] <zeeshan|2> ssi: clearly it taught something real life
[16:04:23] <zeeshan|2> and remember, i'm in mechanical engineering
[16:04:30] <zeeshan|2> control systems isn't usually taught to a lot of mech engs.
[16:04:37] <zeeshan|2> it's just an extra course at our uni
[16:04:46] <zeeshan|2> its mostly a mechatronics type course
[16:04:57] <ssi> so the question is
[16:04:58] <zeeshan|2> which might explain why they didn't go in detail
[16:05:10] <ssi> are you teaching me control theory, or am I teaching you control theory?
[16:05:14] <ssi> cause that much is unclear to me at the moment
[16:05:37] <zeeshan|2> i'm wondering why you're not using a tuning method like zieger nichols to tune your position loop
[16:05:38] <skunkworks> yes
[16:05:57] -!- meji3 has quit [Quit: WeeChat 1.0]
[16:06:01] <zeeshan|2> so it's not about "teaching me or teaching you"
[16:06:15] <skunkworks> I tried to use zieger nicholes method - never got it to work well with servos.
[16:06:22] <zeeshan|2> skunkworks: what happens?
[16:06:37] <zeeshan|2> were you using feedback or feedforward or both?
[16:06:40] <skunkworks> also - there is a pidat I think that does auto-tuning (which I didn't have much luck with...
[16:07:09] <skunkworks> It has been a while - but the tune wasn't stable.
[16:07:14] <ssi> skunkworks: you know what would be neat?
[16:07:32] <ssi> skunkworks: some kind of little usb gadget or something with a bunch of optical encoder knobs on it
[16:07:42] <ssi> that you could plug in and the calibration tool in linuxcnc could use
[16:07:45] <skunkworks> cloning cradek to come and tune everyones servos?
[16:07:47] <ssi> so you could realtime tweak pid values
[16:08:10] <ssi> or your way works too, I guess :)
[16:08:24] <jdh> I've tried lots of auto-servo-tuners. None really worked.
[16:08:28] <ssi> my tuning method is two step
[16:08:37] <ssi> 1) get it as close as I can with my own limited skills
[16:08:43] <skunkworks> I don't know why you would need anything extra.. You have the ecoder info - couldn't you auto-tune with that?
[16:08:46] <zeeshan|2> so basically guess work
[16:08:46] <zeeshan|2> lol
[16:08:48] <ssi> 2) post pictures of halscope and cradek or pcw tells me exactly what to do to make it perfect
[16:09:38] <skunkworks> I think I got to .0005 at 200ipm with my crappy tuning...
[16:09:43] -!- chillly has quit [Quit: Ex-Chat]
[16:09:47] <zeeshan|2> skunkworks: you were tuning the position loop?
[16:10:00] <skunkworks> yes - I have velocity drives
[16:10:03] <zeeshan|2> okay
[16:10:26] -!- jduhls has quit [Ping timeout: 240 seconds]
[16:11:00] <ssi> pcbs are here :D
[16:11:07] <zeeshan|2> i see what ssi is saying now
[16:11:09] <ssi> now I get to try out my homemade laser cut mylar stencil
[16:11:12] <zeeshan|2> theres both pid and ff0-ff2
[16:12:08] <zeeshan|2> can you keep the FF0-FF2 values 0 while you tune pid using zieger-nichols?
[16:12:18] <zeeshan|2> and pid values to 0 when tuning feedforward using zieger-nichols?
[16:13:59] <tjtr33> afaik theres 2 control systems here, the driver and linuxcnc. and tuning the primary ( the drive's velocity loop ) is black art.
[16:14:00] <tjtr33> tuning the outer loop ( linuxcnc, the position loop ) is more of a science, but it depends on the the quality of the primary tuning.
[16:14:59] <skunkworks> you can also tune voltage/current drives also with linuxcnc pid..
[16:15:26] <tjtr33> adjust(change) or tune(make better) ?
[16:16:29] <ssi> 12:14 <zeeshan|2> i don't give a fuck about pete
[16:16:29] <ssi> 12:14 <zeeshan|2> he's a redneck with no brain
[16:16:33] <ssi> this is getting out of hand
[16:16:44] <zeeshan|2> lol @ ssi postion private conversations
[16:16:49] <zeeshan|2> *posting
[16:16:55] <zeeshan|2> you're getting out of hand
[16:17:32] -!- skunkworks has quit [Read error: Connection reset by peer]
[16:17:40] -!- tjtr33 has quit [Quit: Leaving]
[16:17:41] -!- jasen has quit [Quit: Page closed]
[16:19:38] <zeeshan|2> http://www.linuxcnc.org/docs/2.4/html/pid-block-diag.png
[16:19:41] <zeeshan|2> that makes sense
[16:26:12] <t12> can yall get a bedroom or something
[16:28:19] <Jymmm> t12: This is a room! Just grab the camera and popcorn, it's a romantic comedy, we can upload to youtube and mock them later =)
[16:28:58] <t12> today on as the world turns
[16:29:15] <Jymmm> "As the stomach turns"
[16:30:10] <Jymmm> "One Life to Give"
[16:30:43] <Jymmm> "General Psychiatric Hospital"
[16:31:10] <ssi> lol I just got a phone call from a rigger
[16:31:16] <ssi> "Yeah I was just returning your call... you need something moved?"
[16:31:23] <Connor> OMG
[16:31:25] <ssi> uh, yeah. I got it done over two weeks ago :P
[16:31:38] -!- bedah [bedah!~bedah@g231055216.adsl.alicedsl.de] has joined #linuxcnc
[16:32:59] -!- eFuchs_firefly [eFuchs_firefly!~lol@2001:4dd0:ff00:8d54:3406:2cff:feec:8a1a] has joined #linuxcnc
[16:36:29] <zeeshan|2> whatcha guys think?
http://i.imgur.com/ci50ock.png
[16:36:40] <zeeshan|2> one 24x24" box for all the noisy stuff
[16:36:43] <zeeshan|2> and power distribution
[16:36:49] <zeeshan|2> and one box for all the sensitive stuff
[16:37:12] <zeeshan|2> or should i use 1 box but stage it
[16:37:19] <zeeshan|2> so that level 1 has all the vfd/noisey stuff
[16:37:36] <zeeshan|2> and then a metal plate bolts on top and seperates it and forms a second layer where all the sensitive stuff can go
[16:40:01] <Tom_itx> ssi, he ran outta booze money and decided the weekend was coming...
[16:40:48] <CaptHindsight> ssi: that's how some of them are
[16:41:20] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[16:41:22] -!- Tecan has quit [Changing host]
[16:41:22] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[16:44:03] -!- bedah2 [bedah2!~bedah@f050187074.adsl.alicedsl.de] has joined #linuxcnc
[16:44:20] -!- b_b has quit [Changing host]
[16:44:53] <archivist> model engineer show had two people showing stuff driven by linuxcnc, one dual booting and one other arrrrrguino thing
[16:45:12] <zeeshan|2> what were they driving?
[16:45:39] <archivist> one was a lathe and the other had a small gantry
[16:45:53] <zeeshan|2> nice
[16:46:18] <ssi> lol
[16:46:36] <zeeshan|2> how many were running mach? :D
[16:47:34] -!- bedah has quit [Ping timeout: 258 seconds]
[16:47:46] <archivist> the dual booter was linuxcnc for threading and mach for widgits
[16:48:27] <archivist> and no pictures today, forgot to put the memory card back into the camera....grrrrr
[16:53:09] -!- ww34ww34 [ww34ww34!~salvatore@net-130-25-177-89.cust.vodafonedsl.it] has joined #linuxcnc
[16:53:29] <ww34ww34> hi all!
[17:01:26] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[17:02:19] -!- ww34ww34 has quit [Read error: Connection reset by peer]
[17:02:47] -!- ww34ww34 [ww34ww34!~salvatore@net-130-25-177-89.cust.vodafonedsl.it] has joined #linuxcnc
[17:03:46] -!- ww34ww34 [ww34ww34!~salvatore@net-130-25-177-89.cust.vodafonedsl.it] has parted #linuxcnc
[17:06:57] amnesic is now known as amnesic_away
[17:11:00] -!- Valduare has quit [Ping timeout: 250 seconds]
[17:11:00] Valduare_ is now known as Valduare
[17:14:11] <ssi> https://pbs.twimg.com/media/B0KjLA0IAAAj739.jpg:large
[17:14:14] <ssi> couple bridges to clean up
[17:14:17] <ssi> but overall came out good
[17:14:55] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[17:15:13] <jdh> nifty
[17:15:29] <archivist> I see short shorts
[17:15:36] <ssi> yeah
[17:15:47] <ssi> lasercut mylar stencil isn't perfect
[17:15:53] <ssi> but it's a pretty good timesaver :)
[17:18:00] <ssi> shoulda spaced the DB back off the edge about 1/4" more
[17:20:56] <zeeshan|2> since mesa can output 5-28V @ 300mA each, and 2 of the smaller vfds use 12V control signals
[17:21:05] <archivist> I damn I am old enough to remember that tune, googles and it was 1957 The Royal Teens' 1957 song Short Shorts
[17:21:38] <zeeshan|2> can you use the output to control run/stop condition?
[17:21:57] <zeeshan|2> archivist: lol
[17:22:18] <archivist> https://www.youtube.com/watch?v=CMg8M_GcQww
[17:22:24] <_methods> ssi: who did the pcb?
[17:22:38] <ssi> gpb
[17:22:40] <ssi> gpm rather
[17:22:42] <ssi> via pcbonline.co
[17:22:54] <zeeshan|2> archivist: that was the era where bikinis
[17:22:57] <_methods> how many you run?
[17:23:01] <ssi> 30
[17:23:04] <zeeshan|2> short shorts were being used? :)
[17:23:07] <_methods> nice
[17:25:05] -!- phantoxe has quit []
[17:25:28] -!- ww34ww34 [ww34ww34!~salvatore@net-130-25-177-89.cust.vodafonedsl.it] has joined #linuxcnc
[17:28:19] <zeeshan|2> http://i.imgur.com/KBEar9R.png
[17:28:24] <zeeshan|2> need help!
[17:28:46] <zeeshan|2> im trying to avoid using a relay board..
[17:29:13] <zeeshan|2> how can i send a 12V output from mesa to pin "FWD"
[17:29:15] <zeeshan|2> for example
[17:31:27] <archivist> via a device with open collector and a pull up or via an opto or whatever
[17:31:45] <archivist> what is the spec of the outputs anyway
[17:32:39] <zeeshan|2> 5-28V
[17:32:45] <zeeshan|2> 300mA
[17:33:30] <zeeshan|2> i'm using modbus with the lathe
[17:33:40] <zeeshan|2> but these cheapo vfds for the coolant and hydraulic pump have no modbus :/
[17:35:00] -!- tronwizard has quit [Ping timeout: 272 seconds]
[17:35:04] <archivist> often vfds have a logic supply output (12v/whatever)
[17:35:24] -!- tronwizard [tronwizard!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[17:35:30] <zeeshan|2> this one shows 12v at pin 5 on the vfd
[17:35:57] <archivist> a pull up to the mesa output from there
[17:37:01] <zeeshan|2> so for example there would be a wire that goes directly from mesa output 0 to pin 3 "FWD" on the vfd
[17:37:07] <archivist> yes
[17:37:24] <zeeshan|2> okay awesome :)
[17:37:31] <archivist> not that I have ever used one of the cards yet
[17:37:40] <archivist> sniff
[17:37:43] <zeeshan|2> hehe
[17:37:55] <zeeshan|2> can't argue with the 15outputs iot provides
[17:37:58] <zeeshan|2> tons!
[17:38:32] <archivist> and dont forget the grounds
[17:39:02] <zeeshan|2> what grounds
[17:40:29] <archivist> all circuits have a reference
[17:40:57] <zeeshan|2> so basically the ground for mesa
[17:41:07] <zeeshan|2> and vfd's control side ground should be tied together
[17:41:08] <zeeshan|2> right?
[17:41:16] <zeeshan|2> so they both have the same 0v state
[17:41:17] <archivist> to the control gnd on the vfd
[17:41:23] <archivist> yes
[17:41:46] <zeeshan|2> hehe that was what was confusing me 'how can you have 1 wire going to the control', there is no return path
[17:41:54] <zeeshan|2> but now that makes sense, they both have same ground
[17:42:02] <zeeshan|2> thanks :D
[17:42:14] * zeeshan|2 is dieing to making chips
[17:42:24] <zeeshan|2> first project is making a ring gear
[17:42:41] <zeeshan|2> hypoid ring gear that is
[17:43:20] <archivist> back axle?
[17:43:25] <zeeshan|2> yes fir a differntial
[17:43:29] <zeeshan|2> *for a differential
[17:43:48] <zeeshan|2> right now there is only 4.10 rear end or 3.90
[17:43:50] <archivist> you do know that is rather a specialized job
[17:43:54] <zeeshan|2> i want 3.3~
[17:44:05] <zeeshan|2> yes
[17:44:12] <zeeshan|2> the goal was to use a 5 axis to produce the ring gear
[17:44:27] <zeeshan|2> out of 4340, then send it for heat treating
[17:44:36] <zeeshan|2> (case hardening)
[17:44:44] <archivist> what about the grinding
[17:45:07] <zeeshan|2> it will get micrpolished
[17:45:11] <zeeshan|2> *micropolished
[17:45:24] <zeeshan|2> from what ive been told, depending onthe heat treatment, there is very little distortion
[17:45:35] <zeeshan|2> 3 thou in some cases
[17:45:50] <archivist> 3 thou can be a lot in a gear
[17:46:04] <zeeshan|2> depends on where it is right..
[17:46:24] <zeeshan|2> if its on the involute then it's nfg =/
[17:46:42] <zeeshan|2> maybe ill attach a grinding bit to the spindle
[17:46:45] <zeeshan|2> and grind it to shape
[17:47:41] <zeeshan|2> archivist: i fully expect the first differential i put together
[17:47:42] <zeeshan|2> to explode
[17:47:44] <zeeshan|2> :-)
[17:48:56] <archivist> my efforts for a plain generated bevel failed
[17:49:06] <zeeshan|2> why?
[17:49:42] <archivist> the resultant bevel angle was wrong
[17:49:45] <zeeshan|2> haha
[17:50:02] <zeeshan|2> are you talking about the between the bevel gears?
[17:50:04] <zeeshan|2> typically 90 deg?
[17:50:05] <archivist> that is the simple part though
[17:50:10] <zeeshan|2> or the pressure angle
[17:50:28] <archivist> I think the tooth widths is wrong
[17:51:58] <archivist> http://www.collection.archivist.info/archive/DJCPD/PD/2013/2013_08_19_bevel/IMG_1655.JPG
[17:52:22] <archivist> root looks too narrow
[17:52:25] <zeeshan|2> lol
[17:52:32] <zeeshan|2> thats not 90 deg!
[17:52:32] <zeeshan|2> :D
[17:52:52] <CaptHindsight> zeeshan|2:
http://www.electro.fisica.unlp.edu.ar/temas/pnolo/p1_OIT.pdf
[17:53:01] <archivist> aint funny after hours of cutting and weeks of doing the maths
[17:53:07] <zeeshan|2> sorry mate :D
[17:53:26] <zeeshan|2> did you figure out if it was a math error
[17:53:29] <zeeshan|2> or machining error
[17:54:14] <CaptHindsight> zeeshan|2:
http://www.bapihvac.com/content/uploads/2010/07/understanding-ground-loops.pdf
[17:54:41] <zeeshan|2> CaptHindsight: why are you showing me ground loop
[17:54:42] <zeeshan|2> :P
[17:54:54] <archivist> because you NEED to know
[17:54:56] <CaptHindsight> http://www.smar.com/en/technicalarticles/article?id=8
[17:55:16] <zeeshan|2> i just follow grounding the shielding on one side
[17:55:19] <zeeshan|2> and staring all the grounds
[17:55:24] <zeeshan|2> thats i learned in here
[17:55:31] <zeeshan|2> *what i
[17:55:46] <zeeshan|2> archivist: im looking at my gear book
[17:55:57] <zeeshan|2> looks like the pitch angles might be not correct?
[17:56:02] <CaptHindsight> zeeshan|2: because you can never know too much, unless you walk into your parents bedroom as a child and ....
[17:56:07] <zeeshan|2> CaptHindsight: haha
[17:56:23] <zeeshan|2> honestly, when it comes to electronics
[17:56:33] <zeeshan|2> i just want to make it work, i'm not too interested in the inner workings :(
[17:56:42] <zeeshan|2> inner workings = black box!
[17:56:59] <CaptHindsight> ground loops may keep it from working
[17:57:09] <zeeshan|2> but when it comes down to mechanics, i need to get all the nitty gritty or ill will be sad
[17:57:29] <archivist> you are not looking in the correct plane to judge the pressure angle in that pic
[17:57:35] <CaptHindsight> hate to see all that oversized wiring go to waste due to a few poor connections :)
[17:57:45] <zeeshan|2> http://engineeronadisk.com/notes_mechanic/images/gears2.gif
[17:57:50] <zeeshan|2> CaptHindsight: haha
[17:58:03] <zeeshan|2> im gonan follow the same thing i did witrh the lathe controller and hope it works :P
[17:58:19] <zeeshan|2> i did have noise in the limit switch signals, which i dont know where it was coming from, wasn't the vfd or the steppers
[17:58:27] <zeeshan|2> but i just ended up using debounce in linuxcnc to overcome it
[17:58:39] <archivist> zeeshan|2, some maffs
http://www.archivist.info/gear/designbevel.php
[17:59:03] <zeeshan|2> archivist: you've got patience to do it like that!
[17:59:37] <ssi> zeeshan|2: I hope you're not still planning on running 4AWG to the machine off a 125A breaker
[17:59:45] <archivist> very likely a machining error due to difficulty of setting the starting points and angles
[18:00:01] <zeeshan|2> archivist: ah
[18:00:12] <zeeshan|2> ssi
http://i.imgur.com/cHda1MQ.png
[18:00:46] <ssi> ok
[18:01:02] <ssi> just making sure that if you're going to ridiculously overkill it, you at least do so in a somewhat safe way
[18:01:13] <zeeshan|2> what you don't see in that diagram
[18:01:15] <ssi> last I saw you had 4awg feeder and were talking about 125A breaker
[18:01:17] <zeeshan|2> is the 2 extra servo drives in the future
[18:01:33] <zeeshan|2> which is why i am running a 130A wire to it
[18:01:36] -!- Nick001-shop [Nick001-shop!~chatzilla@50.32.158.244] has joined #linuxcnc
[18:01:38] <zeeshan|2> so i can just change the breaker
[18:02:03] <zeeshan|2> ssi i was looking at the wrong chart, i ended up finding the correct nec table
[18:02:12] <zeeshan|2> 4awg is only good for 95A =/
[18:02:41] <zeeshan|2> archivist: i can imagine making the ring gear using 5 axis
[18:02:51] <zeeshan|2> but the hypoid pinion gear loops a lot harder..
[18:02:56] <zeeshan|2> *looks
[18:03:05] <ssi> just 3d print it
[18:03:23] <archivist> buy a gleason and cnc it
[18:03:31] <zeeshan|2> you really think a 3d printed gear will take 1800ft-lb of torque? :P
[18:03:35] <CaptHindsight> zeeshan|2: are you going to have overcurrent protection devices on each individual branch?
[18:03:45] <zeeshan|2> CaptHindsight: fuses
[18:04:06] <zeeshan|2> i didn't want to clutter the diagram
[18:04:37] <CaptHindsight> zeeshan|2: ok, so you won't be tying #14 directly to #8 or anything like that
[18:04:39] <zeeshan|2> http://i.tfcdn.com/img2/06fMpU0AYyq6zcRakp-fUxyfmJcSn5FYlFKeWJTKkFFSUmClr5-aXKGXmZuYnlqsm5ibWJWfp5ecn6sPEdH31Dcx9Cp01TXwCAny0csqSAcA/fvUG-v8A.B
[18:04:46] <zeeshan|2> i have a crapload of these babies, they light up when the fuse goes out
[18:05:25] <zeeshan|2> http://www.thesolar.biz/DSC00323.JPG
[18:05:31] <zeeshan|2> neutral, l1 l2 will have these blocks
[18:05:43] <zeeshan|2> from the big wire to wher eit goes to all the smaller wires
[18:05:46] -!- b_b has quit [Remote host closed the connection]
[18:05:51] <zeeshan|2> and then all the smaller wires go to fuse holders before they go to their respective device
[18:06:05] <ssi> the run between there and the fuse is a potential hazard
[18:06:18] <CaptHindsight> to be avoided
[18:06:21] -!- b_b has quit [Changing host]
[18:06:25] <zeeshan|2> how else can i do it?
[18:06:47] <CaptHindsight> didn't you say something about busbars the other day?
[18:06:52] <zeeshan|2> yes
[18:06:56] <zeeshan|2> i was planning to use bus bars
[18:07:11] <zeeshan|2> i dont see how the bus bar will change anything?
[18:07:20] <zeeshan|2> itll still have smaller wires going from the bus bar to the fuse holders
[18:07:22] <ssi> bus bar won't melt like 14awg wire will
[18:07:49] <CaptHindsight> take a look at the inside of a load center
[18:07:49] <zeeshan|2> in this case, the distribution block is my "bus bar"
[18:08:05] <zeeshan|2> CaptHindsight: i have!
[18:08:26] <zeeshan|2> usualyl youll have 3 bus bars l1 l2 l3
[18:08:27] <zeeshan|2> neutral bar
[18:08:29] <zeeshan|2> and ground bar
[18:08:36] <_methods> you don't use your wire as an improvised fuse system?
[18:08:45] <zeeshan|2> _methods ROFL
[18:08:56] <_methods> heheh
[18:09:09] <ssi> zeeshan|2: in a load center, the breakers or fuses are directly attached to the busbar on the hot side
[18:09:14] <zeeshan|2> http://i130.photobucket.com/albums/p252/turbozee84/null_zpsf4f8f107.jpg
[18:09:17] <zeeshan|2> those weres the ones i designed
[18:09:33] <zeeshan|2> ssi ah i see
[18:09:35] <ssi> if you run small gauge wire from your bus bar to the fuse, and the hot side of the fuse shorts, that wire can and will catch on fire before the upstream breaker trips
[18:09:56] <ssi> remember, the breaker protects the wire
[18:10:38] <zeeshan|2> well aren't supposed to make that unfused side
[18:10:42] <zeeshan|2> a short as possible
[18:11:05] <Connor> I need to put a DIN rail in a plastic enclosure.. I used double-sided foam mounting table to mount the wire fingers.. I'm wondering if it would be strong enough for the DIN rail... Says it's good for up to 2Lbs.. but, they don't say what area is..
[18:11:49] <zeeshan|2> i wonder if i should just buy a sub panel
[18:11:53] <zeeshan|2> and stick it on the cnc box
[18:12:07] <zeeshan|2> that way the big wire comes to the subpanel
[18:12:08] <roycroft> you can't drill through the plastic enclosure and bolt the din rail down?
[18:12:16] <zeeshan|2> and it'll have breakers for each circuit
[18:12:28] <roycroft> i don't trust double sided foam tape over time
[18:12:39] <archivist> I never expect tape to handle long term work
[18:12:59] <CaptHindsight> zeeshan|2: that will keep the smoke and molten copper inside the wires
[18:13:23] <zeeshan|2> CaptHindsight: huh?
[18:13:32] <Connor> roycroft: It's a cheap radioshack project box.. and I need to mount it flush.. the screws would cause issue..
[18:13:48] <Connor> if I counter sink them.. I'm concerned they'll pull through..
[18:13:52] <zeeshan|2> conner use nut serts
[18:13:57] <zeeshan|2> specificall designed for plastic
[18:14:03] <roycroft> abs?
[18:14:12] <zeeshan|2> http://image.carcraft.com/f/techarticles/12501124+w799+h499+cr1+ar0/ccrp_0811_44_z%2Btips_help_ease_project_car_work%2Bnutserts.jpg
[18:14:31] <ssi> zeeshan|2: I thought about doing something like that
[18:14:32] <zeeshan|2> http://www.can-amtalk.com/forums/uploads/monthly_02_2013/post-7829-0-50755800-1361528636.jpg
[18:14:32] <Connor> http://www.radioshack.com/product/index.jsp?productId=2062285
[18:14:41] <zeeshan|2> ssi sub panel?
[18:14:41] <_methods> http://imgur.com/G6rwe1I
[18:14:43] <ssi> getting a small load center and pulling the working bits out of the metal box
[18:14:53] <ssi> and mounting it on the electrical panel
[18:15:18] <zeeshan|2> wouldn't it be better just to keep the sub panel but fix it to your cnc control box
[18:15:27] <ssi> not really
[18:15:29] <zeeshan|2> so that way if you ever have short circuit and your breaker decides to explode
[18:15:34] <zeeshan|2> its contained within the subpanel
[18:15:39] <zeeshan|2> have you see when happens during short circuit testing? :D
[18:15:42] <ssi> there's already three other breakers in there not in a box
[18:15:50] <zeeshan|2> i understand that
[18:16:00] <zeeshan|2> even on my box theres a couple breakers
[18:16:18] <zeeshan|2> i'm just saying safety wise, it'd be nice to keep that sub panel box
[18:17:11] <zeeshan|2> http://www.youtube.com/watch?v=BIiiMa1IGvM
[18:17:31] <zeeshan|2> gotta love exploding breakers
[18:18:41] <zeeshan|2> i was watching some of the eaton testing breaker videos
[18:18:54] <zeeshan|2> they were testing the 4000A breakers
[18:19:16] <zeeshan|2> when that shit exploded, it literally shot the door (6'x4') across the room
[18:19:37] <CaptHindsight> you never look at the panel when you close the breaker
[18:19:43] <zeeshan|2> yea
[18:19:49] <zeeshan|2> if someonne was even standing in front of it
[18:19:51] <zeeshan|2> they woulda lost an arm
[18:20:17] <CaptHindsight> you can see him pumping it up before it blows
[18:20:28] <CaptHindsight> or winding a spring
[18:20:29] <zeeshan|2> http://www.youtube.com/watch?v=qu-ssfQRRJg
[18:20:56] <zeeshan|2> one of the design tasks for the exlosure i posted before
[18:21:03] <zeeshan|2> i was routing of plasma during explosion
[18:21:24] <CaptHindsight> zeeshan|2: they released the smoke from the wire!
[18:22:07] <zeeshan|2> hehe
[18:23:00] <CaptHindsight> http://www.youtube.com/watch?v=O3SzvFRx9Cg no boom but look at the process
[18:23:20] <zeeshan|2> http://www.homedepot.ca/product/125-amp-homeline-sub-panel-loadcentre-with-8-spaces-16-circuits-maximum/992402
[18:23:27] <zeeshan|2> 80$
[18:23:29] <Connor> ROFL
https://www.youtube.com/watch?v=mrn3Yb3L_iU
[18:24:33] -!- storrgie has quit [Remote host closed the connection]
[18:25:36] <zeeshan|2> CaptHindsight: these hosptiuals where the enclosure went
[18:25:47] <zeeshan|2> had remote racking
[18:26:05] <zeeshan|2> LOL connor
[18:26:29] <zeeshan|2> thats a nice truck too
[18:26:44] -!- radish has quit [Ping timeout: 260 seconds]
[18:26:59] <ssi> Connor: I've actually been a part of a similar endeavor
[18:27:01] <ssi> and it ended similarly
[18:27:16] <zeeshan|2> no body was stepping onthe brakes?
[18:27:46] <CaptHindsight> https://www.youtube.com/watch?v=ifaUFMYsESM this is expected
[18:28:59] <zeeshan|2> LOLOL
[18:29:08] <zeeshan|2> it almsot made it
[18:33:27] <CaptHindsight> there sure are lots of car ramp and car lift fails
[18:33:32] <zeeshan|2> haha
[18:33:44] <zeeshan|2> everyones a mechanical engineer!
[18:39:03] <zeeshan|2> CaptHindsight: do you know if i still need a disconnect switch
[18:39:07] <zeeshan|2> if i have a sub panel? :P
[18:39:41] <zeeshan|2> main panel -> disconnect s/w -> sub panel?
[18:40:09] <zeeshan|2> cause otherwise the only way ti disconnect the machine would be through the main panel breaker
[18:40:27] -!- b_b has quit [Remote host closed the connection]
[18:41:31] <CaptHindsight> heh, it depends....
[18:41:52] <CaptHindsight> you want a disconnect outside the control panel
[18:42:08] <zeeshan|2> i will have a conduit ru nning from main panel
[18:42:10] <zeeshan|2> to sub panel
[18:42:18] <CaptHindsight> how far?
[18:42:24] <zeeshan|2> across the garage
[18:42:27] <zeeshan|2> so about 25 feet
[18:42:35] <CaptHindsight> so on the machine
[18:43:04] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[18:43:06] <zeeshan|2> yes
[18:43:19] <CaptHindsight> the breaker in the main panel will protect the wires running to the machine
[18:43:26] <zeeshan|2> yessir
[18:43:41] <CaptHindsight> at the machine you'll just need a switch
[18:43:43] <zeeshan|2> but i still need a way to turn off the machine
[18:43:56] <CaptHindsight> switch/disconnect
[18:44:01] <zeeshan|2> http://www.galco.com/images/abbg/ot160et3_p.jpg
[18:44:02] <CaptHindsight> on the outside
[18:44:03] <zeeshan|2> something like that
[18:44:16] <CaptHindsight> then on the inside you'll have your sub-panel
[18:44:23] <ssi> normally on these machines there's an interlock disconnect on the door of the power cabinet
[18:44:29] <CaptHindsight> with breakers protecting all the branches
[18:44:37] <ssi> so you have to shut off the main power in order to open the door
[18:44:47] <zeeshan|2> ssi modern machines yea
[18:44:50] <zeeshan|2> lock out procedure
[18:44:57] <ssi> my 1978 hardinge has it
[18:45:06] <zeeshan|2> this one doesnt
[18:45:06] <zeeshan|2> :P
[18:45:13] <ssi> the swiss don't believe in safety
[18:45:20] <zeeshan|2> if this was in a factory i'd do that
[18:45:23] <zeeshan|2> but its my personal machine :P
[18:45:50] <zeeshan|2> these 125A disconnect switches arent cheap
[18:46:11] <zeeshan|2> oh nm
[18:46:32] <zeeshan|2> http://www.automationdirect.com/adc/Shopping/Catalog/Circuit_Protection_-z-_Fuses_-z-_Disconnects/Disconnect_Switches/UL_508_Rated_Non-Fusible_Disconnects/DIN_Rail_or_Panel_Mount_%2863-125_Amps,_SD2_Series%29/SD2-125-RR
[18:46:48] <zeeshan|2> so this baby would go BEFORE the sub panel
[18:46:52] -!- FreezingCold has quit [Ping timeout: 240 seconds]
[18:47:18] <CaptHindsight> accessible on the outside
[18:47:23] <zeeshan|2> you know what i should do?
[18:47:31] <zeeshan|2> i should just get a sub panel
[18:47:32] <zeeshan|2> wit ha main breaker
[18:47:35] <zeeshan|2> which will be the disconnect
[18:47:49] <zeeshan|2> and just mount the sub panel on the outside
[18:47:58] <CaptHindsight> that will work
[18:48:17] <zeeshan|2> it just wont have the pretty red handle :-(
[18:49:24] <CaptHindsight> http://www.ebay.com/itm/Challenger-100-A-600V-3-PH-Safety-Switch-HD363-/230582117005
[18:49:41] -!- ww34ww34 has quit [Ping timeout: 260 seconds]
[18:50:28] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[18:50:46] <zeeshan|2> i forget the cycles to failure for a breaker
[18:50:59] <zeeshan|2> but i remember it being smaller in magnitude compared to a disconnect switch
[18:51:07] <CaptHindsight> yes
[18:51:31] <zeeshan|2> maybe i should just grab a disconnect switch
[18:51:33] <zeeshan|2> and mount it on the sub panel
[18:51:42] <CaptHindsight> ~$50
[18:51:44] <zeeshan|2> so many options
[18:53:58] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[18:54:12] <zeeshan|2> here we go
[18:54:12] <zeeshan|2> http://www.kijiji.ca/v-renovation-electrical/hamilton/commander-125a-subpanel/1013749294?enableSearchNavigationFlag=true
[18:54:14] <zeeshan|2> $20
[18:54:16] <zeeshan|2> comes with breakers
[18:54:16] <zeeshan|2> hahah
[18:54:43] <CaptHindsight> main lug version
[18:54:51] <zeeshan|2> huh
[18:55:03] <CaptHindsight> look for a 125a disconnect
[18:55:14] <zeeshan|2> i posted one from automation direct
[18:55:22] <zeeshan|2> i can mount it right on the side of the sub panel
[18:55:47] <zeeshan|2> http://www.automationdirect.com/adc/Shopping/Catalog/Circuit_Protection_-z-_Fuses_-z-_Disconnects/Disconnect_Switches/UL_508_Rated_Non-Fusible_Disconnects/DIN_Rail_or_Panel_Mount_%2863-125_Amps,_SD2_Series%29/SD2-125-RR
[18:55:48] <zeeshan|2> that thing
[18:56:08] <CaptHindsight> main lug means that it has lugs on the busbar vs a main breaker that feeds the busbar
[18:56:24] <zeeshan|2> this one looks like main lugs
[18:56:30] <zeeshan|2> so wire would go into panel
[18:56:33] <zeeshan|2> through disconnect switch
[18:56:34] <zeeshan|2> then to lugs
[18:57:41] <CaptHindsight> http://ep.yimg.com/ay/yhst-57905738662791/qo312l125g-square-d-main-lug-load-center-29.jpg main lug vs ...
[18:58:42] <CaptHindsight> main breaker
http://ecx.images-amazon.com/images/I/91+VybUsSXL.jpg
[18:59:00] <zeeshan|2> yes
[18:59:05] <zeeshan|2> but notice where the main breaker attaches
[18:59:09] <zeeshan|2> you can usually attach lugs
[18:59:13] -!- afiber__ [afiber__!~sabayonus@p2003005BE9009933BE5FF4FFFE4A972D.dip0.t-ipconnect.de] has joined #linuxcnc
[18:59:53] <CaptHindsight> it's the lingo used to describe the different types of panels
[18:59:59] <zeeshan|2> yea
[19:00:03] -!- molven [molven!molven@svartemyr.bagateller.com] has joined #linuxcnc
[19:00:06] <zeeshan|2> i was making sure!
[19:01:04] <zeeshan|2> CaptHindsight: i used to get confused sometimes when working with our panelboard line
[19:01:09] <zeeshan|2> theres literally 23908231821308921380 breakers
[19:01:16] <zeeshan|2> with 239083281123 lug combinations
[19:01:18] <zeeshan|2> for 2930823980328 wires
[19:01:24] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[19:01:29] -!- johtso has quit [Quit: Connection closed for inactivity]
[19:01:40] <zeeshan|2> eaton's panelboards come in 4 families
[19:01:44] <CaptHindsight> main lug panel
http://www.nachi.org/bbsystem/usrimages/e/erby_014.jpg
[19:01:49] <zeeshan|2> prl1a/2a/4
[19:01:54] <zeeshan|2> and then the bigger family
[19:03:42] <zeeshan|2> whoops didnt type the '3a'
[19:03:43] <zeeshan|2> :)
[19:04:06] <CaptHindsight> main breaker type
http://news.yeselectric.com/wp-content/uploads/2013/04/eaton-before-and-after-1024x677.jpg
[19:04:20] <zeeshan|2> thats a panelboard prl2a family
[19:04:21] <zeeshan|2> :D
[19:04:38] <zeeshan|2> i always found it funny
[19:04:40] -!- eFuchs_firefly has quit [Quit: ping timeout]
[19:04:47] <zeeshan|2> that the main breakers for the prl2a series (the small guys)
[19:04:57] <zeeshan|2> are the small breakers on the prl3/4a family
[19:04:58] <zeeshan|2> :D
[19:05:44] -!- `Nerobro [`Nerobro!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[19:06:01] <CaptHindsight> zeeshan|2: are you required to have metal conduit for residential there or do they use romex now?
[19:06:18] <zeeshan|2> depends on if its above the surface or not
[19:06:38] <zeeshan|2> if it's above the surface, yoou can run romex through conduit
[19:06:42] <zeeshan|2> or run armor cable
[19:07:00] <zeeshan|2> but 2awg / 4 wire armor cable
[19:07:02] <zeeshan|2> will be stupid expensive
[19:07:22] <CaptHindsight> so residential above ground in a wall can be romex?
[19:07:41] <Jymmm> Not really, any underground mains should have plenty =)
[19:07:44] <zeeshan|2> by above the surface
[19:07:50] <zeeshan|2> i mean outside of the walls
[19:08:01] <zeeshan|2> CaptHindsight: yes
[19:08:07] -!- `Nerobro_ has quit [Ping timeout: 272 seconds]
[19:08:19] <zeeshan|2> to save money
[19:08:28] <CaptHindsight> ok, so in a wall it has to be able to be repulled?
[19:08:30] <zeeshan|2> i think im gonna move the mill closer to my panel in the garage
[19:08:48] <zeeshan|2> what do you mean repulled?
[19:09:00] <zeeshan|2> if its inside a wall you can use romex
[19:09:01] <CaptHindsight> in a raceway vs romex
[19:09:05] <zeeshan|2> oh
[19:09:18] <zeeshan|2> if its inside a wall you dont need a raceway for commercial
[19:09:23] <zeeshan|2> or residential
[19:09:27] <CaptHindsight> wow
[19:09:33] <zeeshan|2> SOME commercial
[19:09:33] <zeeshan|2> that is
[19:09:48] <zeeshan|2> like a store like sears will have conduit
[19:09:53] <zeeshan|2> but papa johns pizza store
[19:09:54] <zeeshan|2> won't
[19:09:57] <zeeshan|2> or will
[19:09:58] <zeeshan|2> depends
[19:10:13] <CaptHindsight> in a city vs in the country?
[19:10:15] <zeeshan|2> actually the pizza store will also have conduit
[19:10:23] <zeeshan|2> it depends on the zoning
[19:10:38] <zeeshan|2> and use
[19:10:54] <zeeshan|2> i remember we sent our prl3 series panel board to a tim hortons
[19:11:02] <zeeshan|2> which is pretty huge
[19:11:09] <zeeshan|2> it was a 1000A panel
[19:11:19] <zeeshan|2> why they need a 1000A panel is beyond my understanding
[19:13:51] <CaptHindsight> big doughnut maker
[19:14:18] <zeeshan|2> the explanation my boss gave me
[19:14:21] <CaptHindsight> 50KW icing drier
[19:14:37] <zeeshan|2> the metal halide lighting
[19:14:42] <zeeshan|2> and refigerators
[19:14:46] <CaptHindsight> 25KW nut sprinkler
[19:14:47] <zeeshan|2> and freezers
[19:14:52] <zeeshan|2> hahah
[19:15:07] <zeeshan|2> you know when you go to mall parking lots
[19:15:10] <zeeshan|2> and they have lighting?
[19:15:19] <zeeshan|2> if its old school ligting
[19:15:24] <zeeshan|2> those panels get HUGE!!
[19:16:03] <CaptHindsight> zeeshan|2: did you guys ban incandescent bulbs and mercury vapor?
[19:17:02] <zeeshan|2> i know theres a law already passed through for residential
[19:17:05] <zeeshan|2> not sure about commercial/industrial
[19:17:24] <zeeshan|2> you cant buy incandescent bulbs anymore
[19:17:39] <zeeshan|2> theyre all CCFL
[19:17:39] <zeeshan|2> or led
[19:18:26] <CaptHindsight> bbl
[19:21:00] -!- mk0 [mk0!~Orr@86.57.199.140] has joined #linuxcnc
[19:21:59] -!- mozmck has quit [Read error: Connection reset by peer]
[19:23:34] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[19:24:18] <CaptHindsight> how do you tune a banjo?
[19:24:25] -!- mle has quit [Remote host closed the connection]
[19:25:10] <ssi> depends on the banjo
[19:29:50] <ssi> AW SERIOUSLY
[19:33:47] <_methods> yep
[19:39:27] <ssi> I used someone's pre-made component for the jtag header on this board
[19:39:30] <ssi> and it's pinned out wrong
[19:39:42] <ssi> it LOOKS like it's pinned correctly on the scheme, but if you look carefully, the pinout reads "1 2 3 4 6 5"
[19:39:54] <ssi> so even though the pins are in the correct order to match my programming cable
[19:40:01] <ssi> it's swapping the last two
[19:40:13] <ssi> easy to deal with, I can just swap the pins on the cable
[19:40:17] <ssi> but tracking that down was annoying
[19:41:53] <ssi> anyway I got two of them to program
[19:41:55] <ssi> third won't scan
[19:42:06] <ssi> one seems to be working correctly, one seems to have a bad pin somewhere
[19:42:09] <ssi> so now to chase bridges :)
[19:42:22] -!- amiri has quit [Ping timeout: 258 seconds]
[19:43:01] -!- mdel has quit [Quit: Connection closed for inactivity]
[19:43:37] -!- syyl [syyl!~sg@p4FD10588.dip0.t-ipconnect.de] has joined #linuxcnc
[19:45:22] <ssi> I probably should have included pulldowns on the schmitt trigger inputs
[19:45:36] <ssi> it does weird things with them floating
[19:52:09] -!- radish has quit [Ping timeout: 260 seconds]
[19:52:22] -!- arek_at_work has quit [Quit: Konversation terminated!]
[20:01:30] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[20:02:24] <cradek> is anyone else in houston for the tx/rx hackfest?
[20:02:47] <cradek> seb and I are here and aren't sure when and how the shindig starts
[20:22:33] -!- Valduare has quit [Quit: Valduare]
[20:22:57] <CaptHindsight> not there, but they usually have an open house Fridays at 7
[20:24:11] <CaptHindsight> and the space opens at 5
https://txrxlabs.org/event/772/tinker-time/
[20:26:30] -!- tjtr33 [tjtr33!~tjtr33@c-67-162-58-61.hsd1.il.comcast.net] has joined #linuxcnc
[20:27:04] -!- arvidkahl has quit [Read error: Connection reset by peer]
[20:27:15] <tjtr33> they have facebook and twitter and email but no phone #
[20:33:25] <marmite> https://www.youtube.com/watch?v=GcPoYX--bhI&list=UUfNwK3alxD6UBm_97qXuRvw my latest find
[20:36:40] -!- nofxx has quit [Ping timeout: 244 seconds]
[20:37:51] <CaptHindsight> love the sound
[20:38:05] -!- bedah2 has quit [Quit: Ex-Chat]
[20:42:06] <ssi> marmite: neat
[20:42:23] <marmite> its one epci machine
[20:42:48] <ssi> https://pbs.twimg.com/media/B0LS0kkIQAIwf3r.jpg:large
[20:43:08] <marmite> ohhhhhhh
[20:44:41] <ssi> now to start designing rev2 :P
[20:52:43] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-44-107.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[20:54:31] -!- acdha has quit [Quit: Textual IRC Client: www.textualapp.com]
[20:59:22] -!- arvidkahl has quit [Ping timeout: 240 seconds]
[21:03:33] -!- jvrousseau has quit [Quit: (null)]
[21:03:48] -!- Cylly [Cylly!cylly@p54B11483.dip0.t-ipconnect.de] has joined #linuxcnc
[21:04:34] -!- Loetmichel has quit [Ping timeout: 244 seconds]
[21:07:12] -!- Flipp__ [Flipp__!Flipp@nat/google/x-xjqclcedvwdxsdlc] has joined #linuxcnc
[21:09:23] -!- FinboySlick has quit [Quit: Leaving.]
[21:12:51] -!- radish has quit [Ping timeout: 272 seconds]
[21:13:12] -!- arvidkahl has quit [Ping timeout: 245 seconds]
[21:16:20] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[21:21:07] -!- arvidkahl has quit [Ping timeout: 265 seconds]
[21:21:13] <Deejay> gn8
[21:22:07] -!- Deejay has quit [Quit: bye]
[21:27:07] -!- kb8wmc [kb8wmc!~kb8wmc@67.38.52.254] has joined #linuxcnc
[21:31:35] -!- bob45 [bob45!~chatzilla@67.38.52.254] has joined #linuxcnc
[21:31:36] -!- Connor has quit [Read error: Connection reset by peer]
[21:32:01] -!- Connor [Connor!~Connor@24.214.127.194] has joined #linuxcnc
[21:32:17] -!- Connor [Connor!~Connor@24.214.127.194] has parted #linuxcnc
[21:34:48] -!- Connor [Connor!~Connor@24.214.127.194] has joined #linuxcnc
[21:40:37] -!- bob45 has quit [Quit: ChatZilla 0.9.91 [Firefox 20.0/20130329043827]]
[21:42:04] -!- kb8wmc has quit [Quit: ChatZilla 0.9.90.1 [Firefox 20.0/20130329043827]]
[21:42:57] -!- afiber__ has quit [Quit: Konversation terminated!]
[21:43:05] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[21:46:07] <zeeshan|2> this is awesome
[21:46:09] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/14938790783/in/photostream/lightbox/
[21:46:19] <zeeshan|2> i was taking off the door to scrap the electrical cabinet
[21:46:38] <zeeshan|2> and i realized hey, wait a second, this door looks like the chip pan i was going to build
[21:46:48] <zeeshan|2> exact same width, but 2" longer
[21:46:49] <zeeshan|2> !! :D
[21:47:04] <andypugh> Win!
[21:47:16] <zeeshan|2> :D
[21:47:27] <zeeshan|2> hey andypugh
[21:47:30] <zeeshan|2> i was looking for you earlier :)
[21:47:37] <andypugh> I was hiding
[21:47:41] <zeeshan|2> haha
[21:48:25] <andypugh> For the last 6 months I have been spending a lot more time in the workshop than in front of the computer.
[21:48:37] <zeeshan|2> assuming the velocity feedback loop is tuned correctly, can you use zieger nichols closed loop method to tune the position loop by setting the feedforward 0,1,2 to 0 and then tune PID according to the method?
[21:48:50] <zeeshan|2> and then used the open loop method for it, while keeping PID 0, to tune for the FF values?
[21:48:58] <zeeshan|2> what have you been doing in the workshop?
[21:48:59] <andypugh> Maybe.
[21:49:24] <andypugh> I can’t claim to have tuned my mill particularly carefully, I keep meaning to have another go.
[21:49:40] <zeeshan|2> see when you're designing controls, you have mathematical models
[21:49:47] <zeeshan|2> but when youre tuning a random servo, you dont really have a mdoel
[21:49:55] <andypugh> I have never used a model
[21:50:09] <andypugh> The systems in my day-job are too random
[21:50:14] <zeeshan|2> too many DOF?
[21:50:20] <andypugh> Yes
[21:51:17] <andypugh> One of my controllers has an I-term that is the product of three 8x8 maps. So that is six noise-factors that my I term can be compensated for...
[21:51:35] <zeeshan|2> haha
[21:51:39] Cylly is now known as Loetmichel
[21:51:40] -!- sheppard has quit [Quit: Ex-Chat]
[21:51:42] -!- asheppard_ has quit [Quit: Ex-Chat]
[21:51:45] <andypugh> But also means that I have 192 I-terms :-)
[21:51:45] <zeeshan|2> you were desiging controllers for automotive use right?
[21:51:50] <zeeshan|2> *are
[21:52:05] <andypugh> I don’t design the controllers, I tune them.
[21:52:08] <zeeshan|2> ohh
[21:52:12] <andypugh> (this one took 6 months)
[21:52:19] <zeeshan|2> jeez, that sounds intense
[21:53:04] <zeeshan|2> we always modeled a motor driving a screw
[21:53:14] <zeeshan|2> as a 2 DOF, is it really 2 DOF though?
[21:54:02] <andypugh> A lot of PID theory seems to stop at the filling-a-tank problem.
[21:54:20] <andypugh> But often zero-output for zero-error is completly wrong.
[21:54:21] <zeeshan|2> the book we were using stopped at tuning a satellite tracker
[21:54:30] <zeeshan|2> :P
[21:54:44] <andypugh> (often zero-error means “hold the output”)
[21:55:53] <andypugh> velocity-mode servos with position feedback are classical though, you really do want zero-velocity when you are at the set point.
[21:56:14] <zeeshan|2> these amc servo drives im looking at have knobs that you turn to tune p i d
[21:56:27] <zeeshan|2> but theres no frigging number representation that i've seen in the pics
[21:56:38] <zeeshan|2> so you can't really use zieger
[21:57:17] -!- radish has quit [Ping timeout: 260 seconds]
[21:57:29] <andypugh> We often get graduates joining the team keen to use ZN and models, but after a few years they end up tuning by guessing and feel like the rest of us :-)
[21:58:20] <zeeshan|2> well for a noob like me
[21:58:30] <andypugh> A good example of a situation where classical PID is wrong is a spindle. You do not want to have zero output when you have reached the set-point.
[21:58:32] <zeeshan|2> for a classical problem like you're saying, wouldn't ZN get me close
[21:58:42] <zeeshan|2> otherwise i'll be shooting in the dark
[21:59:12] <andypugh> So a spindle controller will typically have a P of zero, lots of FF0 and a bit of I to home in on the setpoint.
[21:59:19] <_methods> i've spent most of my life shooting in the dark
[21:59:26] <_methods> for some reason they never let me turn the lights on
[21:59:45] <_methods> who am i to argue
[22:00:35] <andypugh> Shooting in the dark doesn’t take that long. You can start with just P and first of all finding the order of magnitude. If 0.001 doesn’t work, try 0.01 (and so on)
[22:01:12] <andypugh> (and of 0.001 runs-away, try 0.0001 :-)
[22:01:29] <zeeshan|2> what are you trying to do? oscillate?
[22:01:32] <andypugh> But I am _not_ an expert on tuning servos and machine toole.
[22:01:35] <zeeshan|2> "marginally stable"
[22:01:53] <andypugh> Well, you first want to head in the right way, and follow a changing setpoint.
[22:03:24] <zeeshan|2> i guess you would first do it with the servos decoupled from the mechanical system
[22:03:31] <zeeshan|2> and then redo it with it coupled with the system
[22:03:38] -!- jduhls has quit [Quit: Leaving]
[22:04:15] <zeeshan|2> cause the inertia and damping i think will shift it's root locus
[22:04:35] <zeeshan|2> roots i mean
[22:04:44] <andypugh> Mke sure the motors spin in the right direction decoupled, but it is almost impossible to tune a bare motor
[22:05:10] <zeeshan|2> not enough damping? :D
[22:05:11] <andypugh> (well, in torque mode it is, with tachs and velocity mode it’s not so bad)
[22:05:18] <zeeshan|2> yea mine will be in vel mode
[22:05:24] <zeeshan|2> tach and vel
[22:05:28] <andypugh> Time to eat, I will read back.
[22:07:25] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[22:11:52] asheppard is now known as sheppard
[22:17:22] -!- f1oat has quit [Ping timeout: 240 seconds]
[22:21:28] -!- arvidkahl has quit [Ping timeout: 260 seconds]
[22:26:59] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[22:34:48] -!- Bushman [Bushman!bushman@91-146-248-112.internetia.net.pl] has joined #linuxcnc
[22:34:55] <Bushman> ave
[22:35:02] <zeeshan|2> okay this feedforward control is making sense
[22:35:06] -!- mk0 has quit [Quit: Leaving]
[22:35:14] <zeeshan|2> i can see why they had an accelerometer to measure vibration now
[22:35:19] <zeeshan|2> on the cnc grinders
[22:35:36] <zeeshan|2> they musta been using feedforward control to compensate for the vibration
[22:36:22] <zeeshan|2> andypugh: in a vel controlled servo , position feedback loop, why would you need FF control?
[22:38:02] <zeeshan|2> what type of disturbance are we anticipating?
[22:39:29] <Bushman> noob question: what do you guys use to generate g-code from DXFs? follow-up question: if you use dxf2gcode python script, how do i correctly add tool compensation and does it render in the GUI??
[22:40:41] <Bushman> i want to generate simple profile operation with tool compensation INSIDE the profiles (rectangles and circles)
[22:44:27] <Bushman> the dxf file contains outlines of the openings i need to cut in my piece. so i need to use G41/42.
[22:45:46] <Bushman> does anyone have any sugestions for linux software that can do the job?
[22:46:27] -!- mightym has quit [Quit: ZZZzzz…]
[22:47:05] -!- swingley has quit []
[22:47:40] <Connor> You need CAM software.
[22:48:48] -!- micges-dev has quit [Quit: Wychodzi]
[22:48:52] <andypugh> Bushman: Not free, but look at sheetcam
[22:49:23] <MattyMatt> what I did in that sitch was I loaded it in blender then wrote the gcode by hand
[22:49:28] <Bushman> andypugh: is it native gnu/linux app?
[22:49:32] * Bushman is checking sheetcam
[22:49:34] <Connor> CamBam is good too.. but, it's now Windows based.. and it's pretty inexpensive.. but, you get to try it for Free.. (run it 40 times)
[22:49:42] <MattyMatt> using blender purely as a viewer to get dimensions
[22:50:01] <Bushman> Connor: bamcam won't install
[22:50:10] <Connor> CamBam.
[22:50:24] <Bushman> Cambam. sorry
[22:50:25] <Connor> installs for me.
[22:50:27] <Bushman> errors on msi installation
[22:50:29] <andypugh> There is a SheetCAM for Linux
[22:50:41] <Connor> They have a forum and a IRC channel I think.
[22:50:46] <Bushman> andypugh: thanks, i'm gonna try it now
[22:51:10] <andypugh> I actually use Cambam, and will buy it I think.
[22:51:16] -!- arvidkahl has quit [Ping timeout: 255 seconds]
[22:51:21] <andypugh> (I don’t actually use that much CAM)
[22:51:39] <Connor> andypugh: It's not a bad little Cam program for the $$$ is it
[22:51:39] <Connor> ?
[22:52:06] <andypugh> zeeshan|2: The controlle knows the required velocity of the next move a lot sooner than the PID controller does.
[22:52:29] <Bushman> 100EUR is a bit steap for my hobby stuff. that's about all my anual budget for hobby XD
[22:52:42] <zeeshan|2> well i can't do feedforward control on the velocity loop
[22:52:43] <Bushman> also it does not install :P
[22:52:50] <zeeshan|2> the amc drives from what i can see are PID only
[22:52:53] <andypugh> Both SheetCAM and Cambam are paid for in £ not $ :-)
[22:52:56] <zeeshan|2> but im wondering about the position loop
[22:53:04] <zeeshan|2> what disturbance are you antipiating
[22:53:11] <zeeshan|2> that will throw off the position
[22:53:18] <zeeshan|2> *anticipating
[22:53:39] <zeeshan|2> in the case of vibration i understand
[22:53:51] <zeeshan|2> but are there other disturbances?
[22:54:18] <andypugh> Well, a “perfect” velocity servo and FF0 would work perfectly with no PID. So if you get the FF0 very close, then all the PID is doing is correcting the imperfecton.
[22:54:53] <zeeshan|2> ahh
[22:56:02] <andypugh> Actually, I might be confusing my terms here.
[22:56:51] <andypugh> The LinuxCNC PID can take a direct velocity input, and the motion controller provides one.
[22:58:47] <zeeshan|2> are you talking about the position loop?
[22:59:02] <zeeshan|2> in my case i have glass scales
[22:59:18] <andypugh> Checking the manpage, you probably want to be looking at directly feeding command-deriv from the axis velocity pin, and tuning FF1
[22:59:45] <andypugh> (and you can feed the feedback-deriv pin from the tach, directly)
[23:00:20] <andypugh> (The LinuxCNC PID is a lot more than a PID)
[23:00:24] <zeeshan|2> yes
[23:00:29] <zeeshan|2> it has FF in it too
[23:00:42] -!- karavanjo has quit [Ping timeout: 245 seconds]
[23:00:59] -!- ssi has quit [Quit: leaving]
[23:01:10] <zeeshan|2> maybe its better to let linuxcnc do both the vel loop
[23:01:13] <zeeshan|2> and position loop
[23:01:19] <andypugh> You could get very close with a PID position loop, but working only with commend-deriv, feedback-deriv and FF1
[23:01:20] -!- ssi [ssi!~ssi@app2.prototechnical.com] has joined #linuxcnc
[23:01:21] <zeeshan|2> rather than using the pid only in the servo drive
[23:02:00] <andypugh> The servo velocity loop is likely to be really fast.
[23:02:22] <zeeshan|2> ah
[23:02:30] <zeeshan|2> i guess i'm stuck with PID w/ the drive then
[23:03:07] <zeeshan|2> just to clarify your comment about the position loop
[23:03:13] <zeeshan|2> you're saying only use P D and FF1
[23:03:25] <zeeshan|2> 0 integral gain
[23:03:27] <zeeshan|2> right?
[23:06:20] <andypugh> I am saying that in theory the FF1, command-deriv and feedback-deriv pins would give you a perfect controller, except it will always miss position slightly. So then the PID adds corrections. In this case you would theoretically only need P, but I wouldn’t discount the use of I as a sort-of slower, secondary P. :-) (you stand a good chance of seeing slow I-oscilations if you use it, though)
[23:07:08] <andypugh> D might speed up response a bit.
[23:08:14] <zeeshan|2> i guess they teach you all this stuff at school
[23:08:20] <zeeshan|2> to give you a clue about the different types of responses
[23:08:35] <zeeshan|2> and how if you mess with one thing like "D_gain" what the general effects are
[23:08:45] <andypugh> Not at my school :-)
[23:08:47] <zeeshan|2> D was responsible for settling time
[23:09:13] <zeeshan|2> they literally didnt talk about feedfoward control
[23:09:23] <andypugh> It all comes down to where in the “order” your command, and output are.
[23:09:26] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[23:09:31] <zeeshan|2> nor does the book by normal 'control systems engineering" talk about it
[23:09:39] <zeeshan|2> *norman
[23:10:20] <andypugh> By “order” I mean the sense of integral, differential, etc.
[23:10:38] <Bushman> andypugh: sheetcam seems to be doing it's job. thanks. tho it seems to lack ability to remove unwanted contours from the operations.
[23:10:56] <zeeshan|2> thanks andypugh
[23:10:59] <Bushman> any other ideas for DXF to g-code converters?
[23:11:06] <zeeshan|2> dinner time!
[23:11:06] <zeeshan|2> :D
[23:11:22] <zeeshan|2> Bushman: are you working with 2d parts?
[23:11:22] <andypugh> if your feedback is order 0, always, for this discussion.
[23:11:22] <ssi> Bushman: you can remove unwanted contours
[23:11:30] <Bushman> i'd like to explore as much options as i can
[23:11:41] <Bushman> zeeshan|2: yes
[23:11:59] <Bushman> ssi: in sheetcam? i can't seem to figure out how.
[23:12:12] <MattyMatt> bushman, would it be easier to hunt for the unwanted contours in the gcode file? or delete them from the dxf and regenerate it
[23:12:13] <zeeshan|2> have you considered simple masteram?
[23:12:14] <MattyMatt> ?
[23:12:19] <zeeshan|2> mastercam 2d that is
[23:12:55] <ssi> Bushman: there's a "edit contours" button on the toolbar
[23:12:59] <ssi> looks like a mouse pointer with a C
[23:13:12] <ssi> then you can right click a contour and there's an option to assign it to a different layer
[23:13:28] <ssi> I usually just create a layer called "ignore"
[23:14:29] <Bushman> oh
[23:14:32] <andypugh> position control and velocity servos, you have 0 command and -1 control, so and FF1 and maybe D. If you are in torque mode, you have -1 command, so P control and FF2. Spindle is 0 command and 0 control, so I / FF0 is where you start.
[23:14:32] <Bushman> yes, that seem to work.
[23:15:33] <zeeshan|2> andypugh: what is this 0 and -1 you speak of
[23:15:33] <zeeshan|2> :)
[23:15:49] <Bushman> MattyMatt: if i'm to play with g-code manually, i might as well just write it, right? ;)
[23:16:04] <Bushman> zeeshan|2: mastercam, is that for linux?
[23:16:08] * Bushman checks
[23:16:20] <zeeshan|2> no its not
[23:16:31] <zeeshan|2> sorry forgot you wanted linux software
[23:17:58] <Bushman> yes :P
[23:18:02] <andypugh> zeeshan|2: What I am saying is consider whether you need to integrate or differentiate in time to get from your command to your control, and that says where in the PID “spectrum” you want to be woriking.
[23:18:20] <Bushman> preferably freeware or opensource since it's a hobby application.
[23:19:01] <Bushman> also my whole budget went for my mill parts :P
[23:19:30] <Jymmm> What does hobby have to do with it? Some people gamble as a hobby, and that's not free.
[23:23:07] <Rab> Bushman, print DXF to PDF, import to Inkscape, manually resize paths for tool compensation, output with Gcodetools. Not pretty, but it's free. ^_^
[23:24:00] -!- asdfasd has quit [Ping timeout: 260 seconds]
[23:24:09] amnesic_away is now known as amnesic
[23:24:16] <andypugh> CNC is my hobby, I spend more on it than on food :-)
[23:24:54] <zeeshan|2> haha
[23:25:08] <zeeshan|2> its almost as expensive as a car hobby :-(
[23:25:13] <zeeshan|2> if not more expensive
[23:29:08] -!- storrgie has quit [Remote host closed the connection]
[23:30:36] <andypugh> When it gets strange is when it is part of your car/bike hobby and people ask you to make parts for their car/bike.
[23:32:12] <andypugh> I say “strange” because I can actually work as much overtime as I want, and be paid 4 x normal machinist rates in the day-job, so making the parts (theoretically) costs me money.
[23:32:24] <zeeshan|2> haha
[23:32:27] <zeeshan|2> thats the same for me
[23:32:37] <zeeshan|2> but additional money is always good
[23:32:50] <zeeshan|2> i was making dies for this guy a little while ago
[23:32:58] <zeeshan|2> and i mostly make custom parts for cars
[23:33:01] <zeeshan|2> completely unrelated
[23:34:24] <zeeshan|2> http://gnipsel.com/linuxcnc/tuning/servo.html
[23:34:31] <zeeshan|2> checked out jt's tuning guide
[23:34:40] <zeeshan|2> he's uses P, FF1, FF2
[23:34:46] <andypugh> I would actually happily take unpaid time off work to have more time for my projects, so the balance is different. ;-)
[23:35:17] <zeeshan|2> are you still working on your bike?
[23:38:19] <andypugh> That’s velocity servo? Yes, sort-of what I was saying, almost assume that LinuxCNC velocity output is “ideal” then bring it back in with some “integral” (P is order +1 in velocity servos, I think). I need to think about this hard and write it down, when it isn’t past midnight and +1 bottle of red.
[23:38:37] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[23:38:51] -!- Tom_L has quit [Client Quit]
[23:39:10] <andypugh> The bike is pretty much finished. But the paperwork is really troublesome. No chassis number, so the forms don’t “fit”
[23:39:34] <andypugh> I actually had to fill out a “NOVA” form despite the fact that it i
[23:40:53] <andypugh> sn’t an import. Just to get it into the tax system. But beacuse the form doesn’t “fit” I had to order the paper version, and return it with a covering lettter, so that’s another week ofpostage, and a 3 week processing time, for a form I didn’t think I needed.
[23:40:57] <Bushman> Rab: i might as well resize them in CAD, save to dxf and use dxf2gcode without tool compensation but that's not the point. i'm trying to piece together sort of a toolchain for simple CAD/CAM where i draw what i want the part to look like and let the computer figure out the rest. :P
[23:41:14] <zeeshan|2> sounds like a hassle to get it registered in the uk
[23:41:33] <Rab> Bushman, which CAD are you using?
[23:41:44] <zeeshan|2> okay time to take gf out for dinner
[23:41:44] <Bushman> i was looking at heeksCNC but it's horribly buggy on my system
[23:41:45] <zeeshan|2> :D
[23:42:05] <andypugh> Bushman: t
[23:42:13] <Bushman> curently freeCAD
[23:42:31] <Bushman> andypugh: t?
[23:42:39] <andypugh> It seems buggy on every system. Most folk who were on Heeks (other than Dan) seem to have moved to FreeCAD
[23:43:00] <Rab> Bushman, OK, I assumed the DXF files came from somewhere else.
[23:43:04] <andypugh> Bushman: Over shot and hit enter by mistake :-)
[23:43:21] <Bushman> yea.
[23:43:21] <Bushman> but freeCAD does not have CNC extension (yet?)
[23:44:02] <andypugh> Bushman: You could try PyCAM. free and Free, but horribly slow on 3D paths. For DXF as input it might do all you want.
[23:44:05] <Bushman> Rab: well, i want to use DXFs from the internet too
[23:44:05] <Bushman> Rab: for example depron models
[23:44:15] <Bushman> people publish those in DXFs :P
[23:44:57] <Bushman> andypugh: i will check that one out too. thanks ;]
[23:51:32] -!- syyl has quit [Ping timeout: 258 seconds]
[23:51:55] -!- arvidkahl has quit [Ping timeout: 265 seconds]
[23:54:34] -!- beawesomeinstead has quit [Read error: Connection reset by peer]
[23:58:07] -!- Nick001-shop has quit [Remote host closed the connection]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
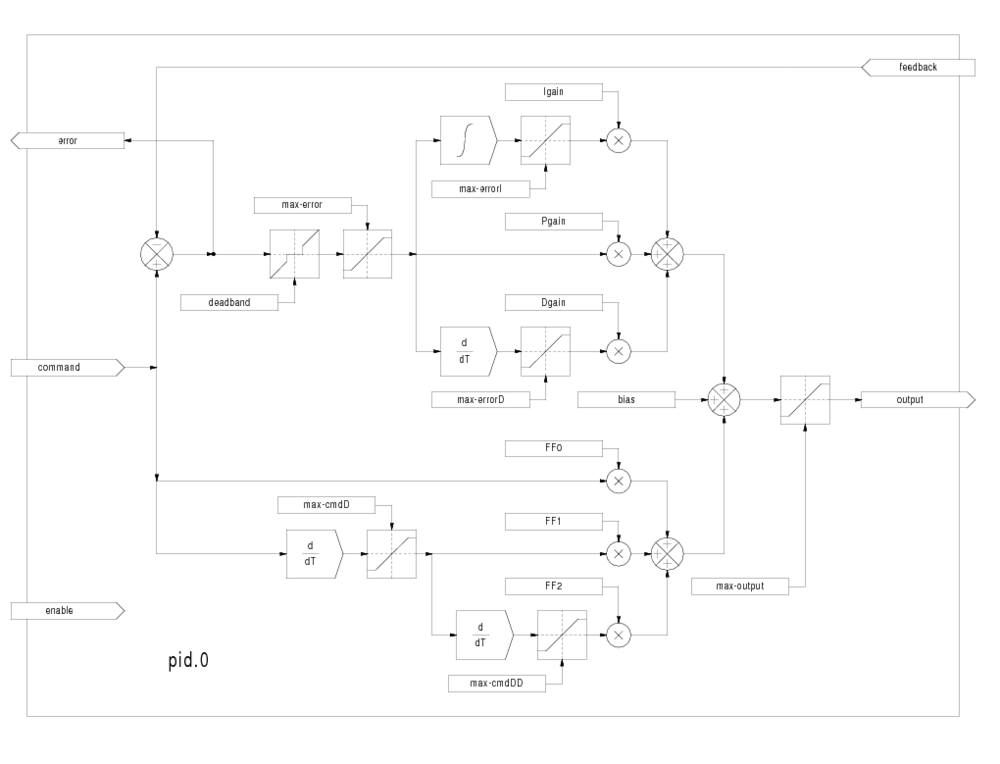{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
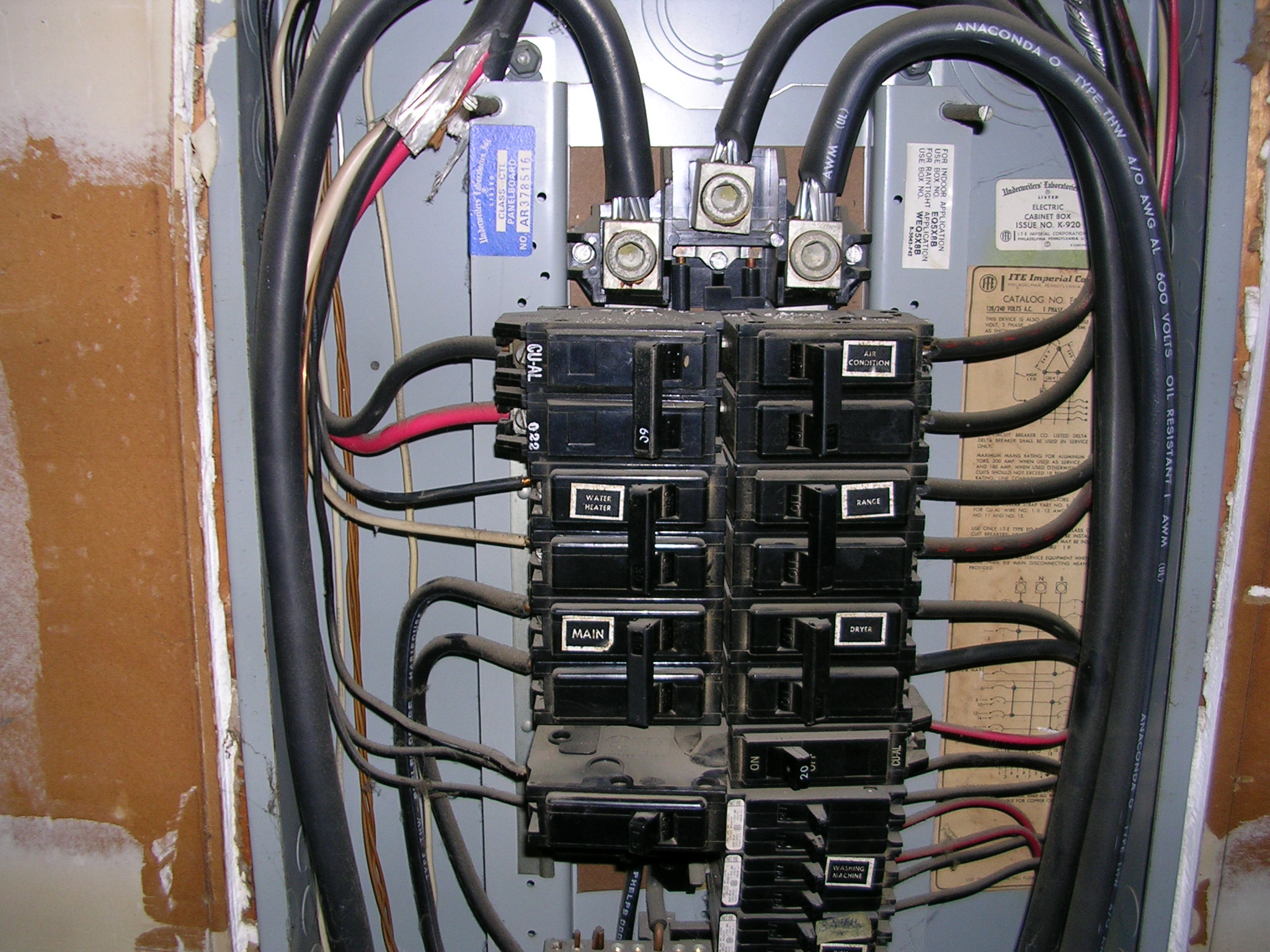{kind=link}
{kind=link}
{kind=link}