Back
[00:00:11] -!- tjb1 [tjb1!~tjb1@cpe-69-207-197-216.stny.res.rr.com] has joined #linuxcnc
[00:06:05] <jdh> push it!
[00:06:06] -!- erve has quit [Ping timeout: 272 seconds]
[00:08:49] -!- tjb1 has quit [Read error: Connection reset by peer]
[00:09:54] -!- Guest18553 [Guest18553!~ballen@202.10.92.134] has joined #linuxcnc
[00:11:55] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91 [Firefox 30.0/20140605174243]]
[00:16:41] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:16:47] -!- micges has quit [Quit: Wychodzi]
[00:20:10] <ssi> hrm
[00:21:52] -!- tjb1 [tjb1!~tjb1@cpe-69-207-197-216.stny.res.rr.com] has joined #linuxcnc
[00:27:28] <XXCoder> interesting
http://hackaday.com/2014/10/12/bench-top-drill-press-converted-to-milling-machine-mounted-to-lathe/
[00:33:28] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[00:42:19] -!- AR_ has quit [Read error: Connection reset by peer]
[00:42:41] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:45:57] -!- maximilian_h1 [maximilian_h1!~bonsai@dslb-094-216-121-007.094.216.pools.vodafone-ip.de] has joined #linuxcnc
[00:46:34] -!- maximilian_h has quit [Ping timeout: 250 seconds]
[00:49:39] -!- tinkerer has quit [Quit: Leaving.]
[00:52:04] <ssi> https://pbs.twimg.com/media/Bz3llrjIMAI5Ykf.jpg:large
[00:54:49] <maZer`-> n1 xD
[00:55:26] -!- nofxx has quit [Ping timeout: 240 seconds]
[00:56:18] <ssi> about to cut a batch of matching gaskets out of silicone sheet
[00:56:39] <XXCoder> ssi thats awesome though
[00:56:47] <XXCoder> you dont need to buy gaskets for car]
[00:56:49] -!- anth0ny has quit [Quit: anth0ny]
[00:56:53] <XXCoder> if you have raw slabs source
[00:57:01] <_methods> i need to make a laser
[00:58:19] <_methods> is the whole beam path open?
[00:58:27] <_methods> or do you have a purged beam path?
[01:00:01] <_methods> i guess most of these diy lasers have an exposed beam path?
[01:06:43] <skunkworks_> logger[psha]:
[01:06:45] -!- erve has quit [Ping timeout: 246 seconds]
[01:07:34] <ssi> it's all open
[01:07:44] <ssi> https://pbs.twimg.com/media/Bz3pFfnIEAAjxJd.jpg:large
[01:07:45] <ssi> gaskets
[01:08:17] -!- nofxx [nofxx!~nofxx@177.106.4.81] has joined #linuxcnc
[01:08:17] -!- nofxx has quit [Changing host]
[01:08:17] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[01:08:47] <jdh> for?
[01:08:54] <ssi> for the endcaps pictured above
[01:15:39] Guest18553 is now known as The_Ball
[01:17:03] -!- maximilian_h [maximilian_h!~bonsai@dslb-094-216-150-203.094.216.pools.vodafone-ip.de] has joined #linuxcnc
[01:17:56] -!- maZer`- has quit [Ping timeout: 244 seconds]
[01:18:17] -!- zzolo has quit [Quit: zzolo]
[01:18:18] -!- maximilian_h1 has quit [Ping timeout: 272 seconds]
[01:31:34] <zeeshan|2> fak
[01:32:04] <zeeshan|2> i just found a mechanical timer
[01:32:05] <zeeshan|2> on this thing
[01:32:09] <zeeshan|2> 86,000 hours!
[01:32:21] <zeeshan|2> basically run for 3583 days
[01:35:26] -!- syyl_ has quit [Ping timeout: 240 seconds]
[01:39:54] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[01:40:17] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[01:42:13] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[01:44:21] -!- Felix29 [Felix29!~coors@c-67-166-12-95.hsd1.co.comcast.net] has joined #linuxcnc
[01:48:34] -!- jduhls has quit [Ping timeout: 255 seconds]
[01:48:41] <CaptHindsight> Tom_itx: only 7.5kB kernel used for the ATMega128
[01:51:08] -!- toner has quit [Ping timeout: 250 seconds]
[01:52:42] -!- sylphiae [sylphiae!~sylphiae@207-229-180-176.c3-0.drb-ubr1.chi-drb.il.cable.rcn.com] has joined #linuxcnc
[02:00:15] <ssi> laser cutting pcb stencils in mylar is working out somewhat
[02:01:33] <PetefromTn_> If I ever say I am going to order something from Use-enco that I need quickly will someone please punch me directly in the nutz....!!
[02:01:35] -!- Demiurge has quit [Quit: Demiurge]
[02:01:38] <ssi> lol
[02:01:49] <XXCoder> wow zee
[02:02:18] <PetefromTn_> Ordered some new tooling I need to finish a prototype on friday and it has not even shipped yet....
[02:02:43] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[02:03:33] <PetefromTn_> I keep mistaking that because they are both down there in Atlanta that Mcmaster carr and Enco will deliver similarly... I was wrong!!
[02:03:44] <ssi> nope
[02:03:47] <ssi> nobody beats mcmaster
[02:03:53] <PetefromTn_> damn right
[02:04:28] <PetefromTn_> I ordered some screws the same day within about ten minutes of each other to the tooling and the screws got here this morning.
[02:04:32] <ssi> yep
[02:04:44] <ssi> enco is here in town but they don't have will call
[02:04:56] <ssi> MSC is colocated with enco, and they have will call, but their prices are much higher
[02:05:00] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[02:05:08] <ssi> the only way to pick stuff up at enco is to have it shipped via your own freight
[02:05:13] <ssi> and put "Ian's Trucking" as the carrier
[02:05:17] <ssi> and they really don't like that
[02:05:35] <PetefromTn_> yeah that is exactly why I did not order the cutters from Mcmaster the price was too high.
[02:05:50] <ssi> well that's what you get for enco's cheap price, sadly
[02:06:48] <PetefromTn_> yeah and the worst part is I KNEW that was going to happen but I was hoping since it was small parts unlike my last orders it would get here quicker.
[02:08:00] -!- erve has quit [Ping timeout: 246 seconds]
[02:12:07] <CaptHindsight> PetefromTn_: sorry to hear that, they usually ship same day for me and it shows up next day even by truck freight
[02:12:26] <PetefromTn_> REALLY??
[02:12:40] <CaptHindsight> yeah, they have a warehouse in Indiana
[02:12:56] <CaptHindsight> at least thats where all my orders have shipped from
[02:12:56] <PetefromTn_> I spoke to them on the phone today and the basically told me they never do overnight shipping unless you pay for red label or something like that.
[02:13:17] <PetefromTn_> yeah that is actually where the tools are coming from apparenlty.
[02:13:29] <PetefromTn_> I thought they were in Atlanta but apparently not for some items.
[02:13:43] <CaptHindsight> I guess I'm only 1 say by UPS or by freight and if I order before Noon the truck shows up ~24 hrs later
[02:13:54] <CaptHindsight> say/day
[02:14:09] <PetefromTn_> go figure..
[02:14:27] <CaptHindsight> I usually order tooling and surface plates
[02:15:09] <PetefromTn_> I need that 82 degree champfer bit to make this screw head flush on the parts.
[02:15:16] <PetefromTn_> The one I have is not large enough
[02:15:23] <CaptHindsight> oh and even a sand blasting booth, next day
[02:15:41] <PetefromTn_> so I ordered two 3/4 inch ones an 82 degree and a 90 degree both MA ford.
[02:15:53] <ssi> .argh
[02:15:57] <PetefromTn_> I gotta say their price was very very cheap and on sale on their internet
[02:15:58] <ssi> I had a cart full of crap at digikey
[02:16:08] <ssi> and I logged in to try to get part nums from an earlier order
[02:16:10] <ssi> and it wiped my cart :(
[02:16:47] <PetefromTn_> well I just have to remember that if I want something from them I need to expect it to be at least three days shipping
[02:16:53] <PetefromTn_> that sucks
[02:17:08] <ssi> a LOT
[02:17:33] <Tom_itx> PetefromTn_, ever tr travers?
[02:17:45] <Tom_itx> try*
[02:17:48] <CaptHindsight> ssi: I've had problems with Digikey as well. I always call to be sure my order was properly processed if I need it next day.
[02:18:16] <PetefromTn_> travers tool ship quick?
[02:18:18] <CaptHindsight> I'va had orders stuck in the system where their customer service was hoping it would ship
[02:19:10] <ssi> I didn't even place the order
[02:19:14] <ssi> was still trying to get it together
[02:19:16] <ssi> now I have to start over
[02:19:22] <ssi> it's all the parts for my hall state converter
[02:19:25] <ssi> plus some CPC pins
[02:19:27] <CaptHindsight> never tried Travers but Mcmaster has a Chicago location that ship as late as 5:30 or 6pm
[02:19:38] <CaptHindsight> or I can will call same day
[02:19:46] <ssi> I will call mcmaster all the time
[02:19:48] <Tom_itx> we always got what we ordered
[02:19:49] <PetefromTn_> Mcmaster is the best and quickest but not necessarily the cheapest..
[02:19:53] <Tom_itx> in a timely manner...
[02:20:01] <ssi> I'm usually happy to pay mcmaster's prices in order to get their service
[02:20:03] <Tom_itx> mcmaster isn't the cheapest for sure
[02:20:05] <ssi> I buy a LOT of stuff from them
[02:20:15] <PetefromTn_> yeah I USUALLY buy from them
[02:20:22] <PetefromTn_> they are the best by far.
[02:20:23] <CaptHindsight> yesh, I tend to pay the most at McMaster or the mostest at Grainger
[02:20:32] <ssi> I won't shop grainger
[02:20:38] <jdh> why?
[02:20:47] <jdh> grainger is our on-site supplier at work
[02:20:52] <Tom_itx> everything is list there
[02:20:53] <ssi> they don't carry anything that mcmaster doesn't carry, they're more expensive even than mcmaster, and their service isn't nearly as good
[02:21:12] <jdh> I get 'employee pricing'
[02:21:12] <PetefromTn_> who?
[02:21:15] <ssi> grainger
[02:21:31] <ssi> if you're an hvac guy or a janitor, grainger has everything you need
[02:21:43] <ssi> but they've NEVER had anything I need
[02:21:50] <CaptHindsight> Grainger is local for lots of people if it's in stock or you can have them ship to your local store and will call it to save on shipping
[02:22:10] <ssi> yeah but I don't want to drive and pick something up TOMORROW
[02:22:16] <ssi> if I want it tomorrow, mcmaster will deliver it
[02:22:21] <CaptHindsight> I hate their website
[02:22:22] <ssi> if I want it now, I can will call mcmatser
[02:22:32] <ssi> yeah their website blows
[02:22:40] <ssi> mcmaster's website is the pinnacle of e-commerce :P
[02:22:42] <jdh> they will deliver personal stuff to me at work
[02:22:47] <roycroft> i hate grainger
[02:23:03] <ssi> also, I can call mcmaster and they'll have someone pull a part off a shelf and measure it for me to verify it's what I need
[02:23:08] <roycroft> not only are they expensive, they refuse to sell to me
[02:23:16] <roycroft> and i sent them my business registration
[02:23:33] <roycroft> they actually cancelled an order without telling me and without refunding my money until i raised a huge stink
[02:24:16] <roycroft> mcmaster are great though
[02:24:31] <roycroft> they have almost everything grainger do, for less money
[02:24:43] <roycroft> but there's a grainger warehouse in my town, and there isn't a mcmaster warehouse here
[02:25:01] <ssi> mcmaster warehouse is a 40 minute drive for me
[02:25:09] <roycroft> grainger are morons
[02:25:17] <roycroft> the big deal is that i cannot give them a state tax id number
[02:25:24] <roycroft> because we have no sales tax in my state
[02:25:34] <roycroft> and the state does not issue tax id numbers
[02:25:44] <ssi> oh jez
[02:25:44] <roycroft> never mind that i gave them my federal tax id number
[02:26:03] <roycroft> they could not conceive of a state not having tax id numbers for businesses
[02:26:11] <roycroft> even though they have multiple warehouses in my state
[02:26:23] <roycroft> i don't know how anyone else around here buys from them
[02:27:11] <roycroft> i've learned to be patient in my old age, though
[02:27:25] <roycroft> so i rarely feel a need to have something right now
[02:27:56] <roycroft> if i need something and it is going to take a couple days to get here, i can almost always occupy myself with another project for those couple days
[02:28:08] <Tom_itx> PetefromTn_ the post wasn't delivering today anyway if that's how it was coming
[02:28:12] <roycroft> but yeah, morons at grainger
[02:28:13] <Tom_itx> it was a holiday
[02:28:39] <roycroft> bank and postal holiday
[02:28:44] <roycroft> the rest of us still had to work
[02:28:50] <PetefromTn_> yeah like I said I ordered it friday morning and it has not even shipped yet...
[02:28:52] <ssi> roycroft: see if I get stuck on a project where I have to wait on stuff, and I switch to something else
[02:28:58] <roycroft> exactly, ssi
[02:28:59] <ssi> chances are good the first project will get abandoned for a long time
[02:29:02] <roycroft> oh
[02:29:06] <roycroft> not exactly
[02:29:08] <ssi> so I try to not get stalled if at all possible
[02:29:14] <roycroft> i try to switch to something else that won't take very long
[02:29:16] <Tom_itx> PetefromTn_ the shipping gal was too busy painting her nails to worry with your stuff
[02:29:25] <roycroft> so that when the part or whatever arrives i'm just finishing the othe project
[02:29:37] <roycroft> and go "oh, the part has arrived - i should get back to that"
[02:29:38] <PetefromTn_> probably out boozing it up and laughing about it actually..
[02:29:43] <CaptHindsight> roycroft: that sounds like grainger
[02:29:43] <roycroft> it doesn't always work out that way
[02:29:45] <roycroft> but i try
[02:30:12] <roycroft> their loss, capthindsight
[02:30:23] <ssi> roycroft: I end up with boxes with parts lying around for years and I forget what they were even supposed to go to
[02:30:24] <roycroft> i'm sure i could have worked it out with them over time
[02:30:30] <CaptHindsight> I never understood why they say they only want to sell B to B and yet charge more than list
[02:30:38] <roycroft> but instead, i just use different vendors
[02:31:05] <ssi> CaptHindsight: they try to capitalize on businesses that are willing to spend more than they have to in order to avoid shopping around
[02:31:18] <roycroft> ssi: actually, when that started happening to me, that's when i changed my habits so that i would actually start finishing projects in a timely manner
[02:31:20] <ssi> but they're so damn inconvenient that I can't see how that works for them
[02:31:39] <roycroft> i'm sure i've lost lots of money buying parts that i forget why i bought them, and end up selling them for a loss or tossing them
[02:31:41] <CaptHindsight> I think Grainger is still around since they are in every big city and they have that replacement part for your business but you really pay for it
[02:31:45] <roycroft> i like to save money, not waste money
[02:31:49] -!- anth0ny has quit [Quit: anth0ny]
[02:32:04] <CaptHindsight> so your HVAC, pump etc can be replaced the same day
[02:32:07] <ssi> roycroft: I got stalled hard this past weekend when I discovered that the drives I have that I was gonna use for my vmc are completely useless
[02:32:09] <roycroft> grainger are only around because when you absolutely need some weird part RIGHT NOW you can go over and buy it
[02:32:14] <ssi> so now I'm waiting on drives to come in the mail
[02:32:15] <CaptHindsight> yeah
[02:32:22] <roycroft> and pay 50% over list
[02:33:23] <CaptHindsight> I usually only need a part the same day if I forgot about it and it was promised to be shipped out ASAP
[02:35:40] <CaptHindsight> we have several motor suppliers around here, same for electrical, plumbing, HVAC etc. I'm never stuck having to go to Grainger
[02:37:19] <roycroft> so when you folks design things that need to be machined, and most of the machining will be in imperial/us customary units, but fasteners, etc. are metric, do you use metric dimensions on the drawings for the hardware and imperial/us customary for the rest, or do you convert everything to imperial/us customary?
[02:37:30] <roycroft> i haven't done much design work where i mix units
[02:37:52] <ssi> I would rather see the hardware callouts in metric
[02:37:59] <roycroft> and i can't decide what would be best, but i'm leaning towards mixed units in the drawings
[02:38:41] <ssi> if it's a drill hit, I would call out the hole in wire size or imperial fraction
[02:38:47] <ssi> because I don't own metric drills
[02:39:04] <ssi> but the fasteners don't make sense to call out in any way other than what they are
[02:39:09] <Tom_itx> roycroft, list both dimensions
[02:39:21] <roycroft> i have some metric drills, but i use us customary for most things because of the greater variety of sizes
[02:39:24] <Tom_itx> consistently list one first
[02:39:32] <ssi> you wouldn't say "tap M0.394x0.0394"
[02:39:36] <roycroft> that's a good idea
[02:39:49] <ssi> you'd say "tap M10x1.0"
[02:39:50] <ssi> or whatever
[02:39:58] <roycroft> these drawings will be for my own use
[02:40:02] <roycroft> but i like to do things right
[02:40:07] -!- AR_ has quit [Ping timeout: 272 seconds]
[02:40:19] <roycroft> and sometimes right is really the most common way, whether it's arguably the best way or not
[02:41:43] <roycroft> so i'd do something like 0.236" (6.0mm)
[02:41:52] <ssi> for a drill hit?
[02:42:03] <PetefromTn_> Personally if it is for my own shop use which it typically is I just make everything US units and then tap whatever the fastener requires. Honeslty I hardly ever use the actual fastener in the drawing. If there is a hole that needs to be tapped for a fastener I just make a hole the size of the tap drill diameter and progarm that.
[02:42:05] <roycroft> if i needed to drill a 6.0mm hole, sure
[02:42:23] <ssi> yeah that's reasonable
[02:42:24] <CaptHindsight> if the fasteners are in metric why would you put the other dimensions in Imperial?
[02:42:26] <ssi> but you asked about fasteners
[02:42:35] <ssi> and I don't think that it ever makes sense to list a metric fastener in imperial units
[02:42:53] <roycroft> well the fastener callout itself would just be metric
[02:42:57] <ssi> ok
[02:42:58] <roycroft> because i would not be machining that
[02:43:06] <ssi> well you might be tapping :)
[02:43:33] <CaptHindsight> if a machine shop in the US can't understand metric I don't deal with them
[02:44:04] <roycroft> but if i needed to bore a clearance hole or tap hole or counterbore for a shmb or something, that's where i am curious
[02:44:11] <humble_sea_bass> im working with some turks in turkey. and i use us units to taunt them
[02:44:20] <CaptHindsight> heh
[02:44:21] <ssi> yeah I'd call it out as 0.236 (6.0mm)
[02:44:24] <ssi> I think that's reasonable
[02:44:30] <roycroft> i wish i could machine in si units
[02:44:32] -!- Aero-Tec2 [Aero-Tec2!Aero-Tec4@d75-156-1-168.bchsia.telus.net] has joined #linuxcnc
[02:44:40] <ssi> why can't you?
[02:44:43] <ssi> manual mill?
[02:44:59] <CaptHindsight> or Imperial for the measurement and metric for the tolerances
[02:44:59] <roycroft> but even the fact that most machinery here is in us customary units notwithstanding, metric tooling costs significantly more than us customary
[02:45:09] -!- phantoneD [phantoneD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[02:45:28] -!- __rob2 [__rob2!rob@host86-141-136-167.range86-141.btcentralplus.com] has joined #linuxcnc
[02:45:29] <roycroft> metric end mills are outrageously expensive in the us compared to near-size equivalents in us customary
[02:45:30] <ssi> yeah I have no interest in trying to buy metric tooling, beyond taps
[02:45:44] <roycroft> drill bits as well
[02:45:53] <Connor> OKay.. So, I'm looking to buy some headers for these DIN terminal blocks.. apparently, there is 5mm and 5.08mm (.200")
[02:46:17] <Connor> ssi: A few metric reamers would be good to have.
[02:46:32] <ssi> I'm doing good to have imperial reamers :)
[02:46:33] <roycroft> again, metric reamers are very expensive
[02:46:38] <roycroft> but yes, i agree that it's good to have some
[02:46:39] <Connor> ssi: Yea.. me too.
[02:46:45] <ssi> I buy stuff like that one-off if I need it
[02:46:51] <Tom_itx> not if you'll never use em
[02:47:02] <Tom_itx> keep common stuff and order special
[02:47:06] <ssi> agreed
[02:47:09] <roycroft> i don't use reamers too often
[02:47:20] <roycroft> i tend to either use twist drills or boring heads/bars
[02:47:48] <roycroft> a boring head/bar makes for a nice, albeit slow adjustable reamer
[02:47:51] <ssi> yep
[02:48:05] -!- marmite [marmite!marmite@is.a.hax0r.se] has joined #linuxcnc
[02:48:05] <Connor> roycroft: but, you can only get so small with one...
[02:48:06] <Tom_itx> you'll use reamers if time is money to you
[02:48:06] <roycroft> and one size fits many
[02:48:08] <ssi> so I think the amc sinusoidal drives I have coming are too small
[02:48:10] <humble_sea_bass> in an ideal world i wish we could go metric, but at this point our arbitrary units are like well worn baseball gloves that is completely inadequate for most applicatiobs, but wgen it fits it fits
[02:48:16] <roycroft> yes, i would, tom_itx
[02:48:26] <roycroft> but for what i am doing at the moment it's not
[02:48:32] -!- capricorn_one [capricorn_one!~raffi@zima.linwin.com] has joined #linuxcnc
[02:48:49] -!- zlog_ [zlog_!~zlog@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[02:49:02] -!- uwe_ [uwe_!~uwe_@ipservice-092-211-051-065.092.211.pools.vodafone-ip.de] has joined #linuxcnc
[02:49:06] -!- jduhls has quit [Ping timeout: 240 seconds]
[02:49:08] <roycroft> i'm not a big fan of globalization (and unwilling to get into a political discussion about that right now)
[02:49:15] -!- mrec_ [mrec_!~markus@sundtek.de] has joined #linuxcnc
[02:49:20] <roycroft> but one good thing that globalization will bring is the metrification of the us
[02:49:27] <roycroft> we've adopted the metric system twice so far
[02:49:30] <ssi> it's happening slowly but surely
[02:49:34] -!- kanzure_ [kanzure_!~kanzure@131.252.130.248] has joined #linuxcnc
[02:49:35] <roycroft> in the 1870s and again in the 1970s
[02:49:40] <Tom_itx> we tried that once back in the 70's
[02:49:44] <roycroft> but it's finally really happening
[02:50:05] <Tom_itx> i hate working on something with mixed systems
[02:50:08] <roycroft> note: putting up km signs on roads is not an effective way to convert
[02:50:22] <Tom_itx> half metric half imperial
[02:50:27] <Connor> I have a hard time thinking in metric.. I have a general idea of MPH.. and Inches and Feet... I have to do a conversion for anything over 1cm
[02:50:32] -!- sivu_ [sivu_!sivu@tyhma.paeae.fi] has joined #linuxcnc
[02:50:48] <ssi> I don't like cm
[02:50:51] -!- malcom2073_ [malcom2073_!~quassel@2607:5300:100:200::1bc] has joined #linuxcnc
[02:50:53] <ssi> I can convert mm to inches and back quickly
[02:50:55] <Tom_itx> it's like learning a new language. you will always think in your native language
[02:50:56] <roycroft> especially when you just replace existing mile signs with km signs
[02:50:57] <ssi> but cm always screws me up :P
[02:51:10] <ssi> 1mm ~= .040"
[02:51:17] <ssi> 0.0394 exactly
[02:51:22] <Connor> 2.54 cm = 1 inch.
[02:51:26] <Tom_itx> when you _think_ in the new language is when you really _know_ it
[02:51:26] <ssi> so it gets fairly easy
[02:51:30] <humble_sea_bass> i hate myself for the amount of stupid conversion factor i know
[02:51:30] <roycroft> the "exactly" is the part that is stupid
[02:51:36] <ssi> 3mm ~= .120 ~= 1/8"
[02:51:41] <roycroft> people should not even attempt to do exact conversions
[02:51:43] <ssi> 6mm ~=.240 ~= 1/4"
[02:51:47] <roycroft> for the most part
[02:51:53] <roycroft> they should just learn the new units natively
[02:52:08] <humble_sea_bass> psi to feet of head? got dat. inches of water column? nbd
[02:52:12] <roycroft> when you learn a foreign language you translate in your head for the first few days
[02:52:23] <Connor> 6.35mm = .25"
[02:52:24] -!- marvi_ has quit [Changing host]
[02:52:26] <roycroft> but very soon you start thinking in the foreign language
[02:52:43] <CaptHindsight> takes me more than a few days :)
[02:52:49] <Tom_itx> heh
[02:53:37] <roycroft> if you're talking about foreign languages still, it really does take only a few days before you start thinking in the new language
[02:53:47] <humble_sea_bass> the trippiest unit in metric is measuring flow over area
[02:53:53] <roycroft> you're not thinking complex thoughts for a long time, because you only know a few words
[02:54:00] -!- uwe__ has quit [*.net *.split]
[02:54:00] -!- __rob has quit [*.net *.split]
[02:54:00] -!- sliptonic has quit [*.net *.split]
[02:54:00] -!- gene78 has quit [*.net *.split]
[02:54:01] -!- patrickarlt has quit [*.net *.split]
[02:54:01] -!- TekniQue has quit [*.net *.split]
[02:54:01] -!- archivist_herron has quit [*.net *.split]
[02:54:01] -!- capricorn_1 has quit [*.net *.split]
[02:54:01] -!- phantoxeD has quit [*.net *.split]
[02:54:02] -!- Aero-Tec has quit [*.net *.split]
[02:54:02] -!- radish has quit [*.net *.split]
[02:54:02] -!- beawesomeinstead has quit [*.net *.split]
[02:54:03] -!- tom_o_t has quit [*.net *.split]
[02:54:04] -!- sivu has quit [*.net *.split]
[02:54:04] -!- ibaca has quit [*.net *.split]
[02:54:05] -!- ybon has quit [*.net *.split]
[02:54:05] -!- pozzoni has quit [*.net *.split]
[02:54:05] -!- amatecha has quit [*.net *.split]
[02:54:06] -!- malcom2073 has quit [*.net *.split]
[02:54:06] -!- marmite_ has quit [*.net *.split]
[02:54:06] -!- zlog has quit [*.net *.split]
[02:54:07] -!- kanzure has quit [*.net *.split]
[02:54:07] -!- terinjokes has quit [*.net *.split]
[02:54:08] -!- Khetzal_ has quit [*.net *.split]
[02:54:09] -!- marvi has quit [*.net *.split]
[02:54:09] -!- Virtakuono has quit [*.net *.split]
[02:54:09] -!- mrec has quit [*.net *.split]
[02:54:12] ibaca_ is now known as ibaca
[02:54:12] pozzoni_ is now known as pozzoni
[02:54:12] <XXCoder> banana
[02:54:13] <humble_sea_bass> in us units you qould say gpm/sqft
[02:54:13] -!- gene78 [gene78!~gene@204.111.64.149] has joined #linuxcnc
[02:54:17] <CaptHindsight> 1 inch of water = 0.00245915618 atmospheres, easy peasy
[02:54:18] <PetefromTn_> ah jeez...
[02:54:25] <PetefromTn_> net splits..
[02:54:34] <XXCoder> yeah net banana splits
[02:54:54] <humble_sea_bass> inmetric the units plainly cancel to mm/min
[02:55:11] <ssi> humble_sea_bass: you ever see the thing about mpg being measured in units of area, representing the cross section of a long narrow tube the length you've driven containing all the fuel you used? :D
[02:55:27] <Tom_itx> humble_sea_bass, why isn't time base 10 in metric?
[02:55:36] <Tom_itx> wouldn't that be easier too?
[02:55:38] <humble_sea_bass> ive seen that and i love it
[02:55:40] <CaptHindsight> or the alphabet?
[02:55:40] <ssi> :)
[02:55:41] <Tom_itx> heh
[02:55:44] <Connor> and, wasn't there a certain point in time when 1 inch ~= 2.54 mm.. it was slightly different?
[02:56:07] <CaptHindsight> metric inches?
[02:56:16] <humble_sea_bass> minches
[02:56:25] <CaptHindsight> metric tons so why not?
[02:56:26] -!- sliptonic [sliptonic!sliptonic@2600:3c00::f03c:91ff:fe69:b403] has joined #linuxcnc
[02:56:35] <ssi> metric asstons?
[02:57:00] <humble_sea_bass> ton of cooling is also a good unit
[02:59:26] -!- toner has quit [Ping timeout: 240 seconds]
[02:59:45] -!- TekniQue [TekniQue!baldur@foo.is] has joined #linuxcnc
[02:59:46] -!- TekniQue has quit [Changing host]
[02:59:46] -!- TekniQue [TekniQue!baldur@unaffiliated/teknique] has joined #linuxcnc
[03:00:30] amatecha_ is now known as amatecha
[03:00:31] <CaptHindsight> 1 furlong per fortnight = 0.000166309524 m / s actually on the Google calc
[03:00:46] <roycroft> i believe that's what was designed in the 1870's metrification attempt
[03:01:13] <roycroft> the us offically defined the unit of length in terms of the meter
[03:01:26] <roycroft> and set the inch to be exactly 2.54cm
[03:01:45] <Connor> before that.. they used 1 meter = 39.37 inchs..
[03:02:02] <CaptHindsight> http://en.wikipedia.org/wiki/Inch#History
[03:02:46] <CaptHindsight> 1930
[03:03:16] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[03:04:27] <Connor> http://www.astrodigital.org/space/stshorse.html
[03:07:17] -!- tom_o_t has quit [Changing host]
[03:07:44] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[03:11:58] -!- LatheBuilder [LatheBuilder!~LatheBuil@ip72-198-217-39.om.om.cox.net] has joined #linuxcnc
[03:12:11] -!- LatheBuilder has quit [Client Quit]
[03:12:22] -!- jduhls has quit [Ping timeout: 240 seconds]
[03:13:45] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[03:18:34] -!- toner has quit [Ping timeout: 258 seconds]
[03:19:38] spader is now known as terinjokes
[03:24:29] -!- zlog_ has quit [Remote host closed the connection]
[03:24:45] -!- zlog [zlog!~zlog@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[03:24:56] -!- skorasaurus2 has quit [Remote host closed the connection]
[03:24:58] -!- sylphiae has quit [Ping timeout: 272 seconds]
[03:31:45] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[03:44:27] -!- skorasaurus2 has quit [Ping timeout: 245 seconds]
[03:45:23] -!- FinboySlick has quit [Quit: Leaving.]
[03:47:49] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[03:59:04] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[04:06:06] -!- Felix29 has quit []
[04:09:52] -!- tjb1 has quit [Ping timeout: 255 seconds]
[04:10:25] -!- tjb11 [tjb11!~tjb1@cpe-69-207-197-216.stny.res.rr.com] has joined #linuxcnc
[04:11:01] -!- erve has quit [Ping timeout: 244 seconds]
[04:23:11] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[04:23:55] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[04:26:35] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-48-124.fv.ks.cox.net] has joined #linuxcnc
[04:27:03] -!- toner has quit [Ping timeout: 255 seconds]
[04:29:18] -!- karavanjo has quit [Ping timeout: 250 seconds]
[04:39:24] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[04:46:26] -!- anomynous_ has quit [Read error: Connection reset by peer]
[04:46:43] -!- anomynous_ [anomynous_!~anomynous@a385.ip12.netikka.fi] has joined #linuxcnc
[04:49:51] -!- jduhls has quit [Ping timeout: 272 seconds]
[04:59:26] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[05:02:18] -!- Fox_Muldr has quit [Ping timeout: 246 seconds]
[05:04:14] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01199f.pool.mediaWays.net] has joined #linuxcnc
[05:09:05] -!- anomynous_ has quit [Read error: Connection reset by peer]
[05:09:10] <MacGalempsy> good evening
[05:09:29] -!- anomynous_ [anomynous_!~anomynous@a385.ip12.netikka.fi] has joined #linuxcnc
[05:11:46] -!- erve has quit [Ping timeout: 240 seconds]
[05:13:52] -!- ve7it has quit [Remote host closed the connection]
[05:19:20] <zeeshan|2> monring
[05:19:23] <zeeshan|2> anyone alive!
[05:21:03] <zeeshan|2> flickr
[05:21:05] <zeeshan|2> er
[05:23:43] <zeeshan|2> so the Z axis servo is 2.17kW = 2.9hp!
[05:23:48] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/14912262293/
[05:33:22] <MacGalempsy> hey man, Im here
[05:33:44] <zeeshan|2> http://i.imgur.com/7chGqM1.jpg
[05:33:45] <zeeshan|2> trying to figure out
[05:33:58] <zeeshan|2> on the top right is it saying this servo driver is getting powered by 3 phase?
[05:34:18] <MacGalempsy> unless there is an inverter, that sounds right
[05:35:23] <zeeshan|2> so it seems like
[05:35:25] <MacGalempsy> if you have a model number, why not look for a manual and google translate?
[05:35:33] <zeeshan|2> this module has an internal power supply
[05:35:38] <zeeshan|2> DC supply that is
[05:35:41] <zeeshan|2> to power the servos
[05:35:47] <zeeshan|2> i dont know exactly what model it is
[05:35:55] -!- micges-dev has quit [Quit: Wychodzi]
[05:36:00] <zeeshan|2> nm
[05:36:15] <zeeshan|2> 'bosch tr10'
[05:40:38] -!- Fox_Muldr has quit [*.net *.split]
[05:40:38] -!- zlog has quit [*.net *.split]
[05:40:38] -!- ibaca has quit [*.net *.split]
[05:40:38] -!- marmite has quit [*.net *.split]
[05:40:38] -!- phantoneD has quit [*.net *.split]
[05:40:39] -!- zeitue has quit [*.net *.split]
[05:40:39] -!- Lathe_newbie has quit [*.net *.split]
[05:40:39] -!- amiri has quit [*.net *.split]
[05:40:39] -!- kwallace has quit [*.net *.split]
[05:40:39] -!- schimmi has quit [*.net *.split]
[05:40:40] -!- SquirrelCZECH has quit [*.net *.split]
[05:40:40] -!- kengu has quit [*.net *.split]
[05:40:41] -!- meji3 has quit [*.net *.split]
[05:40:41] -!- humble_sea_bass has quit [*.net *.split]
[05:40:41] -!- alex_joni has quit [*.net *.split]
[05:40:42] -!- DaViruz has quit [*.net *.split]
[05:40:42] -!- ssi has quit [*.net *.split]
[05:40:42] -!- os1r1s has quit [*.net *.split]
[05:40:53] -!- rebecca [rebecca!~rebecca@60-241-180-77.static.tpgi.com.au] has joined #linuxcnc
[05:42:00] <MacGalempsy> is there a year?
[05:42:15] <zeeshan|2> i found a similar amanual
[05:42:19] <zeeshan|2> for tr15
[05:42:21] <zeeshan|2> seems almost the same
[05:43:12] <zeeshan|2> http://02476.info/Bosch/Bosch%20amplifier%20TR15%2025.pdf
[05:43:13] <zeeshan|2> page 12
[05:43:53] <zeeshan|2> okay this makes a lot more sense.
[05:43:55] <MacGalempsy> it took me a while to figure out my amps
[05:44:06] <zeeshan|2> i can use either uvw 3 phase
[05:44:12] <zeeshan|2> or l+ l- (DC)
[05:44:19] <zeeshan|2> sweet!
[05:44:28] <zeeshan|2> what amps do you have
[05:46:08] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01199f.pool.mediaWays.net] has joined #linuxcnc
[05:46:08] -!- zlog [zlog!~zlog@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[05:46:08] -!- marmite [marmite!marmite@is.a.hax0r.se] has joined #linuxcnc
[05:46:08] -!- phantoneD [phantoneD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[05:46:08] -!- zeitue [zeitue!~z@67.221.139.47] has joined #linuxcnc
[05:46:08] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[05:46:08] -!- SquirrelCZECH [SquirrelCZECH!~squirrel@ip-89-103-45-114.net.upcbroadband.cz] has joined #linuxcnc
[05:46:08] -!- kengu [kengu!mii@pepper.modeemi.fi] has joined #linuxcnc
[05:46:08] -!- meji3 [meji3!~meji3@pool-173-49-119-194.phlapa.fios.verizon.net] has joined #linuxcnc
[05:46:08] -!- humble_sea_bass [humble_sea_bass!U2FsdGVkX1@ma.sdf.org] has joined #linuxcnc
[05:46:08] -!- alex_joni [alex_joni!~alex_joni@81.196.65.201] has joined #linuxcnc
[05:46:08] -!- DaViruz [DaViruz!~daviruz@c83-253-200-51.bredband.comhem.se] has joined #linuxcnc
[05:46:08] -!- ssi [ssi!~ssi@app2.prototechnical.com] has joined #linuxcnc
[05:46:08] -!- os1r1s [os1r1s!~os1r1s@mounicou.com] has joined #linuxcnc
[05:58:37] -!- anth0ny has quit [Quit: anth0ny]
[06:01:28] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[06:13:45] postaL is now known as postaL_offline
[06:14:54] -!- archivist_herron has quit [Ping timeout: 258 seconds]
[06:27:56] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[06:37:37] -!- erve has quit [Ping timeout: 272 seconds]
[06:42:55] -!- syyl_ [syyl_!~sg@p4FD126C1.dip0.t-ipconnect.de] has joined #linuxcnc
[06:44:54] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:45:07] <Deejay> moin
[06:46:27] <MacGalempsy> hi Deejay
[06:49:57] <MacGalempsy> how is the grass packaging machine coming along?
[06:50:17] -!- mhaberler has quit [Quit: mhaberler]
[07:01:14] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[07:01:55] -!- The_Ball has quit [Remote host closed the connection]
[07:06:40] -!- mhaberler has quit [Quit: mhaberler]
[07:06:43] -!- asah has quit [Quit: asah]
[07:13:32] -!- archivist_herron has quit [Ping timeout: 255 seconds]
[07:20:40] -!- nofxx has quit [Ping timeout: 255 seconds]
[07:26:54] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[07:30:58] -!- Lathe_newbie has quit [Ping timeout: 244 seconds]
[07:47:01] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[07:54:28] -!- rebecca has quit [Ping timeout: 260 seconds]
[07:55:42] -!- The_Ball has quit [Ping timeout: 245 seconds]
[07:58:47] -!- karavanjo has quit [Ping timeout: 258 seconds]
[08:03:47] -!- rob_h [rob_h!~robh@2.127.23.190] has joined #linuxcnc
[08:04:17] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[08:06:59] -!- rebecca [rebecca!~rebecca@60-241-180-77.static.tpgi.com.au] has joined #linuxcnc
[08:13:33] -!- asdfasd [asdfasd!~332332@176.253.29.228] has joined #linuxcnc
[08:47:45] -!- syyl_ws [syyl_ws!~sg@p4FD126C1.dip0.t-ipconnect.de] has joined #linuxcnc
[09:05:41] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[09:06:05] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[09:08:21] -!- Tecan has quit [Ping timeout: 246 seconds]
[09:10:18] -!- mhaberler has quit [Quit: mhaberler]
[09:11:00] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[09:17:59] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[09:18:26] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[09:22:23] -!- b_b has quit [Changing host]
[09:22:41] -!- mhaberler has quit [Quit: mhaberler]
[09:25:16] -!- SpeedEvil has quit [Ping timeout: 250 seconds]
[09:25:36] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[09:29:11] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[09:31:21] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[09:57:19] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[09:59:55] -!- erve_ has quit [Ping timeout: 258 seconds]
[10:09:20] -!- guliash has quit [Ping timeout: 260 seconds]
[10:11:45] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[10:12:41] -!- BitEvil_ [BitEvil_!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[10:13:19] amnesic_away is now known as amnesic
[10:14:03] amnesic is now known as amnesic_away
[10:15:07] -!- mhaberler has quit [Quit: mhaberler]
[10:17:20] -!- amiri has quit [Ping timeout: 244 seconds]
[10:18:05] -!- BitEvil_ has quit [Quit: No Ping reply in 180 seconds.]
[10:18:31] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[10:27:55] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[10:28:22] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[10:28:44] -!- syyl_ws has quit [Quit: Verlassend]
[10:30:20] -!- sirdancealot has quit [Ping timeout: 260 seconds]
[10:35:14] -!- Xetrov`` [Xetrov``!~xetrov@c-73-182-24-233.hsd1.ga.comcast.net] has joined #linuxcnc
[10:36:57] -!- Xetrov` has quit [Ping timeout: 260 seconds]
[10:40:35] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[11:01:24] -!- BellinganRoy [BellinganRoy!~Bellingan@host67-227-dynamic.27-79-r.retail.telecomitalia.it] has joined #linuxcnc
[11:02:06] -!- karavanjo_ has quit [Ping timeout: 240 seconds]
[11:06:48] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[11:09:02] -!- skunkworks_ has quit [Remote host closed the connection]
[11:16:14] -!- AR_ has quit [Ping timeout: 244 seconds]
[11:23:26] -!- Lathe_newbie has quit [Ping timeout: 240 seconds]
[11:45:50] -!- lexano [lexano!~lexano@CPEa021b7ac59c9-CMbcc81006f6ee.cpe.net.cable.rogers.com] has joined #linuxcnc
[11:47:19] -!- HeXiLeD has quit [Ping timeout: 272 seconds]
[11:47:46] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[11:48:11] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[11:49:04] -!- phantoxe has quit [Remote host closed the connection]
[11:52:10] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[11:55:16] -!- mhaberler has quit [Quit: mhaberler]
[11:56:18] -!- rebecca has quit [Quit: Leaving]
[11:57:19] HeXiLeD is now known as Guest49351
[12:02:47] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[12:03:32] -!- sirdancealot [sirdancealot!~sirdancea@98.82.broadband5.iol.cz] has joined #linuxcnc
[12:11:17] -!- FreezingCold has quit [Ping timeout: 272 seconds]
[12:18:00] -!- Valen has quit [Quit: Leaving.]
[12:22:48] -!- MacGalempsy has quit [Remote host closed the connection]
[12:24:02] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[12:29:29] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[12:39:10] -!- md-2 has quit [Quit: Leaving...]
[12:40:05] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[12:40:23] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[12:44:20] -!- sirdancealot has quit [Quit: Ragequit]
[12:45:02] -!- koo5 [koo5!~sirdancea@98.82.broadband5.iol.cz] has joined #linuxcnc
[13:07:26] -!- FreezingCold has quit [Read error: Connection reset by peer]
[13:11:08] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[13:24:09] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[13:24:28] -!- syyl_ has quit [Ping timeout: 250 seconds]
[13:56:48] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[14:10:39] -!- paideia [paideia!~paideia@95.45.103.87.rev.vodafone.pt] has joined #linuxcnc
[14:11:08] -!- FreezingCold has quit [Ping timeout: 255 seconds]
[14:11:48] amnesic_away is now known as amnesic
[14:14:24] -!- mhaberler has quit [Quit: mhaberler]
[14:16:16] -!- phantoxe has quit [Remote host closed the connection]
[14:18:49] <ssi> morn
[14:21:30] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[14:22:02] -!- mhaberler has quit [Client Quit]
[14:24:43] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[14:27:04] -!- paideia has quit [Remote host closed the connection]
[14:29:15] amnesic is now known as amnesic_away
[14:33:50] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:36:54] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[14:37:15] -!- anth0ny has quit [Quit: anth0ny]
[14:43:32] <zeeshan|2> hi
[14:43:48] <zeeshan|2> ssi halp!
[14:43:48] <zeeshan|2> :D
[14:44:42] <archivist> aw
[14:44:47] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[14:44:55] <archivist> dont panic dont panic!
[14:44:59] <zeeshan|2> i have to
[14:45:01] <zeeshan|2> :-(
[14:45:04] <zeeshan|2> cause this manual makes no sense to me
[14:45:12] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[14:45:17] <zeeshan|2> http://02476.info/Bosch/Bosch%20amplifier%20TR15%2025.pdf
[14:45:19] <zeeshan|2> page 4
[14:45:23] <zeeshan|2> under "power module"
[14:45:31] <zeeshan|2> "connecting with AC supply"
[14:45:44] <zeeshan|2> my amplifier is the "230V" version..
[14:45:56] <zeeshan|2> so it says 3x96/165V +/- 10%
[14:46:01] <zeeshan|2> what is that supposed to mean!
[14:47:14] <archivist> that pdf seems broken here
[14:47:18] <__rob2> http://www.mouser.com/ds/2/38/AV02-3147EN-186735.pdf
[14:47:25] <__rob2> can anyone tell me how they can get 17 bits out of that ?
[14:47:29] <__rob2> says 2048 CPR
[14:47:44] <__rob2> paired with
http://www.mouser.com/ds/2/38/AV02-3258EN+DS+AEAT-9000_Basic+26Apr2012,0[1]-252824.pdf
[14:48:57] <pcw_home> The encoder electronics interpolates
[14:49:10] <archivist> multiply by 4 if you look at edges and quadrature
[14:49:54] <__rob2> so one count 'counts't as 4 edges ?
[14:50:03] <pcw_home> so 2048 CPR = 11 bits and 6 bit interpolation gets you to 17
[14:50:04] <__rob2> I assume each edge was a count
[14:50:59] <pcw_home> No edges
[14:51:08] <pcw_home> sine/cosine
[14:51:12] <archivist> there is a sine the encoder uses to interpolate
[14:51:32] -!- chillly has quit [Remote host closed the connection]
[14:51:40] <zeeshan|2> pcw_home: could you help suggest what components i need to order from mesanet
[14:51:44] <__rob2> http://en.wikipedia.org/wiki/Rotary_encoder#mediaviewer/File:Quadrature_Diagram.svg one CPR is as in this diagram, no ?
[14:52:07] <__rob2> so each edge is a count ?
[14:52:35] <pcw_home> a 2048 CPR encoder has 8192 edges per turn
[14:52:44] <__rob2> ohhh, really
[14:52:59] amnesic_away is now known as amnesic
[14:53:00] <pcw_home> (or 2048 sine/cosine cycles)
[14:53:20] <archivist> zeeshan|2, I keep getting differing sizes for that pdf
[14:53:28] <zeeshan|2> archivist: lol what do you mean
[14:53:45] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15536061122/
[14:53:46] <zeeshan|2> there
[14:53:46] <__rob2> so then you actually can get 4x the accuracy in terms of degrees then the rated CPR
[14:53:47] <zeeshan|2> thats the page
[14:54:26] <pcw_home> yes with quadrature (but that is not a quadrature encoder)
[14:54:39] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15349621200/
[14:54:43] <zeeshan|2> heres another detailed page about it
[14:54:59] <pcw_home> the AEAT-9000 is a SSI interfaced absolute encoder
[14:55:17] <pcw_home> (and a bargain for that resolution)
[14:55:38] <zeeshan|2> pcw_home i forgot if you guys offer a board for resolver to digital
[14:55:40] <zeeshan|2> conversion
[14:55:51] <pcw_home> Yes the 7I49
[14:57:16] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[14:57:20] <archivist> zeeshan|2, I think they basically expect you to connect to 3 phase, but you may have to juggle things a bit for single
[14:57:33] <zeeshan|2> archivist: even if its 3 phase input
[14:57:37] <zeeshan|2> im confused why it says 96/160?
[14:57:41] <zeeshan|2> what kind of 3 phase input is that!! :P
[14:58:23] <zeeshan|2> then it says this
[14:58:25] <zeeshan|2> "OnIy one voltage is required for the current supply to the amptifier, since the logic is supplied via a power supply from the D.C. link."
[14:58:28] <zeeshan|2> one voltage?!?
[14:58:39] <archivist> root two times 110/115/120 is close to 160 I suppose
[14:58:50] <zeeshan|2> isn't it root 3
[14:58:54] <zeeshan|2> for line to neutral
[14:58:57] <zeeshan|2> in wye
[14:59:01] <archivist> the input converts to a single DC rail
[14:59:48] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[14:59:50] <zeeshan|2> i'm trying to power this board
[14:59:52] <zeeshan|2> to see if it's even alive
[15:00:01] <zeeshan|2> !
[15:00:08] <ssi> zeeshan|2: wat
[15:00:13] * archivist stands well back
[15:00:15] <zeeshan|2> ssi i'm confused with my shit
[15:00:38] <zeeshan|2> on how to power up the servo amplifier
[15:01:21] <ssi> have a pic of the manual page?
[15:01:51] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15536061122/
[15:01:53] <zeeshan|2> thats one page
[15:01:57] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15349621200/in/photostream/
[15:01:59] <zeeshan|2> thats another page
[15:02:05] <zeeshan|2> i dunno why the pdf isn't working for you guys
[15:02:09] <archivist> item 2 on second page
[15:02:38] <zeeshan|2> i mean worse comes to worse
[15:02:47] <archivist> because the download place is timing out/ not delivering the full file
[15:02:49] <zeeshan|2> i understand that i can put 240V DC between L+ and L-
[15:03:01] <zeeshan|2> oh, i can upload it to another website
[15:03:15] -!- koo5 has quit [Ping timeout: 246 seconds]
[15:03:52] <zeeshan|2> http://www.docdroid.net/jcmh/bosch-amplifier-tr15-251.pdf.html
[15:03:54] <zeeshan|2> does that work?
[15:04:05] <ssi> zeeshan|2: it clearly wants 1.75 volts
[15:04:09] <ssi> it's a math problem
[15:04:12] <zeeshan|2> 1.75volts?
[15:04:15] <zeeshan|2> wut
[15:04:16] <ssi> 3 * 96/165 is 1.75 :D
[15:04:19] <zeeshan|2> ROPFL
[15:04:19] <zeeshan|2> hgahaha
[15:04:49] <zeeshan|2> i'm thinking maybe i can take out the entire heavy ass servo amplifier
[15:04:55] <CaptHindsight> pdf downloaded
[15:05:00] <zeeshan|2> and see how the wires pads trace
[15:05:02] <zeeshan|2> on the pcb board
[15:05:15] <zeeshan|2> cause where L+ and L- go
[15:05:21] <zeeshan|2> should be after rectified ac input.
[15:05:22] <ssi> why not just replace the drives with something modern
[15:05:29] <zeeshan|2> ssi like what?
[15:05:36] <ssi> are they brush motors or brushless?
[15:05:39] <zeeshan|2> brush
[15:05:48] <zeeshan|2> its brush motors with resolvers
[15:05:51] <ssi> there's AMC brush drives all over ebay for cheapcheap
[15:06:09] <ssi> do they have tachometers too?
[15:06:13] <ssi> I think we talked about this
[15:06:16] <zeeshan|2> tachometers = resolvers
[15:06:19] <zeeshan|2> i think.
[15:06:23] <archivist> already having drives is cheaper!
[15:06:33] <zeeshan|2> yea i'd like to use these drives
[15:06:34] <zeeshan|2> if i can.
[15:06:37] <zeeshan|2> if i can power em up
[15:06:44] <zeeshan|2> cause it's already tuned for this machine
[15:06:50] <zeeshan|2> and i don't have to fak around
[15:06:59] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/14912262293/
[15:07:05] <zeeshan|2> can you tell if they're DC brushless? :)
[15:07:09] <ssi> well I have no idea what 3 * 96/165 V means :P
[15:07:27] <zeeshan|2> ssi youre a smart guy
[15:07:32] <zeeshan|2> build me a 240VDC supply
[15:07:35] <zeeshan|2> 60A!
[15:08:17] <zeeshan|2> i think these are 3 phase servo motors.
[15:08:29] <zeeshan|2> theres 5 pins on the main casing
[15:08:38] <zeeshan|2> and like 4 in the rear casing where i think the resolver is.
[15:09:07] <ssi> resolvers should be like 6 pins
[15:09:09] <cradek> those look like dc brush servos with tachs
[15:09:19] <zeeshan|2> tachs = resolvers
[15:09:20] <zeeshan|2> ?!
[15:09:21] <ssi> and it's probably +, -, FG, tach+, tach-
[15:09:26] <zeeshan|2> is it an interchangeable term
[15:09:29] <ssi> no
[15:09:29] <cradek> no, tachs and resolvers are totally different
[15:09:36] <zeeshan|2> when i open it up
[15:09:38] <zeeshan|2> theres some brushes
[15:09:40] <pcw_home> Yes and 173V might be OK with rectified 120VAC
[15:09:42] <zeeshan|2> and some ttransformer
[15:09:42] <ssi> then it's a brush motor
[15:09:45] -!- zzolo has quit [Quit: zzolo]
[15:09:46] <cradek> tachs measure velocity and resolvers measure position
[15:09:49] <ssi> the transformer is the resolver
[15:09:50] <jdh> you can't open a resolver
[15:09:55] <cradek> there is no resolver
[15:09:57] <pcw_home> thats a brush motor wit a tach
[15:10:13] <zeeshan|2> :-(
[15:10:40] <pcw_home> Probably uses glass scales for position feedback
[15:10:50] <pcw_home> linear scales
[15:10:56] <zeeshan|2> well i dont think those glass scales
[15:11:00] <zeeshan|2> are connected to the amplifier
[15:11:01] <jdh> are you planning on new drives anyway?
[15:11:05] <ssi> they don't need to be
[15:11:06] <zeeshan|2> jdh no
[15:11:09] <zeeshan|2> not if i dont have to
[15:11:10] <ssi> the amplifier is velocity mode
[15:11:10] <cradek> they wouldn't be
[15:11:26] -!- FreezingCold has quit [Ping timeout: 240 seconds]
[15:11:32] <ssi> you send it a command signal, and it tries to make the motor run a speed exactly proportional to your command
[15:11:37] <cradek> https://www.flickr.com/photos/128539016@N05/15536061122/ says velocity mode, tacho feedback
[15:11:37] <ssi> using the tach to close the velocity loop
[15:11:57] <cradek> this is a perfect and easy system to retrofit
[15:12:42] <pcw_home> yeah simplest possible thing
[15:12:43] <zeeshan|2> ssi so linuxcnc will get
[15:12:48] <zeeshan|2> input from glass enconders
[15:12:53] <zeeshan|2> for positioning?
[15:12:56] <ssi> yes
[15:13:04] <zeeshan|2> so somewhere i must have an interpolator
[15:13:08] <ssi> ?
[15:13:14] <cradek> depends on the scales
[15:13:24] <cradek> some will have a hardware interpolator, some will not
[15:13:28] <zeeshan|2> theyre some heidhnham ones
[15:13:33] <zeeshan|2> how can i tell
[15:13:36] * cradek shrugs
[15:13:36] <zeeshan|2> should i trace the wires
[15:13:39] <zeeshan|2> and see where they go?
[15:13:39] <cradek> find documentation?
[15:13:44] <zeeshan|2> i think they're going to the tnc 150.
[15:13:49] <zeeshan|2> which is the heid controller
[15:13:50] <pcw_home> scale nameplate
[15:14:00] <zeeshan|2> okay lemme check
[15:14:39] <pcw_home> Heidenhaine has good docs even for older stuff (at least they used to)
[15:14:54] <ssi> hopefully they'll let you read them
[15:14:56] <ssi> unlike fanuc :P
[15:17:08] <cradek> I don't know what 95/165v means either, but it matches the transformer, so who cares:
https://www.flickr.com/photos/128539016@N05/15346424017/in/photostream/
[15:17:14] <cradek> must have two taps I guess
[15:17:40] <zeeshan|2> cradek
[15:17:42] <zeeshan|2> nice catch
[15:17:52] <zeeshan|2> only problem is i dont have 3 phase
[15:17:56] <zeeshan|2> so i cant power that transformer up
[15:17:56] <ssi> I wonder if it means either 3 phase @ 95V, or single phase at 165V
[15:18:02] <cradek> you'll need it...
[15:18:10] <zeeshan|2> ssi that could possibly be the casse
[15:18:27] <ssi> the fanuc servo drive in my vmc wanted 3 phase 185V, and the transformer provided it
[15:18:28] <cradek> ... or you need a new transformer but single phase 2.5kva is going to be massive
[15:18:49] <CaptHindsight> so maybe 3 *duinos and 1 RPi should do it :)
[15:18:55] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15346798010/in/photostream/
[15:19:00] <zeeshan|2> thats a single phase one already in there
[15:19:03] <zeeshan|2> maybe i can use that :P
[15:19:15] <zeeshan|2> but its definitely the wrong voltage.
[15:19:20] <zeeshan|2> ill take a closer look at the other transformer
[15:19:22] <zeeshan|2> and see how the wiring is
[15:19:25] <cradek> no that's way too small
[15:19:25] <ssi> zeeshan|2: you probably shouldn't be messing with electricity ;)
[15:19:31] <CaptHindsight> 220V in and are there two taps on the output side? 95V and the other 165v?
[15:19:35] <zeeshan|2> ssi shuddap
[15:19:40] <ssi> zeeshan|2: if I were you, I'd get some cheap amc brush drives
[15:19:42] <zeeshan|2> i'm careful and not stupid
[15:19:44] <ssi> they're really really inexpensive
[15:19:48] <ssi> and will greatly simplify your life
[15:19:49] <zeeshan|2> ssi the thing is
[15:19:54] <zeeshan|2> this already has all the tuning done in it.
[15:19:59] <ssi> big deal
[15:20:01] <zeeshan|2> through use of different size resistors
[15:20:06] <zeeshan|2> if it's as simple as powering it up
[15:20:08] <zeeshan|2> and hooking up my motors
[15:20:13] <zeeshan|2> why would i grab another set of drives?
[15:20:19] <zeeshan|2> if these are burned out, ill get another set
[15:20:26] <cradek> I agree removing good matched working parts is stupid
[15:20:37] <ssi> if you can power it, go for it
[15:20:44] <zeeshan|2> worse comes to worse
[15:20:48] <zeeshan|2> ill need a 2hp rotary phase gen
[15:20:51] <zeeshan|2> er converter
[15:20:52] <cradek> 8hp
[15:20:58] <zeeshan|2> or 8 hp :P
[15:21:12] <pcw_home> Yeah if the drives are good use them till they fail
[15:21:14] <pcw_home> You may need to re-form /replace filter capacitors
[15:21:30] <zeeshan|2> PCW_home the sweet thing about old electronics is i think i can work on them
[15:21:34] <zeeshan|2> because they are pin hole type
[15:21:36] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[15:21:38] <zeeshan|2> so its a lot easier to replace stuff
[15:21:40] <pcw_home> if its been idle for a long time
[15:21:52] <zeeshan|2> its been idle for the last 2 years
[15:21:54] <zeeshan|2> according to seller
[15:21:59] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[15:22:34] <zeeshan|2> cradek how are you getting 8hp?
[15:22:47] <zeeshan|2> 220v*7A = ~ 1540 w = 2hp
[15:22:51] <zeeshan|2> then * sqrt 3
[15:23:13] <ssi> zeeshan|2: didn't you say your Z servo was >2kw?
[15:23:14] <zeeshan|2> ~ 3.56 hp
[15:23:20] <zeeshan|2> ssi yes
[15:23:28] <pcw_home> If its been idel for a while a Variac/ slow startup might be a good idea
[15:23:29] <zeeshan|2> thats what the name plate says
[15:23:38] -!- quiqua has quit [Quit: quiqua]
[15:23:41] <ssi> so then where are you coming up with 1540W?
[15:23:47] <zeeshan|2> ssi based on the transformer
[15:23:53] <zeeshan|2> that supplies to the amplifier
[15:23:58] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15346424017/in/photostream/
[15:24:00] <zeeshan|2> that thing
[15:24:20] <pcw_home> You will notice that the original transformer is only 2.5 KW
[15:24:29] <zeeshan|2> yes
[15:24:55] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[15:25:03] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/14914683954/
[15:25:08] <zeeshan|2> pins on the servos
[15:25:11] <zeeshan|2> 5 pins main
[15:25:17] <zeeshan|2> 4 on the tachogen
[15:25:26] <zeeshan|2> i'm not sure why a 3 phase servo has 5 pins
[15:25:32] <zeeshan|2> 3 for each phase, 1 for ground
[15:25:37] <ssi> it's not a 3 phase servo
[15:25:47] <zeeshan|2> what is it then
[15:25:48] <zeeshan|2> :D
[15:25:48] <ssi> it's a brush servo, so it has + and -
[15:25:50] <ssi> frame ground
[15:25:58] <zeeshan|2> oh
[15:25:59] <ssi> and probably 2 pins for temp
[15:26:04] <pcw_home> maybe a overheat sensor
[15:26:07] <zeeshan|2> so technically ican shoot 72VDC
[15:26:10] <zeeshan|2> through 2 of the pins
[15:26:12] <zeeshan|2> and i can see it spin?
[15:26:14] <zeeshan|2> to test it?
[15:26:16] <ssi> yes
[15:26:18] <zeeshan|2> yay
[15:26:23] <ssi> I'd use less than 72V tho
[15:26:24] <zeeshan|2> oh shit
[15:26:28] <zeeshan|2> 2 of the pins are brakes
[15:26:31] <zeeshan|2> i think.
[15:26:34] <ssi> might be brake
[15:26:35] <pcw_home> try 12V
[15:26:43] <zeeshan|2> smallest supply i have free is 24v
[15:26:44] <zeeshan|2> or 72
[15:26:48] <ssi> if you have a lab supply, hook it up and slowly bring up the voltage
[15:26:50] <pcw_home> (72V may be a bit exciting)
[15:26:51] <ssi> use a 9v battery otherwise
[15:27:00] <zeeshan|2> okay
[15:27:13] <ssi> just don't run it for long like that :P
[15:27:17] <pcw_home> 5V even (PC supply)
[15:27:22] <ssi> tach should only be 2 pins I'd think
[15:27:28] <zeeshan|2> well the smaller the voltage
[15:27:31] <zeeshan|2> the more current itll draw right?
[15:27:35] <ssi> no, the less
[15:27:41] <zeeshan|2> o
[15:27:46] <pcw_home> probably a shield on the tach wires
[15:28:10] <zeeshan|2> ill trace the wires
[15:28:13] <zeeshan|2> to see exactly what pin is what
[15:28:28] <ssi> is the shaft locked up with the motor unhooked?
[15:28:31] <ssi> or does it spin free
[15:28:35] <zeeshan|2> for X and Y yes
[15:28:37] <zeeshan|2> it's free
[15:28:41] <ssi> then there's no brake
[15:28:42] <zeeshan|2> for Z its tight as hell
[15:28:53] <ssi> yeah Z has a brake... that's pretty normal
[15:28:59] <zeeshan|2> dude
[15:29:04] <zeeshan|2> asap i took motor off
[15:29:08] <zeeshan|2> the damn z axis fell down
[15:29:10] <ssi> head crashed?
[15:29:10] <zeeshan|2> rofl
[15:29:10] <ssi> yeah
[15:29:11] <ssi> heh
[15:29:18] <zeeshan|2> only a couple inches
[15:29:20] <zeeshan|2> but it was funny.
[15:29:23] <ssi> ballscrews have no problem backdriving
[15:29:32] <ssi> head on my vmc prolly weighs 1000lb
[15:29:34] <zeeshan|2> damn friction factors
[15:29:41] -!- jasen [jasen!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[15:29:47] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15532734851/in/photostream/
[15:29:48] <zeeshan|2> this is all i can find
[15:29:52] <zeeshan|2> in terms of information.
[15:29:58] <zeeshan|2> for the encoder
[15:30:05] <zeeshan|2> its telling me for the X it's 470 MM :P
[15:30:06] <zeeshan|2> lol
[15:30:07] kanzure_ is now known as kanzure
[15:30:31] <cradek> zeeshan|2: don't forget to run the spindle
[15:30:48] <zeeshan|2> run the spindle?
[15:31:08] <cradek> with your phase converter
[15:31:18] <zeeshan|2> im using vfd
[15:31:20] <zeeshan|2> for spindle
[15:31:31] <cradek> how many hp?
[15:31:37] <zeeshan|2> 5
[15:31:44] <zeeshan|2> got a 10hp vfd
[15:31:52] <cradek> surely it's 3ph in too, then??
[15:31:56] <zeeshan|2> yessir
[15:31:59] <zeeshan|2> so it works awesome!!
[15:31:59] <zeeshan|2> :D
[15:32:21] <cradek> then you still need to power that with the phase converter too, right?
[15:32:27] <zeeshan|2> no
[15:32:32] <ssi> nah that'll work
[15:32:34] <zeeshan|2> i feed single phase to the 3 phase vfd
[15:32:37] <ssi> but if you're gonna get a rotary converter
[15:32:38] <zeeshan|2> and it generates 3 phase for me
[15:32:46] <zeeshan|2> ssi i dont want to get a rpc
[15:32:48] <zeeshan|2> if i dont have to
[15:32:49] <ssi> you might have been better off getting a 5hp vfd and a 10-15hp rotary converter
[15:33:04] <cradek> surely the 10hp vfd wants 3phase power input
[15:33:09] <zeeshan|2> cradek it does
[15:33:12] <cradek> it won't have the capacitors for single phase in
[15:33:15] <zeeshan|2> but it gets recitified to dc
[15:33:21] <zeeshan|2> so if you feed it single phase
[15:33:21] <cradek> sure
[15:33:22] <ssi> cradek: that's why he bought a 10hp vfd for a 5hp motor
[15:33:23] <zeeshan|2> it still works
[15:33:34] <ssi> cradek: that's why I bought a 25hp vfd for my 12hp motor
[15:33:35] <cradek> ok, if you say so
[15:33:39] <zeeshan|2> im using 10 hp capcactors
[15:33:42] <zeeshan|2> for 5 hp motor
[15:33:46] <zeeshan|2> for the ripple @ 120 deg
[15:33:46] <cradek> ok gotcha
[15:34:15] <zeeshan|2> okay so these glass encoders are "LS 904"
[15:34:15] <zeeshan|2> :D
[15:34:24] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[15:34:34] <CaptHindsight> https://ninesights.ninesigma.com/web/siemens-gallery/featuredgallery/-/needs-portlet/viewNeed/231
[15:34:52] <zeeshan|2> i thought linear scales
[15:34:55] <zeeshan|2> had a really slow response time?
[15:35:01] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[15:35:25] <cradek> looks like LS904 will have interpolators
[15:35:28] <CaptHindsight> "Siemens Corporate Technology is looking for new concepts and business models that will allow the consumer crowd engineering paradigm to be applied in professional or enterprise markets." have they all gone nuts?
[15:35:36] <zeeshan|2> cradek how can you tell?
[15:35:43] <zeeshan|2> http://www.microcontrol.it/files/compatibili_heidenhain.pdf
[15:35:44] <zeeshan|2> oh
[15:35:49] <zeeshan|2> this thing says "depending on interpolation electronics"
[15:36:16] <zeeshan|2> so it outputs different frequency sine waves or something?
[15:36:20] <zeeshan|2> for each tick mark?
[15:37:00] <zeeshan|2> looks like i should pick up an old school scope
[15:37:04] <zeeshan|2> to diagnose some things
[15:37:09] <zeeshan|2> i'm dealing with all these sine waves now
[15:37:12] <zeeshan|2> ;-)
[15:37:33] -!- balestrino [balestrino!balestrino@131.114.180.192] has joined #linuxcnc
[15:38:50] <zeeshan|2> please tell me mesa makes interpolators
[15:38:51] <zeeshan|2> :-(
[15:39:03] <cradek> no, keep the ones you have
[15:39:06] <zeeshan|2> i'm almost dead positive that the interpolators
[15:39:11] <zeeshan|2> are within the old school controller.
[15:39:18] <zeeshan|2> and not a stand alone unit
[15:40:02] <zeeshan|2> http://www.allmendinger.eu/uploads/pics/db_heidenhain-steuerung_02.jpg
[15:40:04] <zeeshan|2> inside a box like that
[15:40:12] <zeeshan|2> the mysterical unknown :-)
[15:40:19] <cradek> can you confirm that the amps need 95v and 165v? (or more likely 135 and 235 dc)
[15:40:30] <zeeshan|2> i will when i get back home tongiht
[15:40:52] <zeeshan|2> ill trace the transformer wiring
[15:41:09] <zeeshan|2> i wish i had 3 phase
[15:41:14] <zeeshan|2> so i could test out the output from the transformer
[15:41:17] <cradek> you have 230v single phase?
[15:41:19] <zeeshan|2> yes
[15:42:02] <zeeshan|2> thanks for the help
[15:42:06] <zeeshan|2> ill be back later tonight
[15:42:09] <zeeshan|2> couple hours :P
[15:43:58] <ssi> WOOOO!
[15:44:01] <ssi> my vfd will be here today :D
[15:44:08] <ssi> they didn't put the tracking number in til this morning, and it's on the truck
[15:48:43] -!- gonzo_nb [gonzo_nb!~gonzo@host-80-47-132-134.as13285.net] has joined #linuxcnc
[15:57:28] -!- asah [asah!~asah@c-69-181-176-3.hsd1.ca.comcast.net] has joined #linuxcnc
[16:08:37] -!- FreezingCold has quit [Read error: Connection reset by peer]
[16:09:03] -!- balestrino has quit [Ping timeout: 246 seconds]
[16:09:13] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[16:09:21] -!- mhaberler has quit [Quit: mhaberler]
[16:09:53] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[16:10:19] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[16:10:51] -!- skunkworks has quit [Read error: Connection reset by peer]
[16:11:57] postaL_offline is now known as postaL
[16:14:48] <cradek> zeeshan|2: I went through the single phase transformers at HGR and didn't find anything suitable
[16:17:40] <cradek> it seems like you might end up needing two transformers, and both the ratios are weird ones
[16:24:02] -!- capricorn_one has quit [Quit: Konversation terminated!]
[16:25:52] -!- jasen has quit [Ping timeout: 246 seconds]
[16:26:47] -!- Nick001-shop [Nick001-shop!~chatzilla@50.107.177.80] has joined #linuxcnc
[16:28:43] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[16:29:02] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[16:32:10] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[16:39:32] -!- koo5 [koo5!~sirdancea@98.82.broadband5.iol.cz] has joined #linuxcnc
[16:47:24] -!- md-2 has quit [Remote host closed the connection]
[16:51:02] -!- mle has quit [Ping timeout: 244 seconds]
[16:52:32] -!- md-2 has quit [Ping timeout: 260 seconds]
[16:53:05] -!- FreezingCold has quit [Read error: Connection reset by peer]
[16:53:47] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[16:55:25] -!- balestrino has quit [Ping timeout: 260 seconds]
[17:04:32] -!- zzolo has quit [Quit: zzolo]
[17:06:25] -!- kfoltman [kfoltman!~kfoltman@46.7.73.150] has joined #linuxcnc
[17:14:08] -!- jasen [jasen!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[17:16:02] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[17:16:04] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-29-140.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[17:17:18] -!- md-2 has quit [Remote host closed the connection]
[17:20:35] -!- motioncontrol [motioncontrol!~io@95.235.72.103] has joined #linuxcnc
[17:21:28] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[17:22:54] -!- md-2 has quit [Ping timeout: 272 seconds]
[17:24:26] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[17:25:02] -!- kfoltman has quit [Quit: Ex-Chat]
[17:29:10] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[17:34:18] -!- Tom_L has quit []
[17:35:19] -!- tronwizard [tronwizard!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[17:37:39] -!- FreezingCold has quit [Read error: Connection reset by peer]
[17:38:20] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[17:43:52] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[17:48:19] -!- BellinganRoy has quit [Ping timeout: 272 seconds]
[17:51:58] -!- gaute has quit [Ping timeout: 246 seconds]
[17:53:23] -!- md-2 has quit [Ping timeout: 272 seconds]
[17:54:56] -!- phantoxe has quit []
[17:59:26] -!- jasen has quit [Quit: Page closed]
[18:01:40] -!- hpopols [hpopols!4ef0e66d@gateway/web/freenode/ip.78.240.230.109] has joined #linuxcnc
[18:01:51] <hpopols> hi
[18:02:14] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[18:03:19] <hpopols> I am trying to install linuxcnc-sim on the last version of Linuxmint for gui developement purpose (coil machine GUI with pyside)
[18:03:31] -!- Flipp__ has quit [Ping timeout: 272 seconds]
[18:03:44] <hpopols> I tried compiling and through buildbot without success
[18:03:58] <hpopols> did anyone succed it?
[18:04:33] <hpopols> there is some dependancy issues
[18:05:11] <hpopols> Buildbot : libgnomeprintui2.2-0, libgnomeprint2.2-0 and libboost-python1.46.1
[18:05:46] <hpopols> somebody here?
[18:06:12] <cradek> hpopols: that isn't currently a platform we build for
[18:06:26] <cradek> so you're bound to have some dependency things to sort out
[18:06:37] <cradek> I recommend using debian stable (wheezy)
[18:06:37] <hpopols> hi cradek
[18:06:45] <hpopols> thank for responding
[18:07:44] <hpopols> I understand that, what do you use for dev? (virtualmachine?)
[18:11:57] -!- asah has quit [Quit: asah]
[18:11:59] <hpopols> anyway, thx cradek i will try wheezy on virtualbox for dev (i have already installed it on my mill)
[18:12:28] <hpopols> see you around
[18:12:40] <hpopols> bye
[18:16:06] -!- Flipp__ [Flipp__!Flipp@nat/google/x-dvjwmpysixixpksk] has joined #linuxcnc
[18:20:25] -!- zeitue has quit [Ping timeout: 244 seconds]
[18:21:29] -!- johtso has quit [Quit: Connection closed for inactivity]
[18:22:26] -!- hpopols has quit [Quit: Page closed]
[18:26:45] -!- zeitue [zeitue!~z@67.221.139.47] has joined #linuxcnc
[18:32:52] -!- zeitue has quit [Ping timeout: 240 seconds]
[18:34:16] -!- arek_at_work has quit [Quit: Konversation terminated!]
[18:36:28] -!- skunkworks has quit [Ping timeout: 250 seconds]
[18:38:55] -!- asah [asah!~asah@c-69-181-176-3.hsd1.ca.comcast.net] has joined #linuxcnc
[18:47:43] -!- Guest49351 has quit [Quit: Reconnecting]
[18:47:49] <cradek> I use wheezy for everything. I don't usually use virtual machines for anything.
[18:48:24] HeXiLeD is now known as Guest54047
[18:48:38] -!- zeitue [zeitue!~z@67.221.139.47] has joined #linuxcnc
[18:49:24] <_methods> heheh you don't run your cnc's off of vm's
[18:53:29] -!- md-2 has quit [Ping timeout: 260 seconds]
[18:55:52] -!- tronwizard has quit [Ping timeout: 240 seconds]
[18:56:51] -!- erictheise has quit [Quit: erictheise]
[18:57:20] -!- balestrino [balestrino!~balestrin@host16-203-dynamic.27-79-r.retail.telecomitalia.it] has joined #linuxcnc
[18:59:55] -!- tronwizard [tronwizard!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[19:05:21] -!- skunkworks_ [skunkworks_!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[19:06:29] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[19:07:35] -!- jasen [jasen!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[19:15:05] -!- koo5 has quit [Ping timeout: 272 seconds]
[19:18:37] -!- ler_hydra [ler_hydra!~ler_hydra@sailor-link.olf.sgsnet.se] has joined #linuxcnc
[19:19:54] -!- motioncontrol has quit [Quit: Sto andando via]
[19:20:12] -!- ink has quit [Disconnected by services]
[19:25:40] amnesic is now known as amnesic_away
[19:26:12] -!- anomynous_ has quit [Read error: Connection reset by peer]
[19:33:27] -!- skunkworks_ has quit [Ping timeout: 272 seconds]
[19:34:48] <MrSunshine> hmm ... my chinese keyless chuck just came apart?! .. like wtf :/
[19:35:35] -!- zeitue has quit [Ping timeout: 255 seconds]
[19:37:16] <PetefromTn_> jeez that sucks...
[19:37:24] <PetefromTn_> but the keyword here is CHINESE!
[19:37:51] <jdh> perhaps you really meant 'cheap'
[19:39:09] -!- WyrM has quit [Ping timeout: 272 seconds]
[19:39:19] <LeelooMinai> I am pretty sure Chinese can make as high quality chuck as they want:)
[19:39:54] -!- FreezingCold has quit [Read error: Connection reset by peer]
[19:41:10] -!- ler_hydra has quit [Remote host closed the connection]
[19:41:20] tjb11 is now known as tjb1
[19:41:22] <jdh> right. instead they make the one cheap people will buy
[19:41:57] <ssi> they absolutely can, and DO
[19:42:03] <ssi> you can buy high-quality chinese tools
[19:42:08] <ssi> just not at bargain basement prices :)
[19:43:02] <CaptHindsight> who are there rare individuals that recognize and demand quality products?
[19:43:20] <PetefromTn_> bastards!!
[19:43:27] <PetefromTn_> ;)
[19:43:29] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[19:43:45] <ssi> I've got several cheap chinese keyless chucks, and they're no albrecht, but they're servicable
[19:44:09] <Rab> I've been tempted by $40 eBay "precision keyless chucks", but just couldn't take the plunge.
[19:44:11] <ssi> but I have had issues with them being very hard to loosen if drilling with big drills, and had issues with the nose unscrewing when trying to loosen the jaws
[19:44:37] <Rab> ssi, how is typical TIR?
[19:45:36] <PetefromTn_> I have had a couple chinese keyless ones. One I got from Tormach for the old RF45 I had and it was surprisingly decent. I sold it with the machine.
[19:45:59] <ssi> Rab: eh, worst one is about .001
[19:46:37] <ssi> most of them dial well below that
[19:46:49] <Rab> ssi, that seems pretty good...I guess I'm coming from a drill press perspective.
[19:48:37] <ssi> yeah
[19:48:45] <ssi> and I don't stress over drill chuck runout too much anyway
[19:48:50] <ssi> drills pretty much go wherever they want to go
[19:49:27] <LeelooMinai> Or snap in half if they cannot:)
[19:50:39] -!- amiri_ has quit [Read error: Connection reset by peer]
[19:50:58] <PetefromTn_> Meh they are like a pencil... if you snap it just sharpen it and you're off to the races again LOL.
[19:51:22] <ssi> :)
[19:51:35] <ssi> I like short-LOC drills better anyway :)
[19:52:05] <PetefromTn_> I have been slowly replacing my chinese drills with the ones I get at Fastenal and they are quite good really.
[19:52:43] <PetefromTn_> most of the holes I machine with the Cincinatti I use them either in a collet holder or one of the KEYED drill chucks I have here.
[19:53:44] <PetefromTn_> I let my wife use the chinese ones in the cordless so when she snaps one I can say SEE I should have bought better drills!! so she lets me buy better drills the next time. hehehe
[19:53:54] <_methods> hahahah
[19:53:57] <_methods> brilliant
[19:54:04] <PetefromTn_> ;
[19:54:08] <PetefromTn_> ;)
[19:54:25] -!- md-2 has quit [Ping timeout: 255 seconds]
[19:54:38] -!- zeitue [zeitue!~z@67.221.139.47] has joined #linuxcnc
[19:54:52] <PetefromTn_> I bought one of those drill doctors and so far it's a piece of shit...
[19:54:58] -!- tinkerer has quit [Quit: Leaving.]
[19:55:33] <PetefromTn_> but I got it used from a guy on craigslist so maybe he just wore it the hell out and its not what it WAS...Doubtful.
[19:56:22] <Tom_itx> i doubt they're much good to begin wiht
[19:56:42] -!- txp has quit [Quit: Leaving]
[19:56:45] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[19:56:59] <PetefromTn_> yeah agreed
[19:57:17] <_methods> yeah those drill dr's are trash
[19:57:22] <PetefromTn_> It seems to work with anything larger than say a quarter inch or so but below that it sucks and it is hit or miss really.
[19:57:31] <_methods> you might as well just eyeball it
[19:57:41] <PetefromTn_> I found I got better results by hand
[19:57:48] <_methods> yep
[19:58:02] <Tom_itx> it's just as bad on larger ones, it's just not as visible
[19:58:06] -!- kwallace has quit [Ping timeout: 255 seconds]
[19:58:13] <PetefromTn_> but now I need to use my magnified goggles to be able to do that anymore since I am too stubborn to break down and get the glasses my doctor told me I need...
[19:58:32] <roycroft> i use a grinding wheel to sharpen large bits
[19:58:38] <roycroft> and smaller ones go in the recycle bin
[19:58:39] -!- swingley_ has quit []
[19:58:52] <Tom_itx> i haven't found a good pair of goggles i could deal with yet
[19:59:22] <_methods> if you watch craigslist you can find real sharpeners fairly often
[19:59:22] <PetefromTn_> these I got from a neighbor. They were from his father who passed away and he gave me a BUNCH of cool manual tools.
[19:59:39] <PetefromTn_> they are OLD SCHOOL!!
[20:00:12] <PetefromTn_> http://www.danscottandassociates.com/files/Product%20Photos/Magnification/optivisor.jpg
[20:00:15] <PetefromTn_> mine are like that.
[20:00:32] <PetefromTn_> Dunno what the magnification is but you gotta get pretty close LOL
[20:00:37] <roycroft> i have a couple optivisors
[20:00:45] <roycroft> i consider them essential tools
[20:00:58] <roycroft> the lenses are interchangable
[20:01:19] <Tom_itx> be nice to find some with buit in leds
[20:01:44] <PetefromTn_> I have seen some like that.
[20:01:45] <roycroft> http://www.amazon.com/Led-Light-Attachment-For-Optivisor/dp/B0058ECQ46/ref=sr_1_3?ie=UTF8&qid=1413316878&sr=8-3&keywords=optivisor
[20:01:55] <roycroft> i have that on one of mine
[20:02:04] <roycroft> it works brilliantly
[20:02:04] <ssi> PetefromTn_: so CME may have good prices, but holy cow they're a pain in the ass to deal with
[20:02:06] <PetefromTn_> damn thats kinda pricey.
[20:02:13] <PetefromTn_> why?
[20:02:17] <roycroft> you can build one for a few dollars
[20:02:20] <PetefromTn_> The guy was very cool to me over the phone.
[20:02:22] <ssi> well I told them everything i wanted, and they sent me back a price
[20:02:31] <ssi> but there was some communication issues back and forth
[20:02:36] <ssi> and I want an itemized list of everything I'm buying
[20:02:43] <ssi> ebay won't let me send an email address to them
[20:02:52] <PetefromTn_> call the guy on the phone...
[20:02:53] <ssi> and I talked to someone on the phone, but he spoke about zero english
[20:03:07] <ssi> and the general gist of the conversation was he had no way to send me the list, or was unwilling to
[20:03:10] <ssi> not sure which
[20:03:21] <ssi> lots of "you talk to her long time on ebay alreadyA
[20:03:30] <Tom_itx> did you insult him?
[20:03:34] <ssi> I don't think so?
[20:03:40] <PetefromTn_> really I spoke to a guy that was very helpful and built the package to my request basically.
[20:03:53] <Tom_itx> but didn't ship it?
[20:03:54] <Tom_itx> :D
[20:04:13] <PetefromTn_> what do you want?
[20:04:49] <Tom_itx> i suppose quality service is just too much to ask for anymore
[20:04:58] <PetefromTn_> Ultimately he put together three different packages I bought on ebay and he swapped out what I wanted in them.
[20:05:18] <PetefromTn_> wish I could remember the name of the guy I spoke with. JOHN?
[20:05:28] <PetefromTn_> I cannot remember..
[20:06:12] <ssi> I can't recall exactly what I asked for, but it's something like this
[20:06:46] <ssi> 3 short ER32 chucks, 2 4" chucks, 1 6" chuck, 2 6" ER16 chucks, 1 1/2" keyless drill chuck, a 32nds set of ER32 collets, and two each of 3/8, 1/2, 3/4 ER32 collets
[20:06:57] <ssi> and I asked for spanner wrenches for those, and they sent me prices on ER nuts
[20:07:08] <ssi> and I asked about cinci pull studs, and they sent me details on the haas ones
[20:07:14] <ssi> I just want to make sure I'm not buying anything I don't want
[20:07:42] <ssi> the price they quoted was $448
[20:07:50] <PetefromTn_> yeah they did not have the pull studs for mine.
[20:07:52] <ssi> which also seems a little high?
[20:07:56] -!- sumpfralle [sumpfralle!~lars@p5B2CC080.dip0.t-ipconnect.de] has joined #linuxcnc
[20:07:58] <ssi> I just want to see an itemized list
[20:08:17] -!- WyrM has quit [Ping timeout: 272 seconds]
[20:08:26] <ssi> otherwise I'm better off just ordering directly off their ebay auctions so at least I know what I'm getting :P
[20:08:33] <PetefromTn_> the long ER20/16 chucks are nice because you can get them in tighter places.
[20:08:52] <ssi> that's why I included them
[20:08:57] <ssi> I have ER16 collets already
[20:08:58] <PetefromTn_> Like I said that is basically what we did, I spoke to him and told him what I wanted...
[20:09:12] <PetefromTn_> and ordered the sets he sold.
[20:09:23] <ssi> and for little endmills, pretty much everything is 3/8" shank
[20:09:24] <PetefromTn_> then he swapped out certain items for others from other sets
[20:09:46] <PetefromTn_> depends on your definition of little LOL
[20:10:13] <ssi> everything 3/8" and below that i use has a 3/8" shank for the most part
[20:10:19] <ssi> even some 7/16" endmills are 3/8" shank
[20:10:37] <PetefromTn_> really...
[20:10:40] -!- erve has quit [Remote host closed the connection]
[20:10:41] <ssi> until you get down to like dental mills / pcb mills
[20:10:44] <ssi> those are 1/8" shank
[20:10:50] <PetefromTn_> most of the cutters that are smaller have quarter inch shanks..
[20:11:06] <ssi> I don't have much of anything with a quarter inch shank
[20:11:14] <ssi> I've got 1/8" and 1/16" endmills with 3/8" shanks
[20:11:27] <PetefromTn_> hmmm
[20:11:37] <PetefromTn_> my 1/8 are 1/8 inch shank.
[20:11:59] <PetefromTn_> my quarter inch endmills both flat and ball are all quarter inch shanks.
[20:12:11] <PetefromTn_> the engraver bits I got are quarter inch shanks.
[20:12:21] -!- sumpfralle has quit [Ping timeout: 260 seconds]
[20:12:23] <PetefromTn_> thats why the collet sets are nice..
[20:12:27] <ssi> yeah I have an engraver bit with 1/4" shank
[20:12:44] <ssi> well the collet sets are nice, but my plan is to have a full set of collets, and then just several of the common sizes
[20:12:56] <ssi> cause I bet I'll have five or six 3/8" shank tools in the machine
[20:13:02] <ssi> and a couple 1/2", couple 3/4"
[20:13:14] <_methods> yeah buy lots of 1/4,3/8,1/2
[20:13:17] <ssi> hey do you have a braking resistor for your VFD?
[20:15:04] <PetefromTn_> yeah
[20:15:16] <ssi> what did you use?
[20:15:23] <PetefromTn_> DIY LOL
[20:15:30] -!- zzolo has quit [Quit: zzolo]
[20:15:41] <ssi> yeah I figured
[20:15:55] <ssi> that's good... my VFD on the hardinge requires a module with external IGBT
[20:16:48] -!- kfoltman [kfoltman!~kfoltman@46.7.73.150] has joined #linuxcnc
[20:16:57] <PetefromTn_> I know Hitachi sells one but Art and I just looked at the specs and found an element that was the same thing.
[20:17:07] <ssi> heating element?
[20:17:26] <PetefromTn_> yeah
[20:18:00] <ssi> you and connor are gonna have to show me how to do the modbus thing
[20:18:12] -!- sumpfralle [sumpfralle!~lars@p5B2CC080.dip0.t-ipconnect.de] has joined #linuxcnc
[20:18:26] <PetefromTn_> yeah if the modbus works for the orient that is...hehe
[20:19:22] <PetefromTn_> http://www.ebay.com/itm/SHARS-5-8-KEYLESS-DRILL-CHUCK-CAT40-V-FLANGE-ADAPTER-CAT-40-NEW-/350959600994?pt=BI_Tool_Work_Holding&hash=item51b6d28562
[20:19:29] <PetefromTn_> Wonder how bad that thing is LOL
[20:19:45] <ssi> I'm sure it's fine
[20:19:48] <cpresser> question about limit-switches. since i want them to act as hardware-interlock (cut the enable-signal to the drive), ill wire the switches in serial (they are normaly closed). but i would also like to connect them individually to my mesa-io card
[20:19:50] <ssi> I have that chuck on an R8 arbor
[20:19:55] <cpresser> so i can see wich switch triggerd
[20:19:57] <cpresser> any hints?
[20:20:05] -!- tjtr33 [tjtr33!~tjtr33@192.34.28.89] has joined #linuxcnc
[20:20:19] <Rab> Shars stuff is not terrible, I think they have some kind of QC arrangement worked out with their sources.
[20:20:38] <ssi> cpresser: you'd need double pole switches to do that
[20:20:50] <tjtr33> zeeshan|2, interfacing to HeidEncoders English
http://www.heidenhain.de/de_EN/php/documentation-information/brochures/popup/media/media/file/view/file-0668/file.pdf
[20:20:57] <ssi> yeah I've got a lot of shars tooling, and I'm not unhappy with any of it for the money
[20:21:04] <cpresser> ssi: yep, i figured that... but i cant replace the exisiting ones. because of mechanical constraints
[20:21:06] <PetefromTn_> My limits completely kill power to the drive side of my servo drives.
[20:21:42] <_methods> yeah i did get a dial indicator with a crushed back from shars one time
[20:21:59] <_methods> but i was putting a mag back on it so it didn't matter
[20:22:39] <PetefromTn_> http://imgur.com/ICb8oDp Just got this photo in an email from a previous customer.. He seemed to like the custom sidewheel I machined for him LOL...
[20:22:58] <ssi> lol nice
[20:23:06] <_methods> damn
[20:23:10] <_methods> can'tmiss that
[20:23:14] <PetefromTn_> Honeslty I have gotten two different items from shars that I was less than impressed with.
[20:23:25] <PetefromTn_> thanks guys. It came out pretty sweet .
[20:23:34] -!- sumpfralle has quit [Ping timeout: 265 seconds]
[20:23:46] <PetefromTn_> but yeah I bought a coaxial indicator and an LED edge finder. Both of which were less than great.
[20:23:58] <_methods> yeah if you buy a coax get a blake
[20:24:03] <_methods> don't buy anything else
[20:24:04] <PetefromTn_> the coaxial I was able to put in my lathe and repair
[20:24:11] <PetefromTn_> it actually works decent now.
[20:24:22] <PetefromTn_> The LED edge finder was not too great.
[20:24:39] <_methods> yeah those things are not so hot
[20:24:42] <PetefromTn_> it for some reason would not touch off on large blocks of aluminum for some reason..
[20:24:42] <ssi> I have a shars coaxial indicator and it hasn't given me any trouble
[20:24:49] <_methods> i still prefer real edge finder
[20:24:58] <PetefromTn_> well you musta got lucky then.
[20:25:07] <PetefromTn_> yeah I much prefer my starrett.
[20:25:17] <PetefromTn_> the LED one just sits in the box now.
[20:25:28] <cpresser> idea on how to wire the limit-switches:
http://imgur.com/g1ZZ4W4
[20:25:33] <_methods> i use my led one when i'm workin on the backside of a tombstone in horizontals
[20:25:34] <PetefromTn_> I toyed with the idea of making a probe out of it but I honeslty want a real probe.
[20:25:41] <cpresser> howver, that does not work when more than one switch is pressed
[20:25:48] <_methods> or one of those shitty machines you can't open doors on now because of safety
[20:25:55] <cpresser> an i will have 6 in series
[20:26:18] -!- jduhls has quit [Client Quit]
[20:26:59] <_methods> i don't know how these machine makers think you're supposed to touch off on a part if you can't open the door
[20:27:00] <PetefromTn_> cpresser Like I said all of my limits are wired in with my estop circuit that kills all drive power for movement. I have a limit override button that allows me to jog off a limit should I ever hit one. If the machine is setup correctly you really should NEVER hit one..
[20:27:26] <ssi> PetefromTn_: actually that's a good point
[20:27:35] <_methods> especially once the windows get all screwed up from chips hitting them
[20:27:36] <ssi> if your limit switches are physically wired into your drive enable circuit,
[20:27:42] <ssi> you'll never be able to override limits and jog off them
[20:27:54] <PetefromTn_> most machines have an override for the door you can change.
[20:27:59] <cpresser> yes, that is a problem. but this machine can be moved manually
[20:28:22] <ssi> cpresser: personally I've always been happy with the estop chain being all in software, and just having positive enables
[20:28:25] <PetefromTn_> what kind of machine is it?
[20:28:44] <cpresser> perhaps ill get some relays with two poles. and control them with the limit-switches
[20:28:56] <cpresser> its a tensile-strenght-testing machine
[20:29:00] <cpresser> only one axis
[20:29:16] <PetefromTn_> no way would I want estop or limits not be hard wired to power...especially on a commercial machine...
[20:29:17] <cpresser> with a handwheel to manually move it.
[20:29:34] <cpresser> yes, i want it hardwired. its not a toy (100kN force!)
[20:29:48] <ssi> PetefromTn_: the fact that you can jog off limits with the override limits setting suggests that your limits are not hard wired to power :P
[20:30:01] <PetefromTn_> no actually they ARE wired to power.
[20:30:19] <PetefromTn_> limits or estop drops out the latching relay that powers all the drives.
[20:30:20] -!- WyrM [WyrM!wyrm@bnc.wyrm.net.br] has joined #linuxcnc
[20:30:20] -!- WyrM has quit [Changing host]
[20:30:20] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[20:30:57] <cpresser> but there is a override to the relay?
[20:31:02] <PetefromTn_> the limit overrid button actually restores the relay power and allows me to enable the drives so I can CAREFULLY jog off the limit.
[20:31:14] <cpresser> i would use a key-switch for that
[20:31:29] <PetefromTn_> mine is a physical switch.
[20:31:32] -!- mhaberler has quit [Quit: mhaberler]
[20:31:37] <PetefromTn_> not really necessary to be keyed.
[20:31:56] <PetefromTn_> it only really does anything when you are on the limits or in estop.
[20:31:57] <cradek> mine's a button on the side of the console that has to be held in
[20:32:06] <PetefromTn_> yeah you have to hold it in.
[20:32:32] <ssi> need a keyswitch on either side of the cabinet, toward the back
[20:32:34] <ssi> four guys
[20:32:36] <cradek> we did the same thing on seb's retrofit, except it happens to be on the back so you have to get someone to help you, haha
[20:32:43] <ssi> one to open the sealed instructions
[20:32:47] <ssi> two to turn the keys together
[20:32:48] * cpresser needs to get some DIN-Rail relays
[20:32:53] <ssi> one to turn the handwheel
[20:33:03] <PetefromTn_> and one to RULE THEM ALL!!!
[20:33:04] <ssi> and carefully enter the launch codes
[20:33:21] <PetefromTn_> I got mine from Galco..
[20:33:30] <PetefromTn_> they were most reasonable..
[20:33:42] <PetefromTn_> and they give you a nice big candy bar with your order :D
[20:34:20] <PetefromTn_> needless to say when I fried the 7i77 awhile back and got new relays just in case I waited patiently for my candy bar to arrive..
[20:34:58] -!- hm2-buildmaster has quit [Remote host closed the connection]
[20:35:00] -!- linuxcnc-build has quit [Remote host closed the connection]
[20:35:08] -!- WyrM has quit [Ping timeout: 260 seconds]
[20:37:32] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[20:38:21] -!- tjb1 has quit [Read error: Connection reset by peer]
[20:38:43] -!- tjb1 [tjb1!~tjb1@cpe-69-207-197-216.stny.res.rr.com] has joined #linuxcnc
[20:40:23] -!- turbozee [turbozee!8271b44f@gateway/web/freenode/ip.130.113.180.79] has joined #linuxcnc
[20:40:53] <turbozee> YO
[20:42:22] phantoneD is now known as phantoxeD
[20:43:16] -!- skunkworks_ [skunkworks_!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:44:45] <turbozee> i am a bit confused about my dc brush servos.
[20:44:48] <turbozee> <-zeeshan
[20:45:02] <ssi> what about
[20:45:05] <turbozee> since they have tachometers which measure the velocity of the motor
[20:45:15] <turbozee> why do you even need glass linear encoders
[20:45:22] <cradek> for position feedback
[20:45:27] <ssi> wecause tachometers don't give you position
[20:45:27] <turbozee> why cant you just take the integral of velocity and get position?
[20:45:43] <ssi> you could, but it wouldn't be terribly accurate
[20:45:45] <cradek> can you cover your windows and drive the car by looking at the speedometer?
[20:45:56] <turbozee> cradek
[20:45:59] <turbozee> if i knew the integral
[20:45:59] <turbozee> yes
[20:46:05] <turbozee> and i was sampling it enough time
[20:46:10] <turbozee> fast enough
[20:46:16] <ssi> yes, it's theoretically possible
[20:46:22] <ssi> that's how inertial navigation systems work
[20:46:23] <turbozee> i did a lab where we took the integral of velocity signal to get position
[20:46:27] <ssi> it's not practical tho
[20:46:34] <turbozee> any noise in the velocity signal though gets amplified
[20:46:39] <turbozee> thats the only negative part of it
[20:46:41] <turbozee> but if you filter it
[20:46:42] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[20:46:47] <turbozee> it works prety well
[20:47:06] <cradek> pretty well does not give you machining precision in position
[20:47:10] <ssi> correct
[20:47:12] <turbozee> haha
[20:47:16] <turbozee> good enough
[20:47:34] <tjtr33> you can do 50mph in Cincinnatti and do 50mph in Barcelona, velocity dont jive with posn
[20:47:47] <Deejay> gn8
[20:48:05] <ssi> tjtr33: if you know where you started from, and how fast you went and in what direction, you can know exactly where you are
[20:48:08] <ssi> in theory
[20:48:09] <ssi> but all those errors creep in :)
[20:48:24] <ssi> like I said, that's how INS works in airplanes
[20:48:34] <turbozee> the error is small
[20:48:35] <ssi> the old ones are big three axis mechanical gimbaled gyros/accelerometers
[20:48:42] <turbozee> if your sampling rate of velocity is high.
[20:48:51] <turbozee> cause you need delta angle
[20:48:52] <cradek> and your velocity precision is perfect
[20:48:55] <ssi> and it measures and integrates rolling moments and linear accelerations in three axes
[20:48:58] <PCW> the error buillds up
[20:49:04] <ssi> yep
[20:49:34] <turbozee> http://s130.photobucket.com/user/turbozee84/media/tacho_zpseed723ac.png.html?sort=3&o=127
[20:49:38] <cradek> your analog velocity mode amps will always have some offset, which will look like creeping when the position loop is not closed
[20:49:39] <turbozee> sorry for the ads
[20:49:39] <ssi> so dangit, these drives use DSUB, but they're high density DSUB, and I don't have the shells on hand
[20:49:41] -!- Deejay has quit [Quit: bye]
[20:49:43] <ssi> figures :/
[20:49:46] <turbozee> but thats a sine wave velocity
[20:50:01] <turbozee> and btw i meant differentiated
[20:50:03] <turbozee> not integrated
[20:50:09] <turbozee> red is the differentiated position signal
[20:50:13] <turbozee> note the noise
[20:50:20] <turbozee> it hasn't been passed through a filter
[20:50:27] <turbozee> and also note the discretization
[20:50:32] <turbozee> thats cause of the sampling rate we used in the lab
[20:50:40] <ssi> see that's an entirely different thing
[20:50:49] <ssi> differentiating velocity from encoder position is pretty straightforward
[20:50:49] <turbozee> plz explain
[20:50:52] -!- koo5 [koo5!~sirdancea@98.82.broadband5.iol.cz] has joined #linuxcnc
[20:50:59] <ssi> you don't get accumulated error in differentiation
[20:51:18] <turbozee> we're differentiating the sine wave coming out of a tach output arent we?
[20:51:20] <turbozee> to get position
[20:51:22] <tjtr33> i see what you're saying, a constant history of position vs time could indicate posn, but why not try it and see how well it works
[20:51:23] <ssi> no
[20:51:38] <turbozee> tjtr33: exactly
[20:51:44] <ssi> tjtr33: it doesn't work well enough to hold a tenth over a few hundred feet of axis motion, thats for sure
[20:51:53] <turbozee> ssi like is aid
[20:51:57] <turbozee> it dependso n your sampling rate
[20:52:06] <PCW> your velocity sensing is no better than 1% accurate at best
[20:52:10] <ssi> it depends on a lot more than that
[20:52:19] <turbozee> PCW so thats the problem then
[20:52:22] <turbozee> your velocity varies
[20:52:31] <turbozee> that makes sense
[20:52:32] <PCW> sensing is the problem
[20:52:41] <tjtr33> tacho doesnt have sine, its dc, signed. you mean resolver?
[20:52:50] -!- zlog has quit [Ping timeout: 244 seconds]
[20:52:55] <turbozee> tjtr33: using the sine wave as an example
[20:52:56] <ssi> error in the sensors, error in the feedback electronics, error in the servo amps
[20:53:04] <turbozee> in this case i guess was a resolver
[20:53:11] <ssi> in theory it works great, in practice it's not practical :)
[20:53:19] <turbozee> now the question is for my glass encoders
[20:53:23] <turbozee> how do i determine its response time
[20:53:33] <turbozee> are they typically fast enough?
[20:53:42] <tjtr33> look at the heidenhain docs, they specify the limits
[20:53:44] <PCW> works for missiles
[20:53:47] <turbozee> haha
[20:53:52] -!- Tom_itx has quit [Ping timeout: 240 seconds]
[20:54:10] <turbozee> i'm just askign these questions because we've learned something in school and it doesn't line up with what im working with practically
[20:54:17] <turbozee> so you guys are helping me link the missing link
[20:54:22] <turbozee> i'm not trying to argue! :P
[20:54:26] <PCW> with laser gyroscopes you can get pretty close
[20:54:43] <turbozee> okay so response time isn't an issue
[20:54:49] <turbozee> for the speeds i'm working with
[20:54:52] <turbozee> (250 ipm)
[20:54:58] <ssi> yeah... modern INS systems are laser ring gyros, and they still re-reference to remove error based on periodic GPS update
[20:55:09] -!- md-2 has quit [Ping timeout: 272 seconds]
[20:55:34] <cradek> turbozee: the scales on your machine are obviously suitable for cnc work
[20:55:41] <turbozee> so i have an output from my tacho that feeds into the servo amplifier and controls it's position
[20:55:49] <ssi> sigh no
[20:55:52] <turbozee> er
[20:55:54] <tjtr33> cool hows that work?
[20:55:54] <turbozee> i'm wrong!
[20:55:56] <cradek> turbozee: some cheap scales meant for manual machines are not (they only update a few times a second)
[20:55:58] <PCW> controls ist velocity
[20:56:17] <ssi> the servo drive and motor is a black box which you send a velocity command and it attempts to run at that velocity
[20:56:31] <ssi> the tach is just a feedback mechanism in that system which you needn't concern yourself with
[20:56:38] <turbozee> so if you're controlling velocity
[20:56:44] <turbozee> how does it know it'll hit it's target position?
[20:56:44] <ssi> you need to close the position loop in linuxcnc
[20:56:50] <tjtr33> the tach closes the velocity loop
[20:57:06] <turbozee> so since it's speed controlled
[20:57:14] <turbozee> i can be ensured when i ask it to spin 10 rev/s for example
[20:57:18] <turbozee> it's actually spinning at 10rev/s
[20:57:21] <ssi> yes
[20:57:22] <turbozee> instead of 15rev/s
[20:57:23] <turbozee> okay
[20:57:30] -!- zlog [zlog!~zlog@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[20:57:38] <cradek> 10 more or less
[20:57:40] <turbozee> so then the glass scales get fed to linuxcnc through an interpolator
[20:57:45] <PCW> regardless of load
[20:57:45] <turbozee> which discritizes the positions
[20:57:47] <cradek> it won't go 10 instantly of course
[20:58:06] <turbozee> and there will be a feedback loop within linuxcnc to control the position
[20:58:13] <ssi> yes
[20:58:14] <cradek> yes you need a position loop and pid tuning outside this
[20:58:23] <turbozee> and this is where hardware mesa comes in
[20:58:26] <turbozee> because i need the speeds
[20:58:39] <turbozee> for the feedback loop
[20:59:09] <turbozee> last question!
[20:59:19] <turbozee> glass scales output some sine current wave
[20:59:21] <cradek> the hardware reads position (encoder), sends it to linuxcnc/hal, which outputs velocity, which the hardware sends to your amps via a dac
[20:59:42] <tjtr33> http://www.linuxcnc.org/emc2/index.php/italian/component/content/article/42-emc-internals
[21:00:24] <turbozee> DAC stands for?
[21:00:49] <tjtr33> and some ( esp heidenhain) linear scales output sinus-es. very many are digital output, heid is special
[21:00:56] -!- nofxx has quit [Remote host closed the connection]
[21:01:18] <tjtr33> and beware old heid output 11uA sinus, newer are 1V p/p sinus.
[21:01:31] -!- afiber__ [afiber__!~sabayonus@p2003005BE9009933BE5FF4FFFE4A972D.dip0.t-ipconnect.de] has joined #linuxcnc
[21:01:31] <turbozee> tjtr33: can yout ell me what to search on google
[21:01:37] <turbozee> to understand the difference between how glass scales function
[21:01:42] <tjtr33> look at the doc i posted ^^^
[21:01:43] <turbozee> and the signals they generate
[21:02:38] <turbozee> yuor link shows the flow
[21:02:42] <turbozee> of how the signals communicate
[21:03:25] -!- Cylly [Cylly!cylly@p54B12EA8.dip0.t-ipconnect.de] has joined #linuxcnc
[21:04:06] -!- Loetmichel has quit [Ping timeout: 246 seconds]
[21:04:22] <tjtr33> dont the 1st pics show how sinus is used to get incremental posn change?
[21:05:20] <tjtr33> i suppose it doesnt go deep enuf, i'll look
[21:08:30] -!- kfoltman has quit [Quit: Ex-Chat]
[21:08:41] <tjtr33> how glass scales function
http://goo.gl/bW2Xua
[21:08:55] <turbozee> that other link is nice
[21:09:04] <turbozee> it shows the general level links
[21:09:07] <turbozee> between the devices
[21:09:20] <turbozee> you are the man
[21:09:26] <turbozee> this ppt is exactly what i need
[21:09:58] -!- FinboySlick has quit [Quit: Leaving.]
[21:09:59] <tjtr33> google is you freyand
[21:10:06] <turbozee> well you need to know what to look for
[21:10:08] <turbozee> tahts half the problem
[21:10:23] <turbozee> i was trying to google glass scale how they work
[21:10:26] <turbozee> and nothing was comig up :p
[21:10:32] <tjtr33> yah, try looking up info on HAL or AXIS
[21:10:47] <tjtr33> you get loads that aint what your lookin for
[21:11:43] <tjtr33> or EDM ( lotsa Edmonton Hocket scores :p
[21:12:23] <tjtr33> gnite!
[21:12:27] -!- tjtr33 has quit [Quit: Leaving]
[21:19:34] -!- syyl_ [syyl_!~sg@p4FD126C1.dip0.t-ipconnect.de] has joined #linuxcnc
[21:20:12] -!- Valen1 [Valen1!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[21:20:37] Valen1 is now known as Valen
[21:22:29] <turbozee> if these encoders are 'nfg' no f_ good
[21:22:39] <turbozee> i can always throw an encoder on the rear shaft of the servo?
[21:22:43] <turbozee> and get position?
[21:27:17] -!- brianmorel99 has quit [Read error: Connection reset by peer]
[21:28:37] -!- sudobangbang has quit [Ping timeout: 245 seconds]
[21:28:57] <PCW> yes
[21:31:40] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[21:32:23] <turbozee> interesting
[21:32:31] <turbozee> this ppt says they're good for up to 300 ipm
[21:32:36] <turbozee> sweet
[21:32:45] <turbozee> makes sense why they don't get used in modern cnc machines anymore
[21:35:07] <turbozee> damn it no signal info in this ppt :(
[21:35:57] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[21:36:12] <turbozee> so if the signal period is 4 micron
[21:36:22] <PCW> Newer linear scales are faster
[21:36:24] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[21:36:39] <turbozee> what is the output on an oscilloscope
[21:36:46] -!- f1oat has quit [Ping timeout: 240 seconds]
[21:36:47] <turbozee> when i traverse from one tick to another
[21:36:50] <turbozee> a pulse?
[21:36:55] <turbozee> pcw oh
[21:38:30] -!- hm2-buildmaster has quit [Remote host closed the connection]
[21:38:31] -!- linuxcnc-build has quit [Remote host closed the connection]
[21:42:19] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[21:42:27] <PCW> direct from the scale you have a sine and cosine current or voltage (either ~11 ua peak or 1V peak)
[21:43:11] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[21:43:14] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[21:43:53] <turbozee> how does that sine wave relate to the tick mark?
[21:44:02] <PCW> on full sine/cosine cycle per 4u (if thats the scale resolution)
[21:44:03] <turbozee> every tick mark generates one wave length?
[21:44:08] <PCW> one full
[21:49:38] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[21:49:45] <turbozee> http://upload.wikimedia.org/wikipedia/commons/3/38/Circular_Lissajous.gif
[21:50:02] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[21:50:04] <turbozee> so when it's idling at no tick mark
[21:50:06] <turbozee> whats the output?
[21:50:17] <turbozee> so confusing!
[21:50:34] <PCW> 2 analog values
[21:50:46] <turbozee> so cos will be 1
[21:50:50] <turbozee> and sin will be 0 for exampel?
[21:50:57] <PCW> could be
[21:51:05] <turbozee> and asap the sensor sees the tick mark
[21:51:09] <turbozee> sine will shoot up to 1
[21:51:15] <turbozee> while the cos will shoot to 0
[21:51:17] <PCW> nope
[21:51:20] <turbozee> oh
[21:51:43] <PCW> they are continuous sine/cosine waveforms
[21:51:56] <PCW> with a period of 4 u
[21:52:48] <turbozee> okay so i am imagining a sine + cosine wave with a period of 4 u constantly being outputted on the oscilloscope while i'm at no tick mark
[21:52:55] <turbozee> what happens to the wave when it sees the tick mark?
[21:55:40] <PCW> the light intensity is modulated by the scale so there is a peak every scale period, its all optical at this point
[21:55:52] -!- md-2 has quit [Ping timeout: 240 seconds]
[21:56:55] <__rob2> can anyone tell me how quickly something like an l298n dc motor driver's break mode will stop a motor ?
[21:57:09] <PCW> the scale is purely analog (the light intensity varies in approximate sinusoidal fashion with scale position)
[21:57:26] <__rob2> I have a 17 optical encoder and I was hoping I would be able to drive it with a control loop to within these sorts of resolutions
[21:57:26] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[21:57:29] <__rob2> so 0.002 degrees
[21:57:53] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[21:57:56] <__rob2> Not sure how feasable that is
[21:58:03] <__rob2> 17 bit*
[21:58:43] <PCW> statically you can may be able to get within a count or so , not when moving or with variable loads
[21:59:01] <turbozee> pcw so an interpolator
[21:59:07] <turbozee> is discretizing that signal
[21:59:08] <turbozee> to position
[21:59:16] <turbozee> er digital logic
[21:59:16] <__rob2> well to be honest I only care about where it is, ideally if it stops within 0.05 degrees
[21:59:16] <turbozee> i mean
[21:59:17] <__rob2> thats fine
[21:59:57] <__rob2> the main thing is that it gets from a to b fast
[22:00:16] <__rob2> and stops as close the target position in as short a time as possible
[22:00:18] <PCW> yes basically the interpolator figures out the angle represented by the sine/cosine values and output that somehow
[22:00:44] -!- jvrousseau has quit [Quit: (null)]
[22:00:49] <ssi> not unlike resolver converters?
[22:00:56] -!- bjm__ has quit [Ping timeout: 272 seconds]
[22:01:28] -!- balestrino has quit [Ping timeout: 260 seconds]
[22:01:35] <turbozee> <- is stuipd cause i dont get it still
[22:01:36] <turbozee> lol
[22:01:41] <PCW> yes, except resolvers have a carrier (the "carrier is DC on scales)
[22:01:44] <ssi> right
[22:02:09] <ssi> but what I mean is, is the interpolator emulating a quadrature encoder?
[22:02:11] <turbozee> http://lh3.ggpht.com/_X6JnoL0U4BY/S22RsgmTaTI/AAAAAAAARY4/_lQ4H504fac/s1600/tmpBB55_thumb3.jpg
[22:02:15] <ssi> or what sort of output does the interpolator have
[22:02:21] <PCW> and resolver pitch is huge compared to scales
[22:02:53] -!- chillly has quit [Quit: Ex-Chat]
[22:03:16] <PCW> The (older) Heidehain ones output quadrature
[22:03:17] <turbozee> so signal period is 4 u
[22:03:37] <turbozee> of a normal sine wave
[22:03:50] <turbozee> i dont see how the signal changes!!!1
[22:03:53] <turbozee> when it sees a tickmark!
[22:04:00] <ssi> it changes continuously
[22:04:15] <turbozee> im trying to compare to discrete situations thoug
[22:04:25] <turbozee> where there is no tick mark and when there is one
[22:04:32] <turbozee> ifi m sitting at one tickmark for 2 hours
[22:04:40] <turbozee> ifi m sitting at no tickmark for 2 hours
[22:04:45] <ssi> the signal doesn't change if the encoder isn't moving
[22:04:46] <turbozee> and then move to a tickmark
[22:04:50] <turbozee> OH
[22:04:59] <turbozee> OHHH
[22:04:59] <ssi> it's not a modulated carrier
[22:05:02] <ssi> it's a static value
[22:05:09] <turbozee> omg.
[22:05:18] <turbozee> so it generates a full sine wave when it goes from one tick mark to another
[22:05:22] <turbozee> with a period 4 u.
[22:05:34] <ssi> yes
[22:05:37] <turbozee> i get it now
[22:05:38] <turbozee> lol
[22:05:43] <turbozee> thank you :D
[22:06:05] <ssi> so basically it'll be something like, every time sin is 0 and cos is -1, you're at a tick mark
[22:06:17] <turbozee> yes
[22:06:25] <ssi> and if you measure the value of each and calculate the phase angle
[22:06:30] <ssi> you know exactly where you are between ticks
[22:06:32] <turbozee> so technically you kow
[22:06:33] <turbozee> yea
[22:06:40] <turbozee> right between the tick mark fairly accurately
[22:06:43] <ssi> yes
[22:06:57] <turbozee> build me an interpolator electrical circuit
[22:06:59] <turbozee> :D
[22:07:06] <ssi> probably isn't hard
[22:07:09] <ssi> send me a glass scale and I'll make it
[22:07:11] <turbozee> <3
[22:07:22] <turbozee> will do if i cant scavenge it
[22:07:26] <turbozee> out of the tnc 140
[22:07:29] <turbozee> *150
[22:07:38] <turbozee> im really hoping its a module of its own
[22:07:38] <ssi> while you're at it
[22:07:38] <ssi> http://www.dhl.com/content/g0/en/express/tracking.shtml?AWB=3753821525&brand=DHL
[22:07:41] <turbozee> but likely its not
[22:07:44] <ssi> tell them to hurry up with my hall converter boards
[22:07:52] <turbozee> haha
[22:07:58] <turbozee> its china
[22:08:00] <turbozee> they take their sweet time
[22:08:05] <ssi> yeah
[22:08:10] <ssi> love paying $40 rush fee and $42 shipping
[22:08:15] <ssi> for them to sit on it
[22:08:22] <turbozee> lol
[22:08:31] <turbozee> itw oulda came next year!
[22:08:47] <turbozee> i gotta check how many pins are coming out of the encoders today
[22:08:49] <turbozee> i think its 4
[22:09:09] <ssi> the scales you mean?
[22:09:12] <turbozee> yes
[22:09:17] <turbozee> linear encoders i guess :P
[22:09:28] <turbozee> damn all these terms.
[22:09:48] -!- karavanjo has quit [Ping timeout: 272 seconds]
[22:09:49] <ssi> four really?
[22:09:57] <turbozee> i thinkso
[22:09:59] <turbozee> i don't remember exactly
[22:10:03] <turbozee> ill check asap ig et home
[22:10:05] <ssi> if so, that'd have to be something like 5V/gnd/A/B, single ended
[22:10:06] <ssi> no reference
[22:10:33] <ssi> the ones I'm seeing are like A /A B /B R /R 5V GND
[22:10:47] <turbozee> so 8 pin
[22:10:52] <ssi> yep
[22:11:22] -!- md-2 has quit [Quit: Leaving...]
[22:11:23] <turbozee> damn it tehse students need to finish
[22:11:26] <turbozee> so i can gtfo
[22:11:52] <roycroft> pull the fire alarm
[22:12:00] <turbozee> haha
[22:12:30] <turbozee> tehres gotta be a wayto process the signal
[22:12:32] <turbozee> in linuxcnc
[22:12:33] <turbozee> :-(
[22:12:38] <turbozee> but cpu is prolly too slow
[22:12:49] <ssi> I bet mesa's resolver converter could do it
[22:13:13] <turbozee> mr pcw could prolly tweak it
[22:13:13] <ssi> I really could whip something up pretty easily
[22:13:15] <PCW> Its a different problem
[22:13:33] <PCW> Needs fast low res A-D
[22:13:41] <ssi> how fast?
[22:13:52] <PCW> IC-Haus uses 70MS/Sec
[22:14:01] <turbozee> swap in a faster a-D for me
[22:14:03] -!- sylphiae [sylphiae!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[22:14:06] <turbozee> and charge me more!
[22:14:06] <turbozee> :D
[22:14:32] <PCW> for you scales 1 MS is probably fast enough
[22:14:50] <PCW> 5u is common
[22:15:52] <PCW> so at 100 mm/s you have 20 KHz sine/cosine signals
[22:16:18] <ssi> that's faster than he'll ever run that machine
[22:16:24] <ssi> ;)
[22:16:43] <turbozee> my scales are
[22:16:44] <turbozee> ls904
[22:16:54] <turbozee> 5 u accuracy
[22:17:06] <turbozee> "resolution depends on interpolation electronics"
[22:17:09] <PCW> if you have 16X interpolation that needs 320 KHz sampling at a minimum
[22:17:22] <turbozee> signal period is 20 ym
[22:17:27] <turbozee> not sure what the heck "y" is
[22:17:44] <PCW> probably u
[22:17:57] <turbozee> http://www.microcontrol.it/files/compatibili_heidenhain.pdf
[22:17:57] <PCW> so 20 micron scales
[22:17:59] <turbozee> last page
[22:18:08] <turbozee> it distinguishes between um and ym
[22:18:17] <turbozee> like it says +/- 5 um and +/-3 ym
[22:19:06] <PCW> Yeti-meters?
[22:19:20] <turbozee> rofl
[22:19:55] -!- phantoneD [phantoneD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[22:20:36] <turbozee> yea its a typo
[22:20:37] <turbozee> or something
[22:20:43] <turbozee> 20 u is the period
[22:21:04] <turbozee> so 0.00008"
[22:21:09] <turbozee> thats a little precise1
[22:22:13] -!- phantoxeD has quit [Ping timeout: 244 seconds]
[22:22:42] <turbozee> 127/20
[22:22:55] <turbozee> 6.35kHz signal
[22:23:05] <turbozee> @ peak rapid of the machine
[22:23:46] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[22:24:00] <turbozee> pcw please make your resolver circuit for me! :D
[22:24:19] -!- erve has quit [Remote host closed the connection]
[22:28:01] <PetefromTn_> http://knoxville.craigslist.org/tls/4670981220.html How does this guy figure that is a Grizzly machine? it clearly says Central Machinery on it...
[22:29:06] -!- erve has quit [Ping timeout: 240 seconds]
[22:29:50] <turbozee> *work for me that is
[22:31:15] <turbozee> http://www.rls.si/products/components/analogue-interpolators
[22:31:16] <turbozee> what the hell
[22:31:20] <turbozee> is it seriously just one chip
[22:31:21] <turbozee> lol
[22:32:20] <roycroft> it's the transitive manufacturing function
[22:32:33] <turbozee> im looking t the spec sheet
[22:32:36] <roycroft> the central machining castings may be made in the same factory as the grizzly
[22:32:36] <turbozee> thsi is exctly what i ened
[22:32:41] <roycroft> at the very least they're made in the same country
[22:32:47] <turbozee> you give it sin cos and ri input
[22:32:55] <turbozee> and it outputs digital A B ri
[22:33:00] -!- acdha has quit [Quit: Textual IRC Client: www.textualapp.com]
[22:33:00] <roycroft> therefore, it is the same as grizzly
[22:33:05] <roycroft> therefore, it is grizzly
[22:33:16] <PetefromTn_> well typically the grizzly machines have the plastic cover and the grizzly logo on them.
[22:33:27] <turbozee> lol
[22:33:46] <roycroft> and are actually almost completely different machines
[22:34:07] <roycroft> fit and finish is almost always much better on the grizzly versions
[22:34:20] <roycroft> qc is much better on the grizzlys
[22:35:22] <roycroft> interesting that not only does that post show a central machine plate, it even lists the hf part number, yet still claims it's a grizzly
[22:35:36] <PetefromTn_> which is probably why this guy wants people to THINK it is a grizzly hehe
[22:36:03] <PetefromTn_> that machine brand new was like $850.00 or something back when I was shopping for a small benchtop mill.
[22:36:35] <PetefromTn_> I actually had an RF31 and it was a decent little machine really.
[22:37:02] -!- sumpfralle has quit [Ping timeout: 272 seconds]
[22:38:05] <roycroft> does the rf31 have a round column or a dovtailed column?
[22:38:37] <PetefromTn_> round column
[22:38:51] <PetefromTn_> my RF45 that I converted to CNC had the dovetail column
[22:39:07] <roycroft> a round column mill without a knee would be a pain in the butt to use, i should think
[22:39:27] <roycroft> unless you were always milling material that's the same thickness
[22:39:39] <PetefromTn_> the RF31 makes a great little heavy duty drill press/second op mill would not mind having one here again..
[22:40:11] <roycroft> as a drill press it would be fine
[22:40:26] <PetefromTn_> actually I made everything for the conversion of my RF45 on that machine as well as many other projects. Build my custom PCP with it as well as the pistol PCP I have here still...
[22:41:09] <PetefromTn_> I originally bought it so I could use it to convert the other mill so I did not have to take the one I was converting apart and put it back together again all the time.
[22:41:27] <roycroft> that makes perfect sense to me
[22:41:27] <PetefromTn_> Kinda wish I had kept it now. Would be great for quick little stuff.
[22:41:44] <roycroft> i know folks do the convert a mill with the same mill thing
[22:41:59] <roycroft> seems that would make for an awful lot of disassembly/reassembly
[22:42:01] <PetefromTn_> you certainaly can but its a pain in the ass..
[22:42:21] <roycroft> unless you have very accurate plans and you're very good and very confident
[22:42:26] <PetefromTn_> if you get a cheap used round column like that it makes things a LOT easier..
[22:43:11] <PetefromTn_> still there is ALWAYS something you will miss and even with the BEST plans these chinese mills are so different there is no telling what you will run into..
[22:43:39] <roycroft> i have a grizzly g0463 (x3 clone)
[22:43:51] <roycroft> my plan is to get a used bridgeport-type mill and convert that
[22:44:05] <roycroft> and use the grizzly to make parts for the conversion
[22:44:14] <PetefromTn_> sounds reasonable.
[22:44:44] <roycroft> and i've had the grizzly for over 4 years now
[22:44:48] <PetefromTn_> as long as the parts you need to machine on will fit in the grizzly.
[22:44:51] <roycroft> i still don't have the bridgeport-like mill
[22:45:08] <roycroft> used mills are pretty scarce around here, and expensive when they are on the market
[22:45:24] <roycroft> we don't have a big manufacturing industry like back east
[22:45:35] <PetefromTn_> where are you?
[22:45:39] <roycroft> western oregon
[22:46:00] <roycroft> so those $2k used bridgeports that you can get in the midwest/ohio area are going for $6k-$8k here
[22:46:05] <PetefromTn_> LOL actually every time I spotted a good deal online for a used CNC or mill it was on the west coast..
[22:46:19] <PetefromTn_> especially down in socal area
[22:46:23] <roycroft> socal sure
[22:46:30] <roycroft> socal is pretty far away
[22:46:35] <turbozee> http://resources.renishaw.com/download.aspx?lang=en&data=22876&btn=1
[22:46:40] <roycroft> it's a 10 hour drive from here to the bay area
[22:46:42] <turbozee> last page
[22:46:44] <PetefromTn_> yeah I was just speaking generally..
[22:46:44] <roycroft> 15 hours or so to la
[22:46:50] <turbozee> anyone know what those things |__|
[22:46:51] <turbozee> are?
[22:47:04] <turbozee> with a 10 u next to it
[22:47:18] -!- gonzo_nb has quit [Remote host closed the connection]
[22:47:34] <PetefromTn_> Just watch craigslist locally and as far as you are willing to drive....
[22:47:41] <PetefromTn_> I use searchtempest
[22:47:59] <PetefromTn_> it will bring up whatever distance you are willing to drive for whatever you want to search for.
[22:48:05] <PetefromTn_> Found a lot of good deals like that.
[22:48:08] <roycroft> i do watch cl, and ebay as well
[22:48:27] <roycroft> my pickup is only rated at 1/2 ton as well
[22:48:35] <roycroft> i don't mind hauling 1-1/2 tons in it
[22:48:40] <PetefromTn_> LOL
[22:48:43] <roycroft> but not over the mountains, so that cuts out cali completely
[22:48:54] <PetefromTn_> you can always rent a truck
[22:48:56] <roycroft> i'll go to seattle or portland in my pickup
[22:49:04] <PetefromTn_> or do like I did and rent a rolllback wrecker.
[22:49:07] <roycroft> yes, a trip to cali would require a truck
[22:49:14] <roycroft> and that would add considerable expense
[22:49:15] <PetefromTn_> they hauled even my VMC to my shop for me.
[22:49:41] asheppard is now known as sheppard
[22:49:53] <roycroft> i'm not looking really actively right now, though
[22:49:54] <turbozee> roycroft
[22:49:54] <PetefromTn_> it was much easier than all the other machines I moved really since there was no grunt work... you cannot grunt a machine that big LOL
[22:49:59] <roycroft> i have this router to build
[22:50:03] <roycroft> and a new lathe to get
[22:50:05] <turbozee> build your own mill!
[22:50:05] <turbozee> :D
[22:50:08] <roycroft> i have lots of projects
[22:50:10] <turbozee> get 4 slabs of steel
[22:50:21] -!- Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[22:50:32] <roycroft> i'm buildling my router from scratch
[22:50:32] -!- afiber__ has quit [Quit: Konversation terminated!]
[22:50:40] <roycroft> that should count for something
[22:50:48] <PetefromTn_> what are you making it from?
[22:50:59] <roycroft> 80/20 and aluminium sheet
[22:51:05] <turbozee> $$$
[22:51:06] <turbozee> :D
[22:51:07] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[22:51:07] <PetefromTn_> okay nice.
[22:51:09] <turbozee> what size
[22:51:21] <roycroft> 2'x3'x8", roughly
[22:51:40] <turbozee> nice
[22:52:21] <roycroft> i need to work on the design for that tonight some more
[22:52:40] <roycroft> i got a good deal on ball screws that are close to the size i want
[22:52:52] <roycroft> so i bought those and am designing the rest of it around the ball screws
[22:54:32] <roycroft> but i have a couple batches of beer to keg first
[22:54:43] <roycroft> one most always prioratize things properly
[22:54:47] <roycroft> and beer > router
[22:55:23] <turbozee> lol
[22:56:58] <PetefromTn_> yeah but if you build the router first.........you can make cool signs and stuff for your buds........then they will buy you beer or beer brewing supplies.......and all will be right with the world!!
[22:57:08] <turbozee> http://www.ebay.com/itm/HEIDENHAIN-EXE-610C-INTERPOLATION-ENCODER-BOARD-W-PLUG-26348301-/181479677624?pt=LH_DefaultDomain_0&hash=item2a41081eb8
[22:57:18] <turbozee> looks like heidenhain makes standalne nterpolator boards
[22:57:19] <turbozee> sweet!!!
[22:58:00] -!- jthornton [jthornton!~john@75-105-204-17.cust.wildblue.net] has joined #linuxcnc
[23:03:35] <roycroft> i'll be using the router in part to engrave control panels for brewing systems
[23:04:11] <roycroft> but the bottom line is that it will all get done
[23:04:28] -!- tjtr33 [tjtr33!~tjtr33@67.162.58.61] has joined #linuxcnc
[23:05:31] <tjtr33> turbozee, google EXE boxes, theres a load of style and multiplication factors. i use 'em to make digital out of expensive, otherwise useless Heidenhain slaces
[23:05:38] <tjtr33> scales wow
[23:05:59] <turbozee> is there one
[23:06:05] <turbozee> where it'll take 3 different scale inputs
[23:06:08] <turbozee> and output ttl?
[23:06:21] <turbozee> from the EXE boxes im seeing it takes only 1 scale input
[23:06:39] <tjtr33> yeah, that was a typical product ( handles 3 scales )
[23:07:01] <tjtr33> read their literature
[23:08:24] <turbozee> theyre pretty cheap on ebay
[23:09:22] <turbozee> http://www.heidenhain.com/fileadmin/pdb/media/img/598_010-21.pdf
[23:09:28] <tjtr33> http://www.practicalmachinist.com/vb/dmg-mori-gildemeister-maho-cnc/maho-mh400e-retrofit-linuxcnc-277268/ pretty damn specific
[23:09:30] <turbozee> im assuming I1+ I1-
[23:09:34] <turbozee> is for scale 1
[23:09:42] <turbozee> andI2+ I2- is for scale 2
[23:10:36] -!- skorasaurus2 has quit [Ping timeout: 272 seconds]
[23:10:43] <turbozee> NM
[23:10:44] <turbozee> its not.
[23:11:00] <tjtr33> they'll sell you a pci card too, remember Heidenhain is very expensive, and very good
[23:11:11] <turbozee> <- can only buy used
[23:11:12] <turbozee> :D
[23:12:25] -!- asdfasd has quit [Ping timeout: 255 seconds]
[23:12:55] <tjtr33> likely all you'll find, like machine tools most of this stuff is outdated in a couple years, and used is all there is
[23:13:37] <tjtr33> luckily Heidenhain is so costly to repair, you may find machines for free parts
[23:13:50] <turbozee> haha
[23:13:57] <turbozee> <- is going to try to extract
[23:14:01] <turbozee> the interpolator
[23:14:09] <turbozee> cause if its going toc ost me me anymore than 200-300
[23:14:16] <turbozee> imjust going to sell the scales
[23:14:20] <turbozee> and through in rotary encoders.
[23:14:29] <turbozee> *throw
[23:14:43] <tjtr33> if you use the ICHaus chips, maybe. past my skills
[23:14:43] <turbozee> but i'd like to keep the scales if i can
[23:15:29] <tjtr33> scales measure where the table is, encoders mearue where the screw is turned to, very arguable, truly moot
[23:15:39] <turbozee> exactly
[23:15:47] <turbozee> scales are superior
[23:15:53] <turbozee> backlash doesnt effect em!
[23:15:54] <turbozee> :P
[23:16:24] <tjtr33> high grade middle european machine tools use scales. japanses use encoders... i use a ruler so it doesnt bother me
[23:16:33] <turbozee> haha
[23:16:44] <turbozee> yay its home time
[23:16:51] <turbozee> will be back
[23:17:02] -!- turbozee has quit [Quit: Page closed]
[23:21:10] phantoneD is now known as phantoxeD
[23:21:17] -!- cradek has quit [Quit: reboooooot]
[23:21:23] -!- KGB-linuxcnc has quit [Quit: KGB-linuxcnc]
[23:28:47] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[23:29:15] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[23:29:34] -!- cradek [cradek!~chris@outpost.timeguy.com] has joined #linuxcnc
[23:29:53] -!- cradek has quit [Changing host]
[23:29:53] -!- cradek [cradek!~chris@emc/board-of-directors/cradek] has joined #linuxcnc
[23:29:53] -!- mode/#linuxcnc [+v cradek] by ChanServ
[23:30:19] -!- erve has quit [Ping timeout: 272 seconds]
[23:37:05] -!- micges-dev has quit [Quit: Wychodzi]
[23:38:39] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[23:39:05] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[23:47:01] -!- maximilian_h1 [maximilian_h1!~bonsai@dslb-188-098-049-001.188.098.pools.vodafone-ip.de] has joined #linuxcnc
[23:49:20] -!- maximilian_h has quit [Ping timeout: 250 seconds]
[23:50:52] -!- kwallace2 has quit [Ping timeout: 240 seconds]
[23:52:29] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[23:52:52] -!- skunkworks_ has quit [Ping timeout: 240 seconds]
[23:53:01] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[23:56:54] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[23:59:15] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91 [Firefox 30.0/20140605174243]]
[23:59:52] -!- tronwizard has quit [Ping timeout: 244 seconds]
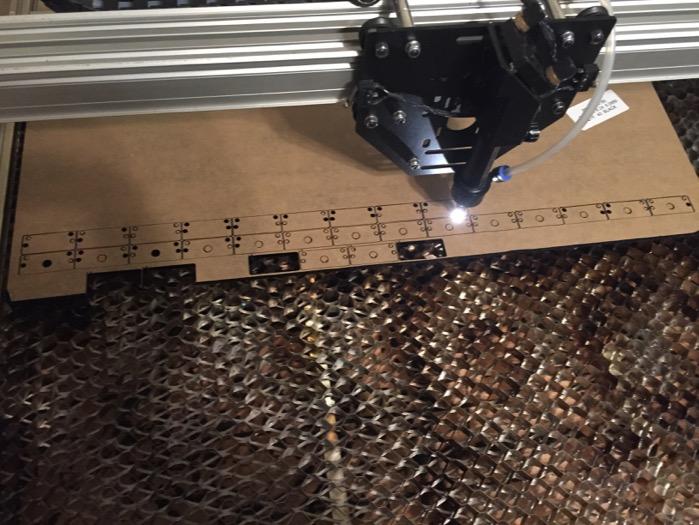{kind=link}
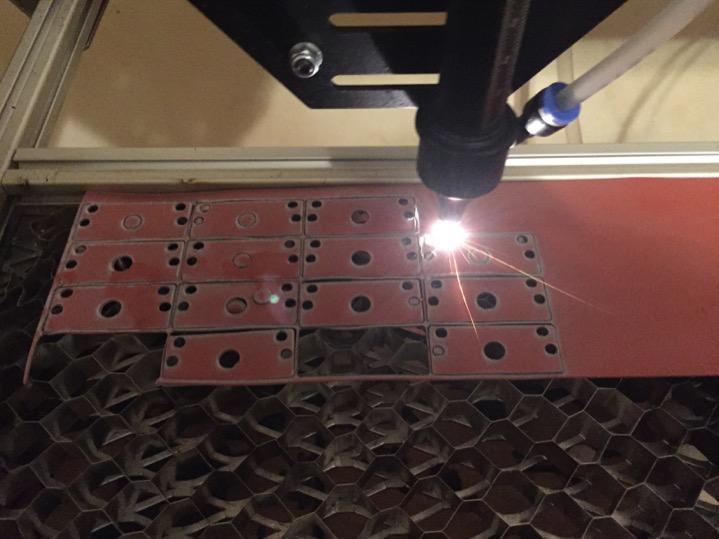{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
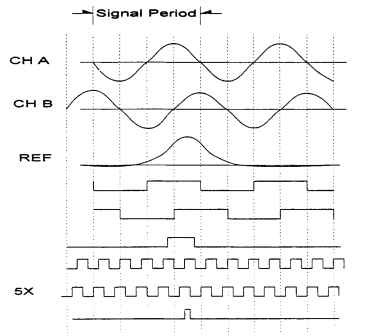{kind=link}