Back
[00:01:11] <Tom_itx> what machine do you have?
[00:01:15] <zeeshan|2> lathe
[00:01:31] <zeeshan|2> i know my travel in the Z is 30"
[00:01:38] <zeeshan|2> so i think my home for Z should be 30
[00:02:46] -!- zumba_addict has quit [Read error: Connection reset by peer]
[00:10:25] -!- Tecan has quit [Ping timeout: 260 seconds]
[00:17:24] <jdh> ok
[00:17:30] <zeeshan|2> im so confused
[00:17:40] <Tom_itx> what's the easiest way to remote into another linux box?
[00:17:46] <zeeshan|2> vnc!
[00:18:46] <Tom_itx> not vpn?
[00:18:58] <zeeshan|2> sorry i read that as windows to linux
[00:19:09] <Tom_itx> or that too
[00:19:26] <jdh> ssh
[00:19:42] <Tom_itx> is that installed by default?
[00:19:55] <Tom_itx> i just wanna be able to copy some files back and forth
[00:20:00] <jdh> scp
[00:20:23] <jdh> or rsync
[00:20:31] <jdh> both of which use ssh for transport
[00:21:14] <jdh> or nfs, or cifs
[00:21:25] <Tom_itx> from a terminal?
[00:21:40] <zeeshan|2> can you guys please confirm this
[00:21:43] <zeeshan|2> i dont wanna crash the machine hard
[00:21:44] <jdh> nfs/cifs would just make the other systems filesystem show up
[00:21:54] <zeeshan|2> my limit switch for the +Z (aka home switch)
[00:21:57] <zeeshan|2> is @ +30.
[00:22:08] <zeeshan|2> home_Search_Vel = 0.2
[00:22:15] <zeeshan|2> home_latch_vel = 0.008
[00:22:22] <zeeshan|2> what should my home offset value be?
[00:22:25] <zeeshan|2> 29?
[00:22:36] <jdh> where do you want the carriage to end up after homing
[00:22:40] <zeeshan|2> at 29
[00:22:47] <jdh> then 29
[00:22:47] <zeeshan|2> 1" away from the home s/w
[00:22:57] <Tom_itx> why 1"?
[00:23:02] <Tom_itx> that's quite a bit
[00:23:05] <zeeshan|2> lol i dont know
[00:23:09] <zeeshan|2> just for testing purposes right now
[00:23:21] <zeeshan|2> so the way i have specified thsoe values
[00:23:28] <zeeshan|2> means it'll hit the switch once. back off
[00:23:31] <zeeshan|2> then hit it again once more
[00:23:33] <zeeshan|2> and then back off to 29
[00:23:34] <zeeshan|2> right?
[00:23:50] <zeeshan|2> im just gonna try it
[00:23:52] <zeeshan|2> if it crashes it crashes :P
[00:23:56] <Tom_itx> mine goes to the switch and backs off .1 just once
[00:24:05] <zeeshan|2> yes but you have specified -0.2
[00:24:13] <zeeshan|2> i think the negative just means it'll pick up the value
[00:24:18] <zeeshan|2> on the way back to home offset
[00:24:19] <Tom_itx> i haven't looked at mine for quite some time
[00:24:31] <zeeshan|2> hehe
[00:24:40] <Tom_itx> it works so i don't bother
[00:24:51] <jdh> what is your homeoffset
[00:25:03] <Tom_itx> mine is .1
[00:25:16] -!- gonzo__nb has quit [Remote host closed the connection]
[00:25:39] <Tom_itx> is there a GUI for ssh?
[00:26:15] <jdh> ssh by default is an interactive termainal session.
[00:26:27] <jdh> there is putty/kitty for windows that does ssh
[00:26:37] <Tom_itx> i use putty all the time
[00:26:54] <Tom_itx> but i also use winscp for file transfers from windows
[00:27:25] <pcw_home> the putty family also includes a scp utility
[00:27:29] <Tom_itx> do you have to set permissions for ssh?
[00:28:17] <Tom_itx> will filezilla work the same for ssh?
[00:28:31] <jdh> I smb/cifs a common filesystem on all my boxes and work from there.
[00:30:52] -!- rob_h has quit [Ping timeout: 260 seconds]
[00:38:59] -!- sylphiae has quit [Ping timeout: 272 seconds]
[00:49:15] -!- tronwizard has quit [Ping timeout: 272 seconds]
[00:53:08] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[00:54:40] <zeeshan|2> it was a bad idea to test the homing
[00:54:50] <zeeshan|2> i 150ipmed into the homing switch
[00:54:51] <zeeshan|2> after it homed
[00:54:54] <zeeshan|2> no clue why hah
[00:54:59] <zeeshan|2> switch is owned
[00:55:33] -!- tronwizard [tronwizard!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[00:55:43] <jdh> first, set all speeds slow, then test
[00:55:51] <zeeshan|2> i shoulda set final vel
[00:55:53] <zeeshan|2> to something slow
[00:55:57] <zeeshan|2> cause it crashed during final vel
[00:56:21] <zeeshan|2> i shoulda bought a spare limit switch damn it
[00:56:46] <zeeshan|2> i seriously dont know what went wrong
[00:58:32] <zeeshan|2> min_limit = 0 , max_limit = 28.5 , home = 28.5 , home_offset = 28.0, home_search_vel = 0.2 , home_latch_vel = 0.008, home_use_index = NO, home_ignore_limits = YES, home_sequence = 0; home_is_shared = YES
[01:01:36] -!- Tom_shop [Tom_shop!~tom@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[01:01:43] -!- GJdan has quit [Quit: WeeChat 1.1-dev]
[01:01:48] <zeeshan|2> im so stupid
[01:01:52] <zeeshan|2> isntead of waiting for it to hit the switch
[01:01:55] <zeeshan|2> i shoulda just manually triggered it
[01:01:58] <zeeshan|2> to see what it does.
[01:02:22] <jdh> you run in to your switches?
[01:02:26] <zeeshan|2> yea
[01:02:35] <jdh> I wouldn't do that
[01:02:39] <zeeshan|2> why
[01:03:19] <jdh> so they don't get crushed.
[01:03:34] <zeeshan|2> what?
[01:03:37] <zeeshan|2> theyre latch type switches
[01:03:40] <zeeshan|2> they have some give
[01:03:44] <zeeshan|2> they dont have 4" of give though
[01:03:50] <zeeshan|2> which is what this homing serquence tried to do
[01:03:51] <zeeshan|2> !
[01:04:06] <zeeshan|2> im gonna re-reun the same thinng and see what happens, but instead trigger the switch manually to fool it
[01:04:10] <zeeshan|2> and see the movement it tries to make
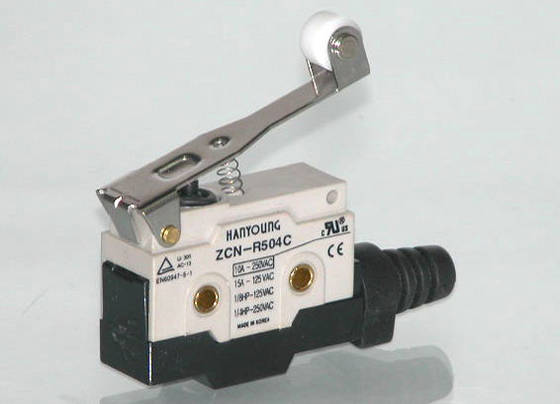
[01:04:10] <jdh> I wouldn't mount them that way.
[01:04:46] <zeeshan|2> http://image.ec21.com/image/hyauto/oimg_GC00559657_CA00560782/ZCN_Type_LIMIT_SWITCH.jpg
[01:04:48] <zeeshan|2> its a switch like that
[01:05:13] <jdh> yeah, should be mounted horizontally
[01:05:27] <jdh> that's why they have rollers
[01:05:31] <zeeshan|2> it is
[01:05:37] <jdh> then how did you crush it
[01:06:12] <zeeshan|2> oh isee what you mean now
[01:06:24] <jdh> it should be mounted as it is in the picture
[01:06:39] <zeeshan|2> too late to change it now
[01:06:40] <zeeshan|2> :P
[01:06:55] <Tom_shop> yeah i hand tripped the switches the first go around :D
[01:07:12] <Tom_shop> even I know i'm not perfect
[01:11:00] <Tom_shop> yay!
[01:11:14] <Tom_shop> once i copied all the right files over, this old pc works
[01:19:06] <Tom_shop> ok something is odd
[01:26:38] -!- rythmnbls has quit [Quit: Leaving]
[01:37:24] -!- Tom_shop has quit [Quit: Leaving]
[01:38:28] -!- elmo40 [elmo40!~Elmo40@CPEc8fb26459924-CMc8fb26459921.cpe.net.cable.rogers.com] has joined #linuxcnc
[01:40:13] <elmo40> been a long time since I was here last... can't put a date on it but I would venture to guess 2.4 era ;-)
[01:40:32] -!- atom1 [atom1!~tom@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[01:40:32] -!- atom1 has quit [Changing host]
[01:40:32] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[01:40:38] <elmo40> glad to see it is still alive and being developed! just grabbed the latest, will see what has been changed.
[01:40:57] <elmo40> anyone organizing a linuxCNC fest in Canada?
[01:42:34] -!- BellinganRoy [BellinganRoy!~Bellingan@host246-223-dynamic.32-79-r.retail.telecomitalia.it] has joined #linuxcnc
[01:48:17] <atom1> what else is used for comments in a nc file besides the '()' ?
[01:48:32] <atom1> i'm getting some errors on a file i've run dozens of times
[01:48:58] <atom1> doesn't like the " i have in a comment in parenthesis
[01:49:40] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[01:52:13] <zeeshan|2> got it to work.
[01:52:24] <zeeshan|2> i had to set home_offset to 28.25 and home to 28.00
[01:52:49] <atom1> heh
[01:52:56] <atom1> iirc my home is 0
[01:53:04] <atom1> and offset is .1
[01:53:07] <jdh> so you end up .25" left of the switch
[01:53:13] <zeeshan|2> jdh yes
[01:53:17] <zeeshan|2> isntead of .25 to the right
[01:53:18] <zeeshan|2> which means a crash
[01:53:19] <zeeshan|2> :P
[01:53:43] <zeeshan|2> so as i was homing
[01:53:54] <zeeshan|2> "axis limit triggered"
[01:53:57] <zeeshan|2> randomly
[01:54:06] <jdh> noise?
[01:54:08] <zeeshan|2> monitored the parallel port signals
[01:54:09] <zeeshan|2> yep
[01:54:14] <zeeshan|2> massive noise on the X-axis
[01:54:18] <zeeshan|2> and once in a while on the Y axis
[01:54:19] <zeeshan|2> not sure why
[01:54:33] <jdh> got stepper cables running parallel to the switch cables?
[01:54:37] <zeeshan|2> yes
[01:54:50] <jdh> don't do that.
[01:54:50] <zeeshan|2> but the switch cables are shielded
[01:56:30] -!- nofxx has quit [Remote host closed the connection]
[01:56:59] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[01:57:44] <pcw_home> shielding doesn't help much to prevent inductive coupling
[01:58:05] <atom1> odd, the pendant works fine with this pc but the other one it doesn't
[01:58:11] <atom1> copied all the files over...
[01:58:24] <zeeshan|2> how far should the limit switch wires be
[01:58:27] <zeeshan|2> from the stepper power
[01:58:39] <zeeshan|2> also, even when the steppers aren't moving
[01:58:40] <zeeshan|2> there is noise
[01:59:02] <zeeshan|2> i'm going to see what happens when i disable the stepper drives
[01:59:03] <zeeshan|2> if the noise goes away
[01:59:17] <jdh> where are the drivers vs. the breakout/etc wiring
[01:59:24] <pcw_home> There are always high frequency currents when stepper are on
[01:59:31] <pcw_home> steppers
[01:59:44] <zeeshan|2> okay so if the nosie goes away when i disable the drives
[01:59:49] <zeeshan|2> then for sure its inductive coupling?
[02:00:05] <zeeshan|2> jdh
[02:00:05] <pcw_home> not sure
[02:00:06] <zeeshan|2> http://i.imgur.com/OOBcfTB.jpg
[02:00:17] <zeeshan|2> i dont have a latest pic
[02:00:26] <zeeshan|2> but the empty connector is where the limit switch wires are coming in from
[02:02:04] <atom1> ok back to the other pc to test again
[02:02:08] -!- atom1 has quit [Quit: Leaving]
[02:05:33] -!- Tom_shop [Tom_shop!~tom@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[02:06:23] <Tom_shop> the only difference i see here is i'm running 2.5.0 on the other pc and 2.5.2 on this one
[02:06:32] <Tom_shop> this one is giving me some problems
[02:07:09] <Tom_shop> running linux 8.04 on this pc
[02:08:40] -!- ktchk [ktchk!~eddie6929@n219073004083.netvigator.com] has joined #linuxcnc
[02:08:59] <Tom_shop> on this one, with the pendant enabled turning on the spindle causes the active axis to move along with it. same config files from the other pc
[02:09:04] <Tom_shop> same wiring
[02:09:50] <Tom_shop> if i turn off the axis on the spindle, it works normally
[02:10:15] <Tom_shop> i'm not even sure what signals to be looking at here
[02:13:56] -!- barbs_ [barbs_!~barbs@2605:6000:91c2:b700:d63d:7eff:fe35:a2c0] has joined #linuxcnc
[02:15:44] <zeeshan|2> so i shut off the VFD
[02:15:47] <zeeshan|2> the noise still there
[02:15:59] <zeeshan|2> disabled the stepper drives so the stepper motors are free to move by hand
[02:16:03] <zeeshan|2> noise still there
[02:16:17] <jdh> vfd on?
[02:16:23] <zeeshan|2> no i turned them both off
[02:16:50] <zeeshan|2> whats weird is my wires go to pin 10 and pin 13 on the BOB
[02:17:00] <zeeshan|2> and pin 13 has severe noise
[02:17:03] <zeeshan|2> while pin 10 is ok
[02:19:34] <zeeshan|2> the only thing left to try is swap the limit switch wires from pin 10 to pin 13 and vice versa
[02:19:40] <zeeshan|2> and see if the noise moves over to the other pin
[02:20:02] <pcw_home> voltage levels OK?
[02:20:10] <zeeshan|2> where at?
[02:20:21] <zeeshan|2> at the bob i see 5.00V to 0
[02:20:56] <Tom_shop> this issue acts like the spindle encoder and the pendant mpg are reversed
[02:21:01] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[02:21:30] <Tom_shop> manually turning the spindle causes the active axis on the pendant to move
[02:21:52] <jdh> cool
[02:22:00] <Tom_shop> not so much :D
[02:22:02] <jdh> spindle as mpg?
[02:22:25] <Tom_shop> i copied the config files straight over from the working pc
[02:22:46] <jdh> same bitfiles?
[02:22:50] <Tom_shop> yes
[02:23:18] <Tom_shop> i think i'll re copy them just to be sure but i'm nearly positive....
[02:23:24] <pcw_home> should be easy to trace with halmeter
[02:23:48] <Tom_shop> all the other pendant buttons seem to be functioning ok
[02:24:07] <Tom_shop> i'm watching the count on the encoder
[02:24:15] <Tom_shop> i'm pretty sure encoder 0 is the pendant
[02:24:28] <Tom_shop> and the spindle increments that count
[02:24:31] <zeeshan|2> i wonder if i can run the debounce component to filter noisy digital input
[02:24:46] <jdh> you can but that isn't the right thing to do.
[02:25:17] <ReadError> I know this is taboo, but is there a decent USB motion controller that works well with linuxcnc?
[02:25:26] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[02:25:42] <ReadError> Im doing a 4 axis foam cutter and want to be able to run it on a laptop outside
[02:25:53] <ReadError> moving my atom box each time is going to be a huge PITA
[02:26:17] <pcw_home> USB is a fairly dreadful interface for anything that needs reliability
[02:26:22] <jdh> ReadError: I think you want #Mach3ormaybe4
[02:26:28] <zeeshan|2> haha
[02:26:29] <zeeshan|2> troll
[02:26:36] <elmo40> since I have been out of the hobby cnc loop for quite some time (been tinkering with big-boy cnc for work...) I have been wanting to build up a new mill. any advice on components? I'd like to make a 4-axis horizontal.
[02:27:07] <Tom_shop> zeeshan|2, are your wires shielded?
[02:27:20] <Tom_shop> maybe add a choke on the end of them?
[02:27:33] <zeeshan|2> Tom_shop: shielded wires run parallel to stepper wires
[02:27:40] <zeeshan|2> and the shielding thing grounds at the case
[02:27:43] <Tom_shop> :(
[02:27:59] <zeeshan|2> but iknow its not due to the steppers wires running in parallel
[02:28:03] <zeeshan|2> because i turned off the power to the steppers
[02:28:05] <zeeshan|2> and the noise is still there
[02:28:20] <Tom_shop> isolate what frequency the noise is
[02:28:39] <ReadError> jdh: I happily run 2 linuxcnc machines already ;)
[02:28:41] <zeeshan|2> it seems random
[02:28:44] <Tom_shop> that might be a clue as to where it's coming from
[02:28:45] <ReadError> yea I know USB sucks
[02:29:01] <ReadError> but latency and stuff shouldnt be a huge issue on this project
[02:30:25] -!- sirdancealot has quit [Ping timeout: 260 seconds]
[02:30:32] <ssi> HI
[02:31:00] <ReadError> I know there was that BBB cape project
[02:31:07] <ReadError> but not really dug in to it too much
[02:35:37] -!- barbs_ has quit [Quit: Leaving]
[02:35:38] -!- scooty_puff has quit [Quit: Leaving]
[02:37:01] <pcw_home> USB latency will be in the ms region (on a good day)
[02:37:30] <elmo40> I'd like to use servo motors... but where to start?
[02:38:22] <pcw_home> reach for your wallet
[02:38:57] <ssi> elmo40: are you trying to scratch build a machine? or convert or retrofit something?
[02:39:39] <elmo40> scratch. I will convert my lathe later on, once I have a mill to manu the proper components for it
[02:40:02] <zeeshan|2> hi ssi
[02:40:07] <ssi> hey
[02:40:08] <zeeshan|2> not sailing? :p
[02:40:13] <ssi> sailed all day
[02:40:19] <ssi> two different boats even
[02:40:21] <elmo40> I have done a tiny table top gantry, long ago. I don't even know where it is anymore. I'd like to go a few level higher in quality and capacity.
[02:40:35] -!- amiri has quit [Ping timeout: 272 seconds]
[02:40:39] <ssi> elmo40: where to start is to try to establish how much servo power you need, and get some motors and drives
[02:40:42] <ssi> there's lots of ways to do it
[02:40:46] <elmo40> on average, what does a 4-axis store bought MPG go for these days?
[02:40:49] <ssi> I buy lots of stuff off ebay
[02:41:04] <ssi> um pete was showing me a pendant for about $100 which looked pretty nice
[02:41:31] <elmo40> k
[02:41:58] <elmo40> what are the thoughts on mixing stepper and servo?
[02:42:16] <ssi> it's not the end of the wordl, but it'll make your interface hardware more complex
[02:43:07] <elmo40> I guess it would. different way to send signals and such.
[02:43:20] <ssi> well what I mean is
[02:43:38] <ssi> in my opinion easiest way to do interface hardware is to buy one of the 5i25 kits
[02:43:45] <ssi> and they're very much set up for either stepper or servo
[02:43:53] <ssi> so in that case, you'd end up with two daughterboards
[02:43:55] -!- JLuc69__ [JLuc69__!JLuc69@2a01:e35:2e88:cdf0:fd7b:528c:8226:2df0] has joined #linuxcnc
[02:44:16] <ssi> and I doubt there's a 7i76 + 7i77 firmware, but I'm sure we could get one put together
[02:44:21] <ssi> it's just sort of an unusual way to go
[02:45:12] <zeeshan|2> ssi have you dealt with noise issues before?
[02:45:16] <zeeshan|2> on your limit switches
[02:45:27] <ssi> yeah
[02:45:34] <zeeshan|2> its driving me insane
[02:45:39] <zeeshan|2> i turn off the vfd, noise still there
[02:45:45] <zeeshan|2> i disable the stepper drives, noise still there
[02:45:46] <ssi> I use a debounce component on my plasma
[02:46:03] <ssi> signal has to be stable for four thread cycles to be valid
[02:46:10] <zeeshan|2> see i wanna do that
[02:46:14] <zeeshan|2> but its my homing switch
[02:46:17] <zeeshan|2> so it'll effect its accuracy
[02:46:17] <ssi> mine too
[02:46:18] <ssi> it's fine
[02:46:20] <zeeshan|2> oh
[02:46:27] <zeeshan|2> how many spikes were you seeing?
[02:46:36] <ssi> they were showing up randomly
[02:46:41] <ssi> you'd be jogging the machine and it'd fault
[02:46:45] <zeeshan|2> yea
[02:46:45] <zeeshan|2> haha
[02:46:48] <zeeshan|2> exactly same w/ mine
[02:46:53] <zeeshan|2> its more so on pin 10 vs pin 13
[02:46:56] <zeeshan|2> i was thinking of swapping the pins
[02:47:02] <zeeshan|2> and seeing if the noise transfers over to the other pin
[02:47:09] <elmo40> ok. I'll stick with steppers for this one. I'll do servo on the lathe.
[02:47:09] <zeeshan|2> maybe its my shitty bob
[02:47:13] -!- JLuc69_ has quit [Ping timeout: 260 seconds]
[02:47:25] <zeeshan|2> btw thank you for suggesting homing
[02:47:30] <zeeshan|2> my Z axis homes within 0.0001" !
[02:47:33] <ssi> :)
[02:47:33] <zeeshan|2> using mechanical switches
[02:47:48] <zeeshan|2> you missed the action earlier
[02:47:56] <zeeshan|2> i had my home set to 28.5
[02:48:03] <zeeshan|2> and homeoffset set to 28
[02:48:14] <zeeshan|2> it destroyed my limit switch
[02:48:17] <zeeshan|2> crashed HARD into it
[02:48:22] <ssi> lul woops
[02:48:34] <pcw_home> do you have noise when the switch is open or closed?
[02:48:46] <zeeshan|2> pcw_home: switch is NC
[02:48:50] <zeeshan|2> the noise makes it go NO
[02:48:52] <zeeshan|2> er
[02:48:53] <roycroft> probably one of the least expensive crashes from which to recover
[02:48:53] <zeeshan|2> open
[02:49:04] <elmo40> as for computer requirements. ParPort is still needed?
[02:49:16] <ssi> elmo40: not if you run mesa hardware
[02:49:26] <zeeshan|2> get mesa 5i25
[02:49:27] <pcw_home> so the input has a pullup so is 5V when open?
[02:49:32] <roycroft> folks are preferring the mesa 5i25 here
[02:49:34] <elmo40> or does everything go through the pci slot?
[02:49:36] <LeelooMinai> elmo40: Mesa cards plug into PCI/PCIe slot, so not
[02:49:38] <zeeshan|2> pcw_home yes exactly
[02:49:48] <elmo40> ok :)
[02:49:56] <zeeshan|2> the noise makes it go down to 0 v
[02:50:07] <zeeshan|2> or whatever it is
[02:50:08] <ssi> zeeshan|2: could try stiffer pullups
[02:50:14] <roycroft> where are you getting the noise, seeshan|2?
[02:50:21] <zeeshan|2> roycroft: i wish i knew
[02:50:23] <roycroft> from what, rather
[02:50:37] <zeeshan|2> i really dont think its a noise issue cause vfd or steppers being off doesnt effect it
[02:50:52] <zeeshan|2> im gonna try swapping pins. brb
[02:51:12] <elmo40> any preference for PC components? AMD or Intel CPU? What about video?
[02:51:30] <ssi> elmo40: I tend to buy off-lease dell optiplex slim desktops from tigerdirect
[02:51:34] <ssi> they work well for me, minimal hassle
[02:51:41] <pcw_home> so when moving towards home (switch is closed so input is at 0V) you see high level noise?
[02:51:42] <ssi> usually around $200
[02:51:50] <zeeshan|2> ssi: the bob has 10k pullups
[02:51:56] <zeeshan|2> pcw_home: no, i'm not moving anything
[02:52:02] <zeeshan|2> im watching the pin in hal scope
[02:52:13] <zeeshan|2> and i can see the spikes when im stationary
[02:52:25] <pcw_home> and home switch is open?
[02:52:25] <zeeshan|2> they are like once every 5 seconds on pin 10
[02:52:36] <zeeshan|2> and 5x per second on pin 13
[02:52:50] <zeeshan|2> home switch is not triggered, yes
[02:53:07] <zeeshan|2> i'm sitting in random space
[02:53:17] <pcw_home> so both the input is at 0V
[02:53:27] <zeeshan|2> no they're at 5V
[02:54:26] <pcw_home> If you have NC switches they should be on if not tripped (so the signal would be 0V)
[02:54:27] -!- AR_ has quit [Ping timeout: 245 seconds]
[02:55:04] <elmo40> is 1200oz/in a strong stepper? I think the last ones I used were only ~300. Does a larger stepper have higher hysteresis ? Needs more offsetting?
[02:55:17] <zeeshan|2> pcw_home: sorry you're right
[02:55:49] <zeeshan|2> i was confusing it with something else
[02:55:51] <ssi> elmo40: using an oversized stepper is likely to be slower, counterintuitively
[02:55:57] <Tom_shop> ok i copied the bit file straight from the /lib/firmware/hm2 directory this time and it still has those encoders reversed
[02:56:00] <zeeshan|2> so yes, when they're not tripped, theyre at 0V
[02:56:12] <zeeshan|2> and the noise shows up at +v spikes
[02:56:16] <pcw_home> so you have low signal with random high spikes?
[02:56:21] <zeeshan|2> yes
[02:56:29] <zeeshan|2> i wish my internet was working on it
[02:56:31] <zeeshan|2> i'd show you a pic
[02:56:46] <ssi> take a pic with your phone
[02:57:07] <zeeshan|2> good idea
[02:57:07] <zeeshan|2> brb
[02:58:04] <pcw_home> OK that makes it a bit trickier since you have a low impedance path
[02:59:12] <pcw_home> and likely inductive coupling, ground loop (or maybe even noisy switches)
[02:59:55] <ssi> pcw_home: i had similar issues with the switches on my plasma table, and I think it was largely to do with long 12' runs of twisted pair to the switches lying in cable chain alongside the stepper power lines
[03:00:06] <ssi> I used a debounce component, and that solved my issues
[03:01:16] <pcw_home> Yeah TTL levels are not the best for noisy environments (with no filtering a 100 ns 1.5V noise pulse will read as a a high level)
[03:01:23] <Tom_shop> i'm using debounce on my switches but no other signals
[03:01:43] <elmo40> ssi: I am looking for power over speed. cut steel. tap. stuff like that.
[03:01:46] <pcw_home> plus switches do bounce
[03:02:09] <Tom_shop> quite a bit
[03:02:40] <Tom_shop> pcw_home, what signal should i be looking at on this encoder?
[03:02:47] <ssi> elmo40: your best bet would be to try to calculate the actual torque requirements of the machine
[03:02:59] <ssi> remember that screws multiply torque by quite a lot
[03:04:17] <elmo40> (for now) the things I would be drilling and tapping are 1/4" and smaller.
[03:04:38] <Tom_shop> mpg-counts is definitely coming off the spindle :(
[03:04:40] <elmo40> if I need larger, I'll end up doing it manually on the drill press
[03:04:46] <pcw_home> trace the encoder count from the position pin onwards
[03:04:56] <elmo40> Tom_shop: crossed wires?
[03:05:00] <Tom_shop> no
[03:05:03] <Tom_shop> different pc
[03:05:05] <Tom_shop> same configs
[03:05:19] <ssi> elmo40: you can look up force and horsepower requirements for taps and carbide inserts
[03:05:23] <Tom_shop> one works fine and the other has the encoders reversed apparently
[03:05:30] <ssi> from force, for a given lead ballscrew you can find the torque required
[03:05:38] <ssi> just do the engineering from first principles
[03:05:52] <pcw_home> Tom_shop what hardware?
[03:05:55] <Tom_shop> just copied the bit file straight from the /lib/firmware/hm2/7i43-4 directory
[03:06:07] <Tom_shop> 7i43 7i47
[03:06:25] <Tom_shop> homebrew encoder on the spindle and an MPG on the mpg
[03:06:44] <ssi> bear in mind that all the force in the world being applied to the piece you're cutting from your steppers via your screw doesn't mean a damn thing if it's enough force to flex the machine frame
[03:06:45] <Tom_shop> this pc is running linux 8.04 though
[03:06:52] <Tom_shop> 10.04 on the other one
[03:07:15] <pcw_home> dont think the OS should matter at all
[03:07:16] <Tom_shop> 2.5.2 on this one and 2.5.0 on the one that works
[03:07:20] <Tom_shop> me either
[03:08:34] <Tom_shop> i've used this pc before on the mill and it worked but i've made hardware changes since then but copied all the files over
[03:09:00] <Tom_shop> it's more or less the backup pc
[03:09:30] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[03:09:40] <pcw_home> sure sounds like something didn't get copied
[03:09:48] <Tom_shop> i know
[03:09:58] <Tom_shop> i'll try it again tomorrow
[03:09:59] -!- BellinganRoy [BellinganRoy!~Bellingan@host246-223-dynamic.32-79-r.retail.telecomitalia.it] has joined #linuxcnc
[03:10:15] <Tom_shop> copy it a different way or something just to be sure
[03:11:28] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[03:11:43] <pcw_home> it is traceable with halmeter (even if you have to look at the A/B encoder bits on GPIO pins)
[03:12:35] <zeeshan|2> moved the pins
[03:12:39] <zeeshan|2> and the noise moved to the other pin
[03:12:40] <zeeshan|2> lol
[03:12:47] <Tom_shop> does adding sserial move any of the other functions to other pins?
[03:12:52] <zeeshan|2> and the other pin seems to be getting a bit more noise than usual too.
[03:13:02] <Tom_shop> i was pretty sure i had it all mapped out...
[03:13:20] <zeeshan|2> https://www.youtube.com/watch?v=fyZcs7Wsqu4
[03:13:21] <Tom_shop> looking at dmesg though says the encoders are reversed
[03:13:24] <zeeshan|2> sorry about the damn cricket in the garage
[03:18:02] <zeeshan|2> should i just debounce? :p
[03:18:07] <ssi> I did :P
[03:18:13] <zeeshan|2> i mean its not that much noise
[03:20:07] <zeeshan|2> loadrt debounce cfg=2; addf debounce.0 base-thread; net x-raw parport.0.pin-10-in => debounce.0.0.in; net x-filtered debounce.0.0.out => axis.0.home-sw-in axis.0.pos-lim-sw-in
[03:20:17] <zeeshan|2> then setp debounce.0.delay 4?
[03:22:03] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[03:22:15] <ssi> yep
[03:24:32] <elmo40> ssi: yes, machine flex must be addressed.
[03:24:47] <elmo40> are there ways to send feedback when you have steppers? can you use an encoder?
[03:28:39] <ssi> you can
[03:28:54] <ssi> most people don't
[03:29:17] <ssi> I'm not sure if you can set up a stepper in closed loop
[03:30:02] <ssi> yes, yes you can
[03:30:15] <ssi> you can set up stepgens in velocity mode and control them as if they were velocity mode servo drives
[03:31:51] <pcw_home> this has been done on some systems with linear scale and step motors
[03:31:57] -!- skors has quit [Ping timeout: 245 seconds]
[03:31:58] <pcw_home> scales
[03:32:37] <ssi> yes, I revised my statement based on comments on the forum I found by some guy named PCW :D
[03:33:22] <Tom_shop> ok, i'm gonna compare dmesg from both pcs
[03:33:25] <Tom_shop> bak in a bit
[03:33:28] -!- Tom_shop has quit [Quit: Leaving]
[03:36:04] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[03:39:56] <atom1> pcw_home, is it possible for the bit file to load the encoders in a different pin sequence from one pc to the next?
[03:40:18] <pcw_home> no
[03:41:44] <ssi> whoa
[03:41:47] <pcw_home> the wiring is hardwired in the bitfile and the bitfile is CRC checked by the FPGA when loaded
[03:41:52] <ssi> if you have a dui on your record, you can't go to canada
[03:41:53] -!- anarchos2 has quit [Read error: Connection reset by peer]
[03:42:07] <atom1> then the bit file must not be getting copied over
[03:42:14] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[03:42:16] -!- mhaberler [mhaberler!~mhaberler@89.201.163.12] has joined #linuxcnc
[03:43:41] <pcw_home> dmesg is different?
[03:44:42] <atom1> yes
[03:46:51] <atom1> http://tom-itx.no-ip.biz:81/~webpage/cnc/configs/sherline/bitfiles/
[03:47:06] <atom1> compare dmesg_atom with dmesg_old_pc
[03:48:19] <pcw_home> yeah dont see how those could be the same bitfile
[03:48:25] <atom1> it's apparent it didn't get copied
[03:49:15] <pcw_home> need sudo for copy
[03:49:18] <atom1> yeah the old one still has pwmgen on pin 22 too
[03:49:25] <atom1> i thought i did :D
[03:49:37] <atom1> that explains alot
[03:52:51] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[03:54:39] -!- Connor_iPad [Connor_iPad!~connor@24.214.127.194] has joined #linuxcnc
[03:56:09] -!- mhaberler has quit [Quit: mhaberler]
[03:56:34] -!- phantoneD [phantoneD!destroy@89.152.21.144] has joined #linuxcnc
[03:57:26] -!- Connor_iPad has quit [Client Quit]
[03:57:38] -!- ktchk [ktchk!~eddie6929@n219073004083.netvigator.com] has parted #linuxcnc
[03:57:38] -!- ktchk has quit [Quit: ktchk]
[03:57:55] -!- atom1 has quit [Quit: Leaving]
[03:59:56] -!- phantoxeD has quit [Ping timeout: 260 seconds]
[04:00:49] -!- Tom_shop [Tom_shop!~tom@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[04:07:23] <Tom_shop> ok that works much better :)
[04:07:37] <Tom_shop> had me goin there for a bit
[04:10:37] <zeeshan|2> ssi
[04:10:39] <zeeshan|2> debounce works great!
[04:12:39] -!- sumpfralle1 [sumpfralle1!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[04:12:39] -!- sumpfralle has quit [Read error: Connection reset by peer]
[04:14:44] <zeeshan|2> man
[04:14:49] <zeeshan|2> 5i25 is really good stuff
[04:14:59] <zeeshan|2> it can handle 24VDC inputs
[04:15:03] <zeeshan|2> bye bye to noise issues
[04:17:44] -!- PetefromTn_andro [PetefromTn_andro!~PetefromT@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[04:31:19] -!- Tecan has quit [Remote host closed the connection]
[04:32:50] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[04:32:51] -!- Tecan has quit [Changing host]
[04:32:51] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[04:33:59] <Connor> PetefromTn_andro: What's up?
[04:34:29] <PetefromTn_andro> Meh not much man...
[04:35:52] <PetefromTn_andro> Cleaned our whole house today mowed and trimmed the lawn finally hooked up the ice maker and water to our refrigerator LOL
[04:36:07] <PetefromTn_andro> You?
[04:36:51] <Connor> Lazy day.. Slept in.. took wife out for a bit.. watched some TV..
[04:37:30] <PetefromTn_andro> I also finally got the damn little window thingy glues
[04:37:57] <PetefromTn_andro> Glued to my windshield so I can have a damn rear view mirror again.
[04:38:05] <Connor> Ah
[04:38:22] <PetefromTn_andro> Got that hooked up this afternoon.
[04:39:03] <PetefromTn_andro> Now just sitting here listening to some Boston Third Stage on my headphones thru my smartphone
[04:39:10] <Connor> Cool
[04:39:25] <Connor> I'm in a holding pattern waiting on my Ball Screws and stuff to come in.
[04:40:01] <Tom_shop> good album
[04:40:09] <PetefromTn_andro> Machined four more custom droop compensation Feinwerkbau P 800 riser rails today and got the dovetail Machined on them.
[04:40:27] <PetefromTn_andro> Yeah man one of my favorites.
[04:40:38] <Tom_shop> i got most of theirs on my phone
[04:40:53] <PetefromTn_andro> Seen them live twice now.
[04:41:49] <PetefromTn_andro> I honestly like the slower songs on that album for some reason.
[04:42:52] <PetefromTn_andro> I thought you already got the ballscrews.
[04:45:21] -!- Fox_Muldr has quit [Ping timeout: 272 seconds]
[04:45:23] <Connor> no. waiting on them to arive.
[04:47:14] <PetefromTn_andro> Let me know when you get the material for your mounts and we can have another little linuxcnc party here and make em. Maybe get my spindle orientation going too.
[04:48:18] -!- piccata has quit [Remote host closed the connection]
[04:49:17] <Connor> Will Do.
[04:49:30] <Connor> Still debating on Steel vs Cast on the 2" Column extension.
[04:51:15] <PetefromTn_andro> I wonder if you could work a little weldment in there maybe tig weld some thick walled tubing together and get it to work with some kinda gusseting
[04:52:41] -!- piccata [piccata!~irenacob@li629-190.members.linode.com] has joined #linuxcnc
[04:53:13] <PetefromTn_andro> Or maybe we could tig weld some 3/4 plate together and then machined it
[04:53:38] <PetefromTn_andro> It gets clamped thru bolts right?
[04:53:46] <Connor> yes
[04:54:49] <PetefromTn_andro> I could weld the living snot out of it and fillet the edges really deep to get a lot of penetration. Might save you some coin.
[04:55:33] <PetefromTn_andro> Or you can just buy that cast iron chunk
[04:55:42] <Connor> sounds like a lot of extra work for $10 or $20 bucks...
[04:56:12] <Connor> Would you use coolant with the cast? or machine it dry?
[04:56:13] <PetefromTn_andro> I thought it was like a hundred bucks or something
[04:56:27] <Connor> Your thinking of the 2.5" for the head spacer.
[04:56:50] <PetefromTn_andro> I thought they were both 2.5"
[04:57:05] <Connor> No. column spacer is 2" head spacer is 2.5"
[04:57:12] <PetefromTn_andro> By like 5"
[04:57:29] <Tom_shop> ok looks like the backup pc is all set up
[04:58:26] <PetefromTn_andro> Nice Tom.
[04:59:00] <Tom_shop> an old clunker but it works
[04:59:08] <Connor> the column spacer was 2" x 3.5" x 5" I think
[04:59:38] <PetefromTn_andro> I'm trying to debate whether I should machine myself one of those nice five axis work stops or just buy the damn thing.
[04:59:46] <Tom_shop> heh
[04:59:57] <Tom_shop> are you gonna make more than one?
[05:00:05] <Tom_shop> if not, buy it
[05:00:08] <PetefromTn_andro> I was thinking about it.
[05:00:30] <PetefromTn_andro> I know we talked about this before
[05:00:36] <Tom_shop> yup
[05:01:15] <Tom_shop> ok, headin inside
[05:01:19] <PetefromTn_andro> I never bought that a nice one on the bay and there are quite a few times I could have used one.
[05:01:19] -!- Tom_shop has quit [Quit: Leaving]
[05:05:35] <Connor> 5 axis work stop ?
[05:05:52] <zeeshan|2> connor cast iron has graphite in it
[05:05:55] <zeeshan|2> so its self lubricating
[05:05:58] <PetefromTn_andro> Yeah five axis
[05:06:30] <Tom_itx> just a stop with a couple knuckles on it
[05:06:54] <Connor> If no need for coolant I guess we could hookup a shop vac hose and attach it to the Z to make it less messy
[05:07:09] <Connor> Photo of one ?
[05:07:19] -!- ve7it has quit [Remote host closed the connection]
[05:07:29] <PetefromTn_andro> That would be fine if that's what you want to do
[05:07:46] <zeeshan|2> man i dont know why i didnt use home switches before
[05:07:49] <zeeshan|2> it makes life so much easier
[05:08:15] <Connor> I think cast would be better on that small machine.. Anything that helps absorb vibrations..
[05:08:31] <Connor> http://www.lydysindustrialsupply.com/VS5.jpg
[05:08:31] <zeeshan|2> pack it with sand
[05:08:32] <zeeshan|2> :D
[05:08:34] <Connor> that what your talking about
[05:08:38] <Tom_itx> https://www.google.com/search?client=firefox-a&hs=FX8&rls=org.mozilla:en-US:official&channel=sb&tbm=isch&imgil=p-dyy5W41VaUwM%253A%253B7k5ode79Fnh_vM%253Bhttp%25253A%25252F%25252Fwww.ebay.com%25252Fitm%25252FVise-stop-5-Axis-movement-mill-work-stop-part-locator-1-2-13-table-bolt-%25252F121164910130&source=iu&pf=m&fir=p-dyy5W41VaUwM%253A%252C7k5ode79Fnh_vM%252C_&usg=__Yx38aqWS7oH0Soa8zsl9kmhhKVQ%3D&biw=962&bih=565&q=5%20axis%20work%20stop
[05:08:56] <PetefromTn_andro> http://www.zoro.com/i/G0297202/?utm_source=google_shopping&utm_medium=cpc&utm_campaign=Google_Shopping_Feed&gclid=CjwKEAjwwJmhBRC56KOelNOXhxUSJAB_w2uNuQlQ8iQ9xueK7pL9iU3uFqs8_iwScMLkTmZ-afp13hoCPZnw_wcB
[05:09:19] <Connor> Those look easy enough to make.
[05:09:27] <PetefromTn_andro> Sure do
[05:09:31] <PetefromTn_andro> do
[05:09:47] <PetefromTn_andro> Useful little bastard
[05:10:02] <Connor> I made one that works on the back of my vise. I hate it..
[05:10:19] <Connor> causes too much clearance issues
[05:10:35] <PetefromTn_andro> I think I might design and build one tomorrow maybe
[05:10:48] <Tom_itx> i still say use a dowel pin in a collet
[05:10:59] <PetefromTn_andro> Yes I know
[05:11:09] <PetefromTn_andro> ;)
[05:11:29] <PetefromTn_andro> I just rather not have to program a stop for everything
[05:11:43] <Tom_itx> it's not that difficult
[05:12:05] <PetefromTn_andro> Yeah it's not really but there is another issue
[05:12:38] <Connor> PetefromTn_andro: Still need to make the touch off probes too. :)
[05:12:57] <PetefromTn_andro> For instance when I machine those rails I hold like an eighth inch in the vise and then flip it over and cut the second part off.
[05:13:34] <PetefromTn_andro> The stop won't work because of the flashing that need to be removed
[05:13:58] <PetefromTn_andro> Yeah man I need to make a lot of Shit I need LOL
[05:14:12] <Connor> ROFL
[05:14:13] <Tom_itx> the stop would work just the same
[05:14:58] <PetefromTn_andro> ?
[05:15:07] <zeeshan|2> the noga mag bases w/ hydraulic arm makes a nice stop!
[05:15:13] <Tom_itx> either one wouldn't work if you had cutoff in the way
[05:15:26] <PetefromTn_andro> Sure it would
[05:15:45] <PetefromTn_andro> The stop goes underneath the cutoff parts
[05:16:01] <PetefromTn_andro> To the edge of the actual part.
[05:16:50] <PetefromTn_andro> That's what I do now only I use a parallel on top of a couple blocks under a strap clamp
[05:16:52] <Tom_itx> we used stops too but 90% of the time the dowel worked and was quicker overall
[05:17:13] <zeeshan|2> Tom_itx: what is this dowel in collet trick youre talking about
[05:17:35] <Connor> Stick a dowel in collet in the Z axis.. and have it come down and go to specific point..
[05:17:40] <PetefromTn_andro> Yeah man if I ever get a serious production job I Wil try it.
[05:17:40] <Tom_itx> using a dowel as a tool for a material locator
[05:17:42] <Tom_itx> in the vise
[05:17:55] <Tom_itx> just program it as part of the job
[05:18:03] <Connor> load part in vice.. index off of dowel.
[05:18:05] <Tom_itx> you start off with a known block size
[05:18:15] <Tom_itx> also included in the cad file
[05:18:23] <zeeshan|2> kinda like how you quickly setup a rotary table
[05:18:25] <zeeshan|2> on a mill?
[05:18:30] <Tom_itx> also helps eliminate gouging
[05:18:31] <zeeshan|2> you stick a dowel in the spindle
[05:18:38] <zeeshan|2> and quill down to the hole of the rotary table
[05:18:41] <Tom_itx> on a mill yes
[05:19:09] <Tom_itx> just have S0 set
[05:19:31] <PetefromTn_andro> I just rather like that five axis stop design
[05:19:43] <Connor> Thats kinda how I did my bearing block for my Y axis.. I had to flip it..
[05:19:47] <Tom_itx> bring it down, locate the material, raise it up so you can tighten the vise and make sure the material is flat
[05:20:20] <Connor> I drilled a through hole... and bored one size.. inserted a dowel into the machine.. flipped it.. and put the part on the dowel to align it left to right in the vise.
[05:20:23] <zeeshan|2> i guess it depends on the tolerances youre trying to hold
[05:20:32] <zeeshan|2> if you're working within a couple thou, that'll work great
[05:21:07] -!- Lathe_newbie has quit [Ping timeout: 245 seconds]
[05:21:38] <Tom_itx> i think pete just wants to make a 5axis stop :D
[05:21:47] <PetefromTn_andro> Yup
[05:21:53] <Connor> Buy this:
http://www.tormach.com/store/index.php?app=ecom&ns=prodshow&ref=31801
[05:21:55] <zeeshan|2> a cool way i learned to locate parts
[05:21:58] <PetefromTn_andro> it's a cool looking design
[05:22:18] <zeeshan|2> is using spheres w/ a digitizing probe
[05:22:22] <Connor> or just cut my existing 3/4" Down and tapper it.. -- of course, it won't be ATC complaint..
[05:22:26] <Tom_itx> pete, you need some aluminum stock?
http://tom-itx.no-ip.biz:81/~webpage/cnc/local_stock/stock_index.php
[05:22:31] <Tom_itx> my local surplus...
[05:22:50] <Connor> Tom_itx: HOLy hell
[05:22:57] <Tom_itx> i was down there the other day so i decided to take a couple pics while i was there
[05:23:10] <PetefromTn_andro> Holy smokes
[05:23:33] <PetefromTn_andro> Do they have reasonable prices
[05:23:36] <Connor> What kind of pricing do they get ?
[05:23:44] <zeeshan|2> http://tom-itx.no-ip.biz:81/~webpage/cnc/local_stock/12.jpg
[05:23:45] <Tom_itx> i don't recall but it's not bad
[05:23:53] <zeeshan|2> i'd like all of those
[05:23:54] <zeeshan|2> thank u!
[05:24:07] <Connor> Where is that ?
[05:24:21] <PetefromTn_andro> Texas I think
[05:24:38] <Tom_itx> http://www.yardstore.com/?gclid=CjwKEAjwwJmhBRC56KOelNOXhxUSJAB_w2uNBXqbdILx9pGJUgFwSDq37EyOu1vaUpBzc9PkNLYaOhoC8TPw_wcB
[05:24:43] <Connor> You would think with having Alcoa near us.. We would have a damn good place to get stuff...
[05:25:00] <Tom_itx> Ks
[05:25:10] <PetefromTn_andro> Kansas
[05:25:23] <Connor> PetefromTn_andro: Yea.. I got that.. Thanks. :)
[05:25:40] <PetefromTn_andro> Sorry man heh
[05:26:06] <Connor> Doesn't look like they sell the stock online.. just tools and stuff...
[05:26:22] <Tom_itx> they moved most of their tooling etc to another building. most of that is what you see online
[05:26:58] <PetefromTn_andro> I wonder if I can make that stop body from 1xx2 stock
[05:27:09] <Tom_itx> probably
[05:27:22] <Connor> $67.12 for 3" x 5" x 8"
[05:27:29] <Connor> 6061
[05:27:38] <zeeshan|2> sounds expensive
[05:27:39] <Tom_itx> where's that?
[05:27:48] <Tom_itx> i don't pay that much for it
[05:27:58] <Connor> $21.27 for Grey Cast Iron 2.25" x 5.25" x 3"
[05:28:02] <Connor> speedymetals.com
[05:28:10] <PetefromTn_andro> It's the curve that kinda kills it.
[05:28:14] <Connor> I can get 5% off of that.. but.. then have to pay shipping
[05:28:34] <Tom_itx> i got a 6" piece of 4" round for around ten bucks iirc
[05:28:50] <Connor> yea, plate is more $$$
[05:28:50] <PetefromTn_andro> Damn that's cheap
[05:29:04] <PetefromTn_andro> No it's not really
[05:29:04] <Tom_itx> and they cut for like .75 per cut
[05:29:06] <zeeshan|2> the cheapest material to build shit out of
[05:29:08] <Connor> Tom_itx: See how much something like that would be done there..
[05:29:09] <zeeshan|2> is flatbar
[05:29:20] <zeeshan|2> i always try to by 6" wide x 1" flat bar
[05:29:25] <zeeshan|2> its like $12 per foot
[05:29:33] <zeeshan|2> *buy
[05:29:39] <Tom_itx> some of it is by the foot and other is by the pound
[05:29:42] <Connor> 3" x 5" is $8.39 per INCH
[05:29:49] <zeeshan|2> if you want a 6"x1" x 8" piece cut out of plate
[05:29:51] <zeeshan|2> it'll cost like 4x that
[05:30:06] <Connor> and I need 8" of it
[05:30:25] <zeeshan|2> do you guys have steel/aluminum mills down there connor?
[05:30:32] <zeeshan|2> or is imported stuff from different states
[05:30:42] <Connor> We have freaking ALCOA
[05:30:43] <Tom_itx> i generally just grab the closest piece i can find to the size i need
[05:31:05] <zeeshan|2> then you must have local suppliers
[05:31:11] <zeeshan|2> that are cheaper
[05:31:35] <Connor> No. They won't sell that small.
[05:31:40] <Connor> what was it.. 12' lengths ?
[05:31:55] <zeeshan|2> depends
[05:31:58] <zeeshan|2> aluminum is weird
[05:31:59] -!- asah has quit [Quit: asah]
[05:32:02] <zeeshan|2> most steel comes in 20'
[05:32:12] <zeeshan|2> but aluminum will sometimes come in random sizes
[05:32:14] <zeeshan|2> i think it was 22'
[05:32:19] <PetefromTn_andro> They will sell small pieces but only if they already have it in stock
[05:32:19] <zeeshan|2> or 24'
[05:32:54] <zeeshan|2> like locally we have a placed called "B&D steel"
[05:33:03] <zeeshan|2> and theres no minimum order, and they still give you wholesale prices
[05:33:12] <zeeshan|2> they just rape you on cuts, you need a lotta cuts
[05:33:22] <Connor> 7.875" x 2.5" x 4.725" is the nominal measurements I need for the head spacer.
[05:33:22] <zeeshan|2> *if
[05:33:35] <zeeshan|2> what material does it need to be?
[05:33:41] <Connor> 6061
[05:34:10] <Connor> 2" x 4.75" x 2.875" is the nominal need for the column spacer.. out of cast.
[05:34:50] <zeeshan|2> 2"x3" flat bar
[05:35:00] <zeeshan|2> and 2.5" x 5" flat bar for aluminum
[05:35:36] <Connor> the 2.5" is the messurement that needs to be faced off and is most critical.. so.. I was going to go with 3"..
[05:36:16] <zeeshan|2> 2.5"x5"x 8" flatbar costs
[05:36:20] <zeeshan|2> $48 locally
[05:36:38] <Connor> is that CAD or US ? :)
[05:36:42] <zeeshan|2> CAD
[05:36:44] <zeeshan|2> so like 40 bux us
[05:36:51] <zeeshan|2> usually aluminum i've noticed
[05:36:54] <zeeshan|2> comes + size
[05:37:02] <zeeshan|2> so 2.5" is really 2.510~
[05:37:09] <zeeshan|2> but you'll need to measure it
[05:37:12] <zeeshan|2> to be 100%
[05:37:25] <zeeshan|2> steel locally on the other hand is undersize usually (cold rolled)
[05:37:33] <zeeshan|2> 2.5 will be 2.495~
[05:37:36] <Connor> shipping from CAD would kill the price though.
[05:37:59] <zeeshan|2> honestly, i'd hunt for local suppliers :P i dont know your area
[05:38:08] <zeeshan|2> usually the small guys are the best to go to
[05:38:32] <zeeshan|2> i took me weeks to find a couple
[05:38:44] <zeeshan|2> some suppliers out right go "minimum order xxx"
[05:39:00] <zeeshan|2> some quote you a ridiculus amount if you dont need an entire length
[05:43:27] <PetefromTn_andro> I have been experiencing a weird minor problem with my linuxcnc setup lately
[05:44:00] <PetefromTn_andro> I was wondering if anyone has experienced similar issue
[05:44:47] <PetefromTn_andro> Basically I work between MPG and continuous jog.
[05:45:20] <PetefromTn_andro> And most of the time when I switched between the two it just works.
[05:46:26] <PetefromTn_andro> Occasionally when I switch from MPG to coninuous I have to hit the manual onscreen button for the jog to work
[05:47:09] <PetefromTn_andro> If I just hit the arrow keys for manual jog it does nothing
[05:47:51] <PetefromTn_andro> Then I move the mouse to the drop down in axis for continuous or incremental it works again
[05:48:13] <PetefromTn_andro> Kinda annoying
[05:48:58] <Connor> That is a bit odd
[05:49:49] <PetefromTn_andro> I am not sure why it does that. Could it have something to do with our glade vcp panel?
[05:50:00] <Connor> maybe.. Not sure
[05:50:39] <PetefromTn_andro> It probably only does it like maybe ten percent of the time
[05:52:22] <Connor> yea, that's the odd part.
[05:53:33] <PetefromTn_andro> I use the keyboard to switch back and forth all the time. Pressing I and shift I to toggle
[05:53:59] <PetefromTn_andro> And C to go back to continuous
[05:54:21] <Connor> I think I've noticed caps lock causing issues..
[05:54:36] <Connor> I'll have to instigate that more.
[05:55:21] <PetefromTn_andro> Yeah caps lock does cause issues but the command does not work at all that way I think this is different it works SOMETIMES
[05:55:52] <Connor> Yes.. just tested it.. with CAPS on C does go to continues.
[05:56:05] <Connor> err Continuous
[05:56:19] <PetefromTn_andro> Really I thought it was the other way
[05:56:30] <Connor> DOESN'T
[05:56:32] <Connor> sorry
[05:56:34] <PetefromTn_andro> Don't honestly remember
[05:56:44] <Connor> just tested in the Simulator
[05:57:28] <PetefromTn_andro> Try pressing the continuous drop down menu with caps lock on and see if it goes to continuous
[05:58:03] <Connor> Caps lock has no effect on the drop down with the mouse.
[05:58:14] <Connor> with CAPS on.. "C" doesn't work.
[05:58:21] <PetefromTn_andro> Yeah but does it switch
[05:58:21] <Connor> but I and shift-I Do.
[05:58:40] <PetefromTn_andro> Yeah that's what I thought
[05:59:14] <Connor> Working as expected.
[05:59:21] <Connor> Will have to see it in action.
[05:59:53] <Connor> I think I'm going to head off to bed.
[06:00:08] <PetefromTn_andro> Like I said sometimes I will be constantly switching back and forth for manual milling operations and the c button switches the drop down display to continuous but there are no axis movements in continuous with the arrow buttons until I mouse click the drop down meny
[06:00:32] <PetefromTn_andro> Menu
[06:00:39] <PetefromTn_andro> Okay night man
[06:00:43] <Connor> later.
[06:01:04] -!- PetefromTn_andro has quit [Quit: Bye]
[06:29:32] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[06:31:59] -!- MacGalempsy_ [MacGalempsy_!~quassel@ip72-204-48-124.fv.ks.cox.net] has joined #linuxcnc
[06:32:31] -!- MacGalempsy has quit [Ping timeout: 272 seconds]
[06:41:08] -!- zeitue has quit [Ping timeout: 250 seconds]
[06:42:26] -!- rob_h [rob_h!~robh@2.223.235.128] has joined #linuxcnc
[06:58:10] -!- zeitue [zeitue!~z@67.221.133.181] has joined #linuxcnc
[07:01:50] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:01:58] <Deejay> moin
[07:29:02] -!- sumpfralle1 has quit [Ping timeout: 245 seconds]
[07:37:31] -!- balestrino [balestrino!~balestrin@host65-191-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[08:04:29] Cylly is now known as Loetmichel
[08:05:52] -!- karavanjo has quit [Ping timeout: 240 seconds]
[08:14:12] -!- asdfasd [asdfasd!~332332@176.253.29.228] has joined #linuxcnc
[08:15:39] <Loetmichel> *grrr* just recieved 2 usb3 flashdrives 64 gb... looking excactly like the ones i ordered a few moths ago on tha same Ebay article. just that these here do 20mb/sec intead of the promies 150mb/sec or the measuured 200mb/sec i got last time. thats what you get for ordering at chinese suppliers. :-(
[08:19:12] -!- kfoltman [kfoltman!~kfoltman@46.7.73.150] has joined #linuxcnc
[08:31:05] -!- tronwzrd [tronwzrd!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[08:32:09] -!- tronwizard has quit [Ping timeout: 246 seconds]
[09:01:52] -!- mhaberler [mhaberler!~mhaberler@89.201.163.12] has joined #linuxcnc
[09:04:55] -!- mhaberler has quit [Client Quit]
[09:28:39] -!- mahtennek has quit []
[09:35:12] -!- ITChap has quit [Quit: Leaving.]
[09:41:58] -!- balestrino has quit [Ping timeout: 244 seconds]
[09:44:18] -!- ITChap has quit [Quit: Leaving.]
[09:46:56] -!- balestrino [balestrino!~balestrin@host65-191-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[09:56:28] -!- grummund has quit [Ping timeout: 260 seconds]
[09:59:50] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[10:00:07] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[10:02:34] -!- _balestrino [_balestrino!~balestrin@host65-191-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[10:03:25] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-63-27.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[10:05:20] -!- balestrino has quit [Ping timeout: 260 seconds]
[10:07:17] -!- _balestrino has quit [Ping timeout: 260 seconds]
[10:08:16] -!- f1oat has quit [Client Quit]
[10:21:36] -!- syyl [syyl!~sg@p4FD11432.dip0.t-ipconnect.de] has joined #linuxcnc
[10:36:46] -!- JLuc69 [JLuc69!JLuc69@2a01:e35:2e88:cdf0:fd7b:528c:8226:2df0] has joined #linuxcnc
[10:37:12] -!- b_b has quit [Changing host]
[10:38:05] -!- JLuc69__ has quit [Ping timeout: 260 seconds]
[10:46:59] <archivist> practising on the hobbing machine
http://www.collection.archivist.info/archive/DJCPD/PD/2014/2014_09_28_Ford_speedo_gears/IMG_1836.JPG
[10:47:40] <archivist> how the blank gets cut
http://www.collection.archivist.info/archive/DJCPD/PD/2014/2014_09_23_Barber_Colman_speedo_gears/IMG_1832.JPG
[11:07:13] -!- JLuc69_ [JLuc69_!JLuc69@2a01:e35:2e88:cdf0:fd7b:528c:8226:2df0] has joined #linuxcnc
[11:08:15] -!- Lathe_newbie has quit [Ping timeout: 244 seconds]
[11:10:17] -!- JLuc69 has quit [Ping timeout: 260 seconds]
[11:20:08] -!- miss0r [miss0r!~miss0r@87-59-179-253-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[11:22:16] <miss0r> I am on the search for a peice of vinyl: soft and flexible vinyl, aprox 1mm thick, to make a curtain for my CNC dust vacume setup. I realy don't want to spend a fortune buying a whole roll or what ever form it comes in. Do you guys have any suggestions/ideas where I can get my hands on a peice no larger than an A4 ?
[11:24:27] <SpeedEvil> transparent?
[11:24:42] <miss0r> preferably
[11:25:54] * SpeedEvil lols at the amount of results on ebay for 'transparent vinyl' 'restraints'.
[11:26:48] <miss0r> indeed. I have browsed through that a bit, but it seems all the 'smaller peices' are for laminating ect. and are very thin
[11:28:05] <SpeedEvil> http://www.ebay.co.uk/itm/2x-Blue-3D-Diamond-Pattern-PEVA-Transparent-Soft-Bathroom-Bath-Shower-Curtain-/400506679453?pt=UK_Home_Garden_Curtains_Blinds_Curtains_EH&hash=item5d400ef09d
[11:29:04] <miss0r> shower curtains are not a bad idea actualy. They have some sort of thickness and perhaps I can find them in a complete transparrent version
[11:29:33] <SpeedEvil> http://www.ebay.co.uk/itm/PVC-strip-curtain-Butchers-curtain-Clear-plastic-PVC-door-curtain-1m-x-2-2m-/251658003061?pt=LH_DefaultDomain_3&hash=item3a97fc6275 this too
[11:29:45] <miss0r> http://www.ebay.co.uk/itm/CRYSTAL-CLEAR-TINTED-VINYL-SHOWER-CURTAIN-OR-LINER-TRANSPARENT-HEAVY-WEIGHT-/261568288516?pt=Shower_Curtains&var=560440500034&hash=item3ce6af5704
[11:30:38] <SpeedEvil> That looks good
[11:30:39] <miss0r> indeed. 42 bucks would be considered grosly overprised for my purpose :)
[11:31:46] <miss0r> I might just buy that. but I realy wish I could come up with an idea for only buying a small amount.
[11:40:48] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[11:45:19] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[11:54:32] <ReadError> hmm
[11:54:43] <ReadError> low inductance vs normal steppers
[11:54:49] <ReadError> does it make a big difference?
[11:57:37] <Tom_itx> miss0r, no local upholstery shops nearby?
[11:58:15] <Tom_itx> automotive..
[11:58:44] -!- Lathe_newbie has quit [Ping timeout: 260 seconds]
[12:00:06] <jthornton> I should bring my Debian Wheezy box down here to the beer cave
[12:07:13] * archivist just wants the beer
[12:08:13] <archivist> ReadError, inductance affects maximum stepping rate, especially if run on low voltage
[12:16:32] <miss0r> Tom_itx: I have no idea. Thats something of a speciality here in Denmark. not many of thoes around
[12:23:41] <Tom_itx> jthornton, have you run it on a machine yet?
[12:24:43] <jthornton> no
[12:34:32] -!- rythmnbls [rythmnbls!~rythmnbls@d-24-153-46-7.cpe.metrocast.net] has joined #linuxcnc
[12:40:32] -!- _nexxus_ has quit [Quit: Leaving.]
[12:44:53] -!- ibaca has quit [Read error: Connection reset by peer]
[12:50:20] -!- _nexxus_ [_nexxus_!~bwg@ragnar.generalamalgamated.com] has joined #linuxcnc
[13:28:32] -!- tronwzrd has quit [Ping timeout: 245 seconds]
[13:29:28] -!- storrgie has quit [Remote host closed the connection]
[13:31:41] -!- tronwizard [tronwizard!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[13:42:44] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[13:49:54] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[13:50:12] -!- H3XIL3D has quit [Ping timeout: 245 seconds]
[13:50:20] -!- HeXiLeD has quit [Changing host]
[13:55:26] -!- PetefromTn_andro [PetefromTn_andro!~PetefromT@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[13:59:05] -!- balestrino [balestrino!~balestrin@host65-191-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[14:07:24] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[14:22:21] -!- HeXiLeD has quit [Remote host closed the connection]
[14:24:24] -!- PetefromTn_andro has quit [Quit: Bye]
[14:27:16] -!- sylphiae [sylphiae!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[14:39:14] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[14:40:36] -!- balestrino has quit [Ping timeout: 244 seconds]
[14:42:47] -!- Fox_M|afk [Fox_M|afk!quakeman@frnk-4d00d0b4.pool.mediaWays.net] has joined #linuxcnc
[14:52:22] Fox_M|afk is now known as Fox_Muldr
[15:00:32] <ssi> mornin folks
[15:00:35] -!- kwallace has quit [Ping timeout: 258 seconds]
[15:05:47] <PetefromTn_> morning ssi
[15:05:54] <ssi> what's happening
[15:06:04] <PetefromTn_> chillin'
[15:06:15] <ssi> yeah
[15:06:25] <ssi> I'm killing some time before I have to head up to the lake
[15:09:45] <PetefromTn_> trying to motivate to go outside and wash my Bronco and I want to work on it some today
[15:10:28] <ssi> :)
[15:11:03] <ssi> I think I may put my jointer and planer up for sale
[15:11:03] arkgis is now known as knutole
[15:13:35] <PetefromTn_> understand.. I think you can get by without a jointer but a planer comes in handy.
[15:14:58] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[15:18:47] <ssi> yeah
[15:23:33] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[15:23:37] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[15:24:06] -!- skors has quit [Ping timeout: 246 seconds]
[15:24:45] -!- AndChat|144384 has quit [Ping timeout: 272 seconds]
[15:34:41] phantoneD is now known as phantoxeD
[15:40:55] -!- balestrino [balestrino!~balestrin@host65-191-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[15:44:40] -!- syyl_ [syyl_!~sg@p4FD11432.dip0.t-ipconnect.de] has joined #linuxcnc
[15:47:51] -!- miss0r has quit []
[15:47:52] -!- balestrino has quit [Ping timeout: 260 seconds]
[15:47:55] -!- syyl has quit [Ping timeout: 246 seconds]
[15:48:34] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[15:54:59] -!- BellinganRoy [BellinganRoy!~Bellingan@host246-223-dynamic.32-79-r.retail.telecomitalia.it] has joined #linuxcnc
[15:55:58] -!- balestrino [balestrino!~balestrin@host65-191-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[15:57:08] -!- ibaca has quit [Quit: Bye.]
[15:57:43] <tjtr33> bash help? why does this M150 echo wether condition is true or false?
[15:57:52] <tjtr33> why does it run forever despite true or false?
[15:57:58] <tjtr33> #!/bin/bash
[15:58:05] <tjtr33> while (halcmd getp halui.mode.is-auto ); do echo "this should only print when prev line in terminal reports TRUE" ; done exit 0
[15:58:11] <archivist> balanced and concentric pulleys make alllllll the difference on a high speed small lathe :)
[16:01:22] <archivist> tjtr33, see -s
[16:01:49] <tjtr33> ? bash -s
[16:01:58] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[16:02:03] <archivist> halcmd -s
[16:02:18] <tjtr33> thx
[16:02:29] <archivist> ie try in out side of a script and it will be obviuos
[16:02:54] <archivist> first time I ever read that page too
[16:03:21] <tjtr33> i think its evaluating to while (TRUE) then becoming while(FALSE)
[16:03:23] -!- amiri_ has quit [Ping timeout: 272 seconds]
[16:04:39] <archivist> when you run it direct in bash not in a script what gets returned
[16:05:20] <tjtr33> i gotta setup for it...
[16:05:32] <tjtr33> it needs lcnc etc
[16:09:06] <tjtr33> i get endless loop from terminal execution wetehre value is True or False using Halmeter
[16:09:12] <tjtr33> the treminal command was
[16:09:32] <tjtr33> while (halcmd getp halui.mode.is-auto ); do echo "this should only print when prev line in terminal reports TRUE" ; done
[16:09:39] -!- __unik has quit [Read error: Connection reset by peer]
[16:09:41] <tjtr33> after setting the rip env up
[16:10:02] -!- ITChap has quit [Quit: Leaving.]
[16:10:17] <tjtr33> ^^ thats direct in bash
[16:10:48] <tjtr33> i have to crash lcnc to try halcmd -s blah
[16:11:33] <tjtr33> not crash, but exit lcnc while its still printing out
[16:13:40] <tjtr33> and the halcmd -s variant does same ( it wouldnt change this )
[16:16:28] <tjtr33> how do i make the equation specifically test for true ? something like while (( halcmd getp halui.mode.is-auto ) == TRUE ); do blah ; done
[16:16:35] <tjtr33> i cant get the syntax right
[16:17:15] -!- sumpfralle [sumpfralle!~lars@p5DD3F1AC.dip0.t-ipconnect.de] has joined #linuxcnc
[16:18:26] <tjtr33> i'll begin dropping the loop ;)
[16:18:36] -!- jfrmilner_ [jfrmilner_!~jfrmilner@ip-77-221-186-85.dsl.twang.net] has joined #linuxcnc
[16:18:46] <tjtr33> and debug from terminal for single test
[16:20:06] -!- jfrmilner has quit [Ping timeout: 246 seconds]
[16:20:06] jfrmilner_ is now known as jfrmilner
[16:21:00] -!- mhaberler has quit [Quit: mhaberler]
[16:25:26] <tjtr33> yes it was becoming while(TRUE) then while(FALSE) and would always echo and would run forever
[16:25:30] <tjtr33> bash aint c
[16:26:01] <tjtr33> there aint no boolean values in bash
[16:32:47] -!- sylphiae has quit [Ping timeout: 245 seconds]
[16:41:27] -!- kwallace2 has quit [Ping timeout: 245 seconds]
[16:41:52] -!- balestrino has quit [Ping timeout: 245 seconds]
[16:44:06] -!- asah [asah!~asah@c-69-181-176-3.hsd1.ca.comcast.net] has joined #linuxcnc
[16:46:44] -!- balestrino [balestrino!~balestrin@host65-191-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[16:51:20] <zeeshan|2> archivist:
[16:51:26] <zeeshan|2> http://www.collection.archivist.info/archive/DJCPD/PD/2014/2014_09_28_Ford_speedo_gears/IMG_1836.JPG <- how are you cutting those splines
[16:51:40] <zeeshan|2> nm i just saw the second pic
[16:51:47] <archivist> it is an involute gear
[16:52:00] <zeeshan|2> are all splines like that?
[16:52:04] <zeeshan|2> an involute gear
[16:52:09] <archivist> there are involute splines too I know
[16:52:27] <zeeshan|2> so when the hobb spins
[16:52:32] <zeeshan|2> it causes the work piece to spin with it?
[16:52:37] <archivist> a spline is shorter than a gear tooth
[16:52:40] <zeeshan|2> or do you sync the work piece with the hob?
[16:53:10] <zeeshan|2> cause those splines look almost very similar to what i need for a steering shaft
[16:53:14] <zeeshan|2> and look nice!
[16:53:26] <archivist> the sync is in linuxcnc
http://www.collection.archivist.info/archive/DJCPD/PD/2014/2014_09_17_Barber_Colman_cnc/IMG_1830.JPG
[16:53:36] <tjtr33> archivist, this works while [ $(halcmd getp halui.mode.is-auto) != "FALSE" ] ; do echo "Not FALSE" ; done
[16:54:03] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[16:54:03] -!- Tecan has quit [Changing host]
[16:54:03] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[16:54:51] -!- Spyou has quit [Quit: Coyote finally caught me]
[16:54:55] <zeeshan|2> archivist: do you think using a vertical cnc mill
[16:55:04] <zeeshan|2> w/ a hobb is a bad idea? :P
[16:55:58] <archivist> it is possible, just add a rotary and the magic in hal
[16:56:08] <zeeshan|2> well
[16:56:11] <zeeshan|2> im more worried about the stresses
[16:56:29] <zeeshan|2> cause gear hobbing seems to loook like it a lotta forces
[16:56:32] <tjtr33> horizontals often are stiffer
[16:56:34] <zeeshan|2> *needs
[16:57:18] <archivist> you new mill should eat that job
[16:57:31] <zeeshan|2> http://www.resale.de/images/4822418_a_96721.jpg
[16:57:38] <zeeshan|2> it looks fairly stable
[16:57:40] <zeeshan|2> to do hobbing on
[16:57:44] <zeeshan|2> but i wont find out till i get it
[16:58:00] <archivist> you can manually set the lead angle on your head on that mill
[17:00:20] <archivist> I done recommend the way I have seen not far from me, uses a horizontal and sets the rotary at la but traverses at right angles, this means he travels along the hob and has limits
[17:00:25] <archivist> dont
[17:03:15] <tjtr33> nice mill, yeah head tilts
[17:04:40] <archivist> zeeshan|2, then you will tilt the head like this one
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_10_07_Richards_of_Burton_clockworks/P1010240.JPG
[17:12:59] -!- Felix29 [Felix29!~coors@c-67-166-12-95.hsd1.co.comcast.net] has joined #linuxcnc
[17:29:03] <zeeshan|2> anyone have their aior compressor in the basement?
[17:29:10] <zeeshan|2> i need to mvoe the air compressors, sand blast cabinet
[17:29:10] <Tom_itx> oh hell no
[17:29:17] <zeeshan|2> and hydraulic press
[17:29:20] <zeeshan|2> to make room for the cnc
[17:29:21] <Tom_itx> 5hp 80 gal wouldn't fit anyway
[17:29:33] <zeeshan|2> http://i.imgur.com/f9Agmon.jpg
[17:29:37] <zeeshan|2> mines only a 60 gallon
[17:29:45] <zeeshan|2> 12scfm
[17:29:46] <Tom_itx> too noisy
[17:30:18] <zeeshan|2> the little oilless compressor
[17:30:20] <zeeshan|2> is way noiser
[17:30:23] <zeeshan|2> im getting rid of that one
[17:30:29] <Jymmm> zeeshan|2Why do you NEED to move it all?
[17:30:37] <zeeshan|2> Jymmm: need more space in garage
[17:31:34] <Jymmm> zeeshan|2: get rid of shit you haen't used in 3+ years =)
[17:31:40] <Tom_itx> build a lean to outside and put all that crap in it
[17:33:05] <archivist> 3 years....neva has to wait 15 years before disposal
[17:33:29] <Jymmm> lol
[17:33:31] <Tom_itx> you have no drier on it either
[17:34:17] <Tom_itx> single stage?
[17:34:26] <Jymmm> archivist: (I kpet something for 2+ years, never touched it. 3months after i get rid of it, guess what I needed =)
[17:34:31] <zeeshan|2> yes tom
[17:34:34] <zeeshan|2> Jymmm: i use them
[17:34:36] <zeeshan|2> just not all the time
[17:34:41] <zeeshan|2> air i use a lot
[17:34:48] <zeeshan|2> but sandblaster maybe once every 3 weeks?
[17:34:54] <zeeshan|2> hydraulic press once every month
[17:35:04] <zeeshan|2> everything else i use on a daily basis
[17:35:25] <Tom_itx> mine kept up until i started spraying HVLP
[17:35:32] <Tom_itx> then it could maintain but ran alot
[17:35:32] -!- bedah [bedah!~bedah@e177060230.adsl.alicedsl.de] has joined #linuxcnc
[17:35:50] <archivist> I spend too much time hunting for that thing I had some time ago somewhere
[17:36:12] <zeeshan|2> http://www.autobody101.com/store/images/products/secondary/dev.703497-1.jpg
[17:36:14] <zeeshan|2> i use that gun for spraying
[17:36:15] <zeeshan|2> its great!
[17:36:32] -!- skunkworks has quit [Ping timeout: 245 seconds]
[17:36:52] <Tom_itx> i have 3 devilbiss and 2 HVLP (forgot brand)
[17:36:58] -!- nofxx has quit [Remote host closed the connection]
[17:37:01] <zeeshan|2> do you spray cars?
[17:37:05] <Tom_itx> and a touchup gun
[17:37:07] <Tom_itx> no
[17:37:16] <Tom_itx> used to do furniture a bit
[17:37:19] <zeeshan|2> oh
[17:37:26] <zeeshan|2> i use the copper for basecoat
[17:37:29] <Tom_itx> have sprayed just about everything though
[17:37:32] <zeeshan|2> and satajet 4000 for clear
[17:37:48] -!- tjtr33 has quit [Quit: Leaving]
[17:38:36] <Tom_itx> i've sprayed a couple cars
[17:38:41] <Tom_itx> nothing major
[17:39:16] <zeeshan|2> its a lotta work :/
[17:39:35] <Tom_itx> really?
[17:39:37] <Tom_itx> :D
[17:40:27] <Tom_itx> most of what i did was before water borne became popular
[17:40:37] <zeeshan|2> i havent sprayed waterborne
[17:40:40] <zeeshan|2> i still use solvent based
[17:40:45] <Tom_itx> early on it sucked big time
[17:40:52] -!- balestrino has quit [Ping timeout: 240 seconds]
[17:40:58] <Tom_itx> try spraying polyester
[17:41:07] <zeeshan|2> waterborne now days is superior to solvent
[17:41:14] <zeeshan|2> lays like glass!
[17:41:34] <zeeshan|2> i think it needs a different technique
[17:41:44] <Tom_itx> on early cars the clear wouldn't stick to it
[17:46:01] -!- nofxx [nofxx!~nofxx@177.106.95.231] has joined #linuxcnc
[17:46:01] -!- nofxx has quit [Changing host]
[17:46:01] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[17:53:49] -!- skunkworks_ [skunkworks_!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[18:02:13] norbert is now known as Guest16806
[18:02:28] -!- scooty_puff [scooty_puff!~barbs@2605:6000:91c2:b700:d63d:7eff:fe35:a2c0] has joined #linuxcnc
[18:02:46] Guest16806 is now known as norbert_
[18:02:52] norbert_ is now known as norbert__
[18:11:44] -!- syyl [syyl!~sg@p4FD12AB1.dip0.t-ipconnect.de] has joined #linuxcnc
[18:14:29] -!- syyl_ has quit [Ping timeout: 272 seconds]
[18:22:25] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[18:25:49] -!- Reventlov has quit [Remote host closed the connection]
[18:27:52] -!- bedah has quit [Quit: afk]
[18:31:06] -!- sylphiae [sylphiae!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[18:38:24] -!- reventlov has quit [Changing host]
[18:38:45] -!- reventlov has quit [Client Quit]
[18:39:06] -!- Lathe_newbie has quit [Remote host closed the connection]
[18:45:58] -!- norbert__ has quit [Quit: Konversation terminated!]
[18:48:29] <zeeshan|2> http://i.imgur.com/sMHhQCS.jpg
[18:48:32] <zeeshan|2> i have to move all this stuff
[18:48:34] <zeeshan|2> damn it!
[18:49:13] <Tom_itx> to make room for more stuff?
[18:49:30] <XXCoder> nah just to shuffle stuff aroun
[18:49:31] <zeeshan|2> for the cnc mill
[18:49:40] <zeeshan|2> im thinking of moving the sandblast cabinet
[18:49:43] <zeeshan|2> and air compressors to the basement
[18:49:54] <zeeshan|2> then thebrownish cabinet can go where the air compressors were
[18:50:01] <zeeshan|2> and the tool chests can go where the sandblast cabinet is
[18:50:12] <zeeshan|2> and ill move the hydraulic press to the basement too
[18:50:54] <zeeshan|2> the metal is temporary
[18:50:59] <zeeshan|2> need to make my chip pan out of it already :P
[19:05:33] <XXCoder> https://www.hpi.uni-potsdam.de/baudisch/projects/wireprint.html this is cool
[19:05:38] <roycroft> moving anything involving media blasting or grinding out of the main machine shop can only be good
[19:06:47] <roycroft> there's something that resembles a motor vehicle in your shop, though - that's the main problem
[19:06:52] <roycroft> those kinds of things never belong in a shop
[19:07:35] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[19:21:37] -!- sirdancealot has quit [Ping timeout: 272 seconds]
[19:26:52] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-63-27.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[19:30:09] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[19:37:31] <jdh> or a garage
[19:39:03] <Jymmm> curtains?
[19:41:00] <SpeedEvil> Positive pressure
[19:54:18] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[19:57:21] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[20:11:41] <MacGalempsy_> hello
[20:18:23] -!- micges has quit [Quit: Ex-Chat]
[20:31:15] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[20:32:51] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[20:39:02] -!- Cylly [Cylly!cylly@p54B13BAF.dip0.t-ipconnect.de] has joined #linuxcnc
[20:40:12] -!- Loetmichel has quit [Ping timeout: 245 seconds]
[20:47:35] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[20:48:52] -!- sumpfralle has quit [Ping timeout: 260 seconds]
[20:52:38] -!- balestrino [balestrino!~balestrin@host65-191-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[20:55:42] -!- f1oat has quit [Ping timeout: 244 seconds]
[21:01:46] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[21:21:20] -!- moorbo [moorbo!~moorbo@dyn-242-97.hrz.uni-kassel.de] has joined #linuxcnc
[21:27:45] -!- skunksleep has quit [Ping timeout: 246 seconds]
[21:27:46] <XXCoder> wow nice
http://www.evilmadscientist.com/2014/car-part-3dprinting/
[21:28:06] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:29:11] -!- dnaleromj has quit []
[21:29:26] <Deejay> gn8
[21:29:54] -!- Deejay has quit [Quit: bye]
[21:36:49] -!- chillly has quit [Quit: Ex-Chat]
[21:43:05] -!- balestrino has quit [Ping timeout: 258 seconds]
[22:01:02] -!- nofxx_ [nofxx_!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[22:02:08] -!- syyl has quit [Ping timeout: 260 seconds]
[22:04:27] -!- nofxx has quit [Ping timeout: 245 seconds]
[22:07:53] <MacGalempsy_> XXCoder: I like that article. Have a similar idea for a different part.
[22:08:04] <XXCoder> cool
[22:10:20] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[22:11:28] -!- micges-dev has quit [Quit: Wychodzi]
[22:12:41] -!- karavanjo_ has quit [Read error: Connection reset by peer]
[22:13:45] -!- MacGalempsy_ has quit [Remote host closed the connection]
[22:23:23] -!- kfoltman has quit [Quit: Ex-Chat]
[22:25:09] -!- kengu has quit [Ping timeout: 246 seconds]
[22:31:00] <SpeicusX> jmuiolp;.['/
[22:35:05] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[22:40:32] <jdh> lot of work for some AL.
[22:43:39] -!- Tecan has quit [Ping timeout: 258 seconds]
[23:07:17] -!- rythmnbls has quit [Quit: Leaving]
[23:12:41] amnesic_away is now known as amnesic
[23:13:37] -!- moorbo has quit [Ping timeout: 260 seconds]
[23:13:42] amnesic is now known as amnesic_away
[23:16:40] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[23:36:22] -!- asdfasd has quit [Ping timeout: 240 seconds]
[23:40:17] -!- AR_ has quit [Ping timeout: 245 seconds]
[23:49:12] -!- knutole has quit [Remote host closed the connection]
[23:49:26] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[23:54:16] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[23:59:57] -!- rob_h has quit [Ping timeout: 272 seconds]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}