Back
[00:01:45] -!- ve7it has quit [Remote host closed the connection]
[00:06:16] -!- FinboySlick has quit [Quit: Leaving.]
[00:08:50] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[00:16:27] -!- owhite [owhite!~owhite@c-68-50-143-182.hsd1.md.comcast.net] has joined #linuxcnc
[00:22:52] <jmasseo> i have a very basic question
[00:23:04] <jmasseo> where do you use the specific types of end mills? flat nose, center cut, ball nose, bull nose?
[00:23:17] <jmasseo> and how do you know how many fluts for what material?
[00:23:29] <zeeshan> theres a few rule of thumbers
[00:23:50] <Loetmichel> the form depends on the cut needed, obviously
[00:24:02] <zeeshan> like you don't plunge straight down with anything more than a 2 flute end mill
[00:24:04] <Loetmichel> the number of flutes depends on the material
[00:24:13] <zeeshan> if you're going at angles you can use more than 2 flutes
[00:24:14] <Loetmichel> in gernal: hatder material: more flutes
[00:24:24] <Loetmichel> general, harder
[00:24:32] -!- Valen [Valen!~Valen@c122-108-37-1.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[00:24:47] <jmasseo> so wax - 2 flutes, steel - 4 flutes?
[00:25:11] <Loetmichel> acrylics and PVC and such: 1 flute
[00:25:21] <jmasseo> ah
[00:25:32] <jmasseo> i saw some wax milling tools that looked like double-edged scalpels
[00:25:34] <Loetmichel> aluminium and copper: 2 flute with polished flutes
[00:25:49] <Loetmichel> steel/hardend steel: 4 flutes
[00:26:07] -!- Nick001 [Nick001!~Nick001@173-86-68-193.bras0-epix.clsm.pa.frontiernet.net] has parted #linuxcnc
[00:26:14] <zeeshan> jmasseo:
http://www.micro-machine-shop.com/end_mill_nomenclature.pdf
[00:26:23] <zeeshan> good referenc from enco
[00:26:24] <Loetmichel> and glass fibre/carbon fibre plastics: spiral or diamond teeth
[00:27:44] <jmasseo> 'bull nose' is not on there.
[00:28:16] <zeeshan> ball nose is generally used to do contoured shapes.
[00:29:28] <toastyde1th> there is an actual reason for using a specific number of flutes, and that is machine power vs feed rate
[00:29:51] <toastyde1th> with steel you can't really feed heavily, and your chip load tends to be .002-.005 per tooth
[00:30:02] <toastyde1th> any more than that and you break your tool from side pressure
[00:30:19] <toastyde1th> so the number of flutes goes up so that the side pressure is kept down but you can use a higher feed rate with the same chip load
[00:31:09] <toastyde1th> ideally, you want as large a chip load as possible because the energy required to remove a volume of material goes down
[00:31:27] <toastyde1th> in things like aluminum, it's much easier to get a very high chip load
[00:31:40] <jmasseo> so you use the bigger flutes?
[00:31:40] <toastyde1th> .020" per tooth on a 1" tool, for example
[00:31:57] <toastyde1th> so you use fewer flutes, and that also has the benefit of having a lot of gullet clearance
[00:32:04] <toastyde1th> beacuse the chips take up a lot more space
[00:32:35] <toastyde1th> big ass tools like facemills in a very powerful mill can take enormous chip loads
[00:32:43] <toastyde1th> like .050" per tooth
[00:32:52] <toastyde1th> and they wind up looking like lathe chips
[00:33:17] <toastyde1th> the polished flutes only help if you are spinning the tool fast as balls
[00:33:49] <jmasseo> speeds and feeds another thing i've been trying to understand.
[00:34:06] <toastyde1th> what questions do you have
[00:34:07] <jmasseo> you cut steel at low speeds, but aluminum at high speeds
[00:34:11] <toastyde1th> ya
[00:34:11] <jmasseo> because steel is hard
[00:34:14] <toastyde1th> negative
[00:34:17] <jmasseo> and you have the shaller cuts?
[00:34:22] <toastyde1th> because the specific energy required to shear steel is high
[00:34:28] <toastyde1th> and that energy becomes heat
[00:34:29] <Loetmichel> toastyde1th: the polished flutes are a must if you are milling 99,99% copper or similar "smeary" stuff
[00:34:42] <toastyde1th> not my experience at all, Loetmichel
[00:35:18] <Loetmichel> or else use insane amounts of cooling fluid to get rid of the swarf
[00:35:29] <Loetmichel> wothout baking it to the mill bit
[00:35:46] <toastyde1th> regardless, the energy required to cut steel is why it has to be cut slower
[00:36:11] <toastyde1th> and I don't know what you're doing wrong, but I've never had a surface finish problem in pure copper using boring ass tools
[00:36:19] <toastyde1th> boring-ass, rather
[00:36:25] -!- asdfasd has quit [Ping timeout: 272 seconds]
[00:36:40] <toastyde1th> the temperature of the tool is what controls wear
[00:36:53] <toastyde1th> the hotter the tool is, the faster it wears - provided everything else is constant
[00:37:57] <jmasseo> do tools heat up faster on hardened steel?
[00:37:57] <toastyde1th> and something like 95% of the machine power goes into heat, rather than lattice distortion (physical deformations of the metal)
[00:38:22] <toastyde1th> no, but the harder material is more abrasive to the tool
[00:38:46] <toastyde1th> and so it already causes more wear, so you have to keep the tool even colder than normal
[00:39:12] <jmasseo> so coolant lets you go faster?
[00:39:20] <toastyde1th> for a variety of reasons, yes
[00:39:32] <jmasseo> i fucking hated oiling on manual machines
[00:39:36] <jmasseo> cutter oil
[00:39:37] <jmasseo> tap oil
[00:39:48] <toastyde1th> it keeps pressure welding down
[00:39:56] <toastyde1th> it also reduces friction in the cut
[00:40:01] <jmasseo> covered in volatile hydrocarbons after an hour
[00:40:05] <toastyde1th> as the material springs back around the tool
[00:40:47] <jmasseo> the nice enclosed vmc is a lot nicer. :)
[00:41:23] <toastyde1th> def
[00:41:35] <jmasseo> still have to be careful not to jack up your workpiece if you get too hot
[00:41:42] <toastyde1th> the massive flood coolant in a vmc also helps with dimensional stability
[00:43:20] <toastyde1th> one of the tricks we use to go from billet to a finished part is to have distinct roughing stages, so that if I'm making 50 parts out of 10" square stainless blocks
[00:43:32] <toastyde1th> we'll rough the thing down to .100" over or something like that
[00:43:45] <toastyde1th> that way it cools down between each operation
[00:47:57] <zeeshan> are you doing this in a temperature controlled environemnt? :D
[00:48:15] <Tom_itx> tapping fluid is wonderful stuff
[00:48:39] <zeeshan> note: don't use tapping fluid as bandsaw coolantr
[00:48:44] <zeeshan> that shit solidifies!
[00:48:46] <zeeshan> :]
[00:48:50] <Tom_itx> no probably not
[00:49:00] <zeeshan> it gums up the chips
[00:49:05] <Tom_itx> but it's heaven't honey for what it was made for
[00:49:14] <zeeshan> and makes them into big chip balls that are hard to dislodge
[00:49:26] -!- arvidkahl has quit [Ping timeout: 264 seconds]
[00:51:12] <toastyde1th> usually you don't cut down stock to rough shape in a controlled environment because I don't like putting a 500 degree block of steel next to my gage blocks
[00:52:04] <toastyde1th> plus you can eat up .002" of tolerance pretty easily with temperature fluctuations
[00:52:55] <Tom_itx> your gage blocks should be in a room by themselves
[00:53:02] <Tom_itx> and other test equipment
[00:53:40] <toastyde1th> for those of us with a master set of gage blocks, they are in a room by themselves
[00:54:19] <toastyde1th> that doesn't change the fact you're still going to wind up with a nice big raise bump on your surface plate, hot tools, and your climate control going apeshit trying to deal with that much energy in the room all of a sudden
[00:55:03] <toastyde1th> it's bad even in a non-climate controlled area
[00:56:16] <Tom_itx> let it cool first
[00:56:31] <toastyde1th> duh
[00:57:35] <Tom_itx> (i don't need a master set for my sherline and hobbies)
[00:59:56] <toastyde1th> in other news, I am off to a fucking horrifying start in woodworking
[01:00:35] <Tom_itx> what's your wood project?
[01:01:35] <toastyde1th> workbench
[01:01:53] <toastyde1th> doing the hand tools route
[01:03:23] <Tom_itx> we had a set of round and rectangular at the shop
[01:03:40] <Tom_itx> along with other stuff like plug gages
[01:04:29] -!- thomaslindstr_m has quit [Quit: Leaving...]
[01:15:53] -!- GuShH_ has quit [Ping timeout: 252 seconds]
[01:16:22] -!- gazprom has quit [Quit: leaving]
[01:17:38] -!- Komzpa has quit [Ping timeout: 264 seconds]
[01:28:12] -!- davc [davc!~davec@host-174-45-229-40.bln-mt.client.bresnan.net] has joined #linuxcnc
[01:28:57] <owhite> hey people. Does anyone know where I can find the documentation for making hal calls in python? Are there docs for modules/classes when I use "import hal"?
[01:45:18] -!- FreezingCold has quit [Ping timeout: 252 seconds]
[01:52:15] -!- terabyte- [terabyte-!~terabyte@96-31-78-216.static.hvvc.us] has joined #linuxcnc
[01:52:37] -!- rob_h has quit [Ping timeout: 248 seconds]
[01:53:05] <Tom_itx> maybe look at some of JT-Shop's python stuff
[01:55:49] <Tom_itx> http://gnipsel.com/glade/index.html
[01:55:53] <Tom_itx> or maybe
http://gnipsel.com/linuxcnc/gui/index.html
[01:57:31] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[02:04:26] -!- Komzpa has quit [Remote host closed the connection]
[02:10:34] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[02:10:49] -!- Komzpa has quit [Remote host closed the connection]
[02:13:56] -!- Komzpa has quit [Client Quit]
[02:17:17] -!- ve7it has quit [Remote host closed the connection]
[02:21:39] -!- Komzpa has quit [Remote host closed the connection]
[02:21:47] -!- c-bob [c-bob!~c@unaffiliated/c-bob] has joined #linuxcnc
[02:21:50] -!- c-bob|afk has quit [Ping timeout: 264 seconds]
[02:31:18] <owhite> tom_itx: well I'm not looking for the gladevcp stuff, I'm just after understanding stuff like: hal_glib.GPin(halcomp.newpin("laser_hertz_value", hal.HAL_U32, hal.HAL_OUT))
[02:32:13] <Tom_itx> yeah i know but i thought it may be a place to start
[02:32:17] <owhite> the halcomp.newpin in particular.
[02:32:18] <owhite> ok.
[02:32:36] <Tom_itx> i thought he did a limited front end there somewhere
[02:40:13] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[03:00:42] -!- Komzpa has quit [Quit: Konversation terminated!]
[03:01:49] <eric_unterhausen> why are the drivers for national instruments a 3 hour download?
[03:02:28] <Tom_itx> maybe they have a slow server
[03:02:38] <eric_unterhausen> well, it was 1.3 gig
[03:02:59] <eric_unterhausen> fortunately I had 3 hours of work I could do on a Sunday
[03:14:57] -!- FinboySlick has quit [Quit: Leaving.]
[03:16:11] -!- terabyte- has quit [Quit: terabyte-]
[03:17:29] -!- owhite has quit [Remote host closed the connection]
[03:28:01] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[03:29:09] -!- AR_ has quit [Ping timeout: 248 seconds]
[03:41:34] -!- archivist_herron has quit [Ping timeout: 265 seconds]
[03:43:57] -!- maximilian_h1 [maximilian_h1!~bonsai@f051197152.adsl.alicedsl.de] has joined #linuxcnc
[03:45:25] -!- maximilian_h has quit [Ping timeout: 245 seconds]
[03:54:01] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[03:59:56] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[04:06:01] -!- Valen has quit [Read error: Connection timed out]
[04:07:31] -!- Valen [Valen!~Valen@c122-108-37-1.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[04:42:59] -!- dgarr has quit [Ping timeout: 260 seconds]
[04:45:29] -!- micges has quit [Quit: Leaving]
[04:59:24] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[04:59:35] -!- ries has quit [Quit: ries]
[05:06:47] -!- sirdancealo2 has quit [Read error: Operation timed out]
[05:17:34] -!- wboykinm has quit [Remote host closed the connection]
[05:20:03] -!- KimK has quit [Quit: Leaving]
[05:21:37] -!- FinboySlick has quit [Remote host closed the connection]
[05:29:21] -!- zumba_addict has quit [Ping timeout: 265 seconds]
[05:29:22] zumba_addict_ is now known as zumba_addict
[05:45:31] -!- Valen has quit [Quit: Leaving.]
[05:45:36] -!- terabyte- has quit [Quit: terabyte-]
[06:02:45] -!- Fox_Muldr has quit [Ping timeout: 248 seconds]
[06:04:46] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d00d92b.pool.mediaWays.net] has joined #linuxcnc
[06:08:35] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[06:14:40] -!- terabyte- has quit [Quit: terabyte-]
[06:21:23] -!- GJdan has quit [Quit: WeeChat 0.4.2]
[06:32:30] -!- Tecan has quit [Ping timeout: 245 seconds]
[07:05:59] -!- kwallace2 has quit [Ping timeout: 240 seconds]
[07:07:20] -!- LeelooMinai has quit [Ping timeout: 246 seconds]
[07:17:07] -!- LeelooMinai [LeelooMinai!~leeloo@184.175.46.197] has joined #linuxcnc
[07:24:17] -!- archivist_herron has quit [Ping timeout: 272 seconds]
[07:29:05] -!- t12 has quit [Ping timeout: 272 seconds]
[07:36:32] -!- maximilian_h1 has quit [Quit: Leaving.]
[07:40:42] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[07:56:40] -!- gimps has quit [Read error: Connection reset by peer]
[07:56:46] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:57:23] -!- gimps [gimps!~noone@unaffiliated/gimps] has joined #linuxcnc
[07:57:25] <Deejay> moin
[08:11:44] -!- lyzidiamond has quit [Quit: lyzidiamond]
[08:13:59] <Loetmichel> mornin'
[08:16:26] -!- t12 [t12!~t12@dodeca-t.com] has joined #linuxcnc
[08:21:22] -!- tjb11 [tjb11!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[08:24:37] -!- tjb1 has quit [Ping timeout: 248 seconds]
[08:42:27] -!- syyl- [syyl-!~syyl@p4FD11B35.dip0.t-ipconnect.de] has joined #linuxcnc
[08:42:57] -!- Jymmmm [Jymmmm!~jymmm@unaffiliated/jymmm] has joined #linuxcnc
[08:43:02] -!- mal`` has quit [Read error: Operation timed out]
[08:43:04] -!- Jymmm has quit [Read error: Connection reset by peer]
[08:43:05] -!- davec_ [davec_!~davec@host-174-45-229-40.bln-mt.client.bresnan.net] has joined #linuxcnc
[08:43:37] -!- davc has quit [Read error: Connection reset by peer]
[08:46:04] -!- syyl-- has quit [Ping timeout: 265 seconds]
[09:04:27] -!- sirdancealo2 [sirdancealo2!~sirdancea@194.228.11.172] has joined #linuxcnc
[09:29:20] -!- maximilian_h [maximilian_h!~bonsai@g226209172.adsl.alicedsl.de] has joined #linuxcnc
[09:34:05] -!- Meduza has quit [Read error: Operation timed out]
[09:35:19] -!- Meduza [Meduza!~meduza@addprofile.se] has joined #linuxcnc
[09:35:33] -!- MattyMatt has quit [Ping timeout: 252 seconds]
[09:35:51] -!- rob_h [rob_h!~robh@90.203.219.139] has joined #linuxcnc
[09:39:15] -!- Tom_itx has quit []
[09:43:31] -!- Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[09:48:22] -!- MattyMatt [MattyMatt!~matt@cpc11-birk7-2-0-cust969.1-3.cable.virginm.net] has joined #linuxcnc
[09:48:56] -!- lyzidiamond has quit [Quit: lyzidiamond]
[10:03:28] -!- skorasaurus has quit [Ping timeout: 245 seconds]
[10:07:29] -!- syyl-- [syyl--!~syyl@p4FD112EC.dip0.t-ipconnect.de] has joined #linuxcnc
[10:10:35] -!- syyl- has quit [Ping timeout: 260 seconds]
[10:26:02] -!- b_b has quit [Changing host]
[10:31:45] -!- theorbtwo has quit [Ping timeout: 252 seconds]
[10:33:14] -!- kludge` has quit [Ping timeout: 264 seconds]
[10:37:05] -!- b_b has quit [Changing host]
[10:37:48] -!- c-bob has quit [Quit: broken path - terminated!]
[10:42:07] -!- theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #linuxcnc
[10:44:25] -!- theorbtwo has quit [Remote host closed the connection]
[10:50:08] -!- theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #linuxcnc
[10:53:36] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[10:59:20] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[11:13:57] -!- skunkworks has quit [Read error: Connection reset by peer]
[11:14:17] -!- maximilian_h has quit [Ping timeout: 252 seconds]
[11:28:18] -!- maximilian_h [maximilian_h!~bonsai@anon-41-34.vpn.ipredator.se] has joined #linuxcnc
[11:31:03] -!- b_b has quit [Changing host]
[11:54:40] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[11:58:52] -!- krusty_ar has quit [Read error: Connection reset by peer]
[12:04:39] -!- psha[work] [psha[work]!~psha@psha.org.ru] has joined #linuxcnc
[12:07:24] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[12:10:55] -!- b_b has quit [Changing host]
[12:20:43] -!- b_b has quit [Changing host]
[12:39:15] -!- Valen [Valen!~Valen@c122-108-37-1.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[12:55:50] <Loetmichel> *grrr* i should shed a bit weight. or the boss should buy some decent office chairs with coasters... thats the second chair in the last 6 months i break off a coaster... *picks himself from the ground*
[12:56:30] <Tom_itx> start biking with JT
[12:59:13] -!- ries [ries!~ries@190.9.171.121] has joined #linuxcnc
[13:00:07] -!- Komzpa has quit [Read error: Connection reset by peer]
[13:04:28] -!- Komzpa has quit [Remote host closed the connection]
[13:07:57] -!- Komzpa has quit [Client Quit]
[13:11:38] -!- archivist_herron has quit [Ping timeout: 264 seconds]
[13:16:36] -!- dgarr [dgarr!~dgarrett@174-26-240-194.phnx.qwest.net] has joined #linuxcnc
[13:17:16] <archivist> or eat less
[13:17:28] -!- maximilian_h has quit [Quit: Leaving.]
[13:17:45] * archivist starts up a society for the protection of chair casters
[13:17:46] <jthornton> a better plan for sure
[13:17:53] <jthornton> lol
[13:19:42] <Tom_itx> 15� F
[13:19:47] <Tom_itx> 6 tomorrow
[13:19:57] <Tom_itx> better stock up on wood
[13:20:33] <Tom_itx> 60mph gusts last night
[13:20:41] <jthornton> going to be cold out on the bridge today and windy
[13:21:23] <Tom_itx> you're supposed to do inside jobs in the winter
[13:22:29] <jthornton> today is the last day of outside work then we move inside the cupola
[13:23:52] -!- wboykinm has quit [Remote host closed the connection]
[13:23:59] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[13:24:29] -!- dlihtful has quit [Quit: Konversation terminated!]
[13:28:37] <skunkworks> -11... -30 to -50 wind chills
[13:29:41] <archivist> wind chill is not real temperature reduction
[13:30:13] <skunkworks> only for humans..
[13:33:12] -!- blktea [blktea!~blktea@8.12.28.99] has joined #linuxcnc
[13:33:16] -!- blktea [blktea!~blktea@8.12.28.99] has parted #linuxcnc
[13:33:39] <Deejay> and for animals and plants?
[13:34:31] <skunkworks> eh - they have their own measuring system
[13:34:53] <Deejay> hehe
[13:36:29] <archivist> its the cooling effect due to wind removing the insulating layer of air, wrap up in wind proof clothes
[13:37:41] <Deejay> so I would think its the same for animals but not for plants
[13:53:12] -!- stickgun has quit [Quit: Page closed]
[13:56:50] <jdh> doesn't seem to affect children
[13:57:43] <jdh> beach water temp is down to 50s here now. I saw kids splashing in the water last weekend. cold and windy, they didn't seem to notice.
[14:02:27] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[14:17:17] -!- b_b has quit [Disconnected by services]
[14:18:08] -!- b_b has quit [Changing host]
[14:19:44] -!- `Nerobro [`Nerobro!fwuser@globalcom.global-com.com] has joined #linuxcnc
[14:25:21] -!- Valen has quit [Quit: Leaving.]
[14:35:06] -!- b_b has quit [Changing host]
[14:49:07] -!- b_b has quit [Changing host]
[14:56:47] -!- b_b has quit [Changing host]
[15:13:24] -!- CHNCguy [CHNCguy!32509921@gateway/web/cgi-irc/kiwiirc.com/ip.50.80.153.33] has joined #linuxcnc
[15:22:27] -!- Komzpa has quit [Ping timeout: 272 seconds]
[15:25:05] -!- mackerski has quit [Ping timeout: 252 seconds]
[15:29:13] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[15:32:22] -!- b_b has quit [Changing host]
[15:34:21] -!- b_b has quit [Changing host]
[15:42:08] <MattyMatt> my $25 jog wheel arrived. it's nicer than I expected. the knob is heavy alu and the detents are positive
[15:43:08] <archivist> we want to know if the detents match the optics
[15:44:03] <MattyMatt> it's 100 ppr so they should. I'll wire up a couple led and see
[15:46:09] <MattyMatt> the detents are actually a little too harsh for my taste, you can't leave it at a half step
[15:47:18] <CaptHindsight> spin it with a motor until the high spots wear down :)
[15:47:30] <MattyMatt> arr :)
[15:47:49] <archivist> if it has 100 detents then a mid spot makes no sense
[15:47:51] <MattyMatt> or blowtorch it until the spring loses its vigour
[15:48:27] <MattyMatt> 100 ppr may mean 100 quadrature cycles, so effectively 400 ppr
[15:49:12] <MattyMatt> that's how those cheap rotary switches are described
[15:49:19] <archivist> or at that price 25 slot
[15:49:41] <MattyMatt> could be. gimme 5 to find leds and batteries
[15:51:05] * archivist counts to 6 and complains about the lack of answer yet
[15:51:40] <MattyMatt> ah seid 5 oors captain, the engines wilnae take it
[15:51:59] -!- James628 [James628!598664fa@gateway/web/freenode/ip.89.134.100.250] has joined #linuxcnc
[15:59:31] <skunkworks> That is how our fanuc mpg is.. 100 detents - 400count
[16:00:39] -!- kwallace has quit [Ping timeout: 252 seconds]
[16:01:34] <MattyMatt> I can't find any led + resistor. I used up all the convenient ones. I might as well wire it up to my machine and use halscope
[16:03:02] -!- hashfail has quit [Ping timeout: 252 seconds]
[16:03:59] -!- gimps has quit [Ping timeout: 240 seconds]
[16:05:58] -!- Komzpa has quit [Ping timeout: 245 seconds]
[16:06:10] -!- Cylly [Cylly!cylly@p54B105AF.dip0.t-ipconnect.de] has joined #linuxcnc
[16:08:15] -!- Loetmichel has quit [Ping timeout: 252 seconds]
[16:08:54] -!- motioncontrol [motioncontrol!~io@host234-78-dynamic.3-87-r.retail.telecomitalia.it] has joined #linuxcnc
[16:10:29] -!- mle has quit [Ping timeout: 240 seconds]
[16:16:43] -!- gimps [gimps!~noone@unaffiliated/gimps] has joined #linuxcnc
[16:16:46] -!- hashfail [hashfail!~noone@unaffiliated/gimps] has joined #linuxcnc
[16:21:57] -!- dgarr has quit [Ping timeout: 248 seconds]
[16:23:46] -!- mark___ has quit [Client Quit]
[16:24:18] -!- mackerski has quit [Ping timeout: 245 seconds]
[16:24:18] mackerski_ is now known as mackerski
[16:25:41] -!- zumba_addict has quit [Read error: Connection reset by peer]
[16:26:30] -!- syyl_ws [syyl_ws!~sg@p4FD112EC.dip0.t-ipconnect.de] has joined #linuxcnc
[16:31:10] -!- balestrino [balestrino!balestrino@host251-107-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[16:35:46] -!- dgarr [dgarr!~dgarrett@71-223-69-8.phnx.qwest.net] has joined #linuxcnc
[16:46:42] -!- balestrino has quit [Ping timeout: 252 seconds]
[16:48:47] -!- wboykinm has quit [Remote host closed the connection]
[16:59:21] -!- motioncontrol has quit [Remote host closed the connection]
[17:08:19] -!- thomaslindstr_m has quit [Quit: Leaving...]
[17:09:20] -!- patrickarlt has quit [Remote host closed the connection]
[17:13:50] -!- PasstScho [PasstScho!~checker@dslb-178-002-060-111.pools.arcor-ip.net] has joined #linuxcnc
[17:13:55] -!- sheppard has quit [Ping timeout: 272 seconds]
[17:16:21] -!- psha[work] has quit [Quit: Lost terminal]
[17:16:39] -!- terabyte- has quit [Quit: terabyte-]
[17:17:18] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[17:20:14] -!- James628 has quit [Quit: Page closed]
[17:24:37] -!- terabyte- has quit [Quit: terabyte-]
[17:26:37] -!- mozmck has quit [Read error: Connection reset by peer]
[17:26:41] -!- jasen_ [jasen_!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[17:28:16] -!- mozmck [mozmck!~moses@client-67.210.159.209.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[17:28:56] -!- mackerski has quit [Quit: mackerski]
[17:29:50] -!- patrickarlt has quit [Read error: Connection reset by peer]
[17:30:55] -!- Nick001 [Nick001!~Nick001@clsm-74-212-50-239-pppoe.dsl.clsm.epix.net] has joined #linuxcnc
[17:36:34] -!- lyzidiamond has quit [Quit: lyzidiamond]
[17:37:59] -!- Lathe_newbie has quit [Ping timeout: 272 seconds]
[17:39:37] -!- CaptHindsight has quit [Quit: gone]
[17:41:58] -!- toast-work [toast-work!88a08def@gateway/web/freenode/ip.136.160.141.239] has joined #linuxcnc
[17:43:22] Cylly is now known as Loetmichel
[17:44:00] -!- CaptHindsight [CaptHindsight!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[17:49:04] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-97-51-dynip.superkabel.de] has joined #linuxcnc
[17:49:08] <IchGuckLive> hi all B)
[17:51:21] <IchGuckLive> What a missi nthe USA Superbowl anonced in NY but statium in NJ so the world gets known that US Tetchers and TV presenters did not know the issue
[17:52:39] -!- ries has quit [Quit: ries]
[17:53:08] -!- ries [ries!~ries@190.9.171.121] has joined #linuxcnc
[17:53:08] <jdh> what issue
[17:53:33] <jdh> NY and NJ are the same place
[17:54:36] <IchGuckLive> jdh: but not in everyones mind
[17:58:04] -!- dway has quit [Quit: NOOOOOOooooooooo……]
[17:59:57] <IchGuckLive> the weather for the game is horribal no cheerleeding as they will freez to death
[18:00:48] <Err> ...and more to the point, both of the NY football teams play in NJ :-)
[18:01:05] <IchGuckLive> Giants and Jet
[18:02:31] <WalterN> CaptHindsight: oh hey, what is that liquid plastic stuff for rapid prototyping you said you could get a sample from?
[18:02:41] -!- rob_h has quit [Ping timeout: 272 seconds]
[18:04:21] -!- ler_hydra [ler_hydra!~ler_hydra@sailor-link.olf.sgsnet.se] has joined #linuxcnc
[18:05:27] -!- md-2 has quit [Quit: Leaving...]
[18:06:01] <IchGuckLive> PMMA
[18:06:19] <IchGuckLive> WalterN: you can also mix up UREOL
[18:06:38] <IchGuckLive> but most pre moldings are of Silikon
[18:07:02] <IchGuckLive> with a hardener you can get it in 5min and it will be as strong as "stone"
[18:09:07] <WalterN> no, photopolymers
[18:09:30] <WalterN> I don't remember what company it was
[18:10:28] <CaptHindsight> WalterN: what do you need?
[18:10:49] -!- dgarr has quit [Ping timeout: 252 seconds]
[18:10:59] -!- motioncontrol [motioncontrol!~io@host234-78-dynamic.3-87-r.retail.telecomitalia.it] has joined #linuxcnc
[18:11:48] <WalterN> CaptHindsight: I just don't remember the company we talked about getting the liquid plastic stuff from... as I recall it was a fair bit cheaper than the stuff formlabs sells
[18:13:13] -!- heathmanc [heathmanc!~heathmanc@host86-154-100-56.range86-154.btcentralplus.com] has joined #linuxcnc
[18:13:37] <skunkworks> inital power up - the matsuura seems to come up.. (the control anyway - there is atleast 1 alarm)\
[18:14:52] <skunkworks> (kinda suprised... :) )
[18:15:10] -!- Lathe_newbie [Lathe_newbie!~newbie@zux221-054-077.adsl.green.ch] has joined #linuxcnc
[18:18:45] <IchGuckLive> skunkworks: you are magic !
[18:18:59] <skunkworks> I am lucky.. maybe.
[18:19:00] <WalterN> magic is good
[18:19:19] <Loetmichel> skunkworks: "magic healing hands"
[18:19:33] <Loetmichel> i know, i have them, too (sometimes)
[18:19:42] <skunkworks> well - from a distance.. Dad is the one powering it up...
[18:20:39] <toast-work> skunkworks: got pics of the machine?
[18:21:02] <WalterN> working up some bids for a few new parts
[18:21:22] <skunkworks> http://imagebin.org/287781
[18:21:35] <WalterN> one of them is 8620... never worked with 8620 material before
[18:21:50] <WalterN> google search says its like machining 4140
[18:23:41] <CaptHindsight> WalterN: what type? hardness, flexural modulus, color, cure wavelength etc etc
[18:24:08] <WalterN> CaptHindsight: uh... just stuff that cures at 405nm wavelength
[18:25:05] <WalterN> the company I remember talking about seems like they sold a lot of different colors and wavelengths though
[18:25:12] <CaptHindsight> just take any acrylated monomer or oligomer and add 1% BAPO
[18:25:18] <CaptHindsight> DIY
[18:25:26] -!- heathmanc has quit [Remote host closed the connection]
[18:25:48] -!- dgarr [dgarr!~dgarrett@174-26-238-63.phnx.qwest.net] has joined #linuxcnc
[18:25:48] <CaptHindsight> unsaturated polyester is also low cost and available many places, just add BAPO
[18:26:42] <CaptHindsight> there's a few makercrap resin co's out there now as well for $40/L
[18:26:42] -!- derhasi has quit [Remote host closed the connection]
[18:27:17] <WalterN> fancy for calling "generic"?
[18:27:18] <WalterN> lol
[18:28:58] <toast-work> skunkworks: goddamn, nice machine
[18:30:12] <skunkworks> toast-work, yes - dad really lucked out.. we just figured it would be a nice conversion machine - but if it runs with the original control for a while - even better
[18:30:38] <skunkworks> local surplus place got it - they usually only deal with manual machines and let it go cheap
[18:31:00] <WalterN> oh, anyone have an Okuma BL10 machine laying around for parts?
[18:31:15] <WalterN> I'm looking for a Z-axes driver board
[18:32:01] <WalterN> narrowed it down to a specific board (the X and Z axes driver boards are interchangeable)
[18:32:35] <IchGuckLive> okuma bl15 is in the range of capthint
[18:32:47] <IchGuckLive> and its broken i know
[18:33:11] <IchGuckLive> WalterN: why dident you use the 1.2080 insted of the 8620
[18:33:20] <WalterN> is the BL10 and BL15 Z and X driver boards interchangeable?
[18:33:24] <toast-work> skunkworks: what control does it have on it
[18:33:32] <skunkworks> yasnac
[18:33:35] <IchGuckLive> its more usebale for the harde arts and its in oil
[18:33:50] <toast-work> figured, i'd be surprised if that control dies anytime soon
[18:33:52] <WalterN> IchGuckLive: they probably wouldent care, but I'm just looking at a print and in the material box it says 8620
[18:34:37] <skunkworks> toast-work, they must have replaced the battery not too long ago.. the thing is soldered in and shows 3 volts
[18:34:38] <IchGuckLive> ok you can harden the 2080 in a flame and it will not xcurve like the 862x series does
[18:34:45] <skunkworks> so - we might be ok
[18:35:06] <toast-work> can you look up how to download the configuration
[18:35:17] <WalterN> IchGuckLive: also, this part is 4" in diameter :P
[18:35:25] <toast-work> that's the main problem people have with those things
[18:35:51] <skunkworks> I bet
[18:36:01] <IchGuckLive> i did parts 250x250 in that and worked out perfect with a 0,2mm shrink
[18:36:45] <skunkworks> toast-work, where would you look for the configuration?
[18:36:59] -!- dgarr has quit [Ping timeout: 240 seconds]
[18:37:28] <toast-work> skunkworks: it's usually some kind of keystroke pattern you have to press
[18:37:34] <toast-work> and it will write the config to a disk
[18:37:39] <toast-work> or sometimes it's in the file menu
[18:37:46] <skunkworks> ah.
[18:38:00] <skunkworks> I meant - if I didn't have the config.
[18:38:02] <toast-work> the config on those controls is horrifying to look at, it's impossible to manipulate without the manual
[18:38:04] <toast-work> you'd be fucked
[18:38:11] <skunkworks> heh
[18:38:13] <skunkworks> ok
[18:38:33] <toast-work> if the config is reachable on the control it's just a bunch of rom/ram locations and their values
[18:38:41] <toast-work> what each location does is described in the manual
[18:39:02] <toast-work> like "0x12B4 - x axis screw pitch"
[18:39:13] <skunkworks> kinda like the fanuc controls? a buch of raw data..
[18:39:16] <toast-work> yep
[18:39:19] <toast-work> exactly what it is
[18:39:27] <skunkworks> so you could copy it down... ;)
[18:39:33] <toast-work> in theory, yes
[18:39:44] <CaptHindsight> skunkworks: I have a *ach3 system you can bolt on to that ready to go :)
[18:39:45] <skunkworks> or a bunch of camera shots...
[18:39:48] <toast-work> in practice they provide you with a mechanism to write the thing to disk
[18:39:54] <toast-work> or, also common, to the serial port
[18:39:59] <toast-work> which is how we did everything
[18:40:00] <skunkworks> right
[18:40:15] <toast-work> heyperterm and sneakernet
[18:40:17] <toast-work> *hyperterm
[18:40:44] <CaptHindsight> I wonder how close the 500 is to the 710 in terms of controls? The 500 used pneumatics the 710 is all hydraulic
[18:41:05] <skunkworks> we have a lone fanuc control here... Every so often the memory gets screwed up and we have to reload all the configs from the pc
[18:41:34] <WalterN> heh
[18:41:45] <skunkworks> CaptHindsight, no clue. yours looks like it has a lot more 'stuff'
[18:47:25] <toast-work> CaptHindsight: you have a machine that uses pneumatics?
[18:48:35] <CaptHindsight> http://imagebin.org/289341 the 710v is all hydraulic, no pneumatics, the 500 uses pneumatics
[18:48:44] <skunkworks> mine uses pneumatics for the tool changer - CaptHindsight's is hydraulic
[18:49:43] <skunkworks> CaptHindsight, is that linuxcnc?
[18:50:15] <CaptHindsight> I still need to add more guards, it splashes >8 ft when cutting fast
[18:50:45] <CaptHindsight> skunkworks: I'm still converting over from the #ach3
[18:51:12] <skunkworks> eww - how wastat done?
[18:51:16] <toast-work> oh, i thought you guys were talking about the axis drives
[18:51:21] <skunkworks> *eww - how was that done?
[18:51:24] <toast-work> like a cinci hydrotel
[18:51:27] -!- dgarr [dgarr!~dgarrett@184-98-138-64.phnx.qwest.net] has joined #linuxcnc
[18:51:50] <skunkworks> toast-work, our K&T had hydraulic servos originally...
[18:52:06] -!- rob_h [rob_h!~robh@90.203.219.139] has joined #linuxcnc
[18:52:07] <toast-work> i should buy one online and take it apart
[18:52:19] <CaptHindsight> I think the Z has some hydraulic assist
[18:53:00] <skunkworks> toast-work,
http://electronicsam.com/images/KandT/conversion/hyservo.JPG
[18:53:46] <toast-work> oh, weird
[18:53:56] <toast-work> i thought you meant the ram-style hydraulic servos
[18:54:41] * Loetmichel had some hydraulic servos on a 15 ton truck crane
[18:54:56] <Loetmichel> ... sadly italian manufactuerer
[18:55:13] <Loetmichel> the red button was the most pressed key on the RC
[18:55:51] <Loetmichel> becaue i had to change about 10 proportional valves in as many months
[18:56:36] <Loetmichel> to small heat sinks on the valve actuators-> burning mosfets-> full end position on a random valve :-(
[18:57:02] <CaptHindsight> I need a slightly larger machine. I'm currently 2" short for something I'll be making often (cue the inch jokes)
[18:57:37] <toast-work> womp womp womp
[18:58:17] <Loetmichel> ... and its NO fun to see the boom turn at max speed with 10 ton steel on the hook ;-)
[18:59:03] <CaptHindsight> toast-work: ever worked with one by J&L?
http://www.ebay.com/itm/370729400325
[18:59:34] <toast-work> nope
[18:59:51] <IchGuckLive> CaptHindsight: the mashine is always to smal B)
[19:00:05] <CaptHindsight> yeah
[19:00:20] <IchGuckLive> even if you can go 15meters someone comes in with 18m
[19:01:09] -!- ekolojik [ekolojik!~niyazi@88.253.208.127] has joined #linuxcnc
[19:01:09] -!- ekolojik has quit [Changing host]
[19:01:09] -!- ekolojik [ekolojik!~niyazi@unaffiliated/ekolojik] has joined #linuxcnc
[19:02:04] -!- syyl_ws has quit [Quit: Verlassend]
[19:02:16] <CaptHindsight> I started looking into machines to make linear positioners in China. The printers will have beds up to 3m (~10ft)
[19:03:23] <CaptHindsight> but only 200mm wide (~8 in)
[19:03:38] <CaptHindsight> the positioners, not the printers
[19:04:43] <CaptHindsight> it's mostly truing up aluminum extrusions and precision holes
[19:05:26] <CaptHindsight> probably will just build something custom
[19:07:17] <CaptHindsight> http://i.ebayimg.com/00/s/MTIwMlgxNjAw/z/x8QAAOxyxmJSOG9d/$%28KGrHqZHJBYFI2rh8CyZBSOG9dTwzw~~60_57.JPG these positioner bodies look cast and then machined
[19:07:56] <CaptHindsight> Anorad/Rockwell ^^
[19:08:23] <CaptHindsight> http://i.ebayimg.com/00/s/MTIwMlgxNjAw/z/gpIAAOxynRRSOG9m/$T2eC16JHJHkFFlyw!k8LBSOG9lvFmQ~~60_57.JPG
[19:09:20] <toast-work> you know
[19:09:32] <toast-work> what if you used tensioned wire
[19:09:46] <toast-work> and just had the printhead floating on air bearings right on the paper
[19:10:00] <toast-work> low flow air bearings have been used in paper coating and printing processes before and apparently don't blow ink everywhere
[19:10:39] <CaptHindsight> it works well for inkjet
[19:11:10] -!- psha [psha!~psha@213.208.162.93] has joined #linuxcnc
[19:11:13] <CaptHindsight> but the air bearing above the substrate
[19:12:07] <CaptHindsight> you really don't want wind/airflow at the printhead nozzles
[19:14:02] <CaptHindsight> with 3d printing you don't have a planar surface to float on
[19:14:09] <toast-work> oh, this is for 3d
[19:14:23] <CaptHindsight> both 2 and 3d
[19:14:37] <CaptHindsight> similar mechanisms
[19:15:48] <CaptHindsight> i always wanted to build the worlds largest inkjet printer that would be able to walk over the paper
[19:15:58] <CaptHindsight> print an area and walk to the next
[19:16:08] <CaptHindsight> cover a football field or similar
[19:17:49] <skunkworks> now it looks like..
http://electronicsam.com/images/KandT/conversion/yaxis/yassembly.JPG
[19:19:36] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[19:43:58] -!- noobie has quit [Ping timeout: 245 seconds]
[19:52:18] -!- psha has quit [Quit: Lost terminal]
[19:52:31] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[19:54:44] -!- onyedi [onyedi!4eabbd1c@gateway/web/freenode/ip.78.171.189.28] has joined #linuxcnc
[19:54:55] <onyedi> hello
[19:55:53] -!- ler_hydra has quit [Remote host closed the connection]
[19:59:42] <onyedi> i have a problem with linuxcnc. I used to have mach3 installed, a gcode program took 25-30 mins to complete with 5m/s velocity and 0.5m/s acceleration, the same machine and same gcode takes 100 minutes on linuxcnc. The gcode is produced with deskproto and has many small movements. It is a 3d one sided object. I searched around the net about this problem and people suggest G64 with P and G options, I tried G64 with P0.2 also with P0.
[20:00:11] <onyedi> Any ideas ?
[20:01:13] <cradek> make sure G64 P is as high as possible, and (most importantly) make sure your accel is as high as possible
[20:01:25] <cradek> that accel sounds extremely low for a 5m/s machine
[20:01:44] <cpresser> onyedi: basically you already have all the points you need to tweak. G64 and accel
[20:02:28] <onyedi> accel is 1000m/sec2 in linuxcnc
[20:02:42] <onyedi> 1000mm/sec2 sorry
[20:03:27] <archivist> someone to try the new trajectory planner
[20:03:28] <cradek> so it takes 5 seconds to get up to full speed and another 5 seconds to stop?
[20:03:34] <onyedi> on finishing pass velocity doesnt go up more tahn 1200mm/sec
[20:03:36] <cradek> that can't possibly be right
[20:04:11] -!- Komzpa has quit [Ping timeout: 260 seconds]
[20:04:18] * cpresser has 4800mm/sec max speed, and 15000mm/sec^2 for his stepper machine
[20:04:22] -!- ler_hydra [ler_hydra!~ler_hydra@sailor-link.olf.sgsnet.se] has joined #linuxcnc
[20:04:42] <onyedi> let me pastebin the hal
[20:04:47] <cpresser> getting to full speed takes 0.32sec with those values.
[20:05:34] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[20:06:31] <onyedi> can you check
http://pastebin.com/9gfn1vkT to see the velocity and accel?
[20:06:50] <cradek> onyedi: need the ini file
[20:08:16] <onyedi> damn i dont have it with me, but i remember that the settings was something like 85 for velocity and 1000 for acceleration (mm in machine config)
[20:09:04] <cradek> ok you've told us all sorts of different numbers - maybe come back when you have the file and we can give better help
[20:09:24] -!- lyzidiamond has quit [Quit: lyzidiamond]
[20:12:38] <CaptHindsight> how well does the graphics work on the Atom ITX boards? Does axis run smoothly? Does Ubuntu install the hardware GPU drivers?
[20:13:07] <CaptHindsight> I always hear about the latency results but not much on the GPU performance
[20:13:32] <cradek> archivist is right that there's experimental code you might want to try, but if you don't want to get into compiling experimental code, my advice to make the tolerance and accels as high as possible is the key to improving it.
[20:15:28] <archivist> CaptHindsight, last one I setup I got offered the propriety stuff but I ignored
[20:16:11] <WalterN> CaptHindsight: donno... I have an intel atom D510 computer but I just use it for a headless server
[20:16:42] <onyedi> cradek i am sure that my veloctiy is 5000mm/sec and acceleration is 1000mm/sec, The rapid movements are 4950ish.
[20:17:46] <onyedi> i upped the accleration to 2000 and it improved the time
[20:18:11] <skunkworks> onyedi, could you share your program too?
[20:18:23] <onyedi> but still accelerations seems to be the limiting thing when it comes to that gcode i am trying to machine
[20:18:39] <onyedi> yes i will also pastebin it
[20:18:51] <cradek> is it 5000mm/sec or 85mm/sec?
[20:19:04] <cpresser> 85*60 = 5000
[20:19:16] <cpresser> onyedi: you need to make clear what units you are using :)
[20:19:20] <cradek> then you mean 5000mm/minute
[20:19:33] <onyedi> :)
[20:19:56] <cpresser> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?TrajectoryControl
[20:20:16] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has parted #linuxcnc
[20:20:17] <onyedi> yes sorry i just remembered the units in stepconf is in min so I did input 84 there
[20:20:39] <onyedi> but the accel was in sec so i put 1000 there
[20:20:53] <cpresser> onyedi: you want to use "G64 P0.5" for a .5mm tolerance on all moves. that will speed things up compared to G61(which is default)
[20:20:57] <onyedi> sorry for the confusion but the stepconf i have is like that
[20:21:17] <cpresser> onyedi: adjust that .5 value to the tolerances you can allow
[20:21:37] <cpresser> onyedi: for deskproto, at least set it to the same value as the accuracy of the cam-processor
[20:22:31] <onyedi> i tried G64 p0.1 Q0.1 nothing changed compared to G64
[20:23:18] <onyedi> i could not paste to pastebin exceeded the limit
[20:23:33] -!- ler_hydra has quit [Remote host closed the connection]
[20:23:38] <cpresser> did you make sure G64 is active. take a look at the gcode file
[20:23:49] <skunkworks> could you email it to me? samcoinc at gmail dot com
[20:23:59] <cpresser> it can be overwritten by G61, which may be part of the preamble
[20:24:10] <onyedi> my g code starts like % N10 G17 G21 G40 G49 N20 G64 P0.1 Q0.1
[20:24:30] <onyedi> N10 and N11 is the line numbers
[20:24:54] <onyedi> 10 and 20 sorry
[20:25:13] <onyedi> dunno why it is like that
[20:25:47] <cpresser> onyedi: you can edit the postprocessor for deskproto :)
[20:25:58] <onyedi> do i have to make somthing else to enable G64 other than putting it in gcode file?
[20:26:13] <cpresser> no, you that will suffice
[20:26:37] <cpresser> but just to make sure, check if its active during machining (MDI-tab in axis)
[20:26:46] <onyedi> so i have not seen any improvements over plain G64 to G64 with P and Q
[20:26:58] <cpresser> try different value!
[20:27:02] <onyedi> i will check that tomorrow thank you
[20:27:11] <onyedi> i tried P0.2
[20:27:17] <onyedi> without the Q
[20:27:22] <onyedi> same speeds
[20:27:41] <skunkworks> onyedi, could you email it to me?
[20:27:44] <onyedi> yes sure
[20:27:55] <skunkworks> Thank you
[20:27:57] <cpresser> onyedi: thats how my deskproto gcode looks like:
http://pastebin.com/V9S2RBr7#
[20:28:19] -!- Komzpa has quit [Ping timeout: 252 seconds]
[20:29:22] <onyedi> cpresser: thats looks like mine with the default deskproto settings G64 P0.1
[20:29:51] <onyedi> skunworks what is your email ?
[20:30:14] <skunkworks> samcoinc at gmail dot com
[20:30:26] <cpresser> onyedi: depending on the job & material, i ram up both accelleration and tolerace for faster machining
[20:31:31] <cpresser> i have different configs with different accelleration values for different materials. accelleration can be really high if you machine foam, compared to aluminium :)
[20:32:07] <onyedi> my machine at the moment wont go more than 3000mm/sec for accel
[20:32:29] <onyedi> but velocity can go more than 10000mm/sec
[20:32:37] <onyedi> for x and y
[20:32:47] <onyedi> z can go to around 6000
[20:33:52] <onyedi> i machine hard wood
[20:34:02] <skunkworks> onyedi, so are you saying the program that mach took 30 minutes was set to 5000mm/sec vel and 500mm/sec^2
[20:34:22] <onyedi> yes
[20:34:31] <skunkworks> thank you!
[20:34:35] <onyedi> np
[20:35:10] <onyedi> according to deskproto the program takes around 25 mins theoratically
[20:35:26] <onyedi> 30-35 mins on mach3
[20:35:45] <cpresser> but deskproto does those estimates with a acceleration = 999999999999999mm/sec :)
[20:36:04] <onyedi> yes when i run it it took around 30-35 mins to complete
[20:36:11] <cpresser> axis will show the same estime as deskproto
[20:36:25] <cpresser> but those always exclude acceleration
[20:36:27] <onyedi> yes
[20:36:44] <onyedi> but on mach my accel was 500mm/sec
[20:37:07] <onyedi> even so it was going around 3500 velocity
[20:37:15] <onyedi> on finishing pass
[20:37:15] <cpresser> onyedi: that would mean you machine needs 10seconds to accelerate to fullspeed?!!
[20:37:46] -!- Komzpa has quit [Ping timeout: 252 seconds]
[20:37:51] -!- lyzidiamond has quit [Client Quit]
[20:38:05] <onyedi> let me check the mach 3 config screen
[20:38:16] <onyedi> i sometimes get confused :)
[20:39:18] -!- PasstScho has quit []
[20:39:38] -!- odogono has quit [Quit: odogono]
[20:40:00] <onyedi> yes sorry, in mach3 i had 4000mm/min as velocity and 500mm/sec as accel
[20:40:22] <onyedi> i just checked it now
[20:40:22] <cpresser> still, that would mean it takes 8secs to get to full speed!?
[20:40:41] <MattyMatt> 500mm/sec² for accel
[20:41:16] <MattyMatt> 4000 mm/min. that makes more sense
[20:41:33] <onyedi> 500mm/sec² for accel yes
[20:41:48] <onyedi> what is sec²
[20:42:10] <onyedi> it is sec² for accel but i always write sec. so sorry for that
[20:42:48] <onyedi> cpresser does 500mm/sec² for accel makes sense ?
[20:42:59] <cpresser> onyedi: i dont think so
[20:43:17] <cpresser> onyedi: as said above; that means it takes 8seconds to get to full speed
[20:43:26] <cpresser> onyedi: is you machine really that slow?
[20:43:27] <MattyMatt> 4000 mm/sec = 14.4km/h I thought that was fast for a stepper driven machine :)
[20:44:12] <cpresser> MattyMatt: i have 4800mm/sec max speed, and 15000mm/sec^2 for his stepper machine
[20:44:36] <MattyMatt> no max speed is per minute, like in a gcode feedrate
[20:45:05] <cpresser> MattyMatt: true. i did mess up units. shame on me
[20:45:16] <cpresser> those values i posted are per minute
[20:45:17] <MattyMatt> easily done
[20:46:54] -!- Einar_ [Einar_!~Einar@108.90-149-34.nextgentel.com] has joined #linuxcnc
[20:47:19] <onyedi> cpresser can you check
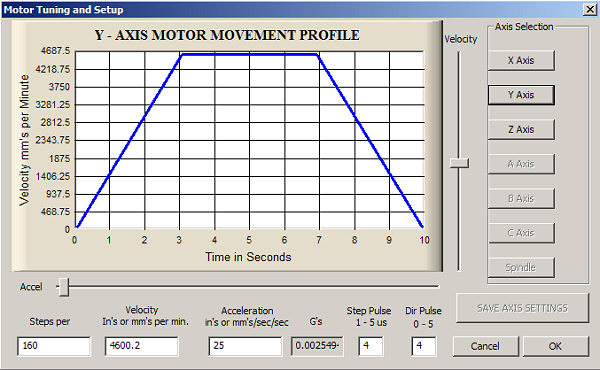
http://www.cnc1.eu/files/images/stories/mach3/Motor.jpg ?
[20:47:21] <skunkworks> so it is 500mm/sec^2
[20:47:48] <onyedi> it shows that 25mm/sec2 takes 3 seconds to get to full speed
[20:47:57] <onyedi> am i missing something here ?
[20:48:21] <MattyMatt> 4800mm/min = 80 mm/s so that's right
[20:48:38] <cpresser> onyedi: with 25mm/sec^2 * 3sec = 75mm/sec = 75*60mm/min
[20:49:05] <cpresser> that seems about right
[20:49:08] <onyedi> so why wouldnt my config with 4000mm/min with 500mm/sec2 takes 8 seconds to speed up ?
[20:49:30] <cpresser> onyedi: my fault!! i did not read correct
[20:49:45] <onyedi> ok i was confused i wanted to make sure
[20:49:45] <cpresser> onyedi: i didnt see that you mixed the units
[20:50:10] <onyedi> so you think it is still a slow accel ratio ?
[20:50:36] <cpresser> onyedi: that depends on your machine. basically you need to match this to the intertia
[20:50:48] <cpresser> otherwise you will lose steps
[20:50:50] <onyedi> what steppers do you use ?
[20:50:50] -!- arvidkahl has quit [Ping timeout: 245 seconds]
[20:51:14] <cpresser> onyedi: better questions: what force is required to drive the axis
[20:51:48] <onyedi> for my machine i dont know
[20:52:20] <MattyMatt> you could pull it around with a spring balance to see
[20:52:31] <cpresser> i did some math and calculated the torque required to move the gantry. then i checked with the stepper datasheet to make sure the acceleration is 1/3rd of the optimum value (as reserve)
[20:52:41] <skunkworks> onyedi, I will play with it - I will be back on later
[20:52:55] <onyedi> skunkworks ok
[20:53:25] <MattyMatt> I've got an ancient potato weigher, it measures in lb/f directly :)
[20:53:28] <onyedi> i have 1203 oz-in steppers on all axis , x axis is dual drive
[20:54:00] <onyedi> machgine is aliminium constructed
[20:54:23] <cpresser> MattyMatt: nice. now combine this with a torque-wrench on the leadscrew :)
[20:54:23] <onyedi> not very rigid i must say
[20:55:30] <onyedi> MattyMatt: I dont have a spring balance, maybe i should get one.
[20:56:09] <MattyMatt> you can get posh digital force gauges with min/max etc
[20:56:35] <onyedi> so any ideas on why 30-35 mins with mach and 100 mins with linuxcnc?
[20:56:56] <onyedi> am i missing something obvious ?
[20:57:18] <onyedi> if it was a common problem i would see it all over the net
[20:57:51] <onyedi> but i just saw it on deskprotos site and they suggest G64 with P option
[20:58:07] <onyedi> which i already tried
[20:58:41] <onyedi> i just dont get how mach does it with a lower accel
[20:58:46] -!- micges [micges!~captain_p@efm195.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[20:58:48] <MattyMatt> searching for force gauge on ebay shows that's just a posh word for the ones fishermen use to weigh fish
[21:00:25] <MattyMatt> for compressive forces, you use bathroom scales of course, with a camera pointed at it to record peaks
[21:00:51] <MattyMatt> 10% inaccuracy will get you in the ball park :)
[21:02:04] <MattyMatt> http://www.ebay.com/itm/Antique-Spring-Balance-Salters-Improved-No-2-/111262144295 this is the exact one I got :) although this appears to be the 25lb model, mine's 50lb
[21:03:00] <MattyMatt> for big potatos
[21:03:50] -!- skunkworks has quit [Quit: Leaving]
[21:06:05] -!- motioncontrol has quit [Read error: Connection reset by peer]
[21:07:08] -!- FreezingAlt [FreezingAlt!~FreezingC@135.0.41.14] has joined #linuxcnc
[21:07:09] -!- afiber__ [afiber__!~sabayonus@p2003005BE9800101BE5FF4FFFE4A972D.dip0.t-ipconnect.de] has joined #linuxcnc
[21:07:21] -!- FreezingCold has quit [Read error: Connection reset by peer]
[21:15:59] <MarkusBec> hmm bitcoin mining on Mesa cards if the mill is not running :D
[21:24:58] <Loetmichel> too slow
[21:27:21] <MarkusBec> 400k slices spartan6
[21:28:32] <MarkusBec> 860 MH/s
[21:29:51] <CaptHindsight> somebody here ran the numbers using the biggest and fastest FPGA parts, the new ASIC's were 10-100x faster
[21:31:31] <CaptHindsight> I don't get the bitcoin, you could invest a few million in Taiwan to make ASIC's and generate all the coins ahead of anyone else
[21:32:56] <CaptHindsight> just keep slightly ahead of anyone so you don't trigger the difficulty to jump
[21:42:05] -!- PetefromTn [PetefromTn!~quassel@75-136-192-114.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[21:42:36] <PetefromTn> Hey folks..
[21:42:53] <PetefromTn> Got a machining question for you guys if ya don't mind
[21:43:22] <PetefromTn> I am trying to machine a simple round boss on the end of a piece of square stock sitting vertical in my vise.
[21:43:48] <PetefromTn> basically a 2.5" square piece of material sticking up in the vise
[21:44:10] <PetefromTn> I need to machine away everything that is there except for a round boss in the center of the material
[21:44:52] <PetefromTn> I want the tool to start along the edge at full depth say .625 deep and run aruond the perimeter taking cuts in a square pattern until it gets to the center round portion.
[21:45:04] <PetefromTn> What do you call this sort of machining operation?
[21:46:19] <PetefromTn> I am trying to figure a way to make either Cambam or Sheetcam do this and I know they are cheaper programs but can they do this and ifso how?
[21:47:26] <CHNCguy> thats pocket or cavity machining, is the round boss cut out? or left in the pocket?
[21:48:01] <PetefromTn> Actually it is not a pocket at all, I want to leave an island sticking up in the middle of a square piece of material
[21:48:42] <PetefromTn> I have tried to draw another square larger than the material so the cutter can start outside of the material but it is a bandaid for what I am after.
[21:49:25] <CHNCguy> ya its called boss pocketing, different programs call it different things
[21:49:43] <PetefromTn> Basically Ideally the cutter would drop down to full depth outside the material edge and then roll in and start a series of passes that go around the square taking off a small fraction of the cutter width until there is left the round boss sticking up in the middle.
[21:50:24] <PetefromTn> It seems so damn simple but I have not been able to get it working here at all.
[21:50:25] <CHNCguy> got a pic?
[21:50:35] <PetefromTn> Pic of what?
[21:50:41] <CHNCguy> ur machining operation
[21:51:09] <CHNCguy> one sec
[21:51:47] <PetefromTn> http://www.youtube.com/watch?v=y59g8j7JKvE
[21:52:07] <PetefromTn> The video I just posted shows basically what I am after only leaving the round boss in the center. Pretty simple really..
[21:52:24] <CHNCguy> ohh LOL
[21:52:36] <CHNCguy> confused me for a sec....
[21:52:41] <CHNCguy> well what u need to do
[21:52:52] <CHNCguy> is make an island or contour profile
[21:53:23] <CHNCguy> then make the outer steps (which step over into the profile) so large so that it makse cuts getting smaller and smaller
[21:53:32] <CHNCguy> then ur left with just the boss in the middle
[21:54:13] <PetefromTn> I am trying to figure out how to do this with either sheetcam or Cambam which I currently have here,
[21:54:33] <CHNCguy> well never used either, I use mastercam and Rhinocam but....
[21:54:33] <PetefromTn> I don't need high speed machining toolpathing here but I do want to figure out how to accomplish something similar.
[21:54:53] <PetefromTn> Must be nice man cannot afford those programs LOL
[21:54:57] <CHNCguy> can you design the part and use the surface to make a machine op?
[21:55:18] <PetefromTn> I drew the part in an autocad clone as a layered drawing.
[21:55:23] <CHNCguy> or do you use lines like dxf?
[21:55:34] <PetefromTn> yes exactly..
[21:55:56] <CHNCguy> well should be easy...you need to draw your outer stock profile, then.....
[21:56:23] <PetefromTn> Sheetcam can do the op but it chooses between a spiral pocket and a zigzag pocket neither of which make what I am after.
[21:56:38] <CHNCguy> you draw your boss, then you will need to select your boss contour which should be the edge, and then make a toolpath for it
[21:56:42] <PetefromTn> Have not played with Cambam that much was hoping some of the folks here might know if it can do this.
[21:56:46] <CHNCguy> sheetcam should have a stepover operation
[21:57:10] <CHNCguy> one sec which verstion do u have?
[21:57:28] <PetefromTn> sheetcam does have a stepover op but it is only for a single pass finish pass type situation.
[21:57:50] <PetefromTn> I am not aware if it can be used to make multiple offset ops to the edge of the material.
[21:57:57] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:58:19] <PetefromTn> I think honeslty cambam has a more advanced toolpath strategy but not sure what to even call this to try it.
[21:58:34] -!- lyzidiamond has quit [Quit: lyzidiamond]
[21:58:40] <CHNCguy> well i can whip out a simple program for ya, but if this is something you will be doing a lot, then I recommend learning the cambam, or bobcad or something cheap....
[21:58:57] <PetefromTn> My sheetcam is version 5.1.2
[21:58:58] <CHNCguy> it is a simple contour profile
[21:59:25] <CHNCguy> but you make your wall depth of cut like 0.25 and you tell it how many passes u want
[21:59:27] -!- uw [uw!~uw@unaffiliated/uw] has joined #linuxcnc
[21:59:33] <PetefromTn> yeah I know but I dunno how to do it yet. This is ABSOLUTELY something I will be doing often once I figure it out how to.
[21:59:49] <CHNCguy> k one sec let me look up cambam
[21:59:56] <PetefromTn> okay thanks..
[22:00:30] <CHNCguy> look at this video
http://www.youtube.com/watch?v=Hxpu8JwZ5bc
[22:00:35] <skunkworks> logger[mah]:
[22:00:36] <logger[mah]> skunkworks: Log stored at
http://linuxcnc.mah.priv.at/irc/%23linuxcnc/2014-01-27.html
[22:01:38] <skunkworks> onyedi: might want to take a look at
http://www.linuxcnc.org/index.php/english/forum/10-advanced-configuration/27368-new-trajectory-planner-testersprograms-wanted
[22:01:39] <CHNCguy> look at where it says stepover, this is what you want to change, the step over is just how much step to the next toolpath is selected.
[22:01:48] <skunkworks> the new tp ran it at about 45 minutes
[22:02:03] <CHNCguy> depending on how many stepovers u have depends on the starting diameter or offset form your curve
[22:02:17] <CHNCguy> hope this helps :)
[22:02:22] <onyedi> skunkworks : thanks
[22:02:43] -!- motioncontrol [motioncontrol!~io@host234-78-dynamic.3-87-r.retail.telecomitalia.it] has joined #linuxcnc
[22:02:50] -!- FinboySlick has quit [Quit: Leaving.]
[22:03:20] <PetefromTn> I will watch that video and see if I can understand what you mean. Don't see where it allows multiple offsets.
[22:03:29] <Deejay> gn8
[22:04:06] <CHNCguy> night Dee
[22:04:12] -!- Deejay has quit [Quit: bye]
[22:04:18] <CHNCguy> on the bottom left, but its not called offsets
[22:04:29] <CHNCguy> offsets refer to tools or workpieces
[22:04:41] <CHNCguy> the drop down menu says stepover
[22:05:51] <CHNCguy> look at 5:15 and u will see the box that says stepover
[22:06:12] <CHNCguy> I am assuming you first need to select the curve and set the tool and depth of cut, etc...
[22:07:17] <PetefromTn> yeah I already did that. I also need to get the material loaded and configured. Already did this in Sheetcam without too much luck but I will now try Cambam.
[22:07:47] <CHNCguy> well isnt sheetcam for plasma cutters and stuff? I may be wrong because I have not used it before
[22:09:10] -!- uw has quit [Ping timeout: 245 seconds]
[22:10:29] <PetefromTn> well yes it is actually but I do a LOT of 2.5 d machining with it.
[22:10:52] <PetefromTn> I am trying to get started with some more advanced software but cannot afford it right now.
[22:12:36] <CHNCguy> Hmmm, well what you may be able to do is make multiple profiles or curves, and just offset them, make ur tool path and call it a day, this is NOT the recommended way because it involves u to accurately scale, and anything other than a circle is gonna be rough
[22:13:26] <CHNCguy> have u looked at rhinocam? its cheap, and powerful when mixed which RHINO 3d
[22:13:33] <CHNCguy> Very easy to use
[22:13:37] -!- terabyte- has quit [Quit: terabyte-]
[22:13:45] <CHNCguy> Not pushing for them either I love my mastercam ;D
[22:14:29] <CHNCguy> try this one
[22:14:29] <CHNCguy> http://www.youtube.com/watch?v=k9tMrb7CU0o
[22:14:30] <PetefromTn> Yeah I know man it is all good stuff but costs money I have to save for right now. Still working on tooling up my machine right now as it is LOL
[22:14:37] -!- uw [uw!~uw@unaffiliated/uw] has joined #linuxcnc
[22:15:14] -!- cwmma has quit [Quit: cwmma]
[22:15:23] <PetefromTn> Just wish i knew what the actual name for this toolpath is so I can search it .
[22:15:41] <PetefromTn> Other than an offset profile or whatever.
[22:16:33] -!- chillly has quit [Quit: Leaving]
[22:18:54] <CHNCguy> well let me check on my software hold up
[22:18:58] -!- ekolojik has quit [Quit: Konversation terminated!]
[22:19:10] <PetefromTn> thanks for helping me man appreciate it.
[22:20:08] <onyedi> skunkworks : is it possible to install the new trajectory planner without internet connection? my linux box doesnt have an internet connection.
[22:21:44] <uw> hello
[22:22:12] <CHNCguy> No problem, mine is just called contour or surface rough/finish
[22:22:23] <CHNCguy> its all about ur parameters, not so much a specfic function
[22:22:24] -!- afiber__ has quit [Quit: Konversation terminated!]
[22:22:48] <CHNCguy> but I gotta go man :) gonna grab food! :D
[22:23:20] <CHNCguy> Good luck :D
[22:24:28] -!- Valen [Valen!~Valen@c122-108-37-1.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[22:25:17] <PetefromTn> Thanks man.
[22:41:50] -!- Valen has quit [Quit: Leaving.]
[22:44:54] -!- dhoovie [dhoovie!~kvirc@149.241.2.197] has joined #linuxcnc
[22:50:04] FreezingAlt is now known as FreezingCold
[22:50:16] -!- Einar_ has quit [Quit: Leaving]
[22:53:39] * JT-Shop waits for the new manual
[22:53:52] <JT-Shop> freeking cold out on the bridge today
[22:54:01] -!- Komzzpa has quit [Ping timeout: 272 seconds]
[22:55:06] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[22:55:48] <PetefromTn> Yeah man that sucks..
[22:56:06] <PetefromTn> It was like 50 degrees earlier today but it is supposed to drop big time tonight.
[22:56:54] -!- The_Ball has quit [Ping timeout: 252 seconds]
[22:56:58] <Tom_itx> 6 tonite
[22:57:24] -!- mackerski has quit [Quit: mackerski]
[22:57:29] <PetefromTn> yeah supposed to be single digits here too.
[22:58:13] -!- Komzzpa has quit [Client Quit]
[23:01:59] -!- uw has quit [Ping timeout: 240 seconds]
[23:02:27] -!- uw [uw!~uw@unaffiliated/uw] has joined #linuxcnc
[23:02:32] <CaptHindsight> only -19F for us
[23:03:13] <CaptHindsight> just shy of the records
[23:04:36] -!- wboykinm has quit [Remote host closed the connection]
[23:05:06] <JT-Shop> 15F today while we pulled 26 #10awg THHN wires 500'
[23:05:32] -!- GuShH_ [GuShH_!GuShH_Lap@unaffiliated/gushh] has joined #linuxcnc
[23:09:05] <CaptHindsight> not fun, solid or stranded?
[23:10:25] <Tom_itx> PetefromTn, nurbs or lofted surfaces what you're talking about?
[23:10:54] -!- motioncontrol has quit [Quit: Sto andando via]
[23:11:20] <PetefromTn> Not sure really..
[23:11:33] -!- FinboySlick has quit [Quit: Leaving.]
[23:11:56] <Tom_itx> oh i see there's a video to watch
[23:11:59] -!- lyzidiamond has quit [Ping timeout: 240 seconds]
[23:12:10] <PetefromTn> Basically what I am wanting to do is machine an op like in this video leaving a round boss that I drew in 2d cad in the center.
http://www.youtube.com/watch?v=y59g8j7JKvE
[23:12:47] <PetefromTn> Just posted the question to the Cambam forum.
[23:12:59] <Tom_itx> pocket with an island?
[23:13:18] <PetefromTn> Honestly been playing with cambam and it is pretty capable so far for the money it is cheap.
[23:13:30] <PetefromTn> Dunno what you call it.
[23:13:53] <Tom_itx> is that your video?
[23:14:16] <PetefromTn> I need to have the cutter plunge down to depth outside of the material and then roll into the material doing a perimeter kinda toolpath until it gets to the center boss
[23:14:31] <PetefromTn> No I wish but I have a VMC here so it COULD BE LOL
[23:14:34] <Tom_itx> that's not so hard to do
[23:14:40] <Tom_itx> not even 3d
[23:14:52] <PetefromTn> Yeah I know I just need to figure out how to make my software available to me do it.
[23:14:57] <Tom_itx> why's he taking a full cut?
[23:15:23] <PetefromTn> It is better than taking stepped cuts and you can move at faster feedrates.
[23:15:27] <PetefromTn> Apparently.
[23:15:39] <Tom_itx> chatters more
[23:15:54] <PetefromTn> Only if you don't get your F and S correct.
[23:16:08] <PetefromTn> This would be for roughing purposes only
[23:16:24] <PetefromTn> Then once the material is machined away I can finish profile the center boss nice and clean.
[23:16:34] -!- toast-work has quit [Quit: Page closed]
[23:18:33] <Tom_itx> cambam won't do a pocket like that?
[23:18:40] <Tom_itx> not really even a pocket
[23:19:49] <PetefromTn> yeah it does pockets fine and outside and inside profiles much like sheetcam.
[23:20:04] <PetefromTn> I am not sure it is actually a pocket operation we are talking about here.
[23:20:13] <Tom_itx> no not really
[23:20:16] <Tom_itx> just a profile
[23:20:24] <PetefromTn> Basically I am asking it to machine from material edge inside to the profile
[23:20:58] -!- patrickarlt has quit [Remote host closed the connection]
[23:21:08] <Tom_itx> so draw your block size, put the profile inside it and throw a tool on it staring at the block
[23:21:16] <PetefromTn> I know many software programs can do this that are expensive but I am wondering if there is a way to do something similar with Cambam. I have played with sheetcam quite a bit trying to figure out a way
[23:21:20] <Tom_itx> will it do profile offsets?
[23:21:35] <Tom_itx> i can group a profile and make as many offsets as i need
[23:21:50] <Tom_itx> never messed with cambam
[23:21:56] <PetefromTn> yeah that is more what I am hoping but do not know how to do multiple offsets.
[23:22:08] <Tom_itx> repeat
[23:22:20] <PetefromTn> I mean sheetcam does offsets but only a single pass at whatever offset you want.
[23:22:26] <Tom_itx> how much material are you gonna remove each pass?
[23:22:39] <PetefromTn> Cambam may be able to but I have not figured out how to do it.
[23:22:42] <Tom_itx> it won't do multiple offsets?
[23:22:47] <PetefromTn> Maybe .060 or so..
[23:22:47] <Tom_itx> repeats
[23:22:59] <Tom_itx> it should
[23:23:07] <Tom_itx> it's a pretty basic machine op
[23:23:38] <PetefromTn> I want to machine this boss down to .625 deep and peel off .060 or so each pass until I get to within .010 of the actual profile then I can do a simple finish profile pass.
[23:23:50] -!- DaViruz has quit [Read error: Operation timed out]
[23:23:58] <PetefromTn> agreed it SHOULD be pretty simple but I dunno how to make it do what I want.
[23:24:07] -!- DaViruz [DaViruz!~daviruz@c83-253-207-191.bredband.comhem.se] has joined #linuxcnc
[23:24:10] <PetefromTn> Was hoping someone else here messes with cambam.
[23:24:16] <Tom_itx> wall offset
[23:24:25] <PetefromTn> Too bad they don't have a CamBam IRC
[23:25:13] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[23:25:45] <Tom_L> http://www.cambam.info/doc/plus/cad/Operations.htm
[23:25:48] <PetefromTn> Max Crossover Distance
[23:25:48] <PetefromTn> Maximum distance as a fraction (0-1) of the tool diameter to cut in horizontal transitions.
[23:25:48] <PetefromTn> If the distance to the next toolpath exceeds MaxCrossoverDistance, a retract, rapid and plunge to the next position, via the clearance plane, is inserted.
[23:26:00] <PetefromTn> Just found that in the help file not sure it is what I am looking for.
[23:26:26] <PetefromTn> Don't think so..
[23:27:18] <Tom_L> http://www.cambam.info/doc/0.9.7/tutorials/Pocketing.aspx
[23:28:55] <Tom_L> similar to what i said about making the material box and inner profile then pocket cut it
[23:28:58] -!- patrickarlt has quit [Remote host closed the connection]
[23:29:23] <Tom_L> Step 4 Creating an Island Pocket
[23:29:53] <PetefromTn> Thanks I am reading that right now.. HOPING it is what I need.
[23:30:24] <Tom_L> i'd do it different with mine but i don't know cambam and that may work
[23:32:28] <Tom_L> don't forget to take the cutter radius into account when you do the first offset
[23:32:57] <Tom_L> i generally offset the first pass the cutter radius + .010 or so
[23:33:04] <Tom_L> so i have plenty for a finish pass
[23:33:22] <Tom_L> then i'll give it a stepover value and how many i want
[23:33:55] <PetefromTn> yeah that is what I am after but I am unsure if CamBam can do it or not. Still investigating this new info here.
[23:34:19] <Tom_L> it should, it's a pretty basic op
[23:34:21] -!- onyedi has quit [Quit: Page closed]
[23:34:50] <Tom_L> http://www.cambam.co.uk/forum/index.php?topic=2061.0
[23:35:42] <Tom_L> not sure that applies or will help
[23:35:58] * JT-Shop wonders what planet some people are on that ask strange un-questions on the forum
[23:36:28] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[23:37:57] <PetefromTn> whaddya mean JT?
[23:38:05] -!- krusty_ar has quit [Ping timeout: 272 seconds]
[23:38:28] -!- PCW [PCW!~chatzilla@99.88.10.65] has joined #linuxcnc
[23:38:59] <PetefromTn> Thanks for trying to help Tom.
[23:39:19] <Tom_L> you got a profile i can generate some offsets for you
[23:39:33] <JT-Shop> it's like some people are talking in tongue, total gibberish
[23:39:49] <JT-Shop> PetefromTn, what are you building?
[23:40:01] <PetefromTn> Yeah I know and I have a couple kind folks who offered to do that but I need to find a way to do it myself here as I need to do this often.
[23:40:19] <Tom_L> hire a programmer :)
[23:40:29] <Tom_L> that's what my bud did when he first started
[23:40:37] <Tom_L> until i got my cad cam
[23:40:46] <PetefromTn> JT-Shop: I need to build a funky shaped boss onto the end of a piece of square stock.
[23:40:49] <JT-Shop> Pete is it a normal shape like a square or rectangle?
[23:41:08] <PetefromTn> it is a kinda funky circle actually.
[23:41:17] <JT-Shop> so some profile shape
[23:41:19] <PetefromTn> machined into a piece of square stock.
[23:41:23] <PetefromTn> yup.
[23:41:37] <PetefromTn> Let me see if I can get ya a picture.
[23:41:53] <Tom_L> he want's about a .060 stepover at full depth
[23:41:57] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[23:42:05] <JT-Shop> I made a subroutine for my lathe to cut a profile but I don't know how that could be done on a mill
[23:42:12] <Tom_L> with a .010" left for a finish pass
[23:44:06] <PetefromTn> Wait a sec guys just got some responses over on the Cambam forum. apparently they are saying it is simple stuff hopefully they can help me here.
[23:44:19] <Tom_L> it should be simple
[23:44:22] <JT-Shop> Pete are you stepping down in Z or moving in from the sides for each pass?
[23:44:24] -!- davc [davc!~davec@host-174-45-229-40.bln-mt.client.bresnan.net] has joined #linuxcnc
[23:44:28] <Tom_L> sides in
[23:44:37] <Tom_L> plunge to depth and cut cut cut
[23:45:09] * JT-Shop goes to put the chicken n dumplins on the stove
[23:46:02] <PetefromTn> yeah man plunge to depth outside the material block and then machine inwards stepping over a certain amount with each subsequent pass around the perimeter.
[23:48:25] <Tom_L> look at 'profile' starting on P30 of their pdf
[23:48:29] -!- jst_ [jst_!~quassel@198.199.94.175] has joined #linuxcnc
[23:48:45] -!- Tomashe has quit [Ping timeout: 272 seconds]
[23:48:48] -!- davec_ has quit [Read error: Connection reset by peer]
[23:48:48] -!- eric_u_cnc has quit [Ping timeout: 272 seconds]
[23:48:48] -!- jst has quit [Read error: Connection reset by peer]
[23:48:52] -!- jmasseo has quit [Ping timeout: 272 seconds]
[23:49:00] -!- jmasseo [jmasseo!jmasseo@tomseiler.com] has joined #linuxcnc
[23:49:01] <PetefromTn> They are actually saying something different...
[23:49:06] <PetefromTn> Pete,
[23:49:06] <PetefromTn> It's not only possible, that's the sort of thing CamBam does best and easiest.
[23:49:06] <PetefromTn> All you need is a (completely) 2D outline of the boss. No 'layers' necessary, unless it changes shape with depth.
[23:49:06] <PetefromTn> You give it an outline, a boundary rectangle, and a pocket milling operation (of both shapes), declare the depth and other milling parameters, and let 'er rip.
[23:49:06] <PetefromTn> Lloyd
[23:49:23] -!- eric_u_cnc [eric_u_cnc!~cnc@c-71-58-221-203.hsd1.pa.comcast.net] has joined #linuxcnc
[23:49:30] -!- ravenlock has quit [Ping timeout: 272 seconds]
[23:49:37] <Tom_L> kinda what i said above
[23:49:42] <Tom_L> they treat it as a pocket
[23:50:01] <PetefromTn> Only problem is when i do that it selects the inside of the boss and pockets it out instead of the area between the boss and the outer rectangle.
[23:50:17] <Tom_L> reverse the profile direction
[23:50:20] <Tom_L> see what that does
[23:50:43] <Tom_L> i don't know how their stuff works...
[23:51:00] <Tom_L> specify the offset somehow
[23:51:48] <Tom_L> pocketing starts on P 33
[23:52:04] <Tom_L> tutorial for it is on P 124
[23:52:38] <PetefromTn> Yeah I see that. thanks man. Too much to learn here and I hate to get too involved in it as I hope to move onto something more commerical soon.
[23:53:00] <Tom_L> that's a pretty basic cut
[23:53:52] -!- pjm_ has quit [Read error: Connection reset by peer]
[23:53:55] <Tom_L> i don't generally use pocket routines unless i'm in a hurry, i'd rather specify where the cutter goes
[23:54:22] -!- pjm_ [pjm_!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[23:54:56] <Tom_L> they're all gonna be quite similar so i'd figure it out there first
[23:55:19] <Tom_L> the more you pay the easier it gets
[23:56:40] <PetefromTn> Oh I am sure of that. Had access to some nice software in the shop I worked in so this stuff seems ponderous at times.
[23:57:12] <Tom_L> for a small shop, mastercam is probably popular
[23:57:15] <PetefromTn> Quite frankly I can do most things in sheetcam really easy and the code is good but it lacks a lot of important features and has no 3d toolpaths.
[23:57:25] <Tom_L> i didn't care for it as much as smartcam when i bought mine
[23:57:50] <PetefromTn> CamBam is actually quite interesting and I wish I had bought it first instead simply due to the 3d stuff it can do. It even has some lathe functions.
[23:57:57] <Tom_L> unless you're building airplanes or making moulds or such you probably won't need 3d
[23:58:03] <PetefromTn> Yeah we had mastercam in the shop I worked in. Nice stuff.
[23:58:52] <PetefromTn> Actually I do need 3d for some of the parts I am making lately. Mostly raised bosses and things like that which need a radiused blend but yeah nothing as in depth as mould making.
[23:59:21] <Tom_L> 2d can do alot of that
[23:59:33] -!- krusty_ar has quit [Ping timeout: 248 seconds]
[23:59:40] <Tom_L> use bull nose cutters for boss radius's
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}