Back
[00:01:03] <WalterN> or machining channel in gernal
[00:01:06] <WalterN> general
[00:01:18] <Tom_itx> there are some
[00:01:23] <Tom_itx> i forget which ones
[00:01:38] <mpictor> WalterN: talk to faunuc? read the manual?
[00:02:13] <JT_Shop> WalterN, your asking questions about Fanuc G code on the LinuxCNC channel...
[00:02:38] <JT_Shop> there are thousands of different variants of G code besides LinuxCNC
[00:02:46] <MacGalempsy> guys, after linuxcnc is running and I execute halrun in terminal, when saving, does that save as the active HAL in linuxcnc?
[00:02:50] <WalterN> and anodizing...
[00:03:11] <WalterN> and lasers/optics
[00:03:16] <JT_Shop> MacGalempsy, if I understand what your asking no
[00:03:43] <MacGalempsy> the ulitimate question is, can I edit the halfile while linuxcnc is running?
[00:03:53] <JT_Shop> WalterN, sure we talk about many things but when you ask about G code we assume you mean LinuxCNC
[00:04:15] <JT_Shop> MacGalempsy, you can but it won't take effect till you start again
[00:04:27] <JT_Shop> did you get the updated sample configuration files?
[00:05:06] <MacGalempsy> did you upload new ones? I just went back to the earlier ones that worked, and planned to try and go from there
[00:05:48] <WalterN> I just havent had a chance to change controllers at all... I will probably be converting a manual lathe into a CNC gang tooling type machine though sometime if the shop slows down :P
[00:06:02] <JT_Shop> yes, I had a mistake in the one you downloaded this morning and fixed and tested on my 5i25 7i77
[00:06:05] <WalterN> among other things
[00:06:10] -!- micges [micges!~toudi@evl173.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[00:06:25] <MacGalempsy> sweet. will d/l now and load it up. going to the garage
[00:07:53] -!- patrick__ has quit [Remote host closed the connection]
[00:09:19] -!- MacGarage [MacGarage!~chatzilla@ip68-12-230-148.ok.ok.cox.net] has joined #linuxcnc
[00:09:41] -!- MacGarage has quit [Remote host closed the connection]
[00:11:08] -!- The_Ball has quit [Ping timeout: 260 seconds]
[00:12:32] -!- patrickarlt has quit [Ping timeout: 241 seconds]
[00:15:16] -!- geografa has quit [Quit: Computer has gone to sleep.]
[00:19:13] -!- CaptHindsight [CaptHindsight!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[00:20:27] <CaptHindsight> http://www.3ders.org/articles/20131112-diwire-the-first-ever-desktop-wire-bender-a-new-kind-of-3d-printer.html
[00:20:51] <MacGalempsy> still no sucess. it just goes straight to the error again...
[00:21:23] <CaptHindsight> http://vimeo.com/41425580 DIWire Bender
[00:22:28] <JT_Shop> run linuxcnc from the menu and pick that config and let me know what the error is
[00:22:54] <MacGalempsy> ok. I will get the dmesg an put it to pastebin
[00:23:32] <JT_Shop> linuxcnc might pop up a different error than dmesg if you run it that way
[00:23:53] -!- fgtfxddfgg [fgtfxddfgg!~androirc@184.21.192.48] has joined #linuxcnc
[00:24:34] fgtfxddfgg is now known as JTDroid
[00:24:58] JTDroid is now known as jtdroid
[00:25:06] -!- rob_h has quit [Ping timeout: 246 seconds]
[00:26:04] jtdroid is now known as JT-Droid
[00:26:19] <JT-Droid> Test
[00:26:21] -!- MacGarage [MacGarage!~chatzilla@ip68-12-230-148.ok.ok.cox.net] has joined #linuxcnc
[00:26:53] <JT-Droid> Test
[00:27:00] <MacGarage> JT_shop -
http://pastebin.com/AAvyTdQX
[00:27:57] <CaptHindsight> wow $3200+ for a CNC wire bender
[00:28:53] <JT-Droid> Run tge config from cnc linuxcnc
[00:29:14] <MacGalempsy> i tried, that is what came up
[00:29:53] -!- kiw has quit [Ping timeout: 246 seconds]
[00:29:56] <MacGalempsy> I select it from the list, and that is the dmesg that results, even after sudo dmesg -c
[00:30:08] <JT-Droid> Did you refresh your browser?
[00:30:14] <MacGalempsy> yep
[00:30:28] <JT-Droid> Im running that confignow
[00:31:05] <MacGalempsy> are there additional download requirements then just installing the linuxcnc disk?
[00:31:11] <JT-Droid> And i dl from my web page to the mill
[00:31:41] <JT-Droid> Are you sure your running the right config
[00:32:21] <MacGalempsy> this is how I do it. there is only one folder in the configs, it is the file you posted wiht updates around 8am this morning
[00:32:30] -!- wboykinm_ has quit [Remote host closed the connection]
[00:32:52] <MacGalempsy> when I open linuxcnc, there is a list, I select the one that goes with your file, and it wont start up
[00:33:11] <MacGalempsy> the one you posted without the axis section seems to work fine
[00:33:22] <JT-Droid> Installing the livecd then running one config from the config picker zets everythingup
[00:33:45] -!- dhoovie has quit [Read error: Connection reset by peer]
[00:33:50] <JT_Shop> pardon the droid, I'm just getting use to it
[00:34:01] -!- wboykinm has quit [Read error: Connection reset by peer]
[00:34:18] <MacGalempsy> so run the config that works, then try to switch too the config that doesnt after linuxcnc is running?
[00:34:20] <JT_Shop> this is the latest config
http://gnipsel.com/linuxcnc/configs/files/5i25-7i77.zip
[00:34:33] -!- dhoovie [dhoovie!~kvirc@122.161.120.24] has joined #linuxcnc
[00:34:50] <JT_Shop> I'm running it on my mill and it runs and you can move the axes and see the DRO change
[00:34:55] <MacGalempsy> that is the config im trying to tun
[00:35:15] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[00:35:19] <MacGalempsy> do all the pins and stuff need to be changed before attempting to run?
[00:35:41] <JT_Shop> no, it should run out of the box with a 5i25/7i77
[00:36:13] <JT_Shop> did you put it in it's own directory?
[00:36:17] <MacGalempsy> maybe I should remove the tb1 power supply and just run for the 5i25 pwr?
[00:36:24] <JT_Shop> it/latest config
[00:36:36] <MacGalempsy> yes,the folder contents are in their own folder
[00:36:59] <JT_Shop> the 7i77 needs field power or the config will not run
[00:37:06] <MacGalempsy> it has field power
[00:37:15] <MacGalempsy> and when I do show pins, they all come on
[00:37:35] <JT_Shop> you may still have linuxcnc running then
[00:37:48] <JT_Shop> did you do a halrun and leave it oopen?
[00:38:04] <MacGalempsy> do I need to have halrun open?
[00:38:21] <JT_Shop> no, you can only run one at a time and you can'
[00:38:32] <JT_Shop> t run a latency test at the same time either
[00:38:36] <MacGalempsy> I even rebooted then tried starting it
[00:40:08] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.28.77] has joined #linuxcnc
[00:40:17] <JT_Shop> when you run from Applications > CNC > LinuxCNC and pick that config to run you should get a LinuxCNC error screen if there is a problem
[00:40:45] <MacGalempsy> yes it comes up and the whole thing shuts down
[00:40:57] <JT_Shop> what is in that error screen?
[00:41:16] <JT_Shop> that is usually the best clue
[00:42:05] <MacGarage> there is a print file information header
[00:42:31] <MacGarage> but I cannot seem to copy the info
[00:43:09] <JT_Shop> if you select all the text and press the middle mouse button or wheel it will copy then press it again to paste to a file
[00:43:11] -!- dhoovie has quit [Ping timeout: 246 seconds]
[00:43:11] <MacGarage> can not find -sec MOT -var MOT -num 1
[00:43:29] <JT_Shop> having opened up a text file and middle click in it
[00:43:29] <MacGarage> cannot find -sec EMCMOT -car EMCMOT -num 1
[00:44:04] <JT_Shop> I think that is normal
[00:45:14] <Jymmm> Click in the text area, CTRL+A to select all, CTRL+C to copy, CTRL+V to paste.
[00:45:42] <JT_Shop> sometimes that doesn't work with some interfaces in linux :(
[00:45:50] <MacGarage> http://pastebin.com/az9NNMu4
[00:45:55] <Jymmm> then they're fucked up
[00:45:55] <JT_Shop> sometimes only the middle mouse works
[00:46:11] <MacGarage> one of those combos worked, not sure which one
[00:46:20] <JT_Shop> 7i77.hal:42: Pin 'hm2_5i25.0.7i77.0.1.analogena
[00:46:22] <Jymmm> Nobody has a middle button since the 80's
[00:46:40] <JT_Shop> the wheel works too as a middle button
[00:46:53] <Jymmm> What mouse wheel?
[00:47:23] <Jymmm> ever heard of trackpads, trackballs
[00:47:32] <JT_Shop> MacGalempsy, line 37 is the error
[00:47:56] <JT_Shop> for some reason the 7i77 pins are not showing up like field power or 5v is not correct
[00:48:08] <Tom_itx> Jymmm, the middle button is for your middle finger
[00:48:17] <MacGalempsy> maybe a connection came loose
[00:48:45] <JT_Shop> I'm heading in and will watch from the droid
[00:49:00] <Jymmm> Tom_itx: Nah, top-right button, which is programed to PASTE.
[00:49:06] <MacGalempsy> tb1 has a 5v psu from a cellphone charger. fieldpower is 24v from a 100w psu
[00:49:23] <MacGalempsy> and vin and field power are shared o nthe 7i77
[00:50:12] <MacGalempsy> will go back through the wiring
[00:50:25] <MacGalempsy> so that is why the ealier one with no axis settings worked ;)
[00:50:29] <Jymmm> Tom_itx: bottom chord = BACK
[00:52:14] -!- AndroUser [AndroUser!~androirc@184.21.192.48] has joined #linuxcnc
[00:53:36] AndroUser is now known as JT-Driod
[00:54:19] <JT-Driod> Lost my connection
[00:55:26] <JT-Driod> Use 5v from the 5i25 as shown on my web page
[00:57:28] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[00:57:46] -!- JT-Driod has quit [Read error: Connection reset by peer]
[00:57:49] -!- JT-Droid has quit [Read error: Connection reset by peer]
[00:58:44] -!- ve7it has quit [Remote host closed the connection]
[00:58:56] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.28.77] has joined #linuxcnc
[00:59:04] <micges> MacGalempsy: if you have 7i77 powered you should have 4 leds on
[00:59:17] <micges> left up, center, center , right down
[01:00:37] <CaptHindsight> JT_Shop: what is the name of the storefront that you use for the cycle parts?
[01:01:20] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[01:02:21] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.28.77] has joined #linuxcnc
[01:03:49] <CaptHindsight> nevermind, found it
http://www.opencart.com/
[01:04:02] -!- thomaslindstr_m has quit [Remote host closed the connection]
[01:04:25] -!- jfire has quit [Quit: Leaving.]
[01:06:20] -!- pzpz has quit [Read error: Connection reset by peer]
[01:06:43] -!- pzpz [pzpz!~pzpz@bzq-79-180-5-200.red.bezeqint.net] has joined #linuxcnc
[01:12:07] -!- AR_ [AR_!~AR@24.238.71.107] has joined #linuxcnc
[01:14:56] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[01:15:07] -!- gambakufu has quit [Read error: Connection reset by peer]
[01:15:16] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.28.77] has joined #linuxcnc
[01:24:28] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[01:24:44] -!- MacGarage has quit [Quit: ChatZilla 0.9.90.1 [Firefox 11.0/20120310193829]]
[01:26:37] -!- andypugh has quit [Quit: andypugh]
[01:28:23] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[01:30:04] -!- almccon has quit [Read error: Connection reset by peer]
[01:30:55] -!- almccon1 has quit [Read error: Connection reset by peer]
[01:31:21] -!- patrickarlt has quit [Remote host closed the connection]
[01:33:16] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[01:33:42] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.28.77] has joined #linuxcnc
[01:34:32] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[01:35:21] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.28.77] has joined #linuxcnc
[01:35:58] -!- almccon has quit [Read error: Connection reset by peer]
[01:36:57] -!- lucashodge has quit [Client Quit]
[01:41:35] -!- gambakufu [gambakufu!~ah@bzq-84-110-35-176.red.bezeqint.net] has joined #linuxcnc
[01:47:30] -!- Felix29 [Felix29!~coors@c-71-193-105-131.hsd1.in.comcast.net] has joined #linuxcnc
[01:49:46] <MacGalempsy> thats what it was, wired to get power from the 5i25 and JT's files worked fine
[01:49:55] <MacGalempsy> now time to DRO came up
[01:49:59] <MacGalempsy> oops
[01:51:39] -!- patrickarlt has quit [Quit: Leaving...]
[01:56:16] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[01:57:44] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.28.77] has joined #linuxcnc
[02:00:03] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[02:00:54] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.28.77] has joined #linuxcnc
[02:03:40] -!- wboykinm has quit [Remote host closed the connection]
[02:08:47] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[02:09:11] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.28.77] has joined #linuxcnc
[02:15:40] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[02:16:49] -!- zzolo has quit [Quit: zzolo]
[02:17:02] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.28.77] has joined #linuxcnc
[02:20:58] -!- KimK_1 has quit [Ping timeout: 245 seconds]
[02:21:18] -!- c-bob has quit [Ping timeout: 246 seconds]
[02:21:21] -!- c-bob| [c-bob|!~c@unaffiliated/c-bob] has joined #linuxcnc
[02:21:22] c-bob| is now known as c-bob|afk
[02:21:58] -!- syyl- has quit [Read error: Connection reset by peer]
[02:22:00] -!- KimK_1 [KimK_1!~kkirwan@ip68-102-65-151.ks.ok.cox.net] has joined #linuxcnc
[02:22:38] -!- jonpry has quit [Ping timeout: 240 seconds]
[02:23:40] <MacGalempsy> ah this is going mucho bueno
[02:29:08] <PetefromTn> Congrats Mac.... The mesa cards are nice huh... Gotta get to bed here good luck with it.
[02:29:12] -!- PetefromTn has quit [Remote host closed the connection]
[02:37:40] -!- jonpry [jonpry!~jon@user-0c6tmg8.cable.mindspring.com] has joined #linuxcnc
[02:41:29] -!- wboykinm has quit [Remote host closed the connection]
[02:44:11] -!- MacGarage [MacGarage!~chatzilla@ip68-12-230-148.ok.ok.cox.net] has joined #linuxcnc
[02:46:40] -!- wboykinm has quit [Ping timeout: 264 seconds]
[02:48:38] -!- dhoovie [dhoovie!~kvirc@122.161.68.188] has joined #linuxcnc
[02:50:20] -!- dhoovie has quit [Read error: Connection reset by peer]
[02:51:17] -!- dhoovie|2 has quit [Ping timeout: 246 seconds]
[02:52:34] -!- dhoovie [dhoovie!~kvirc@122.161.68.188] has joined #linuxcnc
[02:53:37] -!- asdfasd has quit [Ping timeout: 240 seconds]
[02:55:10] -!- dhoovie has quit [Read error: Connection reset by peer]
[02:56:54] -!- dhoovie [dhoovie!~kvirc@122.161.68.188] has joined #linuxcnc
[02:59:19] -!- dhoovie has quit [Read error: Connection reset by peer]
[02:59:47] -!- dhoovie [dhoovie!~kvirc@122.161.68.188] has joined #linuxcnc
[03:02:43] -!- dhoovie has quit [Read error: Connection reset by peer]
[03:03:57] -!- dhoovie [dhoovie!~kvirc@122.161.68.188] has joined #linuxcnc
[03:10:39] -!- patrickarlt has quit [Quit: Leaving...]
[03:14:16] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[03:20:38] -!- Felix29 has quit []
[03:21:59] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.68.188] has joined #linuxcnc
[03:24:28] -!- dhoovie has quit [Read error: Connection reset by peer]
[03:24:37] <pzpz> i'm here...
[03:25:06] -!- Nekosan [Nekosan!~kvirc@173.183.184.116] has joined #linuxcnc
[03:25:29] <kwallace1> How far have you gotten on your machine?
[03:25:54] <pzpz> i want to buy in in 2 weeks..
[03:25:56] <MacGarage> dro readout
[03:26:00] <MacGarage> estop
[03:26:14] <MacGarage> x limit switches and y switch
[03:26:23] <MacGarage> working on z limits now
[03:26:31] <pzpz> what?
[03:27:13] <kwallace1> MacGarage is getting his machine wired up.
[03:27:30] <pzpz> ohhhhhhh
[03:27:52] <pzpz> i start to write to him...
[03:27:55] <pzpz> hehe..
[03:27:58] <pzpz> funny.
[03:28:19] -!- micges1 [micges1!~toudi@acwb224.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[03:29:56] <pzpz> 90V motor is a problem?
[03:30:21] <kwallace1> That's what I have on my lathe.
[03:31:22] <kwallace1> 90 Volt motors used to be common on machines, now they have higher voltage.
[03:32:05] -!- micges has quit [Ping timeout: 245 seconds]
[03:32:09] <pzpz> what do you mean by "higher voltage"
[03:32:15] <pzpz> 90V is the max..
[03:32:29] -!- KGB-linuxcnc has quit [Remote host closed the connection]
[03:32:32] <pzpz> more you will burn it..
[03:33:29] micges1 is now known as micges
[03:33:30] <kwallace1> It is common for modern CNC machines to use higher voltage for their motors.
[03:34:16] <kwallace1> The more voltage the faster you can go.
[03:36:13] <pzpz> 3000 rpm in the X/y is 70mm / s
[03:36:35] <pzpz> more than enough for me
[03:37:43] <pzpz> and with ball screws 5 TPI it will 250mm / s
[03:38:27] <pzpz> it is very very fast for what i need
[03:38:34] <pzpz> so..
[03:38:45] <pzpz> i go with this motor
[03:40:00] <kwallace1> You already have motors?
[03:40:09] <pzpz> http://www.kelinginc.net/KL34-180-90.pdf
[03:40:11] <pzpz> no
[03:41:06] -!- Valen has quit [Quit: Leaving.]
[03:41:30] <pzpz> what controlers i need for it?
[03:41:33] -!- AR_ has quit [Ping timeout: 240 seconds]
[03:42:36] <pzpz> to connect the motor to the 5i22 mesa board
[03:43:05] -!- micges has quit [Quit: Leaving]
[03:44:07] <pzpz> ?
[03:44:13] <pzpz> kwallace1, ?
[03:44:34] <kwallace1> LinuxCNC and the 5i22 is your controller, you need amps for brushed motors, such as the Pico or Mesa PWM amps.
[03:45:42] <kwallace1> http://pico-systems.com/pwmservo.html
[03:46:37] <pcw_home> a 5I22 is probably overkill for almost any CNC application
[03:47:53] <pzpz> pcw_home, take a look
http://pastebin.com/zMcBVz1B
[03:50:20] <kwallace1> My take on it is, 8 pwm signals with encoders, the rest is simple GPIO.
[03:50:30] -!- micges [micges!~toudi@acwb224.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[03:51:13] -!- Valen [Valen!~Valen@c211-28-237-68.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[03:52:24] <pzpz> the pico systems are good?
[03:55:17] <pzpz> i cant find "amps" in mesanet
[03:56:15] <kwallace1> Yes their controllers and amps work well, but I also look at the Mesa bits for my new projects.
[03:56:37] <micges> pzpz:
http://mesanet.com/motioncardinfo.html
[03:58:47] <kwallace1> Maybe the 7i40
[03:59:29] <pzpz> http://store.mesanet.com/index.php?route=product/product&filter_name=7i29&product_id=141?
[04:00:01] -!- gimps has quit [Remote host closed the connection]
[04:00:10] -!- gimps [gimps!~noone@unaffiliated/gimps] has joined #linuxcnc
[04:01:31] -!- tchaddad has quit [Remote host closed the connection]
[04:01:40] <pzpz> http://www.kelinginc.net/KL34-180-90.pdf
[04:01:41] <kwallace1> 2kWatts is about 2.5 hp, kind of overkill.
[04:02:27] <pzpz> 3400W motor!?!
[04:02:48] <pzpz> yes it is over kill...
[04:03:23] <pzpz> errrr i need to buy it and use torqe meter
[04:04:59] <pzpz> i need to select the PWM amps by the Continuous Current or the Peak Current??
[04:05:10] <pcw_home> Peak
[04:05:20] <kwallace1> The motor is around 700 Watts
[04:05:30] <MacGarage> realized they all work. just dont have enough strength to pull up the z axis all the way
[04:06:06] <kwallace1> No up on the Z axis?
[04:06:14] <MacGarage> its there
[04:06:18] <MacGarage> and I tested the button
[04:06:39] <MacGarage> but between the wieght and the old cold grease, I cannot left the z axis all the way to the limit
[04:07:10] <pzpz> MacGarage, what machine you have?
[04:07:18] <MacGarage> benchman xt
[04:08:03] <kwallace1> The Benchman is what you need pzpz.
[04:08:04] <MacGarage> going into the house to take a break. after getting on my knees in the garage, my back hurts!
[04:10:15] <pzpz> OMG it is looook soooo sweeeeet
[04:10:20] <MacGalempsy> thanks
[04:10:46] <MacGalempsy> the wiring has been a bugger, but i know what everything should do, so now its just interface time
[04:10:53] <kwallace1> I think this is it?
http://www.ebay.com/itm/121183132008
[04:11:04] <MacGalempsy> that be the beast
[04:11:34] <MacGalempsy> http://www.machinetoolsonline.com/doc/benchman-xt-industrial-cnc-machining-centers-0001
[04:11:52] <MacGalempsy> mine is the 2HP, 4th axis and 20 tool atc
[04:11:53] <pzpz> more then 3 time then what i want to spand...
[04:12:06] <MacGalempsy> i ended up giving him 5
[04:12:36] <MacGalempsy> but between shipping and tooling, we're up to 7 or 8
[04:12:49] <pzpz> and opss Net 800 lbs (363 kg)
[04:13:01] <pzpz> cant lift it..
[04:13:12] <MacGalempsy> time to hit the gym ;)
[04:13:31] <MacGalempsy> actually, I have the meat heads from the gym on call to come lift it onto the stand my uncle is welding up
[04:13:46] <pzpz> time to hit the machin with the gym....
[04:14:00] <MacGalempsy> except, he didnt finish before he went on his cruise
[04:14:09] <MacGalempsy> so now got to wait until he gets back.
[04:15:10] <pzpz> 300 Kg on old wood floor ...
[04:15:18] <pzpz> amazing..
[04:16:34] <pzpz> i will stay with the G0704...
[04:20:01] <MacGalempsy> I looked at one of those on ebay when the search was on, but after seeing this one, the precission is way better and its made in US
[04:21:30] <pzpz> but i want it as a hobby..
[04:21:49] <pzpz> not to open a factory..
[04:24:21] <jdh> quite the huge difference in price.
[04:26:15] <pzpz> yes.. 1:10
[04:27:39] <jdh> I have about $2k in my G0704
[04:28:16] <pzpz> what motor you use?
[04:28:37] <jdh> keling 540oz 23's
[04:28:51] <pzpz> stepper?
[04:28:57] <jdh> yep
[04:29:12] <jdh> cheap motors and drivers, 48v
[04:29:32] -!- zzolo has quit [Client Quit]
[04:29:39] <pzpz> what drvers?
[04:30:04] <jdh> I don't remember the model, Low-end keling
[04:30:16] <jdh> I'd buy better ones if I did it again.
[04:31:01] <pzpz> and you covert to ball screw?
[04:31:08] <jdh> yep
[04:31:35] <pzpz> where you get them?
[04:32:00] <jdh> linearmotionbearings2008 guy chai
[04:32:18] <pzpz> ?????
[04:32:46] <pzpz> ohh i see
[04:32:56] <pzpz> ebay..
[04:33:35] <jdh> kind of. I just told him what I wanted (hoss plans) and he gave me a quote and I paid ($200 shipped)
[04:34:23] <pzpz> and it fit with the regular bearings?
[04:34:33] <pzpz> what is hoss plans?
[04:35:04] <jdh> https://www.google.com/search?q=hoss+g0704
[04:35:48] <pzpz> http://www.g0704.com/ ?
[04:35:51] <pzpz> this?
[04:35:53] <MacGalempsy> pzpz: the way I look at it is that if I can buy and industrial machine for the price of a hobby machine, why not?
[04:36:14] <RyanS> How come every time someone asks about VFDs (particularly on CNC zone), everyone says TECO... There would have to be 100 different manufacturers
[04:36:28] <jdh> teco is cheapp
[04:36:47] <RyanS> Is that it
[04:37:13] <RyanS> are Chinese ones off eBay bad?
[04:37:42] <pzpz> jdh,
http://www.g0704.com/Shop_Info.html#ballscrews
[04:37:45] <pzpz> this?
[04:38:51] <pzpz> jdh, you can tap with the G0704?
[04:38:53] <jdh> he has a set of plans for sale.
[04:39:18] <jdh> makes it really easy to do the conversion, but there is nothing you couldn't do without them.
[04:39:51] <pzpz> i'm expert in solidworks..
[04:39:53] <MacGalempsy> pzpz: the g0704 is basically a drillpress with cnc axes
[04:40:05] <MacGalempsy> so why not just use a tapping head?
[04:40:37] <jdh> tapping head is expensive and takes up a lot of Z
[04:40:44] <MacGalempsy> depending on the spindle motor, the machine may not go slow enough, or be able to reverse fast enough
[04:41:06] <pzpz> to make individual small spindle for it?
[04:42:07] <pzpz> there is a way to control the motor?
[04:42:19] <pzpz> like speed and dir..
[04:42:40] <MacGalempsy> with that machine, you would probably be best off manually tapping
[04:43:00] <MacGalempsy> or, you could run a thread mill
[04:43:24] <pzpz> what is a thread mill?
[04:43:49] <jdh> speed is easy. dir requires more
[04:44:28] <jdh> you could get a 3phase motor and a TECO VFD
[04:44:45] <MacGalempsy> im not at the point of actually machining yet, but im feeling it is close
[04:44:47] <pzpz> the motor is not universal motor
[04:44:49] <jdh> but, most of the cheap motors seem to be too heavy.
[04:44:57] <RyanS> lol, teco :p
[04:44:58] <pzpz> so you can go DC..
[04:45:05] <jdh> g0704 is a 90v dc motor
[04:45:19] <jdh> I through the teco in for you.
[04:45:26] <jdh> or threw
[04:45:44] <RyanS> Speaking of tapping do you necessarily need a capacitor brake to do it on a VFD converted drill press?
[04:46:40] <pzpz> if it is a DC the G320X not work?
[04:46:47] <pzpz> 80V 20A
[04:46:49] <RyanS> Why should it matter how quickly it reverses?
[04:48:10] <kwallace1> If you run out of turns on the tap you're out of luck.
[04:48:37] <RyanS> I don't follow
[04:48:51] <pzpz> RyanS, mee too
[04:50:21] <kwallace1> The way I see it, you spin the tap and start the hole, you stop the VFD but it doesn't slow down very quickly and you run out of turns on the tap.
[04:51:05] <RyanS> Why not just stop it earlier. Once you get used to the timing
[04:51:09] <pzpz> kwallace1, but it is not ON/OFF
[04:51:37] <pzpz> you have acceleration..
[04:52:00] <kwallace1> The VFD won't command a reverse until the motor comes to a stop.
[04:52:00] <pzpz> you need servo spidle
[04:52:25] <kwallace1> Or use a cheap resistor, works a treat.
[04:52:45] <pzpz> or use servo
[04:52:54] <RyanS> I just can't imagine tapping working very well with vfd
[04:53:10] <RyanS> how on earth do you tap Properly with a VFD if you have to reverse the quill by hand?
[04:53:36] <MacGalempsy> you dont, most vfd wont reverse fast enough
[04:53:49] <pzpz> but you can use bit for trading.
[04:54:42] <MacGalempsy> thread mill baby. they are expensive, but you can machine with a vfd
[04:55:07] <RyanS> MacGalempsy I think if you have a capacitor brake They do?
[04:55:33] -!- micges has quit [Quit: Leaving]
[04:55:33] <MacGalempsy> maybe with a brake that would work, but you would have to ask someone who has tried it
[04:55:49] <kwallace1> https://www.youtube.com/watch?v=Zxw7HaD_kxk
[04:55:52] <MacGalempsy> my machine has no brake, and to get a replacement with one would be about 2k
[04:57:16] <pzpz> https://www.datrontooling.com/index.php?_a=category&cat_id=19
[04:57:23] <kwallace1> VFD's can reverse very well, with a braking resistor and proper settings.
[04:57:38] <MacGalempsy> kwallace1: how do you get the machine to revers?
[04:57:39] <Valen> spindle synchronised motion ftw
[04:57:40] <MacGalempsy> so fast?
[04:57:44] <pzpz> regular spindle..
[04:58:16] <RyanS> I would assume, though that when the spindle reverses the tap will push the quill back up If you hold the handle loosely?
[04:58:28] <kwallace1> Within a turn at tapping speeds.
[04:58:47] <pzpz> why not use this....
https://www.datrontooling.com/index.php?_a=category&cat_id=19
[04:59:22] <MacGalempsy> pzpz look at the price of those dudes. way more expensive that an tapping head
[04:59:42] <pzpz> is datron....
[04:59:49] <RyanS> not on a drill press . You can't :)
[04:59:49] <MacGalempsy> wonder if my vfd will reverse that fast
[05:00:12] <pzpz> i send it for the shape of the bit.
[05:02:10] <RyanS> I'm thinking of upgrading froma bench drill press, and getting a three-phase drill from the start and adding vfd
[05:02:27] <RyanS> http://res3.graysonline.com/handlers/imagehandler.ashx?t=sh&id=1847922&s=gl&index=0&ts=634830121023630000
[05:02:42] <RyanS> This is the motor of the one thinking of
[05:02:55] <RyanS> 1400rpm
[05:03:03] <kwallace1> For tapping on a drill press, I would use a VFD with a dual foot peddle for forward and reverse.
[05:04:31] <pzpz> or you can tapping with a spring holder.
[05:04:56] <pzpz> and do the tapping manualy
[05:05:29] <RyanS> I suppose it isn't that much of a hassle unless you need to tap 1 million holes
[05:06:49] <RyanS> This drill press has something which sounds like is badly translated from the manual "smooth running and long lived industrial motor with frequency converter extreme engine powered, wide constant torque progression
[05:07:05] <RyanS> WTF are they talking about
[05:07:32] <RyanS> That sounds almost like a VFD
[05:08:11] <kwallace1> Actually a simple tap fixture works well:
http://www.chronos.ltd.uk/acatalog/info_41126001.html
[05:08:15] <pzpz> take it a parts.. and looking for a VFD :)
[05:08:48] <RyanS> Extreme engine that sounds hilarious
[05:09:32] <pzpz> kwallace1, you can do the same with a drill press
[05:09:47] <RyanS> uber extreme beefy industrial
[05:12:16] <pzpz> someone try the TTS?
[05:14:13] -!- KimK_1 has quit [Ping timeout: 248 seconds]
[05:14:47] -!- KimK_1 [KimK_1!~kkirwan@ip68-102-65-151.ks.ok.cox.net] has joined #linuxcnc
[05:14:51] <pzpz> ?
[05:15:21] -!- geografa has quit [Quit: Computer has gone to sleep.]
[05:15:40] <RyanS> I heard its pretty convenient and simple to implement tts
[05:16:30] <RyanS> But I think some people say the tools can come out during milling, but a few the owners of the machines said it wasn't a problem
[05:16:43] <pzpz> but the power drawbar look complicated..
[05:17:18] <RyanS> I don't think it is. It's just a stack of Bellville washers
[05:18:21] <RyanS> And the actuator presses down on them to open the r8 collet
[05:19:08] <pzpz> but if i make a sqweez of half a ton on the bering it can make it go wrong...
[05:20:46] <RyanS> I would guess just presses down on the collet slightly out of the tapering therefore it opens up and releases the tool
[05:22:16] <pzpz> i want to make it quiet and electric
[05:22:44] <RyanS> hmm I think electric would be easier because you don't need a compressor
[05:23:59] <kwallace1> MacGalempsy: I finally found a proper video :
https://www.youtube.com/watch?v=0qFv-TAM22U
[05:24:05] <pzpz> i dont want a compressor in the middele of my home..
[05:26:07] <pzpz> RyanS, but in tapping you need to go slooooow...
[05:28:27] <pzpz> go with 50-60 RPM and the brake will be fast.
[05:29:07] <RyanS> is 1400 rpm motor any good for a VFD?
[05:30:18] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[05:30:40] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.68.188] has joined #linuxcnc
[05:31:34] -!- KimK_1 has quit [Ping timeout: 246 seconds]
[05:31:42] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[05:32:02] -!- KimK_1 [KimK_1!~kkirwan@ip68-102-65-151.ks.ok.cox.net] has joined #linuxcnc
[05:32:04] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.68.188] has joined #linuxcnc
[05:32:07] <pzpz> or you can do this..
https://www.youtube.com/watch?v=EGhjsAOjfzU
[05:34:23] <Valen> by dad does most of his tapping with a battery drill
[05:34:36] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[05:34:56] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.68.188] has joined #linuxcnc
[05:36:56] <pzpz> Valen, it work to but if you need it very centerd - drill press will work file
[05:37:03] <pzpz> fine*
[05:37:48] -!- dhoovie [dhoovie!~kvirc@122.161.181.191] has joined #linuxcnc
[05:38:54] <MacGalempsy> ok midnight reports are done. now to look at how to activate the zbrake when moving the z axis
[05:39:17] -!- dhoovie|2 has quit [Ping timeout: 246 seconds]
[05:39:17] -!- dhoovie has quit [Read error: Connection reset by peer]
[05:39:37] <RyanS> Just hold the tap in your teeth and rotate your head :p
[05:40:05] <MacGalempsy> !
[05:40:07] <MacGalempsy> hahaha
[05:40:11] <kwallace1> MacGalempsy: Did you see the VFD video I posted?
[05:40:30] -!- dhoovie [dhoovie!~kvirc@122.161.181.191] has joined #linuxcnc
[05:40:44] <MacGalempsy> sorry was working on a report. let me look back
[05:41:27] <pzpz> LOL
[05:41:27] -!- dhoovie has quit [Read error: Connection reset by peer]
[05:41:37] <MacGalempsy> what is a braking resistor?
[05:41:56] -!- dhoovie [dhoovie!~kvirc@122.161.181.191] has joined #linuxcnc
[05:43:03] <MacGalempsy> that is pretty amazing how fast that stops
[05:43:30] -!- dhoovie has quit [Read error: Connection reset by peer]
[05:43:38] <MacGalempsy> I saw in the digital drive report that the machine slows down at a few hundred rpm per second
[05:44:15] <kwallace1> Along with the power input and motor terminals there are two for a braking resistor.
[05:44:37] -!- dhoovie [dhoovie!~kvirc@122.161.181.191] has joined #linuxcnc
[05:44:43] <kwallace1> During braking the VFD shorts the motor through the resistor.
[05:44:56] <MacGalempsy> oh. is that healthy for the drive?
[05:45:14] <kwallace1> and turns the braking energy into heat.
[05:45:37] <kwallace1> It's designed to do that within limits.
[05:45:38] -!- dhoovie has quit [Read error: Connection reset by peer]
[05:45:43] <MacGalempsy> maybe someday after it all works, I can try the fancy stuff :P
[05:45:59] -!- dhoovie [dhoovie!~kvirc@122.161.181.191] has joined #linuxcnc
[05:46:21] <MacGalempsy> but right now I am on a mission to add enable and fault for each amplifier
[05:46:48] <MacGalempsy> and the zbrake power
[05:47:39] <kwallace1> If you put to much current trough the shorting transistors the brake circuit cuts out and the motor coasts to a stop with out harming anything.
[05:48:15] <RyanS> Is it simply a matter of connecting a resistor module into those terminals or do you need some fancy circuit going to the motor?
[05:48:31] <kwallace1> The Z brake is just to hold the Z while the power is off?
[05:49:19] <MacGalempsy> yes
[05:49:20] -!- FinboySlick has quit [Quit: Leaving.]
[05:49:42] <MacGalempsy> looking through the motion pins
[05:49:42] -!- dhoovie has quit [Read error: Connection reset by peer]
[05:49:48] <kwallace1> The braking resistor needs to have enough wattage and cooling to handle the braking load.
[05:50:47] <MacGalempsy> the z brake is actuated through a relay, so I need to send an out signal
[05:51:02] -!- dhoovie [dhoovie!~kvirc@122.161.181.191] has joined #linuxcnc
[05:51:26] <RyanS> If you have a, 1.5 kW motor and you need more than that for the resistor?
[05:53:29] <RyanS> *do yo, rather
[05:54:06] <kwallace1> No, it depends on how fast you want to slow the motor and how much inertia it has. Many VFD manuals have a sizing guide.
[05:56:25] <RyanS> These resistors are actually modules designed for vfds or you can simply get an off-the-shelf resistor with enough power?
[05:57:34] <kwallace1> This shows the one I made with four resistors (in gold) from Digikey:
http://www.wallacecompany.com/cnc_lathe/HNC/00024-1a.jpg
[05:58:31] <RyanS> What's the Mitsubishi thingo?
[05:59:12] <RyanS> You have two VFDS?
[05:59:49] <kwallace1> The little VFD is for the coolant pump.
[06:00:16] <MacGalempsy> kwallace1: how would I go about adding a reset that I can toggle to ground when the fault light comes one?
[06:00:17] <RyanS> This stuff would be a no-brainer for electrical engineer to install? My friend is one
[06:01:31] <kwallace1> You can also get an idea of the resistor Ohms and Wattage by using the DC bus voltage and braking transistor amperage limit. V=IR and W=VA.
[06:03:21] -!- Fox_Muldr has quit [Ping timeout: 268 seconds]
[06:03:24] <KimK> RyanS: Maybe a little explanation would be useful? Braking resistor action in a VFD (for a 3-phase motor) is a little bit different than braking resistor action for DC motors. For DC motors, you just load the motor with the resistor, the motor acts (directly) as a generator, heats the resistor, and comes to a stop.
[06:04:07] <kwallace1> MacGalempsy: I suppose a small relay or solid state relay or opto-coupler could work.
[06:04:09] -!- fatpandas has quit [Ping timeout: 272 seconds]
[06:04:51] <MacGalempsy> so I could just permanently gound the signal
[06:05:13] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.246.31] has joined #linuxcnc
[06:05:17] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-590d517d.pool.mediaWays.net] has joined #linuxcnc
[06:05:28] <MacGalempsy> automatic reset every 200us if grounded
[06:06:27] <RyanS> I really just want variable speed. How was it ever efficient to step drill with a belt drive when you are limited to steps in speed and to do it properly, you are supposed to what... change belts 4 times for 1 hole?!
[06:06:43] <MacGalempsy> so can I set up linuxcnc to detect the fault, then completely shut down and not reset, even though the amp manually resets?
[06:07:34] <MacGalempsy> I will just try that. I think it will be easiest to get to the next point.
[06:07:47] <KimK> But in a VFD, the motor when braking acts as a generator and raises the DC bus voltage powering the three totem pole drivers (six semiconductors, be they transistors, FETs, or whatever). So if braking is desired, there must be a "seventh" transistor, to gate the braking resistor on and off the DC bus, and some control circuit to watch the DC voltage level.
[06:07:58] -!- dhoovie has quit [Ping timeout: 246 seconds]
[06:08:21] <kwallace1> You can reset the VFD from the front panel I think.
[06:08:53] <KimK> Sometimes this extra stuff is supplied with the drive, and sometimes the resistors, 7th transistor, and control circuit are all in a separate box. It depends.
[06:09:53] <KimK> s/resistors/resistor(s)/
[06:11:52] <KimK> I think step drills are a fairly recent invention. Stepped pulleys have been around for a *long* time. Since line shafts were in use, at least.
[06:12:10] <kwallace1> Fortunately, all my VFDs have had the the braking transistor built in. I think the smaller ones usually do.
[06:12:54] -!- Nekosan has quit [Quit: later folks...]
[06:13:25] <kwallace1> Often there would be a bank of drill presses, one for each operation.
[06:14:19] <KimK> Hi Kirk, good to chat with you. Yes, often the smaller ones have everything, even a minimum-sized resistor built in. With external resistor terminals in case their built-in one is too small for your application.
[06:15:58] -!- sirdancealo2 has quit [Ping timeout: 245 seconds]
[06:16:25] <KimK> RyanS: Yes, sometimes folks will pull off their stepped pulleys for that reason and go 1:1 and VFD, but the lower gears (and higher torque) can be useful sometimes, depending on your machine.
[06:16:55] <kwallace1> KimK: How are things in Witchita? Cold enough yet?
[06:20:25] <KimK> kwallace1: It's getting there, around freezing at night lately, but may warm up later in the week.
[06:22:35] <KimK> Back in a bit, have to reboot.
[06:23:21] -!- KimK has quit [Quit: Leaving]
[06:25:24] <RyanS> Sorry by step drilling, I meant progressing up in drill bits until you get to the target hole size
[06:25:24] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[06:26:17] <RyanS> The bewildering array of abrasive products for angle grinders is doing my head in
[06:29:17] -!- dhoovie [dhoovie!~kvirc@182.64.119.215] has joined #linuxcnc
[06:29:49] -!- sirdancealo2 [sirdancealo2!~sirdancea@194.228.11.188] has joined #linuxcnc
[06:36:39] -!- kwallace1 [kwallace1!~kwallace@smb-53.sonnet.com] has parted #linuxcnc
[06:36:39] -!- dhoovie has quit [Read error: Connection reset by peer]
[06:36:50] -!- psha[work] [psha[work]!~psha@psha.org.ru] has joined #linuxcnc
[06:38:00] -!- dhoovie [dhoovie!~kvirc@182.64.119.215] has joined #linuxcnc
[06:41:11] -!- MacGarage has quit [Remote host closed the connection]
[06:42:51] -!- KimK [KimK!~kkirwan@wsip-184-176-200-171.ks.ks.cox.net] has joined #linuxcnc
[06:48:36] -!- mk0 [mk0!~Orr@fiztech.basnet.by] has joined #linuxcnc
[07:03:22] <MacGalempsy> how would I make a generic output pin to signal the servo amplifier is on?
[07:07:34] <MacGalempsy> there is a motor enable that x-amp-enable that appears to go to the motor control, but I would like to do one that gets a 5v signal from the to tell the amp entire deal to enable
[07:13:50] -!- fatpandas [fatpandas!~fatpandas@c-24-30-110-92.hsd1.ca.comcast.net] has joined #linuxcnc
[07:14:53] -!- archivist_herron has quit [Ping timeout: 268 seconds]
[07:14:57] -!- jfire has quit [Quit: Leaving.]
[07:18:08] -!- The_Ball has quit [Ping timeout: 244 seconds]
[07:21:46] -!- toner has quit [Remote host closed the connection]
[07:23:18] -!- toner [toner!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[07:26:42] -!- toner has quit [Remote host closed the connection]
[07:27:31] huosen is now known as Amitabha
[07:28:19] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[07:34:16] -!- tchaddad has quit [Remote host closed the connection]
[07:44:27] -!- _DJ_ [_DJ_!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:44:32] <_DJ_> moin
[07:49:23] -!- toner [toner!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[08:08:09] <MacGalempsy> morning dj
[08:08:40] <_DJ_> hoi MacGalempsy
[08:11:05] -!- mle has quit [Ping timeout: 272 seconds]
[08:17:58] -!- geografa has quit [Quit: Computer has gone to sleep.]
[08:18:04] -!- toner has quit [Remote host closed the connection]
[08:20:51] -!- tjb1 has quit [Read error: Connection reset by peer]
[08:21:15] -!- tjb1 [tjb1!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[08:38:03] -!- syyl [syyl!~syyl@p4FD12253.dip0.t-ipconnect.de] has joined #linuxcnc
[08:59:13] -!- mk0 has quit [Ping timeout: 272 seconds]
[09:03:39] -!- phantoxeD has quit [Ping timeout: 272 seconds]
[09:04:13] -!- phantoxeD [phantoxeD!destroy@a89-154-113-87.cpe.netcabo.pt] has joined #linuxcnc
[09:04:15] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[09:13:49] -!- ink [ink!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[09:14:04] <MacGalempsy> DJ can you give me a clue as to why halscope will not show a wave form when attempting to PID tune?
[09:18:15] -!- fomox [fomox!~chatzilla@77-110-193-140.inet.signal.no] has joined #linuxcnc
[09:28:36] <archivist> because you are looking at the wrong pin ?
[09:34:06] <MacGalempsy> let me go look again, but pretty sure
[09:34:46] <MacGalempsy> my default P is set to 1, should I increase that?
[09:37:38] <archivist> I have never tuned a servo yet, see others recommendations
[09:37:57] -!- rob_h [rob_h!~rob_h@2.122.57.182] has joined #linuxcnc
[09:42:40] <MacGalempsy> tried to use john's tutorial, but still cant get it to work. definately looking at the right pins
[09:47:08] -!- syyl- [syyl-!~syyl@p4FD13F0E.dip0.t-ipconnect.de] has joined #linuxcnc
[09:50:14] -!- syyl has quit [Ping timeout: 246 seconds]
[09:53:45] -!- toastydeath has quit [Read error: Connection reset by peer]
[09:54:07] -!- toastydeath [toastydeath!~toast@2601:a:2e00:1e4:8960:f69b:83e2:165a] has joined #linuxcnc
[10:05:29] -!- fomox has quit [Ping timeout: 265 seconds]
[10:15:13] -!- fomox [fomox!~chatzilla@77-110-193-140.inet.signal.no] has joined #linuxcnc
[10:19:57] -!- Tecan has quit [Remote host closed the connection]
[10:23:00] -!- asdfasd [asdfasd!123456@149.241.129.164] has joined #linuxcnc
[10:28:04] -!- jonpry has quit [Ping timeout: 264 seconds]
[10:35:35] -!- The_Ball [The_Ball!~ballen@c114-77-185-26.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[10:50:40] <MacGalempsy> zzzzzzzzz
[10:50:55] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.158.232] has joined #linuxcnc
[10:53:35] -!- dhoovie has quit [Ping timeout: 246 seconds]
[10:53:53] -!- fomox has quit [Ping timeout: 245 seconds]
[10:54:18] -!- phillc54 [phillc54!~phillc54@14.94-67-202.dynamic.dsl.syd.iprimus.net.au] has joined #linuxcnc
[10:54:47] -!- phillc54 has quit [Client Quit]
[10:55:13] -!- PhillC54 [PhillC54!~PhillC54@14.94-67-202.dynamic.dsl.syd.iprimus.net.au] has joined #linuxcnc
[10:57:36] -!- PhillC1954 has quit [Client Quit]
[10:57:55] -!- PhillC54 has quit [Client Quit]
[10:58:35] -!- phillc54 [phillc54!~phillc54@14.94-67-202.dynamic.dsl.syd.iprimus.net.au] has joined #linuxcnc
[11:07:52] -!- dhoovie [dhoovie!~kvirc@122.162.251.47] has joined #linuxcnc
[11:10:44] -!- dhoovie|2 has quit [Ping timeout: 246 seconds]
[11:27:16] -!- skunkworks has quit [Remote host closed the connection]
[11:31:50] -!- sumpfralle [sumpfralle!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[11:33:08] <jthornton> where are we at MacGalempsy ?
[11:33:36] <MacGalempsy> estop- check dro-check LIMITSWITCHES-check
[11:33:54] <jthornton> nice
[11:34:08] <MacGalempsy> got the amplifier wired up, enabled light on, but cannot get the halscope to read the waves for pid tuning
[11:34:31] <MacGalempsy> and dro has correct values btw, that was exciting
[11:34:50] <jthornton> so if you move the axis 1" the dro reads 1"
[11:35:21] <MacGalempsy> yes, i moved y the entire length and it went 12.111" and y is 7.145"
[11:35:49] <MacGalempsy> oops x=12
[11:35:56] <jthornton> did you check that the dro reads +- in the right direction for each axis
[11:36:12] <MacGalempsy> yes, all three are correct
[11:36:31] <jthornton> +X the spindle moves to the right or the table moves to the left etc
[11:37:02] <MacGalempsy> I put the table all the way to the right, and that is 0, move it all the way to the left and that is 12
[11:37:25] <MacGalempsy> push y all the way to back is 0 and all the way forward is 7
[11:37:44] <MacGalempsy> I have to check z again
[11:37:45] <jthornton> that is backwards it should be -7
[11:38:08] <jthornton> all the way up is Z0 and down is Z-
[11:38:36] <MacGalempsy> ok. working on 6am rpts. mean to get back out there in about 20
[11:38:46] <jthornton> ok
[11:50:51] -!- The_Ball has quit [Remote host closed the connection]
[11:51:21] -!- jef79m has quit [Read error: Connection reset by peer]
[11:56:51] -!- jef79m [jef79m!~jef79m@202-159-133-69.dyn.iinet.net.au] has joined #linuxcnc
[12:04:08] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:07:39] <MacGalempsy> finally!
[12:07:50] <MacGalempsy> back to the garage heh.
[12:10:15] -!- MacGarage [MacGarage!~chatzilla@ip68-12-230-148.ok.ok.cox.net] has joined #linuxcnc
[12:10:43] <MacGarage> so JT, pushing the table all the way to the back is not zero?
[12:12:44] <jthornton> for Y axis when the table moves back (the spindle move toward you) that is a - move
[12:13:57] <MacGarage> ok inverted the encoder from -50000 to 50000
[12:14:02] <MacGarage> its fixed
[12:14:22] <jthornton> are you jogging yet?
[12:14:49] <MacGarage> no when trying to pid it, cannot get waves to halscope
[12:15:00] -!- derethor_ has quit [Read error: No route to host]
[12:15:28] <jthornton> will the axis move when you press the jog keys?
[12:15:46] <MacGarage> i dont see any jog keys
[12:15:56] <MacGarage> but the enable is going on
[12:16:09] <MacGarage> joint following error
[12:17:21] <jthornton> in Axis you select the axis on the Manual Control tab then press the + or - with your mouse or look at Help Quick Reference for the keyboard assignment
[12:17:23] <jthornton> s
[12:18:01] <MacGarage> when I click + the "joint 0 following error" is triggered
[12:18:51] <jthornton> you will need to loosen up the following error for the axis until you tune it
[12:19:09] <MacGarage> start with 1?
[12:20:03] <jthornton> if your working with the X axis that is AXIS_0
[12:20:17] <MacGarage> no i mean 1 for ferror
[12:20:34] <MacGarage> the other thing is, shouldnt max output be more than 1?
[12:20:36] -!- derethor [derethor!~derethor@99.137.218.87.dynamic.jazztel.es] has joined #linuxcnc
[12:20:52] <jthornton> increase FERROR to say 0.5 and MIN_FERROR to 0.5
[12:21:14] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.76.218] has joined #linuxcnc
[12:21:15] <jthornton> you just want it big enough so you can jog while you tune
[12:22:56] <MacGarage> max output is set to 1
[12:23:03] <MacGarage> should that be higher?
[12:23:29] -!- phantoxeD has quit [Ping timeout: 244 seconds]
[12:23:53] -!- dhoovie has quit [Ping timeout: 246 seconds]
[12:24:11] <MacGarage> when I click + the velocity blips but the dro doesnt change
[12:24:28] -!- phantoxeD [phantoxeD!destroy@a89-154-113-87.cpe.netcabo.pt] has joined #linuxcnc
[12:24:57] <jthornton> looking to see what that does
[12:26:02] <jthornton> I'm not sure that is even used, comment it out and see if the config runs
[12:27:15] <archivist> have you connected the signals to drive and enable the motor
[12:27:17] <MacGarage> so I click + and the velocity goes to 5.8 but there is no movement
[12:27:56] <MacGarage> I did, when using the halmeter on the enable port, it goes to true
[12:28:02] * archivist hugs real scope to test wires and signals
[12:28:57] <jthornton> what does the analogout0 pin show when you jog?
[12:29:49] <MacGarage> 0
[12:30:31] <MacGarage> motion.enable = true
[12:32:11] <jthornton> I would think that analogout should show something when jogging
[12:32:32] <MacGarage> maybe I dont have it enabled properly
[12:32:45] <MacGarage> but the green light is on on the amplifier
[12:33:11] <MacGarage> the enable and faults on the drive are grounded, and it is powered w 70v
[12:33:22] <jthornton> what does axis.0.motor-pos-cmd show when you jog the X axis?
[12:34:02] <MacGarage> .4
[12:34:12] <MacGarage> then increases
[12:34:22] <MacGarage> I think it just needs more juice sent
[12:37:03] <jthornton> what does pid.0.output show?
[12:37:54] <MacGarage> .4
[12:38:55] <jthornton> that looks right but analogout0 should be the same...
[12:39:06] <MacGarage> they are the same
[12:39:27] <jthornton> then the axis should move
[12:39:52] <jthornton> is the axis servo holding the axis in position?
[12:40:11] <MacGarage> how would I check?
[12:40:36] <MacGarage> i can move it by hand
[12:41:33] <jthornton> if you can move it by hand when the amp is energized
[12:41:35] <MacGarage> something is backwards because I just move the x axis and the ydro readout
[12:41:51] <jthornton> yea, something wrong there
[12:42:48] <MacGarage> so the encoders are backwards
[12:43:43] -!- ju-emb [ju-emb!~jgnoss@190.222.163.223] has joined #linuxcnc
[12:44:58] <jthornton> sounds right
[12:46:23] <MacGarage> swapped and pushed the x and it counted right
[12:46:56] <MacGarage> but velocity is still firing up, but no movement
[12:47:09] <MacGarage> i have the tachs wired into the motor terminals like instructed
[12:48:30] <MacGarage> now x-amp-enable is false
[12:48:38] <MacGarage> so I need to turn that back on some how
[12:49:06] <jthornton> when you press F2 the amps should be enabled
[12:53:53] <jthornton> I can test that the config moves an axis on my BP after while
[12:54:26] <MacGarage> i saw one problem. there were two net amp-enable-out
[12:55:24] <jthornton> that could be ok to use the same signal name twice
[12:56:12] c-bob|afk is now known as c-bob
[12:56:19] c-bob is now known as c-bob|
[12:56:25] c-bob| is now known as c-bob
[12:57:08] <jthornton> yes but they are for different axes axis.0.amp-enable-out, axis.1....
[12:57:24] <MacGarage> net x-axis-enable hm2_5i25.0.7i77.0.1analogena does not exist
[12:57:44] <MacGarage> the physical pin
[12:58:18] -!- The_Ball [The_Ball!~ballen@c114-77-185-26.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[12:58:58] <jthornton> should be net x-axis-enable hm2_5i25.0.7i77.0.1.analogena
[12:59:33] <MacGarage> ok yes
[13:01:31] -!- qwebirc89062 [qwebirc89062!a6895264@gateway/web/freenode/ip.166.137.82.100] has joined #linuxcnc
[13:03:01] -!- qwebirc89062 has quit [Client Quit]
[13:13:35] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[13:13:45] -!- wboykinm has quit [Remote host closed the connection]
[13:14:51] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.76.218] has joined #linuxcnc
[13:15:50] -!- dhoovie|2 has quit [Read error: Connection reset by peer]
[13:16:14] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.76.218] has joined #linuxcnc
[13:16:58] <MacGarage> you dont think I need to give it more than a .4v nudge?
[13:19:35] <archivist> you said something earlier, you can turn the motors by hand when enabled is this still true
[13:19:58] <MacGarage> yes
[13:20:42] <archivist> is the amp really enabled
[13:21:03] <MacGarage> the green light is on to say its good to go
[13:21:07] -!- psha[work] has quit [Quit: Lost terminal]
[13:21:29] -!- ingsoc has quit [Quit: Leaving.]
[13:21:33] <MacGarage> when I do a continuity test on the enable+and enable- there is no connection
[13:21:47] <archivist> its sitting there in a happy state but probably not enabled
[13:22:19] <archivist> have you driven the enable pins
[13:23:40] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[13:24:16] -!- Patang has quit [Excess Flood]
[13:24:35] -!- Patang [Patang!~freenode@cm-84.211.101.176.getinternet.no] has joined #linuxcnc
[13:25:38] <MacGarage> ok in the servo amp manual it says the enable and disable need to be grounded to enable
[13:25:50] -!- dhoovie|2 has quit [Ping timeout: 246 seconds]
[13:26:20] <MacGarage> so that means the analogena needs to go to analogena-inv
[13:26:25] <MacGarage> sound right?
[13:28:11] -!- szwon has quit [Quit: Konversation terminated!]
[13:29:03] -!- jonpry [jonpry!~jon@2602:306:c417:8350:a0b6:841f:28cf:92ad] has joined #linuxcnc
[13:29:16] -!- PetefromTn [PetefromTn!~quassel@24-158-203-52.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[13:29:55] -!- ingsoc has quit [Client Quit]
[13:39:06] <MacGarage> how do I inverse the logic on the enable command show ground when enable and volt when disable?
[13:39:35] -!- md-2 has quit [Quit: Leaving...]
[13:41:10] -!- Lathe_newbie [Lathe_newbie!~newbie@2002:51dd:8561:0:483e:d8b5:9a5f:152d] has joined #linuxcnc
[13:41:59] -!- Lathe_newbie has quit [Read error: Connection reset by peer]
[13:42:12] <archivist> its what the inv means
[13:42:49] <MacGalempsy> when I do a show pin, that analog does not show an analogena-inv
[13:44:21] <archivist> there is also an invert comp iirc
[13:47:22] <MacGalempsy> what is invert comp?
[13:48:16] <MacGalempsy> in halmetet it showed a parameter analogena-invert
[13:48:34] <archivist> then use that
[13:50:05] <MacGalempsy> i tried, then it said it wasnt recognized
[13:50:29] <MacGalempsy> i will try again
[13:51:42] -!- dhoovie has quit [Read error: Connection reset by peer]
[13:52:07] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[13:54:01] <MacGarage> not recognized
[13:54:58] <JT_Shop> I don't see any invert for analoga
[13:55:17] <JT_Shop> crap lost my mouse got to reboot
[13:55:24] -!- JT_Shop has quit [Remote host closed the connection]
[13:56:02] <archivist> http://linuxcnc.org/docs/html/hal/components.html#_logic_and_bitwise_components_a_id_sec_realtime_components_logic_a
[13:56:11] <archivist> see not for an invert
[13:59:33] -!- Valen has quit [Quit: Leaving.]
[14:00:10] -!- dhoovie has quit [Read error: Connection reset by peer]
[14:00:28] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[14:03:23] <Tom_itx> or can he just invert the signal with invert_output ?
[14:04:23] <Tom_itx> http://www.linuxcnc.org/docs/html/drivers/hostmot2.html#_parameters_2
[14:04:30] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:05:18] <MacGarage> net x-axis-enable not.hm2_5i25.0.7i77.0.1.analogena comes back with pin does not exist
[14:05:19] -!- dhoovie has quit [Read error: Connection reset by peer]
[14:05:24] -!- cncbasher [cncbasher!~quassel@cpc15-hart9-2-0-cust101.11-3.cable.virginm.net] has joined #linuxcnc
[14:05:45] <Tom_itx> don't put the not in front of it
[14:06:07] <Tom_itx> is it a GPIO?
[14:06:08] <MacGarage> tom right now it is sending voltage, and I need it to send ground
[14:06:11] <Tom_itx> or analog?
[14:06:27] <MacGarage> analog I guess
[14:06:43] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[14:07:02] <Tom_itx> i think otherwise but could be mistaken
[14:07:30] <MacGarage> the strange thing is the other analog outs have the ability to be inverted
[14:08:08] <Tom_itx> net x-axis-enable hm2_5i25.0.7i77.0.1.analogena.invert_output 1
[14:08:39] <Tom_itx> also see is_output and is_opendrain
[14:08:44] <Tom_itx> for other options
[14:09:33] <Tom_itx> i'm going under the asumption it's a GPIO enable pin
[14:09:39] <MacGarage> that line comes back to does not exist
[14:10:06] -!- dhoovie has quit [Read error: Connection reset by peer]
[14:10:32] <Tom_itx> there _is_ a way but i'm not sure what it is
[14:10:34] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[14:10:42] <Tom_itx> i have no analog cards here
[14:12:06] <MacGarage> let me look at the board datasheet and see if I can move some jumpers to reverse
[14:13:00] <cncbasher> hi can i help at all , just joined mid conversation
[14:15:31] <MacGalempsy> ok now there is an enable, and a pos enable
[14:15:58] <MacGalempsy> the enable enables the amplifier and can be jumped to either 5v or gnd
[14:16:05] <MacGalempsy> it is set at gnd.
[14:16:16] <MacGalempsy> the pos enable is gnd only
[14:16:49] -!- fomox [fomox!~chatzilla@ti0064a380-0398.bb.online.no] has joined #linuxcnc
[14:17:38] -!- sirdancealo2 has quit [Read error: Operation timed out]
[14:20:53] -!- mackerski has quit [Ping timeout: 248 seconds]
[14:20:55] mackerski_ is now known as mackerski
[14:21:13] -!- JT_Shop [JT_Shop!~john@184.21.192.48] has joined #linuxcnc
[14:21:14] -!- JT_Shop_ [JT_Shop_!~john@184.21.192.48] has joined #linuxcnc
[14:21:25] -!- JT_Shop_ has quit [Client Quit]
[14:21:35] <JT_Shop> finally
[14:21:36] -!- dhoovie has quit [Read error: Connection reset by peer]
[14:22:00] <somenewguy> you think
[14:23:03] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[14:23:29] <MacGalempsy> wb
[14:26:37] <jdh> thanks
[14:27:28] <JT_Shop> MacGalempsy, I see what is missing in the sample config
[14:28:29] <MacGalempsy> john do you think that the enable on the amplifier needs to be grounded to enable is a problem?
[14:29:10] <JT_Shop> no, there is no amp enable in the sample config
[14:29:53] -!- dhoovie has quit [Read error: Connection reset by peer]
[14:30:04] <PetefromTn> Morning Folks.... BRRRRrrrrr it is cold here this morning. I saw 17 degrees on my vans overhead display.
[14:30:10] <MacGalempsy> morning pete
[14:30:19] <jdh> Pete: move south!
[14:30:30] <MacGalempsy> net x-axis-enable hm2_5i25.0.7i77.0.1.analogena that is not an enable command?
[14:30:32] <PetefromTn> Morning Mac sounds like it is moving along there thats good.
[14:30:33] <Loetmichel> per: i saw -2°c this morning ;-)
[14:30:38] <Loetmichel> PetefromTn
[14:30:56] <JT_Shop> for the 7i77 card yes
[14:30:57] <PetefromTn> jdh: I'm tryin man got the house up for sale now LOL..
[14:31:04] <PetefromTn> Loetmichel: Hey man morning
[14:31:16] <JT_Shop> # Servo Drive
[14:31:16] <JT_Shop> net power-on hm2_5i25.0.7i77.0.0.output-00 <= motion.motion-enabled
[14:31:43] <JT_Shop> that is the output I use for my BP your output pin may be different
[14:32:08] <PetefromTn> Downloading drivers for my printer for the new computer so I can print my plywood cutlist for this new cabinet job I am working on.
[14:32:22] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[14:32:33] <PetefromTn> Supposed to be done by the time Santa cranks up his sleigh..
[14:33:18] <jdh> then you have lots fo time!
[14:33:42] <PetefromTn> Not for a built in that is almost 20 feet long and nine feet tall I don't LOL
[14:37:01] <MacGalempsy> i am confused....
[14:38:44] <archivist> so are we
[14:38:51] <JT_Shop> your amps need an enable output and that line above turns on an output pin when you press the power button
[14:39:04] -!- thomaslindstr_m has quit [Remote host closed the connection]
[14:41:53] <MacGalempsy> but you have it coming out of the outs, and this one should be coming off the 4wire drive terminal going to the amp
[14:42:57] <JT_Shop> not sure what a 4 wire drive terminal is, but in any case I have to leave now
[14:43:31] <MacGalempsy> ena+ goes to /pos enable on the amp. the amp requires gnd to enable, or voltage/open ot inhibit
[14:43:49] <MacGalempsy> thank you for your help
[14:43:49] -!- thomaslindstr_m has quit [Ping timeout: 248 seconds]
[14:47:12] -!- mle has quit [Quit: Ex-Chat]
[14:47:41] <PetefromTn> God I hate printers...
[14:51:13] -!- kwallace [kwallace!~kwallace@smb-41.sonnet.com] has joined #linuxcnc
[14:54:11] -!- szwoni [szwoni!~szwoni@8.12.28.99] has joined #linuxcnc
[14:55:21] -!- sumpfralle has quit [Quit: Leaving.]
[15:00:02] -!- dhoovie has quit [Read error: Connection reset by peer]
[15:00:46] -!- zzolo has quit [Quit: zzolo]
[15:01:20] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[15:03:20] -!- psha [psha!~psha@213.208.162.67] has joined #linuxcnc
[15:08:54] -!- cncbasher_ [cncbasher_!~quassel@cpc15-hart9-2-0-cust101.11-3.cable.virginm.net] has joined #linuxcnc
[15:11:20] -!- dhoovie has quit [Read error: Connection reset by peer]
[15:11:49] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[15:11:53] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[15:13:44] -!- dhoovie has quit [Read error: Connection reset by peer]
[15:15:46] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[15:18:39] -!- zzolo has quit [Quit: zzolo]
[15:18:47] -!- dhoovie has quit [Read error: Connection reset by peer]
[15:20:16] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[15:27:53] -!- dhoovie has quit [Read error: Connection reset by peer]
[15:29:15] -!- cncbasher_ has quit [Quit: time to make some more scrap]
[15:29:36] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[15:38:19] -!- dhoovie has quit [Read error: Connection reset by peer]
[15:40:29] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[15:45:08] -!- mhaberler has quit [Quit: mhaberler]
[15:48:01] <pcw_home> MacGalempsy: if the drives need an active low enable (GND to enable),
[15:48:03] <pcw_home> you connect the ENA+ to the drive enable line and the ENA- to GND
[15:50:27] <pcw_home> the drive enable lines (ENA+ and ENA-) are OPTO coupler outputs (basically switches)
[15:50:29] <pcw_home> so you always need to use both (and pay attention to polarity)
[15:55:31] -!- dhoovie has quit [Read error: Connection reset by peer]
[15:57:42] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[16:00:11] -!- dhoovie has quit [Read error: Connection reset by peer]
[16:00:29] -!- R2E4 [R2E4!~IceChat9@207.164.206.172] has joined #linuxcnc
[16:00:38] -!- dhoovie [dhoovie!~kvirc@122.161.115.40] has joined #linuxcnc
[16:08:13] -!- dhoovie|2 [dhoovie|2!~kvirc@122.161.238.134] has joined #linuxcnc
[16:10:20] -!- dhoovie has quit [Ping timeout: 246 seconds]
[16:17:47] -!- jasen_ [jasen_!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[16:22:32] -!- dhoovie [dhoovie!~kvirc@122.161.16.140] has joined #linuxcnc
[16:25:02] -!- dhoovie|2 has quit [Ping timeout: 246 seconds]
[16:32:08] c-bob is now known as c-bob|afk
[16:39:01] -!- terabyte- has quit [Ping timeout: 272 seconds]
[16:42:41] -!- Nick001 has quit [Ping timeout: 245 seconds]
[16:46:57] -!- Nick001 [Nick001!~Nick001@clsm-74-212-57-179-pppoe.dsl.clsm.epix.net] has joined #linuxcnc
[16:46:58] -!- dhoovie has quit [Read error: Connection reset by peer]
[16:47:24] -!- dhoovie [dhoovie!~kvirc@122.161.16.140] has joined #linuxcnc
[16:48:53] -!- adb [adb!~IonMoldom@2a02:1205:501f:8220:baac:6fff:fe67:305f] has joined #linuxcnc
[16:49:35] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[16:59:25] -!- dhoovie has quit [Read error: Connection reset by peer]
[17:00:40] -!- sirdancealot1 [sirdancealot1!~sirdancea@98.82.broadband5.iol.cz] has joined #linuxcnc
[17:00:49] -!- sirdancealot1 has quit [Read error: Connection reset by peer]
[17:01:24] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[17:01:52] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[17:02:02] <tjtr33> CaptHindsight,
http://www.popsci.com/article/gadgets/3-d-printed-hand-cranked-computer
[17:02:15] <tjtr33> if you print 2 is it dual core ? :)
[17:02:32] -!- sirdancealot1 [sirdancealot1!~sirdancea@98.82.broadband5.iol.cz] has joined #linuxcnc
[17:02:40] -!- sirdancealot2 [sirdancealot2!~sirdancea@98.82.broadband5.iol.cz] has joined #linuxcnc
[17:02:47] -!- sirdancealot2 has quit [Read error: Connection reset by peer]
[17:07:02] -!- sirdancealot1 has quit [Ping timeout: 246 seconds]
[17:13:50] -!- ink has quit [Disconnected by services]
[17:14:16] -!- toner [toner!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[17:15:36] -!- joe9 [joe9!~user@ip70-179-153-227.fv.ks.cox.net] has joined #linuxcnc
[17:17:26] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has parted #linuxcnc
[17:21:01] <Loetmichel> re @ home
[17:24:21] -!- somenewguy has quit [Ping timeout: 248 seconds]
[17:32:59] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-97-51-dynip.superkabel.de] has joined #linuxcnc
[17:33:04] <IchGuckLive> hi all B)
[17:34:01] -!- arekm has quit [Ping timeout: 268 seconds]
[17:34:36] -!- arekm [arekm!~arekm@pld-linux/arekm] has joined #linuxcnc
[17:35:52] -!- mle has quit [Ping timeout: 264 seconds]
[17:36:12] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[17:36:15] -!- skunkworks has quit [Quit: Leaving]
[17:39:40] -!- mackerski has quit [Quit: mackerski]
[17:41:04] -!- thomaslindstr_m has quit [Quit: Leaving...]
[17:53:38] -!- Fox_Muldr has quit [Ping timeout: 244 seconds]
[17:55:28] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d009f5c.pool.mediaWays.net] has joined #linuxcnc
[18:01:53] -!- motioncontrol [motioncontrol!~io@95.235.73.166] has joined #linuxcnc
[18:13:22] -!- MadDog31 [MadDog31!~MadDog31@130.43.95.85.dsl.dyn.forthnet.gr] has joined #linuxcnc
[18:14:14] -!- jonpry has quit [Ping timeout: 240 seconds]
[18:14:32] -!- md-2 has quit [Remote host closed the connection]
[18:19:28] -!- md-2 has quit [Ping timeout: 246 seconds]
[18:22:35] <IchGuckLive> all quit today
[18:26:41] -!- kiw has quit [Ping timeout: 272 seconds]
[18:28:36] <PetefromTn> Just taking lunch here...ripped up about a dozen sheets of furniture grade plywood so far today.
[18:28:59] -!- jonpry [jonpry!~jon@user-0c6tmg8.cable.mindspring.com] has joined #linuxcnc
[18:30:05] -!- MadDog31 has quit [Quit: Leaving]
[18:38:43] <jasen_> forming diferential pwm on fpga board and transmiting it to the converter(adum board) , converting it to +_10v powered by the inverter
[18:39:02] -!- ve7it has quit [Remote host closed the connection]
[18:41:04] <IchGuckLive> jasen_: what fpga
[18:41:46] <IchGuckLive> PetefromTn: 95% of US roofs are on bitumen so take your time its getting whorse
[18:41:48] <jasen_> sorry , wrong window
[18:43:02] -!- ravenlock has quit [Quit: Leaving]
[18:43:24] <PetefromTn> IchGuckLive: HUH,, Dunno what you mean here man.
[18:44:02] -!- Cylly [Cylly!cylly@p54B13225.dip0.t-ipconnect.de] has joined #linuxcnc
[18:44:14] <IchGuckLive> if you are renovatring your house
[18:44:47] <PetefromTn> Oh no man I build custom cabinetry from my shop. Just started a new job here this morning.
[18:45:06] <archivist> method, read one word and jump to wrong conclusion
[18:45:18] <IchGuckLive> O.O
[18:45:47] <archivist> lurk in channel, realise what person does...profit
[18:45:57] -!- Loetmichel has quit [Ping timeout: 248 seconds]
[18:46:03] <IchGuckLive> profit is good
[18:46:21] <PetefromTn> PROFIT?? Hey what's that?
[18:46:46] <IchGuckLive> what yoiu hopefuly live of
[18:47:00] <archivist> if I had it the bailiffs would stay away
[18:47:56] <PetefromTn> I honestly don't do enough work around here to show anything resembling actual Profit LOL But I am tryin'!!
[18:48:23] <IchGuckLive> more metal less wood
[18:48:45] <IchGuckLive> TN is a hard state
[18:50:12] <PetefromTn> I hear ya man... I am tryiing to get the metal paying off but so far it is tough nut to crack. I do actually have some customers right now wanting some metal parts and some ideas for at least a short run product for sale here. Right now truth be told the cabinetry makes me MUCH more money than the metal ever has...UNFORTUNATELY>
[18:51:03] <IchGuckLive> Thats how live goes
[18:51:19] <PetefromTn> yes exactly..
[18:51:48] <IchGuckLive> i got a butcher that now solds more metal sheeds than sausiches
[18:52:15] <PetefromTn> I have been drawing some parts in the Cad software here recently and gonna try to make them in the evenings..
[18:52:31] <PetefromTn> whats a metal sheed or a sausiches?
[18:52:50] <IchGuckLive> almost night here
[18:53:38] <IchGuckLive> Oh TN is on steaks
[18:54:07] <IchGuckLive> or there are lots of germany in TN
[18:54:19] <IchGuckLive> and germany like BRATWURST
[18:55:12] <PetefromTn> so you are saying your butcher is from Tennesse and loves bratwurst LOL?
[18:55:46] <IchGuckLive> yes
[18:55:54] <IchGuckLive> but more Beer
[18:56:29] <PetefromTn> not a beer drinker but I know you guys really love the stuff LOL....
[18:57:24] <IchGuckLive> there are 8.3% Germans in Tennessee
[18:59:39] <PetefromTn> There's a lot of scotch Irish around here I know that..
[19:00:17] <IchGuckLive> Irisch (9,3%)
[19:00:50] <IchGuckLive> 60% Rep
[19:02:41] <IchGuckLive> PetefromTn: you got a picture of your cabinets
[19:03:11] <PetefromTn> I might have some....hang on.
[19:03:24] <IchGuckLive> marquetry cutters are well pait
[19:04:20] <IchGuckLive> inlaid sarpenter
[19:05:05] <IchGuckLive> inlaid carpenter,joiner
[19:06:00] <IchGuckLive> and the US people like there sign logo ... all over
[19:06:17] <IchGuckLive> laser engraver on wood is a goal to be meet
[19:09:25] <Tom_itx> PetefromTn you must not be in a very industrial area
[19:09:51] <PetefromTn> No not really, I live not far from the entrance to the Great Smoky Mountains national Park.
[19:10:01] <IchGuckLive> Tom_itx: we all live in the outback therfore we use LINUX O.O
[19:10:19] <PetefromTn> Hell even KNoxville is not what I would call an industrial complex LOL
[19:11:06] <IchGuckLive> PetefromTn: is there indian summer in Great Smoky Mountains national Park
[19:12:15] <Tom_itx> IchGuckLive not true... some of us live near civilization
[19:12:16] <IchGuckLive> the area you live looks exactly like here Mountain bike tarain
[19:12:17] -!- psha has quit [Quit: Lost terminal]
[19:12:31] <IchGuckLive> Tom_itx: im realy not
[19:12:49] -!- psha [psha!~psha@213.208.162.67] has joined #linuxcnc
[19:13:02] <IchGuckLive> ok im off for today BYE
[19:13:11] <Tom_itx> buy
[19:13:17] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[19:13:57] <pcw_home> by
[19:14:54] <Tom_itx> pcw did you ever happen across a 'used' 7i84?
[19:15:28] <pcw_home> send me your address I'll send a blem or two
[19:15:36] <Tom_itx> pm?
[19:19:34] <Jymmm> pcw_home: Define blem? comes in 4 pieces? =)
[19:20:02] <Jymmm> pcw_home: "Magic Smoke Not Included"
[19:20:38] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[19:22:24] <Jymmm> pcw_home: "Guess the random broken trace(s)"
[19:26:49] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[19:27:31] -!- somenewguy [somenewguy!~chatzilla@pool-108-7-96-203.bstnma.fios.verizon.net] has joined #linuxcnc
[19:27:34] <pcw_home> usually works but dont know where its been
[19:28:08] <Jymmm> pcw_home: Partying on the wrong side of town? Financial District?
[19:29:09] <Jymmm> pcw_home: It's been performing lewd acts with a thunderbolt port?
[19:29:58] <pcw_home> well we dont know...
[19:30:09] <Jymmm> lol
[19:32:01] -!- cncbasher has quit [Remote host closed the connection]
[19:36:23] -!- ravenlock has quit [Ping timeout: 245 seconds]
[19:36:55] Cylly is now known as Loetmichel
[19:40:38] -!- afiber__ [afiber__!~sabayonus@p2003005BE9816301BE5FF4FFFE4A972D.dip0.t-ipconnect.de] has joined #linuxcnc
[19:46:01] -!- zzolo has quit [Quit: zzolo]
[19:48:26] -!- md-2 has quit [Ping timeout: 240 seconds]
[19:49:56] -!- Connor has quit [Read error: Connection reset by peer]
[19:52:05] -!- sudobangbang_ has quit [Ping timeout: 248 seconds]
[19:56:50] -!- Connor [Connor!~Connor@75.76.30.113] has joined #linuxcnc
[20:01:41] -!- Guest47096 has quit [Quit: Leaving]
[20:06:29] -!- geografa has quit [Quit: Computer has gone to sleep.]
[20:11:28] -!- thomaslindstr_m has quit [Client Quit]
[20:13:08] -!- afiber__ has quit [Quit: Konversation terminated!]
[20:14:29] -!- Fox_Muldr has quit [Ping timeout: 248 seconds]
[20:14:48] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d009f5c.pool.mediaWays.net] has joined #linuxcnc
[20:30:59] -!- cevad [cevad!~davec@host-174-45-229-40.bln-mt.client.bresnan.net] has joined #linuxcnc
[20:31:28] cevad is now known as Guest44745
[20:35:49] -!- jonpry has quit [Ping timeout: 248 seconds]
[20:46:21] -!- adb has quit [Ping timeout: 252 seconds]
[20:47:14] -!- mhaberler has quit [Quit: mhaberler]
[20:48:19] -!- adb [adb!~IonMoldom@2a02:1205:501f:8220:baac:6fff:fe67:305f] has joined #linuxcnc
[20:50:16] -!- md-2 has quit [Ping timeout: 264 seconds]
[20:50:54] -!- phillc54 has quit [Quit: bye...]
[20:51:13] -!- jonpry [jonpry!~jon@2602:306:c417:8350:f526:ce7a:60:6eb9] has joined #linuxcnc
[20:58:23] -!- skunkworks has quit [Quit: Leaving]
[21:19:20] -!- PetefromTn_ [PetefromTn_!~quassel@24-158-203-52.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[21:19:40] -!- PetefromTn has quit [Ping timeout: 264 seconds]
[21:21:29] -!- DaViruz has quit [Ping timeout: 272 seconds]
[21:24:59] -!- psha has quit [Quit: Lost terminal]
[21:25:08] -!- ingsoc has quit [Ping timeout: 245 seconds]
[21:30:58] -!- terabyte- has quit [Quit: terabyte-]
[21:33:53] -!- fomox has quit [Ping timeout: 245 seconds]
[21:34:20] -!- DaViruz [DaViruz!~daviruz@c83-253-207-191.bredband.comhem.se] has joined #linuxcnc
[21:35:45] -!- fomox [fomox!~chatzilla@ti0064a380-0398.bb.online.no] has joined #linuxcnc
[21:56:35] -!- FinboySlick has quit [Quit: Leaving.]
[21:56:49] -!- vladimirek has quit [Remote host closed the connection]
[22:03:14] -!- motioncontrol has quit [Remote host closed the connection]
[22:03:47] -!- jfire has quit [Quit: Leaving.]
[22:05:05] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[22:12:30] -!- kwallace has quit [Ping timeout: 240 seconds]
[22:12:37] <_DJ_> gn8
[22:18:12] -!- kwallace_shop [kwallace_shop!~kwallace@smb-141.sonnet.com] has joined #linuxcnc
[22:19:12] -!- md-2 has quit [Ping timeout: 244 seconds]
[22:26:57] -!- kwallace [kwallace!~kwallace@smb-141.sonnet.com] has joined #linuxcnc
[22:27:49] -!- mhaberler has quit [Ping timeout: 248 seconds]
[22:30:10] -!- Valen [Valen!~Valen@c211-28-237-68.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[22:32:03] -!- rob_h has quit [Quit: Leaving]
[22:32:05] <Jymmm> quiet in here... is it summer and I didn't get the memo?
[22:32:32] -!- _DJ_ has quit [Quit: bye]
[22:33:02] * WalterN flails at Jymmm
[22:33:46] <jthornton> pcw_home, when I see MacGalempsy in the morning I'll pass along the info on enabling
[22:33:47] <Jymmm> WalterN: youtube it!
[22:34:21] <WalterN> youtube what?
[22:34:22] -!- gene78 has quit [Remote host closed the connection]
[22:34:39] <Jymmm> your flailing
[22:35:16] -!- chillly has quit [Quit: Leaving]
[22:35:22] <WalterN> alright
[22:35:24] <WalterN> Jymmm:
http://www.youtube.com/watch?v=tv4KQbDaCfM
[22:35:51] <Jymmm> WalterN: you're looking a lil green these days
[22:36:02] <WalterN> on my screen, you are green
[22:36:05] <WalterN> heh
[22:36:21] <WalterN> of course my screen is the only one that matters
[22:36:30] <Jymmm> That's mono, go get a shot or vga, your choice.
[22:37:33] <WalterN> hmm
[22:37:41] <WalterN> I should stuff
[22:38:08] <WalterN> http://www.netfirms.com/netfirms/web-hosting/
[22:40:40] <WalterN> no IMAPS
[22:45:01] <PetefromTn_> Well I think my $75.00 commercial wood shaper is gonna work out just fine. I managed to get it all wired back up and everything installed on the new custom built wood cabinet I made for it from an old sheet of OSB flooring material and some furniture plywood LOL.
[22:46:59] <WalterN> unless they mean IMAP includes IMAPS... not much reason to exclude it because they have SSL certs
[22:47:11] <PetefromTn_> I degreased the top and scrubbed the little rust spots off of it and it is decently smooth now. I have a tongue and groove paneling cutter to test it with but I gotta order me some new cabinet door cutters and a panel raiser cutter so I can make these doors. I know it is not as exciting as a new CNC mill or something but I am pretty happy with it. These machines are USUALLY around $2k bucks.
[22:48:05] -!- zzolo has quit [Quit: zzolo]
[22:48:44] -!- kwallace_shop [kwallace_shop!~kwallace@smb-141.sonnet.com] has parted #linuxcnc
[22:55:27] <WalterN> http://blog.solidconcepts.com/industry-highlights/worlds-first-3d-printed-metal-gun/
[22:56:56] <WalterN> the barrel is probably pretty rough
[22:58:12] -!- andypugh [andypugh!~andy2@cpc16-basl9-2-0-cust685.20-1.cable.virginm.net] has joined #linuxcnc
[22:59:24] -!- gonzo_ has quit [Read error: Connection reset by peer]
[23:02:23] -!- gonzo_ [gonzo_!~gonzo_@host-2-97-46-226.as13285.net] has joined #linuxcnc
[23:03:51] -!- adb has quit [Ping timeout: 252 seconds]
[23:04:30] -!- odogono has quit [Quit: odogono]
[23:04:36] -!- wboykinm has quit [Remote host closed the connection]
[23:06:57] <PetefromTn_> Interesting, I wonder how long it took the machine to actually make all the parts for the gun.
[23:07:40] -!- wboykinm has quit [Read error: No route to host]
[23:08:32] <andypugh> I want to 3D-print a Gnu.
[23:08:54] <CaptHindsight> we need a new Gnu
[23:09:59] <CaptHindsight> "The gun is composed of 30+ 3D Printed components with 17-4 Stainless Steel and Inconel 625"
[23:10:52] <andypugh> So, it's basically a metal gun in a 3D-printed surround.
[23:11:03] -!- toxx has quit []
[23:11:15] <CaptHindsight> http://www.solidconcepts.com/technologies/direct-metal-laser-sintering-dmls/
[23:11:33] <andypugh> I rather suspect that it would be funcitional but uncomfortable without the 3D parts
[23:11:36] <CaptHindsight> sintered powdered metal
[23:11:56] <andypugh> Yeah, DMLS is cool.
[23:12:26] <CaptHindsight> http://fast.wistia.net/embed/iframe/eqpzzledcq?autoPlay=true&controlsVisibleOnLoad=true&playButton=false&plugin[socialbar-v1][buttons]=embed-email-twitter-linkedIn-googlePlus-facebook&popover=true&version=v1&videoHeight=360&videoWidth=640&volumeControl=true#
[23:12:35] -!- toxx [toxx!~cnc-guy@v3-1260.vlinux.de] has joined #linuxcnc
[23:12:38] -!- wboykinm has quit [Ping timeout: 240 seconds]
[23:13:19] <andypugh> I admit I came in late and just assumed that this was more GGG Gun-making hysteria in the media.
[23:15:42] <CaptHindsight> they left all the secondary processing steps required out of the story
[23:16:19] <andypugh> The other process I have seen included braze-impregnating it.
[23:16:53] <CaptHindsight> they only use 1 laser and layer times are in the several seconds so the total time was probably 100+ hours for all 30 parts
[23:17:42] <CaptHindsight> unless they used a larger bed and printed different parts at the same time using one printer
[23:18:09] <CaptHindsight> but all the secondary steps added several hours
[23:18:34] <CaptHindsight> they might have also secondary machined the inside of the barrel
[23:19:28] -!- md-2 has quit [Read error: No route to host]
[23:19:35] <CaptHindsight> it's mentioned but the PR is not supposed to expose the weakness of their tech, just capitalize on peoples assumptions
[23:20:09] <CaptHindsight> sorry, the secondary steps are not mentioned
[23:21:01] <jthornton> yea QCad CAM now works with points to drill holes
[23:21:18] <jthornton> I wonder how I can make it generate tapping code?
[23:21:42] <Tom_itx> jthornton does it support canned cycles?
[23:24:00] -!- md-2 has quit [Read error: No route to host]
[23:24:12] md2 is now known as Guest3808
[23:24:13] -!- Guest3808 has quit [Client Quit]
[23:24:22] <jthornton> tapping is not a canned cycle in LinuxCNC :(
[23:24:53] <jthornton> I assume you could make it do canned cycles but why if it generates the G1 down and the G0 up
[23:25:20] <jthornton> IMHO canned cycles only help the hand programmer in most cases
[23:27:08] -!- micges [micges!~micges@acwb224.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[23:28:15] <andypugh> JT_Shop: Actually, tapping _is_ a canned cycle, we just don't admit to it in the docs.
[23:28:33] <Tom_itx> is it coded but not used?
[23:29:08] <CaptHindsight> http://www.kickstarter.com/projects/1638882643/diwire-the-first-desktop-wire-bender useful but overpriced
[23:29:34] <andypugh> G84 is a canned tapping cycle.
http://git.linuxcnc.org/gitweb?p=linuxcnc.git;a=blob;f=src/emc/rs274ngc/interp_cycles.cc;h=e195664d1d96c7e50dc8cfaac5bb2c44b63a74e3;hb=HEAD#l234
[23:29:44] <jthornton> andypugh, does it work?
[23:29:48] <andypugh> I have never tried seeing what happens if you use it.
[23:30:01] <andypugh> Maybe try it with no tap?
[23:30:19] <Tom_itx> or try tapping butter
[23:30:21] <jthornton> yea, then with soap, then with plastic
[23:30:29] <jthornton> naw, eat the butter
[23:30:43] <CaptHindsight> http://www.youtube.com/watch?v=ghDhZxidomc http://www.youtube.com/watch?v=YegMbA_lrN4 should have been kickstarter projects
[23:30:56] <Tom_itx> behavior is undefined...
[23:31:03] <jthornton> I can program the post processor to do what ever I want with points
[23:31:17] -!- Thetawaves [Thetawaves!~Thetawave@114-68-237-24.gci.net] has joined #linuxcnc
[23:31:41] <jthornton> and pick by layer if you want G81 or G84 etc.
[23:33:06] <CaptHindsight> anyone know who made the wire benders? ^^
[23:34:05] <WalterN> thats cool
[23:35:16] -!- somenewguy has quit [Ping timeout: 264 seconds]
[23:37:18] -!- The_Ball has quit [Ping timeout: 272 seconds]
[23:41:16] <mpictor> CaptHindsight: judging from the user name on the first video, it was Acemi. Don't have an email address tho.
[23:41:40] <Tom_itx> Fadal G84 Right Hand Tap / G84.1 RH Rigid Tap Format1: (Q=THD. Lead, F=RPM) Format2: (NO Q, S=RPM, F=Feed)
[23:42:28] -!- fomox has quit [Ping timeout: 264 seconds]
[23:43:48] <CaptHindsight> mpictor:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Acemi
[23:47:03] <CaptHindsight> http://www.youtube.com/watch?v=1cZUrg8wwuA
[23:47:03] <CaptHindsight> Button machine integrated with a CNC station. CNC head is controlled by EMC2
[23:47:34] <CaptHindsight> by the same guy
[23:56:36] <CaptHindsight> http://www.indiegogo.com/projects/minimetalmaker-a-small-3d-printer-that-fabricates-with-precious-metal-clay
[23:59:07] <CaptHindsight> metal clay is interesting since you can play with the layering and structure, metals + ceramics
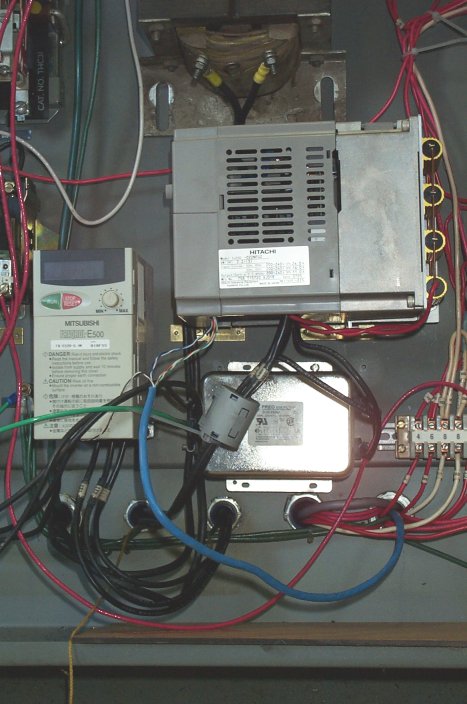{kind=link}