Back
[00:03:56] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.90.1 [Firefox 24.0/20130910160258]]
[00:04:01] -!- rob_h has quit [Ping timeout: 272 seconds]
[00:13:45] -!- Thetawaves [Thetawaves!~theta@114-68-237-24.gci.net] has joined #linuxcnc
[00:19:11] -!- sumpfralle has quit [Ping timeout: 245 seconds]
[00:19:11] -!- thomaslindstr_m has quit [Remote host closed the connection]
[00:29:42] -!- micges has quit [Quit: Leaving]
[00:33:18] -!- Felix29 [Felix29!Felix@c-71-193-105-131.hsd1.in.comcast.net] has joined #linuxcnc
[00:36:12] -!- exco_ [exco_!~exco@p5DE7BAF3.dip0.t-ipconnect.de] has joined #linuxcnc
[00:38:09] -!- exco_ has quit [Remote host closed the connection]
[00:40:30] -!- jfire has quit [Quit: Leaving.]
[00:51:42] <jdh> http://raleigh.craigslist.org/tls/4139237077.html
[00:54:41] -!- NickParker [NickParker!~kvirc@c-24-6-124-113.hsd1.ca.comcast.net] has joined #linuxcnc
[01:01:08] -!- cevad [cevad!~davec@host-174-45-229-40.bln-mt.client.bresnan.net] has joined #linuxcnc
[01:01:38] cevad is now known as Guest9954
[01:13:08] -!- PetefromTn [PetefromTn!~quassel@66-168-88-82.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[01:19:30] -!- Servos4ever [Servos4ever!~chatzilla@173-87-52-170.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[01:21:18] <kwallace2> jdh: I have an older version:
http://www.wallacecompany.com/machine_shop/Craftsman_AA_109/
[01:22:40] -!- c-bob| [c-bob|!~c@unaffiliated/c-bob] has joined #linuxcnc
[01:22:41] -!- c-bob has quit [Ping timeout: 245 seconds]
[01:24:17] <Tom_itx> that looks similar to my craftsman atlas
[01:25:10] <Tom_itx> doesn't have the end crank
[01:26:56] <kwallace2> This one is really just a bit above a toy, but could be fun for getting started.
[01:28:17] <kwallace2> It got passed to me from someone that had a machinist friend that passed away.
[01:30:50] <jdh> if it were closer, I'd buy it anyway.
[01:31:36] -!- zenek [zenek!~zenek@egg78.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[01:31:42] zenek is now known as micges
[01:32:59] <kwallace2> A cheap HF lathe would be better, but not as classy as the CL machine.
[01:35:31] <jdh> I have a cheap HF one, but it isn't as pretty.
[01:37:44] <kwallace2> A little engine turning could go a long way.
http://www.cs.ucr.edu/~eamonn/et/et.htm
[01:40:11] -!- jlrodriguez has quit [Ping timeout: 272 seconds]
[01:41:00] -!- kwallace [kwallace!~kwallace@smb-85.sonnet.com] has joined #linuxcnc
[01:42:56] -!- kwallace [kwallace!~kwallace@smb-85.sonnet.com] has parted #linuxcnc
[01:43:03] -!- kwallace2 has quit [Ping timeout: 260 seconds]
[01:44:09] -!- kwallace [kwallace!~kwallace@smb-85.sonnet.com] has joined #linuxcnc
[01:52:36] <NickParker> sorry to ask a question twice, but I missed the answer last time because I had to run off. how do I set up my 6i25 with pncconf? I don't have an option for 6i25 or even 5i25 under I/O card
[01:53:19] -!- AR_ has quit [Ping timeout: 260 seconds]
[01:54:08] <pcw_home> For 6I25 you use the 5I25 options
[01:54:10] <pcw_home> (you will need the latest xml files )
[01:56:16] <NickParker> where do I find those? Not having much luck searching linuxcnc.org.
[01:57:01] <pcw_home> http://www.linuxcnc.org/index.php/english/forum/39-pncconf/21670-5i25-firmware-xml-files-for-pncconf
[01:57:14] -!- jlrodriguez has quit [Read error: Operation timed out]
[01:57:34] <NickParker> ty pcw_home
[02:04:42] <PetefromTn> Hi folks..
[02:11:04] -!- kwallace [kwallace!~kwallace@smb-85.sonnet.com] has parted #linuxcnc
[02:14:03] -!- Servos4ever has quit [Quit: ChatZilla 0.9.90.1 [SeaMonkey 2.20/20130803195701]]
[02:14:35] <pcw_home> Hi PetefromTn
[02:14:39] -!- kwallace [kwallace!~kwallace@smb-85.sonnet.com] has joined #linuxcnc
[02:14:54] <PetefromTn> pcw_home: Hey man howsitgoin?
[02:15:16] <pcw_home> Thought you were going to be PetefromSomewhereElse
[02:15:40] <PetefromTn> LOL tryin to be. Got our house up for sale now. Had one or three folks look thru it so far.
[02:15:44] <pcw_home> Its going, not sure how or why
[02:16:01] <PetefromTn> Right now tore up the floors in the laundry room and bathroom downstairs and I am installing some nice tile.
[02:16:10] <PetefromTn> or where LOL
[02:16:51] <PetefromTn> Mesa cards and the Cincinatti Arrow 500 are still working great.
[02:17:15] <PetefromTn> Still have not gotten around to installing the spindle encoder so I can work the toolchanger yet.
[02:17:47] <pcw_home> Is it difficult?
[02:18:45] <PetefromTn> Honestly not sure but I have to make a metal mount for it. Started designing it and then got a large kitchen cabinet job to build here so have not done squat with the VMC for about two months.
[02:19:13] <PetefromTn> Been desperately trying to find work for the machine to pay myself back for all the money I invested in it.
[02:19:41] <PetefromTn> Luckily I MAY have finally found a customer who has a sweet part he wants made in quantity locally.
[02:19:54] <PetefromTn> I am supposed to meet with him on wednesday afternoon again.
[02:20:15] <PetefromTn> With any luck we can make a deal and I can start making some parts for money that are more than just onesy twosy.....
[02:20:56] <PetefromTn> The Cincinatti fires up and runs great still and I have made a few things with it since it has been working.
[02:21:10] <pcw_home> That sounds good, it alway takes a while when starting from scratch
[02:21:14] <PetefromTn> I am still getting that funky error when I fire up the spindle.
[02:21:30] <pcw_home> which error was that?
[02:21:39] <PetefromTn> I need to figure out what is causing it but it happens every time I fire up the spindle.
[02:21:50] <PetefromTn> I cannot remember offhand the actual error wording.
[02:22:09] <PetefromTn> It basically does it IMMEDIATELY every time I fire up the spindle.
[02:22:32] <PetefromTn> The spindle works as it should and the machine cuts good but it gives that error every time.
[02:22:59] -!- jfire has quit [Client Quit]
[02:23:02] -!- Brandonian has quit [Quit: Brandonian]
[02:23:39] <PetefromTn> Hopefully I can make an agreement on price for these customers parts and start making some of them and maybe I can afford to put more time into getting the little bugs worked out of the system and get the rest of the toolchanger working.
[02:24:04] <PetefromTn> It sure is nice to be able to change tools with the power drawbar tho but there is no substiture for the toolchanger LOL
[02:24:23] <pcw_home> Assuming it was a ground loop issue I was going to send you that
[02:24:24] <pcw_home> 7i77isol but got sidetracked when I realized it needs a feature added
[02:24:26] <pcw_home> to the encoder firmware. That may eventually be a good solution
[02:25:19] <PetefromTn> Oh yeah that is right I forgot about that. What is holding it up? I would love to try it. Perhaps we can work together on a cure LOL..
[02:25:32] <pcw_home> Next time you see the error, write it down...
[02:25:50] <pcw_home> (or screen capture)
[02:26:08] <PetefromTn> Willdo. I plan to fire it up tomorrow after lunch. Got a meeting with a potential cabinetry customer in the morning tho.
[02:27:01] <PetefromTn> I was just getting acquainted with LCNC before I got that big Kitchen job and now I have not run the machine for two months and I cannot even remember how to set the TLO's LOL
[02:27:29] <pcw_home> To use the isolator, some work on the encoder section of the HostMot2 driver is needed
[02:27:39] -!- somenewguy [somenewguy!~chatzilla@pool-98-110-182-215.bstnma.fios.verizon.net] has joined #linuxcnc
[02:27:47] <pcw_home> well good to have the work anyway
[02:28:02] <PetefromTn> Aah hell I can go out there now and fire it up and write down the error. It is pretty consistent. I am just sitting on my ass holding down the couch right now.
[02:28:21] <PetefromTn> would that affect my current settings somehow?
[02:28:32] -!- Nekosan [Nekosan!~kvirc@173.183.184.116] has joined #linuxcnc
[02:29:00] <PetefromTn> Been listening to Pandora on my Stereo on the Vangelis channel, always chills me out LOL
[02:29:30] <PetefromTn> Standby I will go and fire it up and see what the errors are...BRB.
[02:29:30] <pcw_home> no but there needs to be a new hal pin setting (MuxedEncoderDeskew_nS)
[02:29:51] <PetefromTn> That is simple to do no?
[02:30:19] -!- Thetawaves_ [Thetawaves_!~Thetawave@114-68-237-24.gci.net] has joined #linuxcnc
[02:31:03] <PetefromTn> I sure hope I can get this product gig so I can run this machine thru some real parts. These parts are all gonna be plastic, looks like delrin so like a hot knife thru butter..
[02:32:14] <pcw_home> yeah for the 7I77isol MuxedEncoderDeskew_nS is 60+cable_ft*3
[02:33:04] <micges> pcw_home: what is default value for MuxedEncoderDeskew_nS ?
[02:33:41] <pcw_home> 0
[02:37:17] <pcw_home> That is, the current timing samples the muxed encoder data just as the mux signal changes
[02:37:18] <pcw_home> but if you have long cables and or a isolation circuit, you may want do delay the sample point
[02:37:19] <pcw_home> to accommodate the propagation delay
[02:37:58] <PetefromTn> OKay here are the errors I am getting. standby while I type this all.
[02:41:47] <PetefromTn> you may see this error if the FPGA cars read thread is not running will not repeat
[02:42:05] <PetefromTn> Hm2/hm2_5i25.0:Smart serial Error port 0 channel 0
[02:42:18] <PetefromTn> you may see this error if the FPGA cars read thread is not running will not repeat
[02:42:41] <PetefromTn> Hm2_5i25.0.7i77.0.0 Error= (13) Communications error
[02:43:12] <PetefromTn> Hm2/hm2_5i25.0 Smart Serial Card
[02:43:40] <PetefromTn> Hm2_5i25.0.7i77.0.0 error=(4) Extra Charachter
[02:44:06] <pcw_home> OK sserial errors. You must have enough of a ground loop to generate more than 1V or so from the 7I77s gnd to the 5I25s gnd
[02:44:15] <PetefromTn> Not entirely sure the errors is exactly the same each time but I think it is.
[02:44:32] <PetefromTn> Is that terrible?
[02:44:44] <pcw_home> Yes
[02:44:51] <PetefromTn> oh shit..
[02:45:43] <pcw_home> you may be able to fix it with a common mode choke on the analog signals going to the spindle
[02:46:15] <pcw_home> the 7I77ISOL should fix it as well
[02:46:52] <PetefromTn> I need to try to fix it in the hardware of course but it would be nice to do both.
[02:47:12] <PetefromTn> I actually have some chokes here I tried but not sure which lines to put them on.
[02:47:18] <pcw_home> I think Ive asked this before, but does the spindle drive have a line filter?
[02:47:38] <PetefromTn> No it does not currently and it probably needs one.
[02:49:13] <PetefromTn> The spindle drive power lines come directly off the interrupt on the machine it is the only power in the machine that is not on the estop. I was told to do it that way to avoid problems by the supplier. Software shuts it off in an estop condition. Or I can just flip the big switch.
[02:51:28] <pcw_home> one thing to try with a big ferrite bead is wind the analog signal(the whole cable)
[02:51:29] <pcw_home> to the VFD a couple turns through the bead.
[02:51:31] <pcw_home> somehow high frequency ground current is flowing through the 7I77/5I25 cable
[02:51:32] -!- smart2440 [smart2440!~AndChat41@117.89.14.113] has joined #linuxcnc
[02:51:48] <PetefromTn> Everything else is dead upon estop even the hard limits are wired for total shutdown and I use an physical override switch to get back off in case of an accidental limit trip which thanks to LinuxCNC's soft limit and general architecture that should never happen.
[02:53:13] <PetefromTn> I don't see how the cable between the boards does not go anywhere near the spindle drive lines. I think it is more likely having something to do with the low voltage control lines that come from the 7i77 and go to the face of the Hitachi spindle drive somehow.
[02:53:23] <pcw_home> is this happening when you operate the spindle primary switch, not just enable the spindle?
[02:55:35] <PetefromTn> Well not running a program right now that uses the spindle I went out and homed the machine after startup and then clicked the little fwd spindle button. Then when I hit the increase button to start it spinning is when the error occurs. Sometimes it works without an error but it then happens when I turn off the spindle in the same fashion.
[02:56:40] <PetefromTn> Spindle speed is constant and the responses seem correct as does the speeds which I verified with a laser tacho but I still get this error.
[02:56:52] <PetefromTn> What would that board do to combat this issue?
[02:57:03] <pcw_home> I dont think it is inductive pick up (a cable routing issue)
[02:57:05] <pcw_home> I think one of the ground connections (possible to the spindle drive)
[02:57:06] <pcw_home> is returning significant HF noise current
[02:57:54] <pcw_home> thats is why putting a common mode choke on all wire going to the spindle drive may help
[02:58:02] <pcw_home> all wires
[02:58:17] <PetefromTn> Just the ferrite choke type?
[02:58:38] <PetefromTn> I know they sell large input power chokes made for this application and I may need to ante up for one of them at some point.
[02:59:12] <pcw_home> Yes, the ones we use on drives are about 1" OD and 1/2" ID
[03:00:29] -!- jfire has quit [Quit: Leaving.]
[03:02:04] <pcw_home> Other possibilities are grounding the 7I77 logic GND to the chassis gnd at the 7I77
[03:02:05] <pcw_home> (to see if you can shunt some of the noise current returning up the cable to the chassis gnd)
[03:05:03] <pcw_home> If nothing else works, the 7I77ISOL should (since it breaks the GND connection between the 7I77 and the 5I25 so
[03:05:04] <pcw_home> theres no ground loop possible anymore)
[03:07:11] <PetefromTn> That 7i77 Isol sounds like the solution to me man. I am DEFINITELY going to try to get the chokes installed on everything and I am gonna investigate the 7i77 logiv gnd to chassis gnd idea. Not sure if I have that on there or not. gotta look at it.
[03:09:16] <pcw_home> sometimes a line filter on the PC helps as well
[03:09:17] <pcw_home> (VFDs make a lot of noise)
[03:11:30] -!- Nick001 [Nick001!~Nick001@74.47.92.6] has joined #linuxcnc
[03:11:34] <PetefromTn> yeah I know I ran into noise issues with my RF45 build VFD as well. Both of these VFD's were installed in the electronics enclosure with the control system. I guess I am a stubborn SOB. I know the original control had it in there and most all machines I have seen do the same thing so there must be a way to quite it down.
[03:11:43] <PetefromTn> quiet
[03:12:59] <pcw_home> and a lot of it is ground bumping, so making sure the VFD chassis gnd is solid is important as well
[03:14:02] -!- almccon has quit [Quit: Leaving.]
[03:14:15] <PetefromTn> This is pretty cool. I was just perusing the Airgun CLassified ads and happened upon a GORGEOUS FWB p70 rifle and then noticed that it wears a custom sidewheel I machined for that guy a couple years ago on it. I remember milling that wheel on my RF45 and then turning the contour on the lathe. Here is a link....
[03:14:20] <PetefromTn> http://www.network54.com/Forum/79574/thread/1382390573/FWB+P70FT+Rifle+and+scope+now+selling+separately+or+as+package
[03:15:27] <PetefromTn> I need to get back in there and check all the grounds. I do know that all the grounds in the box run to this large screw terminal ground strip near the top and it is all green or green and white wires. That includes the VFD power input ground.
[03:15:32] -!- exco_ [exco_!~excogitat@e180002134.adsl.alicedsl.de] has joined #linuxcnc
[03:16:41] <pcw_home> Nice to see your stuff out there
[03:16:51] <PetefromTn> The ground strip is attached to the electronics enclosure case and the VFD itself is screwed into the case albeit in a different area of the box.
[03:17:22] <PetefromTn> Yeah it was a pleasant surprise to see it. That one was for a Leupold Competition sidewheel focus scope. NICE glass and not cheap.
[03:18:18] <PetefromTn> I actually built a FT rifle like that or at least similar to that from scratch but I had to sell it when I had to undergo Lung Surgery about two years ago.
[03:18:51] <PetefromTn> Now I want to build another one using the VMC to do the machining.
[03:18:54] <KimK> Hi Pete, nice wheel, I presume engraved (numbers) too? Too bad no detail photos. Also blue anodized where the numbers are and not anodized on the other 180? Nice.
[03:19:00] <pcw_home> That must have been a fair amount of work
[03:19:03] -!- exco has quit [Ping timeout: 252 seconds]
[03:21:41] <PetefromTn> Kim, actually no there was no engraving the numbers are kinda random depending on the shooters eyesight and the build of the scope. Also that is not anodizing it is a special waterproof blue tape that the shooter scribes the yardages into
[03:22:19] <PetefromTn> yeah it is actually but I got paid decent for it. the hardest part is the lathe work actually, I made two different radius turning attachments for my lathe to do that.
[03:24:44] <PetefromTn> Need to CNC that damn thing sometime too I guess LOL. Would sure make that easier to do I suppose. Altho the cutters need crazy back reliefs and such to not hit parts you don't want removed.
[03:27:11] <KimK> Interesting, thanks, good to know. BTW, as a quick test for DAC command noise or lack of isolation or whatever problem, you might try (if your drive supports it, most do) temporarily wiring instead of DAC try the 0-10 pot config, but with the pot at the far end, maybe near the Mesa DAC card, as if the pot is the DAC. See what that does to your noise. (Pot must be floating, wired as per drive manual, not tied to Mesa card.)
[03:27:43] -!- PetefromTn_ [PetefromTn_!~quassel@66-168-88-82.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[03:28:27] <PetefromTn_> Whazzat...
[03:28:38] <pcw_home> KimK: thats a good suggestion...
[03:28:43] -!- smart2410 [smart2410!~AndChat41@117.89.14.113] has joined #linuxcnc
[03:30:05] <KimK> PetefromTn: Oops, you just rejoined, but I didn't see you drop off. Did you get my last, starting with "Interesting, ..."
[03:30:14] -!- smart2440 has quit [Ping timeout: 240 seconds]
[03:30:15] -!- PetefromTn__ [PetefromTn__!~quassel@66-168-88-82.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[03:30:22] -!- PetefromTn has quit [Ping timeout: 265 seconds]
[03:30:28] -!- FinboySlick has quit [Quit: Leaving.]
[03:30:51] <PetefromTn__> Hello
[03:31:03] <KimK> PetefromTn: Having connect trouble? Changing units?
[03:31:08] <NickParker> could somebody help me a bit more with pncconf? I used the bash script from here:
http://www.linuxcnc.org/index.php/english/forum/39-pncconf/21670-5i25-firmware-xml-files-for-pncconf
[03:31:31] <KimK> pcw_home: Thanks
[03:31:31] <PetefromTn__> Dunno been getting kicked off once in awhile tonight on our internet.
[03:31:38] <NickParker> but i still don't have 5i25 as an option. the script seems to have run right, I have the hostmot2-firmware-5i25 folder now
[03:31:41] <PetefromTn__> What'd I miss.
[03:31:55] <NickParker> although curiously i can't cd into it now and get a permission denied
[03:32:15] <KimK> PetefromTn__: I sent you this...
[03:32:25] <KimK> Interesting, thanks, good to know. BTW, as a quick test for DAC command noise or lack of isolation or whatever problem, you might try (if your drive supports it, most do) temporarily wiring instead of DAC try the 0-10 pot config, but with the pot at the far end, maybe near the Mesa DAC card, as if the pot is the DAC. See what that does to your noise. (Pot must be floating, wired as per drive manual, not tied to Mesa card.)
[03:33:16] -!- PetefromTn_ has quit [Ping timeout: 265 seconds]
[03:33:17] -!- smart2410 has quit [Ping timeout: 265 seconds]
[03:33:55] <KimK> PetefromTn__: And I guess I should have added shields connected as they were when you were running DAC.
[03:34:19] <PetefromTn__> Not sure I understand you, The drive is a Hitachi WJ200R and it has onboard 0-10v control inputs etc.
[03:34:59] -!- Valen [Valen!~Valen@c211-28-237-68.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[03:35:04] -!- geografa has quit [Client Quit]
[03:35:33] <PetefromTn__> The drive has the heavy gauge power inputs on the bottom and there is a small square removable panel on the face where the logic inputs and outputs go. Those are wired directly into the I/O on the 7i77 for the spindle.
[03:36:31] <KimK> Right. But to test to see if you're suffering from induced noise pickup, or trouble due to non-isolated DAC issues, connecting the 0-10v pot method would check your DAC cable and shield connections for "motor and drive noise protection" or whatever you want to call it.
[03:37:03] <KimK> Plus give you a floating/isolated command signal.
[03:37:12] <KimK> Even if it is just a pot.
[03:37:52] <KimK> It's just a quick test using materials you have available.
[03:38:35] <PetefromTn__> So you are saying connect a pot directly to the inputs and hookup a battery or something to test?
[03:39:20] <KimK> Well, usually the drive supplies the +10v to the high side of the pot, but as always, "consult your drive manual".
[03:39:21] -!- The_Ball has quit [Read error: Connection reset by peer]
[03:39:23] <PetefromTn__> Please forgive my electronics Ignorance I am a NOOB to this stuff for the most part.
[03:40:44] <PetefromTn__> Okay if that is the case (again not sure) I can just use a long wire and a pot to adjust the speed. If it works without errors then I am getting the noise thru the board. Good medicine here LOL.
[03:41:07] <PetefromTn__> I thought I put chokes on all of the wires coming out of the Hitachi awhile back gotta check. BRB>
[03:42:14] <KimK> No problem. Usually the drive (for "pot" mode) has three terminals: High side (+10v), "Middle/tap/wiper" (the 0 to +10v command signal), and Low side (circuit common/sometimes erroneously called "ground". Lots of things are (in shorthand) called "ground", be sure that you know which ones they are referring to.)
[03:43:02] <KimK> The Britishism "earth" is sometimes helpful here.
[03:43:55] <KimK> (Ha, maybe the British (for clarification) use the Americanism "ground"? That would be a hoot.)
[03:44:33] <roycroft> "britishism?"
[03:45:00] <KimK> Ha, no offense (offence?) intended.
[03:45:03] <roycroft> wasn't the english language around in england a lot earlier than it was used in any other part of the world? :)
[03:45:18] * roycroft is from the us, but knows his history :P
[03:46:29] <roycroft> i have to say, though, that if i were deploying an electronic circuit on mars i'd find it much easier to ground it than to earth it
[03:46:38] <KimK> Well, I only say Britishism because you will rarely hear an American electrician talk about connecting an "earthing" wire.
[03:47:14] -!- smart2440 [smart2440!~AndChat41@117.89.14.113] has joined #linuxcnc
[03:47:28] <KimK> roycroft: Ha, yes! A "Marsing" wire?
[03:47:55] -!- smart2440 has quit [Read error: Connection reset by peer]
[03:48:07] -!- smart2440 [smart2440!~AndChat41@117.89.14.113] has joined #linuxcnc
[03:48:13] <roycroft> maybe that's why the mars rover came from the us and not england
[03:48:48] <KimK> "Yes, I'd like 60 Foogtals of Marsing wire. And one of those "Earth" bars (chocolate). "
[03:49:19] -!- micges has quit [Quit: Leaving]
[03:51:05] <KimK> Back in a bit.
[03:51:10] <PetefromTn__> Hey guess what I think I just had a breakthru. I went out there to see about the noise issue and look at the Hitachi and the grounds. I was inspecting the ground strip which is rather large and checking each wire. I happened across a wire that was not hooked up. I traced it back to ensure it was a ground wire even tho they all are blue or green as per my diagram. SO I checked it out and hooked it back into the ground strip.
[03:51:10] <PetefromTn__> I then
[03:51:58] <PetefromTn__> went up front and fired up the machine again and believe it or not I messed with the spindle on and off and on and off and reversing from speed a bunch of times and got NO ERRORS!!
[03:52:25] -!- smart2440 has quit [Read error: No route to host]
[03:52:49] -!- smart2440 [smart2440!~AndChat41@117.89.14.113] has joined #linuxcnc
[03:52:49] -!- jfire has quit [Quit: Leaving.]
[03:55:41] -!- Valen has quit [Read error: Connection timed out]
[03:56:06] -!- The_Ball [The_Ball!~ballen@c114-77-185-26.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[03:56:22] <NickParker> ok i got pncconf to see my 5i25 option.
[03:56:34] <NickParker> now i'm off down the rabbit hole of the integrator's manual to find out how to drive my steppers.
[03:56:53] -!- Valen [Valen!~Valen@c211-28-237-68.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[03:58:56] <PetefromTn__> Congrats dude... Now the fun begins!!
[03:59:30] -!- The_Ball has quit [Read error: Connection reset by peer]
[04:03:12] -!- lucashodge has quit [Quit: I am away now.]
[04:04:00] <NickParker> yeah, especially because i'm using 4 phase steppers
[04:04:23] <NickParker> honestly i should probably just use 3 crapduinos as step/dir interpreters
[04:04:52] -!- terabyte- [terabyte-!~terabyte@c-76-108-132-114.hsd1.fl.comcast.net] has joined #linuxcnc
[04:06:29] <NickParker> uhhh why does clicking wiki on linuxcnc.org take me here?
http://tabsnoprescription.com/buy-zestril-usa.html
[04:06:57] <NickParker> seems I have a virus?
[04:07:25] <PetefromTn__> Dunno man maybeso...
[04:07:54] <NickParker> could somebody else try it?
[04:08:20] <PetefromTn__> I cannot believe it, I have been annoyed by that damn set of errors I was getting whenever I fired up the spindle for a long time now and I find a silly stupid ground wire loose and fix it and it SEEMS like the problem is gone now!!
[04:08:54] <PetefromTn__> I just went out there again and ran the spindle thru several cycles of on and off and back on again adjusting the speed etc and it has not given me a single error message.
[04:09:10] <kwallace> http://wiki.linuxcnc.org/cgi-bin/wiki.pl works fine for me.
[04:09:34] <NickParker> yeah i can get to it by typing in the url
[04:09:43] <NickParker> but the link at the top of linuxcnc.org takes me to the pills page
[04:09:50] <PetefromTn__> yup just checked it works fine for me too..
[04:09:52] -!- smart2410 [smart2410!~AndChat41@117.89.14.113] has joined #linuxcnc
[04:09:57] <NickParker> welp that'll be fun to fix..
[04:10:14] <NickParker> anyway, can i use stepgen with a mesa card?
[04:11:13] <kwallace> If I recall you are using unipolar steppers?
[04:11:16] <PetefromTn__> I am sure you can not sure offhand which card tho. Mesa Cards ROCK!!
[04:11:17] <NickParker> yep
[04:11:26] <NickParker> same stuff as your shizuoka
[04:11:47] <PetefromTn__> Always liked the looks of the shiz..
[04:12:05] -!- smart2440 has quit [Ping timeout: 245 seconds]
[04:12:34] <kwallace> I think Mesa only has step/dir and is not what you need.
[04:13:08] <NickParker> mesa daughtercards or the 6i25 itself?
[04:13:43] -!- smart2440 [smart2440!~AndChat41@117.89.14.113] has joined #linuxcnc
[04:13:47] <NickParker> I guess maybe I will have to use an arduino to interpret step/dir for me.
[04:13:50] -!- smart2410 has quit [Ping timeout: 240 seconds]
[04:14:51] <kwallace> The firmware only has step/dir whereas the software stepper has many types. You might be able to talk PCW into making Type 9 stepping option.
[04:15:37] -!- The_Ball [The_Ball!~ballen@c114-77-185-26.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[04:16:33] <kwallace> Here is another beauty:
http://www.ebay.com/itm/400588594695
[04:17:04] <NickParker> hmmm... well the "drivers" in the shiz are basically just isolated transistors on each phase, so I think I'll try to drive some tiny 4 phase steppers i have with an arduino interpreting step/dir
[04:17:10] <NickParker> see if i can make that reliable and quick
[04:17:39] <NickParker> and some FETs standing in for the drivers
[04:18:10] -!- noobE has quit [Client Quit]
[04:18:30] <kwallace> Software stepping works well for me with some speed to spare.
[04:18:43] <NickParker> with what latency?
[04:18:54] <NickParker> i have 20-30k which isn't great
[04:19:21] -!- The_Ball has quit [Read error: Connection reset by peer]
[04:19:48] <kwallace> 28000us I think. Athlon of some type.
[04:20:12] <NickParker> oh well then, maybe i should be using software stepping. aren't you also using a mesa card though? Thought I saw one on your site
[04:21:49] <kwallace> Not on the Shiz. I have a 6i25 for development, and a 5i25 in the Tormach 770.
[04:22:38] <kwallace> I have a couple of Pico UPC boards too.
[04:24:49] <kwallace> I just remembered, I have a Pluto-P in the Shiz for PWM to the VFD.
[04:25:02] <PetefromTn__> That shiz is nice but I like the larger square looking Shiz's and honestly that price is CRAZY!!
[04:26:02] <NickParker> kwallace: Mine's got a DC spindle that takes analog input through a DAC
[04:26:14] <NickParker> a very silly DAC that uses 8 bits to convey values 0-99 lol
[04:27:54] <PetefromTn__> What machine?
[04:28:20] <kwallace> You'll need a fast signal generator for that. That is why I have the Pluto-P there.
[04:29:50] <NickParker> kwallace: nah it just takes 8 inputs at TTL level. no pwming involved.
[04:29:57] <PetefromTn__> Damn I am excited I may have finally fixed my spindle noise error problem here. It has been buggin me for awhile now.
[04:30:20] <PetefromTn__> Gonna be running her over the next few days and hopefully I don't get any more errors.
[04:30:48] -!- Felix29 has quit []
[04:30:51] <kwallace> NickParker: I was thinking if you wanted to replace the 8-bit DAC.
[04:31:33] <NickParker> Oh nah. If I need to save some pins I can do something kludgy with an arduino
[04:31:57] <NickParker> take a nice low frequency pwm into the arduion to drive the DAC maybe.
[04:32:29] -!- geografa has quit [Quit: Computer has gone to sleep.]
[04:32:33] -!- PetefromTn__ has quit [Remote host closed the connection]
[04:32:59] <kwallace> I tried this:
http://www.wallacecompany.com/machine_shop/EMC2/serial_dac/
[04:36:26] -!- The_Ball [The_Ball!~ballen@c114-77-185-26.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[04:37:14] <NickParker> hmmm.. well i mean i have a 6i25 and nothing else that deserves it, that would generate fast enough signals to replace my DAC no?
[04:37:15] <kwallace> I'm thinking of using a teensy for a Modbus to VFD project, if I can find the time.
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?AVR
[04:38:26] <kwallace> Yeah, except for the stepping of the axes, which should be fine.
[04:39:08] <NickParker> are you saying replacing the DAC would take up too much time and I would have stepping issues, or just that i can't drive my motors off the 6i25?
[04:39:41] <kwallace> I think you could even run the software stepper through the 6i25 GPIO, but I'd have to double check that.
[04:40:37] <NickParker> my mobo has a parport and i have 2 breadboard headers for parports so there's no need for that
[04:40:40] <kwallace> The 6i25 doesn't have Type 9 stepping for your unipolar drives.
[04:41:18] <NickParker> yeah i get that. so i could do software stepping with type 9 and spindle control on my 6i25?
[04:43:24] <kwallace> Only if you can send software stepping through the 6i25's pins as GPIO for the Type 9. For the spindle, I'd have to think more about how that can be done.
[04:45:22] <kwallace> I don't know if your spindle needs +/- 10V analog or 0 to +10V analog plus direction.
[04:45:46] <NickParker> 0 to 10V
[04:45:57] <NickParker> it has these switch bank things for direction
[04:46:13] <NickParker> i think they're labelled as microswitches, but that doesn't sound right.
[04:46:21] <NickParker> brb i have pictures somewhere
[04:46:45] <NickParker> https://lh4.googleusercontent.com/-7QBEbGWL9PM/UcJYK1KHRdI/AAAAAAAAAf0/JyVC-39qzKI/w649-h865-no/IMG_0533.JPG
[04:46:57] <NickParker> black things in the top by the red transformer control direction
[04:49:56] <kwallace> I think you can do 0 to 10 with PWM. I found a level converter chip that converts Vcc to Vdd, so Vdd could be 10V, Vcc could be 3 or 5V, or use a optocoupler if you use a fast one.
[04:51:58] <kwallace> Driving those relays should not be a problem with small solid state relays.
[04:55:00] -!- The_Ball has quit [Read error: Connection reset by peer]
[04:56:30] <NickParker> ok cool so I think my spindle control is set
[04:56:57] <NickParker> and I think I will try using arduinos to interpret step/dir
[04:57:40] <NickParker> because the extra reliability of the 6i25 sounds like a good thing
[04:58:50] <kwallace> I just remembered anther option:
http://pico-systems.com/stepdir.html
[04:59:57] <NickParker> oh that's slick. Way smarter than an arduino.
[05:00:06] <NickParker> also, do you use half stepping with your shiz?
[05:00:17] <NickParker> I've been wondering if that would work. Didn't really see why not
[05:02:51] -!- Fox_Muldr has quit [Ping timeout: 260 seconds]
[05:03:42] <kwallace> Yes, I'm using half-stepping to get .0005" resolution.
[05:03:51] -!- Laremere has quit [Ping timeout: 272 seconds]
[05:04:56] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01ebb8.pool.mediaWays.net] has joined #linuxcnc
[05:12:00] -!- The_Ball [The_Ball!~ballen@c114-77-185-26.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[05:16:52] -!- ve7it has quit [Remote host closed the connection]
[05:17:17] -!- Nekosan has quit [Quit: later folks...]
[05:35:51] -!- mrsun has quit [Ping timeout: 245 seconds]
[05:45:20] -!- geografa has quit [Quit: Computer has gone to sleep.]
[05:46:38] -!- terabyte- has quit [Quit: terabyte-]
[05:47:26] -!- psha [psha!~psha@213.208.162.67] has joined #linuxcnc
[05:48:22] -!- mrsun [mrsun!~mrsun@c-643de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[05:49:32] -!- kwallace [kwallace!~kwallace@smb-85.sonnet.com] has parted #linuxcnc
[05:49:43] -!- gambakufu has quit [Ping timeout: 272 seconds]
[05:54:32] <MacGalempsy> evening all
[05:54:48] -!- gambakufu [gambakufu!~ah@bzq-84-110-75-252.red.bezeqint.net] has joined #linuxcnc
[06:03:36] -!- kwallace1 [kwallace1!~kwallace@smb-135.sonnet.com] has joined #linuxcnc
[06:13:30] <MacGalempsy> kwallace1: when you tested your servos. did you disconnect them from the ballscrews?
[06:15:07] -!- somenewguy has quit [Ping timeout: 260 seconds]
[06:15:35] -!- gambakufu has quit [Ping timeout: 260 seconds]
[06:17:05] <kwallace1> No, but as I was building the system, I did a bit of manual testing before powering up. So with the motor power off, I manually moved the screws to make sure the motion and encoders agreed.
[06:18:11] -!- gambakufu [gambakufu!~ah@bzq-84-110-75-252.red.bezeqint.net] has joined #linuxcnc
[06:18:24] <kwallace1> Then I used a low motor voltage to get the amps set, then went to full voltage for tuning.
[06:23:44] -!- Valen has quit [Quit: Leaving.]
[06:24:02] -!- Valen [Valen!~Valen@c211-28-237-68.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[06:25:08] <MacGalempsy> what I am trying to avoid disconnecting the drive belts, if possible
[06:26:48] -!- smart2440 has quit [Ping timeout: 265 seconds]
[06:30:00] -!- somenewguy [somenewguy!~chatzilla@pool-98-110-182-215.bstnma.fios.verizon.net] has joined #linuxcnc
[06:31:53] -!- archivist_herron has quit [Ping timeout: 272 seconds]
[06:43:57] -!- _DJ_ [_DJ_!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:44:00] <_DJ_> moin
[06:44:31] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[06:47:39] -!- kwallace1 [kwallace1!~kwallace@smb-135.sonnet.com] has parted #linuxcnc
[06:47:42] -!- mackerski has quit [Quit: mackerski]
[07:01:01] -!- gimps has quit [Read error: Connection reset by peer]
[07:01:11] -!- gimps [gimps!~noone@unaffiliated/gimps] has joined #linuxcnc
[07:20:42] -!- tjb1 has quit [Quit: Leaving.]
[07:21:17] -!- tjb1 [tjb1!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[07:27:19] -!- asdfasd [asdfasd!123456@149.241.143.189] has joined #linuxcnc
[07:29:34] -!- sumpfralle [sumpfralle!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[07:30:00] -!- vladimirek [vladimirek!~vladimire@95.105.250.72] has joined #linuxcnc
[07:41:17] -!- mle has quit [Ping timeout: 272 seconds]
[07:42:21] -!- Simooon [Simooon!~simon@h195.natout.aau.dk] has joined #linuxcnc
[07:57:32] -!- The_Ball has quit [Read error: Connection reset by peer]
[07:59:03] -!- Thetawaves_ has quit [Quit: This computer has gone to sleep]
[08:02:55] -!- archivist_herron has quit [Ping timeout: 245 seconds]
[08:13:44] -!- The_Ball [The_Ball!~ballen@c114-77-185-26.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[08:16:18] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[08:25:48] <false> goodmorning
[08:29:45] <false> Is it true that you can't do arithmetic inside an ABS function in classicladder? ABS(%-%)<13 for example?
[08:30:12] <false> Can't find any mention of this but it does not work
[08:38:16] -!- rob_h [rob_h!~rob_h@90.218.174.231] has joined #linuxcnc
[08:52:55] -!- Thetawaves_ [Thetawaves_!~Thetawave@114-68-237-24.gci.net] has joined #linuxcnc
[08:56:14] -!- lucashodge has quit [Quit: Goodbye all.]
[09:01:21] -!- somenewguy has quit [Ping timeout: 272 seconds]
[09:16:25] -!- somenewguy [somenewguy!~chatzilla@pool-98-110-182-215.bstnma.fios.verizon.net] has joined #linuxcnc
[09:25:26] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[10:04:03] -!- Komzpa has quit [Read error: Connection reset by peer]
[10:25:26] -!- kiw has quit [Ping timeout: 245 seconds]
[10:26:03] -!- Thetawaves_ has quit [Quit: This computer has gone to sleep]
[10:26:56] <jthornton> false, I'd say if it don't work and it's not in the manual that you are correct
[10:28:08] -!- ktchk [ktchk!~eddie6929@n219073007196.netvigator.com] has joined #linuxcnc
[10:29:57] -!- ktchk [ktchk!~eddie6929@n219073007196.netvigator.com] has parted #linuxcnc
[10:31:12] <false> Yeah, thought I might have the syntax wrong, but looking at the source it doesn't allow for calculations inside the abs
[10:39:02] -!- Blorb has quit [Ping timeout: 240 seconds]
[10:49:26] -!- skunkworks has quit [Remote host closed the connection]
[10:51:41] -!- Komzpa has quit [Ping timeout: 245 seconds]
[11:08:12] -!- stsydow has quit [Quit: Leaving]
[11:08:36] <MacGalempsy> morning
[11:10:33] <jthornton> morning
[11:11:39] <MacGalempsy> how are things going today?
[11:12:47] <MacGalempsy> been studying the integrators manual, users manual and HAL tutorial. hoping later today I begin wiring up my mesa boards
[11:13:11] <jthornton> nice
[11:13:32] <jthornton> make sure your jumpers are set correctly for your 5v
[11:14:05] <MacGalempsy> I will proably post my wiring diagram for comments before taking the plunge
[11:15:35] -!- mackerski has quit [Quit: mackerski]
[11:17:44] <MacGalempsy> trying to get the balls to hook up the 230v to the machine and start testing a few voltages0. the big transformer,rectifier and choke come out to 48v dc, assume thats for the servos. can the lines to the servo amplifiers be wired to a common power and ground?
[11:37:32] -!- mackerski has quit [Quit: mackerski]
[11:43:08] -!- stsydow has quit [Ping timeout: 240 seconds]
[11:53:02] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:04:35] -!- Valen has quit [Quit: Leaving.]
[12:11:26] -!- skorasaurus has quit [Ping timeout: 240 seconds]
[12:45:25] -!- NickParker has quit [Ping timeout: 245 seconds]
[12:56:57] -!- md-2 has quit [Remote host closed the connection]
[13:01:48] -!- md-2 has quit [Ping timeout: 240 seconds]
[13:01:48] -!- terabyte- [terabyte-!~terabyte@c-76-108-132-114.hsd1.fl.comcast.net] has joined #linuxcnc
[13:04:46] -!- phantoxeD [phantoxeD!destroy@a89-154-113-87.cpe.netcabo.pt] has joined #linuxcnc
[13:07:49] -!- phantoneD has quit [Ping timeout: 248 seconds]
[13:11:28] -!- psha has quit [Quit: Lost terminal]
[13:12:53] -!- Valen [Valen!~Valen@c211-28-237-68.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[13:20:19] -!- PetefromTn [PetefromTn!~PetefromT@172.56.20.139] has joined #linuxcnc
[13:20:30] -!- slav0nic has quit [Remote host closed the connection]
[13:23:20] -!- mrsun has quit [Ping timeout: 245 seconds]
[13:23:48] -!- Cylly [Cylly!cylly@p54B138D0.dip0.t-ipconnect.de] has joined #linuxcnc
[13:24:36] -!- Loetmichel has quit [Ping timeout: 245 seconds]
[13:35:26] -!- PetefromTn has quit [Ping timeout: 245 seconds]
[13:38:20] -!- md-2 has quit [Remote host closed the connection]
[13:38:45] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:39:14] -!- mrsun [mrsun!~mrsun@c-643de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[13:43:02] md2 is now known as Guest32042
[13:43:22] -!- md-2 has quit [Read error: No route to host]
[14:00:20] -!- tmcw has quit [Remote host closed the connection]
[14:02:53] -!- Simooon has quit [Quit: Leaving]
[14:06:07] -!- kwallace [kwallace!~kwallace@tmb-234.sonnet.com] has joined #linuxcnc
[14:10:41] Cylly is now known as Loetmichel
[14:14:32] -!- Valen has quit [Quit: Leaving.]
[14:54:23] -!- phantoxeD has quit [Ping timeout: 272 seconds]
[15:14:28] -!- smart2440 [smart2440!~AndChat41@114.222.247.249] has joined #linuxcnc
[15:22:40] -!- Connor [Connor!~Connor@75.76.30.113] has joined #linuxcnc
[15:33:18] -!- Laremere has quit [Ping timeout: 252 seconds]
[15:35:48] -!- chillly has quit [Quit: Leaving]
[15:46:01] -!- WalterN has quit [Ping timeout: 245 seconds]
[15:46:08] -!- exco_ has quit [Remote host closed the connection]
[15:48:11] -!- mozmck has quit [Ping timeout: 248 seconds]
[15:50:43] -!- mozmck [mozmck!~moses@client-67.210.159.209.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[15:53:57] -!- WalterN [WalterN!~luna@or-76-2-16-221.dhcp.embarqhsd.net] has joined #linuxcnc
[15:59:17] -!- jfire has quit [Quit: Leaving.]
[16:00:19] -!- Nick001-shop [Nick001-shop!~chatzilla@plns-66-33-248-45-pppoe.dsl.plns.epix.net] has joined #linuxcnc
[16:00:42] -!- syyl- [syyl-!~syyl@p4FD12DDF.dip0.t-ipconnect.de] has joined #linuxcnc
[16:03:56] -!- WalterN has quit [Ping timeout: 245 seconds]
[16:04:03] -!- syyl-- has quit [Ping timeout: 260 seconds]
[16:17:24] -!- thomaslindstr_m has quit [Remote host closed the connection]
[16:19:13] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-97-51-dynip.superkabel.de] has joined #linuxcnc
[16:19:17] <IchGuckLive> hi all B)
[16:22:59] -!- syyl_ws [syyl_ws!~sg@p4FD12DDF.dip0.t-ipconnect.de] has joined #linuxcnc
[16:23:26] -!- tmcw has quit [Remote host closed the connection]
[16:24:00] -!- mrsun has quit [Quit: Leaving]
[16:25:13] -!- andypugh [andypugh!~andy2@cpc16-basl9-2-0-cust685.20-1.cable.virginmedia.com] has joined #linuxcnc
[16:26:51] -!- mrsun [mrsun!~mrsun@c-643de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[16:31:12] -!- mackerski has quit [Quit: mackerski]
[16:31:53] -!- phantoxeD [phantoxeD!destroy@a89-154-113-87.cpe.netcabo.pt] has joined #linuxcnc
[16:37:15] -!- pjm has quit [Read error: Connection reset by peer]
[16:38:08] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[16:44:55] -!- krusty_ar has quit [Remote host closed the connection]
[16:45:34] <IchGuckLive> somenewguy: ?
[16:48:56] -!- DaViruz has quit [Ping timeout: 245 seconds]
[16:51:04] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[17:04:58] <mrsun> hmm that page with different collet systems and their measurments etc ? :)
[17:04:59] <mrsun> anyone ?
[17:05:04] <mrsun> archivist, ... :P
[17:05:31] <IchGuckLive> ER12-ER25
[17:05:44] <IchGuckLive> ER32
[17:06:00] <archivist> there are others that er series
[17:06:02] <mrsun> is all ER collets 16 degree taper? :)
[17:06:07] <archivist> than
[17:06:28] <mrsun> i found a page before that had tapers etc of spindles and collets etc.. lost it :/
[17:06:37] <archivist> back or front taper
[17:06:44] <IchGuckLive> mrsun:
http://www.sandvik.coromant.com/SiteCollectionImages/Technical%20guide/Snapshots/us/G%20Tool%20holding/g122_large_us.jpg
[17:07:20] <mrsun> back i guess, the one that goes into the chuck and not the nut =)
[17:07:53] <archivist> http://www.tools-n-gizmos.com/specs/Tapers.html
[17:08:11] <mrsun> yes! =)
[17:08:25] <mrsun> i didnt recognize the url .. had that int he search results several times :P
[17:08:53] <mrsun> but ER isnt with there but good to have anyways =)
[17:08:56] <archivist> I have an odd taper on my horizontal mill
[17:09:31] <jthornton> whitworth taper?
[17:09:54] <archivist> no an inbetween iso
[17:10:22] <IchGuckLive> Folks someone can check the audio and vid quality on the CRC-SUB tutorial
http://www.youtube.com/watch?v=6Zw_TIX4ofA
[17:11:19] -!- DaViruz [DaViruz!~daviruz@c83-253-207-191.bredband.comhem.se] has joined #linuxcnc
[17:13:57] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[17:15:43] -!- mle has quit [Ping timeout: 272 seconds]
[17:16:23] -!- maximilian_h [maximilian_h!~bonsai@p549DF5FB.dip0.t-ipconnect.de] has joined #linuxcnc
[17:16:24] -!- adb_ [adb_!~IonMoldom@2a02:1205:501c:95f0:baac:6fff:fe67:305f] has joined #linuxcnc
[17:18:19] <IchGuckLive> no commant on the youtube video ?
[17:20:54] -!- WalterN [WalterN!~luna@or-76-2-21-139.dhcp.embarqhsd.net] has joined #linuxcnc
[17:21:27] <mrsun> i cant see videos on youtube if i do not go for the "embed" version, and its disabled ont he video
[17:21:34] <mrsun> stupid youtube has been broken for two days
[17:21:57] <IchGuckLive> ok thanks
[17:24:17] <mrsun> oh well, time to go and setup the lathe for cutting some threads
[17:25:01] <kwallace> The first 20 seconds looks and sounds fine to me.
[17:25:19] <IchGuckLive> kwallace: thanks
[17:26:19] -!- Guest32042 has quit [Remote host closed the connection]
[17:26:24] <pcw_home> Sounds fine to me as well
[17:31:16] -!- md-2 has quit [Ping timeout: 245 seconds]
[17:32:42] <IchGuckLive> SMILES ;-)
[17:32:55] -!- mozmck has quit [Quit: Leaving.]
[17:34:01] -!- mozmck [mozmck!~moses@client-67.210.159.209.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[17:34:53] -!- joe9 [joe9!~user@ip70-179-153-227.fv.ks.cox.net] has joined #linuxcnc
[17:35:53] -!- PetefromTn [PetefromTn!~quassel@66-168-88-82.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[17:37:24] <PetefromTn> Afternoon folks..
[17:38:35] -!- theorbtwo has quit [Read error: Operation timed out]
[17:41:05] -!- theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #linuxcnc
[17:48:44] <WalterN> hey
[17:50:14] -!- isasha [isasha!sasha@hackerspace.fixme.ch] has joined #linuxcnc
[17:50:25] -!- kwallace_shop [kwallace_shop!~kwallace@tmb-234.sonnet.com] has joined #linuxcnc
[17:50:32] <isasha> Hai. I couldn't find a general CNC IRC channel, but I still have a relevant question ;)
[17:50:55] <isasha> Can I machine a closet key with a CNC machine? I've made and printed a 3D model, but it was to frail and broke in the lock
[17:51:47] <archivist> I would say yes
[17:51:49] <IchGuckLive> isasha: welcome out of
[17:52:05] <IchGuckLive> isasha: Material for the key
[17:52:12] <isasha> Here are some pics of what I'm up against:
http://imgur.com/a/sleNs
[17:52:24] <PetefromTn> Hey..
[17:52:36] <IchGuckLive> and the standart keys you can buy anywhere in the world shoudt fit for less then 5USD
[17:53:09] <isasha> Heh, doubt I can buy them here for 5 USD. But as long as you have the blank, how would I make it into a key?
[17:53:18] <IchGuckLive> isasha: wHat continent are you on
[17:53:20] <isasha> (I have absolutely zero experience with a CNC machine FIY)
[17:53:26] <isasha> IchGuckLive Europe, Switzerland
[17:53:30] <PetefromTn> Yeah I would just try to find one online somewhere making that would be difficult unless you 3d print it from metal.
[17:53:35] <IchGuckLive> ich sitz in Deutschland
[17:53:40] <WalterN> you could make that easily enough in a manual lathe and mill
[17:53:53] <IchGuckLive> isasha: Roller has all the stuff you need
[17:54:15] <isasha> this?
http://www.roller.ch/index.php?id=6
[17:54:27] <IchGuckLive> Switzerland is french italian and german what side are you
[17:54:28] <archivist> I get blanks from local locksmiths shop
[17:54:34] <isasha> French ;)
[17:57:03] <IchGuckLive> isasha: bonsoir le position Bitch frontière française
[17:57:14] <IchGuckLive> frontière française
[17:57:24] <IchGuckLive> http://otto-roller.eu/ Sorry
[17:57:51] <IchGuckLive> isasha: what is the next bigest town to you
[17:57:57] <isasha> Genf
[17:57:57] -!- Laremere has quit [Ping timeout: 248 seconds]
[17:58:07] <PetefromTn> Making the basic key shank that will open the door could indeed be done on a mill and lathe of course but I am pretty sure he wants a nice looking key with the ornate handle that looks like that one does which was most likely cast in a mold, machining one like that would be time consuming to say the least.
[17:58:21] <isasha> PetefromTn nah :P
[17:58:28] <isasha> Just so that I can open the cupboard/closet
[17:58:50] <PetefromTn> Then get yourself a mill and lathe and whittle away man!!
[17:59:01] <isasha> Ha!
[17:59:17] <isasha> At that rate it would be cheaper to get a locksmith
[17:59:50] <IchGuckLive> isasha: Périllat Ed. SA rue Eugène-Marziano 17 1227 Les Acacias
[18:00:24] <isasha> Okies I'll check it out
[18:00:30] <IchGuckLive> isasha: SFS unimarket SA rue Antoine-Jolivet 4 1227 Carouge GE
[18:00:41] <isasha> Look, I'll have a look I have google too ;)
[18:01:07] <isasha> I just feel defeated because I was unable to print my own key for free :/
[18:01:45] <PetefromTn> Try a different material, make it hollow possibly and embed a piece of steel inside it with epoxy or something....
[18:02:03] -!- md-2 has quit [Ping timeout: 248 seconds]
[18:02:08] <archivist> use a file only takes a few minutes
[18:02:10] <theorbtwo> I know that there are at least some locksmiths that will happily cut you a key from a photo.
[18:02:16] <IchGuckLive> isasha: did you pull out the hole dor stuff to see the messurments of it and tryed to retrofit all
[18:02:57] <isasha> PetefromTn I'll try that again, issue is that either my measurements or the printer wasn't exact, took a lot of sanding
[18:03:04] <isasha> theorbtwo good to know
[18:03:31] <isasha> IchGuckLive no, I can't open the door at all, hence why I'm trying to do this. I took measurements from the faceplate.
[18:03:50] <isasha> Also, before anyone asks, there is another similar closet next to it, and no, they key from that one doesn't work.
[18:03:55] <IchGuckLive> isasha: im living in a hose build 1876 and otto-Roller yust got a 5m walk and got the old door stuff brand new at 50Eur
[18:04:06] -!- terabyte- has quit [Read error: Connection reset by peer]
[18:04:26] -!- terabyte- [terabyte-!~terabyte@c-76-108-132-114.hsd1.fl.comcast.net] has joined #linuxcnc
[18:04:44] <IchGuckLive> isasha: you can open that kind of key lock with a simple wire hook
[18:04:50] <archivist> I take the lock off the door, go to town to locksmiths and get the blank for me to file up
[18:05:11] <isasha> archivist problem is, the lock is on the inside, no way to get into it other than cutting through the door
[18:05:16] <isasha> IchGuckLive please tell me more
[18:05:19] <archivist> for antique clocks I make from scratch
[18:05:57] <archivist> isasha, locksmith could open the door
[18:06:08] <isasha> wow, really? I did not know.
[18:06:13] <archivist> call out fee though
[18:06:20] <IchGuckLive> isasha: 12,21 CHF
[18:06:21] <isasha> /sarcasm
[18:06:33] <isasha> IchGuckLive linky :) ?
[18:06:36] -!- evo4wrx has quit [Ping timeout: 268 seconds]
[18:06:37] -!- evo4wrx2 [evo4wrx2!~evo4wrx@203.161.81.14.static.amnet.net.au] has joined #linuxcnc
[18:07:07] <IchGuckLive> querry is the link
[18:08:01] <isasha> ya but I still can't get through the door, not much point in replacing it
[18:08:15] <isasha> I'm more interested in the simple wire hook technique :)
[18:08:50] <IchGuckLive> http://www.youtube.com/watch?v=roaznhdnzQE
[18:09:32] <cradek> seems like you need to take apart the other lock and look at it until you understand how it unlocks.
[18:09:38] <cradek> then the next steps will be very obvious to you
[18:09:43] <isasha> good idea
[18:10:04] <cradek> whether looping a wire or filing on a piece of metal or whatever
[18:10:35] <cradek> but you have made it much harder by using your 3d printer and filling the lock with broken plastic pieces
[18:10:46] <isasha> It fell through though :)
[18:10:57] <isasha> I can see through the lock with a flashlight
[18:11:10] <cradek> ah I thought the other looks like a closed box
[18:11:49] <cradek> can you unscrew or unpin the hinges? looks like they must be on the outside of the door
[18:12:01] <isasha> Nop, it's an ancient door
[18:12:38] <archivist> you could saw the bolt off without much damage
[18:13:03] <archivist> if a sprung bolt then even easier
[18:13:07] <isasha> archivist and how would I do that? just saw around the lock to take it out?
[18:13:16] <archivist> the gap
[18:13:31] <archivist> saw blade hand held
[18:13:41] <isasha> euh
[18:13:43] <IchGuckLive> im off bye
[18:13:49] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[18:13:51] <isasha> I think I'll try IchGuckLive's technique first
[18:14:22] <isasha> But I'm afraid the wire won't be solid enough to twist the ancient lock
[18:14:46] <archivist> some door locks can be opened by a credit card in the gap
[18:15:10] <isasha> archivist
http://imgur.com/a/sleNs
[18:15:12] <archivist> one springs the bolt pulling backwards
[18:16:48] <archivist> the rectangular part can be cut in the gap , best to use a skeleton key (locksmith)
[18:17:18] <isasha> I'll look into the spring hook thingy, if that doesn't work I'll probably get a blank and try to mill it myself. If that doesn't work (:P), then I guess I'd have to pay someone to do it from measurements.
[18:18:39] <archivist> I have used wire, fiddly but works
[18:19:02] <isasha> I'm just a bit concerned it won't be thick enough
[18:19:37] <archivist> I used about 1.5-2mm iirc
[18:20:00] <archivist> depends how many levers the lock has
[18:20:03] <isasha> Oh would it work if I just soldered together a bunch of thick wires? I don't have any really thick ones
[18:20:38] <archivist> use steel wire, needs some strength
[18:20:44] <Jymmm> archivist: probably only one lever
[18:20:50] <archivist> fencing wire
[18:20:57] <isasha> hmm good point
[18:21:33] <Jymmm> isasha: did you disassemble the lock itself?
[18:21:38] -!- motioncontrol [motioncontrol!~io@host81-35-dynamic.52-79-r.retail.telecomitalia.it] has joined #linuxcnc
[18:21:41] <isasha> No, it's still in the door, locked
[18:22:01] <isasha> brb
[18:22:09] <Jymmm> isasha: and you are trying to get a key, or just open the door?
[18:22:46] <Jymmm> isasha: If you just want the door open, just pick the lock.
[18:25:47] <Jymmm> isasha: Cn you take a closeup of this
http://i.imgur.com/G2W831Oh.jpg
[18:26:56] -!- vladimirek has quit [Remote host closed the connection]
[18:27:23] <andypugh> mrsun:
http://www.tools-n-gizmos.com/specs/ER_Collet.html
[18:27:34] <andypugh> (Not the info you need though).
[18:29:00] <andypugh> Maritool has a drawing:
http://www.maritool.com/Collets-ER-Collets-ER-Collet-Sets/c21_56_22/p1028/ER-32-COLLET-20-PIECE-ENGLISH-SET/product_info.html
[18:29:26] <andypugh> All 8 degrees.
[18:29:36] -!- Connor has quit [Read error: No route to host]
[18:32:40] -!- syyl_ws has quit [Remote host closed the connection]
[18:37:02] <archivist> mrsun,
http://www.collection.archivist.info/archive/mirror/REGO-FIX_ER_Dimensions_ER_Collets.pdf
[18:41:04] <archivist> mrsun, better includes the cavity
http://www.collection.archivist.info/archive/mirror/Rego_fix/
[18:44:52] -!- afiber__ [afiber__!~sabayonus@p2003005BE981FE01BE5FF4FFFE4A972D.dip0.t-ipconnect.de] has joined #linuxcnc
[18:46:41] -!- kiw has quit [Ping timeout: 245 seconds]
[18:47:30] -!- c60 [c60!~c60cnc@50.93.63.212] has joined #linuxcnc
[18:59:01] -!- `Nerobro_ [`Nerobro_!fwuser@216.146.70.241] has joined #linuxcnc
[19:01:07] -!- `Nerobro has quit [Ping timeout: 272 seconds]
[19:02:16] -!- ler_hydra [ler_hydra!~ler_hydra@46.239.120.165] has joined #linuxcnc
[19:12:28] -!- tandoori [tandoori!~snow@unaffiliated/tandoori] has joined #linuxcnc
[19:12:35] <tandoori> moo
[19:13:14] <tandoori> so then, i was asking a question, like would it be better to build or buy a cnc mill
[19:13:22] <tandoori> pros and cons
[19:13:35] <archivist> depends :)
[19:14:18] <archivist> make one and you will learn why industrial machines are big and solid
[19:14:34] <Tom_itx> if i win the lottery, i'm gonna go buy a new mori seki VMC
[19:15:29] <tandoori> archivist: i dont know...it increases precision?
[19:15:53] <Tom_itx> rigidity
[19:15:56] <archivist> tandoori, a common thing to do is retrofit an industrial manual machine
[19:16:14] <Tom_itx> or find a cnc with the control shot
[19:16:37] <archivist> you need rigidity to get a better finish and not break tooling
[19:17:43] <tandoori> it would be better for me to get separate pieces and go from there, i guess
[19:18:16] <archivist> pieces of what
[19:20:41] <tandoori> https://www.inventables.com/technologies/desktop-cnc-mill-kits-shapeoko-2
[19:20:46] <tandoori> heh look at that
[19:21:59] <WalterN> I wouldent get that
[19:22:07] <archivist> rather light weight flimsy machine to consider cutting metal
[19:22:40] <PetefromTn> I think the best bet short of buying new is to buy a used machine tool in good shape with a blown control and retrofit the control having already done a retrofit on a manual machine. Much easier.
[19:23:22] <archivist> I agree my lathe was easy as it was already cnc
[19:23:49] <tandoori> i don't know what any of that means. i am an electrical guy, not mechanical
[19:23:55] <Tom_itx> that's silly
[19:24:05] <Tom_itx> it uses a dremem for a spindle
[19:24:12] <Tom_itx> dremel*
[19:24:15] <Tom_itx> bad idea
[19:24:17] <tandoori> furthermore, everytime i mention a mill that i like, i always get the response 'i wouldn't get that'
[19:24:20] * tandoori chuckles
[19:24:41] <Tom_itx> so start looking for a heavier one
[19:25:25] <tandoori> a heavier what?
[19:25:38] <tandoori> aren't the heavy ones thousands of dollars?
[19:25:52] <WalterN> heavier, and make sure it has ballscrews, and preferably servo motors
[19:25:55] <tandoori> im saving for my house, i dont have that kind of money to just throw around, lol
[19:26:15] <tandoori> now i know what a servo motor is, not sure what a ballscrew is
[19:26:21] <archivist> tandoori, you can get an old machine for scrap value
[19:26:24] <tandoori> i know what a balljoint is like on an automobile
[19:26:45] <WalterN> yeah, get an old machine, like one with a bandit controller
[19:26:51] <WalterN> for $1000 or something
[19:27:32] <tandoori> WalterN: i wont be rich until i am 30 years old
[19:27:39] <tandoori> and that's a few years away
[19:28:06] -!- henrikbj [henrikbj!~chatzilla@3804ds1-bol.0.fullrate.dk] has joined #linuxcnc
[19:28:18] <archivist> my 5 axis probably is under £600 total cost
[19:28:30] <tandoori> thats around 1200 USD
[19:28:42] * tandoori pinches archivist's cheek
[19:28:53] <archivist> built it over a year or two
[19:29:24] <tandoori> if i build or get something like that, it had better be able to machine automobile parts
[19:29:26] <archivist> was cutting gears with only two axes
[19:30:36] <archivist> went to three within days, the Z remaining manual for a while
[19:31:11] <PetefromTn> Sounds like you are maybe not ready to have a CNC mill then LOL
[19:31:17] <WalterN> yeah
[19:31:31] <WalterN> I wouldent touch anything until there is about $1000 free
[19:31:34] <tandoori> i mostly want one to machine pcbs for my electronic projects. i think the results is much better than other methods
[19:31:57] <Tom_itx> i'm not sure i agree with that
[19:32:04] <PetefromTn> You can do that with a decent flatbed router, don't need a mill.
[19:32:14] <archivist> the machine needs to be reasinable with no backlash to do pcbs
[19:32:26] <archivist> reasonable
[19:32:43] <PetefromTn> My pal Art built an all aluminum router that makes PCB's pretty nice.
[19:32:47] <archivist> the ballscrews matter for pcb work
[19:33:07] -!- derethor [derethor!~derethor@27.43.223.87.dynamic.jazztel.es] has joined #linuxcnc
[19:33:23] <WalterN> a lot
[19:33:33] <tandoori> Tom_itx: its my opinion, whether or not you agree is notwithstanding
[19:33:50] -!- maximilian_h has quit [Quit: Leaving.]
[19:34:17] <tandoori> so this backlash, is that some kind of bounce effect?
[19:34:48] <PetefromTn> Its what happens when newbs come on asking for how to buy a CNC mill for a dollar LOL.
[19:34:52] <tandoori> is/are
[19:35:05] <archivist> no, the screw turns but the axis does not move for a few thou
[19:35:21] <archivist> play in the nut
[19:35:26] -!- henrikbj [henrikbj!~chatzilla@3804ds1-bol.0.fullrate.dk] has parted #linuxcnc
[19:35:39] <Tom_itx> tandoori, i get quite good results with the laser toner transfer method:
http://tom-itx.dyndns.org:81/~webpage/etching/etch6.jpg http://tom-itx.dyndns.org:81/~webpage/temp/tiny/tinyboard1.jpg
[19:35:46] <tandoori> PetefromTn: im here to gather info. and support
[19:35:59] <Tom_itx> and alot cheaper than a mill for it
[19:36:13] <Tom_itx> but i've got a mill as well
[19:36:15] <PetefromTn> tandoori: Just bustin' yer chops man....You've come to the right place.
[19:36:18] <tandoori> my point is that if i pony that much money, it had better be a damn good mill
[19:36:25] <tandoori> :-D yay
[19:36:28] <PetefromTn> How much money...
[19:36:35] <tandoori> 1k +
[19:36:44] <Tom_itx> 1k isn't much for a mill really
[19:36:55] * tandoori chuckles
[19:37:01] <tandoori> so it seems
[19:37:03] <PetefromTn> You are not gonna find a damn good mill for 1k, maybe a small tabletop router
[19:37:17] <WalterN> tandoori:
http://www.artcotools.com/compete-nsk-e3000-series-spindle-system-60-000-rpm.html
[19:37:27] <PetefromTn> Do you understand the difference between a mill and a router?
[19:37:50] -!- skunkworks_ [skunkworks_!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[19:38:07] -!- skunkworks has quit [Ping timeout: 272 seconds]
[19:39:18] <WalterN> that spindle and driver runs about $3,000
[19:40:38] <tandoori> sheesh, i dont think i would need something that...
[19:40:42] <tandoori> what is the word?
[19:40:42] <archivist> I used a lathe headstock as my mill spindle
[19:40:49] -!- skunkworks_ has quit [Client Quit]
[19:40:49] <tandoori> precise
[19:40:52] <archivist> cheap
[19:41:11] <archivist> scrap a lathe use the bits
[19:41:46] <WalterN> you dont think a PCB does not need to be that precise?
[19:41:49] <WalterN> o.0
[19:41:55] <WalterN> erm
[19:42:09] <WalterN> *dont think a PCB needs to be that precise
[19:42:29] <tandoori> so what i need is a router and not a mill
[19:44:21] <PetefromTn> tandoori: Hey man you might check out Microcarve, that guy makes some sweet little routers that would be good for that kinda thing from MDF and ships them take down style. They are even able to cut some metal. Check them out...
[19:45:19] <WalterN> whats that dinky little ..
[19:45:22] <WalterN> sherline?
[19:45:47] <WalterN> http://www.sherline.com/
[19:45:57] <WalterN> they make little CNC mill things
[19:46:03] <PetefromTn> You need to contact him thru the CNCzone...forum.
[19:46:14] <WalterN> I dont like them because they are too lightweight
[19:46:49] <tandoori> must be nice to have thousands of dollars to throw around, and here i was being given shite for wanting to build a 800K house (land, materials, furniture and labour included) in a couple of years.
[19:47:28] <tandoori> i'll just stick with the toner transfer method for now
[19:47:30] <archivist> here is mine at the two cnc rest manual stage
http://www.archivist.info/cnc/stage4/P2030017.JPG
[19:48:02] -!- grummund has quit [Remote host closed the connection]
[19:48:23] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[19:48:59] <tandoori> nice heavy duty machine
[19:49:28] <archivist> the column at that stage was terrible
[19:50:34] <tandoori> not sure what that means, but I will agree with you
[19:50:55] <PetefromTn> http://www.microcarve.com/forum/forumdisplay.php?fid=53
[19:50:57] <archivist> needed a lot of extra rigidity, the bottom XY was £15, the lathe free, the rotary borrowed, the stepper on the right new
[19:51:09] <PetefromTn> http://www.microcarve.com/forum/attachment.php?aid=42
[19:52:04] <tandoori> well, i wont be able to afford any decent cnc (machine, be it mill or router or otherwise) until I get my home built anyway
[19:52:34] -!- grummund has quit [Ping timeout: 246 seconds]
[19:53:18] <WalterN> need a place to put stuff
[19:53:19] <archivist> the aluminium in that image was from a scrap yard for a few pounds
[19:53:41] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[19:53:45] <WalterN> when you build the house, make sure it has at least CAT6 wire all through it, and three phase power going to the garage
[19:53:47] * toner transfer method is always superior ;P
[19:53:50] <tandoori> WalterN: not just that, I am poor-ish until then.
[19:54:28] <tandoori> lol, who do you think you are talking to? My house is going to have direct-DC outlets, and be off the grid with wind turbine and solar power generators
[19:55:10] <tandoori> oops
[19:55:13] <tandoori> sorry toner
[19:55:14] <tandoori> haha
[19:55:40] <PetefromTn> Anyone making anything cool with Lcnc today>
[19:56:33] <WalterN> good luck making your own power
[19:57:32] <tandoori> some of my personal designs are being built into this home. i am very excited. Luck? I don't need luck, its going to happen. Why are you so skeptical? you make it seem as if my home is going to be the first that is off the grid :-P
[19:58:09] <WalterN> unless you are in the peoples republic of califorina, I dont think it would be worth it
[19:58:26] -!- grummund has quit [Ping timeout: 264 seconds]
[19:58:31] <cradek> given natural gas for cooking and heating, and being in a climate where AC is not needed, and having a lifestyle that's not heavily dependent on electronics, that's quite possible
[19:58:37] <tandoori> has nothing to do about being 'worth it' has everything to do with 'doing it'
[19:58:43] <archivist> DC is a killer, AC is easier to distribute
[19:58:51] <cradek> (I meant air conditioning)
[19:58:53] <toner> tandoori: lol no worries
[19:59:03] <tandoori> archivist for long distances, yes, for short distances, DC is just fine
[19:59:05] <cradek> low voltage DC for lighting is fine
[19:59:20] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[19:59:25] <WalterN> running DC for stuff like LED lighting would be good
[19:59:27] <mozmck> I have always heated with wood. Gives me good exercise cutting it too.
[19:59:39] <WalterN> mozmck: same
[19:59:40] <cradek> mozmck: cooking too?
[19:59:44] <tandoori> WalterN: I like your way of thinking :-D
[20:00:18] <mozmck> cradek: when we had a power outage for over a week - yes! Worked fine, but would be better with a different woodstove.
[20:00:27] <WalterN> I need to buy/build a new wood heating stove too
[20:00:59] <cradek> ah so usually electricity
[20:01:07] <mozmck> I've thought about solar panels to run lights and smaller stuff. Problem with solar is it takes something like 20 years to break even on investment over paying the power company.
[20:01:07] <tandoori> yeah i am using stove and radiator method for heating. With fireplaces for aesthetic and light use
[20:01:15] <WalterN> heh
[20:01:28] <mozmck> cradek: yes, I don't have gas - would have to be propane if I did.
[20:01:28] <tandoori> mozmck: im not worried about that, because you would be paying for energy somehow anyway, right?
[20:01:42] <tandoori> why is it so important to 'break even' on an investment like that?
[20:01:46] <WalterN> I've always thought having a medium sized steam engine in the middle of the house would be awesome
[20:01:53] <cradek> mozmck: at my previous place we heated and cooked with propane - it was really expensive and I'm happy to be on city NG now.
[20:02:03] <tandoori> i mean, sure I could sell surplus power to the local energy company, but still
[20:02:06] <WalterN> for both heat and electricity, as well as something kinda awesome to 'showcase'
[20:02:19] <mozmck> tandoori: if you are rich it's no problem. I can't afford 20 years of power bills up front!
[20:02:30] <cradek> true -- it's not necessary to buy the cheapest power available, just like it's not necessary to buy the cheapest food available
[20:03:10] <mozmck> WalterN: that would be neat - I have a small steam engine waiting for me to get time to get it running.
[20:03:11] <tandoori> with the government grants and local rebates, this supply charge up front is coming out to about 10-15k
[20:03:12] <cradek> I know people [ahem] who buy the cheapest food available, and would scoff at paying more for clean electricity, but put premium gas in their cars
[20:03:27] <mozmck> small = about 4 ft tall
[20:03:38] <tandoori> you have no idea how many rebates I am getting for building such an energy efficient home
[20:03:47] * WalterN rolls eyes
[20:03:59] -!- grummund has quit [Ping timeout: 260 seconds]
[20:04:02] <mozmck> tandoori: yes I do - I'm helping pay for it with my taxes.
[20:04:05] <WalterN> so you get taxed and some fraction of that tax money gets back to you
[20:04:18] <tandoori> from local, state and federal.
[20:04:29] <PetefromTn> http://www.youtube.com/watch?v=sZuyTvE4nX8
[20:04:35] <PetefromTn> Love this idea...
[20:04:36] <WalterN> because of subsidized stuff centered around 'energy efficiency'
[20:04:41] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[20:05:41] <tandoori> why so upset? if you were having a home built, wouldn't you take advantage of some of the energy efficiency credits? even if it were just installing the windows or maybe an HE washer/drier?
[20:05:54] <tandoori> thats why they are there, so more people would do it
[20:06:21] -!- PetefromTn has quit [Remote host closed the connection]
[20:06:35] <WalterN> I might, but that does not mean I would like it
[20:06:41] <mozmck> didn't say I was so upset - just thinking of moving to china so I don't have to keep any of my money.
[20:06:42] * tandoori chuckles
[20:06:48] <WalterN> in the end it just means more taxes
[20:06:53] <tandoori> you just want to be upset, don't you? :-P
[20:08:43] <tandoori> i remember seeing a router, some fireball that was also told it was crap, do you still think it is crap?
[20:08:57] -!- grummund has quit [Ping timeout: 241 seconds]
[20:09:05] <WalterN> depends?
[20:09:39] <WalterN> I was looking at an ooold manual lathe at a wood mill local to me
[20:09:55] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[20:09:57] <WalterN> they are getting rid of it for the scrap price of steel
[20:10:01] <tandoori> oh and don't talk to me about taxes. the taxes for 5 acres is going to be a killer. more than five of you lot put together, i imagine :-P
[20:10:07] <tandoori> WalterN: let me find the link
[20:10:20] <WalterN> tandoori: what country are you living in?
[20:10:39] <tandoori> WalterN:
http://www.probotix.com/FireBall_Comet_cnc_router/
[20:10:46] <tandoori> i think thats it. there is also a v90 version
[20:11:07] <tandoori> WalterN: probably in the US, but I may live in canada. We are still looking at land prices.
[20:12:52] <tandoori> ive dreamed of living in Scandinavia, but everything is expensive in those countries.
[20:13:12] <WalterN> thats not a bad one, but you will probably want to replace the spindle with something more sane for what you want to do
[20:13:44] <tandoori> is that a bad spindle?
[20:13:49] <WalterN> look at it
[20:14:00] <WalterN> it looks like a common handheld tool
[20:14:34] * tandoori chuckles
[20:14:43] -!- grummund has quit [Ping timeout: 260 seconds]
[20:14:45] <WalterN> which is not going to be very accurate... will have a lot of vibration/chatter esp. with smaller tools
[20:15:23] <tandoori> but i thought i saw some examples of pcb routing
[20:15:25] <tandoori> hmm
[20:16:14] <mozmck> I think some of the handheld routers are pretty good. They have to be or they could not run long at 30000 rpm.
[20:16:41] <WalterN> enh
[20:16:56] <mozmck> I use a hitachi a little larger than that with an endmill to route wood, and it does quite well and is very smooth.
[20:17:07] <WalterN> not something I would trust with making PCB's
[20:17:29] <mozmck> We have done that with a worse spindle than that for sure.
[20:19:05] <WalterN> at the moment I'm busy making copper electrical connectors for the oil fields
[20:19:15] <WalterN> :3
[20:19:26] <WalterN> using 1.5" barstock
[20:19:36] <tandoori> http://www.probotix.com/FireBall_v90_cnc_router_kit/
[20:19:45] <tandoori> i actually wanted that :-P
[20:20:04] <tandoori> i imagine youre going to say thats only good for soft woods like pine
[20:20:25] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[20:21:53] * tandoori braces for the backlash
[20:22:33] -!- afiber__ has quit [Quit: Konversation terminated!]
[20:23:19] <WalterN> depends on if they are using an acme thread or ballscrew
[20:24:51] <WalterN> probably acme for that price
[20:25:19] <tandoori> hmm good question
[20:25:25] -!- grummund has quit [Remote host closed the connection]
[20:25:43] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[20:28:15] <WalterN> I should take a picture of some of this material
[20:28:19] <WalterN> erm
[20:28:27] <WalterN> the copper connectors I'm making
[20:28:48] <tandoori> id love to see
[20:30:02] -!- grummund has quit [Ping timeout: 256 seconds]
[20:32:53] -!- gambakufu has quit [Read error: Connection reset by peer]
[20:43:22] <Jymmm> Has anyone used/seen a "quick boot"?
http://tinyurl.com/qckboot
[20:45:32] <cradek> that could be a temporary fix to get you home to your real mechanic
[20:48:06] <Jymmm> cradek: I dont think it's a temporary fix
[20:48:47] <cradek> I'm saying it probably should be if you like your CV joint
[20:48:58] <cradek> those things are picky about being kept clean
[20:50:46] <Jymmm> cradek: It looks like it's slightly oversize so it fits over the existing torn boot, then BOLTS together a the split
[20:51:19] <Jymmm> cradek: Might actually be better, as it acts like a sleeve to the existing boot.
[20:53:06] -!- skorasaurus has quit [Quit: Elvis has left the building.]
[20:53:09] <cradek> wheels turn so far, and those boots have to be so flexible, I'd think having two layers it would just get chewed up.
[20:53:26] <cradek> some time turn your wheels all the way and then look at the boots and you'll see what I mean
[20:53:38] <_DJ_> gn8
[20:54:08] <Jymmm> cradek: Yeah, I know what you mean, but how often to you leave your car turned?
[20:54:29] <Jymmm> so it's not stretching constantly to it's limits
[20:54:40] -!- _DJ_ has quit [Quit: bye]
[20:55:56] <cradek> it's not leaving that what that would worry me, it's actually doing things like turning corners or U-turning
[20:56:52] <cradek> anyway I have no direct experience with them, but they look like a bad idea to me
[20:56:55] <Jymmm> Well, it beats replacing the axe at this point. It's $7 and if it
[20:57:31] <Jymmm> keeps the grease in/dirt out, I can't see anything bad at this point
[20:57:35] <cradek> is your CV dead yet? is it clicking?
[20:57:45] <Jymmm> I just bought the car
[20:58:00] <cradek> they don't have to replace the axle, but they DO pull it to replace the boot the right way
[20:58:07] <Jymmm> never heard any clicking, was just checking the brakes
[20:58:22] <Jymmm> It's cheaper to replce the axle than jsut the boot these days
[20:58:40] <cradek> huh
[20:58:43] <cradek> shows what I know
[20:59:15] <Jymmm> Well, by the time you do all the labor involved, just replace the whole thing, boots, bearings, etc
[20:59:43] <cradek> really replace the whole axle and CV joint? I figured they were expensive.
[20:59:43] <Jymmm> cradek:
http://www.youtube.com/watch?v=-S-ofMoWsr0
[21:00:06] <CaptHindsight> it's a temporary fix until you can swap the axle, as soon as the boot tears you start collecting abrasive material in the bearings
[21:01:00] <Jymmm> cradek: $60 complete.
[21:01:10] <CaptHindsight> there's more labor in rebuilding the cv joint than just swapping out the whole axle
[21:01:14] <Jymmm> boots $10/ea
[21:01:50] <Jymmm> CaptHindsight: have you used one? Looks semi-more perm than jsut "temporary"
[21:02:12] <CaptHindsight> the biggest pain sometimes is getting the old axle out due to corrosion
[21:02:34] <Jymmm> Axle removal
http://www.youtube.com/watch?v=jydxpsh13WQ
[21:03:02] <Jymmm> Axle rebuild
http://www.youtube.com/watch?v=-S-ofMoWsr0
[21:03:27] -!- c60 has quit [Quit: Lost terminal]
[21:03:52] <CaptHindsight> Jymmm: if the old boot tore while inside a garage and you replaced the boot immediately I'd say it should work, but the main problem is dust.dirt, sand etc that gets into the torn boot before you realize that it's torn
[21:04:10] <CaptHindsight> now you've been driving with abrasives in the joint
[21:05:25] <Jymmm> CaptHindsight: I do understnad that. It's a 1/2" rip, looks liek something on the road bounced up and nicked it. It's spit some grease out, but the cut is "closed" for the most part, so I think I'm safe from dirt, just have to replace the missing grease and seal.
[21:06:10] <Jymmm> I'll look inside for sure, but I'm not looking forware to boot/axle replacement
[21:06:17] <CaptHindsight> they generally don't die catastrophically
[21:06:38] <CaptHindsight> you'll just start noticing noise or clicking when in a tight turn
[21:06:44] <Jymmm> Yeah, so I think I caught it early enough that as long as I replace the rease and seal the hole I'll be good
[21:08:08] <CaptHindsight> I've driven with torn boots for thousands of miles
[21:08:40] <CaptHindsight> winter kills them faster with all the snow and road salt in the midwest
[21:09:15] <Jymmm> Yeah, just need to seal the nick
[21:11:35] <andypugh> Reading back: A router is meant for routing wood. Why would you expect it to work any worse just because it is being guided accurately by a machine rather than inaccuarately by a human?
[21:13:02] <andypugh> JT_Shop: You might like this:
http://paraffinalia.wordpress.com/2013/10/22/why-i-ride/
[21:14:36] -!- ler_hydra has quit [Remote host closed the connection]
[21:18:16] -!- krusty_ar has quit [Remote host closed the connection]
[21:18:24] <Jymmm> http://imgbin.org/index.php?page=image&id=15472
[21:20:49] -!- toner has quit [Ping timeout: 272 seconds]
[21:21:00] <CaptHindsight> a little juicy
[21:21:51] <cradek> Jymmm: wow you're right, $130 for one full axle for my car, but I'd have to transfer the abs sensor ring, however that works
[21:22:04] <Jymmm> http://www.autozone.com/autozone/parts/Speedi-Boot-Quick-Boot-CV/1988-Honda-Civic/_/N-ii15uZ6o205?itemIdentifier=764_165092_3550_
[21:22:41] <cradek> that's interesting to know
[21:22:48] <Jymmm> which?
[21:22:49] <cradek> pulling it is about the same labor though, I suppose
[21:22:51] <CaptHindsight> the ABS ring just slips on and off, sometimes there is a snap ring that you have to battle with
[21:23:01] -!- motioncontrol has quit [Quit: Sto andando via]
[21:23:32] <cradek> I don't recall what I paid for boot replacement
[21:23:41] <Jymmm> It's such a small nick, I think it's doable, which I could find reviews of it though.
[21:23:48] <Jymmm> the QuICK BOOT that is
[21:24:13] <cradek> maybe nobody will review it because they feel like a sucker for being out the $7 :-)
[21:24:41] <Jymmm> I'd waste $7 just to find out
[21:25:51] <cradek> yeah
[21:25:53] <CaptHindsight> http://image.made-in-china.com/2f0j00RedamCTIbEoB/ABS-Ring.jpg ABS ring
[21:26:01] <cradek> then make a video and you'll be internet-famous
[21:26:34] <cradek> heh mine looks like exactly none of those - yay vw
[21:26:51] <cradek> mine is more like an encoder disc
[21:27:11] <cradek> I only know this because I just replaced the sensor a couple weeks ago
[21:28:56] <CaptHindsight> http://www.globalsoftware-inc.com/coolerman/fj40/Page14BImages/P1220008.JPG birfields are a lot more work to replace
[21:29:17] <cradek> haha wow look at that price (I paid $65)
http://www.oreillyauto.com/site/c/detail/MPI0/2VSS76/01313.oap
[21:29:38] -!- odogono has quit [Quit: odogono]
[21:29:43] -!- gambakufu [gambakufu!~ah@bzq-84-110-75-252.red.bezeqint.net] has joined #linuxcnc
[21:29:49] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[21:31:21] <Jymmm> CaptHindsight: You're right, it's a temp fix. A friend is a mechanic at honda and asked around about them. But, beats an open nick
[21:33:25] <andypugh> cradek: Yikes! I think OEM Ford ones are nearer £30.
[21:33:42] -!- toner [toner!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[21:34:28] <cradek> andypugh: heh I traded in a ford to buy the vw and have not regretted it for one second.
[21:34:29] <CaptHindsight> I still do all my own work on them that's how I get >500K out of them before the body falls off
[21:35:16] <andypugh> US Fords don't seem as nice as the German ones.
[21:36:24] -!- ingsoc has quit [Quit: Leaving.]
[21:36:35] <CaptHindsight> they are a lot nicer than they used to be
[21:37:26] -!- stsydow has quit [Quit: Leaving]
[21:37:44] <CaptHindsight> we used to joke years ago, FORD = Fix Or Repair Daily
[21:37:56] -!- adb_ has quit [Remote host closed the connection]
[21:39:11] <CaptHindsight> but anything made in the US in the 70's-80's was pretty bad
[21:39:20] -!- andypugh has quit [Ping timeout: 240 seconds]
[21:40:25] -!- adb [adb!~IonMoldom@2a02:1205:501c:95f0:baac:6fff:fe67:305f] has joined #linuxcnc
[21:42:38] <CaptHindsight> how soft can they make steel? I swear some of the steering knuckles would strip out like they were made of aluminum
[21:43:25] -!- maximilian_h [maximilian_h!~bonsai@e181176242.adsl.alicedsl.de] has joined #linuxcnc
[21:43:28] -!- maximilian_h [maximilian_h!~bonsai@e181176242.adsl.alicedsl.de] has parted #linuxcnc
[21:43:38] -!- FinboySlick1 [FinboySlick1!~shark@squal.net] has joined #linuxcnc
[21:43:50] -!- FinboySlick1 has quit [Client Quit]
[21:43:52] <CaptHindsight> helicoil was a must for caliper mounting
[21:44:45] -!- FinboySlick has quit [Quit: Leaving.]
[21:44:56] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[21:45:00] -!- chillly has quit [Quit: Leaving]
[21:45:10] -!- andypugh [andypugh!~andy2@cpc16-basl9-2-0-cust685.20-1.cable.virginmedia.com] has joined #linuxcnc
[21:47:56] -!- terabyte- has quit [Quit: terabyte-]
[21:49:21] <CaptHindsight> andypugh: was the Ford 9" differential just a US thing? It was probably the most popular and strong rear ends to use for drag racing.
[21:49:48] -!- MacGalempsy has quit [Quit: No Ping reply in 180 seconds.]
[21:49:52] -!- jfire has quit [Quit: Leaving.]
[21:50:04] -!- MacGalempsy [MacGalempsy!~quassel@ip68-12-230-148.ok.ok.cox.net] has joined #linuxcnc
[21:50:06] -!- adb_ [adb_!~IonMoldom@2a02:1205:501c:95f0:baac:6fff:fe67:305f] has joined #linuxcnc
[21:50:14] -!- adb_ has quit [Remote host closed the connection]
[21:50:49] <CaptHindsight> http://www.kevinstang.com/Ninecase.htm
[21:51:42] -!- andypugh has quit [Ping timeout: 252 seconds]
[21:55:05] -!- derethor has quit [Quit: Leaving]
[22:01:10] -!- andypugh [andypugh!~andy2@cpc16-basl9-2-0-cust685.20-1.cable.virginmedia.com] has joined #linuxcnc
[22:02:29] -!- MacGalempsy has quit [Quit: No Ping reply in 180 seconds.]
[22:05:08] -!- MacGalempsy [MacGalempsy!~quassel@ip68-12-230-148.ok.ok.cox.net] has joined #linuxcnc
[22:14:29] -!- md-2 has quit [Remote host closed the connection]
[22:17:34] <somenewguy> am I on?
[22:18:08] <alex_joni> nope
[22:18:19] <somenewguy> dang
[22:18:27] <somenewguy> well, let me know when you can see what I am typing
[22:18:33] <alex_joni> :)
[22:18:59] <somenewguy> seen? ichgucklive
[22:19:20] <somenewguy> man I'll never get the syntax right on that
[22:21:50] <somenewguy> anyone have a macro/wizard for generating gcode to face a part in a non-Z axis?
[22:22:00] -!- sumpfralle [sumpfralle!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[22:22:02] <somenewguy> the existing one only does it in the XY plane
[22:34:21] <CaptHindsight> http://imagebin.org/274570 how do you grind your bits for your fly cutter?
[22:41:22] -!- Valen [Valen!~Valen@c211-28-237-68.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[22:42:35] -!- Servos4ever [Servos4ever!~chatzilla@173-87-52-170.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[22:47:15] -!- adb has quit [Ping timeout: 252 seconds]
[22:47:55] <andypugh> somenewguy: I don't understand the question...
[22:50:33] <somenewguy> AH
[22:50:38] <somenewguy> didn't mean to yell
[22:50:54] <somenewguy> one of the simple g-code generators out there is to face a part using a mill
[22:51:13] -!- geografa has quit [Quit: Computer has gone to sleep.]
[22:51:16] <somenewguy> but it only does it in the XY plane, I was wondering if anyone had a similar tool that did any plane
[22:51:50] -!- mhaberler has quit [Quit: mhaberler]
[22:52:01] <somenewguy> I am writing a subroutine to do it, but it is such a common task I assume it already exists and whatever someone else made is almost deffinatly better than mine
[22:57:56] -!- sirdancealot has quit [Ping timeout: 245 seconds]
[22:58:59] <andypugh> I tend to use the lathe for facing stuff. :-)
[22:59:19] <andypugh> But then, I even use my mill as a lathe sometimes:
http://www.youtube.com/watch?v=0rwoD2vZUl0&feature=share&list=UUexvgsGz_QFvOublovDYoTQ
[22:59:37] <andypugh> (Longer version of the video from yesterday, with the finished pulley in action)
[23:04:59] <CaptHindsight> http://www.youtube.com/watch?v=M7sji1zXVf0 Using lathe tools with flycutter
[23:06:13] <andypugh> He needs a proper mill :-)
[23:06:26] -!- jfire has quit [Quit: Leaving.]
[23:08:14] -!- asdfasd has quit [Ping timeout: 240 seconds]
[23:11:51] <CaptHindsight> http://www.youtube.com/watch?v=FMNkPCtkM80 MVP Fly Cutter
[23:21:51] -!- jfire has quit [Quit: Leaving.]
[23:23:24] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[23:24:31] -!- geografa has quit [Quit: Textual IRC Client: www.textualapp.com]
[23:25:41] <andypugh> I have seen the MVP flycutter before, it does have a number of rather good extra features. Like a groove so it doesn't escape if it comes loose.
[23:27:50] <Tom_itx> how's the pulleys coming along?
[23:28:14] <Tom_itx> i'm breaking out the soldering iron this evening
[23:28:36] <andypugh> Done.
http://youtu.be/0rwoD2vZUl0
[23:29:00] <Tom_itx> cool
[23:29:46] <andypugh> It's a prety big hunk of iron.
[23:29:55] <Tom_itx> CaptHindsight, on a machine like that i'd be inclined to use a shell mill
[23:30:13] <Tom_itx> andypugh, what's it weigh?
[23:30:44] <andypugh> I am not sure. 30lbs? (15kg)
[23:31:00] <Tom_itx> sounds about right
[23:31:04] <andypugh> You need to be reasonably close to it to pick it up.
[23:31:23] <Tom_itx> watch your toes
[23:32:32] <andypugh> It's mounted on the motor now. Together they are pretty unwieldy. The motor is an 8-pole iron frame one, with a brake.
[23:33:28] <Tom_itx> what did you use to add the txt to the video?
[23:34:08] <andypugh> iMovie
[23:35:51] <Tom_itx> fudge. that's for apple
[23:36:46] <andypugh> I think you can add captions after poosting the video on Youtube. (the CC icon)
[23:37:24] -!- thomaslindstr_m has quit [Remote host closed the connection]
[23:42:09] -!- Servos4ever has quit [Quit: ChatZilla 0.9.90.1 [SeaMonkey 2.21/20130916112303]]
[23:45:41] -!- Laremere has quit [Ping timeout: 248 seconds]
[23:48:37] -!- tmcw has quit [Remote host closed the connection]
[23:52:11] -!- rob_h has quit [Ping timeout: 272 seconds]
[23:54:48] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.90.1 [Firefox 24.0/20130910160258]]
[23:57:57] -!- smart2410 [smart2410!~AndChat41@117.136.35.15] has joined #linuxcnc
[23:58:14] -!- smart2440 has quit [Read error: Connection reset by peer]
[23:58:40] -!- smart2440 [smart2440!~AndChat41@114.222.247.249] has joined #linuxcnc
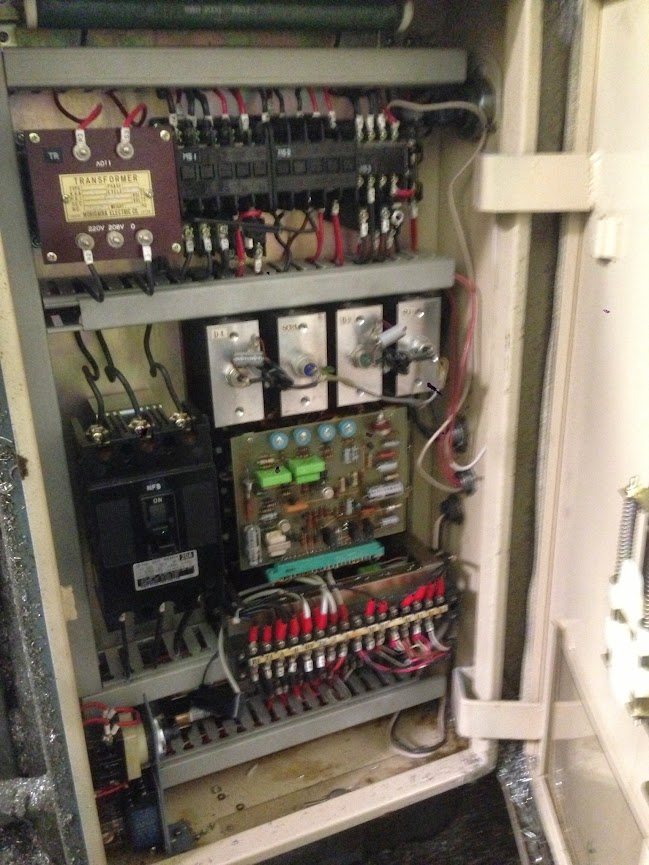{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}