Back
[00:03:23] -!- toastydeath has quit [Ping timeout: 255 seconds]
[00:03:24] -!- logger[mah] has quit [Remote host closed the connection]
[00:03:31] -!- logger[mah] [logger[mah]!~loggermah@ns2.mah.priv.at] has joined #linuxcnc
[00:05:31] <MercuryRising> @andpugh: thanks.
[00:05:55] <MercuryRising> table is now 0. is there any way to throw an offset in from where I am homed? For some reason, my print wants to start at 0.1, but that's floating 0.1" in the air.
[00:10:09] <JT-Shop> just touch off and call it what you need
[00:11:07] <MercuryRising> what does touching off actually do? does it change my coordinates at all?
[00:11:41] <JT-Shop> well you can touch off to any coordinate system and if you have a tool loaded the tool table
[00:12:34] <JT-Shop> touch off doesn't change the machine origin
[00:13:08] <MercuryRising> okay, so i won't risk crashing my print head into the table if i touch off?
[00:13:40] <JT-Shop> if you have your soft limits set correctly...
[00:13:47] <andypugh> MercuryRising: Not if the top of the table matches the soft limit. Otherwise, yes, you are quite at liberty to crash the head.
[00:14:13] <JT-Shop> MercuryRising: some tutorials here
http://gnipsel.com/linuxcnc/g-code/index.html
[00:14:49] <MercuryRising> awesome, thanks!
[00:16:30] -!- toastydeath [toastydeath!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[00:19:31] <andypugh> Isn't this pretty?
http://www.ebay.co.uk/itm/Miniture-Twin-Headed-Pillar-Drill-Watchmakers-/181048412838
[00:22:29] <JT-Shop> what do you think it did?
[00:24:54] <pcw_home> wonder if those pegs in the back are for a missing motor
[00:26:40] -!- toastydeath has quit [Ping timeout: 250 seconds]
[00:29:15] -!- toastydeath [toastydeath!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[00:32:35] -!- toastyde1th [toastyde1th!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[00:34:24] -!- toastydeath has quit [Ping timeout: 264 seconds]
[00:37:09] -!- ve7it has quit [Remote host closed the connection]
[00:37:11] <Nick001-Shop> got a 5i20 and 7i30 and have something weird going on. Have a motor and encoder plugged into x axis plug and it homes good and travels good and have a motion program that runs good. Move the plug to Y axis and it wont home and movement is erratic - goes to following error. Move it to Z and motion kinds of coasts to a stop after I release the + or - key and wont home. All the axis info is the...
[00:37:13] <Nick001-Shop> ...same for all axes. Do I have a card problem or am I doing something wrong with switching plug positions?
[00:39:36] -!- servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[00:39:39] <JT-Shop> well this round of parts came out much better with the head in tram
[00:39:40] <andypugh> Are you plugging different physical axes into the same plug, or the same motor into different sockets?
[00:40:56] <Nick001-Shop> same motor and encoder into different sockets
[00:41:26] <andypugh> I suspect that not all the enables are equally effective.
[00:41:44] <andypugh> or that there are differences between the setups of the various axes
[00:42:24] <Nick001-Shop> the ini info is the same for all the axes 0,1,2
[00:43:51] <andypugh> Is all the HAL wiring the same too?
[00:45:00] <Nick001-Shop> yes ,as far as I can tell.
[00:45:08] <andypugh> Do all axes have the same homing sequence number?
[00:45:27] -!- racycle has quit [Quit: racycle]
[00:46:06] <andypugh> (How are you homing?)
[00:46:08] <Nick001-Shop> search vel and latch is the same
[00:46:36] <Nick001-Shop> to an index signal
[00:46:55] <andypugh> If Z home is moving the X motor onto the X limit, then I can't see that working
[00:48:29] <andypugh> Is this a trivial-kinematics machine?
[00:48:37] <Nick001-Shop> no limit switches - just goes to the index and calls it home. Works for X plug but not the rest of them
[00:49:25] <pcw_home> With the correct FPGA and 7I30 current limit settings all 4 axis should be the same
[00:49:49] <Nick001-Shop> Just doing 3 axes for now.
[00:50:56] <Nick001-Shop> and only X is working properly. Moving the plug assembly to Y and Z is giving me a problem
[00:51:00] <pcw_home> also all axis should be set for slow deacy
[00:51:26] <pcw_home> different HAL setup maybe
[00:51:33] <Nick001-Shop> is that a jumper?
[00:52:19] <pcw_home> theres a per axis current limit jumper (1A,3A)and a per axis fast/slow decay mode jumper
[00:53:37] -!- andypugh has quit [Quit: andypugh]
[00:53:56] <Nick001-Shop> is that the h and L?
[00:55:18] <Nick001-Shop> I notice X is set to H and the rest is set to L - need to try it out
[01:01:34] <Nick001-Shop> switched jumpers and somethings different - dinner bell went off and II'll have to come back to this tomorrow. Thanks for the help.
[01:01:45] -!- Nick001-Shop has quit [Remote host closed the connection]
[01:06:36] -!- kwallace1 [kwallace1!~kwallace@smb-4.sonnet.com] has joined #linuxcnc
[01:07:50] -!- kwallace has quit [Ping timeout: 255 seconds]
[01:12:59] -!- toastyde1th has quit [Ping timeout: 260 seconds]
[01:20:38] -!- tlab [tlab!~tlab@c-98-223-24-161.hsd1.in.comcast.net] has joined #linuxcnc
[01:29:18] -!- syyl__ [syyl__!~syyl@p4FD131D8.dip.t-dialin.net] has joined #linuxcnc
[01:32:02] -!- syyl_ has quit [Ping timeout: 255 seconds]
[01:53:13] <ReadError> it would be cool to have 3 MPG on a box
[01:53:27] <ReadError> for manual control of all axis easily
[01:58:21] <alex4nder> yoh
[02:00:09] -!- jthornton_ has quit [Read error: Connection timed out]
[02:00:38] -!- tlab has quit [Quit: Leaving]
[02:01:16] <ReadError> sup
[02:01:31] -!- jthornton_ [jthornton_!~john@184-63-140-99.cust.wildblue.net] has joined #linuxcnc
[02:17:01] <jpratt3000> andypugh: still here doing some work
[02:17:56] <jpratt3000> andypugh: watched the video, makes sense
[02:23:58] -!- toastydeath [toastydeath!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[02:32:08] -!- sumpfralle [sumpfralle!~lars@31-16-104-144-dynip.superkabel.de] has joined #linuxcnc
[02:34:47] -!- sumpfralle1 has quit [Ping timeout: 260 seconds]
[02:35:24] -!- realion [realion!~tellion@75-142-1-44.dhcp.mdfd.or.charter.com] has joined #linuxcnc
[02:37:18] -!- mas_ has quit [Quit: Page closed]
[02:40:14] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[02:41:01] -!- sumpfralle [sumpfralle!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[02:45:56] -!- rob_h has quit [Ping timeout: 255 seconds]
[02:59:59] -!- Keknom [Keknom!~monkeky@c-76-125-214-194.hsd1.pa.comcast.net] has joined #linuxcnc
[03:00:07] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[03:01:11] <r00t4rd3d> http://imgur.com/a/mskl7
[03:01:17] <r00t4rd3d> that is pretty cool
[03:02:36] -!- toastydeath has quit [Ping timeout: 264 seconds]
[03:03:09] <ReadError> lathing is hard ;(
[03:03:30] -!- toastydeath [toastydeath!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[03:03:42] -!- realion [realion!~tellion@75-142-1-44.dhcp.mdfd.or.charter.com] has parted #linuxcnc
[03:17:55] -!- sumpfralle has quit [Ping timeout: 265 seconds]
[03:21:01] -!- toastyde1th [toastyde1th!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[03:21:48] -!- plushy has quit [Quit: Leaving.]
[03:22:25] -!- toastydeath has quit [Ping timeout: 252 seconds]
[03:28:37] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[03:29:51] -!- Holgi [Holgi!~AndChat24@p5B3602A0.dip0.t-ipconnect.de] has joined #linuxcnc
[04:04:45] <r00t4rd3d> nah, just rotate some wood and shove something in its path.
[04:18:46] -!- djdelorie has quit [Quit: Leaving]
[04:45:04] -!- tjb1 [tjb1!~tjb1@2600:1007:b12c:3597:457c:4770:f439:c4a0] has joined #linuxcnc
[05:29:34] -!- AR_ has quit [Ping timeout: 250 seconds]
[05:44:36] -!- tjb1 has quit [Ping timeout: 245 seconds]
[05:44:51] -!- L33TG33KG34R has quit [Ping timeout: 265 seconds]
[05:45:19] -!- tjb1 [tjb1!~tjb1@2600:1007:b01a:94ab:258d:65c:b261:1707] has joined #linuxcnc
[05:45:43] -!- L33TG33KG34R [L33TG33KG34R!~L33TG33KG@S010674ea3aa162f7.cg.shawcable.net] has joined #linuxcnc
[05:48:24] <tjb1> http://sphotos-b.ak.fbcdn.net/hphotos-ak-snc6/736997_4828556227766_1678986834_o.jpg
[05:48:26] <tjb1> :D
[06:08:30] -!- Keknom has quit [Quit: Leaving.]
[06:10:22] -!- ve7it has quit [Remote host closed the connection]
[06:24:40] <archivist> tjb1, adjust the focus!
[06:25:24] <archivist> use the science on the camera :)
[06:25:35] <tjb1> cell phone
[06:34:06] -!- kwallace1 [kwallace1!~kwallace@smb-4.sonnet.com] has parted #linuxcnc
[06:41:22] -!- tjb1 has quit [Quit: tjb1]
[06:45:49] -!- Thetawaves [Thetawaves!~thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[06:47:48] -!- Thetawaves has quit [Client Quit]
[06:48:09] -!- Thetawaves [Thetawaves!~theta@7-139-42-72.gci.net] has joined #linuxcnc
[08:00:20] -!- psyhitus has quit [Ping timeout: 248 seconds]
[08:11:12] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:11:28] <DJ9DJ> moin
[08:18:33] -!- Keknom [Keknom!~monkeky@c-76-125-214-194.hsd1.pa.comcast.net] has joined #linuxcnc
[09:06:36] -!- Keknom has quit [Quit: Leaving.]
[09:30:49] * JBFromOZ interested in spindle encoder wiring/connections for emc2
[09:32:41] <JBFromOZ> specifically if it is wired through a TB6560 board, or needs to connect to PC via another connection
[09:33:28] <archivist> we dont know what your TB6560 board can do for you
[09:33:55] <archivist> what encoder signals and what speed are you wanting to use it up to
[09:33:58] <JBFromOZ> don't have one yet, seems its a cheap and cheerful 3 or 4 axis controller
[09:34:23] <JBFromOZ> spindle is on the mill, runs to 3600 rpm i believe, variable speed on cone with belt
[09:35:11] <archivist> is this for tapping
[09:35:16] <JBFromOZ> wanting to electronically gear the spindle to a 4th axis, either a stepper 4th axis, or as was suggested the other night, a dividing head table with stepper attached, the dividing head we have is 120:1 geared
[09:35:21] <JBFromOZ> hobbing gears DP32
[09:35:51] <JBFromOZ> so 4th axis to roate the gear, spindle with hob to cut the teeth
[09:36:03] <JBFromOZ> gear sizes from 48 teeth to 154 teeth
[09:37:06] <JBFromOZ> i think the TB6560 uses a parallel port connection to attach stepper drives to the PC, not sure how people are encoding spindle etc.
[09:37:20] <archivist> when you make a 154 can you do a set of measurements for me /me wants to know the accuracy achieved on random rotary
[09:37:40] <archivist> I make gears too
[09:37:43] <JBFromOZ> and whether that is usually connected via parallel, usb, or through the stepper controller board
[09:37:44] <JBFromOZ> ahh cool
[09:37:49] <JBFromOZ> well its early days yet,
[09:38:01] <archivist> dont dream of usb at all
[09:38:10] <JBFromOZ> found a DP30 hob on ebay
[09:38:14] <JBFromOZ> not yet located a DP32,
[09:38:56] <JBFromOZ> was considering the extent required to make a DP32 hob, but for $70-$100 seems pretty cheap to just go with DP30, and drop the idler gear tooth count down to fit into lathe
[09:39:08] <JBFromOZ> (making a set of metric changegears for CVA toolroom lathe)
[09:39:48] <JBFromOZ> still researching what it will take to connect the mill (spindle encoder) it has powered X/Y and DRO on x, y, and Z
[09:40:17] <JBFromOZ> but not sure if that is useful in any way for cnc control, or whether will need to start again
[09:40:41] * JBFromOZ knows little at this stage, just a reprap hack
[09:40:48] <archivist> you can get away with a 40 something slot encoder and an index pulse on a parallel port
[09:41:31] <JBFromOZ> if the encoder connects to parallel port, how does one then do stepper control (example of TB6560 uses parallel port i believe)
[09:42:12] <archivist> the count rate is limited on the parallel port as linuxcnc is sampling each loop
[09:42:56] <archivist> you use some port pins for the steppers and some pins for encoder
[09:43:28] <archivist> my lathe has spindle encoder and is stepper driven
[09:43:36] <JBFromOZ> so split the parallel port into two?
[09:44:06] <archivist> note the TB6560 boards are wimps if the mill has some size
[09:46:28] <JBFromOZ> yeah first attempt at any kind of control is likely to just be the 4th axis geared to the spindle by a spindle encoder
[09:46:46] <JBFromOZ> however finding somewhere on the mill to sit the encoder is a challenge in istelf
[09:47:11] <archivist> I ran out of port pins on my mill I need to add a second card
[09:47:22] <JBFromOZ> eg
http://www.ebay.com.au/itm/CNC-4-Axis-TB6560-Driver-board-display-module-handle-controller-for-Router?item=121042105367
[09:47:41] <JBFromOZ> shows stepper wiring interface, and a separate spindle interface, i wonder if that is spindle encoder
[09:48:44] <JBFromOZ> actually thats more likely to be drive instaed of encode im guessing
[09:50:30] <archivist> you would be using the limit pins for the encoder, BUT how does that hand control interfere with the cnc control
[09:50:52] <JBFromOZ> limit pins eh? thats a good idea!
[09:51:16] <JBFromOZ> hand control would be left in box
[09:51:53] <JBFromOZ> software control? encode off limit pins, so theres ph1 ph2 (90 degrees apart) and a rev signal on 3 pins
[09:52:02] <JBFromOZ> instead of x y z limits?
[09:52:18] <archivist> but your mill need bigger steppers than weedy 3.5 amp ones
[09:52:35] <JBFromOZ> in the first instance would not be driving the mill,
[09:52:54] <JBFromOZ> at least not automatically, just gearing the 4th axis to the spindle,
[09:53:30] <JBFromOZ> then feed the gear through the hob manually (or auto power feed/speed) on X using the existing x feed
[09:54:08] <archivist> I just use separate drivers like
http://www.arceurotrade.co.uk/Catalogue/Stepper-Motors
[09:54:39] <JBFromOZ> and how do you control the drivers?
[09:55:28] <JBFromOZ> something along these lines?
http://www.ebay.com.au/itm/110973740548?ssPageName=STRK:MEWAX:IT&_trksid=p3984.m1423.l2649#ht_3392wt_1144
[09:55:53] <archivist> they connect via some buffers to drive the internal optos
[09:56:26] <archivist> I home brew the breakout
[09:56:32] <JBFromOZ> ahh ok
[09:56:46] <archivist> but else similar
[09:57:44] <JBFromOZ> so configuration of the limit switches to work as encoder is fairly normal practise in software?
[09:58:05] <JBFromOZ> if that's the case, steppers driven, encoder read, the basic building blocks are there
[09:59:49] <archivist> add power supplies wire and something to hold them together
http://www.archivist.info/cnc/stage4/P2030019.JPG
[10:00:40] <archivist> that was while one of the axes was still manual
[10:01:40] <JBFromOZ> ok cool :-)
[10:01:44] <JBFromOZ> yet again, thank you !
[10:02:50] <archivist> on my lathe I have to limit the spindle speed so I dont miss pulses from the encoder
[10:10:18] <archivist> but would it be cheaper to get gears from
http://www.hpcgears.com/products/spur_gears.htm and bore them to suit
[10:10:26] <Jymmm> archivist: Too many speeding tickets =)
[10:11:08] <archivist> ?
[10:11:23] <Jymmm> archivist: spindle speed
[10:12:27] <Jymmm> archivist: they put speed governors on fleet vehicles to limit max speed here.
[10:13:05] <Jymmm> your encoder == governor =)
[10:19:02] -!- racycle has quit [Quit: racycle]
[10:37:53] -!- rob_h [rob_h!~rob_h@5e047584.bb.sky.com] has joined #linuxcnc
[10:42:04] <JBFromOZ> archivist, where's the fun in that?
[10:42:18] <JBFromOZ> besides hpcgears only seems to go up to a 128 tooth gear
[10:42:45] <archivist> they know how to charge for specials :)
[10:43:46] <JBFromOZ> i'd be needing a total of 13 gears
[10:44:00] <JBFromOZ> and i would not have any new tooling ;-)
[10:44:10] <JBFromOZ> http://www.thingiverse.com/thing:37795 is the set i need
[10:46:48] <archivist> are you making steel rather than spastic though
[11:02:10] -!- Thetawaves has quit [Remote host closed the connection]
[11:04:01] -!- Thetawaves [Thetawaves!~theta@7-139-42-72.gci.net] has joined #linuxcnc
[11:04:32] -!- yuvipanda has quit [Remote host closed the connection]
[11:06:28] -!- Thetawaves has quit [Client Quit]
[11:07:42] -!- phantoxeD [phantoxeD!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[11:09:42] -!- phantoneD has quit [Ping timeout: 265 seconds]
[11:09:46] -!- cncbasher has quit [Remote host closed the connection]
[11:12:17] -!- cncbasher [cncbasher!~quassel@cpc15-hart9-2-0-cust101.11-3.cable.virginmedia.com] has joined #linuxcnc
[11:14:08] jthornton_ is now known as jthornton
[11:21:11] <JBFromOZ> archivist yes,
[11:21:25] <JBFromOZ> steel with 4th axis, stepper drive, with hobbing cutter on the mill
[11:22:30] <archivist> if I remember andy drives his rotary with a servo, a stepper is a bit slow for hobbing
[11:35:48] -!- Thetawaves [Thetawaves!~theta@7-139-42-72.gci.net] has joined #linuxcnc
[11:41:15] <archivist> JBFromOZ, if still thinking of that belt driven rotary, does it come with a tailstock to support the work
[11:42:36] <JBFromOZ> one of the auctions does
[11:45:06] <archivist> some of the forces during hobbing can be high so a lot provide support , machine I used to use
http://gears.archivist.info/P9190303.JPG
[11:46:56] <archivist> there is a crossover between conventional and climb
[11:47:08] <JBFromOZ> nice!
[11:48:59] <archivist> while that has end support it is conventional, without the tail support that is climb
[11:49:12] <JBFromOZ> is the hob straight cut?
[11:49:47] <archivist> it has a spiral and the head is tilted
[11:50:16] <archivist> straight is not hobbing,
[11:50:29] <JBFromOZ> im meaning the pressure angle on each tooth is that a flat edge
[11:50:32] <archivist> I remember saying that the other day :)
[11:50:46] <JBFromOZ> so the invoulte is caused by the interaction between the spiral and the work
[11:50:56] <archivist> no it is a cycloidal form for clockwork
[11:51:54] manhunter is now known as tintin
[11:52:08] <archivist> it generates the form in a similar way to rack form generating involute
[11:52:37] <JBFromOZ> so the rack form for 20?PA is a flat faced (infinite radius gear)
[11:53:30] <archivist> here is rack (flat)
http://www.archivist.info/cnc/stage6/P1010031.JPG
[11:53:42] <archivist> making a worm wheel
[11:54:30] <JBFromOZ> is that still a spiral on the hob?
[11:54:42] <JBFromOZ> but each tooth cuts a facet
[11:54:54] <archivist> yes the hob has a spiral
[11:58:01] <archivist> most/all generating systems cut tiny facets, any machining has some error
[11:59:24] -!- yuvipanda has quit [Quit: yuvipanda]
[12:01:29] <JBFromOZ> indeed
[12:03:45] <archivist> if you are really tight and have 4 axis you can grind up a rack form flycutter and use multiple passes per tooth slot generate your form
[12:07:48] -!- dr00bie has quit [Ping timeout: 248 seconds]
[12:08:34] -!- andypugh [andypugh!~andy2@cpc16-basl9-2-0-cust685.20-1.cable.virginmedia.com] has joined #linuxcnc
[12:09:25] <archivist> JBFromOZ,
http://www.youtube.com/watch?v=SJQtx80euGM
[12:14:03] <JBFromOZ> mill presently has no CNC on XY or Z,
[12:14:27] <JBFromOZ> so was thinking being able to gear the spindle to 4th axis might be simplest way of moving forward
[12:20:19] <archivist> andypugh, do you have a link to your encoder mod on the mill pics
[12:25:32] -!- phantoxeD has quit [Ping timeout: 265 seconds]
[12:27:03] <andypugh> Which encoder? (Which mill?)
[12:32:53] -!- ktchk [ktchk!~eddie6929@n219079097220.netvigator.com] has joined #linuxcnc
[12:33:56] <JBFromOZ> andypugh, i'm trying to figure ways to cnc this
http://www.flickr.com/photos/87180506@N08/8315104556/in/set-72157632353641139/
[12:34:28] <JBFromOZ> spindle encoder and stepper 4th axis is my first simple way forward
[12:34:54] <JBFromOZ> which means encoding spindle speed
[12:37:11] <andypugh> http://pico-systems.com/bridge_spindle.html
[12:37:16] <andypugh> Might be useful
[12:37:40] <JBFromOZ> ah yeah had a read of that
[12:37:51] <andypugh> I used the same sensors on my milling machine, but in a slightly different orientation.
[12:38:38] <andypugh> Post 21 here:
http://www.cnczone.com/forums/vertical_mill_lathe_project_log/109301-harrison_universal_miller_conversion-2.html
[12:38:41] <JBFromOZ> not sure if there is a gear in the spot, the variable speed cone appears fixed at the bottom of the stack
[12:39:09] <andypugh> Ah, that could be awkward
[12:39:52] <ktchk> JBFromOZ:
http://plus.google.com/photos/110879331250608935528/albums/5822074023884691729
[12:40:27] <ktchk> JBFromOZ: look at thephotos I use a large stepper motor to move it
[12:40:55] -!- yuvipanda has quit [Remote host closed the connection]
[12:41:55] <archivist> JBFromOZ, drill holes in the under surface and use an inductive sensor pointing upwards
[12:42:35] <archivist> or cuts/slots in the lower edge
[12:44:22] <JBFromOZ> ktchk, good photos, similar conversion!
[12:44:32] <JBFromOZ> what size /rating of steppers are you running?
[12:44:58] -!- phantoxeD [phantoxeD!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[12:45:10] <ktchk> JBFromOZ: 110mm 20nm using 110v 8a controller
[12:47:08] <ktchk> JBFromOZ: I am doing a relub with nanolub kind of oil to make it move faster At the moment xy is moving at 50mm/sec
[12:47:30] <JBFromOZ> how is lash?
[12:47:56] <ktchk> lash what is it
[12:48:15] <ktchk> backlash?
[12:48:25] <JBFromOZ> sorry not sure the term, accuracy of feed forward and backward
[12:49:23] <ktchk> I tighten the screws to adjust backlash and hope linuxcnc software can do something. Have to run test later to check.
[13:08:40] <andypugh> http://imgur.com/a/mskl7
[13:09:31] <andypugh> I wonder if he could have re-used it if she said "no"?
[13:12:37] <archivist> a lot of effort for all the later nagging
[13:15:12] -!- syyl__ has quit [Ping timeout: 264 seconds]
[13:15:22] <andypugh> Getting his shed-time in while he still could, perhaps?
[13:15:39] <archivist> hehe
[13:23:22] -!- syyl [syyl!~syyl@p4FD12712.dip.t-dialin.net] has joined #linuxcnc
[13:24:45] <JT-Shop> warmer than they said this morning it is only -8C
[13:31:27] <archivist> I hope it remains temperate over here
[13:34:36] <JBFromOZ> man its 28C at 9.30 pm here
[13:35:52] <JT-Shop> I need some chip curtians for the BP knee mill
[13:36:29] <JT-Shop> any ideas?
[13:37:05] <andypugh> Shower curtains?
[13:37:21] <andypugh> Look very stylish.
[13:38:11] * archivist imagines the air blast curtain that supermarkets use on the door
[13:38:22] <JT-Shop> I was thinking some of those welding curtians or something
[13:46:56] -!- i_tarzan has quit [Ping timeout: 244 seconds]
[13:48:37] <JT-Shop> anthing I can think of seems to get in the way...
[13:48:42] <JT-Shop> anything
[13:51:29] <archivist> I think any protection/ guarding gets in the way
[13:53:23] <JT-Shop> I need chip control more than anything
[13:56:35] <archivist> having to duck or you dont like the area of sweeping :)
[13:57:00] * JT-Shop goes to look for a windows disk to try out ELO's touch screen solution
[13:57:25] <JT-Shop> the chips get on my desk and on the other computer keyboard near the mill
[13:58:59] <archivist> those folding plastic screens to stop stuff flying maybe, but sure get in the way
[14:03:37] <archivist> how would one hang off the table like
http://www.collection.archivist.info/archive/DJCPD/PD/2012/2012_06_15_Adcock_Shipley/IMG_1249.JPG with a spastic screen in the way
[14:06:22] <archivist> and this I spotted
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_10_07_Statfold/p1010170.jpg crane is holding the armature
[14:07:21] <archivist> image before that one is more obvious p1010169.jpg
[14:10:00] -!- mhaberler has quit [Quit: mhaberler]
[14:10:43] <andypugh> The guards on the mill at work are surprisingly convenient.
[14:11:01] <andypugh> Not as convenient as no guard at all, but bearable.
[14:12:36] -!- JBFromOZ has quit [Read error: Connection reset by peer]
[14:13:13] <andypugh> The closest I can find is:
http://www.machinesafety.co.uk/nelsa-milling-machine-guards/Page-2/
[14:13:17] -!- JBFromOZ [JBFromOZ!~Jimbob@gw1-per.structerre.com.au] has joined #linuxcnc
[14:14:05] <andypugh> But the one at work has a cunning linkage so that you just need to pull the front handles and the front panels pivot out of the way to the sides.
[14:15:59] <andypugh> I need some 0.055mm2 crimp ferrules. They only seem to be available down to 0.25mm2. Whicj is 5x too big.
[14:17:11] <archivist> I wonder if a magnetic base to sheet spastic would be usable
[14:22:48] <JT-Shop> I have a magnet base for my air tubing and it is very attractive to steel chips
[14:24:23] Cylly is now known as Loetmichel
[14:39:05] -!- theos has quit [Ping timeout: 255 seconds]
[14:41:38] -!- theos [theos!~theos@unaffiliated/theos] has joined #linuxcnc
[15:21:38] <andypugh> There's the answer. a 10T magnetic chip-curtain to prevent any chip-egress.
[15:24:03] <archivist> self induced magnetism in the non magnetic metals, let the plastic fly
[15:25:06] <pcw_home> might make tools a little dangerous
[15:25:13] <Jymmm> Overhead bug blower
[15:25:34] <Jymmm> like used in commercial kitchens
[15:27:34] sliptonic is now known as sliptonic_away
[15:27:43] <Jymmm> I saw one used in a grocery store in AZ once. 4ft x 12 ft grate in floor, another in the ceiling. It was weird walking thru it. you kinda felt the pressure of it blowing on you, but your sorta didn't.
[15:28:44] <Tom_itx> like the frog they suspened by magnetism?
[15:29:11] <Jymmm> I've heard of cow magnets, but frog magnets?
[15:29:15] <Jymmm> ;)
[15:30:30] <Tom_itx> http://www.youtube.com/watch?v=2VlWonYfN3A
[15:36:09] <ReadError> are there any solid lathe tutorials out there?
[15:37:33] <archivist> you cannot learn the feel of using a lathe from a tutorial
[15:37:48] <archivist> go to a local night class if you can
[15:38:02] <Tom_itx> yeah i agree, you run lathes by 'feel'
[15:38:26] <archivist> or model engineers club or hacker space
[15:38:30] <Tom_itx> you can have guidelines for spindle speed for different materials but still need to 'feel' how it's cutting
[15:38:40] <archivist> and hear
[15:40:19] <archivist> squeals mean chatter and poor finish
[15:41:09] <archivist> your lathe will need very sharp tools and light cuts
[15:41:21] <ReadError> archivist
[15:41:33] <ReadError> well i was wondering more about stuff like tool selection
[15:41:36] <ReadError> angles and stuff
[15:42:00] <ReadError> speed and all
[15:42:26] <ReadError> i shaved a bit of aluminum on it last night, didnt cut or kill myself
[15:42:36] <archivist> yet
[15:42:52] <ReadError> yet*
[15:42:57] <ReadError> ;)
[15:44:32] <archivist> I know I made plenty of mistakes when I started, and I missed out on the metalwork classes at school
[15:45:43] <ReadError> well i work too much to be able to go to a local college for it
[15:46:18] <JT-Shop> what kind of lathe do you have?
[15:47:06] <ReadError> i just got a little taig
[15:47:13] <ReadError> nothing fancy but enough to get me started
[15:48:27] <JT-Shop> there is a guy in south america that has a bunch of putube vids making small things with small lathes
[15:49:38] <ReadError> yea i think ive seen some of his stuff
[15:49:42] <ReadError> guy with white hair?
[15:49:55] <JT-Shop> can't recall
[15:49:58] <JT-Shop> been a while
[15:50:29] <ReadError> oh
[15:50:30] <ReadError> http://www.youtube.com/user/tryally?feature=watch
[15:50:33] <ReadError> this guy i think
[15:51:16] <JT-Shop> looks like it
[15:52:34] -!- kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[15:54:45] -!- tjb1 [tjb1!~tjb1@107.sub-174-231-18.myvzw.com] has joined #linuxcnc
[15:59:58] -!- dr00bie [dr00bie!~chatzilla@va-67-237-161-249.dhcp.embarqhsd.net] has joined #linuxcnc
[16:02:13] <JT-Shop> prototype 1 chip deflector
http://imagebin.org/241093
[16:02:14] -!- kb8wmc has quit [Read error: Connection reset by peer]
[16:02:48] -!- kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[16:04:03] -!- tjb1_ [tjb1_!~tjb1@92.sub-70-194-26.myvzw.com] has joined #linuxcnc
[16:04:52] <tjb1_> JT-Shop:
http://sphotos-b.ak.fbcdn.net/hphotos-ak-snc6/736997_4828556227766_1678986834_o.jpg
[16:05:05] <Loetmichel> JT-Shop: hrhr
[16:05:55] <Loetmichel> i hope you didnt use the contents of that box yourself prior to working with the mill?
[16:06:05] <JT-Shop> lol
[16:06:45] <JT-Shop> tjb1: a fuzzy photo... congrats
[16:07:12] <ReadError> nice tjb1
[16:07:14] -!- tjb1 has quit [Ping timeout: 260 seconds]
[16:07:14] tjb1_ is now known as tjb1
[16:07:30] <ReadError> any new plasma table vids?
[16:07:41] <tjb1> http://sphotos-d.ak.fbcdn.net/hphotos-ak-frc1/735531_4828555907758_1605410100_o.jpg
[16:07:51] <tjb1> No plasma table is still waiting on gecko
[16:08:47] <JT-Shop> tjb1: is the other one for something different?
[16:09:04] <tjb1> The other picture is the 2 together, that one is just one of them
[16:09:16] <JT-Shop> cool
[16:10:25] <tjb1> Ill have another in May :D
[16:13:57] <tjb1> JT-Shop: what kind of mill is that
[16:15:04] -!- Servos4ever [Servos4ever!~chatzilla@173-87-52-223.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[16:15:21] <JT-Shop> BP Series 1 with an Anilam 3 axis CNC conversion kit and now with LinuxCNC
[16:19:57] -!- kwallace [kwallace!~kwallace@smb-212.sonnet.com] has joined #linuxcnc
[16:25:08] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-101-95-dynip.superkabel.de] has joined #linuxcnc
[16:25:13] <IchGuckLive> hi all B)
[16:28:09] sliptonic_away is now known as sliptonic
[16:31:43] -!- yuvipanda has quit [Quit: yuvipanda]
[16:33:07] -!- joe9 has quit [Quit: leaving]
[16:36:40] -!- AR_ [AR_!~AR@24.115.222.42] has joined #linuxcnc
[16:38:19] -!- skunkworks has quit [Ping timeout: 265 seconds]
[16:50:17] -!- r00t4rd3d has quit [Quit: Leaving]
[16:57:22] -!- asdfasd [asdfasd!~grgrgrgrg@149.241.132.117] has joined #linuxcnc
[17:03:30] -!- neverho02 has quit [Ping timeout: 265 seconds]
[17:05:33] <IchGuckLive> last day of the 2012 so let the 2013 be a good milling year !
[17:07:38] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 17.0.1/20121129170341]]
[17:09:25] <andypugh> Hmm. I am an Associate of the Royal College of Science too, and we had a machine-tool course (which I skipped) :-)
[17:10:20] <andypugh> The mill can no do rigid-tapping under the control of the spindle-resolver. This might be a "first"
[17:13:28] -!- motioncontrol [motioncontrol!~io@host234-78-dynamic.12-79-r.retail.telecomitalia.it] has joined #linuxcnc
[17:19:27] -!- pantau has quit [Quit: Page closed]
[17:27:27] -!- r00t4rd3d [r00t4rd3d!~r00t4rd3d@unaffiliated/r00t4rd3d] has joined #linuxcnc
[17:37:29] -!- yuvipanda has quit [Quit: yuvipanda]
[17:39:47] -!- ktchk [ktchk!~eddie6929@n219079097220.netvigator.com] has parted #linuxcnc
[17:45:17] <andypugh> Right, off to Germany for the New Year. Have fun everyone.
[17:45:32] -!- andypugh has quit [Quit: andypugh]
[17:46:08] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[17:48:59] -!- bpuk [bpuk!~ben@boopotter.plus.com] has joined #linuxcnc
[17:54:34] -!- tjb1 has quit [Ping timeout: 260 seconds]
[17:58:50] -!- tjb1 [tjb1!~tjb1@225.sub-70-199-96.myvzw.com] has joined #linuxcnc
[18:03:27] -!- tjb1 has quit [Ping timeout: 260 seconds]
[18:04:24] -!- neverho01 has quit [Ping timeout: 264 seconds]
[18:10:21] -!- Tom_L [Tom_L!~Tom@ip24-255-189-172.ks.ks.cox.net] has joined #linuxcnc
[18:10:44] Tom_L is now known as Guest54500
[18:11:23] -!- neverho02 has quit [Ping timeout: 260 seconds]
[18:12:42] -!- tjb1 [tjb1!~tjb1@2600:1007:b026:ba89:f479:7575:ab54:4644] has joined #linuxcnc
[18:12:55] -!- Guest54500 has quit [Client Quit]
[18:17:06] -!- tjb1 has quit [Ping timeout: 245 seconds]
[18:19:28] -!- tjb1 [tjb1!~tjb1@202.sub-70-194-7.myvzw.com] has joined #linuxcnc
[18:19:35] -!- motioncontrol has quit [Quit: Sto andando via]
[18:20:34] -!- yuvipanda has quit [Remote host closed the connection]
[18:20:47] -!- ktchk [ktchk!~eddie6929@n219079097220.netvigator.com] has joined #linuxcnc
[18:22:15] <JT-Shop> dang elo touch screen with apr sucks
[18:22:36] <Tom_itx> problems still?
[18:22:43] <tjb1> I have two of them, dont have the mpg or other stuff required to use it
[18:22:59] <JT-Shop> installed windblows xp on a computer to test with and now the lan won't work and the driver won't install, I assume it needs a sp or something
[18:23:01] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-101-95-dynip.superkabel.de] has joined #linuxcnc
[18:23:27] <JT-Shop> tjb1: do you have an APR model?
[18:23:46] * tjb1 goes to look up what apr is
[18:24:16] <tjb1> No, mine are $70 specials off ebay
[18:24:31] -!- ktchk [ktchk!~eddie6929@n219079097220.netvigator.com] has parted #linuxcnc
[18:25:34] <JT-Shop> APR (Acoustic Pulse Recognition)
[18:26:06] <JT-Shop> in any case I've stopped making really nice looking scrap
[18:26:30] <tjb1> http://imgur.com/a/mskl7?gallery
[18:26:31] <tjb1> wow
[18:27:06] <JT-Shop> yea, saw that earlier...
[18:27:45] <JT-Shop> the gears are cool with the iris door
[18:29:10] <tjb1> Wish it had a video of it opening
[18:29:55] -!- micges [micges!~micges@adhc121.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[18:30:47] <IchGuckLive> people just have to mutch time to make this thinks
[18:31:00] <IchGuckLive> best is the fixure of the multicam
[18:31:30] * JT-Shop found another computer to try and install windblows on
[18:35:12] * JT-Shop goes to take a nap while the HD formats
[18:36:40] <IchGuckLive> JT-Shop: you do not need to format with Gparted
[18:42:44] <pcw_home> Also supposedly Ubuntu 12.04 supports the APR touch screens, might be worth a try
[18:47:57] <IchGuckLive> i dont like the look of 12.04
[18:48:19] <IchGuckLive> even with gnome classic it is a miss
[18:48:42] <IchGuckLive> its the future as everyone runs android or sutch fancy stuff
[18:49:01] <IchGuckLive> but desktop as steve jobs decided is a nice thing to work
[18:49:37] <IchGuckLive> Off topic how will the USA stay the night of politics
[18:49:47] <IchGuckLive> is the tax rising tomorrow ?
[18:52:09] <pcw_home> Actually i rather like 12.04 (but dont like unity much)
[18:52:46] <pcw_home> so many thing just work that are broken on 10.04
[18:53:19] <IchGuckLive> flash blue faces ?
[18:53:33] <IchGuckLive> on 10.04 nvida a hell of a miss
[18:54:23] <pcw_home> Yeah new video drivers is one thing
[18:54:37] <IchGuckLive> the intel D525 is not gone produced in 2013
[18:55:06] <IchGuckLive> our faiforid cpu is gone runn out
[18:57:21] <IchGuckLive> by im off
[18:57:26] <pcw_home> the D2XXXs one work but are video limited
[18:57:38] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-101-95-dynip.superkabel.de] has parted #linuxcnc
[18:57:42] -!- plushy has quit [Read error: Connection reset by peer]
[18:59:40] -!- yuvipanda has quit [Remote host closed the connection]
[19:03:39] <skunkworks> I have been running 12.04 on my laptop (with unity) and like it
[19:04:01] -!- neverho01 has quit [Ping timeout: 252 seconds]
[19:04:06] <skunkworks> I really should get linuxcnc back on it so I can play
[19:04:51] -!- MarkusBec has quit [Quit: UAVP-NG]
[19:06:11] <pcw_home> well with the new Xenomai you may even be able to have ~real time on 12.04 on your LT
[19:08:18] <skunkworks> sure - but I think this laptop still will have crappy latency
[19:08:54] <skunkworks> And I have no way of controlling any hardware (until you have your ethernet solution working .. :))
[19:13:42] -!- sumpfralle [sumpfralle!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[19:20:18] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[19:24:02] -!- neverho02 has quit [Ping timeout: 255 seconds]
[19:41:54] -!- Holgi has quit [Ping timeout: 260 seconds]
[19:47:00] -!- psha [psha!~psha@213.208.162.92] has joined #linuxcnc
[19:47:50] -!- micges has quit [Quit: Leaving]
[19:48:42] -!- maximilian_h [maximilian_h!~bonsai@130.255.104.21] has joined #linuxcnc
[19:48:53] -!- maximilian_h has quit [Client Quit]
[19:49:59] <ReadError> alex4nder
[19:50:00] <ReadError> http://lh3.ggpht.com/_aNjK3CTQ0DE/TS329yqS80I/AAAAAAAAMxI/TXU0r73znsg/s1600-h/pzich21%5B3%5D.jpg
[19:50:05] <ReadError> that taig is riced out hardcore
[20:03:59] -!- kb8wmc has quit [Read error: Connection reset by peer]
[20:05:51] -!- kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[20:11:22] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[20:13:26] -!- jpratt3000 has quit [Ping timeout: 265 seconds]
[20:16:31] -!- jpratt3000 [jpratt3000!~jason@122-57-67-242.jetstream.xtra.co.nz] has joined #linuxcnc
[20:17:25] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[20:19:12] -!- asdfasd has quit [*.net *.split]
[20:19:12] -!- AR_ has quit [*.net *.split]
[20:19:13] -!- kwallace has quit [*.net *.split]
[20:19:13] -!- dr00bie has quit [*.net *.split]
[20:19:13] -!- Aero-Tec has quit [*.net *.split]
[20:19:13] -!- BHSPiMonkey has quit [*.net *.split]
[20:19:13] -!- LeelooMinai has quit [*.net *.split]
[20:19:14] -!- nots has quit [*.net *.split]
[20:19:14] -!- tris has quit [*.net *.split]
[20:19:14] -!- fragalot has quit [*.net *.split]
[20:19:14] -!- markvandenborre has quit [*.net *.split]
[20:19:14] -!- RagingComputer has quit [*.net *.split]
[20:19:27] -!- psha has quit [Quit: Lost terminal]
[20:19:30] -!- BHSPiMonkey [BHSPiMonkey!~BHSPitMon@68-185-203-185.dhcp.dntn.tx.charter.com] has joined #linuxcnc
[20:19:31] -!- markvandenborre [markvandenborre!~mark@li19-195.members.linode.com] has joined #linuxcnc
[20:19:31] -!- nots [nots!~totu@625.radionet.ee] has joined #linuxcnc
[20:19:33] -!- tris [tris!tristan@camel.ethereal.net] has joined #linuxcnc
[20:19:36] -!- asdfasd [asdfasd!~grgrgrgrg@149.241.132.117] has joined #linuxcnc
[20:19:37] -!- AR_ [AR_!~AR@24.115.222.42] has joined #linuxcnc
[20:19:38] -!- LeelooMinai [LeelooMinai!~leeloo@198-84-185-212.cpe.teksavvy.com] has joined #linuxcnc
[20:19:45] -!- RagingComputer [RagingComputer!~RagingCom@ip98-161-50-39.om.om.cox.net] has joined #linuxcnc
[20:19:45] -!- Aero-Tec [Aero-Tec!~chatzilla@d172-218-15-251.bchsia.telus.net] has joined #linuxcnc
[20:19:50] -!- dr00bie [dr00bie!~chatzilla@va-67-237-161-249.dhcp.embarqhsd.net] has joined #linuxcnc
[20:20:00] <ReadError> http://www.amazon.com/Grizzly-H5868-Lathe-Tool-Kit/dp/B0002U8BPY/ref=pd_rhf_dp_p_t_3
[20:20:05] -!- kwallace [kwallace!~kwallace@smb-212.sonnet.com] has joined #linuxcnc
[20:20:07] <ReadError> that seem decent ?
[20:20:43] <JT-Shop> did anyone get LinuxCNC working on 12.04?
[20:22:29] -!- bpuk has quit [Ping timeout: 252 seconds]
[20:24:21] -!- fragalot [fragalot!~thomas@andimiller.net] has joined #linuxcnc
[20:24:44] fragalot is now known as Guest2811
[20:27:27] -!- Holgi [Holgi!~AndChat24@p5B3602A0.dip0.t-ipconnect.de] has joined #linuxcnc
[20:28:00] <pcw_home> awallin, mhaberler maybe more
[20:28:24] <mhaberler> yessir! whatstheproblem, sir?
[20:28:36] <mhaberler> need to read back..
[20:28:46] <pcw_home> JTs question
[20:30:09] <mhaberler> jt: yes, at least our development branch works fine on it
[20:30:46] <mhaberler> there are some minor changes because the linker on 12.04 is more picky - in particular wrt library ordering
[20:30:46] <JT-Shop> mhaberler: cool
[20:31:11] <mhaberler> do you need to get v2.5_branch or master on 12.04?
[20:31:47] <mhaberler> and gcc is a bit more retentive and gives more warnings
[20:31:57] <JT-Shop> either one would work, I'll see if the touch screen works on 12.04 first
[20:32:36] -!- jpratt3000 has quit [Quit: Leaving]
[20:33:17] <mhaberler> I havent tried vanilla v25_branch or master on 12.04 in a while
[20:33:51] <mhaberler> it's an excellent opportunity to sign up a an 'early tester' (exact meaning might vary ;), see
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?NewRTInstall
[20:34:56] -!- motioncontrol [motioncontrol!~io@host103-77-dynamic.16-87-r.retail.telecomitalia.it] has joined #linuxcnc
[20:37:04] -!- cherry_l1n has quit [Ping timeout: 260 seconds]
[20:37:53] -!- sumpfralle1 [sumpfralle1!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[20:37:53] -!- sumpfralle has quit [Read error: Connection reset by peer]
[20:37:57] <JT-Shop> want me to bleed some more I see :)
[20:39:01] -!- motioncontrol has quit [Client Quit]
[20:40:03] <mhaberler> it's about Saving The Whales. iow: to reduce bleeding of others;)
[20:42:28] <JT-Shop> LOL
[20:42:42] <JT-Shop> did you see my impromptu machine guarding?
[20:43:22] -!- neverho01 has quit [Ping timeout: 244 seconds]
[20:46:04] -!- MarkusBec [MarkusBec!znc@80.69.39.131] has joined #linuxcnc
[20:46:16] <mhaberler> where?
[20:46:26] <JT-Shop> prototype 1 chip deflector
http://imagebin.org/241093
[20:46:54] <mhaberler> ;)
[20:47:40] <mhaberler> is that the type of wine where you get a free guiding dog when you buy 12 of them ;-?
[20:49:52] -!- motioncontrol [motioncontrol!~io@host152-79-dynamic.16-87-r.retail.telecomitalia.it] has joined #linuxcnc
[20:50:13] <JT-Shop> nothing free, it is only $75 a case but quite nice
[20:50:15] -!- bpuk [bpuk!~ben@boopotter.plus.com] has joined #linuxcnc
[20:51:12] -!- yuvipanda has quit [Ping timeout: 264 seconds]
[20:51:14] yuvipanda_ is now known as yuvipanda
[20:52:37] <JT-Shop> it's jakob demmer piesporter michelsberg
[20:53:54] <pcw_home> and when your chip guard wears out you have no choice but to free up another one :-)
[20:54:55] <JT-Shop> that's the wifes job :)
[20:55:02] <JT-Shop> I drink dry red
[20:55:04] <mhaberler> likely lots of "blending" going on
[20:55:07] -!- neverho02 has quit [Ping timeout: 252 seconds]
[20:55:11] <mhaberler> aja, I wondered
[20:59:57] <motioncontrol> good evening at all. have a problem with feedhold pin. in refpoint when set at true feehold the motion not stop. it stop only in jog. it's a bug ?
[21:01:21] -!- JT-Shop-2 [JT-Shop-2!~John@184-63-140-99.cust.wildblue.net] has joined #linuxcnc
[21:01:22] -!- JT-Shop has quit [Read error: Connection reset by peer]
[21:01:22] -!- jthornton has quit [Read error: Connection reset by peer]
[21:01:35] JT-Shop-2 is now known as JT-Shop
[21:01:56] -!- jthornton [jthornton!~john@184-63-140-99.cust.wildblue.net] has joined #linuxcnc
[21:06:29] -!- LeelooMinai has quit [Quit: Ex-Chat]
[21:08:31] -!- LeelooMinai [LeelooMinai!~leeloo@198-84-185-212.cpe.teksavvy.com] has joined #linuxcnc
[21:17:38] <skunkworks> motioncontrol: it works for me.
[21:19:51] <motioncontrol> skunkworks, i use master, feedhold is ok only in jog or automatic or mdi, but not in ref
[21:20:21] <skunkworks> ah - I don't know. I have not used master for a while
[21:21:02] <skunkworks> there is a lot of stuff happening in master at the moment.. I could see some things breaking. maybe write a bug report?
[21:22:27] -!- neverho01 has quit [Ping timeout: 276 seconds]
[21:22:36] -!- ve7it has quit [Remote host closed the connection]
[21:22:41] <motioncontrol> skunkworks, yes i thing in the next day write a bug report
[21:23:12] <motioncontrol> skunkworks, what is bug in master ?
[21:28:37] -!- Cylly [Cylly!cylly@p54B11539.dip.t-dialin.net] has joined #linuxcnc
[21:30:44] -!- Loetmichel has quit [Ping timeout: 265 seconds]
[21:38:41] <DJ9DJ> gn8
[21:40:21] -!- DJ9DJ has quit [Quit: bye]
[21:43:03] <kwallace> If one needs to waste around 30 seconds, here is a screen capture of my HNC lathe with spindle-at-speed hooked up doing a facing routine with CSS and Units/rev. Near 1 and 2 are connected to the spindle encoder scaled to RPS and the motion.spindle-speed-out-rps pin. Looks like there is some noise or quantization which I should probably filter out. Near out goes to motion.spindle-at-speed.
[21:43:54] <kwallace> http://www.wallacecompany.com/machine_shop/LinuxCNC/spindle_at_speed_test1a.ogv
[21:44:00] Cylly is now known as Loetmichel
[21:44:47] -!- mhaberler has quit [Ping timeout: 255 seconds]
[21:44:52] -!- zzolo has quit [Quit: zzolo]
[21:48:23] -!- neverho02 has quit [Ping timeout: 260 seconds]
[21:54:40] <JT-Shop> how did you capture that?
[22:05:53] <kwallace> I tried a few links and I'm pretty sure I used this:
[22:05:56] <kwallace> http://www.howtogeek.com/howto/24742/record-screen-activity-in-ubuntu-with-recordmydesktop/
[22:06:14] <JT-Shop> cool
[22:08:12] <JT-Shop> that would be cool to watch late at night in th dark listening to Pink Floyd and sipping on cognac
[22:08:48] <bpuk> ok *now* I'm going to watch that :P
[22:09:38] <kwallace> The problem was in trimming the front few seconds of useless stuff. I tried oogCut but I could only get within a couple of seconds of the trim points and then only 30 seconds total.
[22:10:32] <kwallace> Oops oggCut
[22:11:31] <bpuk> and, barring a couple of points where the spindle speed takes ~2s to follow I can only say I wish my spindle response was that good
[22:14:10] -!- motioncontrol has quit [Quit: Sto andando via]
[22:18:46] -!- cherry_lin has quit [Ping timeout: 245 seconds]
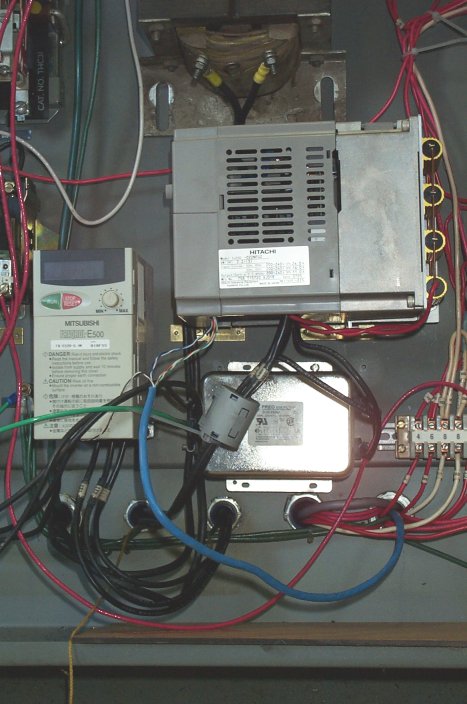
[22:19:00] <kwallace> I put braking resistors on my spindle VFD so it can stop the the spindle pretty quickly. There are four resistors in the upper right:
http://www.wallacecompany.com/cnc_lathe/HNC/00024-1a.jpg
[22:19:46] <bpuk> ah - that'd help - what sort of size is the spindle motor?
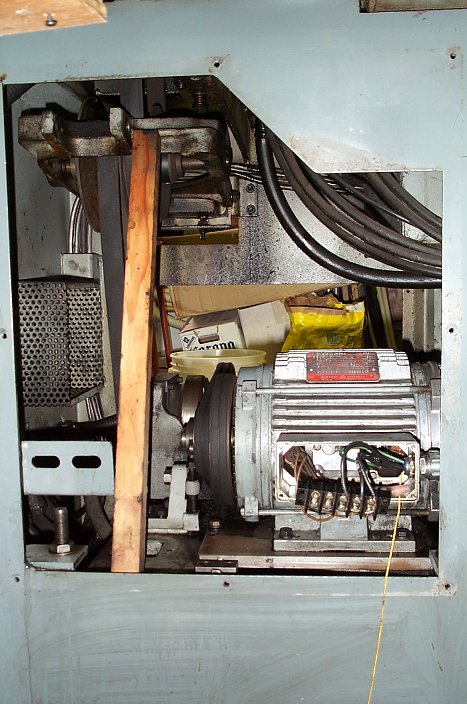
[22:21:56] <kwallace> I recall it being 2HP:
http://www.wallacecompany.com/cnc_lathe/HNC/00032-1a.jpg
[22:22:30] <bpuk> oh, so not a big one then - interesting to see brake resistors being used on a fairly small motor
[22:23:32] <bpuk> I do rather like the extra bracing on that last image though :D
[22:26:56] <kwallace> The mechanical variable speed system was there. I figured the VFD would replace it, but now I need the stick. Someday maybe I'll paint the stick to match.
[22:28:13] <bpuk> can't fault that - just jumps out a bit
[22:29:19] <bpuk> I am curious though, how do you find cutting at low spindle rpms? my VFD/belt-driven lathe struggles with torque at the low end - which isn't a problem on the geared manual
[22:29:25] -!- yuvipanda has quit [Remote host closed the connection]
[22:32:14] -!- mhaberler [mhaberler!~mhaberler@extern-183.stiwoll.mah.priv.at] has joined #linuxcnc
[22:35:38] -!- sumpfralle1 has quit [Read error: Connection reset by peer]
[22:35:40] -!- sumpfralle [sumpfralle!~lars@c.mail.systemausfall.org] has joined #linuxcnc
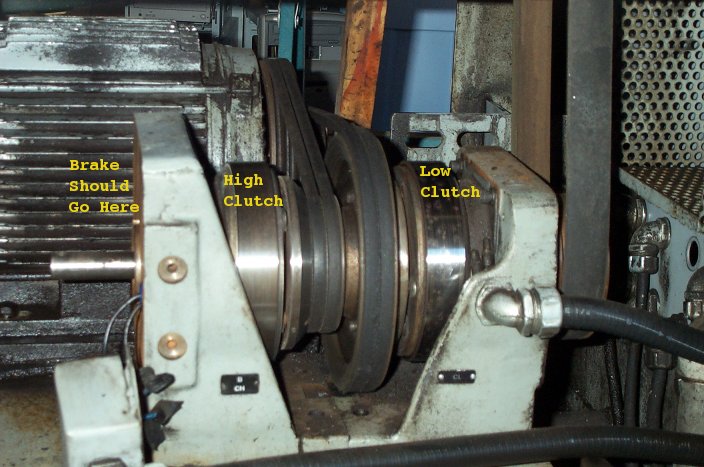
[22:35:48] <kwallace> There is a two speed clutch that allows me to keep the motor speed up:
http://www.wallacecompany.com/cnc_lathe/HNC/00051-1a.jpg . Torque seems to be good enough above 20 Hz or I think 600 motor RPM. I think if I play with the VFD settings I could get more low end torque but I haven't needed to yet.
[22:37:24] <bpuk> ah, that'd help :D thanks for the info - the HNC looks like a good machine
[22:44:00] -!- Connor has quit [Remote host closed the connection]
[22:48:48] <ReadError> has anyone here used a USB pendant ?
[22:48:57] <ReadError> i see there is a hid tool
[22:51:45] -!- Keknom [Keknom!~monkeky@c-76-125-214-194.hsd1.pa.comcast.net] has joined #linuxcnc
[22:53:33] <tjb1> I am getting one but its a keyboard emulator I believe
[22:53:58] <ReadError> which one?
[22:54:33] <tjb1> http://www.kickstarter.com/projects/1651082654/jog-it-open-source-controller-pendant-for-emc2-and?ref=live
[22:55:26] -!- Connor [Connor!~Connor@75.76.30.113] has joined #linuxcnc
[23:05:15] <tjb1> ReadError: I haven't got it yet…hopefully it will be here in January but he was late on the december ones
[23:08:40] -!- yuvipanda has quit [Quit: yuvipanda]
[23:08:42] <ReadError> hmm i wanted an MPG
[23:09:36] <tjb1> Oh my…I have to buy 6 textbooks...
[23:11:06] -!- bpuk has quit []
[23:11:27] <skunkworks> hold out for a mpg
[23:18:20] <tjb1> I love it when using the college website for textbooks and how conveinent it is that the used books are never in stock
[23:22:08] <tjb1> Dang…
https://dl.dropbox.com/u/3090951/Screen%20Shot%202012-12-30%20at%206.21.02%20PM.png
[23:22:26] <ReadError> i need to hit up a scrap yard
[23:22:34] <ReadError> and find some metals
[23:38:41] <adb> what's a 'mpg' ?
[23:40:20] <tjb1> manual pulse generator
[23:40:48] -!- zzolo has quit [Quit: zzolo]
[23:41:12] <adb> thx
[23:44:15] -!- mhaberler has quit [Quit: mhaberler]
[23:54:21] <Tom_itx> as shown here:
http://www.pmdx.com/MPG-01
[23:54:56] <tjb1> Known as death wheel on Haas? :P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}