Back
[00:01:32] -!- atom1 has quit [Quit: Leaving]
[00:08:29] -!- cmorley [cmorley!~chris@S010600c09fc019c2.no.shawcable.net] has joined #linuxcnc
[00:11:31] -!- mhaberler has quit [Quit: mhaberler]
[00:11:41] -!- cmorley1 has quit [Ping timeout: 272 seconds]
[00:12:12] -!- erictheise has quit [Quit: erictheise]
[00:29:07] -!- pfred1 [pfred1!~pfred1@unaffiliated/pfred1] has joined #linuxcnc
[00:41:37] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[00:43:34] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[00:53:29] -!- rob_h has quit [Ping timeout: 272 seconds]
[01:03:08] -!- gmagno has quit [Quit: Leaving]
[01:04:18] -!- andypugh has quit [Quit: andypugh]
[01:05:40] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[01:09:41] -!- tjb1 [tjb1!~tjb1@17.sub-174-252-195.myvzw.com] has joined #linuxcnc
[01:11:01] <tjb1> Anyone know if the mars landing will be on tv?
[01:13:00] <Tom_itx> http://www.latimes.com/entertainment/tv/showtracker/la-et-st-tv-skeptic-curiosity-mars-landing-coverage-20120803,0,1402564.story
[01:14:35] -!- Skullworks [Skullworks!~Skullwork@63-234-48-168.dia.static.qwest.net] has joined #linuxcnc
[01:17:18] <pfred1> robots!
[01:17:36] -!- tjb1 has quit [Read error: Connection reset by peer]
[01:17:40] <pfred1> I'm hopeful their crazy scheme works
[01:18:03] <pfred1> still be funny if the rocket platform crashed on a Martain
[01:19:26] -!- tjb1 [tjb1!~tjb1@17.sub-174-252-195.myvzw.com] has joined #linuxcnc
[01:20:06] <tjb1> sorry Tom, I missed that
[01:25:09] -!- tjb1_ [tjb1_!~tjb1@17.sub-174-252-195.myvzw.com] has joined #linuxcnc
[01:25:23] -!- tjb1 has quit [Ping timeout: 246 seconds]
[01:26:11] tjb1_ is now known as tjb1
[01:30:37] -!- tjb1 has quit [Ping timeout: 246 seconds]
[01:32:45] -!- tjb1 [tjb1!~tjb1@97.sub-174-255-52.myvzw.com] has joined #linuxcnc
[01:35:15] -!- tjb1 has quit [Read error: Connection reset by peer]
[01:41:10] -!- tjb1 [tjb1!~tjb1@50.sub-174-255-68.myvzw.com] has joined #linuxcnc
[01:43:59] -!- tjb1 has quit [Client Quit]
[01:54:26] -!- skunkworks__ has quit [Ping timeout: 250 seconds]
[01:54:51] -!- gmagno has quit [Quit: Leaving]
[02:01:51] <r00t4rd3d> 1:31 a.m., EDT
[02:02:01] <Tom_itx> http://www.ustream.tv/nasajpl
[02:02:01] <r00t4rd3d> http://www.nasa.gov/multimedia/nasatv/index.html
[02:02:05] <Connor> Hey Guys.. I'm needing to turn some 1.5" CRS down.. It's too large to fit into my 3" chuck on my mini lathe with the inside jaws. outside jaws doesn't provide enough grip..
[02:02:05] -!- demacus_ [demacus_!~demacus@erft-4db7d406.pool.mediaWays.net] has joined #linuxcnc
[02:02:28] <Connor> so, I'm thinking of using the mill. Turn the head 90 degrees and use my 4" chuck.
[02:02:42] <Connor> What's the BEST way to get the head parallel to the table ?
[02:02:54] <Tom_itx> no tailstock?
[02:03:05] <Connor> On the mini lathe ?
[02:03:21] <Tom_itx> yes
[02:03:34] <Connor> Yes.. but, the mini lathe is in a bit of a mess ATM..
[02:04:07] <Connor> Besides, I might be able to cam this part out on the mill.
[02:04:11] <r00t4rd3d> i hope the thing going to mars crash lands and blows up
[02:04:24] <r00t4rd3d> BABOOM !
[02:04:25] <Connor> r00t4rd3d: WTF? Why?
[02:04:45] <r00t4rd3d> i like explosions
[02:05:30] -!- demacus has quit [Ping timeout: 264 seconds]
[02:05:31] * Tom_itx sends r00t4rd3d to the sun
[02:05:42] <r00t4rd3d> wtf is on mars anyway, nothing
[02:05:47] <r00t4rd3d> dirt
[02:06:24] <Tom_itx> there have been advances in technology that may otherwise never have been realized due to the space program
[02:06:39] <Connor> I'm thinking putting a rod in the 4" chuck.. and measure the distance from the bottom of it to the top of the table.. at two points..
[02:06:46] <Connor> if they're the same.. it's parallel to table... ?
[02:06:51] <Tom_itx> i'm not cheering for it, but i'm not really against it either
[02:07:09] <r00t4rd3d> then put your pompoms away
[02:07:28] <Tom_itx> none here
[02:07:37] <r00t4rd3d> i like tang but i could live without it
[02:07:52] <Tom_itx> velcro was an early one
[02:08:05] <Tom_itx> all the memory foam beds
[02:08:11] <r00t4rd3d> so in the 80's i would have had to tie my shoes
[02:08:14] <Tom_itx> i don't like those though
[02:09:35] <r00t4rd3d> velco was not invented by nasa either
[02:09:51] <pfred1> Romex wire
[02:09:53] <r00t4rd3d> http://en.wikipedia.org/wiki/Velcro
[02:10:01] <Tom_itx> kevlar
[02:10:18] <Tom_itx> carbon fiber
[02:10:21] <pfred1> I have one of their $250,000 pens
[02:10:24] <r00t4rd3d> A trademarked brand of non-metallic sheathed electrical cable developed by the former Rome Wire Company in 1922, and now produced by Southwire
[02:10:58] <pfred1> it writes equally poorly at any angle
[02:10:58] <r00t4rd3d> Developed at DuPont in 1965,[1][2][3] this high strength material was first commercially used in the early 1970s as a replacement for steel in racing tires.
[02:11:29] <r00t4rd3d> In 1958, Roger Bacon created high-performance carbon fibers at the Union Carbide Parma Technical Center, now GrafTech International Holdings, Inc., located outside of Cleveland, Ohio.
[02:11:40] <r00t4rd3d> All nope to nasa or space.
[02:11:52] <pfred1> GPS
[02:12:09] <Tom_itx> i think they pushed many areas that may never have been developed as quickly
[02:12:19] <pfred1> ICBMs
[02:12:21] <r00t4rd3d> GPS = DOJ
[02:12:49] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[02:13:09] <pfred1> heck the Hubble rules if for no better reason than killer desktop background imagery
[02:13:12] <r00t4rd3d> gps was used in ww2
[02:13:48] <pfred1> r00t4rd3d while the Nazis had briefly made it into near space on some V2 flights no one had put up any satelites until Spuntnik
[02:14:02] <r00t4rd3d> was ground based
[02:14:20] <pfred1> S stands for Satelite
[02:14:26] <r00t4rd3d> system
[02:14:33] <r00t4rd3d> global positions system
[02:14:43] <r00t4rd3d> positioning*
[02:14:45] <pfred1> no system in WW2 was global
[02:14:58] <r00t4rd3d> sure it was
[02:15:00] <r00t4rd3d> radio
[02:15:09] <pfred1> not the radio bomb beacons
[02:15:21] <pfred1> they were very local
[02:15:26] <r00t4rd3d> im not making it up, im reading it off wiki
[02:15:40] <pfred1> gee how about that wiki has BS info on it
[02:16:08] <r00t4rd3d> http://en.wikipedia.org/wiki/Global_Positioning_System
[02:16:16] <r00t4rd3d> seems overly through to me
[02:16:39] <Tom_itx> i'm not here to argue the point really
[02:16:41] <pfred1> while the radio trackers could position you globally they were not global in their reach
[02:16:51] <r00t4rd3d> err thorough
[02:17:10] <Tom_itx> i'm saying there have been advances that otherwise probably wouldn't be realized
[02:17:13] <pfred1> the nazis had a radio in France and one in Finland or someplace they intersected them over targets in England
[02:17:30] <pfred1> it wasn't very global in its reach
[02:18:24] <pfred1> well if they pull off this crazy landing tomorrow it is going to be a big deal
[02:18:46] <pfred1> the Martians will be suitably impressed
[02:19:05] -!- skunkworks__ [skunkworks__!~chatzilla@str-bb-cable-south-3-102.dsl.airstreamcomm.net] has joined #linuxcnc
[02:19:37] <pfred1> I wonder if they're going to pull the old rover team off to run it?
[02:19:47] <pfred1> they sure have plenty of experience by now
[02:20:11] <pfred1> Spirit I think is still operational
[02:21:21] <pfred1> the new rover is nuclear powered
[02:21:56] <Tom_itx> so one wrong move and mars may not be there tomorrow?
[02:22:17] <pfred1> nah I doubt the thing has enough energy to heat up a pot for tea
[02:22:40] <pfred1> it isn't like it has a fission reactor on board it
[02:23:10] <pfred1> something more like a really long term battery
[02:24:12] <pfred1> I was looking at a lithium battery today it has a date on it of 2026 for shelf life
[02:25:14] <pfred1> sounds like awfully far in the future but I guess not today
[02:25:44] <pfred1> I want to change all of my multimeters over to lithium batteries
[02:31:41] <jdh> when my multimeter batteries die, I throw them away.
[02:33:42] <jdh> (I have 1 good, 1 mediocre, and 8 or 10 harbor freight ones)
[02:34:23] -!- mikegg has quit [Quit: Leaving]
[02:35:40] <pfred1> I have 3 Simpson meters
[02:36:01] <pfred1> when the batteries in them go I replace them
[02:37:25] <r00t4rd3d> http://www.liveleak.com/view?i=929_1344209918
[02:38:25] <r00t4rd3d> looks like the monkey found someone to party with
[02:38:37] <Skullworks> When the batt dies in my MM I just toss it and buy a new one for $1.99 @ HF on sale - if the measurement is really important I use the engineering equipment at work.
[02:41:31] <r00t4rd3d> http://www.liveleak.com/view?i=83e_1344204385
[02:41:55] <jdh> Skullworks: me too.
[02:45:13] <Skullworks> yeah the gear we use to test our FCC compliance is all good stuff.
[02:45:15] -!- null_radix has quit [Read error: Connection reset by peer]
[02:45:42] -!- skunkworks__ has quit [Ping timeout: 264 seconds]
[02:45:42] -!- joe9 has quit [Quit: leaving]
[03:00:18] -!- demacus [demacus!~demacus@erft-5d80af46.pool.mediaWays.net] has joined #linuxcnc
[03:02:48] -!- andy_mac [andy_mac!~andy@71-212-135-171.hlrn.qwest.net] has joined #linuxcnc
[03:02:49] -!- demacus_ has quit [Ping timeout: 246 seconds]
[03:03:10] <andy_mac> anyone here?
[03:03:26] * jdh looks around.
[03:04:00] <andy_mac> hey... haven't gotten any replies last few times i've been on.
[03:04:47] <andy_mac> trying to figure out a configuration issue I'm having with my cnc that I made
[03:05:18] <Skullworks> and...
[03:05:45] <andy_mac> the program always runs faster than where the machine actually is. I'm not sure what things I need to look at to fix this problem
[03:05:48] <pfred1> it has been too hot here to work on my CMC
[03:05:52] <pfred1> CNC even
[03:06:32] <jdh> faster or further?
[03:07:03] <andy_mac> faster
[03:07:19] <pfred1> stepper?
[03:07:23] <andy_mac> yes
[03:07:36] <jdh> I don't think I understand the problem/question.
[03:07:39] <pfred1> you have your step rate right?
[03:07:48] <pfred1> like 1/2 or 1/4
[03:08:11] <pfred1> that would put you in the wrong position too
[03:08:35] <Skullworks> I think he means that Linux CNC is reading several lines of code ahead of what the machine is cutting.
[03:08:41] <pfred1> oh
[03:08:53] <pfred1> isn't it supposed to?
[03:08:59] <Skullworks> or am I in Left field?
[03:09:07] <andy_mac> no, I think my machine just is too slow so it's never where he program thinks it should be
[03:09:12] <Skullworks> yeah - it does...
[03:09:33] <pfred1> that is how it does trajectory planning
[03:09:42] <jdh> if you go in MDI and tell it to move X 10units, does it do so properly?
[03:09:51] <andy_mac> the end mill never gets the the correct cutting position though
[03:10:01] <andy_mac> it's always some fraction of where it should be
[03:10:04] <pfred1> so you're losing steps?
[03:10:16] <jdh> that sounds like your scale is wrong
[03:10:19] <Skullworks> ah - loosing steps or a scale error
[03:10:37] <pfred1> hey scale was my first guess!
[03:10:48] <andy_mac> possibly loosing steps, but scale is correct, that was my first thought
[03:10:56] <pfred1> but having the machine too high a top speed could be a problem too
[03:11:12] <pfred1> accel could be too high
[03:11:18] <jdh> or wrong step/dir pulse width
[03:11:34] <pfred1> when mine was wrong it just wouldn't run
[03:11:39] <andy_mac> is there a way to test that?
[03:11:41] <pfred1> the pulse width
[03:11:45] <andy_mac> yeah
[03:12:02] <pfred1> one of my drivers is really fussy about that I don't know why
[03:12:30] <jdh> check the specs for your driver, set it slightly higher than that.
[03:12:44] <pfred1> mine will run right on the line but not over it
[03:12:45] <jdh> or for testing, set it 2 or 3 times higher
[03:13:07] <pfred1> or under it rather
[03:13:27] -!- geo01005 [geo01005!~chatzilla@63-248-116-228.static.ogdl0101.digis.net] has joined #linuxcnc
[03:13:31] <pfred1> but i was getting really malformed waveforms out of my machine when I went under too
[03:13:42] <pfred1> like my computer machine
[03:14:00] <pfred1> I had an oscilloscope hooked up to it
[03:14:50] <pfred1> I never did get to the bottom of what was going on there
[03:14:54] <andy_mac> ok, I think I've got a few things to go check now i guess. Thanks for the help. I'm sure I'll be back...
[03:15:18] <pfred1> I just set it to 5000ns and called it a day
[03:15:36] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[04:21:13] -!- r00t4rd3d_ [r00t4rd3d_!~r00t4rd3d@cpe-67-249-21-218.twcny.res.rr.com] has joined #linuxcnc
[04:23:48] -!- r00t4rd3d has quit [Ping timeout: 244 seconds]
[04:28:28] -!- r00t4rd3d_ has quit [Quit: Leaving]
[04:28:54] -!- r00t4rd3d [r00t4rd3d!~r00t4rd3d@unaffiliated/r00t4rd3d] has joined #linuxcnc
[04:29:04] <andy_mac> going back to my config file and testing the axes, I get 1/4 the distance I expect. A +-1in test area moves the axis only 1/4in... which settings should I recheck?
[04:30:10] <r00t4rd3d> microstep
[04:30:28] <r00t4rd3d> what controller are you using?
[04:31:16] -!- null_radix has quit [Read error: Operation timed out]
[04:31:42] <andy_mac> not quite sure... got it from a friend. Is there a way to find out the right info without the spec sheet?
[04:31:52] <r00t4rd3d> whats it look like?
[04:32:02] <r00t4rd3d> just a circuit board?
[04:32:41] <r00t4rd3d> http://reprap.org/mediawiki/images/e/e9/TB6560.jpg
[04:32:43] <r00t4rd3d> look like that ?
[04:32:46] <andy_mac> it's a NEMA 17 12V Bipolar, but don't know anything else
[04:33:15] <andy_mac> no
[04:33:45] <r00t4rd3d> cant help with out know what controller you have
[04:33:50] <r00t4rd3d> take a pic of it
[04:34:02] <andy_mac> k
[04:34:54] <r00t4rd3d> but when you test your axis does decreasing the acceleration or velocity help at all?
[04:36:46] <r00t4rd3d> and what is your maximum velocity and acceleration set at?
[04:37:12] <pfred1> you're not running it at 12 volts are you?
[04:37:41] * pfred1 is the gawd of TB6560s!
[04:37:52] <r00t4rd3d> he doesnt have one
[04:37:56] <pfred1> oh
[04:38:19] <pfred1> since when did rep crap get in with 6560s?
[04:38:28] <andy_mac> no, accel doesn't seem to do anything and vel just makes it slower
[04:38:32] <pfred1> did you know their software is Java?
[04:38:46] <r00t4rd3d> andy_mac, what are the numbers they are set at
[04:39:12] <andy_mac> max vel is set at 0.4 in/sec, accel is 30in/s^2
[04:39:22] <pfred1> sounds reasonable
[04:39:36] <r00t4rd3d> whats driver microstepping set at?
[04:39:55] <andy_mac> looks like the controller is using l293d chip, i'll go try to find my camera again
[04:40:01] <pfred1> where did you get your stepper driver from?
[04:40:12] <pfred1> ah that only does full and half stepping
[04:40:17] <r00t4rd3d> "friend"
[04:40:23] <pfred1> you want it set at half stepping too
[04:40:41] <andy_mac> I don't know, my friend got this kit and couldn't put it together, so I did it for him... lol. yeah
[04:40:44] <pfred1> full stepping is just plain weird in my experneice with it
[04:41:05] <pfred1> set it half on the drive and in the software
[04:42:09] <pfred1> oh and always mess with the drive powered down
[04:42:21] <pfred1> never change anything with it powered up
[04:42:35] <pfred1> bad things might happen
[04:42:40] <andy_mac> ok
[04:43:05] <pfred1> once you git it all setup you'll never mess with it ever again but until you do power the drive itself down
[04:43:12] <r00t4rd3d> so make sure Driver Microstepping is set to 2.0
[04:43:36] <pfred1> I blew up a drive once not powering it down
[04:43:42] <pfred1> not worth taking the chance
[04:45:40] <pfred1> in full step mode most stepper drivers resonate a lot
[04:45:49] <pfred1> this makes them not run so good
[04:46:57] <r00t4rd3d> my machine shits at 1/8 or 1/16
[04:47:01] <pfred1> half stepping is much smoother
[04:47:14] <r00t4rd3d> 1/2 it runs great
[04:47:25] <pfred1> yeah half isn't a bad mode all things considered
[04:47:33] <pfred1> it works
[04:47:46] <pfred1> full if it works is usually really jerky
[04:47:56] <andy_mac> if the stepper is supposed to be 1.8degree step angle, then motor steps per rev should be 200?
[04:48:06] <pfred1> 400 with half stepping
[04:48:28] <pfred1> half stepping will double the steps per rev
[04:48:29] <r00t4rd3d> really?
[04:48:33] <pfred1> sure
[04:48:42] <pfred1> that is what makes it half stepping
[04:48:43] <r00t4rd3d> i think iam set to 200 still
[04:48:57] <r00t4rd3d> what would that do?
[04:48:57] <pfred1> each step is only half a step
[04:49:08] <pfred1> make you move twice as far as you should
[04:49:12] <pfred1> messes yoru scale up
[04:49:19] <r00t4rd3d> :/
[04:49:31] <r00t4rd3d> I must be at 400 then cause it dont do that
[04:49:53] <pfred1> stepconf I think automatically figures it out for you
[04:50:06] <pfred1> if you put in the right mode and motor poles
[04:50:23] <r00t4rd3d> nope, im at 2.0 micro and 200 steps per rev
[04:50:31] <r00t4rd3d> http://www.georgegardner.info/software/tb6560-ebay-3-axis-driver-and-linuxcnc-emc.html
[04:50:36] <r00t4rd3d> i followed that guide
[04:50:53] <pfred1> I built my own TB6560 drivers
[04:51:04] <pfred1> so I know the IC inside and out
[04:51:48] <r00t4rd3d> what if im at 2.0 and 200 ms and my machine works fine?
[04:51:51] <pfred1> those chinese boards from what I've seen of them aren't entirely optimal they're not bad though
[04:52:37] <pfred1> the documentation they come with is dismal
[04:52:51] <pfred1> you'll never understand how your drivers work just reading it
[04:52:57] <andy_mac> 200 just makes the stepper not work. Seems to only work with 50 motor steps per rev... guess it's not a 1.8degree step angle
[04:53:17] <r00t4rd3d> step degree angle, forgot about it
[04:53:19] <pfred1> nema 17 it might not be 200
[04:53:32] <r00t4rd3d> has nothing to do with it
[04:55:03] <r00t4rd3d> http://wiki.zentoolworks.com/index.php/Morgan%27s_EMC2_Config_for_TB6560_driver
[04:55:19] <r00t4rd3d> another setup, he uses 1/16, steps still set at 200
[04:56:45] <pfred1> stepconf figures out your scale based on your steps mode and lead pitch
[04:56:53] <andy_mac> 200 and 0.5 seems to give me the right distance
[04:57:46] <andy_mac> although his -x seems to be loosing some distance so the test drifts in +x
[04:58:10] <andy_mac> think there's a coupling issue now
[04:58:24] <pfred1> yes I suspect it could be mechanical
[04:59:05] <pfred1> you said earlier the motors are rated for 12V right?
[04:59:44] <pfred1> you're not really running them at 12V are you?
[05:00:55] <r00t4rd3d> he has them hot wired to his car battery
[05:01:15] <pfred1> well at only 12V you're going to get crappy performance
[05:01:56] <andy_mac> looks like they're getting ~10V according to my meter
[05:01:58] <pfred1> r00t4rd3d ever see my motor in action?
[05:02:10] <r00t4rd3d> no
[05:02:30] <pfred1> andy_mac I think the l293 is a chopper drive
[05:02:39] <pfred1> r00t4rd3d
http://www.youtube.com/watch?v=fHPKaHLzXes
[05:02:56] <pfred1> I'm only running at 24V
[05:03:04] -!- Fox_Muldr has quit [Ping timeout: 265 seconds]
[05:03:16] <pfred1> I got it to do 1.5 IPS after I made that video
[05:03:43] <r00t4rd3d> yeah i did see that awhile ago
[05:03:52] <Skullworks> L297/L298 is a full/half step chopper
[05:04:06] <pfred1> good to what 34V right?
[05:04:14] <r00t4rd3d> http://i.imgur.com/W5hx7.jpg
[05:04:19] <r00t4rd3d> my lastest cut
[05:04:31] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01d5cb.pool.mediaWays.net] has joined #linuxcnc
[05:04:39] <Skullworks> 34V is pushing the upper limit IIRC
[05:04:55] <pfred1> well I'd still run it higher than 10V
[05:05:34] <pfred1> andy_mac you need to run higher voltage if you want any performance
[05:05:53] <pfred1> andy_mac with stepper drivers they limit current voltage doesn't matter
[05:06:19] <pfred1> well voltage matters but not how you think it would
[05:06:54] <pfred1> man i think i need to go skinny dipping
[05:07:09] -!- taiden [taiden!~lukepighe@cpe-76-179-135-80.maine.res.rr.com] has joined #linuxcnc
[05:07:14] <andy_mac> ok, guess I can tackle that problem later...
[05:07:22] <taiden> late night cnc?
[05:07:27] <andy_mac> I'll deal with crappy performance if I can just get it working
[05:07:34] <pfred1> yeah you're going to get dismal performance until you up the voltage you're running at
[05:07:49] <pfred1> it has to do with inductance
[05:07:58] <taiden> is there a way to call home function from gcode?
[05:08:15] <andy_mac> same settings don't work for the y-axis...
[05:08:29] <Skullworks> Are you really using a L293 - I think those are only rated as 1A max per coil.
[05:08:31] <pfred1> make sure that drive is set correctly
[05:08:46] <taiden> i'd like to home x and y in the middle of some code just to be safe
[05:08:51] <pfred1> Skullworks they said they have nema 17 motors
[05:09:11] <Skullworks> OK
[05:09:30] <pfred1> 1 amp is about the upper limit on that frame
[05:10:03] <Skullworks> I bought a 10 pack of 17's to build a pair of PRUSA's
[05:10:31] <Skullworks> been to busy to get much farther with that
[05:10:38] <pfred1> what drivers did you use pololus?
[05:11:08] <andy_mac> yep, the controllers have L293D's on them
[05:12:08] <pfred1> andy_mac full stepping is whacky run all half step
[05:12:30] <Skullworks> thats the plan - but I may make a driver card - has all the driver chips in a row so I can fit one big heatsink bar.
[05:12:59] <r00t4rd3d> http://www.ustream.tv/nasahdtv
[05:13:01] <pfred1> the chinese tb6560 boards don't seem as cheap as they used to be
[05:13:02] <r00t4rd3d> landing on mars
[05:13:13] <r00t4rd3d> mine works great
[05:13:15] <pfred1> I thought they were landing this morning?
[05:13:22] <pfred1> like at 10:30
[05:13:26] <r00t4rd3d> 130am
[05:13:27] <r00t4rd3d> esty
[05:13:35] <pfred1> oh really?
[05:13:51] <pfred1> I donno if i can watch
[05:14:07] <r00t4rd3d> no live video of it
[05:14:13] <Skullworks> aim Hubble for live coverage...
[05:14:13] <pfred1> they better not plant this one in the dirt
[05:14:25] <r00t4rd3d> actually landing , telemetry only
[05:14:40] <pfred1> well even live is what 11 minute delay?
[05:15:01] <pfred1> I heard they were having troubles with the relay satelite on Mars too
[05:15:06] <r00t4rd3d> i want it to blow up and kill a martian
[05:15:09] <pfred1> it is some antique we put there years ago
[05:15:28] <pfred1> poor NASA they got to do everything on a shoestring
[05:15:45] -!- asdfasd [asdfasd!~grgrgrgrg@93-96-135-224.zone4.bethere.co.uk] has joined #linuxcnc
[05:15:45] <pfred1> this mission still cost like a billion though
[05:16:26] <r00t4rd3d> thats just for all the blue polo shirts they are wearing
[05:16:32] -!- tjb1 [tjb1!~tjb1@66.sub-174-252-212.myvzw.com] has joined #linuxcnc
[05:16:39] <tjb1> landing is on nasa channel
[05:16:42] <tjb1> 286 on dish network
[05:17:01] <andy_mac> For the driver type, I should be ok choosing the L297 right?
[05:17:02] <pfred1> I think i need ot go land in my pool for a while here
[05:17:46] <Skullworks> dude - software companies were outsourcing software jobs to the Soviet space agency folks who were dying for anything to do...
[05:17:49] <pfred1> andy_mac there is a place for that in stepconf?
[05:18:03] <r00t4rd3d> http://eyes.nasa.gov/
[05:18:12] <tjb1> curiosity is moving at 13,200 mph right now
[05:18:29] <tjb1> r00t, see the guy with the mohawk yet?
[05:18:34] -!- vladimirek [vladimirek!~vladimire@95.105.250.72] has joined #linuxcnc
[05:18:41] <pfred1> might not be the best mission name
[05:18:44] <r00t4rd3d> i want to kick his ass
[05:19:13] <andy_mac> yeah, first page. Else I have to put in values for everything myself... and I don't know what they are
[05:19:14] <pfred1> shame if it hits the planet at that speed and is only a curiosity for ever after
[05:19:39] <r00t4rd3d> im sure it has parachutes
[05:19:56] <tjb1> it does
[05:20:06] <tjb1> Largest one ever used
[05:20:07] <pfred1> heck it has 3 55 pound weights it is going to drop
[05:20:17] <tjb1> http://www.theatlantic.com/infocus/2012/08/curiosity-just-days-away-from-mars/100346/
[05:20:31] <tjb1> specifically -
http://cdn.theatlantic.com/static/infocus/msl112511/s_m03_328234ma.jpg
[05:20:35] <r00t4rd3d> i guess there may be pictures tonight sometime
[05:20:42] <pfred1> imagine what sending those weights into space cost at like $2,500 a pound
[05:21:50] <pfred1> $412,500 they're just going to throw it away
[05:22:06] <Skullworks> yeah - its not the price of the object - its the shipping that bleeds you...
[05:22:07] <tjb1> It can examine rocks 23' away with its laser and telescope
[05:22:23] <pfred1> Skullworks I bet they're really nice weights though
[05:22:50] <tjb1> I wonder what they went through before they came up with the skycrane
[05:23:10] <Skullworks> the finest Fe someone could want I bet
[05:23:11] <pfred1> the inflatable bouncing gas bags
[05:23:39] <L84Supper> skyblock-n-tackle
[05:23:54] <tjb1> 1 minute til entry
[05:24:12] <pfred1> if this thing works it is going to be such a huge technical triumph
[05:24:21] <r00t4rd3d> lol
[05:24:24] <tjb1> This asian seems to be the only one doing anything
[05:24:41] <pfred1> no one is doing anything it is all automatic
[05:24:50] <tjb1> The only one talking :P
[05:24:53] <pfred1> either it is going to happen it it isn't
[05:25:09] <r00t4rd3d> fred you been hitting the sauce again?
[05:25:10] <pfred1> either it is going to happen or it isn't
[05:25:14] <L84Supper> wow, it looks more cartoon like than video! Is that due to the Martian atmosphere?
[05:25:22] <tjb1> No thats a simulation
[05:25:31] <r00t4rd3d> lol
[05:25:47] <r00t4rd3d> i hope you are drunk or were joking
[05:25:51] <tjb1> What happened to the simulation?
[05:26:08] <L84Supper> all those people are simulated?
[05:26:34] <andy_mac> If my steppers appear to be the same, shouldn't I have the same settings for each axis? Can't figure out my y axis...
[05:26:39] <tjb1> Yes, they are previewing it to see how people respond before they air the real thing
[05:28:07] <tjb1> They are going to try/already did to get a picture of it landing with the HiRISE
[05:28:44] <tjb1> I think it has already landed…arent the communications 14 minutes behind?
[05:29:05] <pfred1> easy 14 minutes delay
[05:29:17] <tjb1> so it could have already crashed lol
[05:29:31] <pfred1> what dops clap when it is wheels down
[05:30:09] <tjb1> That simulation is pretty slow for nasa...
[05:30:12] <tjb1> Its laggy as hell
[05:31:41] <tjb1> Its at 100 mph
[05:32:08] <tjb1> skycrane active
[05:32:21] <tjb1> down to 1 mph
[05:32:34] <tjb1> touchdown
[05:32:56] <pfred1> yeah lets see a picture fro mit
[05:33:14] <tjb1> They were 1 minute off in landing time
[05:33:16] <tjb1> damn...
[05:33:40] <pfred1> they're all cheering because they still have jobs
[05:33:46] <tjb1> haha yeah
[05:34:00] -!- geo01005 has quit [Ping timeout: 246 seconds]
[05:34:07] <tjb1> images are coming
[05:34:23] <Skullworks> Red plant + Green Economy - <>
[05:34:27] <L84Supper> good thing they got the computer guy from TimeCop to help out
[05:34:50] <tjb1> wow a thumbnail
[05:35:10] <pfred1> they have a really big monitor
[05:35:30] <pfred1> I'm jealous
[05:35:34] <tjb1> they blew a 2 pixel image up to the size of a house lol
[05:35:58] <pfred1> how long is this thing supposed to run?
[05:36:06] <L84Supper> objects on screen are farther than they appear
[05:36:30] <tjb1> the supply drops to 100w after 14 years
[05:36:38] <tjb1> so for a while...
[05:36:44] <pfred1> wow 14 years?
[05:37:00] <tjb1> http://cdn.theatlantic.com/static/infocus/msl112511/s_m14_011-6715.jpg
[05:37:08] <tjb1> Oh text isnt on it
[05:37:14] <toastyde1th> lol pallet jack
[05:37:16] <tjb1> there is hi-res
[05:37:19] <andy_mac> so my y axis is still only moving at 1/2 the distance it should... changing the motor steps per rev and microstepping to the x & z axis values makes the y axis stepper stop working. anything else to investigate as to why it's not working?
[05:37:22] <L84Supper> does this one have auto windex spray and wiper?
[05:37:36] <pfred1> the guy is having a geekgasm
[05:38:01] <tjb1> http://cdn.theatlantic.com/static/infocus/msl112511/s_m17_011-4882.jpg
[05:38:13] <tjb1> There is the thing they used for like 15 seconds then shot off to be destroyed
[05:38:20] <pfred1> what OS are they running?
[05:38:27] <pfred1> it looks like Ubuntu
[05:39:28] <tjb1> I wonder how many of them in the room actually worked on making the rover
[05:39:49] <pfred1> these are console jockies
[05:39:56] <tjb1> http://cdn.theatlantic.com/static/infocus/msl112511/s_m18_011-7088.jpg
[05:40:00] <tjb1> Where are all of those guys
[05:40:06] <tjb1> Nasa probably fired them
[05:40:27] <pfred1> well if this massion is a go it is a big coup for the USA
[05:40:49] <tjb1> This is cool -
http://cdn.theatlantic.com/static/infocus/msl112511/s_m22_011-7344.jpg
[05:41:00] <L84Supper> looks like a scene from Moonraker
[05:41:38] <tjb1> I just heard a guy say holy shit
[05:41:44] <pfred1> yup
[05:42:01] <pfred1> they're running Linux
[05:42:31] <tjb1> https://lh6.googleusercontent.com/-osb3mRcnkRI/UB9Yl308yFI/AAAAAAAAGYg/wMVcJ86pHOU/s720/vlcsnap-2012-08-06-15h39m08s42.png
[05:45:06] <pfred1> notice how no one is doing their job now?
[05:45:24] <r00t4rd3d> there only job was to cheer
[05:45:32] <tjb1> Yeah it just video of them talking
[05:45:47] <pfred1> we want data!
[05:45:49] <tjb1> Back to normal nasa programming
[05:46:06] <L84Supper> in space, nobody can hear you scream
[05:46:08] <pfred1> I want some high res desktop wallpaper
[05:46:25] <r00t4rd3d> there already is
[05:46:51] <tjb1> Congratulations, the people you didnt know that slaved to build this rover accomplished something and you are taking all the credit
[05:47:05] -!- psha[work] [psha[work]!~psha@195.135.238.205] has joined #linuxcnc
[05:48:24] <tjb1> I think curiosity is out of data area now
[05:49:13] <pfred1> what did he just say?
[05:49:26] <pfred1> the USSR still holds the distance record
[05:50:12] <L84Supper> the first landing on the moon was a bit more exciting
[05:50:29] <pfred1> I saw it it was not as exciting live
[05:50:52] <pfred1> they didn't really let on that they only had 30 seconds of fuel left
[05:51:35] <pfred1> watching the first Moon landing knowing what I know now it is a bit more of a nail biter
[05:52:50] -!- FinboySlick has quit [Quit: Leaving.]
[05:52:55] -!- karavanjo has quit [Read error: Connection reset by peer]
[05:53:21] <tjb1> Funny how they all have macbook pros/airs and iphones
[05:54:40] <L84Supper> notice any iPAD's?
[05:55:09] -!- deadman has quit [Quit: Page closed]
[05:55:49] <pfred1> she wants 100% slashdot factor
[05:56:05] <tjb1> http://mars.jpl.nasa.gov/msl/multimedia/raw/
[05:56:19] <tjb1> there are images
[05:56:56] <pfred1> I need better pictures
[05:58:21] <tjb1> it wont load for me now
[05:58:23] <pfred1> The request could not be satisfied.
[05:58:36] <tjb1> it had full size then it wouldnt load
[05:58:45] <pfred1> the server is crashed
[05:59:29] <tjb1> http://mars.jpl.nasa.gov/msl-raw-images/proj/msl/redops/ods/surface/sol/00000/opgs/edr/fcam/FRA_397502305EDR_D0010000AUT_04096M_.JPG
[06:00:19] <pfred1> someone commented is that a horse?
[06:00:28] <tjb1> http://p.twimg.com/Azl9hyXCEAE5_Hw.jpg:large
[06:00:47] <pfred1> it isn't large here
[06:01:50] <tjb1> crashed again
[06:02:25] -!- taiden has quit [Quit: taiden]
[06:03:08] -!- taiden [taiden!~lukepighe@cpe-76-179-135-80.maine.res.rr.com] has joined #linuxcnc
[06:03:15] <pfred1> everyone is tuning out
[06:03:28] <Skullworks> Must be Win 2008 Server Enterprise Ed.
[06:03:56] <Skullworks> Buggy as a termite mound
[06:04:22] <pfred1> I want to see the thing cruise around
[06:04:52] <tjb1> at the speed it brings down these little pictures i can only imagine how much that would suck to drive it
[06:05:12] <pfred1> supposedly this thing is 10 times faster than the last rovers
[06:06:08] <tjb1> i remember watching something about them driving some other rover where they had to specially train them because video feed lagged 30 seconds behind
[06:06:18] <tjb1> I wonder how they drive this
[06:07:01] -!- taiden has quit [Client Quit]
[06:07:01] <pfred1> how would yo udrive a billion dollar car?
[06:07:08] <pfred1> very carefully!
[06:07:15] <Skullworks> should be like MDI - forward 2 m
[06:07:26] <Skullworks> wait to confirm
[06:08:00] <tjb1> Well im about to pass out
[06:08:01] <tjb1> night all
[06:08:17] <pfred1> I think the rover is largly autonomous they just tell it kind of where to go and it goes there
[06:08:21] <Skullworks> me to - nite all
[06:08:34] -!- Skullworks [Skullworks!~Skullwork@63-234-48-168.dia.static.qwest.net] has parted #linuxcnc
[06:09:39] -!- tjb1 has quit [Quit: tjb1]
[06:10:03] <pfred1> http://www.reuters.com/article/2012/08/06/us-usa-mars-idUSBRE8721A920120806
[06:17:57] -!- andy_mac [andy_mac!~andy@71-212-135-171.hlrn.qwest.net] has parted #linuxcnc
[06:23:03] -!- gmagno has quit [Quit: Leaving]
[06:26:42] -!- pfred1 has quit [Quit: ..]
[06:34:32] -!- micges [micges!~micges@edy187.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[06:36:59] -!- karavanjo has quit [Remote host closed the connection]
[06:47:34] -!- vladimirek has quit [Remote host closed the connection]
[07:05:52] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:06:32] <DJ9DJ> moin
[07:46:10] -!- skorket [skorket!~skorket@cpe-24-58-232-122.twcny.res.rr.com] has joined #linuxcnc
[07:57:30] -!- factor has quit [Read error: Connection reset by peer]
[08:15:23] -!- factor [factor!~factor@74.196.174.25] has joined #linuxcnc
[08:41:26] -!- phantoxe [phantoxe!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[08:49:10] -!- rob_h [rob_h!~rob_h@027c3dec.bb.sky.com] has joined #linuxcnc
[09:56:12] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[10:37:11] -!- uriel_ has quit [Read error: Connection reset by peer]
[10:42:04] -!- sumpfralle [sumpfralle!~lars@31-16-104-161-dynip.superkabel.de] has joined #linuxcnc
[10:46:23] -!- Valen [Valen!~Valen@c122-108-45-139.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[10:55:15] -!- Valen has quit [Quit: Leaving.]
[11:04:14] -!- alex_joni has quit [Ping timeout: 248 seconds]
[11:05:41] -!- alex_joni [alex_joni!~alex_joni@emc/board-of-directors/alexjoni] has joined #linuxcnc
[11:05:41] -!- mode/#linuxcnc [+v alex_joni] by ChanServ
[11:21:38] <Jymmm> Hey alex_joni
[11:27:02] -!- servos4ever [servos4ever!~chatzilla@74-47-247-180.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[11:34:39] -!- servos4ever_ [servos4ever_!~chatzilla@74-47-247-180.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[11:36:12] -!- servos4ever has quit [Ping timeout: 246 seconds]
[11:36:18] servos4ever_ is now known as servos4ever
[11:41:56] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[11:56:25] -!- sumpfralle [sumpfralle!~lars@31-16-121-41-dynip.superkabel.de] has joined #linuxcnc
[12:08:17] -!- fatpandas [fatpandas!~fatpandas@c-76-105-103-177.hsd1.ga.comcast.net] has joined #linuxcnc
[12:09:53] -!- geo01005 [geo01005!~chatzilla@63-248-116-228.static.ogdl0101.digis.net] has joined #linuxcnc
[12:10:05] -!- erictheise has quit [Quit: erictheise]
[12:20:30] <awallin> has anyone done a state-machine with HAL? or with some other RTAI tools? I'm toying with the idea of using RTAI/HAL to control some instruments... (not a cnc-machine)
[12:22:49] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:24:12] <awallin> hmm the rtai wiki shows some block diagrams etc. anyone used that?
[12:24:30] <micges> awallin: something like production line in factory? 24/7 same production?
[12:24:41] <cpresser> awallin: i think i would implement that as hal-userspace-component
[12:24:59] <cpresser> one could write a 'compiler' which translates VHDL to HAL
[12:25:07] <cpresser> or use classic-ladder
[12:25:11] <awallin> monitoring of analog pid-loops, reading a lot of sensors, controlling digital and analog outputs..
[12:25:19] <cpresser> as always, there are plenty of options :)
[12:25:59] -!- sumpfralle has quit [Ping timeout: 246 seconds]
[12:26:14] <awallin> does anyone have a good grasp of the overall real-time situation on linux? i.e. rtai vs rtlinux vs. xxxx ?
[12:26:29] <archivist> awallin, there is an antenna testing rig controlled by emc
[12:26:31] <micges> awallin: then yes, I've made few of such machines
[12:26:33] <awallin> rt-preempt or whatever is the newest, but low performance, thing
[12:27:12] <archivist> awallin,
http://emcar.sourceforge.net/
[12:27:24] <Jymmm> archivist: antenna tester? link?
[12:27:41] <archivist> see above
[12:27:50] <micges> awallin: 1.5k lines of hal, generated from eagle
[12:28:55] <Jymmm> archivist: ty
[12:29:45] -!- factor has quit [Quit: Leaving]
[12:30:15] <archivist> there was another system where user mixed emc2 and another instrument control system
[12:30:38] <archivist> about a years ago I think
[12:31:32] <awallin> something that logs to disk, or produces a 'live' webpage, and sends emails or other alerts in error situations would also be interesting
[12:32:26] <micges> thats could be done by userspace python module
[13:22:08] -!- stillme1 [stillme1!~DCI-EAGLE@41.203.64.132] has joined #linuxcnc
[13:22:48] <stillme1> hello please i want to know if anyone ever used photovcarve with 30 degree bit?
[13:24:44] <cpresser> stillme1: not 30degree, but similar. what exactly is your question?
[13:26:30] -!- Tom_itx has quit [Ping timeout: 264 seconds]
[13:27:01] -!- taiden [taiden!~lukepighe@cpe-76-179-135-80.maine.res.rr.com] has joined #linuxcnc
[13:27:47] -!- zlog has quit [Ping timeout: 272 seconds]
[13:29:53] -!- zlog [zlog!~zlog@ip68-102-193-88.ks.ok.cox.net] has joined #linuxcnc
[13:29:55] -!- cncbasher [cncbasher!~quassel@cpc15-hart9-2-0-cust101.11-3.cable.virginmedia.com] has joined #linuxcnc
[13:34:06] -!- mhaberler has quit [Quit: mhaberler]
[13:34:51] -!- erictheise has quit [Quit: erictheise]
[13:53:44] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:11:57] -!- tjb1 [tjb1!~tjb1@66.sub-174-252-212.myvzw.com] has joined #linuxcnc
[14:15:21] -!- uriel_ has quit [Quit: Page closed]
[14:16:29] -!- zzolo has quit [Quit: zzolo]
[14:17:20] -!- taiden has quit [Quit: taiden]
[14:23:38] <r00t4rd3d> ive used a 60 with it
[14:28:19] -!- tjb1 has quit [Quit: tjb1]
[14:31:35] -!- psha[work] has quit [Quit: leaving]
[14:36:46] -!- geo01005 has quit [Ping timeout: 246 seconds]
[14:39:15] -!- syyl [syyl!~syyl@p4FD15A32.dip.t-dialin.net] has joined #linuxcnc
[14:41:29] -!- erictheise has quit [Client Quit]
[14:47:35] -!- stillme1 has quit [Ping timeout: 272 seconds]
[14:49:08] -!- stillme [stillme!~DCI-EAGLE@41.203.64.134] has joined #linuxcnc
[14:49:46] -!- Nick001-Shop [Nick001-Shop!~chatzilla@69.72.53.9] has joined #linuxcnc
[14:50:50] <stillme> cpresser, i tried to vcarve in photovcarve with a 30degree bit and it came out just lines with little variations
[14:51:40] <r00t4rd3d> mess with the line spacing and carving max depth
[14:52:07] <r00t4rd3d> start with 0.02 and 100%
[14:53:07] -!- syyl has quit [*.net *.split]
[14:53:08] -!- morfic has quit [*.net *.split]
[14:53:08] -!- hm2-buildmaster has quit [*.net *.split]
[14:53:08] -!- fragalot has quit [*.net *.split]
[14:53:08] -!- CIA-32 has quit [*.net *.split]
[14:53:08] -!- cherry_lin has quit [*.net *.split]
[14:55:45] -!- syyl [syyl!~syyl@p4FD15A32.dip.t-dialin.net] has joined #linuxcnc
[14:55:45] -!- morfic [morfic!~morfic@unaffiliated/morfic] has joined #linuxcnc
[14:55:45] -!- fragalot [fragalot!~thomas@gentoo/user/FamousToaster] has joined #linuxcnc
[14:57:03] <r00t4rd3d> if that is not viewable try 125% line spacing
[14:58:38] <r00t4rd3d> when you get it viewable increase your depth by 0.005 and see what happens, tighten your lines up by 2%
[14:58:46] -!- syyl has quit [Read error: Connection reset by peer]
[15:01:18] <r00t4rd3d> you really should use a 90 to get good results
[15:02:16] <r00t4rd3d> they have them at lowes for 10 bucks, 1/4 shaft
[15:03:38] -!- syyl [syyl!~syyl@p4FD15A32.dip.t-dialin.net] has joined #linuxcnc
[15:06:17] -!- JT-Shop [JT-Shop!~john@184.20.140.167] has joined #linuxcnc
[15:09:19] <stillme> yes i figured that i need at least a 60degree or better a 90degree but i wanted to confirm
[15:09:47] <stillme> 30 has very low ratio of line width to line depth
[15:11:03] <stillme> i ordered a 60 degree but wanted to know if anyone succeeded with 30 degree bit
[15:11:31] -!- syyl has quit [Quit: Leaving]
[15:17:27] <JT-Shop> any will work, it just depends on your desired results
[15:21:05] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-236-191-dynip.superkabel.de] has joined #linuxcnc
[15:22:32] <r00t4rd3d> more angle = more detail but also longer to cut
[15:22:58] <IchGuckLive> depends on cutter form also
[15:23:16] <r00t4rd3d> vbit
[15:23:30] -!- Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[15:23:38] <IchGuckLive> not good shape for miling detail
[15:23:53] <r00t4rd3d> we are talking about a program called PhotoVCarve
[15:24:18] <r00t4rd3d> vbits is all you are suppose to use with it
[15:24:36] <IchGuckLive> gives not a good result
[15:24:45] <r00t4rd3d> not really
[15:25:03] <IchGuckLive> do you got a semple foto to be milled
[15:25:13] <r00t4rd3d> i dont
[15:25:20] <IchGuckLive> as a relieff or outline
[15:26:11] <IchGuckLive> if seen today a map as a 1GB stl file
[15:26:31] -!- syyl [syyl!~syyl@p4FD147E8.dip.t-dialin.net] has joined #linuxcnc
[15:26:39] <IchGuckLive> to be milled in foam at 10mx8m
[15:26:49] <r00t4rd3d> i wanna do it
[15:26:52] <r00t4rd3d> is it free?
[15:27:08] <IchGuckLive> dont think so
[15:27:18] <IchGuckLive> what are you searching for
[15:27:22] <IchGuckLive> stl files
[15:27:28] -!- micges_ [micges_!~micges@ewj119.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[15:27:59] <r00t4rd3d> no
[15:28:10] -!- micges has quit [Ping timeout: 246 seconds]
[15:28:12] <IchGuckLive> there are so many around to be milled
[15:28:18] <r00t4rd3d> http://i.imgur.com/Ixoaj.jpg
[15:28:21] <r00t4rd3d> thats my map :D
[15:28:23] <syyl> ebay is the evil..
[15:28:24] <syyl> http://gtwr.de/schleifschraubstock.jpg
[15:28:28] <r00t4rd3d> 3inches
[15:29:02] <IchGuckLive> r00t4rd3d: this is only a outline
[15:29:24] <r00t4rd3d> yeah
[15:30:23] <r00t4rd3d> syyl, whats wrong
[15:30:24] <r00t4rd3d> ?
[15:30:44] <syyl> it cost money ;)
[15:31:06] <syyl> couldnt withstand..
[15:31:11] <r00t4rd3d> oh
[15:31:21] <r00t4rd3d> i was looking for a defect :/
[15:31:28] <syyl> na, its in great shape
[15:31:34] <syyl> no toolmarks
[15:31:38] <r00t4rd3d> whats the long pin for?
[15:31:49] <syyl> its the tommybar for the spindle
[15:31:54] <syyl> to overtighten it ;)
[15:32:01] <r00t4rd3d> oh
[15:32:36] <syyl> i like the look of the wooden box
[15:32:40] <syyl> like an old ammo crate
[15:33:39] <cpresser> get a can of spraypaint and cut a stencil in order to paint it. that gives even mor ammobox feeling
[15:33:50] <syyl> thats what i had in mind
[15:34:15] <syyl> maybe i will do that
[15:34:44] <cpresser> http://www.dafont.com/theme.php?cat=114
[15:34:57] <syyl> yeah :D
[15:35:09] <syyl> that would be total useless
[15:35:52] <cpresser> it looks even better if the stencil used is not aligned correctly^^
[15:38:31] <IchGuckLive> r00t4rd3d:
http://www.shadedrelief.com/physical/index.html
[15:44:29] -!- gallenat0r [gallenat0r!~gallenat0@1508897334.dhcp.dbnet.dk] has joined #linuxcnc
[15:47:29] <jdh> fengrave is supposed to do vcarving of some sort now.
[15:49:54] <IchGuckLive> r00t4rd3d: still here
[15:54:47] -!- demacus has quit [Read error: Connection reset by peer]
[15:57:06] -!- gmagno_ [gmagno_!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[15:57:37] <IchGuckLive> r00t4rd3d: querry ->
[15:59:34] <IchGuckLive> 3D usa map generated and etch state is individuell scal in Z via Blender
[16:03:27] <IchGuckLive> jdh: photo->gimp->incscape->pycam
[16:03:34] -!- stillme has quit [Ping timeout: 245 seconds]
[16:03:38] <IchGuckLive> for outline is ok
[16:04:00] <IchGuckLive> relieff Photo->Gimp->blender->stl
[16:04:22] -!- djcoin has quit [Quit: WeeChat 0.3.2]
[16:04:40] <IchGuckLive> relieff via grayscale ZHighmap
[16:05:35] <jthornton> Tom_itx take another glance at the glade part of the tutorial when you get a moment
[16:06:51] <IchGuckLive> http://www.usarelief.com/ust_ca.htm
[16:07:08] -!- gmagno_ has quit [Quit: Leaving]
[16:07:31] -!- gmagno [gmagno!~gmagno@a213-22-30-249.cpe.netcabo.pt] has joined #linuxcnc
[16:08:50] -!- stillme [stillme!~DCI-EAGLE@41.203.64.132] has joined #linuxcnc
[16:10:18] micges_ is now known as micges
[16:33:40] -!- jpk has quit [Ping timeout: 246 seconds]
[16:33:52] -!- syyl_ [syyl_!~syyl@p4FD147E8.dip.t-dialin.net] has joined #linuxcnc
[16:36:06] -!- syyl has quit [Ping timeout: 264 seconds]
[16:38:40] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[16:41:35] -!- stillme [stillme!~DCI-EAGLE@41.203.64.132] has parted #linuxcnc
[16:42:02] -!- gmagno has quit [Quit: Leaving]
[16:42:15] -!- grummund has quit [Ping timeout: 250 seconds]
[16:44:27] <Connor> Hey Guys.. I just rotated the head on my g0704 and rigged it for use as a Lathe.. The G-Code I'm producing uses Z and X.
[16:44:54] <Connor> Were as, I need it to be X and Y
[16:45:08] <jdh> coincidently, I've spent an hour or two this morning trying to find a lathe chuck for mine.
[16:45:24] <Connor> jdh: Still no luck ?
[16:45:31] <Connor> Shaars has them sometimes...
[16:45:48] <Connor> err Shars
[16:47:39] <jdh> wonder if I could just get an adapter for my 3 or 4 jaw chucks to R8
[16:47:44] -!- sumpfralle [sumpfralle!~lars@31-16-105-251-dynip.superkabel.de] has joined #linuxcnc
[16:48:15] <jdh> Connor: UPS delivered an empty box that was supposed to have 18lbs of 1.5" drill rod in it (for the holders)
[16:48:29] <Connor> Huh ?
[16:48:32] <Connor> WTF ?
[16:49:04] <jdh> one corner of the box was damaged. Looks like the 3ft rod left the box.
[16:49:58] -!- Ropesfish [Ropesfish!~IceChat9@c-67-191-113-99.hsd1.fl.comcast.net] has joined #linuxcnc
[16:50:51] <jdh> shars has a 3", it's $125 though.
[16:51:50] -!- ktchk [ktchk!~eddie6929@n219073006081.netvigator.com] has joined #linuxcnc
[16:52:09] -!- demacus [demacus!~demacus@erft-5d80af46.pool.mediaWays.net] has joined #linuxcnc
[16:52:19] <ktchk> ctrl-home is not working any news?
[16:52:41] <micges> ktchk: caps-lock?
[16:52:50] <ktchk> no
[16:53:15] <micges> does it works earlier?
[16:53:44] <Connor> jdh: That sucks.. on both counts..
[16:54:02] <ktchk> micges:no
[16:54:31] <Connor> I think I'm going to have to copy the config of my mill and make a new one..Simply renaming the Axis in the G-Code isn't doing it..
[16:54:47] <micges> so probably bad homing sequence in ini file?
[16:57:20] <micges> ktchk: HOME_SEQUENCE must start from 0
[16:57:41] -!- demacus has quit [Remote host closed the connection]
[16:58:00] <jdh> why doesn't the axis change in gcode work?
[16:58:11] <micges> ktchk:
http://www.linuxcnc.org/docs/html/config/ini_homing.html#_home_sequence
[16:58:26] <Connor> I don't know.. it's like it's all out of wack.
[16:58:43] <jdh> are you doing plain moves or something funky?
[16:58:52] <Connor> just plain moves.
[16:59:02] <ktchk> micges: my .ini file is generated by stepconf
[16:59:17] <Connor> I'll figure it out.
[16:59:31] <jdh> try changing planes?
[16:59:36] <micges> ktchk: does all axis move when you try jog?
[16:59:46] <Connor> in CAM ?
[17:00:07] <jdh> in the gcode
[17:00:19] <Connor> What G code does that ?
[17:00:20] <jdh> G18?
[17:00:28] <Connor> I see a G17
[17:00:39] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[17:00:45] <jdh> change it to g18
[17:01:13] <ktchk> micges: yes all axis moves only ctrl-home to home all axis not working
[17:01:31] <jdh> that may not do anything wih g0/g1 though
[17:01:57] <ktchk> micges: the ini file does not have HOME_SEQUENCE
[17:02:02] <Connor> Nope. G2,G3, G81--G89 G40--G42
[17:02:04] <skunkworks> ktchk, are you using the axis git?
[17:02:07] <skunkworks> *gui?
[17:02:25] <ktchk> 2.51
[17:02:26] <micges> ktchk: paste ini file on pastebin.org
[17:03:50] <Connor> If I make a separate config file, I can just map Z to X and X to Y
[17:04:25] <IchGuckLive> Connor: why not change the hole G-code
[17:04:25] <Connor> I would think doing a search replace would do it too.
[17:04:37] <archivist> yes just edit configs and call it lathe
[17:04:41] <IchGuckLive> in gedit 2 klicks
[17:04:52] <Connor> IchGuckLive: I've done a search and replace..
[17:05:00] <IchGuckLive> O.O
[17:05:07] <Connor> for what ever reason.. the part then is wrong..
[17:05:19] <ktchk> micges:3ENE4jv8
[17:05:33] <IchGuckLive> ktchk: full link ß
[17:07:26] <ktchk> http://pastebin.com/sPNfqpMC
[17:08:01] <IchGuckLive> Thanks
[17:08:42] <IchGuckLive> ktchk: witch country are you in
[17:09:04] <micges> ktchk: please paste whole file
[17:10:05] <ktchk> that is the whole file
[17:10:16] <IchGuckLive> the file is only the top
[17:10:24] <IchGuckLive> no data from the axes
[17:12:07] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[17:12:20] <micges> ktchk: if so then you have not configured any axis, so then there will be default settings and no homing
[17:12:27] <micges> try again stepconf
[17:12:53] <ktchk> That is the ini file generated by stepconf
[17:13:11] <micges> ktchk: and before try view it in gedit to be sure you didn't miss anything
[17:13:28] <IchGuckLive> we are looking for [AXIS_0] 1 2 3 4
[17:13:36] <Connor> okay.. I think it might be G7 command.. which puts X in Diameter mode..
[17:13:52] <Connor> when Y needs to be in Diameter mode..
[17:14:09] <IchGuckLive> r00t4rd3d: still on
[17:16:27] <Connor> Yup.. G7 was halving the X travel...
[17:16:47] <Connor> Now.. I need to figure out if Y needs a equivalent.
[17:17:07] <IchGuckLive> Connor: why Y
[17:17:16] <IchGuckLive> lathe is XZ
[17:17:25] <IchGuckLive> there is no Y
[17:17:28] <Connor> IchGuckLive: This isn't a Lathe.
[17:17:31] <IchGuckLive> in ISO
[17:17:39] <IchGuckLive> then why G7
[17:17:55] <Connor> That's what the CAM package did.
[17:18:08] <IchGuckLive> CAM name
[17:18:26] <IchGuckLive> isend there A FANUC 11m
[17:18:27] -!- phantoneD has quit [Ping timeout: 246 seconds]
[17:18:44] <Connor> I rotated my Head on my mill 90 degrees. The head is now parallel to the X and my Y moves the tool in and out.
[17:18:46] -!- phantoxe has quit [Ping timeout: 246 seconds]
[17:18:52] <Connor> IchGuckLive: CamBam
[17:19:43] <IchGuckLive> CAM BAM can change the Axis Word in the Post Config
[17:19:47] <jdh> oh. Why did you rotate it?
[17:20:25] <Connor> jdh: Would have to mount the tool holder sideways.. Rotational force could flip the bit out if I used Z
[17:21:02] <Connor> I would do it if turning alumn.. but, I'm doing steel.. didn't want to chance it.
[17:21:29] <jdh> what are you making?
[17:21:39] <Connor> IchGuckLive: That's fine. But, that still won't take care of the G7 and Radius vs Diamater.
[17:21:48] <Connor> jdh: Top hat for power drawbar.
[17:22:08] <jdh> I got another $100 amazon gift card today. I can get another atom board, and some reamers.
[17:22:24] <Connor> jdh: Nice. What was the card for ?
[17:22:37] <IchGuckLive> Connor: if your tool is parallel X why G18 not G19
[17:22:54] -!- Vq has quit [Ping timeout: 248 seconds]
[17:23:02] <jdh> it says Expertise: optimizing the transducer changeover process
[17:23:50] -!- Vq [Vq!~vq@90-227-210-195-no122.tbcn.telia.com] has joined #linuxcnc
[17:23:51] <jdh> but, I was just doing things I always do.
[17:23:56] <IchGuckLive> Connor: see post processor macro
[17:24:00] <Connor> IchGuckLive: Because Z has no part in this.
[17:24:09] <Connor> This is X and Y.
[17:24:28] <IchGuckLive> XY with tool parallel X
[17:24:56] <Connor> X is left to right movement. Y is in and out movement.
[17:25:42] <IchGuckLive> you are running 0.9.8
[17:25:49] <Connor> Yes.
[17:30:07] <IchGuckLive> Connor: please do a ALT+Doble Klich in the main window to see the Workplane Reset
[17:30:35] <IchGuckLive> in the Drawing window
[17:33:46] <IchGuckLive> Connor: XP or Win7
[17:34:05] <Connor> Win7 in vmware. give me just a minute.. CamBAM isn't saving gcode for some reason.
[17:34:51] <IchGuckLive> ktchk: still on
[17:35:33] <IchGuckLive> Connor: RMB on Drawing Save G-code
[17:37:58] -!- bonehead [bonehead!bonehead@cpe-67-253-248-226.rochester.res.rr.com] has joined #linuxcnc
[17:38:52] Cylly2 is now known as Loetmichel
[17:39:19] -!- Guthur [Guthur!~user@212.183.128.52] has joined #linuxcnc
[17:40:28] <Loetmichel> so, work done for today, going home... (11 hrs is definetly enough)
[17:45:09] <ktchk> IchGuckLive: still checking
[17:46:15] <IchGuckLive> it is so easy
[17:46:33] <IchGuckLive> ktchk: are you on a standard parport 4 Axis
[17:46:43] -!- skunkworks has quit [Read error: Connection reset by peer]
[17:46:53] <ktchk> IchGuckLive: 3 axis
[17:47:31] <ktchk> IchGuckLive; i use no home switches
[17:47:35] <IchGuckLive> if you load up axis stepper xyz you are done
[17:47:36] -!- Guthur has quit [Remote host closed the connection]
[17:47:48] <bonehead> sherline has so little help information about thier machines. my keyboard is unresponsive only when i have the spindle motor running. i think it has something to do with a ground. checked the maching and there is constant power going to the motor even when the power switch is off. anyone have a simmilar issue? i have the sherline 2010 mill cnc bought as a package.
[17:47:55] <ktchk> stepconf
[17:47:58] <IchGuckLive> no homeswitches means that there is no input enabled
[17:48:41] <ktchk> IchGuckLive: stepconf does not have home switch config
[17:48:54] <IchGuckLive> you need to home the mashie by hand then just klick on mashie reference and etch axis
[17:49:19] <IchGuckLive> ktchk: it does it if you do not config any input
[17:49:25] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[17:50:22] <IchGuckLive> if you do not reference by hand the MASHI NE is not moving
[17:50:31] <IchGuckLive> on MDI or G-code
[17:51:02] <IchGuckLive> it will not move as there is no home configured at the ini during homing
[17:51:13] <IchGuckLive> just the icon homed is appearing
[17:51:23] <IchGuckLive> ktchk: witch country are you in
[17:51:35] <IchGuckLive> as you did a mm config
[17:51:36] <ktchk> IchGuckLive: hong kong
[17:51:58] <IchGuckLive> do you got a Zen Board as Driver
[17:52:07] <IchGuckLive> read or blue
[17:52:11] <IchGuckLive> red
[17:52:36] <ktchk> IchGuckLive: chinese breakout
[17:52:49] <IchGuckLive> on ebay ?
[17:53:02] <ktchk> IchGuckLive: no direct
[17:53:14] <IchGuckLive> so let me see
[17:53:32] <ktchk> IchGuckLive: yoocnc using them
[17:53:38] <IchGuckLive> http://reprap.org/mediawiki/images/e/e9/TB6560.jpg
[17:53:44] <IchGuckLive> this one
[17:54:20] <ktchk> IchGuckLive: no seperated one
[17:54:55] <ktchk> IchGuckLive: I have 6560 single axia 3 of them
[17:55:04] <IchGuckLive> ok
[17:55:10] <IchGuckLive> and witch brewakout
[17:55:45] <ktchk> IchGuckLive: small one only 3x224 on it
[17:56:46] <ktchk> IchGuckLive: it comes with the control box
[17:57:18] <ktchk> IchGuckLive: it works fine the opto isolater is on the 6560 board
[17:57:27] <IchGuckLive> http://www.ebay.de/itm/Neu-4-Axis-TB6560-CNC-Stepper-Motor-Driver-Controller-Board-Kit-57-two-phase-3A-/221030915230?pt=Motoren_Getriebe&hash=item3376781c9e
[17:57:41] <IchGuckLive> ktchk: this is the system
[17:58:22] <ktchk> IchGuckLive: breakout board no relay
[17:58:47] <IchGuckLive> can you post a datasheed for the pinlayout
[17:59:06] <ktchk> IchGuckLive: which board?
[17:59:08] <IchGuckLive> XStep pin3 Xdirectoin pin 4 ?
[17:59:23] <IchGuckLive> the Breakoutboard with the parport
[17:59:39] <IchGuckLive> we belive that you connect as shown in the manual
[17:59:49] <r00t4rd3d> ktchk, whats your issue? I have a tb6560
[18:00:05] <IchGuckLive> r00t4rd3d: ini not propper
[18:00:53] <IchGuckLive> ktchk: did you put the jumper to the parport subD-25 connector input
[18:01:21] <ktchk> IchGuckLive: I have no problem with the 6560 board I want to test all keys for the qjoypad to make a remote joypad
[18:02:02] <IchGuckLive> then you need to read the hal manual on pendand
[18:02:19] <r00t4rd3d> nah, just set qjoyup right
[18:02:24] <r00t4rd3d> no need to mess with hal
[18:02:28] <ktchk> IchGuckLive:jumper is for a 5v supply for the 244 ic
[18:02:46] <skunkworks> ktchk, are you using axis?
[18:02:52] <ktchk> yes
[18:03:02] <r00t4rd3d> i use qjoypad too
[18:03:15] <ktchk> r00t4rd3d: qjoypad is good
[18:03:18] <r00t4rd3d> yeah
[18:03:23] <r00t4rd3d> works
[18:03:29] <r00t4rd3d> pain to set the keys
[18:03:46] <r00t4rd3d> you kinda gotta guess some till you figure out what is what button
[18:03:49] <skunkworks> ktchk, do you have a 'home all' button on the manual tab?
[18:04:12] <ktchk> r00t4rd3d: I did use hal first but the speed to jog axia is not good
[18:05:14] <ktchk> skunkworks: I found out that I have not put a input pin for home no home of any kind in my ini
[18:05:28] <skunkworks> ok - good
[18:05:49] <r00t4rd3d> did you add NO_FORCE_HOMING = 1 in your ini?
[18:06:00] <r00t4rd3d> inder [TRAC]
[18:06:04] <r00t4rd3d> under*
[18:06:13] <ktchk> skunkworks: the ctrl-home switch is for machine with home switch
[18:07:24] <ktchk> r00t4rd3d: I try to use the ctrl-home switch , no-forcehoming what for
[18:08:03] <IchGuckLive> ktchk: its for general no homing
[18:09:33] <ktchk> ok but is will be a bit trouble to activate then home ever axis
[18:10:12] <r00t4rd3d> if you dont have homing switches, no need to use homing.
[18:10:40] <ktchk> zero at the conner?
[18:10:47] <r00t4rd3d> yeah
[18:10:53] <r00t4rd3d> of your work piece
[18:11:13] <r00t4rd3d> use the Touch off
[18:11:30] <ktchk> then the soft limit will go over the other side
[18:12:31] <r00t4rd3d> this is what i do, I set my x,y where i want it, restart linuxcnc and make sure all is at 0 expect Z, if not at 0 i touch off to 0.0
[18:12:43] <ktchk> IchGuckLive: is your breakout board working?
[18:12:57] <IchGuckLive> yes
[18:13:29] <IchGuckLive> i had to change from USB in to D25 in via Jumper
[18:13:39] <IchGuckLive> it comes with USA enabled
[18:13:40] <r00t4rd3d> today i think i will finally hook up my limit/homing switches
[18:13:48] <IchGuckLive> B)
[18:14:00] <IchGuckLive> r00t4rd3d: all on one
[18:14:10] <ktchk> I found out that the 6560 need to invert the signal for step otherwis is will skip step
[18:14:55] <ktchk> IchGuckLive: did you put the usb cable in?
[18:15:10] <IchGuckLive> i woudt go for Debounce and dot forget to tell HOME_IS_SHARED
[18:15:33] <IchGuckLive> ktchk: no
[18:15:40] <IchGuckLive> r00t4rd3d: HOME_IS_SHARED=1
[18:16:42] <ktchk> IchGuckLive: USB cable is for the 5v to supply the 244 ic db25 does not always give enough supply current
[18:17:04] <IchGuckLive> i got a %v via plugs
[18:17:07] <IchGuckLive> 5V
[18:17:35] <IchGuckLive> you may got a other board
[18:17:46] <IchGuckLive> please perovide the manual side
[18:19:05] -!- bedah [bedah!~bedah@92.224.242.199] has joined #linuxcnc
[18:20:52] <ktchk> IchGuckLive:
http://item.taobao.com/item.htm?id=17180568283&ali_trackid=2:mm_14507416_2297358_8935934,0:1344277217_3z3_286335094
[18:21:07] <r00t4rd3d> i got it fixed in sketchup :D
[18:21:32] <IchGuckLive> ok
[18:21:40] <IchGuckLive> ktchk: its not available from germany
[18:21:48] <IchGuckLive> blocket as a spam side
[18:22:16] <IchGuckLive> r00t4rd3d: all sketchup modells can be §D milled via Blender
[18:22:20] <IchGuckLive> 3D
[18:22:34] <IchGuckLive> as there is a collada input
[18:22:36] -!- bonehead has quit []
[18:23:09] <IchGuckLive> i use this for large scale miling Mount Rushmore and Statues
[18:23:12] <gallenat0r> anyone have a 3phase hf spindle?
[18:23:30] <IchGuckLive> im off late here BY
[18:23:35] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 13.0/20120601201853]]
[18:24:14] <ktchk> ichGuckLive:
http://www.wantmotor.com/ProductsView.asp?id=257&pid=82
[18:26:35] <jdh> looks like a leadshine m542
[18:26:43] <ktchk> IchGuckLive: www.taobao.com is chinese search only money is RMB chinese for your set is 660yuen that is 90US
[18:27:33] <ktchk> gallenat0r: I have a chinese one 400 HZ
[18:29:01] <gallenat0r> I've just gotten one I bought off eBay.. damn it's huge :-s
[18:30:51] <gallenat0r> 22kg
[18:30:51] <ktchk> gallenat0r: 800watt water cool ?
[18:30:55] -!- frysteev_ [frysteev_!~frysteev@miso.capybara.org] has joined #linuxcnc
[18:31:01] <gallenat0r> 4.5kw air cool
[18:31:18] <ktchk> gallenat0r: 400hz
[18:31:23] <gallenat0r> it was smaller in the picture
[18:31:26] <gallenat0r> 200hz
[18:32:06] <ktchk> gallenat0r: 1.5kw is 80mm dia
[18:32:28] -!- tjb1 [tjb1!~tjb1@66.sub-174-252-212.myvzw.com] has joined #linuxcnc
[18:32:30] <gallenat0r> this one is 140x140mm
[18:32:40] <gallenat0r> and 380mm long
[18:32:55] <ktchk> gallenat0r: special mount needed
[18:32:56] <gallenat0r> oh well it can never be too large, eh?
[18:33:21] <ktchk> gallenat0r: cutting steel?
[18:35:21] <gallenat0r> I'm building a wood mill
[18:36:03] -!- andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust639.basl.cable.virginmedia.com] has joined #linuxcnc
[18:36:20] <ktchk> gallenat0r: water cool is better for long run no cleaning needed
[18:36:59] -!- uw has quit [Excess Flood]
[18:37:26] -!- uw [uw!~uw@pool-98-109-5-15.nwrknj.fios.verizon.net] has joined #linuxcnc
[18:37:39] <ktchk> IchGuckLive: is the breakout board connection diagram correct?
[18:37:47] uw is now known as Guest35184
[18:38:26] -!- archivist_ [archivist_!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[18:38:30] <r00t4rd3d> http://www.wantmotor.com/ProductsView.asp?id=257&pid=82
[18:39:05] -!- archivist has quit [Excess Flood]
[18:39:05] -!- frysteev has quit [Write error: Broken pipe]
[18:39:05] -!- Spida has quit [Write error: Broken pipe]
[18:39:12] -!- tjb1 has quit [Quit: tjb1]
[18:39:13] -!- chron0 has quit [Remote host closed the connection]
[18:39:25] <ktchk> yes
[18:40:04] -!- phantoxeD [phantoxeD!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[18:40:10] -!- archivist_ has quit [Client Quit]
[18:40:36] -!- archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[18:40:44] -!- Spida [Spida!~timo@ns1.spinnennetz.org] has joined #linuxcnc
[18:44:19] -!- chron0 [chron0!~chrono@2a01:4f8:140:1ffd:5054:ff:fe7e:4583] has joined #linuxcnc
[18:50:05] <andypugh> r00t4rd3d: I like how "open collector" and "open gate" are called "ying" and "yang" connection :-)
[18:52:08] <andypugh> Err, not "open gate". What's it called?
[18:52:38] -!- tjb1 [tjb1!~tjb1@66.sub-174-252-212.myvzw.com] has joined #linuxcnc
[18:53:45] <ktchk> terminated
[18:54:03] <ktchk> 方向 信號 is direction
[18:55:03] -!- Ropesfish has quit [Quit: Man who run behind car get exhausted]
[18:55:12] <ktchk> 脈沖 信號 is pulse
[18:56:37] <ktchk> bye
[18:56:43] -!- ktchk [ktchk!~eddie6929@n219073006081.netvigator.com] has parted #linuxcnc
[18:57:58] <r00t4rd3d> we need google street view car to goto mars
[19:04:12] <DJ9DJ> lol
[19:07:05] -!- bedah has quit [Quit: Ex-Chat]
[19:08:14] -!- Guest35184 has quit [Changing host]
[19:08:14] -!- Guest35184 [Guest35184!~uw@unaffiliated/uw] has joined #linuxcnc
[19:08:32] Guest35184 is now known as uw
[19:11:07] -!- ktchk [ktchk!~eddie6929@n219073006081.netvigator.com] has joined #linuxcnc
[19:14:39] -!- ktchk [ktchk!~eddie6929@n219073006081.netvigator.com] has parted #linuxcnc
[19:22:45] <uw> Anybody speak Hungarian?
[19:24:07] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[19:24:36] -!- geo01005 [geo01005!~chatzilla@63-248-116-228.static.ogdl0101.digis.net] has joined #linuxcnc
[19:38:48] -!- tjb1 has quit [Quit: tjb1]
[19:41:45] -!- Thetawaves [Thetawaves!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[19:44:07] -!- Cylly2 [Cylly2!cylly@p54B1164A.dip.t-dialin.net] has joined #linuxcnc
[19:44:30] -!- Loetmichel has quit [Ping timeout: 264 seconds]
[20:03:45] <Tom_itx> looks good jthornton
[20:04:18] <andypugh> uw: Many Hungarians do
[20:09:03] -!- chillly has quit [Quit: Leaving]
[20:10:16] <Jymmm> andypugh: sarcasm... from you? I'm impressed ;)
[20:12:59] <jthornton> Tom_itx, thanks
[20:15:36] -!- karavanjo has quit [Read error: Connection reset by peer]
[20:21:40] -!- koko_ has quit [Ping timeout: 245 seconds]
[20:34:22] -!- wsjr|2 [wsjr|2!~wsjr@remote1.fxall.com] has joined #linuxcnc
[20:35:05] -!- wsjr has quit [Read error: Connection reset by peer]
[20:36:55] -!- servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[20:39:29] <DJ9DJ> gn8
[20:40:08] -!- DJ9DJ has quit [Quit: bye]
[20:43:54] -!- gallenat0r has quit [Quit: This computer has gone to sleep]
[20:50:47] -!- null_radix has quit [Read error: Connection reset by peer]
[20:58:06] <Jymmm> andypugh: ping
[20:58:12] <andypugh> ponh
[20:58:17] <r00t4rd3d> Jymmm, pong
[20:58:32] <Jymmm> andypugh: What is this used for?
http://www.ukelectricalsupplies.com/Univolt-Black-65mm-PVC-Circular-Box-Lid.htm
[20:58:49] <andypugh> It's a lid for a conduit box
[20:58:59] <Jymmm> andypugh: residential?
[20:59:10] <andypugh> I have three in my garage
[20:59:12] <Jymmm> andypugh: It's not anything I've see in the US
[20:59:36] <Jymmm> andypugh: Is that due to the UK mains outlets?
[20:59:47] <andypugh> http://www.tlc-direct.co.uk/Main_Index/Conduit_Pvc_Index/20mm_Conduit_and_Fittings_Black/index.html
[21:00:08] <andypugh> No, it is for surface-mounted round conduit boxes
[21:00:24] <Jymmm> andypugh: and 65mm is common?
[21:00:51] <andypugh> I think it is for 20mm conduit.
[21:01:08] <andypugh> Yes, here is another
[21:01:10] <andypugh> http://www.tlc-direct.co.uk/Products/MTLIDB.html
[21:01:17] <Jymmm> andypugh: Are thse PVC only, or do you think they would come in SS too?
[21:02:10] <andypugh> Not stainless, no. Galvanised though:
http://www.tlc-direct.co.uk/Products/COLIDG.html
[21:03:25] <Jymmm> andypugh: Damn, i could use that in SS
[21:03:49] <andypugh> http://www.electrix.co.uk/view_products.php?id=40
[21:03:59] -!- FinboySlick has quit [Quit: Leaving.]
[21:05:23] <andypugh> They exist, but not cheap:
http://uk.rs-online.com/web/p/cable-conduit-fittings/4711221/
[21:06:12] <Jymmm> andypugh: Are those 65mm conduct strictly a UK thing, or EU too?
[21:07:00] <andypugh> I think they might be EU. 20mm is an EU size.
[21:07:46] <Jymmm> andypugh: So I need to search for "20mm conduit" stuff ?
[21:08:49] <andypugh> Yes. I have supplied links to 3 suppliers now.
[21:09:37] <Jymmm> andypugh: I know, but *I* don't know the common sizes in UK/EU is why I was asking.
[21:09:59] <Jymmm> I wanted to make sure it wasn't an oddball size
[21:18:05] -!- sumpfralle [sumpfralle!~lars@31-16-105-251-dynip.superkabel.de] has joined #linuxcnc
[21:25:03] <skunkworks> http://www.machsupport.com/forum/index.php/topic,21026.msg146323.html#msg146323
[21:25:59] <skunkworks> like to see the g-code behind that.. looks like
http://electronicsam.com/images/KandT/axisubuntu.png
[21:28:28] -!- karavanjo has quit [Quit: Leaving]
[21:29:33] -!- skunkworks has quit [Read error: Connection reset by peer]
[21:32:11] <r00t4rd3d> its probably in the samples
[21:32:22] <r00t4rd3d> oh nvm
[21:34:29] Cylly2 is now known as Loetmichel
[21:35:04] <jthornton> is the actual velocity of the tool in the X and Y just a sum of the two axes velocity?
[21:39:33] <r00t4rd3d> dont you write the manual?
[21:40:31] <jthornton> no, I think some really old guy wrote the trig manual
[21:42:55] <r00t4rd3d> mach4's gui does look purdy
[21:44:28] <andypugh> Looks identical to Glade.
[21:45:40] -!- Keknom [Keknom!~monkeky@pool-96-236-205-140.pitbpa.fios.verizon.net] has joined #linuxcnc
[21:47:28] <r00t4rd3d> windows renders stuff cleaner
[21:53:40] <r00t4rd3d> looking at both i think identical is way to strong of a word
[21:54:00] <r00t4rd3d> similar
[21:54:46] <r00t4rd3d> they are both gray...
[21:55:27] <r00t4rd3d> ive never tried mach
[21:56:14] <syyl_> mach3 is just
[21:56:17] <syyl_> colorfull
[21:56:24] <syyl_> it looks like a candystore
[21:56:42] <syyl_> emc/axis has a much more machinelike appearance
[21:59:46] <jthornton> running G code
http://imagebin.org/223577
[22:00:17] -!- syyl_ has quit [Quit: Leaving]
[22:07:03] -!- PCW [PCW!~chatzilla@99.88.10.65] has joined #linuxcnc
[22:16:21] <Tom_itx> what do you use to open the file there?
[22:17:08] <Tom_itx> it just sorta looks like you're running around in circles there
[22:17:26] <Tom_itx> (threading)
[22:19:11] <jthornton> Tom_itx, me?
[22:19:17] <Tom_itx> ya u
[22:19:49] <jthornton> in my gui I just use file open
[22:20:04] <Tom_itx> then run?
[22:20:18] <jthornton> well estop, power, then run
[22:20:32] <jthornton> the gcode display is a gladevcp widget
[22:23:01] -!- zzolo has quit [Quit: zzolo]
[22:23:43] <Tom_itx> how do you encorporate the default hal path for nc_files into the search?
[22:24:35] <jthornton> what is a hal path?
[22:27:01] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[22:27:09] <Tom_itx> PROGRAM_PREFIX
[22:27:58] <Tom_itx> and PROGRAM_EXTENSION
[22:27:59] <jthornton> I don't look at the ini file yet for anything
[22:31:19] -!- geo01005 has quit [Ping timeout: 246 seconds]
[22:32:24] <Tom_itx> is 'test' the file name?
[22:32:34] <Tom_itx> displayed on the icon bar?
[22:33:21] <jthornton> no that is a test button
[22:35:31] -!- Brandonian has quit [Quit: Brandonian]
[22:35:41] -!- atom1 has quit [Quit: Leaving]
[22:37:08] <Connor> Okay Guys. Made a special config for my mill to work as a lathe.. that's good.. Now.. having issues trying to figure out tool offsets etc..
[22:37:27] <Connor> For my operation.. I'll be using a Left and Right hand tool.
[22:38:05] <Connor> because I'm making a part with square shoulders. the problem is switching to the LH tool.. the cutting point isn't in the same place...
[22:38:11] <Connor> how do I fix that?
[22:39:10] <andypugh> The tool table has an "orientation" entry.
[22:39:22] <Connor> right. Got that figured out. Q1 and Q2
[22:39:28] <andypugh> Does your config declare itself as a lathe?
[22:39:36] <Connor> Does now. yes.
[22:41:10] <Connor> I thought setting Z+ in the tool table for the offset would do it..
[22:41:28] <Connor> which I issue the tool change commands it flips the cutter point around on screen correctly..
[22:41:50] <Connor> when I issue.. I mean.
[22:42:25] -!- Nick001-Shop has quit [Read error: Connection reset by peer]
[22:42:37] <jdh> http://gnipsel.com/linuxcnc/tutorial/lathe03.html
[22:43:12] <jthornton> I love it!
[22:43:28] <Connor> jthornton: ?
[22:43:46] <jthornton> my tutorial
[22:43:53] <Connor> jdh: Okay.. Yea.. that's the insert I'm using.. Except mine is flush.
[22:44:07] -!- Nick001-Shop [Nick001-Shop!~chatzilla@69.72.53.165] has joined #linuxcnc
[22:44:57] <Connor> Doesn't make much difference.. but, the Z should control the point from left to right correct?
[22:45:34] <Connor> maybe my code isn't doing the G43 command ...
[22:46:14] <Connor> headed back to the shop. I'll login into IRC from it.
[22:47:15] * jthornton wonders if he read the tutorial
[22:47:56] -!- Connor_CNC [Connor_CNC!~mill@75.76.30.113] has joined #linuxcnc
[22:52:50] <Tom_itx> what's the update to linuxcnc?
[22:52:58] <Tom_itx> i have that in my update manager
[22:58:18] <jthornton> check the changelog at linuxcnc.org
[22:59:18] -!- Keknom has quit [Quit: Leaving.]
[23:02:05] -!- mhaberler has quit [Quit: mhaberler]
[23:16:29] -!- factor [factor!~factor@74.196.174.25] has joined #linuxcnc
[23:16:32] -!- r00t-Shed [r00t-Shed!~CNC@cpe-67-249-21-218.twcny.res.rr.com] has joined #linuxcnc
[23:22:07] -!- JT-Shop has quit [Read error: Connection reset by peer]
[23:22:32] -!- JT-Shop [JT-Shop!~john@184.20.140.167] has joined #linuxcnc
[23:25:22] <Tom_itx> jthornton, how do you include the backplot widget? is it an icon selectable on the left or is there another way?
[23:27:33] -!- micges has quit [Quit: Leaving]
[23:29:34] -!- bartek has quit [Quit: Connection closed for inactivity]
[23:30:48] <jthornton> in glade if you have gladevcp installed it is on the left of the glade interface designer
[23:31:58] <Tom_itx> where do you get it?
[23:33:01] <jthornton> http://linuxcnc.org/docs/html/gui/gladevcp.html#gladevcp:Prerequisites
[23:34:56] <Tom_itx> guess i didn't read far enough yet
[23:35:21] -!- asdfasd has quit [Ping timeout: 246 seconds]
[23:40:24] -!- Valen [Valen!~Valen@c122-108-45-139.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[23:40:37] <jthornton> you reading the gui tutorial?
[23:41:09] <Tom_itx> which one?
[23:42:37] <jthornton> the linuxcnc gui one
[23:42:37] <jthornton> one is just a glade tutorial the other one is for making a custom gui for linuxcnc
[23:42:45] <andypugh> Night all
[23:42:52] -!- andypugh has quit [Quit: andypugh]
[23:43:02] <jthornton> dang he is quick
[23:43:27] <Tom_itx> i don't see where to include the gladevcp
[23:43:53] <jthornton> in the link?
[23:43:59] <Tom_itx> yeah
[23:44:04] <jthornton> you don't include it you install it
[23:44:09] <Tom_itx> i was looking at that earlier
[23:44:14] <Tom_itx> from the package manager?
[23:44:41] <jthornton> in a terminal
[23:45:06] <jthornton> ah you got glade
[23:45:11] <Tom_itx> yeah
[23:45:18] -!- geo01005 [geo01005!~chatzilla@63-248-116-228.static.ogdl0101.digis.net] has joined #linuxcnc
[23:45:24] <Tom_itx> glade 3.5.7 is installed already
[23:45:32] <Tom_itx> 3.6.7
[23:45:34] <jthornton> too many windows open
[23:45:49] <Tom_itx> too many monitors
[23:46:16] <Connor> okay, I'm getting there....
[23:46:20] <jthornton> I think you should just have it if you installed 2.5
[23:46:25] <Tom_itx> all i have are HAL python and emc actions over the standard oens
[23:46:25] <Tom_itx> ones*
[23:46:33] <Connor> My part has a 45 degree angle on one of the shoulders.. it's not suppose to have that..
[23:46:37] <jthornton> yea you got it
[23:47:11] <Tom_itx> so how do i enable it?
[23:47:20] <jthornton> enable what?
[23:47:22] <Connor> I thought I coded around it by making a tool change and switching to the other handed tool.. but.. I guess my measurements were off, because it barely took off the angle.
[23:47:34] <Tom_itx> the gladevcp icons in glade
[23:47:44] <jthornton> I thought you said you have them
[23:47:58] <Tom_itx> i have glade 3.6.7 and linuxcnc 2.5
[23:48:05] <Tom_itx> all i have are HAL python and emc actions over the standard oens
[23:48:12] <jthornton> that's them
[23:48:26] <Tom_itx> i don't see the backplot
[23:48:28] <Connor> Also getting awful chatter on that middle cut...
[23:49:04] <Tom_itx> oh maybe it's hal graph?
[23:49:13] <jthornton> no
[23:49:35] <jthornton> http://gnipsel.com/linuxcnc/gui-tutorial/gui02.html
[23:51:56] <Connor> This is what I'm making...
[23:51:57] <Connor> http://www.ivdc.com/cnc/mill/top_hat.jpg
[23:53:16] -!- Nick001-Shop has quit [Quit: ChatZilla 0.9.88.2 [Firefox 14.0.1/20120713134347]]
[23:53:39] <Connor> anyone ? jdh? :)
[23:54:17] <jthornton> code?
[23:54:31] <Connor> My Gcode for it ?
[23:54:42] <Connor> crap, it's on the mill.
[23:55:00] <jthornton> yep
[23:56:09] <Tom_itx> jthornton you didn't tell me there was part 2
[23:56:30] <jthornton> you didn't ask?
[23:56:41] <jthornton> I'm working on part 3
[23:56:41] <Jymmm> I was just gonna say that
[23:56:44] <Tom_itx> they look rather similar
[23:57:19] <Jymmm> Tom_itx: you tutorial racist bastard!
[23:57:24] <Connor> http://www.ivdc.com/cnc/mill/top_hat.txt
[23:57:26] <jthornton> yes, they follow the same format but end in a different place
[23:58:14] <Connor> there is the gcode.
[23:58:40] <jthornton> 545 lines to make that part?
[23:59:03] <Connor> I didn't hand code it... I cammed it.. and was taking light cuts.
[23:59:05] <Connor> why?
[23:59:36] <jthornton> light cuts are not always good
[23:59:39] <Connor> and I'm turning down 1.5" CRS to 1.19 or so "
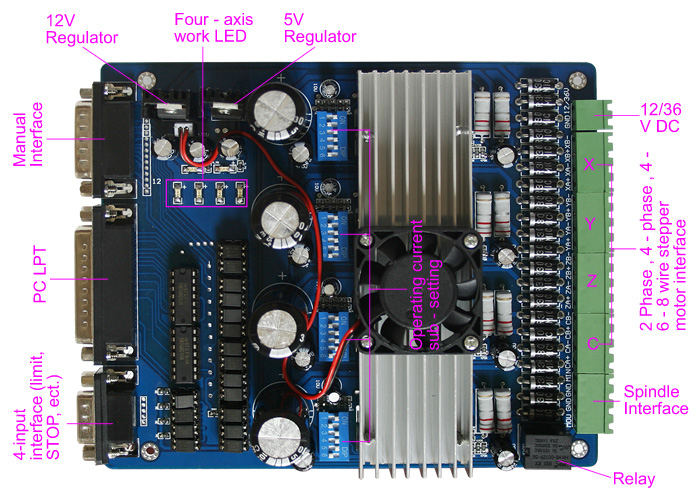{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
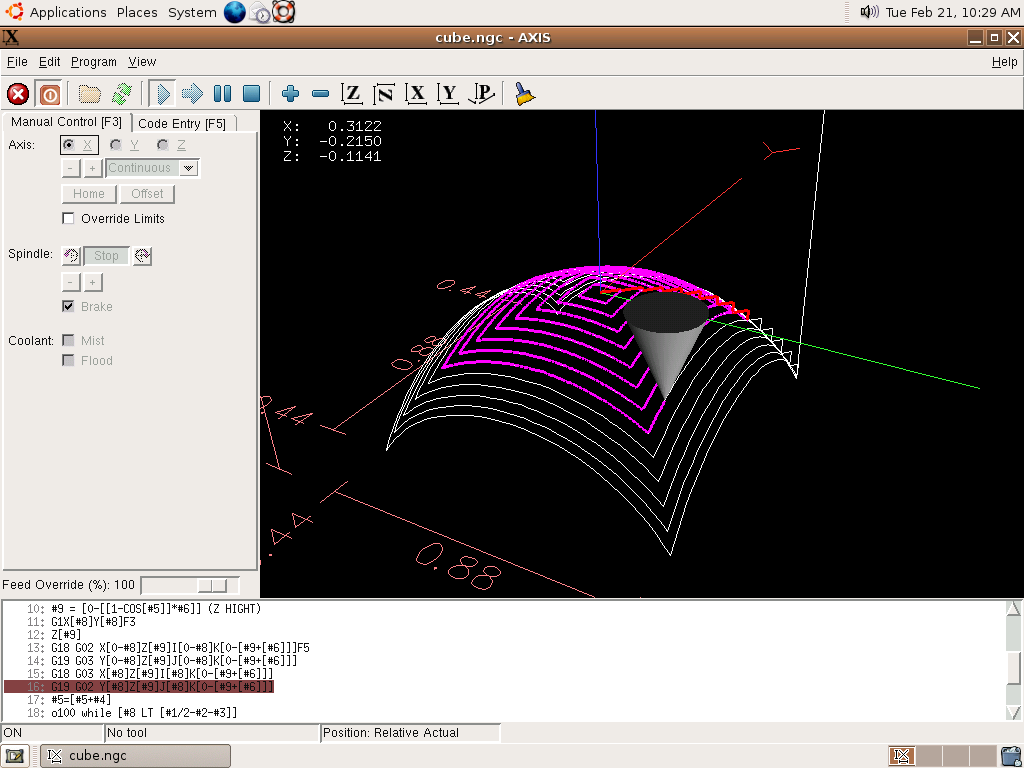{kind=link}
{kind=link}