Back
[00:00:18] -!-
rob_h has quit [Ping timeout: 245 seconds]
[00:06:20] <jdhNC> http://i249.photobucket.com/albums/gg239/abilander/Mill%20conversion/DSC_2271.jpg
[00:06:40] <jdhNC> how would you mill the lower aluminum bracket that the switch is mounted on?
[00:07:28] <cradek> stick it in the vise at about the right angle and not worry too much about being clever
[00:08:48] <jdhNC> yeah, I was hoping for something cooler than that :)
[00:09:10] <cradek> I wouldn't use those round cams for limit switches though - you could pop right past them and get on the wrong side
[00:09:35] <jdhNC> I was going to use angled flags
[00:09:36] <cradek> the switch should stay engaged to the end of mechanical travel
[00:10:53] <jdhNC> that is all the travel though
[00:11:22] <Tom_itx> JT-Shop, i presume when you touch off you can do math on the vars to compensate for the tip diameter on touchoff
[00:12:08] <jdhNC> he removed the gib clamp screws for mounting that. Any reason to keep them?
[00:13:01] <andypugh> Err, yes?
[00:14:50] <jdhNC> like?
[00:15:57] <Tom_itx> toss them out and you will remember why
[00:17:29] <andypugh> Unless we are talking about different things, the Gib-clamp screws clamp the Gib.
[00:17:57] <Tom_itx> looks like they were replaced though
[00:18:03] <Tom_itx> maybe longer screws?
[00:18:30] <andypugh> That table seems to have tapered bibs, actually. There is a big screw along the line of the Gib
[00:18:40] <andypugh> Not bibs.
[00:18:51] <jdhNC> these are not like locking gib screws that tension the gib in normal use. THey just ram brass pins in to the gib to clamp it in place
[00:19:46] <Tom_itx> is the adjustment on the opposite side?
[00:19:54] <andypugh> I occasionally clamp my table down even on the CNC mill when I am boring and want it properly round
[00:20:31] <jdhNC> I had better luck boring with them clamped. Until I tried to move them without first unclamping.
[00:20:36] <Tom_itx> i have little hope of being very accurate with my sherline. it's so light weight
[00:21:06] <jdhNC> Tom_itx: they are tapered gibs. A screw on either end for adjusting.
[00:21:14] <andypugh> jdhNC: That is the risk, but with steppers there is a loud noise to warn you what you just did.
[00:21:21] <jdhNC> oh yeah
[00:21:24] <Tom_itx> heh
[00:21:37] <Tom_itx> and smoke if you don't heed the noise
[00:21:55] <jdhNC> and the loud noise when the clamp screw handle catches on the Y stepper mount.
[00:22:18] -!-
factor [factor!~factor@r74-195-219-241.msk1cmtc02.mskgok.ok.dh.suddenlink.net] has joined #linuxcnc
[00:23:21] <jdhNC> no smoke... I did take a brand new ultrasonic pulser/reciever out of the box today ($17000 each), plugged it in and thick smoke started pouring out of one side.
[00:23:52] <andypugh> I think you can actually stall a stepper indefinitely and nothing bad happens. Certainly some lathe toolchangers cheerfully stall the motor against a pawl.
[00:24:06] <Tom_itx> they don't overheat?
[00:24:28] <jdhNC> don't they draw max current sitting idle?
[00:24:42] <PCW> they overheat when doing nothing, its the step motor way
[00:24:50] <andypugh> As I said, I _think_. I am not sure.
[00:25:03] -!-
Valen [Valen!~Valen@c122-108-45-139.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[00:25:18] <andypugh> And stalling against a clamped way is more than nothing.
[00:26:16] <PCW> so the current is probably somewhat lower when stalled (so a little cooler)
[00:27:04] <Tom_itx> nice feature on the geckos at idle
[00:28:00] <andypugh> My Leadshine's do the same thing
[00:28:31] <PCW> yeah dropping the idle current is good as long as you know you have lower than normal holding torque when static
[00:28:42] <andypugh> I am not sure I approve, my coffee gets cold.
[00:28:45] <jdhNC> not so great for boring
[00:29:22] <andypugh> (Actually, I made that up, but a cup-holder on the stepper isn't a stupid idea)
[00:30:24] <PCW> I suspect if you only reduce to 50% or so its mostly a win (since you will lose 50% at reasonable speeds anyway)
[00:30:48] <Tom_itx> 70
[00:31:00] <Tom_itx> reduce to 30%
[00:31:16] <PCW> and idle power is proportoinal to I ^2
[00:32:50] <PCW> and probably up to full current before the second uStep
[00:37:51] -!-
andypugh has quit [Quit: andypugh]
[00:43:55] -!-
asdfasd has quit [Ping timeout: 244 seconds]
[01:01:17] -!-
Guthur has quit [Ping timeout: 245 seconds]
[01:32:36] -!-
dimas_ has quit [Read error: Connection reset by peer]
[01:33:01] -!-
dimas_ [dimas_!~dimas@tservice.elcom.ru] has joined #linuxcnc
[01:54:19] <WillenCMD> can linuxcnc be ran locally without a gui?
[01:54:26] <Valen> i spose "idle" depends what your doing
[01:54:34] -!-
ve7it [ve7it!~LawrenceG@S0106001c10b7770f.pk.shawcable.net] has joined #linuxcnc
[01:54:36] <Valen> you can run it "headless"
[01:54:42] <Valen> but its non-trivial
[01:54:48] <Valen> what are you trying to achieve?
[01:55:10] <WillenCMD> run a gladevcp panel without any display
[01:55:29] <WillenCMD> by display i mean axis and touchy
[01:55:30] <ReadError> so
[01:55:36] <ReadError> PCB cuts _very_ nicely ;)
[01:55:56] <Valen> I can see a benefit to allowing emc to control the current, ie full power when active and down to idle, when well idle
[01:56:05] <WillenCMD> its a very trivial machine its being implemented on
[01:56:36] <Valen> i *think* the panels are a part of axis so running without axis would be hard
[01:56:58] <Valen> you can talk direct to the HAL layers the same way axis does though
[01:57:09] <Valen> IE make your own UI (sorta kinda)
[01:57:42] <WillenCMD> yeah i know, using limit3 blocks for controlling motion
[02:05:28] -!-
Aero-Tec [Aero-Tec!~chatzilla@d64-180-77-164.bchsia.telus.net] has joined #linuxcnc
[02:07:36] -!-
toastyde1th [toastyde1th!~toast@c-69-140-223-139.hsd1.md.comcast.net] has joined #linuxcnc
[02:10:34] -!-
toastyde2th has quit [Ping timeout: 245 seconds]
[02:17:31] -!-
i_tarzan_ [i_tarzan_!~i_tarzan@187.151.129.218] has joined #linuxcnc
[02:18:57] -!-
i_tarzan has quit [Read error: Operation timed out]
[02:19:33] -!-
SadMan has quit [Ping timeout: 248 seconds]
[02:22:57] -!-
SadMan [SadMan!sadman@sadman.net] has joined #linuxcnc
[02:28:13] <Connor> jdhNC: What up?
[02:28:25] <jdhNC> got the covers, they look great
[02:28:39] <jdhNC> where did you get the connectors that fit those holes?
[02:30:33] <Connor> Radio Shack.
[02:30:38] <Connor> Your's not fit ?
[02:31:03] <jdhNC> mine are a lot smaller
[02:31:04] <Tom_itx> what holes?
[02:31:34] <Connor> Really, where did you get them from? They're the standard 4 Pin
[02:31:38] <jdhNC> I've only used one so far, it was a pain to solder 18gauge wires in those tiny pins.
[02:31:58] <Connor> Tom_itx: Holes in the stepper covers I made.
[02:31:58] <jdhNC> ebay, 10 for $3 or so including shipping
[02:32:07] <Connor> Oh. Not the same type then.
[02:32:21] <Connor> These are bigger.
[02:32:30] <Tom_itx> for stepper plugs?
[02:32:33] <Connor> Much more suited for steppers.
[02:32:33] <Connor> yea
[02:32:35] <jdhNC> are the solder cups big enough for 18gauge wire?
[02:32:37] <Connor> Tom_itx: Yea.
[02:32:42] <Connor> jdhNC: Yup.
[02:32:54] <Connor> Same thing CNC4PC sells.
[02:33:07] <jdhNC> think they are the same size?
[02:33:20] <Connor> Pretty sure.
[02:33:34] <jdhNC> wow. $8.40/set from radio shack
[02:34:00] <Connor> Yea. I spent a bit of money over the course of a few weeks on them. :(
[02:34:24] <Connor> But, I can sneak that into the daily budget without touching my savings account money.
[02:34:46] <Tom_itx> http://www.digikey.com/product-search/en?x=0&y=0&lang=en&site=us&KeyWords=39-01-2061
[02:34:49] <Tom_itx> mine have those
[02:35:06] <Connor> http://www.cnc4pc.com/Store/osc/product_info.php?cPath=29_88&products_id=439
[02:35:12] <Connor> Those are what we're talking about.
[02:35:37] <Tom_itx> din connectors
[02:36:44] <Connor> 4PIN DIN PNL Jack
[02:37:08] <Connor> jdhNC: Don't use the washers that come with them on the covers.. I don't think there is enough room.
[02:39:17] <Connor> jdhNC: Let me know how they do. I got the 3mm x 30mm screws from Home Depot. They're 4 per bag. Standard Phillips head.
[02:40:17] <jdhNC> looks like 20mm would fit? The material is ~16mm thick
[02:41:19] <Tom_itx> mine are plugging into a fixed mount though
[02:41:54] <jdhNC> I got some pvc lumber from home depot or lowes, but it is textured
[02:44:01] <jdhNC> How did you get the bolt head relief there?
[02:49:26] <roycroft> i made chips with my mini-lathe today for the first time in years
[02:49:32] * roycroft is feeling good about that
[02:56:17] <Aero-Tec> mach just went rogue on me again
[02:56:34] <Aero-Tec> have to convert Gcode over to EMC
[02:56:39] <jdhNC> honestly, we are laughing *with* you.
[02:56:48] <Tom_itx> we are?
[02:57:08] <Aero-Tec> thing is I also need the pass code for linux
[02:57:24] <Aero-Tec> I have been down this road before
[02:57:31] <jdhNC> what's a pass code?
[02:57:59] <Aero-Tec> the last time I had to reinstall linux
[02:58:00] <Tom_itx> you get shot if you try to pass without it
[02:58:03] <Aero-Tec> root
[02:58:11] <Aero-Tec> or SU I would guess
[02:58:47] <Valen> I'm guessing he forgot the password for his account
[02:58:56] <Aero-Tec> this is the third time mach went rogue on me
[02:58:57] <Valen> theres many ways of solving that without re-installing
[02:59:02] <Aero-Tec> yes
[02:59:04] <jdhNC> did you try 'password' or 'god'?
[02:59:16] <Aero-Tec> no
[02:59:35] -!-
joe9 has quit [Quit: leaving]
[02:59:38] <Aero-Tec> I made the pass code up when I install it
[02:59:41] <Valen> boot a livecd, chroot passwd
[02:59:57] <Valen> boot into single user mode and passwd the user account
[03:00:31] <jdhNC> then write the password on the bottom of the kb with a sharpie.
[03:00:41] <Aero-Tec> can you do a step by step version of how to do it?
[03:00:59] <Aero-Tec> I know how to do the live cd
[03:01:19] <Valen> jdhNC: thats insecure!!
[03:01:25] <Valen> use a post it on the monitor
[03:02:14] <Aero-Tec> so go to a terminal win and type chroot passwd
[03:02:22] <Valen> no
[03:02:31] <Valen> theres a few more steps than that
[03:02:34] <r00t4rd3d> lol
[03:03:01] <Aero-Tec> not sure how to boot into single user mode
[03:03:01] <Valen> http://www.psychocats.net/ubuntu/resetpassword looks like a good place to start
[03:03:23] <Valen> i *think* that should get you through it
[03:03:30] <Valen> i dont think its changed that much from 10.04
[03:03:56] <Jymmm> ZOMBIE AMMO
http://www.youtube.com/watch?v=bQWb-5nblx4
[03:07:28] <Aero-Tec> cool
[03:07:34] <Aero-Tec> thanks a mill for the help
[03:08:14] -!-
i_tarzan [i_tarzan!~i_tarzan@187.151.130.63] has joined #linuxcnc
[03:09:34] <Valen> nw
[03:10:00] -!-
i_tarzan_ has quit [Ping timeout: 265 seconds]
[03:26:19] <r00t4rd3d> i spilled coffee on my keyboard and fucked it up :(
[03:27:42] <r00t4rd3d> theres a hondo down the tubes
[03:28:16] <Aero-Tec> I always have a few extra keyboards round just in case
[03:28:36] <r00t4rd3d> me too but not 100+ logitech g15's
[03:28:51] <r00t4rd3d> *$100+
[03:28:59] <Aero-Tec> ouch
[03:29:26] <Aero-Tec> what makes it worth $100+?
[03:29:52] <r00t4rd3d> lcd screen, lighted keys i guess
[03:30:17] <Aero-Tec> and this help you how?
[03:30:30] <r00t4rd3d> "gamer" is what makes it 100 lol
[03:30:31] <Aero-Tec> what good are they on a keyboard?
[03:30:39] <r00t4rd3d> lcd?
[03:30:46] <Aero-Tec> the lit keys in a dark room, maybe
[03:31:12] <r00t4rd3d> well, i can use the lcd as a terminal screen
[03:31:14] <Aero-Tec> what does the LCD do?
[03:31:25] <Valen> missus has a microsoft sidewinder keyboard, its good
[03:31:34] <Aero-Tec> will have to look this keyboard up and see that it is about
[03:31:35] <Valen> the iluminated keys are really helpfull
[03:31:39] <r00t4rd3d> display weather, system stats, game stats, email, pictures, song info, etc, etc
[03:31:46] <Valen> r00t4rd3d: you cant fix the keyboard?
[03:32:10] <Aero-Tec> hair dryer time
[03:32:10] <r00t4rd3d> i took it apart as soon as i did it and cleaned it but its double keying on me now
[03:32:26] <r00t4rd3d> i press L and ML gets sent
[03:32:36] <Valen> did you take the membrane up?
[03:32:45] <r00t4rd3d> i press S and Alt-S gets pressed
[03:32:48] <r00t4rd3d> yup
[03:33:05] <r00t4rd3d> but there is slots to put it back in place correctly
[03:33:18] <r00t4rd3d> i will check it again
[03:33:41] <Aero-Tec> make sure it is completely dry
[03:33:42] <Valen> my process for cleaning stuff like that is dishwashing liquid + water followed by lots of rinsing water
[03:33:53] <Aero-Tec> does not take much
[03:33:54] <Valen> to get rid of any gunk
[03:34:04] <Valen> then sit it in a windowsill for a few days
[03:34:08] <Valen> full sun
[03:34:14] <Jymmm> You paid $100 for a $5 keyboard with a $15 LCD ???
http://upload.wikimedia.org/wikipedia/commons/7/71/Logitech_G15v2.png
[03:34:17] <Valen> otherwise an oven at ~60C for a few hours
[03:34:20] <Aero-Tec> Valen: I agree
[03:34:37] <r00t4rd3d> jymm like 5 years ago yeah
[03:35:11] <Valen> r00t4rd3d: dont worry about Jymmm, he doesn't play well with others
[03:35:20] <Aero-Tec> r00t4rd3d: did you have any sugar or milk or cream in the coffee?
[03:35:23] <r00t4rd3d> now i am going to buy the new version
[03:35:27] <r00t4rd3d> both
[03:35:34] <Valen> i somehow doubt his $5 keyboard has N key rollover
[03:35:37] <Jymmm> Not with a $100 keyboard that's for sure.
[03:35:39] -!-
ve7it has quit [Remote host closed the connection]
[03:35:54] <Aero-Tec> you have to really wash it well and then dry it
[03:36:09] <Valen> water doesn't hurt stuff (generally)
[03:36:21] <Jymmm> lol
[03:36:30] <Aero-Tec> RO water would be good
[03:36:33] <Valen> I'd be tempted to get a few $ of deionised water for a final rinse on something expensive
[03:36:39] <Jymmm> Denatured Alcohol
[03:36:40] <r00t4rd3d> i washed it out with alcohol
[03:36:53] <Jymmm> r00t4rd3d: Denatured or isoprobal?
[03:37:04] <Valen> alcohol won't shift nonpolar substances
[03:37:04] <r00t4rd3d> iso 91%
[03:37:18] <Jymmm> that has water and oil in it
[03:37:24] <r00t4rd3d> not much
[03:37:28] <Valen> also it'll leave a residue as a rule (of the stuff you want to get rid of)
[03:37:31] <Aero-Tec> not sure ISO will clean off sugar
[03:37:33] <Valen> use dishwashing liquid
[03:37:51] <r00t4rd3d> the G19 is 200
[03:37:53] <Aero-Tec> yes to the soap
[03:37:59] <Valen> sugar is a nonpolar substance, i'm pretty sure it won't disolve in alcahol
[03:37:59] <r00t4rd3d> http://www.logitech.com/en-us/keyboards/keyboards/g19-keyboard-for-gaming
[03:38:11] <r00t4rd3d> color lcd ewww!
[03:38:16] <Aero-Tec> thing is if you fix it you will not have excuse to buy the new vaersion
[03:38:22] <Valen> get an ibm model M style keyboard
[03:38:25] <Aero-Tec> version
[03:38:27] <r00t4rd3d> fuck that
[03:38:40] <r00t4rd3d> click clack click clack
[03:38:43] <Valen> if he's run it without cleaning it, it could well be dead dead now
[03:38:52] <Valen> yes, others shall fear you
[03:39:01] <Valen> lest you bash them in the head with your actual keyboard
[03:39:20] <Jymmm> Yeah, becasue in most games your eyes are on the keyboard
[03:40:35] <Aero-Tec> no wonder I get my ass kicked in the games
[03:40:48] <r00t4rd3d> lol
[03:40:54] <r00t4rd3d> macros
[03:40:56] <Aero-Tec> I do not spend the cash to get the edge
[03:41:39] <Jymmm> Now, here's a keyboard that could be beneficial
http://www.artlebedev.com/everything/optimus/popularis/
[03:43:21] <Jymmm> If your low on ammo, one "reload" button could show you the level
[03:43:32] <Aero-Tec> $1086 USD for a keyboard?
[03:44:00] <r00t4rd3d> http://www.ebay.com/itm/IBM-Model-M-Keyboard-Vintage-Clicky-IN-BOX-with-Mouse-/160820871856?pt=AU_Computers_Vintage&hash=item2571abc2b0
[03:44:02] <Aero-Tec> that is one expensive reload
[03:44:03] <Valen> the prime is probably more $$$ than that
[03:44:08] <Jymmm> Yeah, it's more an art piece than a keyboard
[03:44:29] <Jymmm> You could even set it up for emc and such
[03:44:38] <Jymmm> or photoshop, etc
[03:44:42] <r00t4rd3d> http://www.ebay.com/itm/370619414705?ssPageName=STRK:MEWAX:IT&_trksid=p3984.m1438.l2649
[03:44:58] <r00t4rd3d> i need that
[03:45:24] <Jymmm> Heh, I have a Model M with a erase mouse on it =)
[03:45:33] <Aero-Tec> I buy programmable keyboards for POS terminals
[03:45:44] <Aero-Tec> they are cheap
[03:46:02] <Valen> eh just get one of those silicon rubber ones
[03:46:08] <Valen> they are ok for emc but suck to type on
[03:46:11] <Aero-Tec> no need to spend 1086 USD, that is just plain nuts
[03:46:35] <Jymmm> Aero-Tec: it's digital art is all
[03:47:09] <Jymmm> for the rich and famous, not the poor and unknown =)
[03:54:55] -!-
KimK has quit [Ping timeout: 260 seconds]
[04:08:15] -!-
KimK [KimK!~Kim__@2001:470:1f0f:1042:4261:86ff:fe43:bcad] has joined #linuxcnc
[04:22:26] <uw> hi
[04:23:46] <uw> in drafting for piece that is to be CAM, what would you recommend for drafting it up?
[04:24:09] <uw> i currently use Autocad, but not sure how to convert that to gcode that my CNC mill can use
[04:25:11] <uw> also, should i be making solids or 2d drawings?
[04:25:38] <uw> just looking for some best practices before i get stuck in a method that is incorrect or of poor design.
[04:25:55] <uw> btw thanks for your help last week in getting my sherline minimill up and running
[04:30:55] -!-
Keknom [Keknom!~monkeky@c-76-125-214-194.hsd1.pa.comcast.net] has joined #linuxcnc
[04:32:02] <Aero-Tec> wow
[04:32:28] <Aero-Tec> each key is a lcd
[04:32:41] <Aero-Tec> no wonder it cost a boatload
[04:33:48] <_ink> so don't spill beer on that one, huh
[04:34:10] <Aero-Tec> Valen: thanks for the reset info, work like a charm
[04:34:17] <Valen> no worries
[04:34:31] <Aero-Tec> got control of my computer again
[04:35:17] <Aero-Tec> at 1086 USD that would be a very expensive spill
[04:35:48] <alex4nder> hey
[04:35:53] <Aero-Tec> hey
[04:35:56] <_ink> just unplug it asap and turn it upside-down ;P
[04:36:05] <_ink> flip, repeat, clean, done
[04:36:23] <_ink> though, dunno about lcd keyboards
[04:36:41] <_ink> and even that leads to nasty keyboard syndrome better not to spill things in the first place
[04:37:06] <Aero-Tec> I wonder if it is a touch screen under the keys
[04:37:21] <_ink> it probably sounds like I have too much experience with this
[04:37:22] <Aero-Tec> one screen under all keys
[04:37:32] <Aero-Tec> lol
[04:37:42] <Aero-Tec> don't we all
[04:37:45] <Valen> they are mechanical keys
[04:37:48] <Valen> up down
[04:37:52] <Aero-Tec> I toasted a few myself
[04:38:35] <Aero-Tec> it is just to easy and handy to have a drink and keyboard in the same area
[04:38:55] <Aero-Tec> even thow you know it is a no no
[04:39:49] <Aero-Tec> I was thinking mechanical on top of the screen
[04:40:00] <Aero-Tec> so they look and feel like keys
[04:40:38] <Aero-Tec> but have a silicone bottom area that touches the screen
[04:41:24] <Aero-Tec> you could put the silicone around the outside of the square button
[04:41:36] <Aero-Tec> just a thought
[04:42:07] <Aero-Tec> would hate to think there was a ton of different LCD screens
[04:42:14] <Aero-Tec> one for each key
[04:42:26] <Valen> it is that
[04:42:34] <Aero-Tec> that would make a mess for the wiring
[04:42:37] <Valen> its a buttload of lcd screen switches
[04:43:11] <Aero-Tec> hope they do not move
[04:43:32] <Aero-Tec> would hate for the LCD wiring to have to move with the screen
[04:43:39] -!-
mozmck has quit [Quit: Leaving.]
[04:43:45] <Aero-Tec> oops
[04:43:54] <Aero-Tec> with the key storke
[04:44:00] <Aero-Tec> getting late
[04:44:02] <Aero-Tec> time for bed
[04:44:07] <Valen> http://news.thomasnet.com/fullstory/Programmable-LCD-Switch-meets-needs-of-broadcast-market-494376
[04:46:20] <Aero-Tec> no linux driver for that keyboard
[05:03:35] -!-
Fox_Muldr has quit [Ping timeout: 265 seconds]
[05:05:22] -!-
Fox_Muldr [Fox_Muldr!quakeman@frnk-5f746d43.pool.mediaWays.net] has joined #linuxcnc
[05:59:07] -!-
vladimirek [vladimirek!~vladimire@bband-dyn35.178-40-115.t-com.sk] has joined #linuxcnc
[05:59:31] -!-
iwoj [iwoj!~iwoj@d23-16-234-107.bchsia.telus.net] has joined #linuxcnc
[06:01:52] -!-
vladimirek has quit [Remote host closed the connection]
[06:07:28] -!-
iwoj has quit [Quit: Computer has gone to sleep.]
[06:17:47] -!-
elmo401 has quit [Ping timeout: 256 seconds]
[06:24:22] -!-
elmo40 [elmo40!~Elmo40@CPE0017ee09ce6d-CM001bd7a89c28.cpe.net.cable.rogers.com] has joined #linuxcnc
[06:24:41] -!-
psha [psha!~psha@213.208.162.69] has joined #linuxcnc
[06:42:36] -!-
axxlq1 [axxlq1!~alexx@84.240.248.205] has joined #linuxcnc
[06:45:48] -!-
Keknom has quit [Quit: Leaving.]
[06:53:59] -!-
micges [micges!~micges@ddw191.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[06:59:48] -!-
DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:00:04] <DJ9DJ> moin
[07:01:49] <Valen> howdy
[07:02:16] -!-
asdfasd [asdfasd!~grgrgrgrg@93-96-135-224.zone4.bethere.co.uk] has joined #linuxcnc
[07:18:50] -!-
skunkworks has quit [Ping timeout: 246 seconds]
[07:19:25] -!-
skunkworks [skunkworks!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[07:23:01] -!-
mk0 [mk0!~x-ray@fiztech.basnet.by] has joined #linuxcnc
[07:35:48] -!-
jd896 [jd896!~jd896@178.106.59.210] has joined #linuxcnc
[07:45:29] -!-
jd896 has quit [Remote host closed the connection]
[07:57:16] -!-
rob_h [rob_h!~rob_h@5e08909b.bb.sky.com] has joined #linuxcnc
[08:09:33] -!-
jd896 [jd896!~jd896@host-92-26-232-117.as13285.net] has joined #linuxcnc
[08:17:07] -!-
WillenCMD has quit [Ping timeout: 245 seconds]
[08:22:28] -!-
elmo401 [elmo401!~Elmo40@CPE0017ee09ce6d-CM001bd7a89c28.cpe.net.cable.rogers.com] has joined #linuxcnc
[08:22:36] -!-
jd896 has quit [Ping timeout: 244 seconds]
[08:24:08] -!-
elmo40 has quit [Ping timeout: 240 seconds]
[08:24:47] -!-
dimas has quit [Ping timeout: 244 seconds]
[09:04:30] <chron0> hmm, I guess this probably has been asked a hundred times before but how do you guys configure your steppers? in series or parallel? afaik the serias configuation will enhance the speed and the parallel the torque what would be the best choice for a 60x60cm tabletop cnc 2.5d mill with the following motors?
[09:04:35] <chron0> http://en.nanotec.com/steppermotor_st5909.html
[09:05:57] <chron0> i am currently looking at either ST5909S1008 or the ST5909M2008 - their overall values are much the same, however the resitence per winding differs a lot, what do these leadhsine controllers like better? a very low res. per winding ?
[09:06:43] -!-
KimK has quit [Ping timeout: 245 seconds]
[09:26:23] -!-
KimK [KimK!~Kim__@209.248.147.2.nw.nuvox.net] has joined #linuxcnc
[09:32:06] -!-
dimas [dimas!~dimas@46.229.140.198] has joined #linuxcnc
[09:43:02] -!-
phantoxe [phantoxe!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[09:52:29] -!-
axxlq1 has quit [Quit: Leaving.]
[10:09:35] -!-
sendoushi [sendoushi!~sendoushi@bl18-90-44.dsl.telepac.pt] has joined #linuxcnc
[10:10:16] <sendoushi> hey guys
[10:10:29] <sendoushi> looking for mechanics plans for CNCs ideas?
[10:11:58] -!-
sendoush_ [sendoush_!~sendoushi@bl18-90-44.dsl.telepac.pt] has joined #linuxcnc
[10:12:46] -!-
sendoushi has quit [Client Quit]
[10:13:07] sendoush_ is now known as
sendoushi
[10:13:09] -!-
skunkworks has quit [Ping timeout: 252 seconds]
[10:13:16] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[10:35:23] -!-
jthornton [jthornton!~john@184.20.140.167] has joined #linuxcnc
[10:37:42] <archivist> sendoushi, if making from scratch design it as you want, just borrow ideas from everything else you like
[10:37:58] <sendoushi> archivist: hey there
[10:38:06] <sendoushi> i kind of liked the one you gave meon the other day
[10:38:10] <Tom_itx> chron0, parallel
[10:38:15] <sendoushi> the one from r00t4rd3d
[10:38:34] <sendoushi> i don't really care if i do from scratch i just want it to work
[10:38:37] <archivist> that was not me
[10:39:09] <archivist> at least I dont think it was
[10:39:31] <r00t4rd3d> roar!
[10:40:35] <r00t4rd3d> i free balled my design as i went.
[10:41:01] <archivist> as did I :)
[10:41:48] <archivist> some of the pics
http://www.archivist.info/cnc/
[10:42:18] <archivist> no added paint!
[10:44:18] <sendoushi> r00t4rd3d: do you have the plans or something? :D
[10:46:22] <r00t4rd3d> I didnt use any.
[10:46:28] <r00t4rd3d> I guessed
[10:46:42] <r00t4rd3d> and looked at a lot of images
[10:46:52] <r00t4rd3d> of other peoples setups
[10:47:57] -!-
archivist has quit [Read error: Operation timed out]
[10:49:05] -!-
the_wench has quit [Ping timeout: 260 seconds]
[10:49:40] <r00t4rd3d> you can see how I did mine though step by step kinda:
[10:49:43] <r00t4rd3d> http://www.cnczone.com/forums/diy-cnc_router_table_machines/152794-mdf_madness.html
[10:51:47] <r00t4rd3d> here are some plans from other people:
[10:51:47] <r00t4rd3d> http://www.cnczone.com/modules.php?name=Downloads&file=viewcategory&cid=2
[10:52:49] <Loetmichel> rob_h: i dont get why ppl use MDF fpr CNC systems
[10:52:56] -!-
the_wench [the_wench!~the_wench@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[10:52:58] -!-
archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[10:53:26] <Loetmichel> i dont know ANY other "wood" which is SO sensitive to change in humidity and temperature.
[10:53:37] <r00t4rd3d> plywood
[10:53:43] <r00t4rd3d> pine
[10:54:01] <Loetmichel> why don you use "siebdruckplatte" (plywood with melamine as glue)
[10:54:30] <archivist> oops mains dropped off, back to normal
[11:00:42] -!-
morfic has quit [Read error: Connection reset by peer]
[11:01:36] -!-
morfic [morfic!~morfic@unaffiliated/morfic] has joined #linuxcnc
[11:03:28] <r00t4rd3d> friday i will probably change my x table to aluminum
[11:03:42] <r00t4rd3d> or atleast buy the aluminum to do it
[11:04:07] <r00t4rd3d> then procrastinate over it for a few days
[11:04:32] <archivist> procrastination is the best bit :)
[11:04:35] <sendoushi> sorry for the time i really appreciate :)
[11:04:41] <archivist> or worst
[11:05:17] <sendoushi> i was thinking on asking my brother to do me the mechanics
[11:05:27] <sendoushi> since its a metal industry
[11:05:32] <sendoushi> he owns
[11:05:43] <sendoushi> that's why i'm looking for plans ehehe
[11:06:00] <r00t4rd3d> most people want to sell the good plans
[11:06:23] <r00t4rd3d> that have all the numbers included
[11:07:20] <r00t4rd3d> *numbers=measurements
[11:07:30] <sendoushi> yes i got it
[11:07:41] <sendoushi> i dunno about the selling part
[11:08:06] <sendoushi> kind of low budget mode but still it depends
[11:09:09] <r00t4rd3d> http://buildyourcnc.com/
[11:09:35] <sendoushi> that's states.
[11:09:38] <sendoushi> i'm from europe
[11:09:42] <sendoushi> customs suck
[11:10:02] <sendoushi> already talked with archivist about the electronics and stuff on other day. now i need the plans for the mechanics
[11:10:36] <r00t4rd3d> http://buildyourcnc.com/cnckitintro.aspx
[11:10:44] <r00t4rd3d> 35 bucks or 200 with the hardware
[11:11:03] <sendoushi> plus customs
[11:11:47] <r00t4rd3d> plans are probably a digital download
[11:11:56] <r00t4rd3d> nothing they actually send you in the mail
[11:12:49] <archivist> there is an aluminium cnc somewhere on the web with enough info (has cutting list too)
[11:13:30] <sendoushi> archivist: interesting
[11:13:54] <jthornton> not included all the wood parts!
[11:17:00] <jthornton> items not included list is longer than the items list
[11:17:38] <sendoushi> jthornton what list?
[11:17:55] <jthornton> that link r00t4rd3d put up
[11:18:22] <sendoushi> jthornton: so you're saying that those plans still needs "somethign" ?
[11:18:30] <sendoushi> or are you talking about the hardware?
[11:20:14] <sendoushi> and other thing... i see all around the web simpler CNCs than that. isn't this one too much? like... too much hardware? too much stuff?
[11:21:08] <jthornton> http://axis.unpy.net/etchcnc
[11:24:40] <chron0> Tom_itx: so if the motor is rated at 1.41A per phase in bipolar parallel configuration it would have an amp that could at least do 1.41*2Amps for a reasonable configuration?
[11:25:47] <jthornton> IIRC there is a page on the wiki that talks about that or the Gecko web site has an excellent page on stepper info
[11:26:32] <jthornton> interesting 8020 machine
http://8020cnc.com/cnc%20pics
[11:28:28] <jthornton> I almost bought the tale "I only have a screwdriver and a hammer and I built a cnc machine" till I looked at the bearing blocks, the router mount...
[11:35:25] -!-
erasmo [erasmo!~erasmo@212.106.21.7] has joined #linuxcnc
[11:35:34] <sendoushi> do anyone knows stores in europe for kits and stuff?
[11:41:07] -!-
mk0 has quit [Ping timeout: 244 seconds]
[11:42:36] -!-
servos4ever [servos4ever!~chatzilla@74-47-247-180.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[11:48:25] <sendoushi> still trying to find hardware kits or something...
[11:48:34] <sendoushi> can only find on around 700e and stuff :s
[11:49:35] <chron0> I guess most hacked solutions that might work will never get solved as a kit, those who produce kits usually have the "usual" costs of bearings, drives and stuff like that
[11:50:16] <sendoushi> those bearings and stuff it's really the hard part to find
[11:50:17] <chron0> besides, looking for a "kit" isn't very precise, what are you looking for in particular?
[11:50:24] <sendoushi> if i was on states i would buy the buildyourcnc kit
[11:50:41] <sendoushi> i could do easily the wood panels and stuff
[11:50:51] <sendoushi> but the hardware ... it's kind of hard to find
[11:51:00] <sendoushi> no need for electorincs (already have a kit in mind for that)
[11:51:02] <jthornton> why buy a kit when you can easily do the wood part
[11:51:27] <sendoushi> as i said... hardware part
[11:51:33] <sendoushi> the bearings and rods and stuff
[11:52:07] <chron0> well I've found at least 5 shops in germany, one in NL just by googling cnc interfaces who also sell bearings, rails and stuff like that
[11:52:21] <sendoushi> chron0: i searched cnc europe and nothing
[11:52:32] <chron0> well that doesn't really make sense
[11:52:44] <chron0> which shop would have they keyaords cnc europe on their page
[11:53:06] <sendoushi> i didn't remember "interfaces"
[11:53:09] <chron0> none, you have to be a bit more specific:)
[11:53:13] <sendoushi> eheh
[11:53:15] <chron0> keyword wise
[11:53:36] <sendoushi> yeah you're right it doesnt even seem i'm a webdesigner. dumb me lol
[11:53:49] <chron0> try cnc steppers or cnc interfaces or cnc router/mill
[11:54:25] <chron0> also searching for specific manufacturers like isel, hiwin, rexroth might help to identify shops that also carry alternative other prpducts that might fit your range
[11:54:37] <sendoushi> hmm thanks
[11:54:41] <sendoushi> i'll search around that
[11:54:53] <chron0> leadshine is also a good keyword, some shops who carry the leadhsine amps also offer mechnical parts
[11:55:15] <sendoushi> i only get US links god damn
[11:55:31] <sendoushi> but i'll keep searching thanks
[11:57:37] <sendoushi> http://www.cnc-modellbau.net/shop-eng/start.htm?leadshine_driver_sets.htm :D
[11:59:00] <sendoushi> i have to make a list of what i need first
[11:59:16] <chron0> yeah, I'm currently in the same process :)
[11:59:38] <chron0> which parts, what motors there are so many angles if you havem't done this before and no one else to help you :)
[11:59:57] <sendoushi> well yeah ... i dont even have much experience on electronics and this stuff
[12:00:18] <sendoushi> archivist already told me a nice kit for me
[12:00:39] <chron0> http://www.cnc-shop.mobasi.com/Linearfuehrungen:::41.html
[12:01:17] <sendoushi> he told me a 200e kit (electronics)
[12:01:20] <sendoushi> with nema 23
[12:01:33] <sendoushi> and a famous "board" that has already the drivers and breakout
[12:01:59] <r00t4rd3d> tb6560?
[12:02:03] <sendoushi> yep
[12:02:05] <r00t4rd3d> lol
[12:02:14] <r00t4rd3d> famous for failure
[12:02:21] <r00t4rd3d> even though thats what i use...
[12:02:25] <sendoushi> well... for my price range...
[12:02:40] <r00t4rd3d> mine has not given me an issues
[12:02:44] <r00t4rd3d> any*
[12:03:04] <r00t4rd3d> and it was only $46 bucks so let it fry
[12:03:18] <sendoushi> eheh
[12:04:24] <sendoushi> 200e tb6560, power supply, 3x nema 23
[12:04:38] <r00t4rd3d> whats that equal to usa dollars?
[12:04:48] <sendoushi> like 240 or 250 $
[12:04:50] <sendoushi> around that
[12:04:56] <r00t4rd3d> expensive
[12:05:16] <sendoushi> unfortunately ... i can't buy on the states
[12:05:17] <r00t4rd3d> you can ebay the stuff cheaper
[12:05:20] <sendoushi> or else i'll pay 100e more of customs
[12:05:37] <sendoushi> yes maybe. for now i'm just looking for kits to know what i need you know?
[12:05:44] <r00t4rd3d> ya
[12:06:02] <r00t4rd3d> get 3 old printers, motors for free!
[12:06:14] <r00t4rd3d> old pc? free power supply
[12:06:15] <sendoushi> not powerful enough i guess
[12:06:25] <sendoushi> the motors
[12:06:30] <r00t4rd3d> sure they are
[12:06:35] <sendoushi> but hey you gave me an idea... shafts and belts
[12:06:38] <sendoushi> they are?
[12:06:45] <sendoushi> forgot to mention something
[12:06:49] <sendoushi> i want to build guitars
[12:06:52] <r00t4rd3d> i pulled some nema17's out of a crap printer
[12:07:11] <r00t4rd3d> 17's would be good for something smallish
[12:07:19] <r00t4rd3d> 12x12
[12:08:12] <Tom_itx> reprap use 17
[12:08:13] <sendoushi> exactly that's why isn't enough
[12:08:20] <sendoushi> from what i've been told
[12:08:36] <r00t4rd3d> https://www.inventables.com/technologies/cnc-mill-kits-shapeoko
[12:08:53] <sendoushi> once again... states
[12:08:57] <r00t4rd3d> that machine is run by 17's
[12:08:58] <sendoushi> but i already saw that
[12:09:09] <sendoushi> and isn't big enough let's say
[12:09:37] <sendoushi> still mechanics could be interesting
[12:11:55] <sendoushi> first... i need plans to see what i nee
[12:11:56] <sendoushi> need
[12:18:52] <sendoushi> anyone knows the book "build your own machine" from 2009?
[12:22:15] -!-
mung [mung!~mung@81.168.69.141] has joined #linuxcnc
[12:24:09] <sendoushi> "build your own cnc machine"
[12:26:14] <Tom_itx> it's not your own if you build someone else's
[12:26:28] <sendoushi> thats the name of the book :)
[12:33:24] <Loetmichel> r00t4rd3d: only 3 old printerS?
[12:33:42] -!-
joe9 [joe9!~joe9@c-24-126-150-243.hsd1.ga.comcast.net] has joined #linuxcnc
[12:34:02] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13248 <- got 18 identical ;-)
[12:34:07] -!-
kawy [kawy!~den@93-138-163-178.adsl.net.t-com.hr] has joined #linuxcnc
[12:41:35] <chron0> ha, lol, hp uses the same purple cables in the laserjet 4050tn I took apart seom time ago
[12:41:49] -!-
tiago_ [tiago_!~tiago@62.12.175.50] has joined #linuxcnc
[12:44:16] -!-
skunkworks [skunkworks!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:46:28] <ReadError> r00t4rd3d
[12:46:34] <ReadError> you get it printing?
[12:48:12] <mung> are there problems with linuxcnc.org logins??
[12:49:37] <mung> I cannot seem to login :(
[12:56:13] -!-
mozmck [mozmck!~moses@client-74.117.92.175.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[12:56:20] <jthornton> what sort of problem are you having?
[12:57:51] <jthornton> mung, what is your user name on the forum?
[12:58:37] -!-
mhaberler has quit [Quit: mhaberler]
[12:59:33] -!-
mung has quit [Ping timeout: 248 seconds]
[13:03:24] <jthornton> his problem must be lack of focus...
[13:06:59] -!-
kawy has quit [Quit: Leaving]
[13:08:28] <alex4nder> hey
[13:11:04] -!-
FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:23:05] <JT-Shop> format c:
[13:23:41] -!-
mung [mung!~mung@81.168.69.141] has joined #linuxcnc
[13:23:54] <JT-Shop> ah mung is back
[13:24:42] -!-
erasmo has quit [Remote host closed the connection]
[13:28:15] <mung> I hope I didnt miss anything??
[13:28:29] <JT-Shop> did you log in yet?
[13:28:34] <mung> not yet
[13:29:02] <JT-Shop> is your user name the same as on here?
[13:29:32] <mung> no, I tried requesting a password reminder, my login was moopy
[13:29:41] <JT-Shop> one moment
[13:29:49] <mung> I have not got an email reminder yet
[13:30:52] <JT-Shop> argg I can't search on username, what is the first name you used to register?
[13:31:21] <mung> probably mung, the email address is mungkie"gmail.com
[13:31:25] <JT-Shop> no wait I fingered it out
[13:32:19] <JT-Shop> can't find any of them
[13:33:07] <mung> my application was on 25th june 2010??
[13:34:06] <mung> Will I have to register again then??
[13:34:46] <JT-Shop> I don't see your account, so I'd say yes
[13:35:08] <mung> has there been a database upgrade since july 2010??
[13:35:18] <JT-Shop> dangifiknow
[13:35:36] <JT-Shop> that's above my pay scale
[13:35:52] <mung> I dont seem able to register either
[13:36:01] <Valen> you broke it
[13:36:03] <JT-Shop> in what way?
[13:36:57] <JT-Shop> mung: do you recall the last thread you replied to?
[13:38:09] <mung> was a long time ago, I really don't remember
[13:38:28] <JT-Shop> why is it so hard to just find the right angle triangle formulas and not calculators?
[13:39:47] <mung> yeah, maybe I got rooted?
[13:40:00] <JT-Shop> dunno what that is
[13:40:06] <mung> seems everything I try to do does not work?
[13:40:26] <mung> some one has hacked my system maybe
[13:40:31] <JT-Shop> are you trying to register with a gmail account?
[13:40:40] <mung> yes gmail account
[13:40:49] <JT-Shop> that is usually blocked due to spammers
[13:40:53] <mung> and using chrome browser
[13:41:09] <JT-Shop> browser don't matter, do you have a non gmail account?
[13:41:31] <mung> no, but I could probably setup a yahoo or hotmail account
[13:41:59] <JT-Shop> just a moment
[13:42:33] <JT-Shop> ok, register then tell me when your done
[13:42:54] <mung> again???
[13:43:00] <JT-Shop> yes
[13:43:53] <mung> I just registered but when I click 'register' it dump me back at the registration page but all the fields are blank
[13:45:21] <JT-Shop> that is the spam guard at work... I've turned off the *@gmail block so you might have to close your browser and open again to get a refresh
[13:45:50] <mung> okay, it worked that time
[13:46:23] <mung> but the zip code gave error, so I just posted a random number with no alphas
[13:46:38] <JT-Shop> yea, it takes only digits
[13:46:46] <JT-Shop> you get the conformation email yet?
[13:46:52] <mung> i will check
[13:47:21] <mung> yep just got it when I refreshed
[13:47:32] <mung> I have clicked the confirmation link
[13:47:34] <JT-Shop> there you go your good to go
[13:47:46] <JT-Shop> I clicked the approved button for you
[13:48:26] -!-
i_tarzan has quit [Read error: Operation timed out]
[13:48:29] <mung> cheers, I am logged in now :)
[13:48:46] <JT-Shop> :)
[13:49:17] <JT-Shop> sorry about the spammmmmmer guards but it is how the world is now it seems
[13:50:57] <mung> I cannot workout what happened to my old account??
[13:51:49] -!-
dimas has quit [Ping timeout: 248 seconds]
[13:53:59] <JT-Shop> nor can I
[13:54:31] <mung> can I edit the wiki with that login??
[13:54:37] <JT-Shop> it is one of the mysterys of the electron universe I assume
[13:54:53] <JT-Shop> no, the wiki has seperate instructions on the main page
[13:55:01] <mung> I seem to remember registering so I could add a project to the wiki??
[13:55:23] <JT-Shop> registration is not required to edit the wiki
[13:55:32] <mung> are there no logs of who edits the linuxcnc wiki??
[13:55:41] <JT-Shop> yes
[13:56:42] <JT-Shop> or I guess the correct answer to a negitive question should be no??
[13:57:47] <skunkworks> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?BasicSteps
[13:58:00] <mung> I can see page :
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Halitosis
[13:58:03] * JT-Shop gives up looking for the formulas and goes down to the beer cave to see if he can find that page
[13:58:53] <mung> I am just trying to workout why I could not login with my old username
[13:58:59] <skunkworks> tan(ang) = opp/adj ?
[13:59:23] <mung> if you look at the diff for the halitosis page you will see it was edited by 'moopy'
[14:00:45] <jdhNC> socatoa
[14:01:13] <mung> maybe I am mistaken that I had forum login, maybe it was only a wiki editing login??
[14:01:35] <jthornton> those are not related mung
[14:02:14] -!-
psha has quit [Read error: No route to host]
[14:02:42] -!-
psha [psha!~psha@213.208.162.69] has joined #linuxcnc
[14:02:45] <mung> oooh, so I think I made a pebkac error :D
[14:03:04] <jthornton> that is a logical assumption yes
[14:03:11] <mung> I never had a forum login maybe
[14:03:54] <jthornton> that is plausible as well
[14:06:04] <mung> no, actually I must have a login as I was sent confirmation details to my gmail account
[14:06:24] <jthornton> you have one now, yes
[14:06:32] <mung> wiki login does not have any way of registering an email address
[14:06:51] -!-
Thetawaves [Thetawaves!~Thetawave@7-139-42-72.gci.net] has joined #linuxcnc
[14:07:34] <mung> I have an email still in my inbox from july 25 2010 confirming my registration with linuxcnc.org
[14:07:51] <jthornton> dang I finally found the Right Angle Trigonometry page I was hunting
[14:08:13] <jthornton> ah then you did have an account before then
[14:08:32] <jdhNC> more than sin/cos/tan?
[14:08:37] <mung> 3 4 5
[14:08:58] <mung> x^2 + y^2 = z^2
[14:09:01] <jthornton> no, just a simple chart with the forumuls for finding missing angles and lengths
[14:09:25] <jdhNC> put them in your spreadsheet
[14:09:45] <mung> triple angle formulae?
[14:10:05] <jthornton> adjacent side angle
[14:10:09] <mung> hyperbolic funcs?
[14:10:27] <jthornton> dunno what that is :)
[14:10:47] <mung> sinh cosh etc??
[14:10:56] <jthornton> yes
[14:11:13] <mung> I was too stoned at college during that lesson
[14:11:32] <jdhNC> s/college/9th grade/ ?
[14:11:50] <jthornton> yea, I don't want to remember it, just know where it is in one of the computers
[14:12:44] <jdhNC> SOCATOA covers most things
[14:13:00] <mung> no socatoa is too basic
[14:13:09] <jthornton> if you can remember what that means lol
[14:13:12] <mung> he means the cosine rule
[14:13:24] <jthornton> yea, I know
[14:13:42] <mung> I always used a memorable phrase to remember it
[14:14:56] <mung> a/sinA = b/sinB=c/sinC ???
[14:16:05] <mung> some old hags can always hide their old age??
[14:16:30] <jthornton> lol
[14:16:47] <Loetmichel> *YAAAWN* $me not.
[14:17:14] <Loetmichel> 3 days with less thatn 3 hrs sleep and nor the battery is empty
[14:17:32] <mung> but hyperbolic functions were always beyond me :(
[14:18:02] <Loetmichel> just caught myself sitting at the computer in the company awith my eyes closed and very short of starting snoring ;-)
[14:18:42] <jdhNC> sleeping here is a fireable offense.
[14:18:59] -!-
rooi-ogg [rooi-ogg!~alexx@95.59.184.128] has joined #linuxcnc
[14:19:10] <mung> get some sunglasses
[14:19:40] <mung> or tattoo eyeballs on your eyelids
[14:24:06] <jdhNC> or, stay awake.
[14:25:03] <mung> has anyone got a link to the kernel .config for the livecd kernel compile???
[14:25:22] -!-
Thetawaves has quit [Quit: This computer has gone to sleep]
[14:25:27] <mung> in git I suppose?
[14:26:46] <sendoushi> anyone knows the book "build your own cnc machine" from 2009?
[14:27:31] <mung> I think I browsed that in a bookshop, but cannot remember anything about it
[14:27:33] <jthornton> nope
[14:27:48] <sendoushi> i'm thinking on buying it since i have no experience with cnc
[14:27:50] <mung> If I remember correct it was not worth reading??
[14:27:53] <sendoushi> and have plans and stuff
[14:28:20] <mung> there is all you need to know on the internet :D
[14:28:31] <sendoushi> http://www.amazon.co.uk/Build-Your-Machine-Technology-Action/dp/1430224894/ref=sr_1_1?ie=UTF8&qid=1339511293&sr=8-1 it has a look inside
[14:28:40] <sendoushi> i found it cheaper like... 5$ ehehe
[14:29:01] <sendoushi> mung: where can i get some plans ? :D
[14:29:15] <sendoushi> mechanics plans and stuff
[14:31:24] <mung> and my recommend is buy a mill which someone has already converted
[14:31:47] <sendoushi> hum?
[14:31:49] <mung> I never had any plans for my first build
[14:32:21] <mung> just cut some brackets for stepper motors and get pulleys and belts
[14:32:24] <sendoushi> yes but i have to have so I can know what I need to buy online and stuff
[14:32:33] <sendoushi> since i dont have a clue!
[14:32:55] <mung> read other peoples weblogs ago their conversions
[14:33:06] <sendoushi> mung: do you know some?
[14:33:14] <mung> not off hand
[14:33:30] <mung> but if the book is only $5 buy it
[14:34:06] <mung> but you will still need to work most things out for yourself
[14:35:06] <sendoushi> the thing is... my brother (which has a metal industry factory) could help me on some stuff
[14:35:18] <mung> I think when I looked at that book I already knew everything in it
[14:35:19] <sendoushi> but as obviously i need to know what i want
[14:35:23] <sendoushi> he even has a CNC
[14:35:46] <sendoushi> so some stuff i can even make but i need to know what i need and stuff
[14:35:51] <sendoushi> even for cost-knowledge
[14:35:56] <mung> what you need is 3 or 4 stepper motors
[14:36:12] <mung> and drivers and interface for the motors
[14:36:19] <sendoushi> that's the electronics
[14:36:28] <sendoushi> i already saw what i need
[14:36:31] <sendoushi> archivist helped
[14:36:49] <sendoushi> when you say 4 stepper motors
[14:36:49] <mung> and belts and pulleys for the motors and axis leadscrewss
[14:36:57] <sendoushi> you're talking about all around cnc right?
[14:37:25] <mung> I am talking about fitting out a hobby mini mill
[14:38:16] <mung> it you are making a router table from scratch then there is framework and leadscrews etc to workout
[14:38:30] <sendoushi> yep
[14:38:50] <mung> I suggest buying the book then if it covers making a router table from scratch
[14:38:52] <sendoushi> thats why i thought about plans
[14:39:40] <mung> but it depends if you are interested in the cnc as a hobby or you want it for some real commercial work
[14:40:06] <sendoushi> i dunno ... for now
[14:40:14] <sendoushi> i can always upgrade later
[14:40:19] <mung> well get the book :D
[14:42:04] <sendoushi> eheh
[14:42:04] <mung> I only ever play with this stuff as a hobby
[14:42:15] <sendoushi> mung: that's my thing for now
[14:42:20] <sendoushi> but still... want to make some guitar
[14:42:20] <sendoushi> :P
[14:43:39] <sendoushi> i'll always have to get some hand work because of the back
[14:44:07] <sendoushi> otherwise... to route both sides... i'll have to have an incredible alignment ehehe
[14:45:20] <mung> Idoubt guitar has to be that accurate??
[14:45:39] <mung> maybe 1-2mm out would be okay??
[14:46:09] <mrsun> i realize more and more, i suck at lathe work with older lathes ...
[14:46:15] <sendoushi> yes but i'm talking about the back
[14:46:15] <sendoushi> lets say i make the front
[14:46:15] <sendoushi> then i have to rotate on the z axis
[14:46:15] <sendoushi> to do the back
[14:46:55] <sendoushi> and that's the alignment i'm talking about
[14:47:01] <sendoushi> still wondering on how i'll
[14:47:10] <sendoushi> do
[14:47:17] <mung> you could flip it over and touchoff against a reference and get 2mm accuracy
[14:47:44] <sendoushi> well that's a thing i'll have to see when i have the final cnc done
[14:48:04] <sendoushi> normally the back is regular. some bevel and some cuts
[14:48:13] <sendoushi> the front normally is irregular with curves all along
[14:48:22] <mung> its probably easier to take the design to a cnc company with a router to cut it for you
[14:48:35] <sendoushi> naaa where's the point in that? :P
[14:49:21] <mung> if you are interested in cnc then its probably better just building a cnc cheap to start with so you know what you are doing
[14:49:34] <sendoushi> that's my idea
[14:49:59] <mung> once you have experience build something to fit your needs
[14:51:11] -!-
The_Ball has quit [Ping timeout: 256 seconds]
[14:51:17] <mung> I am sure you could find quite a few web pages from people that build routers for about #300 with just cheap steppers plywood and threaded rod
[14:51:43] <sendoushi> that's what i'm aiming to find
[14:53:29] <sendoushi> still... i want to make already a big enough to do a guitar
[14:53:52] <sendoushi> i dont want to make something completely pointless
[14:54:07] <sendoushi> unless the difference of $$ is really significant
[14:57:47] <mung> search google
[14:58:05] <mung> I not going to do it for you :D
[14:58:14] <sendoushi> i know i know i already doing that ;)
[14:58:20] <mung> I am sure I have seen quite a few projects
[14:58:44] <mung> but probably start by getting a stepper motor and driver kit from ebay
[14:59:24] <mung> 3 axis kit from china go for around $200 on ebay
[14:59:50] <mung> I got to go feed my cat, good luck
[15:00:19] <sendoushi> yep i seen already
[15:00:31] <sendoushi> 3 motors + drivers and stuff + supply = 200e
[15:00:38] <Connor> sendoushi:
http://www.ivdc.com/cnc/cnc13.JPG
[15:00:53] -!-
KimK has quit [Read error: Connection reset by peer]
[15:01:11] <Connor> My DIY CNC router. Not big enough for a Guitar. But, wouldn't have been that expensive to make it bigger.
[15:02:53] <Connor> It has 18" x 12" x 4.25" travel. 6" clearance on the gantry.
[15:02:57] -!-
The_Ball [The_Ball!~The_Ball@122.150.108.38] has joined #linuxcnc
[15:04:17] -!-
mung has quit [Remote host closed the connection]
[15:04:19] -!-
Valen has quit [Quit: Leaving.]
[15:04:34] <jdhNC> you would need about 16x21 for typical sizes
[15:06:09] <jdhNC> connor: make a ukelele!
[15:07:31] <Connor> jdhNC: ROFL
[15:07:53] <Connor> jdhNC: You asked something last night about the covers.. and I had to leave.. didn't see it till I got back home..
[15:09:48] <Jymmm> stop hogging them?
[15:10:47] -!-
adb [adb!~adb@178-211-226-40.dhcp.voenergies.net] has joined #linuxcnc
[15:13:24] JT-Shop is now known as
isuckattrig
[15:13:58] <Jymmm> me too
[15:14:00] <jdhNC> don't recall... I think the bolts only need to be 20mm though
[15:14:34] <jdhNC> I found two online places with the right connectors really cheap, both with $100 min orders
[15:14:59] <Jymmm> jdhNC: link?
[15:15:19] <jdhNC> onlinecomponents.com maybe
[15:15:41] <isuckattrig> on the first drawing how do I get the angle of A from sin A?
http://library.thinkquest.org/20991/alg2/trig.html
[15:16:06] <isuckattrig> I know b and a lengths
[15:16:47] <jdhNC> c=sqrt(a^2+b^2)
[15:17:29] <jdhNC> sin(a) = a/c
[15:18:34] -!-
rooi-ogg [rooi-ogg!~alexx@95.59.184.128] has parted #linuxcnc
[15:21:47] <archivist> I always google and find an online trig calculator :)
[15:22:08] <isuckattrig> I'm trying to put this into a subroutine
[15:22:34] <isuckattrig> so I need a forumula that linuxcnc can handle
[15:22:44] <Jymmm> http://texify.com/$SIN%255Cleft%28%2520a%255Cright%29%2520%253Da%2520%252F%2520c$
[15:22:55] <isuckattrig> the book says tanA=a\b
[15:23:11] <isuckattrig> but I can't make it work in my spreadsheet for some reason
[15:23:26] <jdhNC> degrees/radians?
[15:23:38] <archivist> spreadsheet will want it in radians not degrees
[15:23:42] <isuckattrig> =TAN(RADIANS(1))
[15:23:53] <isuckattrig> is the formula
[15:23:55] <isuckattrig> i'm trying
[15:24:19] <isuckattrig> a=3 b=3 so A is 45 degrees
[15:25:01] <Jymmm> isuckattrig:
http://en.wikipedia.org/wiki/Trigonometric_functions
[15:25:04] <jdhNC> what's the 1 for?
[15:25:19] <isuckattrig> that is 3/3
[15:25:53] <isuckattrig> Jymmm: I've been to that page a zillion times and hundreds more
[15:26:38] <Jymmm> isuckattrig: and this one?
http://en.wikipedia.org/wiki/Angle
[15:27:29] <isuckattrig> yep, all above my pay scale I'm afraid
[15:27:35] <jdhNC> isn't your formula giving you the tangent of 1degrees?
[15:27:45] <isuckattrig> LOL I don't know
[15:28:23] <chron0> thats the problem with most math explanations, they only throw a formula at you but expect you to know everything else...
[15:28:39] <isuckattrig> that's where I fall short on the stick
[15:28:44] <chron0> once someone explains these formulas seperately they all seem pretty easy
[15:28:54] <isuckattrig> math teacher was real cute though
[15:29:25] <jdhNC> 45degrees =0.7854 radians, tan(either of those) is 1
[15:30:10] <isuckattrig> how do you get the angle of A from the tan(A)
[15:30:55] <archivist> arc tan
[15:31:12] <archivist> atan() or atan2 sometimes
[15:31:13] <jdhNC> tan^-1
[15:31:20] -!-
BenceKovi [BenceKovi!~BenceKovi@polaris.mogi.bme.hu] has joined #linuxcnc
[15:32:37] <jdhNC> try =degrees(atan2(a,b))
[15:33:56] <isuckattrig> that worked in the spreadsheet
[15:34:44] <isuckattrig> now to translate that to LinuxCNC
[15:35:02] <isuckattrig> http://linuxcnc.org/docview/html/gcode/overview.html#sub:Unary-Operation-Value
[15:35:04] <Jymmm> isuckattrig:
http://www.visualtrig.com/
[15:39:35] <Connor> jdhNC: Your right, they were 3mm x 20mm in length.
[15:40:18] <Jymmm> no wonder you were hogging the covers!
[15:41:13] <jdhNC> I'll run by radio shack on the way home. I'd say 30% chance I can get 3 sets at once.
[15:41:35] <jdhNC> connor: did you remove your gib/way/wtf clamps?
[15:42:12] <Connor> Yes, for now. I'm keeping them in case I need to lock the table down for some reason.
[15:42:32] <Connor> 3 sets of connectors ?
[15:43:07] <jdhNC> one for each stepper.
[15:43:11] <Connor> yea. I have 3 radio shacks around me rather close by.. between two of them, they normally have everything I need (that RS carries anyway)
[15:43:27] <Connor> Looked back in scroll back and looked like you asked How I did the relief for the screws ?
[15:43:45] <jdhNC> the one near me usually has empty bags where people stole the stuff out of the drawers.
[15:43:54] <jdhNC> oh yeah... did you flip them?
[15:44:27] <Connor> I started out by doing a drilling op, then a engraving op for them. Then flipped and re-indexed using one of the holes.
[15:44:55] <Connor> Well.. Indexed on 1 hole, but verified via others to make sure I wasn't off.
[15:45:05] <jdhNC> so you did all those first?
[15:45:11] <Connor> Yup.
[15:45:21] <jdhNC> and Y stayed the same
[15:45:41] <Connor> Yea. 2 least two of those you have are the last two in the set.
[15:45:49] isuckattrig is now known as
JT-Shop
[15:46:03] <Connor> The one with a little messup on the inside part was the last one I did.
[15:46:08] <jdhNC> I'm going to remake the stepper mounts before I take the motors off for the covers
[15:46:09] <Jymmm> JT-Shop: yousucknomoreattrig!
[15:46:19] <JT-Shop> yea, that works in LinuxCNC too once you perform the correct number of guesses
[15:46:30] <jdhNC> iterative learning
[15:46:33] <JT-Shop> istillsuckattrig
[15:46:38] <JT-Shop> LOL
[15:46:42] <Jymmm> =)
[15:47:32] <Jymmm> JT-Shop: That's okey, My knowledge of trig is comparable to man login at the login prompt.
[15:47:39] <Connor> jdhNC: Going to try to pain them and engrave them..
[15:47:52] <Connor> I hope I don't ruin them with paint.. I suck at painting.
[15:48:10] <jdhNC> I'll look for some spray primer when I get the bolts
[15:48:13] <Jymmm> Connor: krylon for plastics,
[15:48:26] <Connor> Jymmm: I have krylon.
[15:48:32] <Jymmm> Connor: for plastics?
[15:48:39] <Connor> Let me look.
[15:49:13] <Jymmm> Connor: they call it "Fusion"
http://www.krylon.com/products/fusion_for_plastic/
[15:49:48] <Connor> Sorry, I have Rust-Oleum Ultra Cover 2x for Wood / Metal / Plastic.
[15:50:09] <Jymmm> Connor: Yeah, the Krylon Fusion bonds to plastics
[15:50:15] <Jymmm> no primer needed
[15:50:22] <jdhNC> hmm... I bet that krylon granite paint would look good and not need any sealer/primer
[15:50:41] <Connor> This stuff did too.. I just wasn't happy with how the edges turned out.
[15:50:45] <Jymmm> it does a molecular bond
[15:51:40] <Jymmm> Connor: when you paint, do LIGHT coats and be patient and let dry. Also find a dust free area
[15:52:06] <Jymmm> get a cardboard box and cut out a gole in the side, leaving a roof on it for a paint booth
[15:52:26] <Jymmm> use dowels or popsicle sticks to raise the work off the floor
[15:52:27] <jdhNC> or not. It will end up looking the same in a week or two.
[15:53:17] <jdhNC> http://www.krylon.com/products/make_it_stone_textured_paints/
[15:53:28] <Jymmm> Connor: even a cooouple of pieces of straight wire work for a paint stand
[15:53:43] <Connor> What I'm referring too is.. These were made by stacking PVC lumber.. which changes density.. The edges take the paint differently.. It was High low High High Low High High Low. The low density parts looked more flat even with the gloss.
[15:54:32] <Connor> So, Gloss, Flat or Satin ?
[15:54:41] <Connor> Trying to match the black of the steppers.
[15:54:44] <Jymmm> gloss is easy to clean
[15:55:03] <Jymmm> like grease, oil, goo
[15:56:12] <Connor> I have a can of Tamiya Color for Plastics, I have Matt Black, Gun Metal Grey, and Insignia White
[15:56:52] <Jymmm> gun metal!
[15:57:03] <Connor> ROFL
[15:57:29] <cpresser> exactly Jymmm :) i also own a few of those colors... 3 cans of gun metal :)
[15:58:10] <Jymmm> cpresser: and a few guns too =)
[15:58:26] <cpresser> nope. i live in germany. we dont own guns
[15:58:33] <Connor> I could try to match the white or the Grizzly green too.
[15:58:53] <JT-Shop> I actually got it working thanks for the help guys
[15:59:33] <jdhNC> JT: got a simple ngcgui sub that just cuts a circle?
[15:59:52] <alex4nder> cpresser: I know germans that own guns
[15:59:56] <alex4nder> and hunt, too.
[15:59:58] <Jymmm> cpresser: say what? Germany doesn't have guns? Thats like the pope doens't have religion
[16:00:05] <JT-Shop> jdhNC: plasma?
[16:00:13] <jdhNC> JT: mill
[16:00:49] <JT-Shop> yea, it is down in the beer cave
[16:01:09] <JT-Shop> just a profile cut of a circle?
[16:01:20] <jdhNC> I tried a single hole circle-hole thing, but never got the right size (with radius compensation)
[16:01:32] <jdhNC> just a profile
[16:02:00] <cpresser> Jymmm: german companys produce guns and sell them worldwide :) however, buying a gun as a private person is quite hard. you need permission for firearms. its basically impossible for a regular person to own a legal gun.
[16:02:39] <jdhNC> preferably with center/corner origin choices, total depth, step, tool diam (bypass tool table/g41/g42)
[16:03:47] <jdhNC> in .nc.us, pretty much anyone can buy a long gun from an individual as long as the seller thinks you are legally able to own the gun.
[16:03:53] <JT-Shop> I have this one handy
http://pastebin.com/0FrwakqA
[16:04:48] <jdhNC> that looks excellent! thanks
[16:04:51] * JT-Shop must go fix lunch
[16:04:54] <JT-Shop> np
[16:04:56] <Connor> someone want to look at the db25 one? It never did take into account my cutter diameter either.. Even though I had it in the tool table.
[16:05:10] <Connor> unless, your suppose to do a change tool command before running the script ?
[16:05:17] <JT-Shop> I have one that does the spiral using angle instead of depth if you prefer
[16:05:35] <jdhNC> I'd really like to have all of them :)
[16:05:54] <Connor> Yea. no joke. need a larger library of those.
[16:05:57] <JT-Shop> http://pastebin.com/8xU2RPCm
[16:06:17] <JT-Shop> we are working on some bolt hole and slotting ones atm
[16:06:27] <jdhNC> Connor: my circle didn't do tool diameter either (after adding it to tool table). Must be my setup because I did see the g41/g42 in teh lower level sub
[16:07:11] <jdhNC> do people use counterbore tools for SHCS? Or just pocket the counterbore?
[16:07:27] -!-
jd896 [jd896!~jd896@host-92-26-232-117.as13285.net] has joined #linuxcnc
[16:07:42] <jd896> Afternoon
[16:09:08] <Connor> Well.. so, here is my next question.. so far everything that I've done from CAM works correctly. I think the CAM compensates for the diameter. I don't want to screw that up.
[16:09:38] -!-
adb has quit [Read error: Connection reset by peer]
[16:09:40] <Connor> but, I would like to get these ngcgui's working right.. and at somepoint use the tool table for tool height.
[16:10:16] <Connor> I also modified db25 for a db9 connector.
[16:11:00] <jdhNC> I would assume the CAM does the offsetting itself so it can check for min. tool clearance.
[16:11:32] <Connor> Yea. So, what I don't want to happen is emc to do compensation along with the CAM. :)
[16:11:54] <sendoushi> Connor: sorry connor i had to go out. what would be big enough for a guitar?
[16:11:55] <JT-Shop> jdhNC: pocket
[16:12:19] <Connor> sendoushi: No Clue. How big are guitar's ? :)
[16:12:35] <sendoushi> wait a sec... i have here the measures of mine :D
[16:12:57] <sendoushi> the body 45 * 34 cm
[16:13:25] <JT-Shop> jd896: plasma guy from yesterday?
[16:13:26] <sendoushi> Connor: yours seem pretty neat!!!
[16:13:41] <jd896> Yes Jt
[16:13:42] <sendoushi> Connor: like it!
[16:13:47] -!-
sliptonic [sliptonic!~sliptonic@li208-58.members.linode.com] has joined #linuxcnc
[16:14:17] <JT-Shop> I have the sheet alignment almost done... I had to pull out my hair and get help here with the trig..
[16:14:41] <jd896> Ah for the rotation angle
[16:14:54] <JT-Shop> functionally done just need to clean it up
[16:15:07] <JT-Shop> do you know how to add a pyvcp button or three?
[16:15:31] <Connor> so, 17.7" x 13.4"
[16:15:44] <sendoushi> Connor: hmmm ok
[16:15:55] <Connor> mine is 18" x 12"
[16:15:55] <jd896> Yes Jt I do after erlier I have the g92 and g92.2 buttons set and working now
[16:16:13] <Connor> also consider you need room for clamping etc.. and 4th axis if you need.
[16:17:16] <Connor> 24" x 18" might be a good size for that.
[16:17:37] <jd896> Well just intime to change them for a better plate rotation set
[16:17:41] <Connor> but, consider anything else you might want to do too. and were you will have it setup etc
[16:19:00] <JT-Shop> I have the Y axis align working and will do an X axis align after I get back from taking the MIL to physical therapy
[16:19:45] <JT-Shop> so you need 3 buttons for all three, XY Start, Y End for align along Y and X End for align along the X axis
[16:20:09] <Connor> sendoushi: Considerations: Rail type, Supported, free-floating, DIY using angle + roller skate bearings. etc..
[16:20:57] <JT-Shop> so jog to left rear press start, jog to left front press Y End or jog to left front press start then jog to right front and press X end
[16:20:58] <Connor> sendoushi: Drive mech: Belt, Chain, Rack/Pinion gear, Screw (All Thread, ACME, Ball Screw)
[16:21:09] <sendoushi> Connor: hm?
[16:21:24] <jd896> Nice one Jt no problems I'll add those whistl I'm at the shop just gonna run a small job an go good job I checked on here
[16:21:36] <JT-Shop> jd896: I'll be back in a couple of hours
[16:21:42] <jd896> Sounds good mate thanks
[16:21:51] <Connor> sendoushi: I'm just going over the options for your machine.
[16:21:53] <JT-Shop> does that sound like it will work for you?
[16:22:02] <sendoushi> Connor: aah the things i need?
[16:22:03] <JT-Shop> I feel it will work for me
[16:22:09] <jd896> Yes John that sounds spot on
[16:22:20] <JT-Shop> see you after while then
[16:22:28] <jd896> Nice touch being able to pick the longest side
[16:22:38] <jd896> Will do John
[16:22:40] <jdhNC> http://www.cnclutherie.com/
[16:22:47] <Connor> sendoushi: Options, dictated by cost, accuracy needed. Skills, and preference.
[16:23:10] <sendoushi> Connor: still... don't get it :s
[16:23:21] <sendoushi> what you mean by options?
[16:23:28] <sendoushi> oooh
[16:23:38] -!-
servos4ever has quit [Ping timeout: 240 seconds]
[16:23:40] <sendoushi> or supported or free-floating or diy using angle...
[16:23:42] <sendoushi> is that it?
[16:24:20] <Connor> Yea. Supported Rails, Free Floating (supported at each end) or DIY using angle alum/steel and roller skate bearings.
[16:24:37] <sendoushi> i have to check those
[16:24:48] <Connor> I used supported rail.
[16:25:51] <Connor> also NSK style rails.
[16:26:00] <Connor> those tend to be the high end and $$$
[16:26:09] <sendoushi> forget than :D
[16:26:14] <sendoushi> for now... i want a cheap solution
[16:26:28] <Connor> cheap is relative. :)
[16:26:41] -!-
servos4ever [servos4ever!~chatzilla@74-47-247-180.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[16:26:47] <sendoushi> eheeh
[16:27:10] <sendoushi> and not always the best solution
[16:27:18] <Connor> I probably have $1500 to $2000 in my machine.
[16:27:18] <sendoushi> but since is my first one ...
[16:27:27] <sendoushi> do you use it for commercial?
[16:27:30] <sendoushi> or hobby?
[16:27:34] <Connor> No. hobby.
[16:27:43] <sendoushi> geez
[16:28:01] <sendoushi> insane values
[16:28:05] <Connor> look at that link jdhNC posted..
[16:28:15] <Connor> it has a router about like you probably want.
[16:28:22] -!-
phantoxe has quit [Remote host closed the connection]
[16:28:48] <Connor> It's using 80/20 Aluminum Extrusion, NSK style rails..
[16:29:17] <sendoushi> haaam...
[16:29:24] <sendoushi> trying to get the information
[16:29:28] <Connor> and maybe ballscrews.
[16:29:54] <Connor> yea, ball screws, with indirect drive.. strange.. I would have don direct..
[16:31:06] -!-
phantoxe [phantoxe!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[16:31:40] <sendoushi> if you say so :P
[16:32:21] <Connor> goto
http://www.cnczone.com Signup (it's a forum) and go look at the DIY machine forum.
[16:32:27] <Connor> LOTS of info..
[16:32:30] <sendoushi> already there
[16:32:39] <sendoushi> kind of confusing forum lets be honest
[16:32:51] <sendoushi> but i'll check it later for designs of routers
[16:32:55] <Connor> After you figure out where you belong it's not too bad.
[16:33:08] <Connor> I freq the DIY routers and Bench Top Mills sub-forums.
[16:33:24] <sendoushi> i guess that's also what i want
[16:40:06] <jdhNC> I want a tormach
[16:40:30] <Tom_itx> me too
[16:40:48] <Tom_itx> without the mach
[16:41:38] -!-
iwoj [iwoj!~iwoj@d23-16-234-107.bchsia.telus.net] has joined #linuxcnc
[16:47:57] <sendoushi> http://idea2reallife.wordpress.com/d-i-y-cnc-project/diy-cnc/
[16:52:31] <sendoushi> http://diylilcnc.org/downloads/ what about this?
[16:54:32] -!-
adb [adb!~adb@178-211-226-40.dhcp.voenergies.net] has joined #linuxcnc
[17:00:12] -!-
IchGuckLive [IchGuckLive!~chatzilla@95-89-236-191-dynip.superkabel.de] has joined #linuxcnc
[17:00:15] <IchGuckLive> Hi all
[17:01:13] <IchGuckLive> someone around the colorado wildfirers
[17:09:52] -!-
tiago_ has quit [Remote host closed the connection]
[17:11:19] <psha> any user of camview packages here?
[17:11:56] <sendoushi> Connor: i dont find the diy routers section
[17:11:58] -!-
dimas [dimas!~dimas@83.149.45.29] has joined #linuxcnc
[17:12:32] <sendoushi> Connor: forget :)
[17:12:39] <IchGuckLive> sendoushi: what is the problem in the section
[17:12:40] <Connor> Under WoodWorking Machines 2nd one down
[17:12:46] <Connor> DIY-CNC Router Table Machines
[17:12:51] <sendoushi> yes i found it sorry
[17:13:13] <IchGuckLive> B)
[17:13:30] <IchGuckLive> Connor: new reseller ?
[17:14:49] <Connor> IchGuckLive: no
[17:15:40] <IchGuckLive> link ?
[17:18:16] <sendoushi> searching for designs and searching searching...
[17:21:33] <IchGuckLive> wood is the goal ? price limit ?
[17:21:39] <sendoushi> wood is the goal
[17:21:48] <sendoushi> guitar body big
[17:22:00] <sendoushi> price, since is the first, as low as possible
[17:22:14] <sendoushi> electronics for now, from what i see, nema 23 and tb6565
[17:22:19] <IchGuckLive> what mashines do you got to build it
[17:22:33] <IchGuckLive> Tb6560
[17:22:36] <sendoushi> that
[17:22:46] <sendoushi> my brother has a metal factory with a cnc so...
[17:23:04] <sendoushi> the only tools i have are from that metal factory but still...
[17:23:12] <sendoushi> the less work i get there... the better
[17:23:18] <sendoushi> its not my factory
[17:23:19] <IchGuckLive> you are in the USA ?
[17:23:24] <sendoushi> PT
[17:24:09] <sendoushi> europe let's say that way
[17:24:49] <IchGuckLive> Im in Germany
[17:25:00] <sendoushi> wonderful. that way you can help me find stuff ihihih
[17:25:21] <IchGuckLive> engraving or milling real oak
[17:25:27] <sendoushi> milling
[17:25:35] <sendoushi> main objective: guitars
[17:25:54] <sendoushi> for now that's the aim milling guitar bodies and necks
[17:26:02] <Jymmm> oak guitar bodies? That doens't seem right.
[17:26:23] <sendoushi> didn't say it was going to be oak :P
[17:26:27] -!-
jd896 has quit [Remote host closed the connection]
[17:26:34] <Jymmm> oh, I misunderstood
[17:26:36] <IchGuckLive> Jymmm: only the force needed
[17:26:59] <sendoushi> most guitars are ASH (i think that's the name)
[17:27:00] <IchGuckLive> so portugise supply
[17:27:13] <Jymmm> wood is wood, other than things like cocobolo
[17:27:17] <sendoushi> it may be european
[17:27:23] <Jymmm> that is some dense ass shit!
[17:27:25] <sendoushi> some things are cheaper outside but still...
[17:27:37] -!-
BenceKovi has quit [Quit: Nettalk6 - www.ntalk.de]
[17:28:00] <IchGuckLive> i woudt not go for TB6560 better is leadshine M542 or even a M880A
[17:28:11] <sendoushi> cost-sensitive
[17:28:27] <IchGuckLive> the TB will give you not many power
[17:28:27] <sendoushi> for now...
[17:28:31] <sendoushi> later i may upgrade
[17:28:35] <IchGuckLive> ok
[17:28:49] <sendoushi> i dont care if it takes a day! ehhee
[17:28:56] <IchGuckLive> then i woudt go for the Epson printer Steppers that fitt the TB perfect
[17:29:11] <sendoushi> why not nema 23?
[17:29:20] <IchGuckLive> there are nema 23
[17:29:23] <sendoushi> (here is hard to find an electronics junkyard)
[17:29:33] <sendoushi> unfortunately!
[17:30:14] <IchGuckLive> 23LM-C355-44W <- put this into your ebay
[17:30:36] -!-
syyl [syyl!~syyl@p4FD13421.dip.t-dialin.net] has joined #linuxcnc
[17:30:43] <sendoushi> done
[17:30:47] <sendoushi> expensive
[17:30:50] <IchGuckLive> and avyilable
[17:31:00] <IchGuckLive> available
[17:31:08] <sendoushi> a sec...
[17:31:25] <IchGuckLive> for you in your county
[17:31:55] <sendoushi> with 200e i got 3 nema 23, a tb and power supply
[17:32:05] <IchGuckLive> i think you already looked at the 3Axis tb6560 from china
[17:32:13] <sendoushi> yep
[17:32:19] <sendoushi> but this 200e is from UK
[17:32:26] <sendoushi> so no customs
[17:32:36] <sendoushi> i've got to go i'll talk with you in a while
[17:32:39] <sendoushi> thanks
[17:32:40] -!-
sendoushi has quit [Remote host closed the connection]
[17:32:48] <IchGuckLive> ok i got 26 mashines running at this stepper ,Driver combie for Education
[17:33:18] <IchGuckLive> this fits 120RPM at the stepper at 2,8Nm
[17:33:25] -!-
andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust639.basl.cable.virginmedia.com] has joined #linuxcnc
[17:33:33] -!-
rogge has quit [Remote host closed the connection]
[17:33:50] <IchGuckLive> so at 400steps/U and TR 12x4 spindle
[17:34:28] <IchGuckLive> you reatch a perfect 500mm/min at full force with no steploss
[17:36:38] <IchGuckLive> Gone in the middle of the com
[17:49:08] <andypugh> Who? what?
[17:49:28] -!-
sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[17:53:26] -!-
Guthur [Guthur!~user@212.183.128.53] has joined #linuxcnc
[18:08:43] -!-
phantoxe has quit []
[18:08:58] -!-
sumpfralle has quit [Ping timeout: 256 seconds]
[18:13:50] -!-
bedah [bedah!~bedah@g224075191.adsl.alicedsl.de] has joined #linuxcnc
[18:18:50] -!-
adb has quit [Ping timeout: 244 seconds]
[18:25:45] <IchGuckLive> By from Germany
[18:25:51] -!-
IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 13.0/20120601201853]]
[18:27:11] Guest18985 is now known as
fragalot
[18:27:16] -!-
fragalot has quit [Changing host]
[18:27:16] -!-
fragalot [fragalot!~thomas@gentoo/user/FamousToaster] has joined #linuxcnc
[18:28:54] -!-
TekniQue has quit [Ping timeout: 245 seconds]
[18:29:15] <Jymmm> does anyone have a comparison of grinds for blades, be it knives, tools, or axes by chance? These grinds dont really mention things like axes or chainsaws, etc
http://en.wikipedia.org/wiki/Grind#Typical_grinds
[18:29:45] <Jymmm> or even things like pruning sheers
[18:29:45] -!-
TekniQue [TekniQue!baldur@foo.is] has joined #linuxcnc
[18:29:45] -!-
TekniQue has quit [Changing host]
[18:29:45] -!-
TekniQue [TekniQue!baldur@unaffiliated/teknique] has joined #linuxcnc
[18:32:33] -!-
iwoj has quit [Quit: Computer has gone to sleep.]
[18:34:14] -!-
iwoj [iwoj!~iwoj@d23-16-234-107.bchsia.telus.net] has joined #linuxcnc
[18:37:36] -!-
adb [adb!~adb@178-211-226-40.dhcp.voenergies.net] has joined #linuxcnc
[18:38:55] -!-
frallzor [frallzor!~frallzor@90-224-50-224-no56.tbcn.telia.com] has joined #linuxcnc
[18:39:03] <frallzor> toodles
[18:39:09] <Jymmm> buh bye
[18:39:23] <frallzor> NAOH did wonders
[18:39:28] <frallzor> like new again
[18:39:44] <Jymmm> use ANFO ya wuss =)
[18:39:55] <frallzor> shove it ;)
[18:40:12] <Jymmm> wuss
[18:50:25] <JT-Shop> anyone know how to turn off that horrible highlighting in gedit for a .ngc file?
[18:51:48] <Jymmm> View->Highlight Mode->Category->Sub-Category menu,
[18:52:03] <Jymmm> you can turn off highlightig too
[18:52:36] <Jymmm> http://sernaonubuntu.wikidot.com/gedit#toc3
[18:53:52] <JT-Shop> I mean turn it off by default Jymmm
[18:54:10] <Jymmm> edit the highlight profile file/entry
[18:54:26] <JT-Shop> any clue where that might be?
[18:54:34] <JT-Shop> I bet a hidden file
[18:54:38] <Jymmm> View->Highlight Mode->Category->Sub-Category menu,
[18:55:26] <Jymmm> would be my guess.
[18:56:51] <frallzor> hmmmm
[18:57:13] <frallzor> is it a bad threading tool or is just that cutting ones isnt fit for 2mm alu?
[18:57:21] <frallzor> need a deforming one instead maybe?
[18:59:10] -!-
adb- [adb-!~al@178-211-226-40.dhcp.voenergies.net] has joined #linuxcnc
[19:01:10] -!-
kawy [kawy!~den@93-138-163-178.adsl.net.t-com.hr] has joined #linuxcnc
[19:01:51] -!-
kawy [kawy!~den@93-138-163-178.adsl.net.t-com.hr] has parted #linuxcnc
[19:02:13] <JT-Shop> 2mm in diameter?
[19:02:33] -!-
ktchk [ktchk!~eddie6929@n219079126035.netvigator.com] has joined #linuxcnc
[19:02:36] <frallzor> 2mm thich alu
[19:02:39] <frallzor> with m3
[19:02:55] <frallzor> some holes work out fine, others dont
[19:04:43] <frallzor> but the tool is an el cheapo one so It could be crap too
[19:05:52] -!-
bedah has quit [Quit: bye]
[19:10:23] -!-
reder [reder!~tiago@84-166.192-178.cust.bluewin.ch] has joined #linuxcnc
[19:10:47] -!-
cylly2 [cylly2!cylly@p54B11327.dip.t-dialin.net] has joined #linuxcnc
[19:13:17] -!-
Loetmichel has quit [Ping timeout: 265 seconds]
[19:13:20] <JT-Shop> soft alum?
[19:13:39] <frallzor> pretty
[19:13:58] <frallzor> but not "hand brakeable"
[19:14:36] <JT-Shop> you might have to ream the holes to get a nice thread with M3 x0.5 tap
[19:14:54] <frallzor> I assume these cheapo tools just arent cut for good enough cutting
[19:15:06] <frallzor> might be plenty good for hard steel
[19:15:08] <JT-Shop> the drilled hole might be rough
[19:15:23] <frallzor> I do 2mm with the machine
[19:15:26] <JT-Shop> you don't have much room for hole error with 0.5
[19:15:35] <frallzor> then pilot-drill with 2.5
[19:16:08] <JT-Shop> by hand?
[19:16:26] <frallzor> handheld machine
[19:16:34] <frallzor> tried by hand 100% too
[19:17:23] <JT-Shop> have you looked closely at the hole to see if it is wobbly for lack of a better term
[19:17:35] <frallzor> seems ok
[19:18:01] <JT-Shop> might need to use a 2.4 bit and check with a 2.5 pin to see if the hole is oversize
[19:18:24] <frallzor> ill get both a 2.4 bit and new tool
[19:18:31] <frallzor> cant hurt to try
[19:19:01] <frallzor> not really a half months paycheck for it =)
[19:20:47] <andypugh> I tap 2mm Aluminium regularly, absolutely no problem with a good quality tap
[19:22:51] -!-
adb- has quit [Remote host closed the connection]
[19:23:45] <frallzor> this cant be classed a decent tap I would say
[19:26:13] <Gigs-> I need a 4.25 inch diameter side milling cutter 1/2 inch thick. Anyone know where I can order such a thing?
[19:32:09] <andypugh> You probably want an old-school horizontal milling cutter, mounted on an arbor.
[19:33:42] <JT-Shop> can't you stack them andypugh?
[19:33:45] <andypugh> Gigs-: Something like
http://www.ebay.co.uk/itm/120918951394
[19:34:59] <Gigs-> yeah
[19:35:12] <Gigs-> but they jump from 4 inches to 5 inches it seems
[19:35:31] <JT-Shop> I never can guess the correct feed DOC and SFM for them
[19:40:03] <Gigs-> I could use a fly cutter but it would be nice to have a full mill
[19:44:34] <andypugh> Ah, you can't just hold a smaller cutter closer, or a bigger one further away?
[19:44:58] <Gigs-> I want to cut the actual cutting radius all in one go
[19:45:03] <andypugh> What are you cuttng? A monster T-slot?
[19:45:18] <andypugh> Ooh, I wouldn't
[19:45:37] <andypugh> I think you will get chatter
[19:46:25] <Gigs-> a 90 degree fly cutter probably would, I don't think a side mill would
[19:46:48] <Gigs-> basically to envision what I want to do, imagine you have a table saw with the blade 1/2 inch up, and you lower a sheet of wood onto it
[19:46:59] <Gigs-> cut a radiused slot
[19:47:22] <andypugh> I have always used a boring head for that sort of thing.
[19:47:57] <andypugh> You can't CNC-generate it with a woodruff cutter?
[19:48:04] <Jymmm> Gigs-: you always have those ends that you can't get a full slot out of due to the radius of the blade.
[19:48:04] <Gigs-> I don't have the CNC yet
[19:48:28] <Jymmm> Unless you turn it over and repeat.
[19:48:41] <Jymmm> then you have > < ends
[19:48:47] <Jymmm> =)
[19:49:19] <Gigs-> I'm currently considering going into limited manual production, lets just say my prospective investors weren't as excited as I had hoped
[19:49:42] <Jymmm> Gigs-: you dind't give them enough boose/sex
[19:49:45] <Gigs-> hehe
[19:49:48] <andypugh> Ah. That's a shame
[19:50:01] <andypugh> Incidentally, dod you look at the Smithy machines?
[19:50:10] <syyl> [2135:12] <Gigs-> but they jump from 4 inches to 5 inches it seems <- any tool grinding service can grind you a cutter down to the required size
[19:50:10] <jdhNC> booze/sex might not be so hot if the investors are related.
[19:50:19] <syyl> or even make one from a solid blank
[19:50:26] <jdhNC> unless you are in .wv.us or maybe arkansas
[19:50:49] cylly2 is now known as
Loetmichel
[19:51:07] <Gigs-> syyl: I was actually thinking of just taking a disk of 4140 and making a sort of side mill with some spots for inserts
[19:52:09] <andypugh> I need to go shopping :-( The grocery delivery came and they missed out an integral part of 7 meals out of the 9.
[19:52:12] <Gigs-> 4 inserts would be easier to deal with than a long fly cutter or boring bar
[19:52:33] <Jymmm> andypugh: boose boose and boose?
[19:52:33] <Gigs-> also less hungry for my fingers
[19:52:41] <Gigs-> a 4.25 inch fly cutter seems scary
[19:52:50] <syyl> wait gigs
[19:53:07] <syyl> http://www.youtube.com/watch?v=SJQtx80euGM&feature=plcp
[19:53:14] <Jymmm> andypugh: (please dont say tofu/soy products)
[19:53:21] <syyl> mueller nick made a incredible large side cutting flycutter
[19:53:24] <Connor> Gigs-: What are you making exactly? or is it still hush hush?
[19:53:24] -!-
psha has quit [Quit: Lost terminal]
[19:53:35] <syyl> from a old lathes faceplate
[19:53:42] <Gigs-> yeah I can't say entirely, but it's really not a complex thing heh
[19:54:05] <syyl> but his milling machine is pretty sustancial
[19:54:08] <andypugh> No. Coleslaw/pasta salad from the salad days, the naan breads from my curry and the bread to go with the lunchtime soup.
[19:54:10] <syyl> not a flimsy minimill :D
[19:54:56] <andypugh> That's a lathe faceplate I suspect
[19:55:03] <syyl> right
[19:55:22] <syyl> saw that cutter running in reallife
[19:55:28] <syyl> its not as scary as you might think
[19:55:39] <syyl> just keep your hands away ;)
[19:56:25] <Jymmm> andypugh: If you get an opportunity, try some Quinoa. Basic recipe is cook like rice (2:1 ratio water:quinoa)
http://en.wikipedia.org/wiki/Quinoa
[19:57:27] <Gigs-> quinoa pasta is good I hear
[19:57:42] <Jymmm> andypugh: Soak/rinse for at least 5 minutes before hand
[19:57:47] <Jymmm> Gigs-: it's not pasta
[19:57:54] <Gigs-> pasta made from it Jymmm
[19:58:01] <Jymmm> Gigs-: ah
[19:58:02] <Gigs-> did you know you can pop quinoa like popcorn?
[19:58:04] <andypugh> I might see if they have any, as I need to go to the actual shop. I bet it's full of (shudder) ordinary people!
[19:58:09] <Gigs-> it makes little tiny popcorns hehe
[19:58:24] <Jymmm> Gigs-: I'll have to try that.
[19:59:03] <Gigs-> it's tricky not to burn it but it is a pretty good flavor, could probably use popped quinoa like panko for breading or crunch
[19:59:13] <Jymmm> andypugh: It's filling but not heavy like rice/pasta is. No starchy taste.
[19:59:44] <Jymmm> Gigs-: I have an air popper, so might try it
[20:00:03] <Gigs-> yeah you could try that, it might all blow out though
[20:00:17] <Jymmm> we'll see =)
[20:00:17] <Gigs-> I tried it in the microwave and it worked OK, in the pan it was harder not to burn
[20:01:33] <Gigs-> Ever since I figured out you can pop popcorn in the microwave just in a brown bag I haven't wanted an air popper anymore
[20:01:42] <Gigs-> doesn't need any oil or anything
[20:02:19] <Jymmm> cool, never even thought of that. But I don't like to COOK in a microwave, just re/heat.
[20:02:43] <PCW> http://www.youtube.com/watch?v=XliMny3AvnE
[20:02:48] <Gigs-> yeah just 1/3rd cup of kernels in the bag fold the top of the bag over a few times, you can staple it if you want
[20:02:56] <Gigs-> the staples have never arced on me
[20:03:13] <Gigs-> they do get hot though
[20:03:29] <Gigs-> lately though I've been lazy and just folded the top and don't staple
[20:04:26] <Gigs-> takes about 2 minutes which is the same amount of time it takes to melt some butter in the 1/3rd cup measuring cup on the stove
[20:04:29] <Jymmm> Gigs-: pop corn ?
[20:04:41] <Gigs-> yeah
[20:04:50] <Gigs-> you can pop quinoa in the same way, it's just trickier
[20:04:51] <Jymmm> and pop quinoa?
[20:04:58] <Jymmm> ah
[20:05:30] <Gigs-> I would keep a closer eye on quinoa
[20:05:34] <Gigs-> it burns easier than popcorn
[20:06:50] <Jymmm> maybe 50% or 76% instead of full power
[20:07:33] <JT-Shop> trying to understand gedit syntax highlighting xml file will drive you to drink faster than the highlighting will
[20:07:55] <Jymmm> JT-Shop: you couldn't just grab one ?
[20:10:57] -!-
ktchk [ktchk!~eddie6929@n219079126035.netvigator.com] has parted #linuxcnc
[20:12:39] <JT-Shop> grab one what?
[20:13:00] -!-
mung [mung!~mung@81.168.69.141] has joined #linuxcnc
[20:13:26] <Jymmm> JT-Shop: A gcode highlight file. I'm sure that you are not the only one who has ever used gedit for gcode.
[20:15:08] <JT-Shop> where would one find such a beast?
[20:15:40] <Jymmm> JT-Shop:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Highlighting_In_Gedit
[20:16:04] <Tom_itx> somebody else was asking about that the other day
[20:16:08] <Jymmm> JT-Shop: First hit on google (for me)
https://www.google.com/search?q=gedit+highlight+files
[20:17:54] <FinboySlick> Use VIM! ;)
[20:19:45] <anonimasu> did anyone research building a waterjet pump?
[20:20:43] <FinboySlick> anonimasu: home waterjet = danger
[20:21:01] <FinboySlick> There was talk about it a little while back.
[20:21:20] <mrsun> hmm, how are helical gears in ware compared to ordenary gears .. when it comes to not running in oil baths =)
[20:21:26] <JT-Shop> Jymmm: that is the one that is borked
[20:21:31] <mrsun> weare ?
[20:21:37] <FinboySlick> More or less a consensus on: Too complicated/expensive to do right, too dangerous to do wrong.
[20:22:07] <anonimasu> I were wondering if anyone tried building one.
[20:23:08] <FinboySlick> anonimasu: Someone was pretty set on trying during that talk. I don't remember the name.
[20:23:49] <anonimasu> tho, if you were to stick a 20mm hardox shell on your pump i highly doubt that anything will penetrate it.
[20:23:52] <FinboySlick> anonimasu: Maybe they haven't showed up since because they're being treated for severe necrosis.
[20:24:04] <anonimasu> :]
[20:24:56] <FinboySlick> anonimasu: The issue isn't entirely the pump blowing up, it's nasty little details like pinhole leaks, etc.
[20:24:57] <anonimasu> i dont know how complex it really is it's a big pressure inetensifier cylinder with position feedback..
[20:25:10] <anonimasu> and every component after the pump is _cheap_ relatively
[20:25:43] <Gigs-> liquid under pressure isn't all that dangerous compared to gasses under pressure
[20:25:56] <FinboySlick> anonimasu: It's probably a pretty high maintenance project if you do manage to get it right.
[20:26:24] <FinboySlick> Gigs-: pressurized liquid under your skin is pretty nasty business.
[20:26:44] <anonimasu> well, with the limited amount of cutting a machine like that is too expensive to buy and im tired of machining oxyfuel cut plates to size..
[20:26:51] <anonimasu> :p
[20:27:08] <Gigs-> FinboySlick: air is probably worse
[20:27:54] <FinboySlick> Gigs-: I'm mostly just repeating what I read. Hospitals also don't know how to deal with these kinds of injuries.
[20:28:18] -!-
Keknom [Keknom!~monkeky@c-76-125-214-194.hsd1.pa.comcast.net] has joined #linuxcnc
[20:28:38] <jdhNC> how much pump power do they need?
[20:28:44] <anonimasu> 25hp and up
[20:30:16] <anonimasu> a standalone pump is like 100 000$ i think one is buildable for less then 3000$ (with free machining time ofcourse)
[20:30:28] <FinboySlick> andypugh made a pretty good case for how foolish it is would be to ghetto a waterjet cutter.
[20:31:03] <andypugh> Did I? That's not like me. I am normally both cheap and foolhardy
[20:31:06] <Gigs-> it doesn't seem much more dangerous than the stuff a lot of us do anyway
[20:31:19] <anonimasu> Gigs-: good point
[20:31:22] <FinboySlick> andypugh: Well, it scared me ;)
[20:31:48] <Gigs-> I think as long as you used parts rated for the psi you'd be OK
[20:31:51] <anonimasu> im not too scared, who the hell would stick a high pressure bomb in a room they are anyway, tubing is _cheap_
[20:32:01] <anonimasu> cheaper the injuries.
[20:32:16] <jdhNC> how much are the jets? Media? What's the water volume?
[20:32:21] <Gigs-> well the thing about liquid under pressure is that it doesn't explode really
[20:32:27] <Jymmm> JT-Shop:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Using_Gedit_To_Aid_In_Creating_Gcode
[20:32:28] <Gigs-> it's not like gas, it's not compressible
[20:32:43] <Gigs-> it doesn't store energy
[20:32:51] <FinboySlick> anonimasu: Be damn sure not to get in the way of a leak though.
[20:32:59] <anonimasu> im mostly interested in the intensifier, I could buy everything else rated for the psi.
[20:33:12] <Gigs-> I'm not saying you wouldn't need a new pair of underwear if a 50,000 psi fitting let loose, but I don't think I'd call it a bomb
[20:34:19] <anonimasu> at 5000usd-7000$ for accessories that's rated for the psi being used that's still relatively cheap
[20:36:07] <FinboySlick> anonimasu: If you only need to do very short cuts, you could make a half-inch diameter seringe and stick it in a 20 ton press ;)
[20:36:15] <frallzor> tips on keeping sheets flat against a mdf surface for machining? tape isnt up for the job I think, i plane the surface first so it wont stick good there
[20:36:37] -!-
mung has quit [Ping timeout: 248 seconds]
[20:36:52] <anonimasu> I were more thinking of stuicking a 30hp electric motor to a huydralic pump, and a spool directional valve..
[20:37:20] <anonimasu> and feed a intensifier with that
[20:40:32] -!-
kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[20:41:34] <andypugh> Gigs-: The problem is not explosion, as you say, there is very little stored energy.
[20:41:44] <JT-Shop> well crap now my config gives me an error "file not open" when I try and call a sub in the MDI window
[20:42:06] <andypugh> With a miling machine, though, the cutting blade is always in the same place. With a waterjet one can sudddenly appear anywhere there is a leak.
[20:42:58] <chron0> hmm, i've used this funky ods spreadsheet from the wiki to estimate the machine I would like to build and to make sure, that things will run smoothly. I'm getting a calculated min BASE_PERIOD of 19685 and 25400 steps per second from emc. Does this sound reasonable to you?
[20:43:26] <FinboySlick> chron0: Most of the little atom boards will get you within that range easily.
[20:43:49] <chron0> FinboySlick: nice thanks, I really would try my semi_old thinkpad for the job
[20:44:47] -!-
frallzor has quit [Ping timeout: 246 seconds]
[20:44:49] <andypugh> Run the latency test, see what you get.
[20:45:11] <andypugh> I doubt you will get to quite that ste rate in practice.
[20:46:09] <DJ9DJ> gn8
[20:46:14] <chron0> andypugh: so when I don't get the calculated steprate, what happens? am I going to start to "miss steps" ?
[20:46:23] <chron0> DJ9DJ: night
[20:46:55] -!-
DJ9DJ has quit [Quit: bye]
[20:47:47] <archivist> chron0, have you set some silly micro stepping qty or a top speed that you could be happy with a bit less
[20:47:48] <andypugh> With a 20uS base period, you are asking the motor speed to instantaneously jump from 16kHz to 25kHz. (3 thread-periods to 2 thread-periods). In practice, it can't.
[20:47:56] <FinboySlick> chron0: laptops tend to have interrupts that the kernel can't dodge so your jitters numbers might not be very good on the thinkpad.
[20:48:36] <chron0> archivist: I assumed a 1/8 microstepping value, which was recommended for the DM556 amps
[20:48:54] <archivist> try 1/2
[20:49:55] <chron0> base_period 75k - step rate 6350
[20:50:21] -!-
Keknom has quit [Quit: Leaving.]
[20:50:39] <JT-Shop> I give up, somehow I've broken it and trying to run a sub just gives me file not open error
[20:51:13] <chron0> andypugh: so it's not a rpoblem of the thinkpad as such, it is just generally not in the cards with softstepping?
[20:51:27] <andypugh> Try it.
[20:51:33] <andypugh> Nothing much to lose.
[20:51:44] <andypugh> If it works, good.
[20:51:51] <andypugh> No point borrowing problems from the future.
[20:52:44] <chron0> andypugh: true that, I was just using the spreadshit to home in the torque of the steppers I want to select, to sort of prove my approach as I go along
[20:54:04] <cpresser> chron0: in case this has not been mentioned bevore: microstepping makes your stepper lose torque
[20:55:23] -!-
mung [mung!~mung@81.168.69.141] has joined #linuxcnc
[20:56:10] <chron0> cpresser: thanks for the hint, the spreadshit doesn't seem to reflect that fact, changing the stepping denominator doesn't chnage the torque
[20:56:34] <cpresser> just googled this site again:
http://www.micromo.com/microstepping-myths-and-realities.aspx
[20:59:53] <chron0> so more than 1/4 will be a los of 50%
[21:00:59] <chron0> in that case I will try my tests in the 1/2 - 1/8 range and see what happens to get the best compromise of noise/vibration reduction vs available torque
[21:04:38] -!-
bootnecklad [bootnecklad!~bootneckl@host-89-240-121-248.as13285.net] has joined #linuxcnc
[21:04:46] -!-
bootnecklad [bootnecklad!~bootneckl@host-89-240-121-248.as13285.net] has parted #linuxcnc
[21:08:08] * JT-Shop goes to look for the LiveCD as the only solution to be found it a new install
[21:08:41] <archivist> hmm what killed what, vfd on the mill and the grill in the kitchen both died today
[21:08:58] <syyl> hard to decide whats worse
[21:09:18] <JT-Shop> dammit that is worse than me having to reinstall Linuxcnc
[21:10:09] <archivist> vfd sort of works but low power, grill is 30 ohms down to earth
[21:11:03] <archivist> backup grill I suppose for tomorrows breakfast, but no replacement vfd waiting to be used
[21:11:50] <andypugh> archivist:
http://www.ebay.co.uk/itm/110890219616
[21:12:25] <archivist> only one horse :(
[21:13:38] -!-
mung has quit [Ping timeout: 240 seconds]
[21:16:08] -!-
micges has quit [Ping timeout: 240 seconds]
[21:18:13] <archivist> hmm two inverter sellers from nottingham wonder if its worth a drive over
[21:25:49] <PCW> torque "per step" is lost with microstepping but over all torque is not so a 256 uStep drive has the same torque as 1/4 step (but much smoother)
[21:26:59] -!-
iwoj has quit [Quit: Computer has gone to sleep.]
[21:27:41] -!-
mung [mung!~mung@81.168.69.141] has joined #linuxcnc
[21:29:09] <PCW> you will not gain much resolution with high uStep ratios
[21:29:10] <PCW> (that is the torque curve vs displacement from magnetic null is the same as 1/4 step,
[21:29:12] <PCW> you can just move the magnetic null to 64 new places between 1/4 steps with 256 uSteps
[21:30:21] <andypugh> Though it is quite likely that the motor simply won't move between steps 55 and 56 of the 64.
[21:30:32] -!-
micges [micges!~micges@egn232.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[21:31:06] <PCW> Yes at some point the friction. magnetic detent and pole piece errors show up
[21:31:17] <chron0> PCW: that seems to be the theory :) the paper posted claimms that steppers aren't truely sinusoidal so precisely hitting each "virtual" point in the spectrum inbetween is probably not as precise and stable as theory...
[21:31:27] <anonimasu> good point
[21:31:35] <anonimasu> well, steppers are not servos.
[21:31:55] <chron0> I will see, the dm556 offer an option to "train" the dsp for a specific motor so that might help a bit in this case...
[21:32:12] <PCW> In out test 32 or 64 points were easy with good step motors
[21:32:49] <PCW> not necessarily very linear but monotonic
[21:33:18] <PCW> and anything below 32 uSteps was noiser than it needed to be
[21:33:27] <chron0> leadshine also claims almost "servo like" performance with thei new amps so I will just have to make extensive tests and see where it leads, how much is marketing promise and how much is reality and what the best doable compromise will be....
[21:34:00] -!-
jd896 [jd896!~jd896@178.104.155.197] has joined #linuxcnc
[21:34:10] <jd896> Hi all
[21:34:15] <anonimasu> tho the issue is lack of feedback, no reason that you couldnt run steppers with closed loop though..
[21:34:15] <chron0> heyho
[21:34:23] <anonimasu> if you really need accuracy
[21:35:26] <PCW> Theres feedback and feedback for a simple system we have customers using linear scales and stepmotors run in velocity mode
[21:36:04] <PCW> (with step and dir)
[21:36:05] <PCW> But its also possible to run step motors as full servos
[21:36:05] <anonimasu> if you use emc that's pretty simple
[21:36:42] -!-
FinboySlick has quit [Quit: Leaving.]
[21:36:42] <PCW> Yes using EMC
[21:36:43] <PCW> Using step motors as true servos is harder
[21:36:45] <syyl> i run stepper with linear scales in one axis
[21:36:47] <andypugh> You need a really high-count encoder though, I think
[21:36:49] <anonimasu> PCW: the lathe build got on halt, I got a old cnc lathe at work for very cheap with a dead control(lost parameters)
[21:36:53] <syyl> works pretty good
[21:37:39] <cpresser> even expensive controlls (for example heidenhain) offer closed loop system with linear scales. there is nothing wrong with that if its done right :)
[21:37:44] <PCW> its not just a high count encode, you need to mind the current loop at 20-30 KHz at least
[21:37:56] <chron0> I've got one more question regarding the basics, I plan to use two steppers to move the bridge of the y-axis and I've read a lot about that config, some people favour one motor and a belt, others say just two steppers is fine (not losing steps) and again other people recommend to use two steppers and a belt "synchronizing" them....
[21:38:01] <chron0> any thoughts about that?
[21:38:11] <anonimasu> cpresser: only problem is that they dont comp backslash very well..
[21:38:41] <PCW> basically you treat the step motor as a 2 phase 50 pole brushless motor
[21:38:53] <jd896> Is jt around ?
[21:39:27] <anonimasu> wouldnt you just make a dual loop, where you feed the error back into the stepper motor position
[21:40:00] <anonimasu> to put it simple
[21:40:24] <chron0> andypugh: I gues with a high resolution counter and an agressive PID/kalman you could control even a two phase stepper fairly precisely
[21:41:34] <PCW> its just a (inefficient) servo motor with expensive drive circuitry at that point
[21:43:05] <PCW> but it does work and its unstallable because you never lose drive current/rotor position lock
[21:44:06] <PCW> just the same an normal 3 phase FOC without the 2-->3 and 3-->2 phase transforms
[21:54:26] <mrsun> what does ML mean when it comes to endmills etc?
[21:54:28] <mrsun> like "2ML" ?
[21:56:11] <anonimasu> mrsun: what brand?
[21:57:27] <mrsun> seco
[21:57:31] <mrsun> jabro tornado
[21:57:33] <mrsun> aparently :P
[21:57:39] <anonimasu> ah
[21:57:41] <anonimasu> let me check that
[21:57:49] <anonimasu> mrsun: good choice ;)
[21:58:29] <mrsun> anonimasu, not me .. a guy thats asking :P
[21:59:37] <anonimasu> they have a great guide in their pdf.
[22:00:12] <mrsun> link ?
[22:00:27] <anonimasu> but you need to know what kind of endmill it is it is jabro solid or something else
[22:01:02] <anonimasu> http://www.secotools.com/en/Global/Products/Milling/Solid-carbide-end-mills/Solid-Jabro-2/
[22:01:08] <anonimasu> on the right side, there's alot of them
[22:03:54] -!-
syyl has quit [Quit: Leaving]
[22:04:23] -!-
pjm has quit [Quit: TTFO]
[22:05:43] <anonimasu> mrsun:
http://www.secotools.com/CorpWeb/Service_Support/machining_navigator/2011/jabro/Low%20Res/LR_GB_Jabro_Inlay.pdf
[22:06:08] <anonimasu> check page 10
[22:06:26] <Tom_itx> anonimasu!
[22:06:51] <anonimasu> Tom_itx: long time not chat
[22:07:02] <Tom_itx> yup
[22:11:22] -!-
jd896 has quit [Remote host closed the connection]
[22:12:21] -!-
asdfasd [asdfasd!~grgrgrgrg@93-96-135-224.zone4.bethere.co.uk] has parted #linuxcnc
[22:12:45] -!-
FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[22:14:08] -!-
WillenCMD [WillenCMD!63c39485@gateway/web/freenode/ip.99.195.148.133] has joined #linuxcnc
[22:17:35] * JT-Shop guesses again as to what CD contains 2.5 :(
[22:18:50] <Jymmm> the blue one
[22:24:22] <JT-Shop> yep, it was the blue one marked in bold "Ubuntu Only"
[22:25:27] <Jymmm> =)
[22:26:10] <Jymmm> JT-Shop: I guess I could have told you i was the round one instead, but that might have made it too easy.
[22:26:22] <JT-Shop> or too hard
[22:26:38] <JT-Shop> still can't understand wtf I broke on my plasma machine
[22:26:57] <Jymmm> software wise?
[22:27:32] <JT-Shop> yea
[22:27:46] <Jymmm> Did you keep a backup before making any changes?
[22:27:49] -!-
joe9 has quit [Quit: leaving]
[22:28:05] <JT-Shop> I was trying to get rid of the hidous colors in a ngc file and subs quit working from the mdi window
[22:28:14] <JT-Shop> that is for wussies
[22:28:30] <Jymmm> =)
[22:29:27] -!-
iwoj [iwoj!~iwoj@d23-16-234-107.bchsia.telus.net] has joined #linuxcnc
[22:33:15] <JT-Shop> what is Duffy's polish?
[22:33:52] -!-
pjm [pjm!~pjm@109.104.96.45] has joined #linuxcnc
[22:34:58] <Jymmm> nfc
[22:38:24] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has joined #linuxcnc
[22:52:30] <Tom_itx> good stuff
[22:52:31] <Tom_itx> i hear
[22:52:39] <Tom_itx> Duffy swears by it
[22:53:40] <Tom_itx> shoe polish
[22:53:47] -!-
KimK [KimK!~Kim__@2001:470:1f0f:1042:4261:86ff:fe43:bcad] has joined #linuxcnc
[22:55:38] <JT-Shop> well crap that ain't the disk either
[22:55:56] <andypugh> JT-Shop: Just grab a new copy?
[22:56:13] <Tom_itx> http://www.duffystric.com/product.php?productid=9826&cat=55&page=1
[22:56:55] * JT-Shop goes down to the beer cave to get a blank CD... and a glass of vino
[22:59:08] -!-
tom3p has quit [Ping timeout: 240 seconds]
[22:59:57] -!-
reder has quit [Remote host closed the connection]
[23:00:58] <JT-Shop> Tom_itx: I don't think that is the same stuff
[23:01:42] <Tom_itx> they probably make other products
[23:03:07] <jdhNC> there is a metal polish or somethign like that
[23:04:47] <JT-Shop> yea, this is a metal polish
[23:11:56] <Jymmm> http://www.ahduffy.com/pages/cfHome.cfm
[23:16:20] <JT-Shop> that must be it
[23:21:42] -!-
sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[23:35:03] <JT-Shop> hmm, I just d/l the livecd and installed it but no CNC menu showed up
[23:36:08] -!-
micges has quit [Quit: Leaving]
[23:37:48] <JT-Shop> looks like a stock ubuntu install
[23:38:20] <JT-Shop> wtf, am I sitting over an old indian burial site?
[23:38:59] <andypugh> JT-Shop: You must be. I did exactly the same 2 days ago and got LinuxCNC
[23:39:40] <JT-Shop> I'm ready to .44 magnum that box!
[23:40:50] -!-
Valen [Valen!~Valen@c122-108-45-139.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[23:41:13] <JT-Shop> andypugh: did you go strait to install or did you "try" the CD?
[23:41:41] <andypugh> Straight to install.
[23:42:00] <andypugh> I made a USB boot flash from the Ubuntu menu, using the ISO
[23:43:06] <JT-Shop> I installed from 3 different CD's I have and get the same results, no linuxcnc
[23:43:39] <JT-Shop> I just selected "try" the cd and the CNC menu showed up
[23:45:49] <JT-Shop> maybe I should pick UK from the time zone chart?
[23:54:31] -!-
n2diy [n2diy!~darryl@h42.141.88.75.dynamic.ip.windstream.net] has joined #linuxcnc
[23:54:46] <Tom_itx> JT-Shop i had the same issue
[23:54:53] <Tom_itx> i had to install it from the website
[23:54:58] <Tom_itx> it is not on the live CD
[23:55:15] <Tom_itx> i mentioned it at the time
[23:55:18] <PCW> its a dead CD?
[23:55:31] <Tom_itx> 2.5 does not install linuxcnc
[23:55:40] <andypugh> It did for me..
[23:55:46] <Tom_itx> does a fine job installing ubuntu
[23:55:52] <PCW> magic touch?
[23:55:53] <JT-Shop> a fresh CD downloaded from the web site
[23:55:55] <Tom_itx> i checked the checksum etc
[23:56:11] <Tom_itx> once i got it from the site i was off and running
[23:56:27] <JT-Shop> what is "from the site"?
[23:56:36] <andypugh> Once you got _what_ from which site?
[23:56:38] -!-
mung has quit [Ping timeout: 240 seconds]
[23:56:42] <Tom_itx> hold on
[23:57:01] <JT-Shop> when I "tested" the livecd the CNC menu showed up
[23:57:22] <Tom_itx> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?UpdatingTo2.5
[23:57:30] <Tom_itx> JT-Shop, i think the same here as well
[23:57:35] <JT-Shop> I know I have installed 2.5 at least once from the livecd
[23:57:36] <Tom_itx> but it DID NOT install
[23:57:54] <Tom_itx> i followed that link i believe
[23:57:57] <Tom_itx> to a degree
[23:58:25] <Tom_itx> changed the APT line
[23:58:45] <Tom_itx> i had nothing to remove though
[23:58:47] <andypugh> Give me 22 minutes, I am downloading the liveCD and wil try it in a VM
[23:59:28] <Tom_itx> this was on an atom pc with nothing but the cd and a hdd
[23:59:57] <JT-Shop> ok, I have to go start the Jambalaya in the mean time
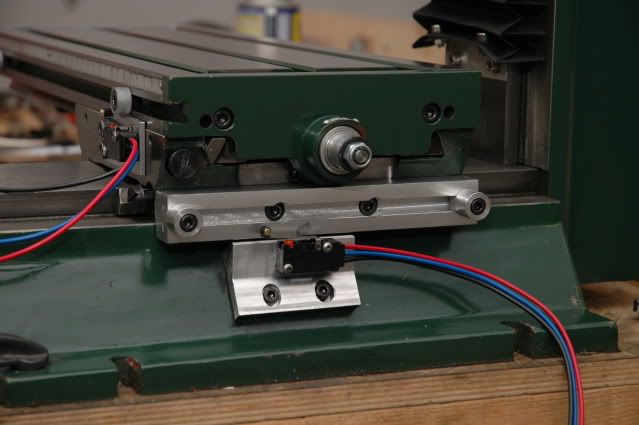{kind=link}
{kind=link}
{kind=link}