Back
[00:00:13] <pfred1> JT-Shop he smoked the prop one on an earlier take then just grabbed one out of his case
[00:01:01] * JT-Shop wanders inside
[00:04:12] <djdelorie> when linuxcnc is managing a servo motor by reading the encoder, does the speed signal have to be analog? Can the pc send the speed information digitally to the controller, like serial or spi ?
[00:04:53] <pfred1> I'm no expert but I thought it was a -10-+10V signal?
[00:05:37] <djdelorie> it starts off digital in the pc *somewhere* I just figured a digital link would be more noise-immune, and no need for a big zero gap or anyything
[00:06:01] <PCW> anyway that works ...
[00:06:02] <PCW> ...
[00:06:05] <pfred1> djdelorie you are right about that
[00:06:16] <pfred1> it has to be digital somewhere
[00:06:47] <pfred1> come to think about it how cna the PC output a -10-10V signal?
[00:06:51] <PCW> we use analog, SPI, serial, (working on Ethernet ATM)
[00:07:05] <PCW> also PWM
[00:07:05] <djdelorie> CAN ? ;-)
[00:07:07] <pfred1> ah Mr. Mesa is here
[00:07:51] <PCW> can should work but may be a bit slow for multidrop
[00:08:22] <alex4nder> djdelorie: the feasibility of CAN depends a lot on the chip you're using on the host to send out frames.
[00:08:30] <PCW> isn't CAN 1 Mbps
[00:08:46] <alex4nder> yes, at "maximum" speed
[00:09:06] <djdelorie> let's assume max speed then :-)
[00:09:15] <alex4nder> the problem with CAN is that your "MTU" is 8 bytes
[00:09:27] <djdelorie> that's a huge number of bits to send out an RPM request
[00:10:00] <djdelorie> but at least CAN is more deterministic and uses a differential pair
[00:10:16] <djdelorie> (and my controllers already have a CAN interface ;)
[00:10:37] <alex4nder> well determinism is going to be limited by your interrupt handlers preemption and ability to service frames
[00:10:47] <alex4nder> easy on the embedded side, kind of lame on the PC side
[00:10:55] <djdelorie> yeah, I was referring to its collision management system
[00:10:59] <Valen> djdelorie: we use mesa stuff and have a fully digital servo loop
[00:11:03] <PCW> if you run it like the stepgen you would out velocity requests and echo position (and Linux CNC runs the position PID loop)
[00:11:10] <alex4nder> djdelorie: yah, the collision thankfully is a done deal
[00:11:19] <PCW> s/out/output/
[00:11:27] <djdelorie> I figured, send out RPM requests on the can bus, get encoder signals back separately
[00:11:37] <alex4nder> djdelorie: one of my contracting gigs is CAN driver maintainer for the world's largest autoparts maker
[00:11:55] <Valen> your only after ~1khz rate
[00:11:56] <alex4nder> so I deal with the pain of CAN frame performance on a regular basis.
[00:12:06] <djdelorie> the MCUs I use come from Renesas, they mostly sell to the Japanese car market. Most of their MCUs have built-in CAN
[00:12:10] -!-
mozmck has quit [Ping timeout: 250 seconds]
[00:12:21] <pfred1> alex4nder so it is safe to say that your job is a pain in the CAN?
[00:12:26] <alex4nder> ouch
[00:12:27] <Valen> just distribute a clock, have everything sample at that time, then phone in the results
[00:12:49] <alex4nder> djdelorie: at the rates you're talking about, even an SJA1000 would be fine.
[00:12:57] <PCW> 1 KHz is fine (unless you have something exotic like linear motors)
[00:13:10] <djdelorie> when I was considering CAN, I figured you'd send out the next step in the path as a series of can packets, then one "start now" packet so they're synchronized
[00:13:42] <alex4nder> right.
[00:13:48] <Valen> when i had the dual Xeon system with 2000 latency i ran the servo loop at 10khz
[00:13:54] <Valen> just because i could lol
[00:13:57] <PCW> if Linux CNC runs the torque loop then 4 KHz or so would be better
[00:14:18] <PCW> (also for bare Hbridges)
[00:15:58] <Valen> better than 10?
[00:16:02] <djdelorie> my controllers run a 20 KHz loop
[00:16:33] <djdelorie> "because they can" :-)
[00:16:36] <PCW> But really only the current loop needs that kind of speed
[00:16:36] <pfred1> djdelorie you might want to investigate liquid nitrogen system cooling
[00:16:51] <ReadError> hey yall :)
[00:16:56] <djdelorie> nah, these things have so much hardware assist there's plenty of performance left over
[00:17:01] <ReadError> gecko one of the better off the shelf controllers?
[00:17:15] <djdelorie> that seems to be the general consensus
[00:17:17] <pfred1> ReadError people with them seem happy
[00:17:23] <alex4nder> ReadError: they're good
[00:17:42] <ReadError> is there a decent USB -> parallel solution?
[00:17:45] <alex4nder> no
[00:17:46] <pfred1> mariss does a great job too
[00:17:47] <Valen> no
[00:17:50] <ReadError> PPT is a dieing breed ;(
[00:17:50] <djdelorie> pfred1: although the inverter chips have heatsinks on them, and their temperature is monitored. Hasn't hit the estop threshold yet though
[00:17:54] <alex4nder> ReadError: don't even bother.
[00:18:14] <PCW> There are PCIE PPTs
[00:18:23] <ReadError> oh really
[00:18:26] <djdelorie> the inverter chips have an app note on how to properly cool them, from small heat sinks like mine to large air and water cooled monsters
[00:18:31] <pfred1> djdelorie thing is Valen said his dual zeon had a 2000 latency and he was happy with 10 KHz
[00:18:36] <ReadError> seems like they would have come up with a better solution
[00:18:37] <pfred1> 2000 latency is flying
[00:18:46] <ReadError> after all, may new mobos dont even come with serial anymore
[00:18:48] <jdhnc> solution to what?
[00:19:12] <djdelorie> Valen: how fast were your motors moving with that setup?
[00:19:12] <ReadError> interfacing computers to controllers
[00:19:20] <alex4nder> ReadError: unless you move the closed-loop offboard, you're stuck using systems with determinism and load latency (e.g. parallel)
[00:19:23] <Valen> not that fast
[00:19:28] <djdelorie> 2000 latency is, what, 500 KHz ?
[00:19:37] <ReadError> i just ordered my 1st mill
[00:19:42] <ReadError> im super excited ;)
[00:19:50] <ReadError> its CNC ready so i need the motors and controller
[00:19:54] <Valen> i am using linear scales for the feedback so my loop control is actually kinda crap
[00:19:59] <pfred1> djdelorie right now atoms are a hot setup and they're around 5000 latency
[00:20:13] <Valen> when lightning took away my xeons i got an atom
[00:20:17] <Valen> they are great
[00:20:23] <Valen> (and a touch quieter lol)
[00:20:26] <djdelorie> Mine is 800 MHz P3, it's 20000 latency. I need to dig out a better box from the pile
[00:20:28] <ReadError> pfred1: whats a good atom mobo with known compatability?
[00:20:34] <ReadError> a nice small PC would be nice for the shop
[00:20:38] <ReadError> all my boards are full size ATX
[00:20:40] <Valen> it was an old school dual socket (not dual core) p4 xeon
[00:20:49] <pfred1> ReadError ask Valen
[00:20:53] <ReadError> something without fans would be nice too ;)
[00:21:01] <jdhnc> I got an intel dm525 board, seems to work well and only $75
[00:21:02] <Valen> the intel ones i think people use
[00:21:12] <Valen> i think thats what we have
[00:21:16] <PCW> and has a PP!
[00:21:17] <Valen> check the latency page in the wiki
[00:21:28] <jdhnc> has a PP and a PCI slot
[00:21:34] <Valen> beware though, there is sorta kinda an issue with some atoms and the pp
[00:21:35] -!-
syyl_ has quit [Quit: Leaving]
[00:21:36] <pfred1> I want to get an AMD system they seem to do well
[00:21:40] <jdhnc> and is tiny and quiet.
[00:21:50] <djdelorie> you won't hear the fans over the sound of the mill anyway :-)
[00:21:56] <pfred1> heh
[00:22:07] <Valen> the fan is normally on the chipset not the cpu anyway
[00:22:10] <alex4nder> pfred1: latency on my AMD was really bad
[00:22:14] <djdelorie> KimK: download done, seeding
[00:22:25] <ReadError> http://www.newegg.com/Product/Product.aspx?Item=N82E16813121442
[00:22:28] <ReadError> oooo gusta
[00:22:43] <PCW> the BIOS is broken on the d510/d525 so the PP is not reported right but LinuxCNC past 2.43 has a workaround
[00:22:52] <ReadError> i would never buy AMD anymore
[00:22:58] <ReadError> intel has been the best for many years
[00:23:07] <alex4nder> ReadError: that depends on what the best is
[00:23:07] <ReadError> last decent CPU AMD had was the athlon xp
[00:23:22] <alex4nder> my Phenom II setup builds kernels faster than my i7 setup
[00:23:23] <pfred1> ReadError they are changing directions
[00:23:28] <ReadError> alex4nder: performance per $
[00:23:35] <alex4nder> ReadError: depends on what you're doing.
[00:23:40] <ReadError> pfred1: well their only hope is ATI cards now ;/
[00:23:42] <PCW> supposedly the Hudsons (at least some) have decent latency
[00:23:51] <ReadError> the 2500K blows most AMD cpus out of the water
[00:23:53] <alex4nder> ReadError: my core i7s play starcraft 2 better, my AMDs move data around better.
[00:23:55] <ReadError> for 179$
[00:23:59] <pfred1> ReadError I've had issues with ATI in Linux
[00:23:59] <alex4nder> haha
[00:24:02] <ReadError> yea, intel for gaming for sure
[00:24:07] <ReadError> pfred1: yea
[00:24:13] <ReadError> ATI has _ALWAYS_ sucked on linux
[00:24:21] <pfred1> I got the darned thing to accelerate once and that was it
[00:24:22] <alex4nder> ReadError: again, it depends on what you're doing.. my 2600K is slower than my Phenom II 1055T for server and development tasks.
[00:24:23] <ReadError> remember the weather channel was doing that graphics driver project?
[00:24:33] <ReadError> this was many years ago
[00:25:08] <Jymmm> SWPadnos: ping
[00:25:18] <pfred1> well I have a nvidia on order
[00:25:34] -!-
Nick001 [Nick001!~nospam@plns-216-37-131-22-pppoe.dsl.plns.epix.net] has joined #linuxcnc
[00:25:34] <pfred1> for my dollar box
[00:26:12] -!-
ysli has quit [Quit: Leaving]
[00:27:08] <pfred1> I think that is what I'm going to name that system dollar
[00:28:20] <ReadError> last box i built runs vmware esxi
[00:28:23] <ReadError> handles all my needs :)
[00:29:27] <Jymmm> virtual pr0n huh?
[00:29:43] <pfred1> yea! my cheesewhiz gfx card finally shipped
http://www.amazon.com/dp/B005JZQWEO/ref=pe_175190_21431760_cs_sce_dp_1
[00:29:56] <ReadError> if by virtual porn you mean virtual gusta
[00:29:59] <ReadError> then yes :)
[00:30:04] <ReadError> has a SSD
[00:30:05] <ReadError> 2600K
[00:30:09] <ReadError> runs like a dream
[00:30:14] <Jymmm> Uh, no.
[00:31:07] <ReadError> anyone here played with a taig mill?
[00:31:14] <alex4nder> yes
[00:31:15] <pfred1> Show respect for age. Drink good Scotch for a change.
[00:31:19] <ReadError> they ok alex4nder?
[00:31:22] <alex4nder> yup
[00:31:22] <ReadError> its my 1st one
[00:31:30] <alex4nder> mine runs LinuxCNC, with steppers
[00:31:32] <ReadError> it was torn between it, and a sherline
[00:31:37] <ReadError> i got the taig 2019
[00:31:39] <alex4nder> Taig was the right choice.
[00:31:41] <ReadError> probably their low end model
[00:31:47] <ReadError> compared to the others they make
[00:31:47] <pfred1> get a sieg X3
[00:31:57] <alex4nder> ReadError: you bought the ER CR right?
[00:32:01] <ReadError> yessir
[00:32:07] <alex4nder> that's as good as they make
[00:32:17] <ReadError> so i can fiddle until i get the motors/controller
[00:32:29] <alex4nder> that's what I did
[00:32:38] <ReadError> http://www.amazon.com/VCS-Hobbies-TAIG-2019CR-Micro/dp/B007Q3P1CG/ref=sr_1_1?ie=UTF8&qid=1333499552&sr=8-1
[00:32:41] <ReadError> got that one there
[00:32:42] <pfred1> you could run Tb6550s on a taig couldn't you?
[00:32:44] <ReadError> i hope its the right one
[00:32:53] -!-
mozmck [mozmck!~moses@client-74.117.92.175.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[00:33:06] <alex4nder> ReadError: did you buy it with manual handles?
[00:33:07] <ReadError> the price is higher than some sites but the shipping is much cheaper
[00:33:09] <ReadError> so its about the same
[00:33:16] <ReadError> it comes with them i think (hope)
[00:33:25] <alex4nder> usually it doesn't
[00:33:29] <pfred1> ReadError total cost is the only price that matters
[00:33:31] <alex4nder> i had to order mine especially with them, and paid extra.
[00:33:35] <ReadError> adjustable brass gibs
[00:33:38] <ReadError> is that them?
[00:33:40] <alex4nder> no
[00:33:41] <ReadError> dang shucks
[00:33:44] <ReadError> i need to order some then
[00:33:49] <alex4nder> they're cheap to order, if it doesn't come with them, call taig
[00:33:57] <ReadError> what are they called?
[00:34:00] <alex4nder> handles
[00:34:01] <ReadError> maybe amazon prime has em
[00:34:03] <alex4nder> no
[00:34:04] <alex4nder> haha
[00:34:33] <alex4nder> the fact anyone is selling a taig on amazon is funny
[00:34:51] <pfred1> amazon sells everything
[00:34:52] <ReadError> they have good reviews
[00:34:58] <ReadError> and amazon prime rocks ;)
[00:34:59] <djdelorie> selling a taig THROUGH amazon is more like it
[00:35:06] <ReadError> even though amazon doesnt sell it ;(
[00:35:16] <ReadError> well crap, i cant find them on amazon
[00:35:23] <ReadError> will any handles work?
[00:35:28] <alex4nder> no
[00:35:28] <ReadError> or is there a certain size
[00:35:34] <pfred1> can a taig mill steel?
[00:35:35] <alex4nder> order them from taig
[00:35:37] <alex4nder> pfred1: yes
[00:35:54] <alex4nder> I just milled some steel brackets for a motorcycle with mine
[00:35:56] <pfred1> alex4nder my RF-32 struggles and it weighs a bit more
[00:36:37] <alex4nder> pfred1: not a problem, just don't try to drive a 3/8" endmill straight into steel with a DoC of 1/8"
[00:36:52] <alex4nder> well, you can try
[00:36:55] <alex4nder> but you won't be happy
[00:37:05] <ReadError> well they havnt shipped yet
[00:37:05] * djdelorie wonders what metals my cnc can cut...
[00:37:10] <ReadError> i can maybe get them added
[00:37:15] <pfred1> I have a 2" shell mill for my machine
[00:37:26] <ReadError> alex4nder: got any pictures of your setup?
[00:37:34] <pfred1> I use it for facing mostly it does it
[00:37:52] <ReadError> i really want the dual shaft motors
[00:37:59] <ReadError> so i can manually use it if necessary
[00:38:14] <alex4nder> ReadError:
http://www.andern.org/alexander/taig_milling_wood.m4v <- video, watch the loud volume.
[00:38:25] <alex4nder> the vacuum is on
[00:39:01] <pfred1> this is my mill
http://img535.imageshack.us/img535/8026/millpic.jpg
[00:39:20] <pfred1> or rather T slot drill press
[00:39:24] <ReadError> i heard the vice that comes with it sucks, is that true?
[00:39:30] <alex4nder> yes
[00:39:37] <alex4nder> vises are the hardest part of the taig
[00:39:52] <alex4nder> nothing is a really good fit
[00:39:58] <pfred1> alex4nder does the movable jaw lift when you tighten it?
[00:40:00] <ReadError> other than that you are pretty pleased?
[00:40:00] -!-
servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[00:40:03] <alex4nder> pfred1: oh yes.
[00:40:16] <alex4nder> you play the whack/tighten/whack game a lot
[00:40:17] <pfred1> alex4nder OK to fix that put a piece of round stock in front of the jaw
[00:40:33] <alex4nder> pfred1: I could do that, until I run out of 'mouth'
[00:40:43] <alex4nder> I just got a toolmaker's vise instead
[00:40:57] <ReadError> alex4nder: sorry about bothering you, but is there a good off the shelf solution thats known to work?
[00:41:04] <alex4nder> the other problem with the taig vise is that it isn't that tall
[00:41:15] <pfred1> I got the vise on my mill table at a flea market for $20
[00:41:18] <alex4nder> ReadError: not really, but that's why you bought a mill, right? to make tools for your mill? ;)
[00:41:24] <pfred1> but it had ah, issues when I got it
[00:41:25] <ReadError> lol
[00:42:05] <alex4nder> ReadError: you and joe9 will both be setting up your taigs at the same time.
[00:42:12] <ReadError> ;o
[00:42:26] <jdhnc> I thought they were all out of stock
[00:42:31] <pfred1> alex4nder joe9 is putting the steppers he has on a taig?
[00:42:35] <alex4nder> yup
[00:42:38] <ReadError> got any pics of some work you done with metal ?
[00:42:50] <alex4nder> ReadError: not really, but it looks like every other mill
[00:43:05] <ReadError> decent tolerances ?
[00:43:05] <pfred1> alex4nder it needs motors that big?
[00:43:13] <alex4nder> pfred1: what did he get again?
[00:43:24] <ReadError> ide like to do some PCB work as well
[00:43:26] <pfred1> alex4nder something like 421 oz/in things
[00:43:29] <alex4nder> haha wut
[00:43:34] <alex4nder> I have 166 oz/in on mine.
[00:43:40] <djdelorie> ReadError: drilling or milling?
[00:43:44] <ReadError> both
[00:43:46] <pfred1> that is more inline with what I'd expect
[00:43:54] <pfred1> I thought he was building a big router or something
[00:44:02] <joe9> ReadError: check this out:
http://codepad.org/VdKbgUXv
[00:44:05] <alex4nder> pfred1: I can do like 60 IPM or something with 166s
[00:44:18] <jdhnc> big can be slow
[00:44:22] <djdelorie> I have a video of drilling on my cnc if you want to see
[00:44:27] <pfred1> alex4nder so yo ucan basically go your axis distance in what 3 seconds?
[00:44:28] <alex4nder> joe9: wait, which motors did you get?
[00:44:40] <alex4nder> pfred1: yah, but I don't run it that fast.. I run it at like 30
[00:44:48] <joe9> kl23276-30-8B
[00:44:50] <alex4nder> the machine doesn't like to move much above that.
[00:44:54] <pfred1> joe9 what motors are you putting on your taig?
[00:44:59] <joe9> kl23276-30-8B
[00:45:00] <ReadError> oh perfect joe9
[00:45:04] <ReadError> you got yours already?
[00:45:14] <joe9> yes, i have it here.
[00:45:19] <pfred1> joe9 what oz/in are they?
[00:45:22] <joe9> only a2zcorp.us has them in stock.
[00:45:29] <joe9> 282 oz-in
[00:45:38] <alex4nder> that's overkill
[00:45:38] <pfred1> oh that's not too bad i thought they were bigger
[00:45:41] <ReadError> joe9: you like it?
[00:45:42] <alex4nder> but not that bad
[00:45:44] <pfred1> it's a little overkill
[00:45:51] <joe9> ReadError: still assembling it.
[00:45:53] <ReadError> and, what vice/handle solution did you end up with?
[00:45:55] -!-
sumpfralle1 [sumpfralle1!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[00:46:07] <alex4nder> the taig takes forever to spin its lead screws
[00:46:09] <pfred1> I think for a taig 250 would be good
[00:46:25] <alex4nder> pfred1: I don't think more than 166 is needed
[00:46:36] <alex4nder> it has 20 TPI screws
[00:46:57] <pfred1> well you can calculate the forse you have with your thread pitch and motor torque
[00:47:05] <alex4nder> the only time I've had a problem is when I overtightened the gib on Z
[00:47:08] <ReadError> http://www.hightechsystemsllc.com/pt_plate_18.html <--- awww their pictures are bad :(((
[00:47:39] <pfred1> 20 TPI is half what a micrometer has pretty fine pitch
[00:47:51] <alex4nder> so you spin the crap out of them constantly
[00:47:57] <ReadError> joe9: you taking any pics are you assemble?
[00:48:00] <pfred1> or get ballscrews
[00:48:02] <ReadError> ide love to see the process
[00:48:07] <alex4nder> pfred1: or get a different mill
[00:48:09] -!-
sumpfralle has quit [Ping timeout: 260 seconds]
[00:48:10] <djdelorie> with my motors and 3/8-16 screw, I managed to bend the screw rod when it drove the carriage into the end stop. Not on the cnc at least, this was a test rig
[00:48:12] <ReadError> but if not its ok, i guess i will see here shortly :)
[00:48:16] <joe9> no, no pics. seems pretty straightforward.
[00:48:24] <alex4nder> djdelorie: no bueno
[00:48:30] <ReadError> guess my price i paid isnt much more than amazon
[00:48:32] <joe9> still on the motors, g540
[00:48:38] <ReadError> plus the 6mo same as cash never hurts :)
[00:48:38] <djdelorie> it's OK now, but I calculated about 1500 lbs of force
[00:48:54] <ReadError> i work and all but free money is always nice
[00:49:10] <pfred1> djdelorie when you start doing the math it is insane the forces screws put out
[00:49:35] <ReadError> im going with a gecko controller as well joe9
[00:49:36] <djdelorie> yeah. Makes going with multi-start or low TPI screws more reasonable
[00:49:47] <pfred1> OK I got the iso here I need to burn it
[00:50:45] -!-
sumpfralle1 has quit [Ping timeout: 265 seconds]
[00:50:46] <pfred1> of course having 3 ubuntu isos in my Downloads directory doesn't make it any easier
[00:50:52] <joe9> readerror, i had more issues with the latency of linuxcnc/rtai
[00:50:58] <joe9> than with the machine
[00:51:29] -!-
Tom_L has quit []
[00:51:41] <ReadError> you doing PCB work joe9?
[00:53:26] <ReadError> hmmm cant find the handles on taigs site
[00:53:31] <ReadError> unless they call them something else
[00:53:54] <pfred1> hand wheels?
[00:55:44] <jdhnc> you can make them after you get the mill built.
[00:56:31] <ReadError> pfred1: nothing!
http://www.taigtools.com/accessories.html
[00:56:48] <ReadError> its boggling my mind
[00:56:52] <ReadError> or maybe the lack of sleep
[00:57:33] <alex4nder> ReadError: it's on the site
[00:57:54] <jdhnc> dial handcrank
[00:58:24] -!-
micges has quit [Quit: Leaving]
[01:02:34] <pfred1> we're booting up
[01:02:39] -!-
iwoj has quit [Quit: Textual IRC Client:
http://www.textualapp.com/]
[01:04:15] <joe9> ReadError: that is the plan.
[01:04:35] <pfred1> why are USB flash drives like crack? everytime I get one I just feel like I need another
[01:05:20] <ReadError> Milling vice with handcrank, 2.125" opening x 2" wide
[01:05:26] <ReadError> thats the only handcrank i see
[01:05:38] <ReadError> maybe i should check when im more awake tomorrow
[01:05:50] <ReadError> dang 4 day weeks make for long days, but long weekends
[01:06:13] <ssi> XXPCWXX: around?
[01:06:19] <pfred1> I clicked latency test in the live iso and my system just froze is that normal?
[01:07:03] <pfred1> it is a nightlite now
[01:07:22] <XXPCWXX> yes
[01:07:46] <pfred1> XXPCWXX it was the fastest lockup crash I've ever seen
[01:07:57] <ssi> XXPCWXX: got the HV card in today
[01:08:00] <ssi> just installed it
[01:08:04] <pfred1> soon as that button went down on the mouse it was over
[01:08:05] <ssi> initial tests look extremely promising
[01:08:12] <alex4nder> pfred1: that sounds like some RTAI problem
[01:08:56] <pfred1> alex4nder I could swear I've latency tested from inside the live image on another system
[01:09:22] <alex4nder> pfred1: yah, it /should/ work
[01:10:10] <XXPCWXX> Well its should be a lot better if the resolver signals are not clipped!
[01:10:19] <ssi> true! :D
[01:10:41] <ssi> I have a stable spindle-vel-fb now
[01:11:02] <pfred1> well that was anti-climatic
[01:11:11] <ssi> 60hz on the vfd in max gear, I get ~58rps
[01:11:17] <ssi> with a bit under 1rps noise
[01:12:03] <XXPCWXX> A terrible velocity reading is a sure indication of clipping
[01:12:10] <ssi> maybe 1.5rps noise
[01:12:15] <ssi> I'm not really sure what's acceptable
[01:12:31] <ssi> or if that little bit of noise means it's still clipping a little bit, or what
[01:15:46] <XXPCWXX> Might be but now it can be managed more easily (you can check for clipping by measuring at the LMV824 outputs) Also for a spindle the tuning could be changed to lower the noise (lower the P and I gain of the tracking filter loop gains)
[01:16:51] <XXPCWXX> I can also make a version with say 20% lower drive (until the tools allow changing internal parameters)
[01:17:50] <ssi> I'll measure at the amps soon
[01:18:14] <ssi> the spindle feedback is good enough to close the spindle loop and get synchronized motion working
[01:19:53] <ssi> XXPCWXX: how can I show you the output of halscope for my axis tuning?
[01:20:02] <ssi> I want to show you the dip in error I get on accel/decel
[01:20:12] <ssi> but I'm not sure if I Should capture a log or a screenshot or what
[01:20:13] <pfred1> ssi hit print screen
[01:20:15] <ssi> aha
[01:20:38] <pfred1> did it pop up a capture app?
[01:21:06] <pfred1> there is always xwd
[01:21:30] <ReadError> i need a turn table ;)
[01:21:32] <ssi> https://p.twimg.com/ApmY-H6CIAAo9xE.png:large
[01:21:34] <ssi> how's that
[01:21:34] <ReadError> rotary table*
[01:22:44] <pfred1> ssi I haven't used xwd since I learned about print sceen myself :)
[01:22:52] <ssi> heeh
[01:22:56] <ssi> printscreen worked a treat
[01:23:20] <pfred1> I think it is a window manager thing
[01:23:28] <ssi> yeah I'm sure it is
[01:23:49] <ssi> in my day we didn't use fancypants window managers
[01:24:00] <ssi> we used simple ones like WindowMaker... and we LIKED IT
[01:24:05] <pfred1> the classic is xwd -root -out dump.xwd or something
[01:24:12] <djdelorie> in my day we had C:\>
[01:24:23] <ssi> nah dos is for suckers
[01:24:31] <pfred1> I loved 6.22
[01:24:48] <Tom_itx> print frame will capture the active window
[01:24:56] <djdelorie> dos+djgpp is for not-suckers :-)
[01:24:58] <pfred1> I have a bootlegged copy of it someone Xed out the serial number
[01:25:01] <Tom_itx> one is alt-prtscr the other is ctrl-prtscr
[01:25:17] <ReadError> my hardest task im afraid, is going to be learning to use AutoCAD/sketchup :(
[01:25:28] <pfred1> but when my copy of MASM went sour that was the end of it for me
[01:25:37] <ssi> ahh masm
[01:25:40] <ssi> those were the days
[01:25:44] <djdelorie> I downloaded brl-cad yesterday but haven't gotten through much of the tutorial
[01:25:50] <pfred1> frigging floppy disks
[01:26:47] <pfred1> I wrote a program that'd dump any memory location in binary or ascii
[01:26:52] <ReadError> djdelorie: scared to learn it
[01:26:57] <pfred1> it was 13 pages long
[01:26:58] <ReadError> hasnt been updated since 08
[01:27:00] <ReadError> ;/
[01:28:33] -!-
phantoxe has quit []
[01:28:44] <XXPCWXX> SSI what speed is that?
[01:29:07] <pfred1> XXPCWXX how come you got so fat?
[01:30:32] <pfred1> djdelorie it was right after I monkeyed around with djgpp that i started running Linux
[01:30:32] XXPCWXX is now known as
thinpete
[01:30:49] <pfred1> in 1995
[01:31:18] <ReadError> unfortunatly i do system admin work
[01:31:22] <ReadError> so i dont play with code too much
[01:31:29] <ReadError> but my background is all software
[01:32:33] <pfred1> slackware 2.4 or 3.0 or something
[01:32:52] <pfred1> a walnut creek CD-ROM of it
[01:33:39] * pfred1 wonders if his old Linux CDs are collectible today ....
[01:37:54] <ssi> thinpete: 3ips
[01:38:19] <ssi> pfred1: cheapbytes!
[01:38:30] <pfred1> ssi yup I have those too
[01:38:43] <thinpete> can you tune the FF1 better? Maybe at 2 IPS so you are no near the limits
[01:39:11] <pfred1> I ftped slack 3.4 and since then I've always downloaded Linux
[01:39:18] <ssi> thinpete: i'll tweak it better... FF1 basically seems to let me equalize error in steady state velocity
[01:39:20] <pfred1> though that took 3 days on a dial up
[01:39:30] <ssi> thinpete: but it never makes the dips go away during accel/decel
[01:39:55] <thinpete> yes but thats a first step
[01:39:57] <ssi> thinpete: plus I still have a little bit of error bias... ie when I equalize the error in both directions, I end up with an error amount that's slightly positive
[01:40:20] -!-
Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[01:40:22] <ssi> thinpete: that tuning was as close to perfect as I could get it with the noise. Now that the noise is lessened, I can see there's a bit more FF1 tweaking to do
[01:40:31] <ssi> I'm also not sure where my P should be
[01:40:39] <djdelorie> in the toilet?
[01:40:39] <ssi> I've had to lower it several times as I got a little bit of oscillation
[01:40:47] -!-
Tom_itx has quit [Disconnected by services]
[01:40:51] Tom_L is now known as
Tom_itx
[01:40:52] <ssi> djdelorie: har har
[01:41:20] <thinpete> Better to do one thing at a time (first null cruse error with FF1)
[01:41:22] <pfred1> mark your territory!
[01:42:02] <ssi> thinpete: should I worry about the bias too, or live with it being slightly non-zero in cruise
[01:42:17] <thinpete> what bias?
[01:42:19] -!-
zlog has quit [Ping timeout: 252 seconds]
[01:42:35] <ssi> the fact that my error seems to center around some non-zero value
[01:43:49] <thinpete> You may need to go through the drive tuning procedure
[01:44:03] -!-
zlog [zlog!~zlog@ip24-255-188-203.ks.ks.cox.net] has joined #linuxcnc
[01:44:39] <thinpete> but you should be able to zero the ~2 mil error during cruse
[01:44:42] <ssi> yeah I need to try to read about it
[01:44:49] <thinpete> (with ff1)
[01:45:26] <ssi> well thing is, if I move FF1 at all, then error during positive moves goes one way and error during negative moves goes the other way
[01:45:44] <ssi> where it's set right now is the minimum difference between positive and negative cruise error
[01:46:48] <thinpete> They should be symmetrical (too much FF1 should make position always lead)
[01:47:09] <ssi> yeah that axis has never been symmetrical... it must be in the drive
[01:47:12] <Valen> ff1 could well be -ve too btw
[01:47:13] <ssi> Z is symmetrical
[01:47:17] <Valen> also look at offset
[01:47:25] <Valen> bah bias or whatever its called
[01:47:28] <ssi> I know there's a bias term, but it makes the dippy parts worse
[01:47:51] <Valen> btw look at different speeds too
[01:48:09] <ssi> ok
[01:48:14] <Valen> on mine i'd like to change ff1 based on speed
[01:48:21] <Valen> i have a non linear term somewhere
[01:49:16] <thinpete> If you cant null the cruse error with FF1 it indicates that the velocity drive is not symmetrical
[01:49:18] <thinpete> (different open loop RPM for +5 and -5)
[01:49:26] <ssi> right
[01:50:14] <thinpete> Do you have the 7I49 PWM mode set to 2?
[01:50:20] <ssi> yes
[01:50:25] <thinpete> (on all channels)
[01:50:56] <thinpete> (that would make it untunable)
[01:51:23] <ssi> I haven't explicitly set it on the channels I'm not using
[01:51:28] <ssi> but the channels that I am using are all set to 2
[01:52:07] <thinpete> and you are using channels 4,5,6 so you can reduce the resolver drive?
[01:52:27] <ssi> right now it's on the full-strength channels
[01:52:37] <ssi> I intend to check the reduced channels to see if my error improves
[01:52:45] <joe9> how bad is it to use a 4k7 current set resistor for a motor with 4.2A rating using Gecko g540?
[01:53:06] <thinpete> Thats probably still overloaded (not that it related to this problem)
[01:53:48] <ssi> thinpete: I measured around 3vrms on the sin/cos with full-strength drive
[01:54:02] <thinpete> OK
[01:54:08] <ssi> you mentioned setting the input resistors for a ~10v p-p signal
[01:54:34] <ssi> but I'll look at the opamp outs and see how they look this evening
[01:54:42] <thinpete> yeah that should be OK
[01:57:08] <pfred1> joe9 you might get away with it how many amps is a G540 total?
[01:57:17] <thinpete> But I think the tuning issue is the drive (maybe something adjustable) or possible the tach
[01:57:17] <ssi> 5 I think
[01:57:18] <thinpete> I suspect the best thing would be to remove the motor/tach and run in velocity mode
[01:57:20] <thinpete> (set the input voltage and see if the velocities are correct)
[01:57:36] <ssi> thinpete: I don't think there's a trivially easy way to do that
[01:57:37] <joe9> pfred1: max is 3.5A.
[01:58:03] <pfred1> joe9 then I guess the driver can't burn your motors out but your mitors might be able to burn the driver out?
[01:58:27] <ssi> thinpete: the motor's coupled to the leadscrew through a timing belt reduction, and the leadscrew is coupled to a gear through that little flex coupler, and then the tach pinion is driven by that gear
[01:58:32] <pfred1> I imagine mariss has some kind of overload protection going on
[01:58:47] <joe9> found a resistor combination of 3k3 + 1k. pfred1
[01:58:47] <thinpete> Do you have the drive manual?
[01:58:51] <joe9> that is probably better.
[01:58:52] <ssi> yea
[01:59:16] <pfred1> joe9 but your driver is max 3.5
[01:59:18] <ssi> joe9: I think you'll get 3.5A if you have more than 3.5k of set resistance
[01:59:32] <ssi> cause you can run it with no set resistor and you'll get 3.5
[01:59:57] <thinpete> I would go through its tuning procedure (and maybe swap drives if need be to isolate the problem)
[01:59:59] <pfred1> yeah save the resistor
[02:00:14] <joe9> that is what the g540 spec says. above 3.5 A, the current set resistor is not needed.
[02:00:24] <pfred1> there you have it
[02:00:26] <joe9> pfred1: ok, thanks. will not bother with the resistor.
[02:00:30] <ssi> I'll read up on it tonight. If I can remember to bring it to work, I'll scan the manual
[02:00:33] <Tom_itx> are all the config files the same for linuxcnc 2.5 or is there some conversion needed?
[02:00:36] <pfred1> one less thing
[02:01:09] <joe9> pfred1: ssi, but, the spec says that the "G540 will not go into currenty standby mode which will result in increased motor heating"
[02:01:14] <pfred1> mariss tries to design his drives to be idiot proof
[02:01:16] <joe9> without a current set resistor.
[02:01:34] <pfred1> stepper motors get hot anyways
[02:01:53] <pfred1> well you're going to need to find a 3k5 resistor then
[02:02:02] <joe9> ok, will put it in then.
[02:02:03] <joe9> thanks.
[02:02:32] <pfred1> but stepper motors can normally get unpleasantly hot
[02:03:03] <ssi> yes they can :P
[02:03:19] <pfred1> which is why it isn't a bad idea to mount them to heavy aluminum to heatsink them
[02:04:49] <djdelorie> Sweet! FF1 in my firmware cuts position lag to 1/7th
[02:05:00] <pfred1> djdelorie rocking
[02:05:28] <djdelorie> now, do I need to have a separate coefficient for FF1? I'm currently using the same coefficient I use for the offset->rpm math for FF1
[02:06:44] <djdelorie> at 600 RPM, I'm off by only 7 degrees now, instead of 62
[02:06:57] <pfred1> that is a big improvement
[02:07:16] <pfred1> are you using halscope?
[02:07:32] <djdelorie> no, this is all inside the controller. It has a text console, it tells me all the stats while it's running
[02:08:03] <pfred1> it just seems to me you're at the stage where people spend time with halscope
[02:08:17] <djdelorie> power volts, motor amps, hall stats, applied torque, positions and offsets, RPM, etc.
[02:08:32] <ssi> pfred1: people who use hal components use halscope
[02:08:39] <ssi> people who insist on doing everything from scratch don't ;)
[02:08:45] <djdelorie> I'm on the test rig. The cnc pc is in the basement. Halscope really isn't going to help me any ;-)
[02:08:58] <pfred1> well it is a good thing because The requested URL /docs/html/hal_tutorial.html was not found on this server.
[02:09:08] <djdelorie> the mcu on this card is five times more powerful than my first PC
[02:09:45] <ssi> not terribly germane :)
[02:09:55] <djdelorie> I know, just pondering...
[02:10:08] -!-
Jim_ has quit [Quit: Leaving]
[02:10:13] <pfred1> djdelorie this was my first PC
http://img708.imageshack.us/img708/7615/p7100104.jpg
[02:10:15] <djdelorie> there's plenty of power in there for a user interface
[02:10:56] <djdelorie> well, if we're counting "not an IBM PC", then it's 80 times more powerful than my first :-)
[02:11:13] <djdelorie> and 16 times more powerful than the PC I had in college, with more RAM too.
[02:11:35] <pfred1> we did more with less back then though
[02:12:06] <djdelorie> ANYWAY the controller monitors all the relevent stats and displays them on its console. I've used the second serial port as a soft-scope too, to draw waveforms and such
[02:13:11] <djdelorie> that's how I got the current controller working; it was sending me three analog channels and a bunch of digital over the serial link, and I'd just plot them
[02:15:29] <djdelorie> http://www.delorie.com/electronics/bldc/motor-current-plot.png
[02:15:30] <pfred1> well if you've only two options open to yo uthen you're at the coinscope stage
[02:15:51] <pfred1> where you flip a coin
[02:16:08] <djdelorie> easy enough to add another value to the config, I'll do that.
[02:17:42] * pfred1 things you need a more pithy title than Motor Stuff
[02:17:48] <ssi> :D
[02:18:16] <djdelorie> the type data it was plotting kept changing, the software needs a title but I didn't need to read it
[02:21:02] <djdelorie> division by zero is not your friend, in FF1 computations.
[02:21:04] <pfred1> if I was playing a game of one of these things doesn't belong together with these charts I'd pick the PWM one as the oddball
[02:21:06] <thinpete> ssi you can check if the problem is tach or drive by doing an equal speed slew in either direction
[02:21:08] <thinpete> and measuring the tach output either way (should be the same)
[02:21:21] <ssi> thinpete: I'm not sure what you mean exactly
[02:21:35] <ssi> just run it at a given velocity in each direction and measure the tach output voltage?
[02:21:43] <djdelorie> it's not the pwm signal, it's the pwm duty cycle
[02:21:44] <thinpete> Yes
[02:21:47] <ssi> ok
[02:22:02] <pfred1> djdelorie all the other patterns seem to go together but it is different
[02:23:43] <thinpete> you can also real-scope the tach output and look for funny business
[02:23:47] <djdelorie> I don't recall what I was testing at the time, I think it was predictive dynamic braking. Twas a bad idea, I took it back out
[02:23:51] <ssi> yeah I need to do that
[02:23:59] <ssi> I had the tach out and cleaned it once already
[02:24:26] <pfred1> ssi then you should be good at it now
[02:24:34] <djdelorie> i.e. I don't expect the data in that chart to *make sense* to anyone (probably including me), it's just a sample of what kind of data I can get from inside the controller
[02:24:37] <ssi> yeah but that was like a week ago :)
[02:25:42] <pfred1> djdelorie maybe I'm seeing things but I thnk I can see relationships bewteen some of the waveforms
[02:26:05] <djdelorie> in theory, the pwm signal should be in sync with one of the colored lines in the bottom (winding current)
[02:26:12] <thinpete> well since you have the loop closed and can get accurate velocities
[02:26:14] <thinpete> you can check both the tach and drive wit some constant speed moves
[02:26:28] <ssi> yeah
[02:26:42] <djdelorie> the winding current gives you an idea of rotor angle. I think the actual values only make sense if you know what the software was trying to do
[02:26:45] <ssi> maybe it's something stupid like a crappy ground
[02:27:03] <ssi> either in the velocity command to the drive or the bias supply
[02:27:08] <djdelorie> I should sample some more relevent data at some point
[02:27:16] <ssi> I don't know how accurate the bias supply to the drives needs to be
[02:27:40] <pfred1> djdelorie come on 7 degrees stay on target!
[02:27:56] <djdelorie> working on it :-)
[02:28:12] <thinpete> so if the tach is OK then you can mode on to the drive and see if you get ~ equal
[02:28:14] <thinpete> analog drive voltage for slews in each direction
[02:28:20] <thinpete> move on
[02:29:18] <pfred1> man it is going to be nice here tomorrow I should head down to the beach
[02:29:51] <ssi> thinpete: so i have a test file which just runs the axis from softlimit to softlimit in each direction
[02:30:00] <ssi> I've been doing that at 3ips, but I'll probably back it down to 2
[02:30:33] <Nick001> ssi - what did you clean the tach with?
[02:30:40] <thinpete> yeah center of range
[02:30:50] <pfred1> Nick001 tack cloth :P
[02:30:50] <ssi> Nick001: rag, then pencil eraser
[02:33:09] <Nick001> 91% alchohal and soak the 2 brushes in it. You have to get rid of all traces of oil to get it back to working the way it's supposed to.
[02:34:29] <ssi> lemme confirm it's the tach first :)
[02:34:40] <pfred1> rags and pencil erasers aren't the best degreasers
[02:34:40] <ssi> there wasn't any oil in it when I opened it
[02:34:45] <ssi> just brush dust
[02:35:22] * pfred1 is partial to acetone
[02:35:44] <Valen> acetone for the final wipe
[02:36:01] <Nick001> the alcohol takes care of that too. along with q-tips
[02:36:35] <Valen> acetone does a better job i feel
[02:37:02] <Nick001> can be hard to get a hold of
[02:37:04] <pfred1> residue free
[02:37:13] <ssi> I have plenty of acetone
[02:37:18] <ssi> where's it hard to get ahold of?
[02:37:29] <Nick001> PA
[02:37:30] <djdelorie> pure? with no additives?
[02:37:34] <Valen> hardware stores have it
[02:37:38] <ssi> home depot has it :P
[02:37:43] <ssi> now what depressed me
[02:37:50] <ssi> is they now have MEK (substitute) on the shelf :(
[02:37:57] <ssi> what happened to good ol' MEK?!
[02:39:13] <djdelorie> ok, you can't set FF1 bigger than a certain amount, it goes unstable...
[02:39:33] <ssi> djdelorie: are your drives velocity mode?
[02:40:24] <thinpete> probably same thing as acetone (both peroxides are high explosives)
[02:40:44] <ssi> peroxide?
[02:40:48] <ssi> MEK != MEKP
[02:40:51] <ssi> MEKP is scary as hell
[02:40:58] <ssi> permanent irreversible blindness and all that
[02:41:09] <Nick001> and they're solvents for the druggies
[02:41:18] <ssi> it's the primary reason I don't like to use vinylester resin for fiberglass
[02:41:48] <djdelorie> ssi: not sure if they match any common definition, but as I said, it goes offset->rpm->torque->current->voltage
[02:42:07] <djdelorie> my FF1 uses the current rpm to adjust the "offset" by the predicted lag
[02:42:15] <ssi> djdelorie: what's your actual command from the control?
[02:42:23] <djdelorie> from hal?
[02:42:25] <ssi> yes
[02:42:32] <djdelorie> simple step+direction like a stepper
[02:42:35] <ssi> oh
[02:43:04] <ssi> you've probably been told this, but you're probably better off making it accept a velocity or a torque analog command
[02:43:07] <ssi> and run it with a hal pid
[02:43:08] <djdelorie> the mcu has a hardware step+direction input that tallies the count. Each loop, I take any unaccounted for changes, apply them to my "desired position", and go from there
[02:43:22] -!-
gene__ has quit [Remote host closed the connection]
[02:43:34] <djdelorie> yeah, we talked about that earlier. The encoder goes to the controller though, and my current PCs have no way of hooking the encoder to the pc
[02:43:42] <ssi> i see
[02:43:56] <djdelorie> I did test it out to 1,000,000 steps per second though :-)
[02:44:53] <djdelorie> the motor can't go that fast, but it doesn't lose counts
[02:45:12] <pfred1> how fast can the motor go?
[02:46:41] <djdelorie> volts/kRPM is 35.1, up to 160 volts, so 4500 rpm? The spec tops out at around 5000, and I'm only giving it 120 volts so 3000 rpm
[02:47:04] <djdelorie> that's 200,000 counts/sec max
[02:47:34] <djdelorie> if I go to full microstepping
[02:48:02] <pfred1> do your motors benefit from microstepping?
[02:48:17] <pfred1> I mean the only reason steppers use it is because it helps with resonance
[02:48:21] <djdelorie> well, there are 12 physical "steps" per rotation, so it's kinda required. They're BLDC
[02:48:43] <ssi> electronic commutation != stepping :)
[02:48:50] <djdelorie> the encoder gives me 4000 counts per rotation (1000 lines), and the software maps each of the PC's step as some number of encoder steps
[02:48:52] <pfred1> but those aren't microsteps those are the motor's steps
[02:49:09] <djdelorie> I know, I call it microstepping because people who don't know what I'm doing will understand the results anyway :-)
[02:49:16] <pfred1> k
[02:49:53] <djdelorie> i.e. if I configured it for 200 steps per rotation, it's the same as a common stepper. 400 steps per rotation simulates a stepper with 2:1 microstepping. Etc.
[02:50:15] <pfred1> I have 400 step steppers
[02:50:16] <djdelorie> I can configure it for 7 counts per step and it wouldn't simulate anything in real life, but that's just silly
[02:50:25] <djdelorie> do you have 4000 step steppers?
[02:50:47] <pfred1> no
[02:51:30] <djdelorie> the controller doesn't actually "step" the motor at all, it applies torque until it moves to the right spot.
[02:51:52] <pfred1> current?
[02:51:52] <thinpete> BLDCs run in Q mode: stator field at 90 degrees to rotor
[02:51:53] <thinpete> Step motors run in D mode: stator field aligned with rotor except when stepping
[02:52:09] <djdelorie> yeah, the inner loop controls winding current
[02:52:32] <djdelorie> to produce a magnetic field 90 degrees to the rotor, on one side or the other depending on direction.
[02:53:36] <pfred1> there sure aren't a whole lot of source based Linux distros are there?
[02:53:51] <djdelorie> they're all source based *somehow* :-)
[02:54:00] <pfred1> http://distrowatch.com/search.php?ostype=Linux&category=Source-based&origin=All&basedon=All¬basedon=None&desktop=All&architecture=All&status=Active
[02:54:17] <djdelorie> just last summer I built an ARMv7 version of Fedora from scratch
[02:54:18] <pfred1> I think they mean from a management perspective
[02:54:33] <djdelorie> most aren't, but most could be if you wanted
[02:54:57] <djdelorie> for example, Fedora makes it pretty easy to download a source RPM instead of a binary, build your own binary RPMs from it, and install those.
[02:55:01] <pfred1> slack kind of burned me out of compiling but I'm getting fed up with package management
[02:56:28] <pfred1> I feel like I'm on an upgrade merry go round anymore
[02:56:50] <pfred1> once i get a system setup how I like it I don't want anything new or different or exciting on it
[02:57:02] <pfred1> I just want it to run
[02:57:38] -!-
koax_ has quit [Ping timeout: 265 seconds]
[02:59:27] <pfred1> like i ran suse 8.2 until that machine blew up
[02:59:38] <pfred1> something like 7 or 8 years
[03:00:03] <pfred1> and i was happy
[03:03:32] <pfred1> debian used to be the dinosaur distro but even they have been changing lately
[03:04:39] <pfred1> I was so pissed the other day when I tried to install something on this box and all the repos for Lenny are gone now
[03:05:53] -!-
Valen has quit [Ping timeout: 245 seconds]
[03:07:48] <Jymmm> all gone?
[03:08:45] <pfred1> I didn't check the whole Internet but everywhere I looked oldstable is gone
[03:09:05] <Jymmm> what do you mean gone?
[03:09:08] <ssi> thinpete: ok so I get more voltage from the tach in one direction than the other
[03:09:16] <ssi> at 50ipm it's 19v in one direction and 17v in the other
[03:09:23] <ssi> at 180ipm it's like 70v and 63v
[03:09:25] <pfred1> oh that is right I tried to update my dpkg-find or something
[03:10:40] <pfred1> apt-file update
[03:11:06] <pfred1> Can't get
http://security.debian.org/dists/lenny/updates/Contents-i386.gz
[03:11:10] <Jymmm> WTH?
http://www.debian.org/releases/oldstable/
[03:11:56] <Jymmm> they jsut dropped 5 and went to 6?
[03:12:17] <pfred1> yeah I knew they weren't updating it anymore but I could still access the repo
[03:12:29] <pfred1> but a couple days ago the repos all vanished
[03:12:47] <Jymmm> it was RELEASED march 2012, last month, and now dropped????
[03:12:55] <pfred1> no Lenny
[03:13:05] <pfred1> lenny is ancient
[03:13:11] <Jymmm> READ THE LINK
[03:13:15] <Jymmm> it says MArch 2012
[03:13:25] <pfred1> well that is whacky
[03:13:33] <pfred1> I installed it on this box in 2010
[03:13:47] <Jymmm> http://www.debian.org/News/2009/20090214
[03:13:48] -!-
Valen [Valen!~Valen@c122-108-45-139.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[03:13:51] <Jymmm> 2009
[03:13:55] <Valen> hmm only seem to be on 20mbit
[03:14:01] <Jymmm> nfc
[03:14:38] <ssi> Z axis tuning is looking reasonable
[03:14:38] <pfred1> I didn't install it the day it came out
[03:14:58] <ssi> error noise is on the order of +/- 0.0005"
[03:15:12] <ssi> still doesn't seem great
[03:15:15] <ssi> but no clipping on the opamps
[03:15:22] <pfred1> ssi what are you surface grinding?
[03:15:35] <ssi> pfred1: nothing at the moment, why
[03:15:59] <pfred1> that is the smallest increment on a surface grinder
[03:16:06] <pfred1> 0.0005
[03:16:38] <ssi> pfred1: this lathe is supposed to have 0.000020 resolution, and I wants it :)
[03:17:05] <pfred1> ssi you know if you get it you'll never know it right?
[03:17:34] <pfred1> 0.002 is barely perceptable
[03:17:35] <ssi> maybe not eaxctly
[03:17:40] <ssi> well that's just not true
[03:17:46] <pfred1> yes it is
[03:17:46] <ssi> I can easily measure to a half tenth
[03:17:50] <ssi> .00005
[03:17:54] <pfred1> I said perceptable
[03:18:01] <pfred1> as in see it and feel it
[03:18:10] <ssi> I fail to see how that's germane
[03:18:57] <thinpete> ssi: error noise is on the order of +/- 0.0005"
[03:18:59] <thinpete> Thats enormous is this static position noise?
[03:19:03] <pfred1> we'd do steps on blocks on grinders and at 0.002 it just looks a little different
[03:19:07] <ssi> no, that's at 3ips
[03:19:26] <ssi> static error noise is very low
[03:19:32] <ssi> lemme graph position juts to be on the safe side
[03:19:33] <pfred1> 0.003 you can see and feel pretty good though
[03:19:36] <thinpete> so thats including tachs and all
[03:20:06] <thinpete> you should be able to do 10 time better
[03:20:13] <ssi> I hope so
[03:20:47] <ssi> i'd say static resolver noise is now like 1-2 microinch
[03:21:04] <thinpete> thats more like it
[03:21:55] <thinpete> the funny one side dip on accel also looks like tach/drive wierdness
[03:22:08] <ssi> you see my note about how the X tach is reporting a voltage differential?
[03:23:10] <thinpete> Yeah thats bad (10% asymmetry)
[03:23:44] <ssi> not entirely sure what to do about that
[03:24:57] <thinpete> Maybe cradek can help
[03:26:20] <thinpete> or maybe the brush cleaning/replacement as others have suggested
[03:26:44] <Nick001> try recleaning with acetone and see if there's a differnce in performance. There usually is.
[03:27:22] <pfred1> a buddy of mine that does control electronics says 90% of the problems he encounters are faulty connectors
[03:28:47] <thinpete> Someone (skunkworks?) replaced s a bad tach with a spare analog channel driven by the velocity signal (encoder in that case)
[03:29:10] <ssi> hmm
[03:29:51] <thinpete> but he was able to set the tach gain so +-10V was enough
[03:30:35] <thinpete> (only suggesting as a last resort)
[03:31:34] -!-
Tom_afk [Tom_afk!~Tom@ip24-255-188-203.ks.ks.cox.net] has joined #linuxcnc
[03:31:50] -!-
Tom_afk has quit [Read error: Connection reset by peer]
[03:33:01] <Nick001> I'd like to know more about that one as an alternative to what I'm doing
[03:34:22] <ssi> well in happier news
[03:34:25] <ssi> my machine has way wipes now
[03:34:43] -!-
Tom_afk [Tom_afk!~Tom@ip24-255-188-203.ks.ks.cox.net] has joined #linuxcnc
[03:34:50] <Valen> always nice
[03:34:56] <Thetawaves> ssi, how do you get anything done while being on irc all day?
[03:35:09] Tom_afk is now known as
Guest91302
[03:35:11] <ssi> irc is on every computer I work on :)
[03:35:19] <Valen> i spend my day waiting for computers to boot :-<
[03:35:20] <ssi> including my machine control machines
[03:36:00] -!-
Guest91302 has quit [Client Quit]
[03:36:09] <ssi> oh and I got a quote from morris on that flex coupler
[03:36:11] <ssi> $88
[03:36:29] <Nick001> same as hardinge?
[03:36:37] <ssi> morris is hardinge's only distributor now I believe
[03:36:39] <ssi> at least in my area
[03:36:52] <ssi> I called hardinge and it rang through to morris
[03:36:55] <ssi> I have an account set up there now
[03:37:59] -!-
capricorn_1 [capricorn_1!~raffi@zima.linwin.com] has joined #linuxcnc
[03:38:53] <thinpete> do they have tach brushes?
[03:39:05] <ssi> not sure about that!
[03:39:19] <ssi> I can certainly clean them
[03:39:48] <Nick001> If you have a coupler on hand, you'll never break another one
[03:39:54] <ssi> heheh this is true
[03:39:57] <thinpete> are the brushes easy to take out? (screw caps etc?)
[03:40:10] <ssi> yeah the contacts are screw caps
[03:40:19] <ssi> I didn't know that the first time and took the whole thing apart
[03:40:26] <ssi> however that gave me a chance to clean up the commutator as well
[03:42:06] -!-
atom1 [atom1!~atom1@ip24-255-188-203.ks.ks.cox.net] has joined #linuxcnc
[03:42:48] -!-
atom1 has quit [Client Quit]
[03:44:21] <thinpete> 'nite all
[03:45:18] <ssi> night
[03:47:06] <ssi> so now I gotta figure out the hal magic to get spindle synchronized motion working
[03:47:31] <djdelorie> hal.magic = 1; ?
[03:48:46] <ssi> that's the one
[03:51:42] -!-
seb_kuzminsky has quit [Quit: Leaving]
[03:53:38] <pfred1> /j #gentoo ; hey anyone here run gentoo?
[03:56:31] -!-
ktchk [ktchk!~eddie6929@n219079097190.netvigator.com] has joined #linuxcnc
[03:57:36] <pfred1> Important: Read this whole subsection before continuing, as you will probably not have the opportunity to read it before doing things later?
[03:58:05] <djdelorie> step 1: reboot your text viewer software. step 2: crap, get your text viewer software back...
[03:58:43] <pfred1> Itried to install arch once I made a USB key installed it then I was like now what?
[03:59:10] <pfred1> you need to be the amazing kreskin to install that stuff!
[03:59:11] <ssi> pfred1: I used to run gentoo
[04:00:02] <pfred1> ssi some of it sounds like a hassle but it might be worth it for what I want
[04:00:26] <ssi> it's a hassle, but it's nice when it's all setup
[04:00:40] <ssi> I quit using it because I Started managing dozens of vm servers
[04:00:44] <ssi> and it's unmaintainable for that
[04:00:44] <pfred1> they're all hassles to really setup
[04:00:50] <ssi> I use debian now
[04:00:53] <ssi> for servers
[04:00:56] <ssi> osx for desktops
[04:01:38] <pfred1> I'm all debian now but I don't really like Squeeze so much
[04:02:09] <pfred1> I have a laptop that is a brick because of debian
[04:02:32] <joe9> pfred1: have you tried crux? it is awesome.
[04:02:54] <pfred1> joe9 what makes crux so awesome?
[04:03:01] <joe9> simplicity.
[04:03:07] <pfred1> I like simple
[04:03:20] <djdelorie> New Crux! Now with 17% more Awesome!
[04:03:40] <pfred1> I swear there are more Linux distros than users
[04:04:29] <djdelorie> 99 versions of Linux at the mall
[04:04:33] <djdelorie> 99 versions of Linux
[04:04:37] <djdelorie> take one down, pass it around...
[04:04:40] <pfred1> try 9,999
[04:04:42] <djdelorie> 104 versions of Linux at the mall...
[04:04:52] <pfred1> oh i see how it works now
[04:05:52] <pfred1> my favorite is ballmer ranting how the GPL is a virus
[04:06:01] <Thetawaves> djdelorie, that is hilarious
[04:06:11] <djdelorie> Microsoft is now on the "top Linux contributers" list
[04:06:35] <pfred1> they're 16th and the stuff they contribute is only so some Vm of their works better
[04:06:48] <djdelorie> doesn't matter why, they're helping :-)
[04:07:10] <pfred1> if 8 goes over like a lead balloon I predict Windows 9 will be Linux
[04:07:38] <pfred1> they really don't make any money on Windows
[04:07:48] <Thetawaves> how can that be true.
[04:07:55] <pfred1> because htey make it on office
[04:08:10] <pfred1> and other junk that works with windows
[04:08:10] <Thetawaves> lol, every license of windows costs *something*
[04:08:15] <Thetawaves> and they move a lot of licenses
[04:08:31] <pfred1> other divisions have been carrying the OS division for years
[04:09:06] <Thetawaves> got any links?
[04:09:35] <ssi> anyone ever use the gearchange component?
[04:09:42] <pfred1> think about it what is harder ot make a whole OS or an office suite
[04:10:01] <pfred1> now what do they charge for each?
[04:10:19] <Thetawaves> a lot
[04:10:21] <ssi> pfred1: at this point they likely invest far more money in the office suite
[04:10:26] <ssi> the OS hasn't really changed
[04:10:28] <pfred1> they charge twice as much for the office suite
[04:10:31] <ssi> it's gotten a couple facelifts
[04:10:32] <ssi> that's about it
[04:12:39] <pfred1> a big problem MS has had is they treat all code as assets
[04:13:01] <pfred1> hard to toss out the cruft when you're bean counting it
[04:13:10] -!-
joe9 has quit [Quit: leaving]
[04:21:10] -!-
ktchk [ktchk!~eddie6929@n219079097190.netvigator.com] has parted #linuxcnc
[04:25:10] -!-
ve7it has quit [Remote host closed the connection]
[04:41:13] <ssi> I wonder what the fastest I oughta reasonably run this spindle is
[04:41:28] <ssi> high clutch at 90hz seems to yield about 5k
[04:41:31] <ssi> but that's probably too fast
[04:41:34] <pfred1> if you see smoke you may want to back off
[04:42:37] <ssi> maybe so
[04:45:05] <ssi> I'm gonna limit to 3600 for now
[04:50:28] <Nick001> machine is rated at 3000rpm - if I remember correctly - both the ge and ab control
[04:51:43] <Nick001> I would really max it at 2000 given the age of the bearings.
[04:51:55] -!-
Jordan_ has quit [Quit: Leaving]
[04:52:18] <Nick001> If you liked 88 for a coupling - try a set of bearings -)
[04:53:53] <ssi> :D
[04:54:09] <ssi> yes, it's rated at 3000
[04:54:18] <ssi> but 2000 is a bit excessive, don't you think?
[04:55:18] <Nick001> unless your dilling 1/32 holes 2k is overdoing most everything else
[04:56:38] <pfred1> what if you're working aluminum?
[04:56:43] <ssi> or with carbide tools
[04:56:53] <pfred1> was my other thought
[04:56:54] <ssi> everything I've read says carbide want SFM and all it can get
[04:57:08] <pfred1> carbide is about 4X HSS
[04:57:09] <ssi> hell I run 1000sfm in aluminum on my g0602 :)
[04:57:19] -!-
maximilian_h [maximilian_h!~bonsai@f051179202.adsl.alicedsl.de] has joined #linuxcnc
[04:57:28] -!-
maximilian_h [maximilian_h!~bonsai@f051179202.adsl.alicedsl.de] has parted #linuxcnc
[04:57:33] <Nick001> you can pull chips off only just so fast without gumming up
[04:57:47] <pfred1> ssi you need a really rigid setup for carbide though
[04:58:35] <ssi> pfred1: it's pretty rigid
[04:58:40] <ssi> the hnc that is
[04:59:10] <Nick001> and if you heat the part up, your size holding goes away. you can spend a lot of time changing inserts and offsets rather than doing actual work
[04:59:40] <ssi> Nick001: so how do you get a reasonable surface finish with carbide tools without speed
[04:59:48] <ssi> if I run fast I can turn mirror polish
[04:59:50] <ssi> slow, not so much
[05:00:30] <Nick001> diamond ground and a honed edge - also oil vs coolant
[05:00:58] <ssi> diamond ground and honed carbide inserts?
[05:01:26] <pfred1> carbide never gets as sharp as HSS
[05:01:37] <pfred1> just doesn't have the grain structure
[05:02:12] <Nick001> and when that chip wraps up - as compared to a chip rolling of the tool easily
[05:02:38] <pfred1> you have to be a metalurgist there are so many alloys of carbide
[05:03:23] <pfred1> some pit some chip
[05:04:23] <Nick001> i use inserts for roughing - for finishing - brazed carbide that I grind with adiamond wheel with kerosine and hand hone a radius
[05:04:57] <pfred1> why kerosene?
[05:05:48] <Nick001> lubricant and keep the carbide from chipping and gives a great finish
[05:06:11] <pfred1> I just use water on my diamond wheel
[05:06:35] <Nick001> kero works better
[05:06:37] <ssi> btw
[05:06:40] <ssi> spindle pid is hard :(
[05:07:25] <Nick001> why?
[05:07:43] <ssi> just can't seem to get the tuning right
[05:07:50] <ssi> bear in mind I suck at tuning pids
[05:08:45] <Nick001> so do I but I have a different motor than you and it worked real good
[05:09:51] <ssi> oh there we go
[05:09:54] <ssi> FF0 = 1 on the spindle
[05:09:56] <ssi> worked like a charm
[05:11:04] <ssi> except...
[05:11:12] <ssi> sometimes when I command a speed change downward
[05:11:14] <ssi> it doesn't move down
[05:11:17] <ssi> sometimes it goes up instead
[05:11:19] <ssi> weeeee
[05:12:06] <Nick001> you only have speed control - no accel or decell -the motor contoller does that
[05:12:36] <Nick001> howd you manage that -)
[05:13:11] <ssi> I think it has to do with how abrupt the speed commands are
[05:13:20] <ssi> so like.. if I'm runnng at 1000rpm in low gear
[05:13:30] <ssi> and then I do S300
[05:13:40] <ssi> the command drops instantly from 1000 to 300
[05:13:50] <ssi> and it just... doesn't move
[05:13:59] <ssi> or it goes up instead
[05:14:24] <Nick001> needs a clutch change?
[05:14:32] <ssi> no, it's not that
[05:14:37] <pfred1> maybe ramp the change some?
[05:14:42] <ssi> it's like the error rises so fas that it just decides not to move
[05:14:46] <ssi> pfred1: I dunno how to ramp the change
[05:15:01] <ssi> other than some kind of filter on the velocity command maybe
[05:15:05] <ssi> like a lowpass filter
[05:15:30] <ssi> I can try that
[05:16:05] <pfred1> this gentoo stuff seems awfully confusing maybe I'm just tired?
[05:16:29] <pfred1> or maybe the stuff is just for chronic aspergers sufferers
[05:17:16] <pfred1> ack! they spell color Colour
[05:17:22] <ssi> hahaha
[05:17:30] <pfred1> scratch them off the list
[05:19:04] <djdelorie> here's a weird question one of you might know the answer to... is there such a thing as a 1.75x8 thread to standard "D-5" (or whatever) chuck mounting adapter?
[05:19:18] <djdelorie> http://www.delorie.com/photos/southbend-lathe/img_2621.html
[05:20:21] <djdelorie> pfred1: if you want the US spellings, you need to get Gento, not Gentoo - note the lack of the extra 'o' :-)
[05:20:38] <pfred1> djdelorie heh
[05:20:53] <pfred1> it started out sounding good but the more I read about it I donno
[05:21:14] <djdelorie> the only people who should be building their own OS are the paranoids and the people who make the OS
[05:22:41] <pfred1> I don't want to build my own but I do want to customize some aspects of it
[05:22:58] <pfred1> not just run whatever version the distro thinks I should
[05:23:04] <djdelorie> so get something like ubuntu or fedora, and only rebuild the parts you care about
[05:23:25] <pfred1> i've run ubuntu it isn't the easiest thing to customize
[05:23:52] <pfred1> it is simple like an onion is round
[05:24:12] <djdelorie> RPM based distros are simple. Get the srpm, rpmbuild it, install the new rpms
[05:24:28] <pfred1> but does that manage deps?
[05:24:40] <djdelorie> the rpm spec file has the deps in it
[05:25:04] <djdelorie> you can, for example, find the srpms for fedora 14, and build them on feodra 16, and the deps "just work"
[05:25:19] <pfred1> right now my biggest sticking point is KDE
[05:25:28] <pfred1> I hate KDE 4
[05:26:11] <pfred1> I've not so much run it as I've run away from it screaming
[05:26:41] <djdelorie> yum install kdebase3
[05:26:56] <pfred1> compelling
[05:27:03] <ssi> I think I see why it's doing it
[05:27:10] <pfred1> I loved yast in suse
[05:27:14] <ssi> my velocity signal to the VFD is absolute
[05:27:23] <djdelorie> the only catch is, most of the apps that *use* kde, will want kde4, so you end up installing that too
[05:27:30] <ssi> so when the command changes suddenly from 1000 to 300, it's infinite deceleration
[05:27:37] <ssi> which makes the pid command go hard negative
[05:27:43] <ssi> but negative is positive
[05:27:48] <ssi> which means it's commanding more velocity
[05:27:55] <djdelorie> no limit on the D value?
[05:27:55] <ssi> which increases the error, which decreases the pid command
[05:27:57] <pfred1> djdelorie where would I have a problem with that?
[05:28:09] <ssi> I don't even have any D term in actually
[05:28:14] <djdelorie> if you're OK with having two copies of kde installed, no problem
[05:28:31] <ssi> I need a way to make the pid min out at 0
[05:28:34] <pfred1> but what apps dep on KDE?
[05:28:39] -!-
pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #linuxcnc
[05:28:51] <djdelorie> er, lots?
[05:29:06] <pfred1> I know the KDE apps do
[05:29:13] <pfred1> like kwrite
[05:29:27] <pfred1> but 3.5.10 has that
[05:30:26] <pfred1> what i use all the time is the open terminal here in konquerer and lots of FMs today don't have that feature
[05:30:29] -!-
Vq_ has quit [Ping timeout: 260 seconds]
[05:30:33] <ssi> hrm so in order to do this right actually... I need to do my pid in absolute
[05:30:40] <ssi> as in, feedback needs to be absolute as well
[05:30:46] <djdelorie> or at least, they require qt...
[05:30:46] <ssi> otherwise this won't work for reverse spindle :P
[05:31:08] -!-
Vq [Vq!~vq@90-227-210-39-no122.tbcn.telia.com] has joined #linuxcnc
[05:31:09] <pfred1> I thought more junk depped on gnome libs?
[05:31:22] <pfred1> you know gtk
[05:31:34] <djdelorie> fedora is 70 GB of rpms... there's enough stuff that both have "more junk"
[05:32:06] -!-
WCMD has quit [Ping timeout: 245 seconds]
[05:32:14] <pfred1> alright you talked me into it at least i can give it a shot
[05:32:29] <pfred1> I did like my RH and suse days
[05:32:29] <djdelorie> download the livecd and try it first, if you don't have a machine to install it on
[05:32:40] <pfred1> oh i have a couple
[05:33:05] <pfred1> I need to install something into my new old one I just got
[05:33:24] <pfred1> I'm dying to play some Quake on it
[05:33:40] * pfred1 is a Quake addict ...
[05:34:58] <pfred1> so 16 is stable?
[05:39:03] e-ndy|afk is now known as
e-ndy
[05:41:34] * pfred1 decides to try out Fedora-16-x86_64-Live-XFCE
[05:41:50] <djdelorie> yeah, 17 is nearing release and they started on 18
[05:42:00] <djdelorie> er, 17 is nearing beta
[05:42:28] <pfred1> I liked Linux 10 years ago I'm sure I'll like whatever is in 16
[05:43:17] <pfred1> bad enough I talked myself into trying out the 64 bit
[05:43:49] <djdelorie> my machines are mostly 64 bit, and I'm only on Fedora 14
[05:44:08] <pfred1> I'm wondering how mostly is going to work
[05:44:30] <pfred1> but I guess it is something I'm going to have to decide for myself so what the hey
[05:44:33] <djdelorie> well, two of them don't support 64 bit ;-)
[05:44:43] <djdelorie> those machines are 32 bit
[05:45:15] <pfred1> I have 3 64 bit machines but I never ran any 64 bit yet
[05:45:30] <djdelorie> if you have more than 3G of ram, go 64 bit...
[05:45:37] <pfred1> I guess we all have to take the plunge someday
[05:46:31] <pfred1> the one box I might be able to bump it to 6 GB but the RAM was testing a little flakey so I pulled 2 sticks out
[05:46:49] <pfred1> I still haven't run a real RAM test just some junk in the BIOS HP put into it
[05:47:08] <pfred1> linux can map bad RAM anyways can't it?
[05:47:18] <djdelorie> the fedora install dvd has a memtest option, or you can download a memtest cd.
[05:47:27] <djdelorie> No, linux can't map bad ram. It can map bad hard drive sectors
[05:47:50] <pfred1> I could swear I've read it can map RAM
[05:47:56] <djdelorie> it can handle multiple ram ranges, so if your *bios* maps it out, that's different. But better to just fix the ram
[05:48:10] <djdelorie> it maps physical ram to virtual addresses. It doesn't map out *BAD* ram.
[05:48:50] <pfred1> I might just get 2 new sticks then
[05:49:09] <pfred1> isn't it better if banks are matched? DDR2
[05:50:05] <pfred1> thing might not even have been seated right I don't know who was monkeying with the system before I got it
[05:50:38] <djdelorie> it's easier if all the sticks are matched. If they're not, they'll all run at the slowest speed, hopefully.
[05:50:59] <djdelorie> Last time I got a new mobo, I got a matched set of 6 sticks because I was tired of dealing with mismatched memory
[05:51:36] <pfred1> I thought each pair of banks was supposed to match but I guess your buss will drop to the lowest speed
[05:52:12] <djdelorie> bank pairs have to match, but the bios seems to be less confused if they all match
[05:52:22] <pfred1> no doubt
[05:53:39] <pfred1> hmm that was awfully fast
[05:53:50] <pfred1> oh wait it isn't done yet
[06:23:44] <pfred1> the gui parittioning tool in fedora stinks
[06:24:02] <pfred1> it is extending my 4th primary partition
[06:24:03] <djdelorie> I usually use the "custom" option
[06:24:13] <djdelorie> no, I always use the custom option
[06:24:25] -!-
GH-1234 [GH-1234!~Miranda@0022faf5a8b2.dfn.mwn.de] has joined #linuxcnc
[06:24:26] <pfred1> that is what I'm doing but for some odd reason it isn't letting me make 4 primaries
[06:24:45] <djdelorie> do you also have extended partitions?
[06:24:46] <pfred1> I always make a /boot a swap a / and a /home
[06:25:12] <pfred1> yeah maybe I didn't delete it all right let me try it again fdisk is easier
[06:25:32] <djdelorie> ctrl-alt-F2 or F3 to get a shell prompt, fdisk it, then back to the gui
[06:26:04] <pfred1> I know how to drop to a console
[06:26:17] <pfred1> let me give it another crack
[06:27:25] <pfred1> is it better to have a swap early or later in a drive?
[06:27:51] <pfred1> oh heck I'll make it in the middle
[06:28:05] <djdelorie> I think early cylinders are faster
[06:28:58] -!-
pingufan has quit [Quit: Konversation terminated!]
[06:29:40] <pfred1> yeah it moved it right after /boot for me I'll let it go
[06:32:06] <pfred1> thats it fdisk here I come
[06:37:00] <pfred1> lets see if this works better now I made parittions I just have to mount them
[06:38:28] -!-
mk0 [mk0!~x-ray@fiztech.basnet.by] has joined #linuxcnc
[06:40:25] <pfred1> what is this happy horsepucky? your / partition does not match the media you are installing from it must be formatted as ext4?
[06:40:42] <djdelorie> let it format for ext4, you want it anyway
[06:40:49] <pfred1> no I don't
[06:40:54] * pfred1 wants ext3
[06:41:06] <pfred1> ext4 runs too many procs
[06:41:26] <djdelorie> you're running the liveCD, yes?
[06:41:34] <pfred1> right now I'm installing
[06:41:39] <djdelorie> from the liveCD?
[06:41:44] <pfred1> so yeah the live CD is running
[06:42:03] <djdelorie> I think the liveCD installs by dd'ing itself to the hard drive, then extending the filesystem to fit the partition
[06:42:07] <pfred1> I've never run into this with an install before
[06:42:07] -!-
bedah [bedah!~bedah@g224154215.adsl.alicedsl.de] has joined #linuxcnc
[06:42:19] <djdelorie> if it bothers you, get the installer DVD instead
[06:42:25] <pfred1> grrrr
[06:42:47] <pfred1> ok I guess ext4 isn't that bad
[06:42:49] <djdelorie> did you *run* the liveCD?
[06:42:58] <pfred1> whats another half a dozen procs?
[06:43:00] <djdelorie> Do you like it? That's what it's for
[06:43:27] <pfred1> most distros let yo uinstall right in the live cd this one has an icon on the desktop and an installer program
[06:43:37] <pfred1> it looks nice
[06:43:44] <pfred1> I was installing it
[06:44:00] <djdelorie> right, but it's just a CD, not enough room for the live image *and* the RPMs, which is why it copies itself. A DVD has more room and isn't a full live image
[06:44:03] <pfred1> I'll go ext4
[06:44:10] <djdelorie> you want it anyway :-)
[06:44:25] <pfred1> I've run it it spawns so many procs
[06:44:58] <pfred1> but if I'm going to run it I guess I'll put it on all my partitions
[06:45:08] <pfred1> all in
[06:45:38] <Loetmichel> mornin'
[06:46:03] <pfred1> man this PC is fast
[06:47:03] <pfred1> or does ext4 just format fast?
[06:47:11] <djdelorie> that too, it's much more efficient
[06:47:24] <pfred1> t is taking its sweet time to copy
[06:48:22] <pfred1> did it just say it resized my root partition?
[06:48:43] <djdelorie> remember? It dd's the IMAGE of the cd to the partition, then resizes it to fill the actual space available
[06:48:49] <pfred1> oh
[06:48:58] <djdelorie> it doesn't actually "install" in the normal sense, it copies
[06:49:12] <djdelorie> the filesystem on the CD is itself ext4
[06:49:22] <pfred1> kooky
[06:49:42] <djdelorie> efficient. You're installing the code you're running, so it doesn't need two copies of everything on the CD
[06:49:57] -!-
mk0 has quit [Quit:
http://neo-technical.wikispaces.com/emc2-arch]
[06:50:09] <djdelorie> the DVD does it the normal way, so you have more flexibility
[06:50:56] <djdelorie> good for now? It's bedtime for me...
[06:52:19] <pfred1> it told me I was too weak
[06:52:32] <djdelorie> ur?
[06:52:41] <pfred1> my password
[06:52:58] <djdelorie> ah, right. Mine was marginal.
[06:53:03] <pfred1> yeah it looks good
[06:53:16] <pfred1> I'm on the desktop thanks for the help
[06:53:37] <djdelorie> I'll leave you with my clever idea of the day: a chuck removal wrench:
http://www.delorie.com/photos/southbend-lathe/img_2624.html
[06:54:04] <pfred1> can't beat woodworking
[06:54:24] <djdelorie> it's a lot easier and faster to cut wood than to cut metal :-)
[06:54:37] <pfred1> well
[06:54:46] <djdelorie> sadly, it's a 1 3/4 x 8tpi thread, very rare these days. The inside is MT4 though
[06:54:57] <pfred1> I seen a mill that could chew up the cuin of steel
[06:55:05] <pfred1> took 4 guys with shovels to keep up with the thing
[06:56:09] <pfred1> so your chuck isn't mounted on a faceplate?
[06:56:13] <djdelorie> ok, easier and faster *for me*
[06:56:22] <djdelorie> it looks like it's bolted to the dog plate
[06:56:27] -!-
DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:56:31] <djdelorie> the other chuck is threaded
[06:56:32] <DJ9DJ> moin
[06:56:37] <pfred1> yeah to change chucks yo ujust bolt another onto the plate
[06:57:00] <djdelorie> well, only one chuck bolts to the dog plate, but if I buy a new one I have to figure out what I'll do
[06:57:10] <djdelorie> I looked for a camlock adapter, but they only sell the chuck side of those
[06:57:16] <pfred1> get one that bolts to your plate or a blank you tap
[06:57:28] <djdelorie> likely I'll have to do that, yes.
[06:57:39] <pfred1> that is what they expected you to do
[06:57:55] <djdelorie> after all, you have a lathe, you should be able to tap and true a blank...
[06:58:09] <pfred1> plus them old lathes came with everything you needed yours just lost its over the years
[06:58:24] <djdelorie> actually, I still have most of the "everything"
[06:58:31] <pfred1> stacks of stuff
[06:58:33] <djdelorie> a few little bits are missing, like the actual dogs
[06:58:41] <djdelorie> buckets of stuff
[06:58:53] <pfred1> in the pictures they stack up the change gears and stuff
[06:59:17] <pfred1> for $29.99
[06:59:31] <djdelorie> what's $29 ?
[06:59:45] <pfred1> what your lathe cost in 1850
[06:59:46] <djdelorie> example contents of a bucket:
http://www.delorie.com/photos/southbend-lathe/img_2627.html
[06:59:53] <djdelorie> 1922 but ok :-)
[07:00:13] <djdelorie> http://www.delorie.com/photos/southbend-lathe/original-ledger-entry.html
[07:01:16] <pfred1> ever done electrolytic derusting?
[07:01:28] <djdelorie> http://www.delorie.com/photos/southbend-lathe/img_2545.html
[07:01:40] <pfred1> its real Mr. Wizard you'd get a kick out of it
[07:01:42] <djdelorie> http://www.delorie.com/photos/southbend-lathe/img_2544.html
[07:02:18] <pfred1> a transformer a bridge a plastic bucket and a sacrificial anode and you're on your way!
[07:02:25] <pfred1> use baking soda
[07:02:30] <djdelorie> washing soda
[07:02:40] <pfred1> nah i tried the real thing I like baking soda better
[07:02:52] <pfred1> there is really little difference
[07:03:17] <djdelorie> probably, but all the sites I read said to use washing soda, and I had some, so I used it. Did you look at those last two photos?
[07:03:43] <pfred1> just 2 gears or one clean one dirty?
[07:03:57] <djdelorie> and a bucket of electrolytic derusting crud
[07:04:03] <pfred1> did you bake the stuff after yo usoaked it?
[07:04:11] <djdelorie> no
[07:04:21] <pfred1> supposed to drive out hydrogen embrittlement
[07:04:36] <djdelorie> nobody mentioned that so I didn't
[07:04:40] <pfred1> either that or you just wait
[07:05:04] <pfred1> it goes away naturally over time
[07:05:28] <pfred1> how much time I don't know
[07:05:45] <djdelorie> 2540 is a better shot of the whole setup, using a battery charger. I need a bigger bucket for the big chuck and faceplate though
[07:06:45] <pfred1> I just made up a transformer and bridge the battery and charger looks good too but you have to watch the amps
[07:07:09] <djdelorie> it's a weak charger, not that many amps. Takes about a day per part
[07:07:27] <pfred1> well you were running right off the battery weren't you?
[07:07:35] <djdelorie> that too
[07:07:36] <pfred1> it has like 500 cold cranking amps
[07:08:24] <pfred1> the water does get amazingly sludgy
[07:08:30] <djdelorie> the battery prevents the -0.7v diode drop that some cheap chargers have (one diode, not a bridge) and I had the battery closer than the oscope :-)
[07:08:36] <djdelorie> yeah, I need to dump it and start a new batch
[07:08:48] <pfred1> well I don't think it hurts the performance
[07:08:56] <djdelorie> shouldn't
[07:09:00] <pfred1> though your anode can get too gunky
[07:09:03] <djdelorie> it's just messy
[07:09:14] <djdelorie> I scrape those down periodically
[07:09:32] <pfred1> oh and don't use stianless
[07:09:34] <pfred1> stainless
[07:09:45] <pfred1> the chromium leeches out of it
[07:09:54] <djdelorie> those are stainless, I've read all the warnings, not worried about it
[07:09:59] <pfred1> OK
[07:10:09] <pfred1> just so long as you're aware
[07:10:13] <djdelorie> yup
[07:10:34] <pfred1> I worked at a place that heat treated printing dies
[07:10:42] <pfred1> and ah we did bad things with chrome salts there
[07:11:01] <pfred1> like flush them down the toilet by the 55 gallon drum ...
[07:11:23] -!-
capricorn_1 has quit [Remote host closed the connection]
[07:11:43] <pfred1> when we heat treated the dies you'd swear yo ucould look right through an inch thick of steel
[07:12:01] <pfred1> it was like translucent when I pulled it out of the bath
[07:12:05] <djdelorie> wow
[07:12:11] <pfred1> yeah it was freaky
[07:12:40] * pfred1 didn't last at that job for too long
[07:13:10] <pfred1> one guy went out for lunch never came back
[07:14:01] <djdelorie> anyway, really going to bed this time. Back tomorrow for more!
[07:14:05] <pfred1> nite
[07:21:20] -!-
phill [phill!~chatzilla@220-245-60-181.static.tpgi.com.au] has joined #linuxcnc
[07:27:56] -!-
maximilian_h [maximilian_h!~bonsai@HSI-KBW-091-089-198-205.hsi2.kabel-badenwuerttemberg.de] has joined #linuxcnc
[07:28:38] -!-
pfred1 has quit [Ping timeout: 240 seconds]
[07:30:14] -!-
awallin_ has quit [Ping timeout: 250 seconds]
[07:40:07] -!-
phill has quit [Quit: ChatZilla 0.9.88.1 [Firefox 11.0/20120310193829]]
[07:46:55] -!-
GH-1234 has quit [Ping timeout: 264 seconds]
[08:04:07] -!-
vladimirek [vladimirek!~vladimire@bband-dyn121.95-103-118.t-com.sk] has joined #linuxcnc
[08:08:50] -!-
rob_h [rob_h!~rob_h@5ace70c9.bb.sky.com] has joined #linuxcnc
[08:22:34] -!-
logger[mah] has quit [Ping timeout: 246 seconds]
[08:23:48] -!-
vladimirek has quit [Remote host closed the connection]
[08:24:15] -!-
vladimirek [vladimirek!~vladimire@bband-dyn121.95-103-118.t-com.sk] has joined #linuxcnc
[08:31:59] -!-
syyl [syyl!~syyl@p4FD13757.dip.t-dialin.net] has joined #linuxcnc
[08:36:33] -!-
maximilian_h has quit [Quit: Leaving.]
[09:00:33] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[09:05:59] -!-
logger[mah] [logger[mah]!~loggermah@burgi.mah.priv.at] has joined #linuxcnc
[09:09:29] -!-
awallin [awallin!awallin@lakka.kapsi.fi] has joined #linuxcnc
[09:10:23] -!-
atom1 [atom1!~tom@ip24-255-188-203.ks.ks.cox.net] has joined #linuxcnc
[09:10:31] -!-
atom1 has quit [Read error: Connection reset by peer]
[09:36:56] -!-
sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[09:47:08] -!-
phantoxe [phantoxe!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[10:13:32] -!-
maximilian_h [maximilian_h!~bonsai@f051179202.adsl.alicedsl.de] has joined #linuxcnc
[10:16:37] e-ndy is now known as
e-ndy|afk
[10:22:43] -!-
alex_jon1 [alex_jon1!~alex_joni@81.196.65.201] has joined #linuxcnc
[10:24:55] -!-
mozmck1 [mozmck1!~moses@client-74.117.92.175.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[10:25:31] -!-
djgpp [djgpp!~dj@envy.delorie.com] has joined #linuxcnc
[10:27:08] -!-
mozmck has quit [*.net *.split]
[10:27:09] -!-
djdelorie has quit [*.net *.split]
[10:27:09] -!-
alex_joni has quit [*.net *.split]
[10:40:11] -!-
FredrikHson [FredrikHson!~Silverwol@90-230-36-147-no43.tbcn.telia.com] has parted #linuxcnc
[11:01:14] -!-
sumpfralle has quit [Ping timeout: 260 seconds]
[11:10:26] -!-
theorb [theorb!~theorb@91.84.53.6] has joined #linuxcnc
[11:13:02] -!-
maximilian_h has quit [Quit: Leaving.]
[11:15:07] -!-
theorbtwo has quit [Ping timeout: 264 seconds]
[11:15:14] theorb is now known as
theorbtwo
[11:20:53] -!-
skunkworks__ [skunkworks__!~chatzilla@str-bb-cable-south-3-102.dsl.airstreamcomm.net] has joined #linuxcnc
[11:26:13] -!-
skunkworks__ has quit [Ping timeout: 248 seconds]
[11:34:20] -!-
mhaberler has quit [Quit: mhaberler]
[11:36:28] -!-
servos4ever [servos4ever!~chatzilla@74-45-201-222.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[11:44:31] -!-
ktchk [ktchk!~eddie6929@n219079097190.netvigator.com] has joined #linuxcnc
[11:47:14] e-ndy|afk is now known as
e-ndy
[11:54:25] <jthornton> can anyone make sense of this tracert pastebin.com/hdh21MMD
[11:55:35] <jthornton> I don't understand the first two lines of the second tracert
[11:55:58] <Valen> 1 is your modem
[11:56:02] <Valen> or router or whatever
[11:56:12] -!-
Radium [Radium!~carbon@117.203.11.46] has joined #linuxcnc
[11:56:16] -!-
Sulfur [Sulfur!~carbon@117.203.11.46] has joined #linuxcnc
[11:56:16] <jthornton> ok
[11:56:17] <Valen> 2 is something thats eating a hop but not responding to a ping
[11:56:22] <Valen> its not uncommon
[11:57:20] <jthornton> for some reason yet unknown to anyone I can't log into my control panel at webhost4life.com when connected to the satellite
[11:57:42] <Valen> brb something is b0rked
[11:57:51] <Valen> the half second ping could be bothering it
[11:57:59] <jthornton> ok
[11:58:02] -!-
Valen has quit [Quit: Leaving.]
[11:58:19] -!-
Valen [Valen!~Valen@c122-108-45-139.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[12:00:52] <Valen> what was that pastebin again?
[12:01:09] <jthornton> http://pastebin.com/hdh21MMD
[12:02:49] <archivist> is webhost4life.com also one of your isp's, do they expect you to come from their ip range
[12:03:18] <Valen> its making it to the same destination, is the url something like foo.bar.com:8080 for the admin page?
[12:03:31] <jthornton> no webhost4life.com is my hosting account
[12:04:04] <Valen> what error do you get?
[12:04:25] <jthornton> I keep getting a redirect to another page with and error
[12:05:05] <archivist> we cant guess we cannot see teh error message
[12:06:20] alex_jon1 is now known as
alex_joni
[12:06:31] -!-
alex_joni has quit [Changing host]
[12:06:31] -!-
alex_joni [alex_joni!~alex_joni@emc/board-of-directors/alexjoni] has joined #linuxcnc
[12:06:31] -!- mode/
#linuxcnc [+v alex_joni] by ChanServ
[12:07:07] <jthornton> it doesn't give a sensible error
[12:07:58] <archivist> might be sensible if you understand it
[12:08:01] <jthornton> when I contacted Wildblue they asked me if it was GoDaddy as they are not compatible with satellite internet
[12:08:39] <jthornton> so I asked Webhost4life if they are compatible with satellite internet and I'm still chatting with them
[12:08:58] <jthornton> so I think it is some kind of time out on their log in page
[12:10:19] <jthornton> it sends me to this page
https://secure.webhost4life.com/secure/login.bml?err=
[12:11:15] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[12:13:24] <jthornton> brb gotta take the trash out to the road
[12:31:40] -!-
Radium has quit []
[12:31:44] <jthornton> anyone use halui jog increment? I can't make it work and neither can Rick
[12:34:17] -!-
skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:42:07] -!-
ewidance has quit [Ping timeout: 260 seconds]
[12:43:47] -!-
ewidance1 has quit [Ping timeout: 245 seconds]
[12:46:59] -!-
ewidance2 has quit [Ping timeout: 246 seconds]
[12:51:36] -!-
ewidance has quit [Ping timeout: 272 seconds]
[13:02:47] -!-
syyl_ [syyl_!~syyl@p4FD140BD.dip.t-dialin.net] has joined #linuxcnc
[13:05:07] -!-
ktchk [ktchk!~eddie6929@n219079097190.netvigator.com] has parted #linuxcnc
[13:05:40] -!-
syyl has quit [Ping timeout: 252 seconds]
[13:15:28] -!-
FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:31:34] -!-
SolarNRG [SolarNRG!~1@94-195-174-233.zone9.bethere.co.uk] has joined #linuxcnc
[13:32:11] <SolarNRG> Hi guys, I put the crucible with some beer cans into the microwave outside today, here's the video link of my first attempt at casting recycled aluminium. I'd love to hear what you think:
http://www.youtube.com/watch?v=5tqpAdM7pZI
[13:36:44] <awallin> did you get some of it to melt?? what power is the microwave you are using?
[13:38:19] <SolarNRG> 1000 watts
[13:38:31] <SolarNRG> I certainly did something, no melting though
[13:38:45] <SolarNRG> At about 13 mins in the video or 1 hour 30 mins in, I chucked graphite in
[13:38:53] <SolarNRG> Then another 30 mins of cooking
[13:40:19] <awallin> have you tried something easier like lead or tin ?
[13:40:56] <JT-Shop> or peanut butter
[13:40:57] -!-
Gast259 [Gast259!~Gast259@portal.flcc.edu] has joined #linuxcnc
[13:42:55] -!-
Gast259 has quit [Client Quit]
[13:43:18] -!-
mcinquino [mcinquino!~mcinquino@portal.flcc.edu] has joined #linuxcnc
[13:44:13] -!-
FredrikHson [FredrikHson!~Silverwol@90-230-36-147-no43.tbcn.telia.com] has joined #linuxcnc
[13:44:27] <SolarNRG> peanut butter!?
[13:46:14] -!-
joe9 [joe9!~joe9@c-24-99-80-97.hsd1.ga.comcast.net] has joined #linuxcnc
[13:47:16] -!-
pfred1 [pfred1!~pfred1@unaffiliated/pfred1] has joined #linuxcnc
[13:47:51] <joe9> i have the gecko g540 ready to go with the motors. I fire-up linuxcnc, but, do not see anything matching the G540 configuration. Any suggestions on which I should be picking?
[13:48:10] <pfred1> joe9 run stepconf
[13:48:39] <joe9> pfred1: ok, thanks.
[13:48:51] <pfred1> well you're going to need to know your driver's parameters
[13:49:05] <pfred1> like your timing and pin outs
[13:49:07] <joe9> http://codepad.org/j8yRX7ty i do not have gnome installed.
[13:49:11] <joe9> is that a problem.
[13:49:19] <joe9> is there a textfile that I can change?
[13:49:29] <pfred1> I think gnome is installed on my CNC box i just don't use it
[13:49:34] -!-
ebe23 [ebe23!~androirc@179.Red-80-59-65.staticIP.rima-tde.net] has joined #linuxcnc
[13:49:40] <pfred1> stepconf makes initial setup a lot easier
[13:49:43] <joe9> oh, ok.
[13:49:46] <awallin> if you know what youre doing you can just copy/paste/mod an existing HAL/INI stepu
[13:50:12] <joe9> alex4nder: can you give me your g540 configuration?
[13:51:03] <cradek> I think g540 is a very easy stepconf config.
[13:51:19] <joe9> ok, thanks.
[13:51:37] <ebe23> Is there sombody responsible for the forum. I can not register?
[13:51:53] <cradek> are you getting an error?
[13:51:58] <FredrikHson> isn't halui.feed-override.counts*feedscale = feed override cause its set to 100% at the start and i have to turn my pot to max then go down to be able to get down to 0 even if the counts could start as zero anyway
[13:52:32] <JT-Shop> ebe23, is that the name you registered with?
[13:52:59] <cradek> FredrikHson: that's meant to be used with an encoder, which is a relative device. this lets it interact with the other FO controls in the other guis.
[13:53:28] <cradek> starting at 100% is the intended behavior, and any gui can move it from that value
[13:53:37] <ebe23> ebe23 was the username i have entered in the register form
[13:53:51] <FredrikHson> even tho the docs say counts*scale=FO
[13:54:27] -!-
mhaberler has quit [Quit: mhaberler]
[13:54:43] <mcinquino> I am starting to work on a Hardinge HNC retro. Machine is in pieces and is missing many. I am looking for info on the sequence of operations of the turret. Thinking of replacing air motor with stepper.
[13:55:02] <JT-Shop> ebe23, did you get the conformation email?
[13:55:13] <cradek> mcinquino: the airmotors work great as-is. lots of people have retrofitted these.
[13:55:28] <JT-Shop> mcinquino, there are a couple of examples on the forum
[13:55:40] <JT-Shop> one a rebuild and one a refit with a servo
[13:55:41] <cradek> mcinquino: the turret has absolute position feedback so it's trivial to run with hal/ladder
[13:56:14] <JT-Shop> mcinquino, my config files for my CHNC are on my web site gnipsel dot com
[13:56:39] <cradek> how do CHNC and HNC differ other than original control?
[13:56:45] <cradek> oh encoders I bet
[13:56:55] <JT-Shop> and the spindle drive is different
[13:56:56] <ebe23> @JT-Shop no i did not get a confirmation. I am usin my android tablet fyi
[13:57:25] <mcinquino> I am missing so many parts I think it would be easier to change
[13:57:37] <JT-Shop> ebe23, I don't see your registration can you try again?
[13:58:13] <JT-Shop> mcinquino, rob_h converted his to servo drive and has some info on the forum in CNC machines I think
[13:58:23] <mcinquino> does anyone how the turret lifts? I know it's pnuematically but is it driven by the same valve as the air motor?
[13:58:38] <JT-Shop> yes, at least on the CHNC
[13:58:59] <mcinquino> I will take a look at rob_h.
[13:59:03] <JT-Shop> put some air to it and see
[13:59:53] <cradek> there's one solenoid+motor for "lift and spin"
[14:00:25] <mcinquino> the other is for a stop pin?
[14:00:32] <cradek> yes
[14:00:50] <mcinquino> probably not necessary with a stepper or servo?
[14:00:55] <cradek> you engage that when the feedback says it's in the right place, then you turn off "lift and spin"
[14:01:16] <cradek> mcinquino: the feedback is too coarse. you'd have to reengineer the whole thing to use a stepper.
[14:01:45] <JT-Shop> or use the stop pin...
[14:01:47] <cradek> the stop orients it perfectly to drop into place, it's built in
[14:01:49] <JT-Shop> and stall the stepper
[14:01:52] <cradek> ugh
[14:01:56] <JT-Shop> yea
[14:01:56] <cradek> why?
[14:02:04] <cradek> why fuck it up when it works perfectly?
[14:02:07] -!-
ebe23 has quit [Read error: Connection reset by peer]
[14:02:23] <mcinquino> it's not there
[14:02:36] <cradek> haha
[14:02:40] <cradek> so it doesn't work perfectly then
[14:02:46] <mcinquino> nope
[14:02:51] <JT-Shop> mcinquino, the air motor is missing?
[14:03:00] -!-
ebe23 [ebe23!~androirc@179.Red-80-59-65.staticIP.rima-tde.net] has joined #linuxcnc
[14:03:01] <mcinquino> yes
[14:03:13] <mcinquino> but i have the gear
[14:03:26] <JT-Shop> that's a plus
[14:03:39] <cradek> how about a dc motor
[14:03:40] <mcinquino> was concerned about the lash in the gear drive though
[14:03:48] -!-
Sulfur has quit [Ping timeout: 272 seconds]
[14:03:48] <cradek> it only turns one way
[14:04:14] <mcinquino> that would work if I had the stop or could make a new stop
[14:04:15] <cradek> use the stop and no perfection is required except what's built in to the stop
[14:04:20] <cradek> oh no stop either?
[14:04:42] <cradek> tell us what parts you do have
[14:04:55] <JT-Shop> mcinquino, the stop is under the turret down in the gunky oil/water mix
[14:05:27] <JT-Shop> ebe23, are you still here?
[14:05:53] <mcinquino> i am not sure what the parts are called Kirk Wallace is going to get me a parts list
[14:08:02] -!-
Cylly [Cylly!cylly@p54B1353D.dip.t-dialin.net] has joined #linuxcnc
[14:08:08] <mcinquino> basically most of the stop side was missing as far as I can tell.
[14:08:32] <mcinquino> no valve and one part from a linkage of some sort.
[14:09:23] <mcinquino> hall effect switches are there but who knows if they work? was planning on remaking that.
[14:09:39] -!-
Loetmichel has quit [Ping timeout: 260 seconds]
[14:09:40] <mcinquino> they do not look healthy
[14:10:24] <mcinquino> I am planning on getting some pictures of what I have posted somewhere and to document the rebuild
[14:11:13] <JT-Shop> http://s47.photobucket.com/albums/f163/johnplctech/Hardinge/
[14:18:37] <mcinquino> link broke to Robert Harpham's page
[14:19:57] <pfred1> that went well
[14:20:03] <pfred1> 10:19 -!- Cannot join to channel #fedora (You are banned)
[14:21:02] djgpp is now known as
djdelorie
[14:24:39] <ebe23> Does someone know if there is a german distributor for the mesa cards?
[14:25:38] <awallin> there was a check webshop iirc..
[14:25:52] <cpresser> ebe23: there is one in austria
[14:26:04] <cpresser> cant remember the name right now, but google will help :)
[14:27:24] <ebe23> The one in austria i already found. Must check again if they have my parts
[14:27:51] -!-
kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[14:29:54] <ebe23> I found some servo drive and motor combo. Can someone check out my hardware needs for that?
[14:31:36] -!-
GoSebGo [GoSebGo!~GoSebGo@184-229-35-132.pools.spcsdns.net] has joined #linuxcnc
[14:31:55] <ebe23> I think about a 5i20 or may be a 5i22 anythin io card tending to the 5i20.
[14:33:53] <ebe23> I read the servo drive manual. An they can setup as position, velocity an torque mode. What is the right one for emc?
[14:33:54] Cylly is now known as
Loetmichel
[14:34:58] -!-
mcinquino has quit [Quit: Bye Bye]
[14:42:03] <pfred1> anyone know the latest kernel version I can patch with RTAI?
[14:45:32] <joe9> pfred1: 2.6.38.8
[14:45:39] -!-
pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #linuxcnc
[14:45:40] <joe9> pfred1: with rtai-vulcano
[14:45:41] <pfred1> joe9 thanks
[14:45:49] <pfred1> ah the vulcano
[14:46:02] <pfred1> yeah the vanilla seems to have fallen by the wayside
[14:46:10] <joe9> yes, I could not get anything else to compile.
[14:46:13] <pfred1> 3.8 is from 2010
[14:46:40] <pfred1> so i won't waste my time with this stuff then
[14:47:58] <pfred1> joe9 what distro are you running on?
[14:48:09] <joe9> i wasted mine. i could not even get the kernel used by the livecd to compile.
[14:48:12] <joe9> pfred1: crux
[14:48:28] -!-
ebe23 has quit [Quit: AndroIRC - Android IRC Client (
http://www.androirc.com )]
[14:48:30] <pfred1> I have a custom lenny box here I built
[14:48:44] <pfred1> it is being all it can be
[14:49:10] <joe9> as long as the latency is good and you are happy with the distro, why change?
[14:49:11] <pfred1> but I want to give this new box a shot
[14:49:17] <pfred1> new machine
[14:49:40] <pfred1> that one has issues running axis
[14:50:01] <joe9> what do the latency tests say? kern/latency of rtai.
[14:50:01] <pfred1> I can run tkemc on it but I would like the newer interface maybe I don't know I'd like the option
[14:50:37] <pfred1> I could see the trajectory window coming in handy sometimes
[14:51:59] <pfred1> joe9 I get 18400 on my present build
[14:52:19] <pfred1> I think I have it set to 20K ?
[14:52:32] <joe9> oh, ok.
[14:52:49] <pfred1> it is an issue if I try to go beyond 8th stepping mode limits my top speed
[14:53:02] <pfred1> good up to that though
[14:53:33] <ssi> morn
[14:53:42] <pfred1> good morning!
[14:53:46] <pfred1> really good here
[14:54:40] <ssi> good!
[14:54:53] <pfred1> joe9 I think I borked up my GL libs on that other box but that machine is so low perf I don't see the point in fixing what I think is wrong
[14:55:20] <pfred1> it is a 1 GHz P3
[14:55:21] <ssi> JT-Shop:
http://i47.photobucket.com/albums/f163/johnplctech/Hardinge/ToolHolder.jpg
[14:55:24] <ssi> JT-Shop: holy cow
[14:55:54] <pfred1> but I doubt this box can do RTAI I still want to try
[14:56:07] <joe9> pfred1: if it works. that is cool. i thin i barely got there with a 2.2GHz amd
[14:56:13] <pfred1> the CD image wasn't promising last night
[14:56:18] <ssi> pfred1: I have a via c3 1GHz mini-itx board that's successfully running my g0602 lathe
[14:56:25] <ssi> I don't use software stepping though
[14:56:35] <pfred1> yeah I software step
[14:56:48] <ssi> well there's yer praaaablem :D
[14:56:51] <joe9> pfred1: what is the lowest latency that you are seeing?
[14:57:04] <pfred1> you mean before it spikes?
[14:57:12] <pfred1> heck that box will run a 7000
[14:57:21] <joe9> pfredl, the stepconf wants gnome.ui and that is installing a bunch of stuff.
[14:57:30] <joe9> Is there anyway to configure without using stepconf?
[14:57:54] -!-
Valen has quit [Ping timeout: 246 seconds]
[14:57:54] <joe9> i use a ramdisk so all the gnome install will cost me at some point.
[14:58:03] <joe9> would you know what files it generates?
[14:58:16] <pfred1> joe9 just install gnome but don't run it
[14:58:23] <pfred1> I use fluxbox
[14:58:40] <joe9> this is a headless machine, so, none of that stuff.
[14:58:41] <pfred1> ah the size
[14:59:05] <joe9> it has been installing stuff for the last hour.
[14:59:16] <pfred1> I think my full install messed up is 5.6GB ?
[14:59:21] <pfred1> 5.4 somewhere around there
[14:59:24] <joe9> samba, bonobo, all kinds of stuff.
[14:59:28] <pfred1> like i could pare it down a lot
[14:59:41] <pfred1> but it isn't an issue so I don't bother
[14:59:52] <joe9> do you know what files stepconf writes to?
[15:00:00] <pfred1> your machinename.ini
[15:00:19] <pfred1> but stepconf generates the skeleton for you
[15:00:32] <pfred1> there might be example inis that ship with LinuxCNC
[15:00:49] <pfred1> writing the whole file by hand would be an exercise though
[15:01:16] <pfred1> you'd be better off installing to another system running stepconf then copying the file I'd imagine
[15:01:56] <pfred1> everytime i run stepconf it sets my DISPLAY to axis so I have to edit it I've edited my scale by hand too
[15:02:27] <pfred1> that is as much as I've ever hand edited it
[15:02:45] <joe9> alex4nder: you there?
[15:02:54] -!-
psha [psha!~psha@213.208.162.69] has joined #linuxcnc
[15:02:54] <pfred1> yeah get an ini off someone
[15:03:01] <pfred1> something to start out with
[15:03:44] <pfred1> drop it into the directory and you're on your way
[15:05:39] <pfred1> joe9 here is someone on the forum asking about a g540 ini
http://www.linuxcnc.org/index.php/english/component/kunena/?func=view&id=8130&catid=16
[15:05:52] <pfred1> seems you're going to need a hal file too
[15:06:31] <joe9> ok, thanks.
[15:06:52] <pfred1> stepconf makes initial setup a breeze
[15:07:15] <pfred1> being as i used it I can't help you how not to use it
[15:07:26] -!-
Radium [Radium!~carbon@117.203.11.46] has joined #linuxcnc
[15:08:09] <pfred1> although initially i couldn't figure out how to run it cradek helped me on that note
[15:08:28] <pfred1> you have to execute the file in the scripts directory
[15:09:20] <pfred1> joe9 withut the libs how is axis running?
[15:12:19] <joe9> pfred1: don't know if the axis is running yet.
[15:12:34] <joe9> i hawe the tk stuff and linuxcnc starts up.
[15:12:42] <pfred1> well does it pop up a dialog box looking for your machine's ini?
[15:12:44] <pfred1> ah OK
[15:12:50] <pfred1> yeah tk is all different
[15:12:50] <joe9> stepconf has a requirement/dependency to gnome.ui
[15:13:15] <joe9> and, gnome.ui is a big massive install, it appears.
[15:13:29] <pfred1> if you can get someone with a g540 to give you their files you should be set
[15:13:35] <pfred1> they're just text files
[15:13:59] <pfred1> be smart and make backups
[15:14:26] <joe9> will wait for alex4nder. i have it on raid-1. so, I am probably good on that front.
[15:14:39] <pfred1> good from you editing it and messing it up?
[15:15:44] <joe9> i have backups of the rtai and kernel config files. the rest is just the vanilla install in my case.
[15:24:42] -!-
ysli has quit [Quit: Leaving]
[15:32:42] -!-
Radium has quit [Ping timeout: 252 seconds]
[15:35:08] -!-
pingufan has quit [Quit: Konversation terminated!]
[15:42:38] e-ndy is now known as
e-ndy|afk
[15:43:37] <JT-Shop> http://linuxcnc.org/index.php/english/component/kunena/?func=view&catid=21&id=18951&limit=6&start=6
[15:53:39] <cradek> I've got the idea but unfortunatly I am mising the programming skills.
[15:53:41] <cradek> But probably one of the developers likes the idea?
[15:53:42] <cradek> hahahaha
[15:54:41] <cradek> JT-Shop: thanks for sharing :-)
[16:00:28] <JT-Shop> I thought you would get a kick out of that cradek
[16:00:36] <cradek> :-)
[16:03:49] -!-
ebe23 [ebe23!~androirc@179.Red-80-59-65.staticIP.rima-tde.net] has joined #linuxcnc
[16:06:15] -!-
psha has quit [Quit: Lost terminal]
[16:06:42] -!-
SolarNRG has quit []
[16:07:13] -!-
ebe23 has quit [Client Quit]
[16:08:30] <joe9> there is a Gecko G540 configuration file for Mach3. It is in .xml format. Does linuxcnc have the same config format? can I reuse the mach3 config file with linuxcnc?
[16:08:35] <joe9> http://geckodrive.com/ark-2/support.html?pid=15&id=89
[16:09:02] <cradek> no
[16:09:11] <joe9> ok, thanks.
[16:11:27] -!-
erasmo has quit [Remote host closed the connection]
[16:11:45] <JT-Shop> joe9, is it a basic 3 axis machine?
[16:12:18] <joe9> JT-Shop: yes. it is a taig cnc machine.
[16:12:34] <joe9> i will wait for alex4nder. he uses a similar setup.
[16:12:50] <JT-Shop> any sample config that uses the parallel port will work if you disable the charge pump
[16:15:37] <JT-Shop> ok
[16:20:28] -!-
ve7it [ve7it!~LawrenceG@S0106001c10b7770f.pk.shawcable.net] has joined #linuxcnc
[16:21:27] -!-
n2diy [n2diy!~darryl@h170.244.20.98.dynamic.ip.windstream.net] has joined #linuxcnc
[16:23:56] <JT-Shop> joe9, how much fun is it to wire the connectors for the steppers?
[16:25:19] <archivist> what size cluestick is that!
[16:30:31] -!-
motioncontrol [motioncontrol!~io@host212-78-dynamic.3-79-r.retail.telecomitalia.it] has joined #linuxcnc
[16:38:10] <motioncontrol> good morning.Please want help about the tool change position.On my machine i want go in base position move only z axis.I have impose in in file Tool_change_position= and tool_change_quill_up=1 .In tool change move only z but at position to 0 , can change the z tool change position only ?
[16:39:07] <djdelorie> I don't know the answer, but AFAIK, you should configure your Z so that 0 *is* "up" and the bottom is some negative number
[16:40:30] -!-
FredrikHson [FredrikHson!~Silverwol@90-230-36-147-no43.tbcn.telia.com] has parted #linuxcnc
[16:44:46] <ssi> hrm
[16:46:20] <JT-Shop> motioncontrol,
http://linuxcnc.org/docview/html/config/ini_config.html#_emcio_section_a_id_sub_emcio_section_a
[16:46:41] <JT-Shop> and what djdelorie said
[16:47:02] <ssi> whoa
[16:47:04] <ssi> is that stuff new?
[16:47:23] <JT-Shop> what stuff?
[16:47:28] <ssi> the EMCIO section docs
[16:47:42] <JT-Shop> no, I don't think so
[16:47:42] <ssi> I searched and searched last week for docs on the tool change with spindle on stuff, and couldn't find it
[16:48:05] <JT-Shop> you should have asked the Doc Master :P
[16:48:09] <ssi> I was missing the first underscore in it... I dunno if pncconf got it wrong, or if I somehow removed it, but I dunno :)
[16:48:54] <ssi> these docs look really nice btw
[16:49:17] <motioncontrol> ok thanks
[16:49:31] <JT-Shop> thanks
[16:49:48] <ssi> you best be careful or I might start trying to hire you as a tech writer ):
[16:49:50] <ssi> er, :)
[16:52:13] <djdelorie> sweet! I was looking for tool change config stuff a few days ago...
[16:52:41] -!-
WCMD [WCMD!631cd331@gateway/web/freenode/ip.99.28.211.49] has joined #linuxcnc
[16:52:57] <ssi> ok so I was having a problem with my spindle pid last night... I have to abs my pwm value because the vfd takes a 0-10v signal plus a fwd/rev enable
[16:52:59] <WCMD> is there away to prevent emc from being closed or minimized by an operator?
[16:53:17] <ssi> and I have the problem that if I go from a relatively fast command to a relatively slow command with an S command while spindle is running
[16:53:41] <ssi> I get that sharp transition, and the error goes sharply negative... so much that the PID gives me a negative output, which goes through the ABS, and the spindle actually speeds up
[16:54:10] <ssi> I need a way to limit the bottom end of the PID scale to 0
[16:54:11] <djdelorie> you should use sign(val) to configure fwd/rev, not a separate hal signal
[16:54:31] <djdelorie> i.e. do the pid stuff *first*, *then* split it into the two signals
[16:54:39] <ssi> well that doesn't solve the problem, I still have to send a positive signal to the pwm
[16:55:24] <djdelorie> right, you still need to fix the pid stuff, or tell hal not to do sharp transitions like that. I'm just saying, calculate the velocity as a velocity, split it into speed and direction afterwards
[16:55:39] <ssi> I'm already doing that
[16:55:57] <djdelorie> so why isn't your fwd/rev signal changing to rev when that spike happens?
[16:55:58] <ssi> i don't specifically use sign velocity to drive the enables, I use spindle-cw and spindle-ccw signals, but it doesn't really matter
[16:56:11] <ssi> because I don't want to actually reverse the vfd
[16:56:16] <ssi> I just want to slow it down
[16:56:31] <ssi> it's not a servo spindle, it's a vfd-driven 3ph ac
[16:56:55] <djdelorie> I would have thought there would be a "max acceleration" value for spindles, like there is for axes
[16:57:29] <ssi> not sure, I can check
[16:57:37] <ssi> if so, I can match the accel values to the vfd's accel values
[16:58:02] <thinpete> you can put spindle speed through the limit2 comp
[16:58:09] <djdelorie> JT-Shop: that INI doc, is that (1) comprehensive, and (2) for my default .ini file?
[16:58:11] -!-
syyl_ws [syyl_ws!~sg@p4FD140BD.dip.t-dialin.net] has joined #linuxcnc
[16:58:13] <ssi> thinpete: aha
[16:58:42] <ssi> djdelorie: I have a max accel set to 2.0
[16:58:50] <ssi> which I think in this case would be 2 r/s/s
[16:59:10] <djdelorie> nowhere near a step response :-)
[16:59:10] <ssi> but in halscope if you use S commands on a running spindle, you always get infinite accel changes in the commanded position
[16:59:23] <ssi> so I don't know that that actually works
[16:59:28] <ssi> or if I have it hooked up correctly
[16:59:38] <ssi> how the stuff in the ini interacts with axis is somewhat magic to me
[17:00:11] <ssi> and I see that the fancypants new ini docs don't have a section about [SPINDLE_n]
[17:00:15] <thinpete> limit2 is for rate limiting but you also need a bound on the PID output to limit it to positive numbers
[17:01:14] <ssi> thinpete: ahh I see, I can run my pid.s.output through limit.s to constrain it to positive values and limit the delta V
[17:01:25] <JT-Shop> djdelorie, the link was for motioncontrol but you can use it too :-)
[17:01:59] <thinpete> Yes
[17:02:11] <ssi> thinpete: btw what do you want me to do with my original '49 card?
[17:02:20] <thinpete> send back
[17:02:24] <ssi> ok no problem
[17:02:26] <djdelorie> I mean, if I edit my one main .ini file, is that the documentation I need, or is there more?
[17:03:17] <JT-Shop> that page should cover the INI file with a bit more expansion on this page
http://linuxcnc.org/docview/html/config/ini_homing.html
[17:03:41] <djdelorie> thanks
[17:03:45] <JT-Shop> np
[17:07:33] -!-
sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[17:13:13] -!-
psha [psha!~psha@213.208.162.69] has joined #linuxcnc
[17:18:24] -!-
ktchk [ktchk!~eddie6929@n219079097190.netvigator.com] has joined #linuxcnc
[17:20:16] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has joined #linuxcnc
[17:21:46] -!-
phantoxe has quit []
[17:21:53] -!-
motioncontrol has quit [Quit: Sto andando via]
[17:27:13] -!-
IchGuckLive [IchGuckLive!~chatzilla@95-89-241-192-dynip.superkabel.de] has joined #linuxcnc
[17:27:36] <IchGuckLive> hi all
[17:27:43] <djdelorie> hi
[17:28:25] -!-
demacus has quit [Remote host closed the connection]
[17:28:37] -!-
tom3p has quit [Quit: Ex-Chat]
[17:29:28] -!-
Poincare has quit [Quit: changing servers]
[17:29:41] -!-
Poincare [Poincare!~jefffnode@2001:470:cb24:4::2] has joined #linuxcnc
[17:30:02] -!-
demacus [demacus!~demacus@erft-4d07f25d.pool.mediaWays.net] has joined #linuxcnc
[17:30:55] <alex4nder> joe9: I'm here now.
[17:34:27] <joe9> alex4nder: can you please give me your config?
[17:34:32] <joe9> the linuxcnc config
[17:34:39] <pfred1> the ini and hal files
[17:34:49] <joe9> pfred1: thanks for that.
[17:34:52] <alex4nder> joe9: I'll be back at the shop in a couple of hours...
[17:34:52] <pfred1> np
[17:35:02] <alex4nder> joe9: but just use the wizard, that's how I generated mine
[17:35:09] <pfred1> he can't no gnome
[17:35:09] <alex4nder> I didn't do anything special.
[17:35:13] <alex4nder> dude
[17:35:17] <alex4nder> stop trying to piss up a rope
[17:35:30] <pfred1> alex4nder just give him yours
[17:35:38] <joe9> alex4nder: the wizard has no setting for "gnd".
[17:35:39] <alex4nder> you make your life so much harder than it needs to be by trying to customize everything bfore you get it working.
[17:35:41] <IchGuckLive> joe what do you need ? witch mashine configuration
[17:36:00] <joe9> pfred1: i am using the linuxcnc cd to get the stepconf up.
[17:36:09] <pfred1> joe9 heh
[17:36:28] <IchGuckLive> joe9: tewll me your poinlayout
[17:36:36] <joe9> pfred1: but, i find that the parallel port setup of stepconf does not match up to the g540 manual.
[17:36:44] <IchGuckLive> joe9: tell me your pinlayout
[17:36:49] <pfred1> yeah you're going to have to go through it all
[17:36:56] <alex4nder> it's not this hard
[17:37:06] <pfred1> I just used the default on my machine
[17:37:12] <joe9> IchGuckLive: the g540 manual
http://www.geckodrive.com/images/fck_uploads/G540 REV8 Manual.pdf sasy that the pin out is
[17:37:14] <pfred1> I made the default my default
[17:37:23] <alex4nder> the G540 is just X Y Z A ...
[17:37:26] <joe9> on page 7
[17:37:59] <joe9> the Pin 10 - 13, is the Digital Input 0 - 3, correct?
[17:38:09] <IchGuckLive> yes
[17:38:34] <joe9> the pin 14 of the spec is VFD PWM
[17:38:53] <joe9> what would be the equivalent in stepconf.
[17:39:03] <IchGuckLive> the 4th axis is A or C
[17:39:42] <alex4nder> joe9: you're not using VFD
[17:39:46] <joe9> IchGuckLive: the Pin 14 of the DB-25 pinout in the G540 spec is "VFD PWM"
[17:39:53] <joe9> alex4nder: yes, I am not.
[17:39:58] <joe9> can I leave it as unused?
[17:40:04] <alex4nder> yup
[17:40:15] <joe9> pin 15 is "Fault"
[17:40:21] <IchGuckLive> yes you can all what you want
[17:40:40] <IchGuckLive> joe9: are you now configuration yourself or do you need files
[17:40:41] <joe9> is it the same as "ESTOP in" of stepconf?
[17:41:00] <joe9> IchGuckLive: if you can give the files, that would be great.
[17:41:11] <joe9> IchGuckLive: i am using Gecko G540
[17:42:07] * pfred1 is so happy he has his autoraise and focus follows mouse!
[17:42:25] <pfred1> I hate click to focus
[17:42:31] <joe9> pfred1: i like that too. I use that in xmonad
[17:42:40] <pfred1> oh it drives me up the wall
[17:42:44] <djdelorie> I have focus follows, but not autoraise. My desktop would be a wild zoo if the windows started moving on their own...
[17:43:01] <alex4nder> I use a mac.
[17:43:04] <alex4nder> herp derp.
[17:43:05] <pfred1> once you do autoraise and autofocus it is addictive
[17:43:19] * djdelorie wants focus-follows-eyes
[17:43:20] <joe9> alex4nder: pin 17 of the spec is GND. whereas, there is no GND in stepconf.
[17:43:22] <pfred1> I usually set it up so single click activates too
[17:43:33] <IchGuckLive> joe9:
http://www.onel.se/all_files/gecko_g540.html
[17:43:34] <pfred1> because double clicking is spastic
[17:43:35] <joe9> i also like keyboard switching of windows.
[17:43:37] <alex4nder> joe9: GND isn't an assignable pin.. it's just ground.
[17:43:48] <pfred1> djdelorie I got it in xfce
[17:44:00] <djdelorie> focus follows what you're looking at?
[17:44:03] <joe9> IchGuckLive: thanks.
[17:44:05] <pfred1> oh eyes
[17:44:07] <djdelorie> independent of mouse or keyboard?
[17:44:20] <pfred1> yeah we'll have to work on that
[17:44:31] <djdelorie> I want the window focus to follow MY focus ;-)
[17:44:33] <pfred1> like the HUD in attack helicopters
[17:44:40] <joe9> i mean using the keyboard to move focus instead of using the mouse.
[17:44:52] <pfred1> the guns go where they look
[17:45:31] <pfred1> now i have to get rid of this lockward stuff
[17:45:58] <pfred1> if someone comes in my garage I'm not going to be too worried if they're accessing my machine
[17:46:18] <joe9> alex4nder: is "FAULT (input to PC)" of Pin 15 == "ESTOP in" of stepconf?
[17:46:48] -!-
Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[17:46:59] <alex4nder> joe9: sure
[17:47:04] <joe9> IchGuckLive: in your configuration, why do you have "Y direction" inverted?
[17:47:28] <joe9> and why do you have "Y step" twice? is it ok to do that? I do not use the 4th axis.
[17:47:57] <Tom_L> http://www2.electronicproducts.com/Intelligent_servo_drive_features_compact_size-article-BPJH07_May2012-html.aspx
[17:48:16] <IchGuckLive> i got 2 y motors
[17:48:32] <pfred1> IchGuckLive cool I'm setting up twin X and twin Y
[17:49:09] <alex4nder> joe9: the inverted axis depends on your wiring.. the taig's X and Y axis are 'bakwards' to each other
[17:49:31] <alex4nder> Tom_L: cool
[17:51:11] <djdelorie> odd thought: is there any need/desire for a "micro mill" desktop toy? Something with the smallest weakest servos, embedded driver, and parallel port connector, *just* for helping develop/test linuxcnc ?
[17:51:38] <Thetawaves> kickstarter had some projects like that
[17:51:40] <pfred1> djdelorie that is what a lot of people make initially
[17:51:43] <djdelorie> maybe a desktop lathe too
[17:51:54] <Thetawaves> they are crap though
[17:51:55] <pfred1> pretty much what I'm making
[17:52:10] <djdelorie> it wouldn't *cut* anything, just move the axes around so you can see them
[17:52:14] <Thetawaves> pfred1, yours is much sturdier than the reprap style machines people are making
[17:52:27] <djdelorie> I'm thinking a 6" square size, runs off a wall wart
[17:52:40] <pfred1> yeah like use floppy disk drive motors
[17:52:43] <Thetawaves> yeah, look at kickstarter
[17:53:50] <pfred1> djdelorie check these out
http://www.pololu.com/catalog/product/1182
[17:53:55] <pfred1> the cheapest!
[17:53:57] <ReadError> alex4nder
[17:54:05] <ReadError> they said the handles have to be factory installed :((
[17:54:15] <alex4nder> nah
[17:54:16] <ReadError> so i think ill go with dual shaft motors+handles
[17:54:24] <alex4nder> that doesn't make any sense
[17:54:30] <ReadError> yea it didnt to me either
[17:54:34] <ReadError> thats what taig told them
[17:54:34] <alex4nder> I've taken them off , and installed them, on my mill.
[17:54:42] <djdelorie> don't even need a driver chip, just two n-mosfets
[17:54:46] <alex4nder> the handles and the CNC adapters use the same interface.
[17:54:59] <alex4nder> ReadError: they misunderstood, or they're lying to you... taig shipped my unit with both.
[17:55:06] <alex4nder> from the factory
[17:55:08] <pfred1> djdelorie that is really hard on LinuxCNC to make all the phase steps
[17:55:20] <pfred1> it can do it
[17:55:30] <ReadError> do stepper motor have a heavy cog?
[17:55:34] <ReadError> or they move pretty easy
[17:55:35] <alex4nder> they have detents
[17:55:37] <pfred1> not little ones
[17:55:58] <pfred1> the bigger they are the more they cog
[17:56:06] <djdelorie> pfred1: I was thinking, one mcu or fpga to drive it all
[17:56:12] <alex4nder> ReadError: the couplers on the taig are a held on with a single locking nut.
[17:56:25] <pfred1> djdelorie they already make ICs to do this stuff
[17:56:28] <djdelorie> instead of one $12 card per stepper
[17:56:36] <djdelorie> trying to minimize total cost
[17:56:48] <djdelorie> make them cheap enough to be worth the cost, since they're not going to be able to cut anything
[17:56:55] <pfred1> yeah cheapest driver chips are about $4 or so but transistors still cost
[17:57:01] <djdelorie> 0.50 each
[17:57:11] <pfred1> the chinese tb6560 boards are hard to beat for the price
[17:57:16] <ReadError> what are some good dual shaft motors for a smaller mill?
[17:57:28] <pfred1> $22 for a 3 axis board plugs right into your parallel port
[17:57:39] <pfred1> I mean plug it in and go
[17:57:51] <pfred1> I like vexta motors
[17:57:59] <alex4nder> ReadError: vexta PK266-02Bs
[17:58:04] <pfred1> yupper right there
[17:58:05] <alex4nder> would be the right choice
[17:58:56] <pfred1> I have the unipolar ones of those
[17:58:58] <alex4nder> the PK266-02As are half the price.
[17:59:17] <pfred1> is that the unipolar ones?
[17:59:24] <djdelorie> the tb6560 chip is only $6 too...
[17:59:28] <alex4nder> pfred1: it's the single shaft out the front ones
[17:59:33] <pfred1> check digikey?
[17:59:44] <djdelorie> that's digikey single-unit price
[17:59:48] <pfred1> last i saw Tb6560 ICs they were $.17
[17:59:53] <pfred1> 4.16
[17:59:54] <alex4nder> haha
[18:00:03] <pfred1> this keyboard is kind of stiff
[18:00:28] <pfred1> djdelorie I made my own drivers out of Tb6560s
[18:00:33] <djdelorie> digikey isn't always the cheapest place to buy parts
[18:00:39] <pfred1> but the chinese boards are so cheap it isn't worth the trouble today
[18:00:48] <pfred1> maybe i got mine at mouser?
[18:01:09] <pfred1> check mouser for them
[18:01:39] <djdelorie> wait, one chip per motor... now it's 3x the cost
[18:01:57] <pfred1> yeah one chip just does one motor but they do 3.5 A a phase
[18:02:03] <pfred1> you don't need anything like that
[18:02:20] <djdelorie> nope. One cpld for $3 and a handful of jellybean mosfets
[18:02:30] <pfred1> but with sequencers onboard they don't get much cheaper
[18:02:57] <pfred1> I made a half stepping sequencer out of TTL ICs
[18:03:05] <pfred1> let me find that schematic
[18:03:49] <djdelorie> 2N7002 - 0.38 each, down to 4.5 cents on a reel, 300mA, probably enough for a toy
[18:05:24] <pfred1> http://img718.imageshack.us/img718/646/hsoptos.png
[18:05:38] <pfred1> TTL half stepping sequencer
[18:05:39] <djdelorie> add a $10 fpga or $5 cpld, done!
[18:05:52] <djdelorie> or a $6 MCU
[18:05:56] <alex4nder> yes
[18:06:16] <djdelorie> with a $10 fpga, you could put the mcu *in* it, and get all the custom driver hardware for "free" :-)
[18:06:21] <pfred1> I have piles of old TTL ICs so free for me
[18:06:53] -!-
kb8wmc has quit [Ping timeout: 246 seconds]
[18:08:06] <djdelorie> spartan 3ANs even have ttl-compatible inputs, just need a protection diode to allow 5V tolerance
[18:08:29] <pfred1> thing is a real motor driver has PWM
[18:08:39] <pfred1> so you can get real performance out of it
[18:08:56] <IchGuckLive> SORRY i wars off
[18:09:00] <pfred1> you can do it with transistors but it is involved
[18:09:29] <IchGuckLive> i usa in all 26 nmahines i got tb6560
[18:09:35] <djdelorie> it's a toy, it doesn't need "real" motor drive, and you can pwm a transistor.
[18:09:45] -!-
kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[18:09:51] <alex4nder> you might as well do it in a uC, unless you're doing an FPGA learning kit.
[18:09:58] <pfred1> yeah I've made flat out transistor drivers
[18:10:08] <djdelorie> but the real question is, how cheap does it have to be, that it's worth the price *just* to debug linuxcnc ?
[18:10:15] <pfred1> evne with current limiting resistors
[18:10:33] <alex4nder> djdelorie: anyone debugging linuxcnc has a mill, or some LEDs and a parallel port.
[18:10:40] <alex4nder> and a scope
[18:10:41] <IchGuckLive> the tb6560 boards 3axis are below35USD
[18:10:42] <djdelorie> alex4nder: for me, fpga and mcu are essentially the same effort-wise, the electronics aren't my problem :-)
[18:10:45] <pfred1> I'm telling you today if people want cheap they get one of them chinese 3 axis boards and even at that they have trouble
[18:11:05] <alex4nder> djdelorie: well that's assuming you're the only one using it.
[18:11:12] <alex4nder> I thought you wanted something to sell.
[18:11:14] <CareBear\> pfred1 : the TB board doesn't look bad at all
[18:11:18] <djdelorie> no, just the only one designing it :-)
[18:11:28] <pfred1> CareBear\: if you know what you're doing they're great
[18:11:34] <IchGuckLive> on this boards you need to start linuxcnc first if the axis is not running and you give power to the board its gone
[18:11:35] <djdelorie> I don't *debug* linuxcnc in the shop, I debug it in my office, I *run* it in my shop
[18:11:50] <alex4nder> djdelorie: well anyone who was interested enough to buy it, would want to be able to tweak it.. if you introduce an FPGA, you all of a sudden have to deal with FPGA bullshit
[18:11:56] <alex4nder> like, bad Windows development tools
[18:12:09] <alex4nder> djdelorie: yah, you put LEDs and a scope in your office.
[18:12:14] <djdelorie> alex4nder: sell the board as part of a kit perhaps. I don't use Windows for FPGA development anyway
[18:12:24] <djdelorie> I'm thinking this is something between LEDs and a real machine
[18:12:25] <pfred1> CareBear\ the downside to the chinese boards is the documentation
[18:12:34] <pfred1> I mean they speak chinese
[18:12:52] <djdelorie> so, for example, you could test path setup and *see* the path, or test homing and limits, or test tool change position, etc.
[18:12:57] -!-
Tom_L has quit []
[18:13:22] <CareBear\> pfred1 : I immediately found the Toshiba datasheet for the driver, which is in english
[18:13:31] <djdelorie> it would have a breakout header for all the signals you'd want to check on a scope or logic analyzer, too, I suppose
[18:13:36] <pfred1> CareBear\ evne it is a little misleading
[18:13:37] -!-
GH-1234 [GH-1234!~Miranda@p4FEB4B81.dip0.t-ipconnect.de] has joined #linuxcnc
[18:13:52] <pfred1> CareBear\ take the maximum input voltage with a grain of salt
[18:13:56] <CareBear\> djdelorie : what are you about to design? a mockup machine with a pen, for debugging?
[18:13:59] <djdelorie> CareBear\: if you look up the chip on digikey, they have a link to the datasheet too
[18:14:13] <djdelorie> CareBear\: yes, a desktop debugging tool
[18:14:16] <CareBear\> nod
[18:14:21] <pfred1> CareBear\ I run mine at 24V in and no problems I've heard prople crank them to the "32" claimed and they have problems
[18:14:31] <alex4nder> djdelorie: I'd be far more interested in a board that received step and direction, and acted as a virtual mill, that drew the path on the screen.. so I could perform automated testing and analysis of my mill code/system in extreme circumstances.
[18:14:48] <alex4nder> or whatever
[18:14:58] <djdelorie> you mean, something that had a parallel port on one side, and say USB on the other?
[18:15:31] <alex4nder> right, but with accurate timestamping, and possibly the ability to test closed loop scenarious
[18:15:34] <pfred1> CareBear\ this is my driver
http://www.youtube.com/watch?v=cgbeyNNBZ68
[18:15:37] <alex4nder> basically a smart USB logic analyzer.
[18:15:57] <alex4nder> less physically interesting, more interesting for developing and testing.
[18:15:58] <CareBear\> alex4nder : you could do it with the OLS hardware
[18:16:01] <alex4nder> CareBear\: yup
[18:16:40] <pfred1> I'd like to see LinuxCNC come with xoscope and instructions on building the input amps for it
[18:17:00] <pfred1> I bet that'd help out a lot of new users
[18:17:27] <archivist> pfred1, it comes with halscope
[18:17:39] <pfred1> archivist can you probe with halscope?
[18:18:00] <archivist> probe what
[18:18:24] <pfred1> your actual pin outputs
[18:19:20] <archivist> it sees your hal pins, you need an external scope to actually see voltages
[18:19:55] <pfred1> archivist all I know is I'd have been lost trying to build my machine without a real scope
[18:20:26] <pfred1> but i know most people all they have is a multimeter
[18:20:41] <pfred1> you can't really tel lthem OK go out and buy a scope
[18:20:53] <Thetawaves> why do you need a scope?
[18:20:58] <archivist> multimeter is good enough for a lot of problems
[18:21:16] <djdelorie> scope gives you voltage and timing
[18:21:18] <pfred1> it is you can see if a pin is high or low
[18:21:41] <Thetawaves> in what situations would that information be necessary to configure or debug?
[18:21:42] <pfred1> but you're not going to track down like noise problems with it
[18:21:58] -!-
ktchk [ktchk!~eddie6929@n219079097190.netvigator.com] has parted #linuxcnc
[18:22:02] <pfred1> I used mine to setup my step pulse width
[18:22:09] <Thetawaves> ahhh
[18:22:25] <pfred1> what emc told me was going on wasn't exactly what I saw
[18:22:28] <archivist> you can see your pulse widths with halscope
[18:22:35] <Thetawaves> a lot of people buy the driver and so have the timing specifications right there
[18:22:48] <Thetawaves> archivist, i assume he wants to look at distortion at higher speeds
[18:22:59] <pfred1> not it was at all speeds
[18:23:04] <pfred1> the width was just wring
[18:23:08] <pfred1> wrong
[18:24:43] <pfred1> OK lunch time
[18:24:46] <Thetawaves> so what was wrong with your machine that made you discover this?
[18:24:54] <pfred1> it didn't run
[18:25:00] <pfred1> bbiab
[18:27:53] <JT-Shop> Tom_itx, that's funny
[18:28:35] <gene_> I have to agree, that is a good comeback
[18:29:16] <gene_> but I have an abs.0in(out) problem, its a black hole, npthing comes out
[18:30:05] <ssi> abs.0.in I hope
[18:30:52] <gene_> I have this in my hal:
[18:30:53] <gene_> et spindle-cmd <= motion.spindle-speed-out => abs.0.in
[18:30:55] <gene_> net spindle-abs-speed <= abs.0.out => pwmgen.0.value
[18:31:10] <gene_> s/b net etc above
[18:31:53] <gene_> according to halmeter, nothing comes backoutof abs, does it need a thread assignment?
[18:32:33] <gene_> answered my own question I think...
[18:32:36] <IchGuckLive> <- Todays styrocut smalltest
http://www.youtube.com/watch?v=i4X4BPrT6Ws
[18:33:11] <IchGuckLive> this is one cut al including in one ngc
[18:35:01] <ssi> gene_: yes that's right :)
[18:36:09] <gene_> by golly, I'll learn how to write a hal file from scratch yet
[18:37:11] <gene_> Now if I can get Arturos C41 card to work, its being difficult. Is any one else using one of those?
[18:41:50] -!-
Tom_L [Tom_L!~Tom@ip24-255-188-203.ks.ks.cox.net] has joined #linuxcnc
[18:42:16] Tom_L is now known as
Guest83786
[18:42:19] -!-
Guest83786 [Guest83786!~Tom@ip24-255-188-203.ks.ks.cox.net] has parted #linuxcnc
[18:44:41] <Tom_itx> JT-Shop, ??
[18:47:09] -!-
sumpfralle has quit [Ping timeout: 252 seconds]
[18:47:26] -!-
IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 10.0.2/20120216080748]]
[18:48:50] <gene_> silly Q, the virtual machine is at rest, should I be seeing a lot of noise in the encoder-position--interpolated?
[18:52:04] -!-
ktchk [ktchk!~eddie6929@n219079097190.netvigator.com] has joined #linuxcnc
[18:53:16] <Tom_itx> if i convert from emc to linuxcnc 2.5 do the config files (ini, hal) remain the same or do i need to make some mods to them
[18:53:36] -!-
phantoxe [phantoxe!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[18:53:51] <Tom_itx> just loaded the iso kimk posted to try
[18:53:52] <cradek> that depends. check out the bottom of the page
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?UpdatingTo2.5
[18:54:14] <Tom_itx> i started over from scratch
[18:54:35] -!-
maximilian_h [maximilian_h!~bonsai@f051140244.adsl.alicedsl.de] has joined #linuxcnc
[18:55:35] <Tom_itx> so i presume all the name fixes were incorporated into it
[18:55:36] <WCMD> does anyone know if there is a way to lock emc2 from being minimized or exited
[18:55:59] <cradek> if so it would not be specific to the linuxcnc application, since those are window manager functions.
[18:56:20] <cradek> it is such an unusual desire that I suspect the answer is no
[18:57:26] <WCMD> could i edit the screen to remove the buttons?
[18:57:28] <ssi> gene_: I'm using a C41 for my little lathe
[18:58:03] <cradek> those buttons are not part of the linuxcnc application at all.
[18:58:07] <ssi> I need to add pulldowns (or maybe pullups) to it, because when I shut down axis the spindle goes to full-speed reverse :)
[18:58:33] <cradek> be aware that AXIS uses more than one window, so disabling the window manager is not something you want to do.
[18:58:40] <ssi> I guess I should say when I shut down the hal layer that is
[18:59:24] <WCMD> is there a full screen mode where the buttons aren't visible similar to mozilla in fullscreen?
[18:59:25] <cradek> ssi: you should have your hardware set up so that when the mesa watchdog bites, everything becomes safe. then you get a safe exit in all cases.
[18:59:49] <cradek> WCMD: no, and if there was you'd have problems with AXIS's popup windows such as touch off.
[19:00:12] -!-
Radium [Radium!~carbon@117.203.11.46] has joined #linuxcnc
[19:01:38] -!-
uwe_ has quit [Ping timeout: 265 seconds]
[19:02:19] -!-
sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[19:03:21] -!-
uwe_ [uwe_!~uwe_@dslb-088-066-186-052.pools.arcor-ip.net] has joined #linuxcnc
[19:06:43] -!-
ktchk [ktchk!~eddie6929@n219079097190.netvigator.com] has parted #linuxcnc
[19:08:57] -!-
Radium has quit []
[19:11:13] <ssi> cradek: I know I SHOULD do it that way
[19:11:19] <ssi> cradek: but getting around to it is a different story :)
[19:11:25] <cradek> understand :-)
[19:11:43] <ssi> cradek: on the HNC, the only issue I have in that regard is on exit, my turret solenoid signals float and it pops up and rotates a quarter turn
[19:11:44] <cradek> the idea of the watchdog makes me happy
[19:12:06] <cradek> hm, that could be a bit crashy couldn't it
[19:12:15] <ssi> yes, definitely has the potential to be
[19:12:21] <ssi> I'm gonna pulldown those signals soon
[19:12:22] <ssi> maybe tonight
[19:12:36] <ssi> cradek: have you had issues with your tachs at all?
[19:12:50] <cradek> I think I took apart and cleaned one of them
[19:13:01] <ssi> I cleaned my X tach, but it's still somewhat unhappy
[19:13:05] <cradek> I had some trouble getting Z stable
[19:13:12] <ssi> I get about 10% voltage differential between the two directions
[19:13:13] <cradek> can you describe unhappy?
[19:13:21] <cradek> ah
[19:13:26] <ssi> run the axis one way at 60ipm, it generates 19v, the other way at 60ipm generates 17v
[19:13:34] <ssi> it's worse at speed, 3ips gives me like 70/63v
[19:13:45] <ssi> (and it's really 70/-63)
[19:14:04] <ssi> anyway, in tuning the x axis, the error values center around a non-zero bias
[19:14:10] <alex4nder> ssi: magnetic sensors?
[19:14:13] <cradek> something makes me think there's a way to adjust that. rotate the brushes maybe??
[19:14:18] <alex4nder> i.e. variable reluctors
[19:14:29] <cradek> you know the whole base part where the brushes mount
[19:14:30] <ssi> cradek: you mean rotate them 90 degrees within their housing?
[19:14:32] <ssi> or swap them
[19:14:37] <ssi> oh rotate the housing?
[19:14:44] <cradek> I think you can rotate them with respect to the permanent magnets
[19:14:48] <ssi> hm
[19:15:03] <cradek> ... I might be pulling that from a dark place though
[19:15:10] <ssi> I'm gonna pull the X tach out tonight and screw with it
[19:15:22] <ssi> I can chuck it up in a drill and measure output voltages
[19:16:47] <cradek> I bet KimK would know
[19:21:10] <Tom_itx> KimK, is the iso you posted supposed to install linuxcnc 2.5? after running the install, all i have on the dropdown menus are the docs
[19:22:21] <Tom_itx> has anybody else tried the iso yet?
[19:22:37] <Tom_itx> http://linuxtracker.org/index.php?page=torrent-details&id=58c3d84f5124725969bbbc24b1c8cad291ebbcb4
[19:22:41] <Tom_itx> the one in question
[19:24:36] <cradek> you mean the CNC menu?
[19:24:59] <cradek> what entries are on it?
[19:25:30] <Tom_itx> listed under 'Other' i have 4 doc files
[19:25:31] <pfred1> Tom_itx I tried it but as soon as I selected latency test in the menu my machine froze
[19:25:31] <Tom_itx> that's it
[19:25:50] <cradek> do you have a CNC menu?
[19:25:53] <Tom_itx> no latency test no launcher for linuxcnc like the old one
[19:25:56] <Tom_itx> cradek, no
[19:26:08] <pfred1> I used the torrent
[19:26:20] <cradek> what's the md5sum of the iso you got?
[19:26:51] <Tom_itx> how do i determine that?
[19:26:56] <cradek> md5sum isoname.iso
[19:27:28] <Tom_itx> from windows or linux?
[19:28:13] <Tom_itx> lemme check
[19:28:52] <pfred1> I'll check mine here
[19:29:45] <Tom_itx> i don't have the iso on the linux pc
[19:30:00] <pfred1> I'm ftping mine over up got it
[19:30:22] <pfred1> 3177b657d3a6826954ab377232b556f9 ubuntu-10.04-linuxcnc2-i386.iso
[19:30:40] <cradek> that is correct:
http://linuxcnc.org/index.php/english/download/21?task=view
[19:30:41] <ssi> I'm writin' me up some ugly python cam code :D
[19:31:07] <pfred1> cradek yeah but mine worked :P
[19:31:22] <cradek> yes but it tells us the torrent is good
[19:31:26] <cradek> that's nice to know
[19:31:29] <pfred1> it is
[19:32:02] <pfred1> I'm going to try to do a custom build in Fedora but that is going to take me some time
[19:32:08] <cradek> ssi: I can't get google to tell me how to balance a tacho.
[19:32:36] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[19:32:42] <pfred1> I finally got my window manager how I like it
[19:33:01] * pfred1 is very particular you must understand ...
[19:33:28] <pfred1> now I'm reading about yum?
[19:33:30] <cradek> ask joe9 before you decide to start that... :-/
[19:34:00] <ssi> cradek: hrm
[19:35:37] <Tom_itx> cradek, is that the checksum for the one KimK posted for 2.5?
[19:35:45] <cradek> yes
[19:35:54] <pfred1> I got mine off the torrent
[19:36:00] <Tom_itx> so did i
[19:36:18] <pfred1> well your torrent might have went bad?
[19:36:26] <pfred1> but the torrent itself is good?
[19:36:33] <Tom_itx> it installed linux
[19:36:40] <Tom_itx> and the linuxcnc docs
[19:36:40] <pfred1> when you boot up the disk can check itself
[19:36:50] <Tom_itx> i'll try that
[19:36:56] <pfred1> it is in the menu
[19:36:56] <Tom_itx> would be alot quicker
[19:37:04] <pfred1> that blue box
[19:37:46] <pfred1> I've had them that failed checks but sort of worked
[19:39:34] <pfred1> I'm dying to latency test this box I was so bummed last night when the CD didn't do it
[19:39:59] <pfred1> so I'll build an RTAI kernel for this thing
[19:40:32] <pfred1> but I haven't run RH in about 7 years so I'm a little rusty ...
[19:41:39] -!-
Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[19:42:07] <Tom_L> 3177b657d3a6826954ab377232b556f9 ubuntu-10.04-linuxcnc2-i386.iso
[19:42:37] <Tom_itx> so the iso appears good
[19:42:49] <pfred1> Tom_itx then it must be you :)
[19:43:16] <Tom_itx> it comes up with an install screen with 2 options
[19:43:25] <pfred1> I don't know I didn't run it long enough to know much about it i just found latency test on the menu hit it crashed and rebooted
[19:43:31] <Tom_itx> try ubuntu 10.04 LTS or install it
[19:43:42] <pfred1> well I ran live
[19:43:47] <pfred1> I didn't install it
[19:44:00] <pfred1> which I'm hoping is why it didn't work for me
[19:44:02] <Tom_itx> ok, so can someone else confirm the install?
[19:44:26] <pfred1> I've heard live works and live doesn't
[19:44:40] <cradek> live works
[19:44:51] <pfred1> cradek well it didn't here
[19:44:52] <cradek> perhaps you got a bad burn, Tom_itx
[19:45:03] <pfred1> he did the disk check
[19:45:12] <cradek> ah
[19:45:12] <Tom_itx> i'll select the 'try' option and see what i get
[19:45:17] <cradek> then I don't know
[19:45:29] <pfred1> I've had disk checks fail and used them anyways
[19:45:41] <pfred1> the problems can be subtle
[19:45:47] <Tom_itx> it's on an atom 525 that i previously had emc on
[19:46:28] <Tom_itx> ok, with the 'try' option i get cnc listed
[19:46:40] <Tom_itx> with the install i don't
[19:46:42] <pfred1> running live?
[19:46:45] <Tom_itx> yes
[19:46:53] <Tom_itx> someone may wanna look into that
[19:46:55] <pfred1> interesting
[19:47:12] <pfred1> yeah it was there for me too but like i said I never installed it
[19:47:25] <pfred1> I wanted a quick latency test
[19:47:35] <Tom_itx> and linuxcnc comes up ok with the live cd
[19:48:12] <Tom_itx> i can reinstall it again and see
[19:48:12] <Tom_itx> but i could do that for a week and get nowhere too :)
[19:48:35] <pfred1> yeah they say the definition of insanity is doing the same thing over and over and expecting a different outcome
[19:48:57] <Tom_itx> gotta reboot. brb
[19:49:53] -!-
psha has quit [Quit: Lost terminal]
[19:52:31] -!-
vladimirek has quit [Remote host closed the connection]
[19:52:35] -!-
Tom_L has quit [Ping timeout: 246 seconds]
[19:52:42] -!-
Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[19:53:23] -!-
Tom_itx has quit [Disconnected by services]
[19:53:27] Tom_L is now known as
Tom_itx
[19:53:38] -!-
zlog has quit [Ping timeout: 240 seconds]
[19:54:41] -!-
zlog [zlog!~zlog@ip24-255-188-203.ks.ks.cox.net] has joined #linuxcnc
[19:55:04] <Tom_itx> logger[psha]
[19:57:31] -!-
Radium [Radium!~carbon@117.203.11.46] has joined #linuxcnc
[19:57:35] <Tom_itx> i'll try it once more
[20:03:23] <pfred1> OK time to take a red magic marker to the Windows Vista sticker on this box
[20:05:26] <joe9> alex4nder you at your shop?
[20:05:42] <joe9> alex4nder: do you have access to the config (hal and ini files) now
[20:06:10] <ReadError> joe9: you got the vexta PK266-02Bs ?
[20:06:29] <joe9> ReadError: no
[20:07:12] <joe9> ReadError: what is that?
[20:07:38] <joe9> i posted my bom yesterday. if you are serious about taig, work off of it.
[20:07:46] <joe9> I spent a lot of time coming up with that list.
[20:08:03] -!-
Nick001-Shop [Nick001-Shop!~chatzilla@wlk-barre-208-103-141-92.dynamic-dialup.coretel.net] has joined #linuxcnc
[20:08:15] <Tom_itx> cradek, do you know anybody successfully installing from the new iso yet?
[20:08:24] <joe9> if not, check with ichgucklive, he always has a cheaper option for almost anything.
[20:09:30] <Tom_itx> all i get after booting from the cd is 'Try UBUNTU 10.04 LTS' or 'Install UBUNTU 10.04 LTS'
[20:09:50] <joe9> "try .." does not work.
[20:09:57] <Tom_itx> with the 'try' i get the CNC menu but with the install i don't
[20:09:59] <joe9> i use that iso and it works for me.
[20:10:02] <pfred1> you can try
[20:10:14] <Tom_itx> i did 'try' and linuxcnc started up
[20:10:30] <Tom_itx> the install didn't install it, however it did install the docs
[20:10:48] <pfred1> well there you go
[20:10:49] <joe9> oh, i did not install it with the iso cd.
[20:10:56] <joe9> i just "try" it from there.
[20:11:09] <pfred1> when I tried it my machine instantly froze
[20:11:25] <Tom_itx> i have the old one i could reinstall and update but this 'should' work
[20:11:26] <pfred1> as soon as I picked latency test off the menu
[20:11:28] <joe9> it spins the motors for me.
[20:11:37] <joe9> and, the latency test works for me.
[20:11:59] <pfred1> I'll try building an RTAI kernel and see what happens
[20:12:17] <joe9> pfred1: then, go with the 2.6.38.8 and vulcano.
[20:12:24] <joe9> that is the only combo that worked for me.
[20:12:39] <joe9> do not bother with the kernel on the linuxcnc site. it would not compile for me.
[20:12:43] <pfred1> joe9 right now i have to setup a dev environment on this box I don't think it has one
[20:13:09] <pfred1> no i get a generic off kernel.org then patch it
[20:13:26] <joe9> and, then the big trouble would be with the latency readings and the custom kernel/rtai configurations
[20:13:48] <joe9> yes, checkout ketchup. it will help in downloading the kernel release from kernel.org
[20:14:06] <pfred1> I just hit their ftp
[20:14:13] <joe9> get the kernel .config and rtai config from linuxcnc or cradek.
[20:14:24] <joe9> and work off of them.
[20:14:26] <pfred1> not a bad idea
[20:14:30] <joe9> if you want mine, I can post them.
[20:14:37] <pfred1> always fun to grep configs
[20:14:38] <joe9> but, they are heavily customised
[20:14:54] <joe9> and will (atleast the kernel config) only work with my hardware
[20:15:23] <joe9> i did not have much luck with either linuxcnc or cradek's configs with the latency readings.
[20:15:26] <Tom_itx> also, on the install 'steps' it goes thru the first 5 then skips to 7 fwiw
[20:15:28] -!-
maximilian_h [maximilian_h!~bonsai@f051140244.adsl.alicedsl.de] has parted #linuxcnc
[20:15:40] <pfred1> Tom_itx heh
[20:15:51] <joe9> be prepared to get your hands dirty with the configs.
[20:15:52] <Tom_itx> I WANT 6 dammit!
[20:15:55] <pfred1> like in monty python and the holy grail 1 2 4
[20:17:57] <pfred1> joe9 it took me a while to tune my other custom build
[20:18:21] <pfred1> there are something like 1300 options in a kernel config these days
[20:18:45] <pfred1> wc -l .config
[20:18:45] <Tom_itx> next i'll try the script from the website
[20:18:46] <joe9> it took me almost (or, maybe more) a week to get mine done. but, I had no experience with rtai/linuxcnc.
[20:19:52] <pfred1> I need to go upstairs and turn that box back on the tree idiots knocked my power out this morning working in front of my house
[20:20:21] <pfred1> it has my nfs share dir on it with some notes
[20:21:29] <pfred1> joe9 when I did my first custom build it took me about a week to setup the whole machine
[20:22:02] <pfred1> it don't happen overnight
[20:24:53] <pfred1> yea I finally found a package I want!
[20:26:18] <joe9> the Gecko G540 gets hot and the motors are pretty warm.
[20:26:31] <pfred1> put a fan on the g540
[20:26:38] <joe9> oh, ok.
[20:26:46] <pfred1> the motors are going to get hot
[20:27:12] <pfred1> hotter than pretty warm holding they're going to get hotter than running
[20:27:25] <pfred1> but your g540 has hold current control
[20:27:51] <joe9> the g540 is hotter than the motors, in my case. just holding it. had them idling.
[20:27:59] <pfred1> steppers are goofy they draw the most power at rest
[20:28:47] <pfred1> it is because of that they they eventually stall out of you run them fast enough they can't draw enough power to keep going
[20:29:32] <pfred1> which is why servos are so popular
[20:32:31] <cradek> ok I installed the linuxcnc2 cd and everything works perfectly
[20:32:52] <pfred1> so its just Tom?
[20:32:55] <cradek> the cnc menu is there, with all the expected entries, and linuxcnc runs fine
[20:33:15] <pfred1> now I wish I'd installed it here
[20:34:28] <Tom_itx> cradek, what screen do you get when you begin the install?
[20:34:48] <Tom_itx> mine shows the languages and the 2 options to try or install
[20:34:53] <cradek> I'm also happy to see that you can still install on a 4GB disk and have plenty of room left
[20:35:09] <cradek> I picked English, then the install option
[20:35:14] <Tom_itx> same
[20:35:25] <Tom_itx> still no CNC menu
[20:35:28] <Tom_itx> 3rd try
[20:35:45] <Tom_itx> what folder does it install to?
[20:35:49] <cradek> that is very hard to understand
[20:35:52] <Tom_itx> maybe i can see if the files are there
[20:35:57] <Tom_itx> the docs are there
[20:35:58] <cradek> dpkg -L linuxcnc
[20:36:18] -!-
kb8wmc has quit [Ping timeout: 252 seconds]
[20:36:24] <Tom_itx> they are listed under 'other'
[20:36:27] <Tom_itx> the docs that is
[20:36:27] <pfred1> I'm looking for that command in Fedora
[20:37:08] <Tom_itx> says it is not installed
[20:37:30] <pfred1> can you apt-get it?
[20:37:42] <pfred1> try apt-get install linuxcnc
[20:37:43] <cradek> it says linuxcnc is not installed!?
[20:37:48] <Tom_itx> yes
[20:37:54] <cradek> you've got something really wrong
[20:37:55] <Tom_itx> however the docs are
[20:38:01] -!-
kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[20:38:02] <Tom_itx> :)
[20:38:07] <Tom_itx> no shit sherlock
[20:38:15] <pfred1> Tom_itx try to apt-get it
[20:38:18] <Tom_itx> the checksum is good
[20:38:21] -!-
WCMD has quit [Ping timeout: 245 seconds]
[20:38:40] <Tom_itx> pfred1, i'm not worried about it, i want to verify the iso is good
[20:38:46] <cradek> how trusted is your hardware? have you let memtest run for a few cycles?
[20:38:50] <Tom_itx> on more than a couple systems
[20:38:54] <pfred1> I'm just curious if it'd work
[20:39:00] <Tom_itx> cradek, i was using emc on it
[20:39:10] <Tom_itx> just decided to clean the hdd and try the iso
[20:39:20] <Tom_itx> i can go back to the old one any time
[20:39:47] <Tom_itx> i've got everything backed up (ini, hal etc)
[20:40:02] <cradek> sudo dpkg -C
[20:40:43] -!-
phantone [phantone!~destroy@a95-92-89-24.cpe.netcabo.pt] has joined #linuxcnc
[20:40:43] <cradek> maybe it's your cd drive or something weird like that. or you ran out of space during the install. or your hard disk is going off.
[20:40:47] <Tom_itx> nothing
[20:40:57] <Tom_itx> it's a brand new hdd
[20:41:07] <Tom_itx> save for the previous emc install
[20:41:08] <cradek> ok so totally untrusted
[20:41:19] <pfred1> yeah like they never made a bad HDD
[20:41:24] <Tom_itx> :)
[20:41:27] <Tom_itx> i'm aware of that
[20:41:35] <Tom_itx> however everything else works
[20:41:39] -!-
phantoxe has quit [Disconnected by services]
[20:41:40] * pfred1 had this Quantum Fireball once ...
[20:41:41] <cradek> any evidence of hard disk problems in dmesg?
[20:41:42] phantone is now known as
phantoxe
[20:41:57] <pfred1> it was aptly named that's for sure
[20:42:27] <cradek> pfred1: my horror memory is the 1GB seagate barracudas all our customers had
[20:42:40] <cradek> scsi drives, big ugly white fish on them
[20:42:47] <pfred1> yeah I've had a spotty relationship with seagate too
[20:42:50] <Tom_itx> i'm no linux guru however i don't see anything unusual
[20:43:03] <Jymmm> cradek: They make GREAT coasters!
[20:43:42] <Tom_itx> i can try the ssd
[20:44:03] <Tom_itx> it's also new
[20:44:10] <Tom_itx> just mostly for testing stuff
[20:44:16] <cradek> Tom_itx: not sure what to tell you except experiment/troubleshoot. your iso is ok because you can md5sum it. nothing other than that is sure.
[20:44:37] <Tom_itx> i'll burn another iso
[20:44:39] <Jymmm> boot the iso in a VM
[20:44:41] <Tom_itx> from a fresh download
[20:44:44] <pfred1> do the apt-get
[20:44:53] <cradek> don't download again if you have an iso with the right md5sum
[20:44:55] <pfred1> oh do you know about unetbootin?
[20:44:57] <cradek> that's silly
[20:45:05] <pfred1> Tom_itx you don't have to waste CDs
[20:45:21] <pfred1> if you have a USB flash drive you can use it
[20:45:29] <Jymmm> Tom_itx: Just boot the iso you have in a virtual machine.
[20:45:29] <Tom_itx> 8G
[20:45:47] <pfred1> yeah install unetbootin and feed it the iso
[20:45:53] <pfred1> worked here
[20:46:22] <pfred1> its dead simple to do
[20:46:53] <Tom_itx> i don't see how that's gonna fix anything
[20:47:01] <pfred1> it'll save you a CD
[20:47:20] <djdelorie> CDs are cheaper than your time
[20:47:22] <pfred1> be warned anything on the flash drive gets erased
[20:47:31] <Tom_itx> duh
[20:47:36] <pfred1> well ...
[20:47:54] <pfred1> ah my fedora expert is here
[20:48:10] <pfred1> djdelorie is there a command that lists the files of an installed package?
[20:48:21] <djdelorie> rpm -ql <package>
[20:48:25] <pfred1> ta!
[20:48:48] <pfred1> I'm reading about yum and it mentions rpm in passing but nothing comprehensive
[20:49:16] <pfred1> exactly what I needed
[20:49:35] <djdelorie> rpm manages individual pacakges, yum manages dependencies and the remote repositories
[20:49:54] <pfred1> gotcha as soon as you said it I rememberd it
[20:50:01] <pfred1> it's been a loooong time
[20:50:16] <pfred1> I bet I still have my RPM cheat sheet someplace
[20:50:27] <pfred1> I have to dig it up
[20:56:07] <pfred1> I just love editing files that begin with # DO NOT EDIT THIS FILE
[20:59:47] -!-
kb8wmc has quit [Ping timeout: 246 seconds]
[21:02:30] -!-
skunkworks has quit []
[21:04:06] -!-
kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[21:05:07] <ssi> pfred1: you just love breaking the rules, that's all
[21:05:22] <pfred1> ssi I am following different rules
[21:05:37] <pfred1> bbiab I hope
[21:05:50] -!-
pfred1 has quit [Quit: Lost terminal]
[21:08:18] -!-
atom1 [atom1!~tom@ip24-255-188-203.ks.ks.cox.net] has joined #linuxcnc
[21:09:28] -!-
FinboySlick has quit [Quit: Leaving.]
[21:12:52] <DJ9DJ> gn8
[21:13:31] -!-
DJ9DJ has quit [Quit: bye]
[21:18:24] -!-
pfred1 [pfred1!~pfred1@unaffiliated/pfred1] has joined #linuxcnc
[21:21:04] <pfred1> who wants to see the ugly picture I just made?
[21:22:26] -!-
Radium has quit []
[21:25:15] -!-
n2diy has quit [Quit: Ex-Chat]
[21:31:26] -!-
syyl_ws has quit [Quit: Verlassend]
[21:41:31] -!-
sumpfralle has quit [Ping timeout: 276 seconds]
[21:48:04] <ssi> what's the highest #xxx variable you can use before you start to interact with linuxcnc's internal magic registers?
[21:49:32] -!-
atom1 has quit [Quit: Leaving]
[21:49:52] <Tom_itx> well the script seems to have worked
[21:49:59] <Tom_itx> after the iso failed
[21:52:30] <alex4nder> hey
[21:52:43] <ssi> alex4nder: my lathecam is coming along
[21:52:46] <alex4nder> joe9: do you still want those configurations?
[21:52:53] <alex4nder> ssi: cool, what're you hacking on first?
[21:52:59] -!-
Fox_Muldr has quit [Ping timeout: 265 seconds]
[21:53:11] <ssi> alex4nder: a combination of a simple post-processor transducer and some simple operations
[21:53:22] <ssi> I'm working on a rough_od function first
[21:53:24] <ssi> it's simple enough
[21:53:39] <alex4nder> cool
[21:54:03] <ssi> I have some fancy magic where you ask for a sub and the post keeps track of what O-number it is, and when you close that sub it handles the close block, etc
[21:54:21] <ssi> also I have fancy magic where you can push modals, and then later pop them to restore an earlier modal state if there was one
[21:54:50] -!-
Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01f2ec.pool.mediaWays.net] has joined #linuxcnc
[21:57:04] -!-
sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[22:05:21] -!-
GH-1234 has quit [Quit: Miranda IM! Smaller, Faster, Easier.
http://miranda-im.org]
[22:08:28] -!-
bedah has quit [Quit: Ex-Chat]
[22:09:50] -!-
Jim_ [Jim_!~jsr@in-184-1-129-79.dhcp.embarqhsd.net] has joined #linuxcnc
[22:11:43] -!-
sumpfralle has quit [Ping timeout: 246 seconds]
[22:14:01] <mhaberler> ssi: ever looked at M70-M73?
[22:22:15] <ssi> no, but that would have saved me some work :)
[22:29:30] -!-
sumpfralle [sumpfralle!~lars@31-16-21-63-dynip.superkabel.de] has joined #linuxcnc
[22:53:40] -!-
micges [micges!~micges@egg216.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[23:00:16] <alex4nder> fner
[23:06:39] -!-
GoSebGo has quit [Quit: Bye]
[23:06:58] -!-
GoSebGo [GoSebGo!~GoSebGo@184-229-35-132.pools.spcsdns.net] has joined #linuxcnc
[23:12:55] -!-
Jim_ has quit [Remote host closed the connection]
[23:18:05] -!-
jsr [jsr!~jsr@in-184-1-129-79.dhcp.embarqhsd.net] has joined #linuxcnc
[23:23:48] -!-
mhaberler has quit [Quit: mhaberler]
[23:23:51] -!-
Valen [Valen!~Valen@ppp121-45-171-96.lns20.syd6.internode.on.net] has joined #linuxcnc
[23:25:30] -!-
seb_kuzminsky [seb_kuzminsky!~seb@184-96-167-189.hlrn.qwest.net] has joined #linuxcnc
[23:27:50] -!-
kb8wmc has quit [Ping timeout: 246 seconds]
[23:31:28] <ssi> hrm are polar notation moves only valid in XY plane?
[23:31:33] <ssi> or do they apply to whatever plane you're in
[23:31:44] <cradek> only xy
[23:31:44] -!-
kb8wmc [kb8wmc!~chatzilla@nat.mtp.cmsinter.net] has joined #linuxcnc
[23:32:05] <ssi> also, does the weird behavior about spindle synchronized motion not working in G18 still exist?
[23:32:31] <cradek> I don't know what you mean. more details?
[23:33:07] <ssi> I've run into issues before where if i'm in XZ plane (which I usually am as I'm lathing), and I try to do a G33 or G33.1 synchronized move, I get some error about it not being possible in XZ plane
[23:33:19] <ssi> and I have to remove my G18 word (or perhaps set G17?) in order to do the motion
[23:34:03] <cradek> g33.1 only taps in Z
[23:34:14] <cradek> I think you might be confusing two things? are you thinking about drill cycles?
[23:34:23] <ssi> maybe I'm thinking about drill cycles
[23:34:25] <cradek> g33 can go in any direction
[23:34:43] <cradek> if in G18, a drill cycle is fine, but it must be in the Y direction
[23:34:51] <cradek> G18 G81 Z... makes no sense
[23:35:03] <ssi> it makes sense in the context of a lathe
[23:35:32] <cradek> in linuxcnc you have to be in G17 to do a drill cycle in Z
[23:35:44] <ssi> I guess the concept is that the drill cycle always moves orthogonal to the selected plane?
[23:35:54] <cradek> but then you can do it in X too (in G19, like peck parting)
[23:36:02] <cradek> yes exactly
[23:36:04] <ssi> that's fair enough I suppose, just seems odd
[23:36:10] <cradek> you're not the only one to say so
[23:36:41] <ssi> well I've gotten confused in the past, because being in G18 means drill cycles don't work and being in G17 means my arcs don't work
[23:36:48] <cradek> "if there is no Y axis and you are in G18 and you do a drill cycle, pretend you're in G17 and move Z" is something we could do but haven't because it's a bit nasty
[23:36:51] <ssi> and the right answer is that I can just set G17 for the drill and then set it back
[23:36:54] <ssi> but I'm not always that smart
[23:37:20] <ssi> and yeah that is nasty
[23:37:24] <cradek> yep you've got the idea, and I agree it seems weird as a lathe user
[23:37:39] <ssi> because what if you have a lathe with adjustable height axis (probably doesn't exist but what the hey)
[23:37:45] <ssi> and that height axis would possibly be Y
[23:37:48] <ssi> and then your drill code doesn't work
[23:37:51] <cradek> yes
[23:38:23] <cradek> it's hard to make a gcode dialect that makes sense for every machine - the weirder the machine the weirder it gets
[23:38:32] <ssi> yeah
[23:38:37] -!-
GoSebGo has quit [Quit: Bye]
[23:38:40] <cradek> in master we have pluggable interpreters and it's possible to have some interpreter divergences in the future
[23:39:13] <cradek> lathes are kind of weird in several ways - diameter mode is another
[23:39:18] <cradek> we do have that, though
[23:39:29] -!-
syyl_ has quit [Quit: Leaving]
[23:56:16] -!-
Nick001-Shop has quit [Quit: ChatZilla 0.9.88.1 [Firefox 11.0/20120312181643]]
{kind=link}
{kind=link}
{kind=link}
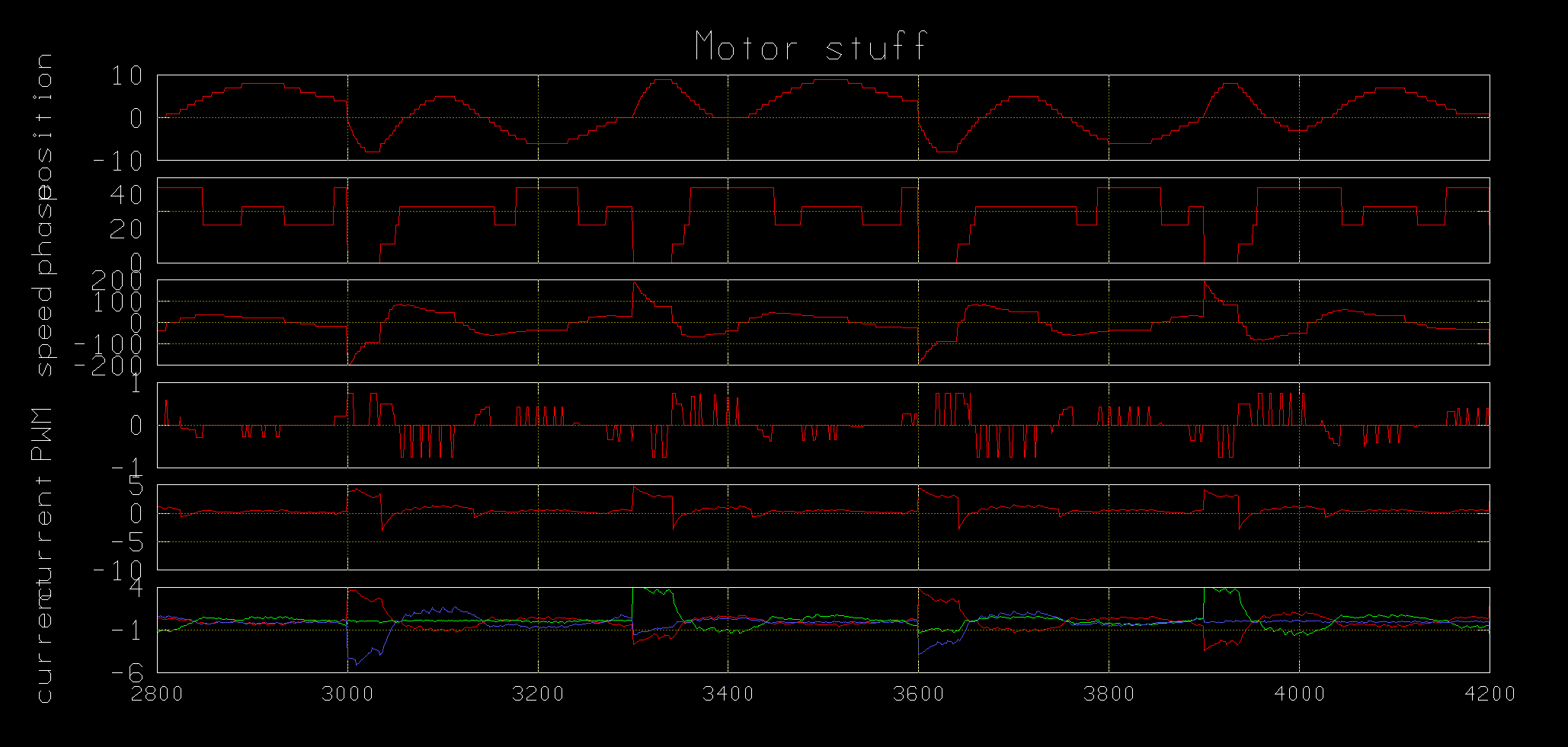{kind=link}
{kind=link}
{kind=link}