Back
[00:00:52] -!-
SluggoX [SluggoX!~Sluggo@pool-71-101-121-143.tampfl.dsl-w.verizon.net] has joined #emc
[00:01:01] -!-
FinboySlick [FinboySlick!~FinboySli@74.117.40.9] has joined #emc
[00:01:24] <FinboySlick> Yay, I'm running gcode at last!
[00:02:44] -!-
RandyInFLA has quit [Ping timeout: 260 seconds]
[00:03:56] -!-
theorb [theorb!~theorb@91.84.53.6] has joined #emc
[00:04:01] -!-
theorbtwo has quit [Ping timeout: 240 seconds]
[00:04:06] theorb is now known as
theorbtwo
[00:08:13] -!-
Tech_Talk [Tech_Talk!~quassel@ip70-178-238-227.ks.ks.cox.net] has joined #emc
[00:10:38] -!-
Birdman3131 has quit [Ping timeout: 240 seconds]
[00:11:45] -!-
SluggoX has quit [Ping timeout: 255 seconds]
[00:14:13] -!-
Tech_Talk has quit [Read error: Connection reset by peer]
[00:19:57] -!-
Birdman3131 [Birdman3131!~quassel@ip70-178-238-227.ks.ks.cox.net] has joined #emc
[00:20:47] -!-
PCW has quit [Quit: ChatZilla 0.9.87 [Firefox 3.6.13/20101203075014]]
[00:25:15] -!-
crazy_imp has quit [Ping timeout: 255 seconds]
[00:26:36] -!-
SluggoX [SluggoX!~Sluggo@pool-71-101-121-143.tampfl.dsl-w.verizon.net] has joined #emc
[00:27:02] -!-
crazy_imp [crazy_imp!~mj@a89-182-246-204.net-htp.de] has joined #emc
[00:28:41] -!-
OoBIGeye has quit [Ping timeout: 276 seconds]
[00:32:46] -!-
Tech_Talk [Tech_Talk!~quassel@ip70-178-238-227.ks.ks.cox.net] has joined #emc
[00:33:40] <FinboySlick> Hmmm, how would I go about knowing what pwm value is being output to my spindle control while running? I found a way to read the RPM but I don't know how to associate it to a pwm value.
[00:33:59] <FinboySlick> (hopefully something I can get off an Axis window)
[00:34:15] -!-
Birdman3131 has quit [Ping timeout: 255 seconds]
[00:34:45] -!-
OoBIGeye [OoBIGeye!~kent@81-231-97-123-no48.tbcn.telia.com] has joined #emc
[00:45:41] Tech_Talk is now known as
Birdman3131
[00:51:21] -!-
OoBIGeye has quit [Ping timeout: 255 seconds]
[00:51:57] -!-
OoBIGeye [OoBIGeye!~kent@81-231-97-123-no48.tbcn.telia.com] has joined #emc
[00:55:42] -!-
L84Supper has quit [Ping timeout: 246 seconds]
[00:57:12] -!-
OoBIGeye has quit [Ping timeout: 255 seconds]
[00:57:26] -!-
OoBIGeye [OoBIGeye!~kent@81-231-97-123-no48.tbcn.telia.com] has joined #emc
[00:58:06] -!-
Techrat has quit [Ping timeout: 255 seconds]
[01:06:50] -!-
SluggoX [SluggoX!~Sluggo@pool-71-101-121-143.tampfl.dsl-w.verizon.net] has parted #emc
[01:08:52] -!-
kljsdfhklj_ [kljsdfhklj_!~ln@187.55.45.103] has joined #emc
[01:08:52] -!-
kljsdfhklj has quit [Read error: Connection reset by peer]
[01:08:54] kljsdfhklj_ is now known as
kljsdfhklj
[01:10:13] -!-
Techrat [Techrat!~TRat@unaffiliated/techrat] has joined #emc
[01:15:19] -!-
FinboySlick has quit [Quit: Miranda IM! Smaller, Faster, Easier.
http://miranda-im.org]
[01:18:34] -!-
i_tarzan has quit [Ping timeout: 260 seconds]
[01:20:06] -!-
i_tarzan [i_tarzan!~i_tarzan@189.242.244.79] has joined #emc
[01:27:12] -!-
FinboySlick [FinboySlick!~shark@74.117.40.9] has joined #emc
[01:27:39] <FinboySlick> Well... recording a 2 flute cut didn't really come up with a good measure of RPM :P
[01:41:16] <pcw_home> If you want a good signal for a tach, taping a 1/2 black 1/2 white paper strip on the shaft and using a photo sensor would be better
[01:41:18] <pcw_home> or spin a small magnet and pick up the signal with a coil of wire (or earbud )
[01:43:30] <pcw_home> a coil of wire would around a magnet will work as well to pick up the flutes passing by (basically a electric guitar pickup)
[01:52:29] <FinboySlick> pcw_home: I'm pretty short on electronics components at the moment else the photosensor would have been my first bet. I don't have any safe way of holding a magnet to the spindle at the types of speed I can measure (or a magnet small enough for such).
[01:52:58] <FinboySlick> The 'guitar pickup' idea is pretty interesting though.
[01:53:40] <pcw_home> I suspect that easiest to cobble together
[01:53:47] <pcw_home> thats
[01:54:36] <FinboySlick> pcw_home: You think my arduino could pick up the signal directly?
[01:54:44] <pcw_home> pro
[01:55:02] <pcw_home> probably not without amplification
[01:55:09] <FinboySlick> I might have an old opamp somewhere.
[01:56:03] <pcw_home> or just wire it into the microphone input on a PC
[01:56:46] <FinboySlick> pcw_home: Another thing I thought about would be the tape/color idea by using the arduino as a strobe.
[01:57:06] <FinboySlick> LEDs should be fast enough, no?
[01:57:25] <FinboySlick> Then again, I suspect it'd need some pretty precise timing.
[01:59:20] <pcw_home> Use EMC to generate a square wave drive to your LED, set the led up so the flutes block the light and adjust EMCs frequency till the beat frequency goes to 0
[02:00:23] <pcw_home> (visually)
[02:02:11] <FinboySlick> pcw_home: Hmm. My approach would be to pulse the light 266 times per second and adjust the spindle speed with emc instead.
[02:02:56] <FinboySlick> Giving me a value for 7980 rpm
[02:07:27] <pcw_home> If you tape a 1/2 white 1/2 black band around the shaft You might be able to see the dim red/blue bands at 7200 RPM (120 Hz) 14400, 21600 etc
[02:08:03] <pcw_home> (if you have flourescent lighting)
[02:10:37] <pcw_home> also assuming you have 60 Hz power
[02:11:31] <FinboySlick> pcw_home: That's probably what I'll end up doing. No fluorescent light yet but I guess I could just grab a bulb.
[02:11:57] <FinboySlick> This is really just to calibrate the pwm spindle singnal to an actual speed.
[02:24:59] -!-
L84Supper [L84Supper!~ly@unaffiliated/l84supper] has joined #emc
[02:43:02] -!-
tlab [tlab!~tlab@c-98-223-20-74.hsd1.in.comcast.net] has joined #emc
[02:43:09] -!-
tlab has quit [Remote host closed the connection]
[02:49:12] -!-
skunkworks_ [skunkworks_!~chatzilla@str-bb-cable-south2-static-6-78.dsl.airstreamcomm.net] has joined #emc
[03:00:42] -!-
FinboySlick has quit [Quit: Leaving.]
[03:00:49] -!-
chester88 has quit [Ping timeout: 252 seconds]
[03:26:59] -!-
SteveStallings [SteveStallings!~Steve@wsip-70-168-134-18.dc.dc.cox.net] has joined #emc
[03:27:18] SteveStallings is now known as
steves_logging
[03:30:39] -!-
chester88 has quit [Ping timeout: 255 seconds]
[03:30:52] -!-
vladimirek [vladimirek!~vladimire@bband-dyn79.178-41-183.t-com.sk] has joined #emc
[03:56:07] -!-
chester88 has quit [Quit: Leaving.]
[04:39:23] -!-
Calyp has quit [Quit: Leaving]
[04:53:06] -!-
El_Matarife [El_Matarife!~El_Matari@adsl-68-88-194-246.dsl.rcsntx.swbell.net] has joined #emc
[05:03:01] -!-
ve7it has quit [Remote host closed the connection]
[05:15:58] -!-
Valen has quit [Quit: Leaving.]
[06:22:15] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #emc
[06:30:21] -!-
pjm__ [pjm__!~pjm@uhfsatcom.plus.com] has joined #emc
[06:33:48] -!-
pjm has quit [Ping timeout: 255 seconds]
[06:45:40] -!-
vladimirek has quit [Remote host closed the connection]
[06:58:18] -!-
isssy has quit [Quit: Visitor from www.linuxcnc.org]
[07:55:58] <Gensor> anyone up?
[08:12:33] -!-
Cblack [Cblack!~Cblack@S010600179a7a7301.va.shawcable.net] has joined #emc
[08:37:24] <adb> later
[08:37:51] <Gensor> later
[08:50:16] <mrsunshine_> hmm, the thing that you use to steady the material in the tailstock, what is it called?
[08:50:40] <Gensor> ?
[08:51:23] <mrsunshine_> http://en.wikipedia.org/wiki/File:HwacheonCentreLathe-tailstock-mask_legend.jpg the part sticking out of T5
[08:51:27] <awallin> http://www.lathes.co.uk/latheparts/index.html
[08:51:28] <mrsunshine_> what is it called in english ?
[08:51:39] <mrsunshine_> ahh center :P
[08:51:41] <mrsunshine_> simple enough =)
[08:51:45] <awallin> a "centre" or maybe a "center" :)
[08:52:51] <mrsunshine_> anyhow, been looking at buying a new one as the bearings is shot in mine, gonna fix it up but have to get all the bearings changed in it .. so there is 0.01 runout and 0.008 runout and even 0.005... is the 0.008 one realy worth 3x the price from 0.01 ? :P
[08:52:58] <mrsunshine_> as its only 0.002 from 0.01 ? :P
[08:53:02] <Gensor> are you guys up on encoders and logic circuits?
[08:56:15] <awallin> Gensor: just ask, someone will bite :)
[08:56:51] <Gensor> i doubt it... but will try
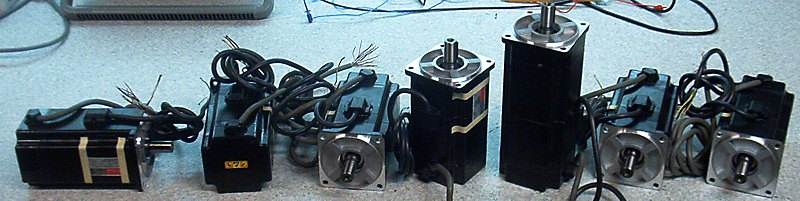
[08:58:08] <Gensor> I am trying to understand the 14 or so wires coming out of my sanyo denki servo with absolute encoder and hall
[08:58:47] <Gensor> sanyo appears to assign 5v to red, and gnd to black which I have two black wires, one being a heaver gage than the rest
[08:59:35] <Gensor> I have a breadboard with leds and 330ohm resistors, but am having difficulty getting the circuit correct to see the signal steps
[08:59:45] <Gensor> please help
[09:03:02] <Gensor> all but one led lights up with output wires->330ohm->LED-ground when red is attached to +5v, however they still light up with the two black wires not connected to anything
[09:04:06] <Gensor> voltage on all output signals are 3.51volts with one being 3volts
[09:10:59] <awallin> do you also have a separate brake on the motor. the brake usually has two heavy gage wires?
[09:11:14] <Gensor> no brake
[09:11:20] -!-
e-jones [e-jones!~jkastner@ip-84-242-102-36.net.upcbroadband.cz] has joined #emc
[09:11:22] <awallin> the hall sensor usually wants pull-up resistors on the outputs
[09:11:35] <Gensor> 4700ohm
[09:12:02] <Gensor> pls define circuit pls
[09:13:02] <awallin> well you would need to know which outputs are encoder outputs and which ones are hall-outputs first
[09:13:37] <awallin> Gensor: something like this:
http://www.anderswallin.net/wp-content/2006_02cnc/servos.jpg
[09:13:44] <awallin> ?
[09:15:14] <Gensor> yes... something like that. well, lets assume I have an educated guess which ones are hall. please help with pull up resistors and how they fit in the circuit
[09:15:38] <Gensor> and assume I have a sacrifical servo
[09:15:52] <awallin> the hall-outputs usually require a resistor from the output to +5V.
[09:16:25] <Gensor> well, thats where I have the 330ohm and a led
[09:16:57] <Gensor> whoops... maybe not
[09:17:00] <awallin> right, so you need another resistor which pulls the output up. the led would then be normally on, and switch off sometimes
[09:17:11] <Gensor> what size of res
[09:17:56] <awallin> 1k or 10k or something. not so critical
[09:21:33] <Gensor> hmmm in progress
[09:24:07] <Gensor> what happens if I dont know which are the hall
[09:25:54] <awallin> with +5V you shouldm't damage the encoder... maybe
[09:27:14] <awallin> I should have documented the wiring on my sanyo motors on the blog... now I can't find a pinout/wiring note...
[09:29:05] <Gensor> I am having similar results. will check voltage
[09:33:53] <Gensor> no significant change
[09:37:25] -!-
factor has quit [Read error: Connection reset by peer]
[09:39:01] <awallin> Gensor: if you look at page 3 of this datasheet, does your wire-colors match at all?
http://www.granitedevices.fi/assets/files/servomotors.pdf
[09:43:20] <Gensor> not fully. my two color wires are white instead of black
[09:43:42] <awallin> Gensor: the sanyo P5 wiring is described in a pdf downloadable from here:
http://www.cnczone.com/forums/servo_drives/13909-surplus_motors-5.html
[09:44:26] <Gensor> nope... have read that also.
[09:45:01] <awallin> I would try with two black wires to GND, two red wires to +5V, and looking with a scope or multimeter on the encoder wires while you slowly turn the motor
[09:45:24] <Gensor> hehehe
[09:46:04] <Gensor> no scope here :(
[09:47:05] <awallin> anyway the encoder outputs should not need pullups or anything, the square wave ttl should be there on the outputs. the hall-wires might need pullups
[09:48:14] <Gensor> thanks for the help... I will continue to play after some sleep
[09:49:07] <Gensor> Black
[09:49:07] <Gensor> blue/white
[09:49:07] <Gensor> Blue
[09:49:07] <Gensor> Yellow/White
[09:49:07] <Gensor> Yellow
[09:49:07] <Gensor> Orange/White
[09:49:08] <Gensor> Orange
[09:49:08] <Gensor> Brown/White
[09:49:09] <Gensor> Brown
[09:49:09] <Gensor> Red/White
[09:49:10] <Gensor> Red
[09:49:10] <Gensor> Green
[09:49:11] <Gensor> Black
[09:49:11] <Gensor> Black/White
[09:49:12] <Gensor> Green/White
[09:50:51] <Gensor> the last three (less the black do behave differently)
[09:52:43] <Gensor> whoops. red/white, black/white, and green/white do behave differently
[09:54:19] <Gensor> g_ensor@hotmail.com if you find something useful. Thanks again.
[09:54:51] -!-
factor [factor!~factor@74.197.205.204] has joined #emc
[10:05:27] <Gensor> awallin...you still there
[10:08:16] <awallin> yeah... from time to tome
[10:08:41] <Gensor> on your motors. do you have a heavier gage wire, and what color is it
[10:09:40] <awallin> I don't have them here... brake is obviously heavy gage, maybe +5V and GND. but the encoder/hall signals are all the same I think
[10:11:25] <Gensor> P50B07020DXA02M Sanyo Denki Hurata flavor
[10:14:08] <awallin> motor windings and case-ground are obviously heavier, but you knew that :)
[10:14:45] <Gensor> oh well.... another day
[10:19:37] -!-
e-jones has quit [Quit: Ex-Chat]
[10:34:01] -!-
kljsdfhklj_ [kljsdfhklj_!~ln@200-138-243-104.fnsce704.dsl.brasiltelecom.net.br] has joined #emc
[10:36:21] -!-
kljsdfhklj has quit [Ping timeout: 255 seconds]
[10:36:22] kljsdfhklj_ is now known as
kljsdfhklj
[11:35:53] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #emc
[11:45:08] -!-
nullie [nullie!~nullie@nullie.telenet.ru] has joined #emc
[11:46:53] -!-
isssy has quit [Quit: Visitor from www.linuxcnc.org]
[11:47:22] -!-
Calyp [Calyp!~Caly@unaffiliated/calyptratus-tzm] has joined #emc
[11:53:40] -!-
DaViruz has quit [Ping timeout: 260 seconds]
[12:13:21] -!-
steves_logging has quit [Ping timeout: 240 seconds]
[12:13:33] -!-
kljsdfhklj has quit [Ping timeout: 255 seconds]
[12:19:04] -!-
kljsdfhklj [kljsdfhklj!~ln@187.7.62.112] has joined #emc
[12:26:50] -!-
nullie has quit [Quit: Ex-Chat]
[12:29:45] -!-
kljsdfhklj has quit [Ping timeout: 255 seconds]
[12:34:56] -!-
kljsdfhklj [kljsdfhklj!~ln@189.75.0.136] has joined #emc
[12:42:40] -!-
mrsunshine_ has quit [Ping timeout: 260 seconds]
[12:48:25] -!-
redwil [redwil!~kali@CPE0014bf00b46d-CM00159a04800e.cpe.net.cable.rogers.com] has joined #emc
[12:51:25] -!-
logger[mah] has quit [Ping timeout: 260 seconds]
[12:54:20] -!-
skunkworks_ has quit [Ping timeout: 260 seconds]
[13:02:21] -!-
Valen [Valen!~Valen@ppp121-45-190-216.lns6.syd7.internode.on.net] has joined #emc
[13:24:09] -!-
logger[mah] [logger[mah]!~loggermah@burgi.mah.priv.at] has joined #emc
[13:32:05] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #emc
[13:42:45] <JT-Shop> after all these years I'm finally putting up door seals on the garage doors :/ and it is hot outside
[13:44:27] -!-
kljsdfhklj has quit [Ping timeout: 255 seconds]
[13:49:21] -!-
Cblack has quit [Ping timeout: 240 seconds]
[13:49:30] -!-
skunkworks_ [skunkworks_!~chatzilla@184-158-33-241.dyn.centurytel.net] has joined #emc
[13:50:12] -!-
kljsdfhklj [kljsdfhklj!~ln@187.52.146.128] has joined #emc
[13:51:24] -!-
e-jones [e-jones!~jkastner@ip-84-242-102-36.net.upcbroadband.cz] has joined #emc
[13:59:04] -!-
isssy has quit [Quit: Visitor from www.linuxcnc.org]
[14:10:22] <Tom_itx> JT-Shop, the only time you fix a house all up is when you're gonna sell it
[14:10:35] <Tom_itx> go figure
[14:11:44] <elmo40> ya, go figure
[14:12:53] <elmo40> fix it now, use it. take care of it. saves spending more money later. everything goes up in price (or is it the value of a dollar is diminished?) over time.
[14:19:39] -!-
Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #emc
[14:20:06] -!-
scanf has quit [Ping timeout: 240 seconds]
[14:20:18] -!-
Tom_L has quit [Client Quit]
[14:20:28] -!-
SteveStallings [SteveStallings!~Steve@wsip-70-168-134-18.dc.dc.cox.net] has joined #emc
[14:20:45] SteveStallings is now known as
steves_logging
[14:21:08] <JT-Shop> adding door seals so I can heat and cool the garage more efficiently, before f it was too hot I did something else :)
[14:33:29] -!-
El_Matarife has quit [Quit: Nettalk6 - www.ntalk.de]
[14:45:40] -!-
Roguish [Roguish!~chatzilla@c-67-174-215-143.hsd1.ca.comcast.net] has joined #emc
[15:27:15] -!-
maximilian_h [maximilian_h!~bonsai@stgt-4d0382e1.pool.mediaWays.net] has joined #emc
[15:27:47] -!-
maximilian_h [maximilian_h!~bonsai@stgt-4d0382e1.pool.mediaWays.net] has parted #emc
[15:28:57] -!-
me345 [me345!~me345@adsl-75-15-226-62.dsl.bkfd14.sbcglobal.net] has joined #emc
[15:34:49] -!-
me345 has quit [Remote host closed the connection]
[15:46:28] -!-
scanf [scanf!~scanf@unaffiliated/scanf] has joined #emc
[16:04:13] -!-
Valen has quit [Quit: Leaving.]
[16:10:59] -!-
El_Matarife [El_Matarife!~El_Matari@adsl-68-88-194-246.dsl.rcsntx.swbell.net] has joined #emc
[16:26:11] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has joined #emc
[16:26:12] <tom3p> clear
[16:41:29] <elmo40> ... as mud
[16:43:03] -!-
awallin has quit [Read error: Operation timed out]
[16:52:31] -!-
Loetmichel has quit []
[16:54:49] -!-
Loetmichel [Loetmichel!Cylly@p54B119B1.dip.t-dialin.net] has joined #emc
[17:04:09] -!-
nullie [nullie!~nullie@nullie.telenet.ru] has joined #emc
[17:12:19] -!-
jtektool [jtektool!~jtektool@rrcs-70-63-38-234.central.biz.rr.com] has joined #emc
[17:12:31] <jtektool> how to change backlash different from left to right
[17:12:35] <jtektool> ???
[17:12:44] <elmo40> it is different?
[17:13:00] <jtektool> yeah going left is about a half a thou different than right
[17:13:20] <elmo40> you need that much tolerance? :P
[17:13:40] <jtektool> well over a lot of moves it would add up no???
[17:13:55] <jtektool> and yes i need that much tolerance my dad is a mechanical freak
[17:14:05] <elmo40> lol
[17:14:24] <jtektool> screw comp file???
[17:15:11] <Loetmichel> jtektool: no, backlash doesent add up
[17:15:14] <elmo40> tell him that I work at a place that makes aeroplane parts. our specs are typically +/- 0.005", with hole locations as much as +/- 0.030" !
[17:15:26] <Loetmichel> ists just play in the nut
[17:15:44] <elmo40> 53*8
[17:15:50] <elmo40> lol, wrong window
[17:17:26] -!-
jtektool [jtektool!~jtektool@rrcs-70-63-38-234.central.biz.rr.com] has parted #emc
[17:17:54] * JT-Shop wonders how you can get different backlash from left and right???
[17:18:03] <elmo40> I don't understand
[17:18:08] <elmo40> maybe his dial has backlash :P
[17:18:26] <JT-Shop> that is plausible
[17:20:15] * Tom_itx decides not to fly on planes from elmo40
[17:20:26] <JT-Shop> LOL
[17:21:11] <Tom_itx> must be airbus :D
[17:24:23] <JT-Shop> the more door seals I install the hotter it gets... outside
[17:25:16] <Tom_itx> heh
[17:30:31] <elmo40> A380
[17:30:40] <elmo40> Waterbombers
[17:30:42] <elmo40> Learjet
[17:30:45] <elmo40> A340
[17:30:53] <elmo40> Bombardier Q400
[17:30:57] <elmo40> Bell helicopters
[17:31:12] <elmo40> http://noranco.com/ take a look
[17:31:38] <Tom_itx> what state are you in?
[17:31:49] <elmo40> http://noranco.com/contactUs.aspx
[17:31:52] <elmo40> no State
[17:32:01] <Tom_itx> country
[17:32:12] <elmo40> The True North ;)
[17:32:22] -!-
ve7it [ve7it!~LawrenceG@S0106009027972e37.pk.shawcable.net] has joined #emc
[17:32:37] <Tom_itx> i'm at the home of LearJet
[17:32:40] <elmo40> JSF F-35
[17:32:47] <Tom_itx> before Bombardier bought them
[17:32:51] <elmo40> Osprey
[17:32:56] <Tom_itx> now they're Bombardier
[17:33:03] <elmo40> I see
[17:33:11] <elmo40> I made a bunch of lear jet parts last week.
[17:33:34] <elmo40> they should get them in a month :P takes forever to get them processed and inspected.
[17:37:31] <JT-Shop> I bet there is more cost in paperwork than making small parts for aircraft
[17:40:02] <elmo40> possibl
[17:40:05] <elmo40> y
[17:46:14] <elmo40> they claim that the weight of all the paperwork to get an aeroplane certified/approved/tested for flight would make it unable to fly.
[17:46:25] <elmo40> talk about a waste of trees
[17:47:43] <JT-Shop> when I worked on overhauling submarines the warehouse for the paperwork was a city block long
[17:48:19] <elmo40> just lame
[17:48:49] <JT-Shop> not a whole lot of computers back then :)
[17:49:29] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has parted #emc
[17:50:34] <elmo40> still. computers were claimed to reduce the amount of paperwork
[17:50:36] <Tom_itx> i'm not entirely sure but i think Boeing went completely paperless per se
[17:50:41] <elmo40> when it has done the opposite.
[17:50:51] <elmo40> paperless in the design of the jet
[17:51:10] <elmo40> nothing to do with FAA and testing facilities
[17:51:27] <Tom_itx> we build the body here for them
[17:51:27] -!-
Loetmichel has quit [Ping timeout: 252 seconds]
[17:52:08] <elmo40> I bet you use paper in the shop.
[17:52:15] <elmo40> so they can't go completely paperless
[17:52:56] <elmo40> they don't actually make parts... they are like GM or Ford, they come up with the design and have others manufacture it for them
[17:53:13] <Tom_itx> they make some
[17:53:23] <Tom_itx> but outsource alot
[17:53:27] <elmo40> so does GM
[17:53:52] <elmo40> plus, they may own molds/dies for making things but have others actually do it for them
[17:54:12] <elmo40> I know Magna doesn't own any dies. GM leases it to them while they stamp out parts.
[17:54:17] <elmo40> weird situation
[17:54:52] <Tom_itx> we have Boeing Military, Spirit, Learjet (Bombardier), Cessna, Beechcraft all in town
[17:55:09] <Tom_itx> alot of cnc shops around
[17:55:35] <elmo40> ya, we just got a Spirit contract.
[17:55:48] <elmo40> the extrusions are warped before we even machine them!
[17:55:56] <elmo40> I don't know how they expect us to make straight parts
[17:56:06] <Tom_itx> it's hard to keep long parts straight
[17:56:17] <JT-Shop> there is a new CNC shop in this town now :)
[17:56:19] <elmo40> forming them afterwards is tricky, but pausible.
[17:56:19] <Tom_itx> Charles Engineering next to my friends shop did alot of roll forming
[17:56:35] <Tom_itx> we made some dies for him once
[17:56:35] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #emc
[17:56:43] -!-
factor has quit [Read error: Connection reset by peer]
[17:57:40] -!-
Loetmichel [Loetmichel!Cylly@p54B15EE1.dip.t-dialin.net] has joined #emc
[17:57:41] <elmo40> the drawings say you can add 5lbs. every so many inches to make the part flat so you can measure it. some parts are thick and the 5lbs doesn't work.
[17:59:29] <Tom_itx> i did a whole bunch of parts from mylars at one point
[17:59:42] <Tom_itx> may as well not have had any tolerance on those
[17:59:53] <Tom_itx> they were sheet parts anyway
[18:09:57] <JT-Shop> garage doors sealed, check... cold beer, in process... nap, pending
[18:20:21] <Tom_itx> was gonna work on my pendant case but wound up fixing the washer
[18:21:03] <JT-Shop> step 2 done... off to step 3
[18:21:05] <Tom_itx> late sammich and pending nap
[18:21:05] <Tom_itx> :D
[18:35:39] -!-
awallin [awallin!~quassel@cs27057046.pp.htv.fi] has joined #emc
[18:37:04] -!-
tlab [tlab!~tlab@c-98-223-20-74.hsd1.in.comcast.net] has joined #emc
[18:37:42] <L84Supper> Tom_itx: I worked on a rugged tablet PC for Boeing about 11 years ago for MRO
[18:37:56] -!-
toastyde1th [toastyde1th!~toast@c-69-140-223-139.hsd1.md.comcast.net] has joined #emc
[18:40:42] -!-
toastydeath has quit [Ping timeout: 240 seconds]
[18:41:31] -!-
tlab has quit [Client Quit]
[18:43:05] -!-
ve7it has quit [Remote host closed the connection]
[18:45:09] -!-
El_Matarife has quit [Quit: Nettalk6 - www.ntalk.de]
[18:52:55] -!-
awallin has quit [Quit:
http://quassel-irc.org - Chat comfortably. Anywhere.]
[18:54:37] -!-
awallin [awallin!~quassel@cs27057046.pp.htv.fi] has joined #emc
[19:16:15] -!-
isssy has quit [Quit: Visitor from www.linuxcnc.org]
[19:57:45] -!-
stormlight has quit [Quit: stormlight]
[20:09:42] -!-
andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust1037.basl.cable.virginmedia.com] has joined #emc
[20:12:57] -!-
Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #emc
[20:16:09] -!-
Tom_L has quit [Client Quit]
[20:19:06] -!-
the_wench has quit [Ping timeout: 255 seconds]
[20:19:47] -!-
archivist_emc has quit [Ping timeout: 250 seconds]
[20:20:00] -!-
archivist has quit [Ping timeout: 255 seconds]
[20:22:57] <andypugh> any clever ideas how to machine a square-both-sides register without a toolchanger?
[20:23:38] <andypugh> ie, a rectangular ring on the OD of a turned part.
[20:27:03] <Tom_itx> round part with a square top?
[20:27:34] <Tom_itx> make some softjaws to hold the round part and mill the top
[20:28:11] <Tom_itx> need a visual
[20:29:55] -!-
aggrav8d [aggrav8d!~aggrav8d@S0106000b6a15cda1.vc.shawcable.net] has joined #emc
[20:30:02] <aggrav8d> hi, people.
[20:30:54] <andypugh> No people here, we are rabbits.
[20:32:11] <andypugh> Bear with me, 1000-words of pixels on the way
[20:32:44] -!-
Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #emc
[20:33:09] -!-
archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #emc
[20:33:44] -!-
archivist_emc [archivist_emc!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #emc
[20:35:58] <andypugh> https://picasaweb.google.com/bodgesoc/Gibbs?pli=1&gsessionid=wYUXTvhhGn1Ti6vLUAaVBg#5617063476501297346
[20:36:31] <Tom_itx> holy....
[20:36:55] <andypugh> It's a big-end oil-scoop from a 9.12 litre (557cu.in) 4-cylinder engine made in 1916.
[20:37:10] <andypugh> Dimensions are mm...
[20:37:12] <Tom_itx> get jay leno to make you one
[20:37:23] <Tom_itx> he has one of those 3d printers and a foundry
[20:37:53] <andypugh> It's a reasonable turning jo
[20:37:56] <andypugh> (b)
[20:38:08] <Tom_itx> what end needs the square?
[20:39:05] <andypugh> I am talking about the little square ridge.
[20:39:24] <Tom_itx> it all looks flat to me
[20:40:22] <andypugh> It's a turned part. A little thin-walled hollow widget, with half of the bottom half cut off to make a scoop.
[20:40:58] <andypugh> (You can see where it has been brazed into the big-end cap when the interfernce fit gave up)
[20:41:34] <Tom_itx> i thought that dark spot was a smudge on the paper :)
[20:44:01] <Tom_itx> you just need to mill off the open half?
[20:45:07] <Tom_itx> hold it in softjaws and use a slitting saw
[20:47:51] -!-
the_wench [the_wench!~the_wench@host81-149-189-98.in-addr.btopenworld.com] has joined #emc
[20:53:12] <andypugh> The milling is easy, I was wondering how to machine the square ring (on my lathe) as my toolholder isn't all that repeatable.
[20:53:50] <aggrav8d> a thousand words? Who has time to read that? :)
[20:54:22] <JT-Shop> did they use mm back then?
[20:54:25] <cradek> turn OD and then plunge a parting tool to make the square corners?
[20:54:39] <cradek> then use regular LH and RH turning tools to do the rest
[20:55:44] <aggrav8d> I have cut a test pattern a couple of times and each time it comes out wrong... but it appears to be *consistently* wrong. Since I can't find any play in my machine and it returns to origin after the cut I'm pretty sure it isn't losing steps. So what's the source of the problem? Is it my unregistered copy of CAMBAM being retarded? I don't have any other guesses atm.
[20:56:36] <JT-Shop> if it goes where you tell it to go that does narrow it down quite a bit
[20:57:48] <JT-Shop> andypugh: can you leave enough material after a tool change to zero the tool before the next cut, or have some extra on the end for that
[20:58:41] <andypugh> I can try. I have three to make, all slightly different length and diameter.
[20:59:31] <andypugh> And, yes, the engine was designed in mm, but the rest of the fire engine is imperial.
[20:59:56] <andypugh> The engine designer was a Norwegian by the name of Poppe
[21:00:01] <JT-Shop> neat! a fire engine
[21:03:57] <Tom_itx> what's the conversion from mm to inch? .3937?
[21:04:12] <Tom_itx> .03937
[21:11:03] <aggrav8d> mm to inch? 25.4 mm per inch
[21:11:30] <Tom_itx> wrong direction
[21:14:27] <archivist_emc> andypugh, have you seen the magazine ARCHIVE article on White and Poppe issue 39
[21:15:57] <archivist_emc> pages 13 to 36 of
http://www.lightmoor.co.uk/arch39.htm
[21:17:08] <andypugh> I haven't seen it, but a friend of mine probably knows more than just about anybody on the subject.
[21:17:47] <archivist_emc> article is by Jeromy Hassell
[21:17:57] <andypugh> However, I will send him the link.
[21:20:46] <andypugh> JT-Shop:
http://www.union.ic.ac.uk/rcc/rcsmotor/
[21:21:28] -!-
e-jones has quit [Quit: Ex-Chat]
[21:24:32] <skunkworks_> yay - probing works!
[21:25:21] <skunkworks_> andypugh: how was the trip?
[21:26:26] <JT-Shop> andypugh: neat!
[21:27:48] <andypugh> skunkworks_: The sailing? It was good, but we don't win the race. The battens fell out of the mainsail...
[21:27:57] -!-
scanf has quit [Read error: Connection reset by peer]
[21:28:30] -!-
scanf [scanf!~scanf@unaffiliated/scanf] has joined #emc
[21:28:36] <skunkworks_> yeck :)
[21:29:00] * skunkworks_ doesn't know sailing terminology...
[21:30:31] -!-
Tom_L has quit []
[21:31:24] <aggrav8d> I have cut a test pattern a couple of times and each time it comes out wrong... but it appears to be *consistently* wrong. Since I can't find any play in my machine and it returns to origin after the cut I'm pretty sure it isn't losing steps. So what's the source of the problem? Is it my unregistered copy of CAMBAM being retarded? I don't have any other guesses atm.
[21:31:35] * JT-Shop knows what a batten is :)
[21:31:57] * JT-Shop hears an echo
[21:32:32] <andypugh> How is it wrong?
[21:33:02] <archivist_emc> aggrav8d, scaling error, or?
[21:33:19] <JT-Shop> *appears* to be *consistently* wrong ??
[21:33:42] <archivist_emc> aggrav8d, we cannot guess if you cannot explain/measure the error
[21:35:46] <archivist_emc> tooling wrong side of line, cambam not told what tooling you used, oops three guesses with insufficient info
[21:36:51] <JT-Shop> weird thunderstorm is traveling SE and normally they travel NE
[21:37:01] <JT-Shop> better keep an eye out on this one
[21:53:17] -!-
Fox_Muldr has quit [Ping timeout: 276 seconds]
[21:53:39] <skunkworks_> yeck
[21:53:51] <andypugh> aggrav8d: You there? In what way is it wrong? Can you re-define "Right" as an alternative solution? We will try to help, but more info is needed.
[21:54:43] -!-
Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01d460.pool.mediaWays.net] has joined #emc
[21:55:24] -!-
scanf- [scanf-!~scanf@c-71-62-122-242.hsd1.va.comcast.net] has joined #emc
[21:55:31] -!-
scanf has quit [Read error: Connection reset by peer]
[21:55:58] -!-
skunkworks__ [skunkworks__!~chatzilla@184-158-0-129.dyn.centurytel.net] has joined #emc
[21:59:35] -!-
skunkworks_ has quit [Ping timeout: 276 seconds]
[22:09:20] -!-
scanf- has quit [Ping timeout: 276 seconds]
[22:10:46] -!-
ve7it [ve7it!~LawrenceG@S0106009027972e37.pk.shawcable.net] has joined #emc
[22:34:04] <aggrav8d> andypugh - i'm uploading a sample picture now
[22:34:27] -!-
L84Supper has quit [Ping timeout: 240 seconds]
[22:35:00] -!-
Techrat has quit [Ping timeout: 255 seconds]
[22:47:08] -!-
Techrat [Techrat!~TRat@unaffiliated/techrat] has joined #emc
[22:50:55] -!-
Cblack [Cblack!~Cblack@S010600179a7a7301.va.shawcable.net] has joined #emc
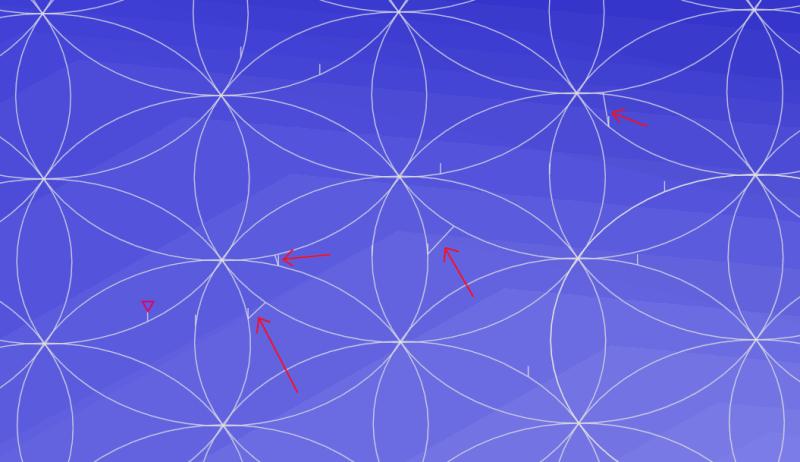
[22:54:30] <aggrav8d> http://imgur.com/a/I8B1r#Nj9gR
[22:54:43] <aggrav8d> the middle image is rotated 90, sorry.
[22:55:16] <aggrav8d> but in the first and last you can see the error (circular pattern doesn't always come back to start) and it's the same on both cuts. each of the three images is a separate test.
[22:57:12] <andypugh> What does the preview show in AXIS?
[22:57:55] <andypugh> This sounds oddly similar to another problem somebody has mentioned, though.
[22:58:13] <aggrav8d> http://pastebin.com/L9enmHgR is the cambam file i used.
http://pastebin.com/v9DuUmTP is the gcode generated.
[22:58:30] <aggrav8d> i also notice in at least one case cambam decided to trace the same circle twice.
[22:58:43] <andypugh> Try changing the joint accelerations in the INI file (divide by 10, as a test)
[23:00:29] <andypugh> (Not yet though, lets look at the G-code)
[23:00:36] <aggrav8d> AXIS?
[23:01:09] <andypugh> Which EMC GUI are you using?
[23:01:42] <aggrav8d> ugh... i wasn't aware there was more than one. I used emc2 from
http://www.linuxcnc.org/ with the default interface.
[23:02:06] <andypugh> (Anyone got an EMC2 machine up and running? I would need to wander out to the workshop)
[23:02:07] <aggrav8d> i mean, the ready-to-go ubuntu distro cd.
[23:02:28] <andypugh> Yeah, in that case you are using AXIS as the GUI
[23:03:08] <aggrav8d> i still don't get how to preview cuts in AXIS. I mean, unless I disconnect the machine and try to run it like that.
[23:04:05] <andypugh> So, when you load the G-code you should see a graphical preview on the screen. You can zoom in, pan, tilt etc to see if the G-code escapes the boundary
[23:04:54] <andypugh> That will tell us if the issue is in EMC2 or Cambam, or is in the hardware
[23:04:54] <aggrav8d> yes, i see that.
[23:05:16] <aggrav8d> when i load it there i see no issues in the preview image, the lines look correct.
[23:06:30] <aggrav8d> so my next thought was "shit, something's come loose in the machine". i checked and can find no signifigant play in the machine. ok, so for shits and giggles I tried another cut. same result, same error.
[23:06:57] <andypugh> That seems to indicate a hardware problem, and certainly exonerates CAMBAM. It is possible that the problem is with EMC2 not doing what it is told.
[23:06:58] <aggrav8d> then i tried jogging the machine back and forth in case there was some kind of hitch in the travel that was screwing things up. nope.
[23:07:11] <aggrav8d> then i tried running the tort program. seems fine, too.
[23:07:50] <aggrav8d> incidentally, what's why is it that at the end of tort I can't jog normally? I try to but it's using a different coordinate system or scale or something and I don't know how to reset it.
[23:08:40] <aggrav8d> then i rechecked that the stock wasn't shifting somehow while cutting. no problem, and now i have three cuts all with the same mistake.
[23:09:40] <aggrav8d> thing is... if i was losing steps then I would get ingrementally worse and worse as the cutting goes on, right?
[23:10:12] <aggrav8d> i find it hard to believe I'm losing steps one direction and then magically gaining the exact same number of steps back on the return.
[23:10:32] <andypugh> No, losing steps is not your problem.
[23:10:40] <skunkworks__> cradek: your probing routines are awesome!
[23:10:45] <aggrav8d> so you suggest i reduce acceleration to 1/10th first?
[23:10:52] <ve7it> the errors seem to occur when z is lifting... is the accel very slow on Z? possibly the z lift is being blended too much
[23:10:54] <aggrav8d> skunkworks ??
[23:11:27] <aggrav8d> z is 1/4 the speed of the normal feed. z is 20ipm, x and y are 80.
[23:11:35] <elmo40> aggrav8d: you have issues with something?
[23:11:51] <elmo40> it looks like it makes a cut across one of the rads, is that the bad cut?
[23:12:09] <aggrav8d> it's cambam giving the wrong gcode.
[23:12:15] <aggrav8d> it does it twice.
[23:12:16] <elmo40> so, manually edit it
[23:12:23] <aggrav8d> i simulated the cut in a crummy program and got the same.
[23:12:30] <aggrav8d> but that's the least of my concerns.
[23:12:31] <elmo40> MasterCAM never gives me 100% good code
[23:12:40] <andypugh> aggrav8d: Yeah, just for fun, and if you have the spare wood. I am trying to see if there is a link between your problem and another I have heard of. Less acceleration would make it worse, if there is a link.
[23:13:03] <aggrav8d> i have spare wood. all i do these days is test to try and finally get this thing working right.
[23:13:39] <aggrav8d> i'll go run a test with slower accel right after I give the dog a walk. bb in 15.
[23:13:55] <ve7it> you could also add G61.1 at the top of the file to stop after each move... will eliminate blending issues
[23:13:57] <skunkworks__> aggrav8d:
http://timeguy.com/cradek/01262579508
[23:15:32] <elmo40> so... what is aggrav8d's issue? Z isn't retracting?
[23:16:26] <elmo40> the g-code has the error in it.
[23:18:12] <ve7it> at lines 30, 42,61,87... no lift before or after g1 move
[23:19:21] <elmo40> ya, I see it too.
[23:20:03] <ve7it> that would seem to point to cambam unless that is the path desired
[23:22:38] <elmo40> this is what I see
http://image.bayimg.com/oaidbaadj.jpg
[23:22:58] <elmo40> those 4 points don't lift
[23:23:05] <elmo40> so, edit the code... what is he complaining about?
[23:25:41] <ve7it> its like cambam thought the locations were close enough together that it didnt need to lift the cutter... wonder if the design was scaled up?
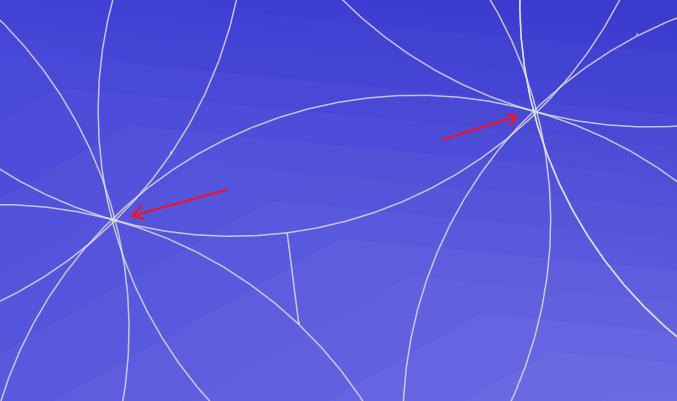
[23:25:43] <elmo40> I also see this
http://image.bayimg.com/oaiddaadj.jpg
[23:25:49] <elmo40> maybe that is what he is complaining about?
[23:26:18] <elmo40> not all of the centres are accurate
[23:27:14] <ve7it> possible
[23:28:21] <aggrav8d> centers aren't my issue. the start and end of circle cuts aren't the same, and they're always wrong on the y axis.
[23:29:00] <aggrav8d> y has no play and seems to be able to jog around the table and come back to origin without trouble. It even returns to origin after the failed cuts. so where is the error coming from?
[23:29:31] <aggrav8d> brb trying a cut with 0.1 z accel like elmo suggested.
[23:30:07] <ve7it> at lines 30, 42,61,87... no lift before or after g1 move???? please post link to pictures again... it scrolled out of my buffer
[23:31:24] -!-
L84Supper [L84Supper!~ly@unaffiliated/l84supper] has joined #emc
[23:33:51] <aggrav8d> http://imgur.com/a/I8B1r#VFZXO
[23:34:24] <aggrav8d> you can clearly see the Y errors just right of center.
[23:34:40] <aggrav8d> the middle photo is rotated 90 counter clockwise.
[23:34:45] <aggrav8d> same errors.
[23:35:01] <andypugh> You also see it escaping the inner boundary
[23:35:26] -!-
skunkworks_ [skunkworks_!~chatzilla@184-158-0-129.dyn.centurytel.net] has joined #emc
[23:35:57] <aggrav8d> yes
[23:36:06] <aggrav8d> on the y, again.
[23:36:29] <aggrav8d> the only one that appears on X is when it makes the final (?) G1 to cut the outer circle.
[23:36:36] <aggrav8d> it doesn't lift there, too.
[23:38:39] <aggrav8d> brb cutting\
[23:38:53] -!-
skunkworks__ has quit [Ping timeout: 258 seconds]
[23:46:32] -!-
nullie has quit [Quit: Ex-Chat]
[23:49:36] <andypugh> The problems elmo40 is seeing in the G-code don't look quite the same as the problems in the parts.
[23:53:55] -!-
VNR [VNR!~VNR@190.50.186.8] has joined #emc
[23:54:12] <ve7it> http://pastebin.com/LjjB7sjk has fixes I think are needed.... some extra lifts and some G1 to G0 moves when elevated
[23:57:34] <Tom_itx> wish i knew what was with pastebin and my brouser
[23:58:17] <Tom_itx> IE cannot open the internet site ^^ Operation aborted
{kind=link}
{kind=link}
{kind=link}
{kind=link}