Back
[00:00:16] <pfred1> telmnstr sure you would have to make each coil output
[00:00:21] <tlab> never changed those caps
[00:00:40] <pfred1> tlab well in hold thats the sound is the PWM just exciting the motor
[00:01:07] <pfred1> tlab can't be anything else being as nothing else is going on
[00:01:11] <tlab> those caps are going to change my decay speed yes?
[00:01:20] <telmnstr> 1 parallel port can run 2 axis
[00:01:25] <pfred1> they'd change the frequency of the chopping
[00:01:37] <pfred1> how often it goes up and down
[00:01:56] <pfred1> too low and you overheat obviously as you're not chopping enough
[00:02:13] <pfred1> but there is always an allowable duty cycle range
[00:02:36] <pfred1> like on the TB6560s its from 100 pf to 1000 pf
[00:02:39] <tlab> I just calculated for mixed decay and used the resistor and cap I needed
[00:03:15] <pfred1> strange mixed I'd think would just be a bit set input
[00:03:43] <pfred1> the caps whould just clock the PWM oscillator
[00:03:59] <tlab> the sound comes from the motor, once I swear a faucet was running
[00:04:26] <pfred1> you've seen the current waveforms showing the sawtoothed chop right?
[00:04:43] <tlab> no for my steppers
[00:04:43] <pfred1> smaller caps would make it a finer chop larger a longer one
[00:05:16] <pfred1> but also you could see how feeding a stepper motor a sawtooth could make it make some noise too right?
[00:05:27] <tlab> yea
[00:05:33] <pfred1> well there ya have it!
[00:05:35] <tlab> bad harmoics
[00:05:49] <pfred1> stepper motors are basically speaker drivers in the round
[00:05:56] <tlab> so I just hook a scope up and look at it?
[00:06:11] <pfred1> well I need a current probe
[00:06:19] <pfred1> maybe you have one?
[00:06:30] <tlab> not for my scope
[00:06:36] <pfred1> its on my list of things to aquire now
[00:07:07] <pfred1> though maybe the sawtooth would show up in voltage I never really looked
[00:07:26] <pfred1> PWM is just noisy
[00:07:50] <pfred1> hey when you built your drivers did you throw a fairly good sized electrolytic on the driver IC to soak up some of the noise?
[00:07:55] <pfred1> like say 470 uF
[00:08:03] <tlab> 568 bucks for current probe gawd
[00:08:11] <pfred1> it makes a huge difference
[00:08:24] <pfred1> bypass your motor driver with a 470 uF cap
[00:08:49] <pfred1> like just go from the high input to the gorund as close as yo ucan to the IC
[00:08:54] <tlab> I have 100uF on it
[00:09:01] <pfred1> ah marginal try more
[00:09:18] <pfred1> it has to soak up the kickback from your motors
[00:09:55] <pfred1> I've found 470uF to be about rock bottom look at all driver boards they all have a fat cap on them
[00:10:18] <pfred1> and thats what its there for to soak up EMF noise
[00:10:55] <pfred1> it took me a long time to figure that out
[00:10:57] <ds3> I asked this a while ago but I seem to have lost my notes - what's the G code or M code so I can synchronize a event on the "spindle" with my motion?
[00:14:26] <tlab> bbl
[01:16:07] <Dave911> alex_joni: Are you around?
[01:19:53] <Dave911> OK... for whoever else is around .. I thought I might catch alex... alex reported a bug which I believe is biting me..
http://sourceforge.net/tracker/?func=detail&aid=2985881&group_id=6744&atid=106744
[01:20:53] <Dave911> Looks like alex has a possible fix for it but is waiting for Seb to verify it?? I don't quite understand the bug fixing process...
[01:21:45] <steve_stallings> steve_stallings is now known as steves_logging
[01:22:55] <Dave911> I'm getting period following errors on 2.5_pre (the master git version) when jogging. Doesn't seem like it should be possible to get following errors when using a Hostmot2 stepgen... but I am managing to do that.. :-(
[01:24:29] <cradek> pastebin your ini and hal files
[01:24:48] <Dave911> OK.. one moment..
[01:24:58] <cradek> this bug isn't going to be triggered by jogging
[01:34:50] <cradek> bbl
[01:40:52] <Dave911> ini file :
http://pastebin.com/sG1W1zau hal file:
http://pastebin.com/tD9pAx84
[01:42:16] <Dave911> I had a problem with a following error before but I was bumping into the max velocity... that isn't happening this time though.. this is popping up on jogs almost every time and once in a while on programmed moves
[02:04:18] <Dave_911> logger_emc:bookmark
[02:04:18] <Dave_911> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2010-04-27.txt
[02:37:11] <cradek> Dave_911: ferrors on jogging usually means an accel constraint violation, but I see you have stepgen maxaccel set to zero, so that's not it. maybe a halscope plot would tell us more.
[02:38:45] <Dave_911> OK ..
[02:40:14] <Dave_911> So I should put ferror on the scope with position? And see what happens?
[02:41:01] <cradek> try joint-vel-cmd, ferror, ferror-lim, and ferrored. trigger on rising edge of ferrored, and see what happened beforehand
[02:41:25] <Dave_911> OK... that makes sense let me see what I can do here
[02:43:03] <cradek> if you can put the trigger point near the right side of the screen you'll get the most history.
[02:43:15] <Dave_911> ok
[03:00:07] <Dave911> http://img215.imageshack.us/img215/2035/graphih.png
[03:00:35] <Dave911> Here is the graph.. looks like something is killing jogging and that is the cause of the following error..
[03:00:47] <Dave911> what do you think?
[03:01:42] <cradek> set your scales so that you can see every servo cycle, and you can see the ferror and ferror-lim. I bet they are nonzero but you're set to 1 inch/div
[03:02:18] <Dave911> ok
[03:10:01] <Dave_911> Well I increased the vertical scale on f-error and you are right. f-error increase until it faults out
[03:10:24] <cradek> lemme see
[03:10:37] <Dave_911> one moment ....
[03:17:27] <Dave911> http://img64.imageshack.us/img64/3006/graph2z.png
[03:18:12] <Dave911> Sorry for the delay ... I'm hopping between machines ... and I don't know gimp for cropping but I think I am going to learn!
[03:18:39] <pfred1> Dave911 the tool that loos like an exacto knife
[03:18:55] <pfred1> well it looks like a rectangle with a triangle on top of it
[03:19:17] <Dave911> OK.... thanks... I'll look for that ....
[03:19:37] <Dave911> So many software packages .. and so little time ... ;-)
[03:19:41] <pfred1> be careful once you select then click in it its cropped though gimp has awesome undo
[03:20:00] <pfred1> only limited by system memory
[03:20:26] <pfred1> the corner handles work differently now than they used to I even don't know how ot move the selection anymore
[03:20:29] <cradek> ok, it's falling behind during the whole jog
[03:20:51] <Dave911> Wierd eh? How the heck did I do that??
[03:21:14] <Dave911> It is like I killed the following for the step gen??
[03:22:51] <Dave_911> I can do it on all three axes I have setup..
[03:23:25] <cradek> if you mouse over the joint-vel-cmd where it is jogging what is its value?
[03:24:17] <Dave_911> 1.0
[03:25:00] <cradek> you're just jogging at 1.0 in/sec but your max is 30 in/sec?
[03:26:08] <Dave_911> Yep, you are right... 60 ipm
[03:26:32] <Dave_911> My jog speed max in axis is showing 60 ipm
[03:27:18] <Dave_911> I think there is a setting in the hal file for the jog speed but I was going to take it off a pyvcp screen
[03:27:37] <Dave_911> Do you think that jogging that slow is causing the problem?
[03:28:45] <cradek> no, but I sure don't have a better theory
[03:28:52] <Dave_911> I think I had this running ok - I think - before a bunch of hal changes..
[03:28:53] <cradek> I don't see anything wrong.
[03:31:24] <Dave_911> What is also strange is that I can run a program on this setup that peaks at 1300 ipm and it runs without fault???
[03:32:13] <cradek> seems like long and steady moves are the losers here
[03:33:24] <cradek> are you using a 7i47?
[03:33:34] <Dave_911> I haven't checked latency on this PC since I was only running a servo loop with the 5i20 card
[03:34:06] <Dave_911> Yes... a 7i47
[03:34:40] <cradek> I think you're going to have to find seb or pcw to help on this one - I don't see anything wrong but clearly it's not working right
[03:35:00] <cradek> this is asking for a step rate that's easily reachable with your settings
[03:35:28] <Dave_911> Right ... I'm actually going pretty darn slow compared to the full speed range
[03:35:35] <cradek> yep I agree
[03:35:40] <cradek> sorry I couldn't help
[03:36:00] <Dave_911> OK .... I'll try and see if I can chat with PCW tomorrow...
[03:36:15] <Dave_911> No problem.. I really appreciate you looking at it.. :-)
[03:36:22] <cradek> welcome
[03:36:43] <Dave_911> Perhaps I'll take out some hal stuff and see if I can make it go away..
[03:37:44] <cradek> well save these files before you screw with them - if it's a bug, reproducing it is more important than mysteriously making it go away
[03:38:43] <Dave_911> Good idea .. I'll save everything off first before editing stuff...
[03:39:29] <Dave_911> I just did a git clone again to a different directory also. I want to run it on branch 2.4 and see if I get the same results
[03:40:09] <cradek> I am not sure how you can make sure you have the right firmwares - ask seb
[03:40:28] <cradek> it's more likely a firmware problem than an emc problem - and they are packaged separately now
[03:40:34] <Dave_911> The bit files etc?
[03:40:38] <cradek> right
[03:41:17] <Dave_911> The one I have is rather unique but Peter said that Smithy uses it regularly.. so I was hoping it was solid
[03:41:54] <cradek> hmmmm
[03:42:02] <Dave_911> Actually the more I think about this... this really popped up after I added a Pyvcp panel.. hmmmm...
[03:43:05] <Dave_911> Well.. I'll snapshot these files and then start trying stuff out ..
[03:43:47] <Dave_911> I'll let you know what I find out..
[03:44:53] <cradek> ok thanks - and goodnight
[03:45:21] <Dave_911> Thanks again ... and goodnight
[04:06:52] <ries_> ries_ is now known as ries
[04:31:01] <elmo401> cradek: about the guy with two spindles... did you give him a response as how to turn on/off the second one? what m-code to use?
[09:24:15] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[09:26:53] <MarkusBec> MarkusBec is now known as MarkusBec_away
[09:28:53] <piasdom> g'mornin all
[09:43:59] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[11:56:13] <elmo401> uggh. too early :/
[12:12:01] <Als> Als is now known as alSMT
[13:26:12] <morficmobile> is there a simple way to add a incremental X move to the absolut Z move on a lathe? U and W are for that, if they are used for a second turret on emc, how could i quickly/easily add a "counter taper" in emc?
[13:27:53] <cradek> do you mean you want Z to move like g90 but X to move like g91 in the same move?
[13:30:10] <morficmobile> cradek: yes, w/o say adding a second absolut X, larger by amount of the taper move needed, which would do the same, people seem more comfortable working with a U-.001 if their part tapers +.001 towards chuck
[13:30:42] <JT-Work> cradek: I did figure out that there is only one way the turret fits on the spline shaft and the adjustable stop be in the correct position and not leak air :)
[13:31:57] <cradek> morficmobile: hmm. in emc you have to program all words in a block as g90 or all words as g91
[13:32:40] <morficmobile> say Z.1; X3.456; Z-5.U.001; X5.; Z-5.5; now vs Z.1; X3.456; X3.457 Z-5.; X5.; Z-5.5;
[13:33:20] <cradek> morficmobile: I understand what you want - but emc doesn't handle U that way
[13:34:22] <morficmobile> cradek: just checking what i have to get people used to, making sure i don't force them to stick to absolut X just because i missed something
[13:35:26] <cradek> yeah your only other alternative is G91 X.001 Z-5.1
[13:36:30] <elmo401> single line command will do, then go to G90 for next line.
[13:38:05] <cradek> I think (optional) incremental UVW like some lathes would be cool (for mills too) but I haven't bothered to do it and I don't know if anyone else is interested.
[13:38:17] <cradek> it would have to be an option, of course, because it interferes with having real UVW axes
[13:38:32] <elmo401> there isn't a 'runout' g-code? ;)
[13:38:48] <cradek> I don't know what that means
[13:38:48] <JT-Work> would something like that give you the ability to cut tapered threads?
[13:39:11] <cradek> JT-Work: it wouldn't give you any new motion - only a new way to specify it
[13:39:18] <JT-Work> ah ok
[13:39:28] <cradek> JT-Work: (and we can already cut tapered threads)
[13:39:59] <morficmobile> cradek: could always check on list, it's a convenience option, since people can concentrate on .001" taper == U.001, once people are used to it, it's particularly hard to "make them go back" to "absolute X +.001"
[13:40:35] <cradek> I never ask "does anyone want ___??" unless I feel like writing it
[13:40:44] <JT-Work> with the G76 cycle?
[13:40:54] <cradek> hell I don't ask if I feel like writing it either - I just write it :-)
[13:41:08] <cradek> JT-Work: nope, you have to use G33 if you want tapered
[13:41:11] <Jymmm> Does anyone want a kick in the ass?
[13:41:16] <JT-Work> ok
[13:41:26] <elmo401> JT-Work: does!
[13:41:35] <Jymmm> elmo401: Yeah, I saw that.
[13:41:54] <Jymmm> but he might like it too much
[13:44:54] <telmnstr> hMMmmm
[13:45:01] <telmnstr> Looking at EMC HAL dox
[13:45:11] <telmnstr> I'm new to this
[13:45:37] <elmo401> everyone was new at one point
[13:45:46] <telmnstr> Yea
[13:45:57] <telmnstr> My first project is converting a laser engraver off of it's old hardware to run on EMC
[13:46:24] <telmnstr> I'm debating trying to look into using a USB microcontroller as the two channel stepper controller and PWM generator
[13:46:39] <elmo401> usb is not real-time
[13:46:44] <Jymmm> Not with EMC you won't =)
[13:46:53] <telmnstr> That's what I'm wondering
[13:47:13] <elmo401> wonder no more ;)
[13:47:22] <telmnstr> I guess what I'd end up with is the microcontroller doing all the motion
[13:47:24] <telmnstr> otherwise
[13:47:29] <telmnstr> Im thinking of using it as the stepper controller
[13:47:38] <telmnstr> $2 atmel could drive 4 motor driver ICs
[13:47:43] <telmnstr> which I have on the shelf
[13:48:06] <telmnstr> Because I need step/direction inputs
[13:48:23] <morficmobile> cradek: is it at all possible to have an M code that would cause a rereading of the tool table?
[13:48:25] <telmnstr> I'm not sure if I need/want microstepping
[13:48:41] <elmo401> telmnstr: doesn't the existing hardware have that?
[13:49:01] <elmo401> morficmobile: why need to reread it?
[13:49:01] <telmnstr> the existing hardware has 4 motor driver ICs
[13:49:11] <telmnstr> and I think they are wired to the MCU
[13:49:21] <telmnstr> so I thought about hacking onto that
[13:49:48] <telmnstr> but I thought about it and I don't know what the company did to the board
[13:49:51] <telmnstr> they sanded off some of the chips
[13:50:16] <morficmobile> elmo401: if a GUI would allow an operator to make incremental adjustments (and only shows him the incremental adjustments) modified the tool table
[13:50:24] <morficmobile> elmo401: "wear offsets"
[13:51:07] <telmnstr> oh these pico controllers are rockwell
[13:51:38] <telmnstr> Can EMC handle stepping the motors? I know I will burn up I/O lines
[13:51:44] <telmnstr> well O lines
[13:52:06] <elmo401> telmnstr: saned off some of the chips? weak...
[13:52:25] <telmnstr> elmo - yea the engraver was a Meistergram, but they built it using the guts from a Roland plotter
[13:52:26] <elmo401> morficmobile: can't you edit the tooltable on the fly?
[13:52:29] <telmnstr> Kind of funny
[13:52:49] <telmnstr> randomly, I had a similar plotter sitting next to it, hoping to use it for making PCBs
[13:52:56] <elmo401> telmnstr: I have steppers. it works well ;)
[13:53:14] <telmnstr> http://www.flickr.com/photos/ethanotoole/4553875627/sizes/l/
[13:53:17] <telmnstr> that's the engraver
[13:53:30] <telmnstr> kind of torn apart. Late 80's tech I'm told
[13:54:08] <elmo401> morficmobile: every time you call the tool offset it has no idea what it was before, it only knows the current value. no need to re-read it. it reads it only when you call it.
[13:54:30] <elmo401> telmnstr: looks like fun :)
[13:54:36] <telmnstr> Kind of
[13:54:57] <telmnstr> It wouldn't be hard to use one lpt port for driving two steppers then use a 2nd one for pwm of the laser
[13:55:00] <skunkworks_> telmnstr: are you going to engrave (raster)? or are you going to do vector?
[13:55:08] <telmnstr> I'd love to do both
[13:55:08] <Jymmm> telmnstr: does the laser work?
[13:55:23] <telmnstr> Jymm - yes, but a friend has it. He gave me the engraver, and is going to give me the laser for it
[13:55:26] <telmnstr> 25 watt co2
[13:55:38] <telmnstr> Also planning to build a mill. Looking at parts to do a 3' x 3'
[13:55:50] <skunkworks_> telmnstr: some have done raster with emc - but it isn't something it does out of the box..
[13:55:54] <telmnstr> Looking at acme lead screws, ebay slides, etc
[13:56:10] <Jymmm> telmnstr: Why?
[13:56:11] <elmo401> you have 9 I/o on a parallel (correct me if I am wrong) no need for a second parallel port
[13:56:13] <telmnstr> skunkworks - if I use a windows app to generate the raster file, then bring the raster file to EMC, can it cut it?
[13:56:35] <Jymmm> You don't want todo raster with a laser, you want to do vector
[13:56:39] <telmnstr> there are 8 data bits that I remember, then 4 ins that are inverted and 4 non-inverted? Or am I wrong?
[13:57:07] <telmnstr> Well what if you need to burn someone's photo on toast or something?
[13:57:35] <Jymmm> telmnstr: Well you can do that, but it'll take like 50 minutes.
[13:57:42] <telmnstr> Ah
[13:57:44] <MattyMatt> and then use vector to cut the toast into a heart shape
[13:57:46] <Jymmm> for a 3"x3" area
[13:57:50] <Jymmm> apx
[13:57:56] <elmo401> telmnstr: here, take a look
http://cuteminds.com/images/stories/emc2/hal2.jpg
[13:58:04] <elmo401> those pins are used
[13:58:16] <telmnstr> ohhhhh nice
[13:58:32] <telmnstr> Yea PC parallel ports are crap. There is the std mode, ECC mode and ECP mode
[13:58:37] <Jymmm> telmnstr: You dont want ballscrews with a laser, you're just moving a mirror around, not a tool, nor are you making contact with the material either.
[13:58:55] <telmnstr> Jymm - no the laser already has belt drives and everything. It's a Roland xxx-1200 plotter basically
[13:58:58] <telmnstr> I was looking at it
[13:59:02] <elmo401> Jymmm: he said acme.
[13:59:13] <telmnstr> then was like "Why is there an extra serial connector inside.... This looks like it could be used on it's own"
[13:59:15] <Jymmm> elmo401: doens't matter
[13:59:41] <Jymmm> telmnstr: so your working on both a laser and a roland engraver?
[13:59:43] <telmnstr> and the more I thoguht about it, I grabbed the plotter sitting on the table and turned it over, and noticed the board in the engraver matches the one in the plotter in terms of connectors and dip switches
[13:59:54] <telmnstr> jymm - yes, have the engraver, and have some parts for a plotter
[14:00:00] <telmnstr> I've been planning this for like 7 years now :-)
[14:00:11] <MattyMatt> is TiAlN that new coating that's slippier than teflon?
[14:00:15] <Jymmm> telmnstr: Eh screw the engraver, get the laser working =)
[14:00:27] <telmnstr> Yea laser is first ,just have to build a simple two axis stepper thing
[14:00:35] <elmo401> come to think of I, I too have a plotter :)
[14:00:47] <telmnstr> I googled it and saw people saying emc + rtos kernel + laser works
[14:00:48] <elmo401> never did work with winXP. so old Roland didn't offer drivers for it.
[14:00:51] <telmnstr> doing the PWM on the laser
[14:00:52] <Jymmm> telmnstr: does it have manual or automatic focus (Z axis)?
[14:00:59] <telmnstr> elmo - I used the Roland with XP
[14:01:11] <telmnstr> Jymm - It's a laser? Is there a focus
[14:01:11] <telmnstr> ?
[14:01:20] <Jymmm> telmnstr: damn right there is
[14:01:29] <telmnstr> OHHH
[14:01:36] <telmnstr> I fired a HeNe thru it and it was looking pretty dirty
[14:01:44] <morficmobile> elmo401: the tool offset is read from the tool table (file) everytime there is a G43? i thought it was read once, and you can tell it to reread everytime you are stopped
[14:01:46] <telmnstr> I'd say it's manual focus
[14:01:54] <telmnstr> the Z stage moves up and down
[14:02:07] <Jymmm> telmnstr: Ok, so the table "Z" is manual?
[14:02:18] <telmnstr> yes. But that's a stepper motor away from not being manual
[14:02:19] <cradek> the tool table file is only reloaded when you issue the 'reload tool table' command in manual mode
[14:02:37] <Jymmm> telmnstr: Ok, then that's good (I see the handle on the pic)
[14:03:21] <telmnstr> Need to clean the optics
[14:03:29] <telmnstr> well the first surface mirrors and stuff
[14:03:45] <Jymmm> gold mirrors?
[14:05:04] <telmnstr> No standard silver ones
[14:05:11] <telmnstr> but with lasers they put the material on the front of the glass
[14:05:23] <elmo401> 6-pen HP 7475A Plotter.
http://www.youtube.com/watch?v=RyJHGQ3FNrA Does EMC support it?
[14:05:25] <telmnstr> so there isn't a ghost reflection from the glass surface, in addition to the silver on the back of the glass
[14:05:40] <telmnstr> the plotters are rs232 and take straight g code I think
[14:05:56] <Jymmm> No, ploters use HPGL/2
[14:05:58] <cradek> HP plotters take HPGL which is only remotely like gcode
[14:06:06] <elmo401> morficmobile: that is a crazy way to have a program. read the file once? Every machine I worked on read it on the fly, when it was called.
[14:06:09] <telmnstr> if emc could push a plotter, I could plug the laser engraver right into it
[14:06:13] <telmnstr> ohhh yea sorry
[14:06:29] <cradek> they really don't have anything more to do with emc than (say) a laser printer
[14:06:31] <morficmobile> elmo401: unless i grossly misunderstood what i was tolf
[14:06:50] <morficmobile> told
[14:06:57] <elmo401> cradek: really? but it is vector drawing, no?
[14:07:10] <telmnstr> basically the laser engraver had a board that got data from the PC, then I think it send hpgl/2 commands to the plotter board to drive the XY and then commands (not sure how) to another board that did PWM to drive the laser
[14:07:22] <telmnstr> s/send/sent
[14:07:41] <cradek> elmo401: sure, it's XY - if you tore out all the electronics you could control the motors directly with emc
[14:07:44] <telmnstr> the PWM board is 2 wires running to the main board, so I'd guess it's i2c or something
[14:07:53] <telmnstr> and I'm working on tearing it all out
[14:07:57] <elmo401> cradek: lol...
[14:08:01] <telmnstr> to control the motors with EMC
[14:08:03] <elmo401> * elmo401 grabs a screwdriver
[14:08:18] <Jymmm> telmnstr: save teh laser controller at least for now
[14:08:20] <cradek> if you want a plotter, probably better to use it as-is
[14:08:31] <telmnstr> jymm - yea, I save everything
[14:08:44] <telmnstr> I was eyeballing the ram chips thinking they might be useful with some vintage arcade game repairs
[14:09:01] <Jymmm> telmnstr: BTW, your work benches are WAY TOO FSCKING CLEAN!!!
[14:09:04] <elmo401> too bad I can't. nothing sends proper signals to it. I can do straight lines but once a circle is about to be drawn it goes crazy.
[14:09:12] <telmnstr> jymm - It's a hacker space shared by some friends
[14:09:23] <telmnstr> It got dirty once and cofounder flamed email list and it was bad
[14:09:31] <Jymmm> telmnstr: I don't care, STILL TOO FSCKING CLEAN!
[14:09:32] <elmo401> Jymmm: my thoughts exactly! too much space and too clean :P
[14:09:42] <cradek> what do you mean nothing sends proper signals to it? surely any software that knows how to plot to it can plot to it.
[14:10:08] <Jymmm> I can see over 4 sq ft of desk real estate, WTH?!
[14:10:27] <telmnstr> haha
[14:10:43] <cradek> Sorting vectors... 1% ... 2% ...
[14:10:49] <elmo401> I had an older winXP box and CadKey. Tried to plot some drawings. it would do the surrounding box and a few lines of the piece but mucked up when a curve was about to be drawn.
[14:10:56] <telmnstr> http://www.flickr.com/photos/ethanotoole/4494360744/sizes/l/in/pool-1294062@N25/
[14:11:01] <telmnstr> It *doesn't* look like that anymore
[14:11:06] <elmo401> holy crap!
[14:11:11] <elmo401> that should be FULL of junk :P
[14:11:17] <cradek> elmo401: oh so your software is buggy
[14:11:18] <elmo401> I can still see floor!
[14:11:21] <telmnstr> the lab is 3800 sqft
[14:11:42] <telmnstr> front area is meeting area, hang out area, another meeting area, work area one (
[14:11:57] <Jymmm> telmnstr: That's just oh so wrong!
[14:12:04] <telmnstr> soldering/electronics), work area two (heavier machiens + large projects) then upstairs is the server racks, AV racks and cubes
[14:12:33] <telmnstr> Vintage cray supercomputer, fully managed AV stuff
[14:12:39] <Jymmm> Though, the folding camping chair is a nice touch.
[14:12:48] <telmnstr> http://www.flickr.com/photos/ethanotoole/4363293472/in/pool-757labs/
[14:13:00] <telmnstr> there is a bar grade foosball table front right now (near pepsi machine)
[14:13:14] <Jymmm> Galaxia?! WTF
[14:13:17] <telmnstr> trying to add ethernet to the pepsi fridge (sorry its not a machine, it's a glass door fridge)
[14:13:50] <Jymmm> telmnstr: where is this place?
[14:13:54] <telmnstr> Norfolk VA
[14:14:08] <Jymmm> telmnstr: is t part of a school or something?
[14:14:16] <telmnstr> Nope, called a hackerspace
[14:14:26] <telmnstr> got the place for $1000 a month and let people we know chip in $50/month to join
[14:14:28] <Jymmm> who owns it?
[14:14:30] <telmnstr> to work on projects and stuff
[14:14:35] <Jymmm> oh
[14:14:38] <telmnstr> me and a friend started it, there are now 9 others
[14:14:42] <telmnstr> there is a number of public events tho
[14:14:53] <telmnstr> microcontroller nights, boardgame nights, Python and ruby groups meet there
[14:15:02] <cradek> that sounds awesome
[14:15:09] <Jymmm> ah, that's kinda cool
[14:15:17] <telmnstr> General term is "hacker space"
[14:15:29] <elmo401> LUG meetings?
[14:15:30] <cradek> where is the geek density high enough to support this?
[14:15:36] <cradek> (wish it was here)
[14:15:39] <telmnstr> cradek - there are hacker spaces in a number of cities
[14:15:41] <telmnstr> what city you in
[14:15:49] <Jymmm> With all the "For Lease" signs I see driving around here, that wouldn't be a bad idea.
[14:16:02] <cradek> I know - but just the big ones
[14:16:07] <Jymmm> telmnstr: Do you have liability insurance ?
[14:16:09] <telmnstr> There is one in Richmond VA Washington DC Raleigh NC Baltimore MD
[14:16:11] <telmnstr> jymm - no
[14:16:14] <telmnstr> not yet
[14:16:17] <elmo401> we have one:
http://hacklab.to/
[14:16:41] <Jymmm> cradek: Don't you live near cows or something?
[14:16:45] <telmnstr> We're still more in the getting off the ground stage
[14:17:00] <cradek> Jymmm: I can't quite see a cow from my front door, but very close
[14:17:04] <telmnstr> http://hackerspaces.org/wiki/List_of_Hacker_Spaces
[14:17:10] <cradek> have to go to the top of the hill
[14:17:46] <Jymmm> cradek: lol
[14:20:57] <Jymmm> Never heard of a hackerspace before. With all the serious geeks around here, that wouldn't be a bad idea.
[14:21:25] <cradek> sounds a lot like "tech shops" (shared machinery)
[14:21:34] <telmnstr> yes
[14:21:40] <Jymmm> yeah, just w/o the machinery
[14:21:43] <telmnstr> tech shop is just a bigger more commercial version
[14:21:51] <telmnstr> most hacker spaces have makerbots it seems
[14:21:54] <elmo401> ahh, found out what was wrong with my plotter. It is a 25-pin RS-232, not a parallel :/
[14:22:17] <telmnstr> elmo - yes, you hook to to rs232 and set baud, and can actually ascii upload the file and it goes!
[14:22:25] <telmnstr> It's funny seeing it print the windows test page, colors and all
[14:22:37] <elmo401> I wonder if my pens still work.
[14:23:17] <atmega> how long does it take to print the test?
[14:23:26] <telmnstr> A minute or two
[14:23:26] <elmo401> lol... Pirate Party
http://wiki.pirateparty.ca/index.php/Main_Page
[14:23:29] <telmnstr> It hauls
[14:26:11] <MattyMatt> I just made my first cut with the jog buttons. all is well
[14:26:28] <telmnstr> Nice
[14:26:55] <Jymmm> http://hackerspaces.org/wiki/HackerDojo 128 Members @ $100/mo = $12K gross monthly revenue less rent, utilities, insurance, that's still roughly $8K monthly for toys and some salary.
[14:27:53] <Jymmm> Heck, for thse that can't afford to pay, could just staff the place for their membership dues.
[14:29:01] <MattyMatt> $100/mo is way too much for round here.
[14:29:06] <Jymmm> * Jymmm would make cradek an honorary bovine member!
[14:29:28] <herron> you milking the joke Jymmm ?
[14:29:46] <Jymmm> MattyMatt: Well that's why I said they could work as staff members.
[14:30:08] <MattyMatt> that'd be 99 staff and 1 member then, around here :)
[14:31:11] <MattyMatt> the local Model Engineering Society is moribund. the organisers must be aging
[14:31:29] <MattyMatt> I'd take that over and ditch the Model from the name
[14:32:22] <Jymmm> With all the free crap you can get around here, all I'd really need is the building and utilities.
[14:33:11] <telmnstr> Oddly our space has power included
[14:33:16] <telmnstr> Of course
[14:33:22] <telmnstr> they didn't know about the Cray computer
[14:33:22] <telmnstr> hehe
[14:33:32] <MattyMatt> and the aluminuium smelter
[14:33:33] <telmnstr> but everything is under power management
[14:33:53] <telmnstr> We were kidding about CNC/plastic extruding molds and making aluminum figures
[14:34:22] <telmnstr> I was thinking it might be interesting to build CNC machine and switch a motor tool for plastic extruder tool and try to do do plastic printing with the same XYZ frame
[14:34:51] <Jymmm> ew
[14:34:55] <MattyMatt> that's done all the time, by people who haven't extruded their extruding machine yet, just the head
[14:35:07] <telmnstr> Really?
[14:35:36] <telmnstr> I kept looking at the maker bot
[14:35:36] <MattyMatt> yeah, the major diff is extruders are best made with belts for speed
[14:36:02] <telmnstr> Ah
[14:36:08] <MattyMatt> machine tools use screws for torque and accuracy
[14:36:10] <telmnstr> Good call
[14:36:31] <telmnstr> the laser engraver is all belts as well
[14:36:32] <MattyMatt> so your extra plotter would make a fine repstrap
[14:37:03] <telmnstr> I kept looking at the makerbot/reprap thinking there has to be a easier way
[14:37:04] <telmnstr> heh
[14:37:06] <MattyMatt> which is the term given to a reprap that isn't made in a reprap :)
[14:37:40] <MattyMatt> extruding a machine probably is easiest, if you have one already
[14:37:41] <telmnstr> Ah
[14:37:55] <telmnstr> I'm trying to tool up the clubhouse
[14:38:25] <telmnstr> I just kept thinking there must be a less complex way of making the reprap (less parts)
[14:38:45] <MattyMatt> I like the meccano style :)
[14:38:56] <elmo401> MattyMatt: there is probably an Engineering Society in the area, may not be able to drop the 'Model' from the name.
[14:39:10] <MattyMatt> it's all either printed or very cheap parts. assembling it is just fun
[14:39:39] <telmnstr> yea I hear ya
[14:40:14] <MattyMatt> the cost adds up tho
[14:42:25] <MattyMatt> I'm about to mill some reprap parts, and I think I can put kits of hardware together cheaper than people are paying
[14:43:00] <elmo401> I need a wood project... my mill has been idle for far too long
[14:43:16] <elmo401> * elmo401 hangs his head in shame >_<
[14:43:35] <MattyMatt> do reprap parts then :) well defined spec and market
[14:44:05] <elmo401> I have endmills 1/2" (flat, bull and ballnose, 90deg chamfer) 1/4" (flat, ball, 120deg, 90deg)
[14:44:14] <MattyMatt> demand still outstrips supply, even tho more printers are coming online
[14:44:30] <elmo401> MattyMatt: any pics of what you have done?
[14:44:57] <MattyMatt> nope
[14:45:13] <elmo401> a woodruff cutter and outside radius cutter (whatever it is called)
[14:46:16] <MattyMatt> wood is in the vice for first part. my test cut showed me I need an endmill with side flutes rather soon so I've ordered one. 3mm is all I can use
[14:46:54] <MattyMatt> you'd need sth to make 4mm & 3mm holes. or drill them
[14:47:28] <MattyMatt> theres a few short slots
[14:48:35] <MattyMatt> that's the only thing wrong with this spindle so far. 1/8" biggest collet
[14:50:03] <MattyMatt> I've seen 6mm threaded tools, and been thinking if I could make an adaptor to the collet nut thread
[14:51:51] <MattyMatt> 2 specially bought taps. that comes out of my Proper Spindle Kitty
[14:54:52] <MattyMatt> this machine moves so well, that after my next round of axis stiffening measures, I'm gonna try brass
[14:56:29] <MattyMatt> TiAlN coated endmill was 2x the price of carbide. I didn't think it was justified for wood :)
[14:57:30] <MattyMatt> but if that's the coating I read about in New Scientist, it has useful qualities in any material
[14:59:14] <MattyMatt> TiAlN sounds like a traditional alloy for hardness tho, not a miracle nanocoating with I think had Boron in
[14:59:34] <MattyMatt> ^which
[14:59:59] <MattyMatt> I'm chattering
[15:00:15] <MattyMatt> I should be writing gcode for the pocket in the reprap extruder
[15:02:42] <telmnstr> So assuming I want to interface 2 steppers to EMC, does the EMC modules actually have a mode for driving steppers straight off the port? Actually walking them?
[15:03:09] <telmnstr> The steppers are just moving belts, not real weight, and I've got buffer chips I'm sure
[15:05:58] <MattyMatt> I saw nice 2A stepper drivers for £9 on ebay
[15:06:14] <telmnstr> I bought some sorta chinese made board for 4 axis from ebay for the actual mill
[15:06:25] <MattyMatt> me too :)
[15:06:29] <telmnstr> Someone on here last night said the driver ICs are cruddy tho
[15:06:31] <telmnstr> Toshiba things
[15:06:54] <MattyMatt> did you get the 2A or the 3.5A one?
[15:07:06] <telmnstr> I'd have to look tonight, I'm at work
[15:07:12] <telmnstr> I think it's 3.5A max
[15:07:36] <MattyMatt> I only know the 3.5A, toshiba TB6560. very nice so far. no complaints
[15:08:03] <telmnstr> TA8450
[15:08:27] <MattyMatt> that's the 2A version
[15:08:31] <telmnstr> oh
[15:08:40] <telmnstr> hopefully pin compatible with the bigger one
[15:08:44] <MattyMatt> one of those would run the plotter nicely too
[15:08:57] <telmnstr> Well I was hoping not to have to use a board that big
[15:09:06] <telmnstr> I mean, the roland board drives the motors with 4 standard DIP ICs
[15:09:31] <MattyMatt> I thought like that when I started
[15:09:48] <MattyMatt> I had an inkjet printer, and an old dot matrix
[15:11:11] <MattyMatt> the best approach is probably the one I was told. find the step & dir signals on those chips, isolate them from the roland controller and pring them to a DB-25 for a parport cable
[15:11:24] <telmnstr> they dont have step and dir
[15:11:28] <telmnstr> they need another chip to do that
[15:11:38] <telmnstr> in the current case, the cpu is doing it I think
[15:11:53] <telmnstr> they are just the H bridge driver ICs
[15:11:56] <MattyMatt> ah right.
[15:12:07] <telmnstr> if that wasn't the case, it'd be rocking by now :-)
[15:12:21] <sealive> arent they controlled by PWM
[15:12:41] <MattyMatt> old plotter. it'll be unipolar probably
[15:14:21] <MattyMatt> pin compatable doesn't matter, so long as you're reading the right manual on the CD when you're doing stepperconf :)
[15:14:36] <telmnstr> Thats why I was thinking
[15:14:54] <telmnstr> if EMC can do the stepping in software I could just use two line drivers to isolate the motors / provide more current and rock with that
[15:15:02] <MattyMatt> but stepperconf doesn't offer the facility for 4 wire driving
[15:15:19] <telmnstr> my geek roomate years ago made a X/Y mirror setup using two steppers + dos app for writing letters with one of my lasers
[15:15:34] <telmnstr> 8 transistors on the lpt port was all it took
[15:15:45] <MattyMatt> I wish an expert would step in now and say yea or nay, but AFAIK you'd have to do the software stepper in HAL
[15:16:00] <telmnstr> I think it damaged my laptops parallel port too
[15:16:02] <telmnstr> but anyhow
[15:16:09] <MattyMatt> it most likely would :)
[15:16:25] <telmnstr> I could get one of these L327 or whatever it was 239 or something chips
[15:16:47] <telmnstr> Im still thinking I might just make a two channel stepper controller with an arduino
[15:17:07] <telmnstr> could wire up a LCD with two counters on it too
[15:17:23] <MattyMatt> the rapman board has an LCD
[15:17:41] <telmnstr> rapman? Is that a drum machine or a sampler
[15:17:57] <MattyMatt> the stepper drivers are off-board on repraps tho. they use individual drivers. one board per motor
[15:17:58] <telmnstr> oh that's sexy
[15:18:07] <telmnstr> Matty - I was telling my friend
[15:18:10] <telmnstr> "WHY DO THEY DO THAT!?"
[15:18:14] <telmnstr> It looks so sloppy
[15:18:29] <MattyMatt> it's handy when they blow
[15:18:43] <telmnstr> socket the part that blows
[15:18:54] <MattyMatt> yeah, that's the driver board
[15:19:56] <MattyMatt> you can't socket the driver chip itself. that's well bolted and soldered to handle high current
[15:20:07] <telmnstr> This rapman is sexy
[15:20:08] <MattyMatt> heatsinked etc
[15:20:19] <telmnstr> oh then make the drivers a plug in card
[15:20:26] <telmnstr> Just eliminate the piles of wires and stuff
[15:21:18] <bill2or3> flexibility > convenience
[15:21:44] <MattyMatt> and flamability :) the other side of the triangle
[15:22:23] <MattyMatt> yeah you might one extra high powered driver for one sticking axis with a bigger motor
[15:24:05] <MattyMatt> I bought an eprom programmer when I thought I was going to use a printer mobo :) waste of money
[15:24:06] <telmnstr> so microstepping is needed or no?
[15:24:21] <bill2or3> it's wanted, if not absolutely needed.
[15:24:26] <telmnstr> Okay
[15:24:30] <bill2or3> it'll make the motors much smoother and quieter.
[15:24:48] <telmnstr> So the drivers I have support it somehow
[15:25:10] <telmnstr> I'll probably make an atmel program to take the step+dir from EMC, then drive the stepper controllers
[15:25:32] <MattyMatt> and potentially give more accurate positioning, but the laws of physics fight against that
[15:26:14] <MattyMatt> atmel is probably overkill. a PIC or PAL or 2 or 3 gate chips would do
[15:27:10] <sealive> but atmel is nice to programm and costs 1,2Eur
[15:27:21] <MattyMatt> ah OK, that's cheap :)
[15:27:45] <sealive> you can do it via BASCOM basic and 4 Resistors
[15:28:37] <MattyMatt> and teh 1000 , 1100, 0100, 0110, 0010, 0011, 0001, 1001 half-stepping cycle is easier in software
[15:28:38] <sealive> telmnstr: why dont you use simply L297/298
[15:28:53] <MattyMatt> he already has the hbridges
[15:29:21] <sealive> thats 2Eur and it works full power mode
[15:29:35] <MattyMatt> if they aren't 6 wire motors
[15:29:37] <sealive> half step enable sleep
[15:30:08] <sealive> what is he going to do milling with a plotter
[15:30:28] <MattyMatt> no laser with one, extruder with the other
[15:31:00] <sealive> ah laser cut or laser Exposer
[15:32:02] <sealive> extruder what is this for
[15:32:12] <sealive> 3D printing
[15:34:10] <MattyMatt> I'd buy two of these, but I'm turning into a torque addict
http://cgi.ebay.co.uk/Stepper-Motor-Controller-Driver-Board-Bipolar-Dual-Mode-/280494050714
[15:34:52] <MattyMatt> hacking the existing driver is probably best if you want to use the original motors with the original belts
[15:35:15] <sealive> these are nice milling without a pc
[15:35:35] <MattyMatt> yeah jog buttons :)
[15:35:56] <sealive> so you can confiuse the EMC
[15:35:57] <MattyMatt> always nice to have
[15:36:42] <MattyMatt> I can confuse EMC easily enough by stalling my motors
[15:36:50] <sealive> are they kit or ready to go
[15:37:22] <MattyMatt> ready to go. from china
[15:37:30] <sealive> the heat sink is not large for more then 5min milling at 2A
[15:38:08] <sealive> probably the LM358 will also slow down the speed
[15:39:38] <sealive> the idea to use a rectifier is not good for the l298
[15:40:00] <sealive> it will probably break after some minutes
[15:40:14] <sealive> there has to be some BYT
[15:41:18] <MattyMatt> I can't even read the numbers on the chips :)
[15:41:20] <sealive> very fast diodes needet for eatch cost at 80cent or more here is 40cent for 4low
[15:42:10] <sealive> so its china made -> nice for a (very)short time
[15:44:25] <MattyMatt> "This industrial designed product is ideal for many uses. Perfect for student experiments, prototypes, or just DIY projects. " that's carefully worded :)
[15:44:45] <sealive> on my homepage there is a anymation of the L297/298 board from Eagle
[15:45:02] <MattyMatt> "industrial designed" != "designed for industry"
[15:45:40] <telmnstr> I have 14 of these other things
[15:45:43] <telmnstr> L620x or something
[15:45:48] <telmnstr> they are simialr
[15:45:59] <sealive> yes it is but not to drive with "A at longer time or for realy acurat steps in short periode
[15:46:15] <telmnstr> ?
[15:46:37] <sealive> the L62xx is better then the L298
[15:46:45] <telmnstr> oh is it?
[15:46:53] <telmnstr> I had bought a bunch in 2007 for a project, and I can't remember what it was
[15:46:56] <telmnstr> probably a cnc
[15:47:16] <sealive> yes the inbild curent detectors are match faster so the head is lower
[15:47:29] <telmnstr> rock
[15:47:39] <MattyMatt> if they are the ones I'm thinking of, they only give 05A but that's probably plenty
[15:47:43] <MattyMatt> 0.5A
[15:48:01] <sealive> no more then §A
[15:48:04] <sealive> 3A
[15:49:00] <sealive> the L297/298 is the low price high voltage ,everything changeble aplication
[15:49:06] <MattyMatt> it's not the one I'm thinking of then L6219 I've got
[15:49:56] <telmnstr> I was thinking about using a microcontroller to emulate two l297s
[15:50:10] <telmnstr> and maybe try to drive the 4 chips on the original Roland board
[15:50:10] <sealive> 750mA
[15:50:15] <telmnstr> Wish I could find schematics for it
[15:50:18] <telmnstr> (the roland controller)
[15:50:23] <MattyMatt> that cheap chinese one uses atmel :)
[15:50:38] <telmnstr> I found $15 controllers but they dont microstep
[15:50:49] <MattyMatt> yeah if it's a 8 pin chip with 6 io lines, do that
[15:51:27] <telmnstr> This is the plotter that this company used to make the laser engraver:
[15:51:28] <telmnstr> http://obrazki.elektroda.net/35_1231683763.jpg
[15:51:30] <bill2or3> telemnstr, how big are your motors?
[15:51:42] <telmnstr> small, 5.25" floppy drive head movement sized
[15:51:56] <bill2or3> get some EasyDrivers
[15:52:05] <bill2or3> p.s., those motors are weak.
[15:52:09] <telmnstr> hahahah
[15:52:13] <telmnstr> http://obrazki.elektroda.net/29_1231683596.jpg
[15:52:15] <telmnstr> THATS THE BOARD!
[15:52:22] <telmnstr> They sanded down the chips that say Roland
[15:52:35] <bill2or3> http://www.seeedstudio.com/depot/easydriver-stepper-motor-driver-v3-assembled-p-219.html?cPath=9
[15:52:46] <bill2or3> sparkfun has them too.
[15:52:47] <telmnstr> I just got the seed studio logic analyzer board yesterday
[15:53:23] <bill2or3> the Sump board?
[15:53:33] <MattyMatt> cool Z80 cpu
[15:53:39] <mikegg> my mill was scheduled to arrive today
[15:53:40] <telmnstr> Yup. It arrived. I had ordered it a while ago
[15:53:54] <bill2or3> what's the verdict, good?
[15:53:54] <mikegg> the shipper called this morning to ask when they could deliver it tomorrow
[15:53:58] <mikegg> arrrgggg
[15:54:30] <sealive> ok by
[15:55:20] <telmnstr> I was totally looking at these easydrivers, I didnt see where it said microstepping, but I do now
[15:57:55] <bill2or3> they're a lower-powered version of the chip that's on the reprap 2.3 stepper drivers.
[15:58:03] <telmnstr> Okay
[15:58:07] <Dave911> cradek: I sent Peter an email and he responded already! I also verified the ferror problem exists in the sample 5i20 config in the git master. For my app I just cranked up the ferror limit to 1.0 and I think that will work for me as the error doesn't seem to accumulate as badly when running a program.. don't know why.
[15:58:08] <telmnstr> Perfect for the engraver
[15:58:14] <telmnstr> I'll buy two of them
[15:58:21] <bill2or3> if you heatsink them they'll run a bit cooler.
[15:58:45] <bill2or3> protip: if you unplug/plug the motor while it's on, it *WILL* blow the driver chip.
[15:59:34] <telmnstr> okay I see people saying that
[16:09:29] <MarkusBec> MarkusBec is now known as MarkusBec_away
[16:46:40] <grommit> I have a question on getting a USB gamepad to be recognized by EMC2. Is anyone familiar with this?
[16:48:39] <micges> grommit: see hal_input
[16:49:30] <grommit> I did.
[16:49:43] <grommit> I created a file for the permission issue, but no worky
[16:53:03] <grommit> nevermind. A reboot was required.
[17:53:19] <telmnstr> Ate too much chinese for lunch. Ugh
[17:53:42] <telmnstr> Ordered two EasyDriver stepper driver thingys
[17:53:45] <telmnstr> thingys
[17:54:21] <telmnstr> Now I need to find out what it takes to make protective window for laser engraver housing
[18:13:48] <jepler> microcontroller project idea: digital PWM filter accepts low-frequency pwm or pdm (like that generated by emc software pwmgen), producing high-frequency pwm that tracks the duty cycle of the input
[18:20:17] <jepler> microcontroller project idea 2: external latency measumrement. microcontroller reads toggling signal (e.g., from emc 'charge-pump' component) and computes period and jitter to be displayed on LCD or sent via serial interface
[18:24:18] <mikegg> i want to build a servo amp that does EMC -> PWM -> Servo rather than EMC -> PWM -> Analog -> PWM -> Servo
[18:25:02] <jepler> brushed servo? you should compare notes with skunkworks.
[18:25:11] <mikegg> brushless
[18:25:18] <jepler> ah, that's different
[18:25:25] <mikegg> really? how?
[18:25:34] <mikegg> well, more poles I believe
[18:28:37] <jepler> yes, rather more complicated. multiple poles and you also need hall sensor or resolver feedback to drive the right poles. to run a dc brush servo forward, you can just hook it up to a DC bus..
[18:30:05] <mikegg> right, the amp would have to have an input to know which direction to commutate, but that could be an output from EMC as well. EMC would know that from the encoder feedback
[18:31:51] <jepler> andy pugh has also been expressing interest in this. In his case I think he wants to interface with a Mesa 7i39 (so he's not building the power section) but other parts of his work could be relevant for you.
[18:34:22] <mikegg> cool. will keep that in mind. but unfortunately the servo's I have in mind are sitting in a card board box right now...
[18:45:25] <PCW> mikegg: Andy Pugh expressed an interest in direct control of brushless servos I think he was planning on using a MOSFET or IGBT module
[18:47:14] <mikegg> it makes sense doesn't it? why use a digital signal to generate an analog signal only to turn around and use it to generate another digital signal
[18:49:01] <PCW> I think its an interesting idea, HAL could do all the fancy math and us a really dumb amp (in the simplest case just a IGBT module with overload current protection)
[18:49:11] <PCW> (use)
[18:50:01] <mikegg> alas, I R mechanic...
[18:50:08] <mikegg> brb
[18:51:24] <PCW> Well it really is mechanical, just pulling the magnetic rotor around with the right field in the stator...
[18:55:50] <alex_joni> http://www.surplex.com/de/auktionen/alle-auktionen,auktionsartikelliste,used,metallbearbeitung-41,2,drehmaschinen-278,4,kompletter-maschinenpark-einer-automatendreherei-117,15,1.html
[18:57:58] <micges> alex_joni: wow
[19:01:11] <archivist> can I have one or two for xmas :)
[19:05:31] <awallin> that okuma just looks scary. no thanks.. :)
[20:14:41] <MarkusBez> MarkusBez is now known as MarkusBec
[20:23:49] <MarkusBec> MarkusBec is now known as MarkusBec_away
[20:25:53] <alex_joni> what's an electronic key?
[20:26:43] <alex_joni> http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/catid,38/id,2723/lang,en/#2723
[20:28:49] <andypugh> Sounds like he might mean "relay"?
[20:32:28] <MarkusBec_away> MarkusBec_away is now known as MarkusBec
[20:37:58] <frallzor> id guess valve
[21:15:29] <hpopols> Hi
[21:16:00] <hpopols> is someone here?
[21:16:08] <atmega> just you.
[21:16:24] <hpopols> ok I'm leaving ;)
[21:17:11] <skunkworks> there is no one by that name here.
[21:17:27] <skunkworks> skunkworks is now known as someone
[21:17:33] <hpopols> lol
[21:17:39] <someone> someone is now known as skunkworks
[21:17:54] <skunkworks> heh - someone is a registered nick
[21:18:59] <hpopols> I have a small question about toolchanger. Can I?
[21:19:52] <micges> don't ask to ask, just ask
[21:19:59] <hpopols> ok sry
[21:20:11] <micges> no problem
[21:20:16] <hpopols> I coded a hal python tool changer
[21:20:18] <andypugh> Am I allowed to ask if I can ask to ask?
[21:20:26] <andypugh> (Sorry, carry on)
[21:20:28] <hpopols> It seems to work
[21:21:17] <hpopols> It is divided into 2 part : python hal linked to a stepgen for stepper purpose
[21:22:30] <hpopols> My question is : Python is to slow (user space) to capture the carossel home position (switch)
[21:23:10] <hpopols> How implement the home switch
[21:23:12] <hpopols> ?
[21:23:48] <hpopols> I think use the enable pin of stepgen
[21:24:27] <hpopols> to stop the carousel when the switch is touched
[21:24:45] <hpopols> but I don't know if it is a good solution
[21:25:04] <hpopols> (sorry for my poor english)
[21:25:48] <micges> I think you should use flipflop in hal to catch home switch signal and stop stepgen
[21:26:01] <micges> and then connect it to your python module
[21:27:30] <Guest466> hello
[21:27:37] <micges> hi
[21:28:04] <Guest466> it's the first time for me i never connect before
[21:28:42] <Guest466> i would like to find a solution for my machine config
[21:28:45] <hpopols> ok thx micges, why dont connect the home switch to the enable (through a "and" for masking purpose)
[21:28:46] <hpopols> ?
[21:28:53] <hpopols> hello Guest 466
[21:29:12] <Guest466> hi hpopols
[21:29:53] <Guest466> I have build a cnc lathe for the stone work
[21:30:14] <bill2or3> a stone lathe? crazy.
[21:30:15] <micges> hpopols: whatever you like, just link them in hal and link status to python userspace
[21:30:24] <Guest466> it's a 3 axis
[21:30:38] <Guest466> i can make column with grooving etc
[21:30:58] <mikegg> bitchin. pics!
[21:31:06] <Guest466> but my problem is i have two possibility
[21:31:36] <Guest466> make a simple column straight so I need a continus axis (the spindle)
[21:31:59] <Guest466> and when i want to make groove i need the change this axis with a full axis
[21:32:21] <Guest466> at this time it work like that I have X Z and A
[21:33:02] <Guest466> and work well
[21:33:30] <hpopols> micges : Ok thank you , i will implement this. For the flipflop (or and), what thread use (servo or base?)?
[21:33:48] <Guest466> i use step motor 11Nm
[21:34:04] <micges> hpopols: servo would be ok
[21:34:44] <Guest466> I have build this machine with step motor I was thinking it's easier
[21:35:20] <Guest466> it work well it's only to use a step motor as a spindle my problem
[21:35:33] <hpopols> micges : ok I stop disturbing you, thanks again for your advises!
[21:35:53] <Guest466> Sorry?
[21:36:14] <micges> hpopols: you're not disturbing
[21:36:42] <Guest466> no why?
[21:37:01] <Guest466> I just try to find a solution for my machine
[21:37:17] <Guest466> I'm a novice in emc2
[21:37:20] <hpopols> guest466 : I don't understand your problem
[21:37:31] <micges> Guest466: if you have any pictures of your machine that would be great
[21:38:14] <Guest466> Sorry I repeat I want to use a step motor as a spindle for my lathe is it possible?
[21:38:31] <Guest466> I will send picture no problem
[21:39:19] <Guest466> my machine will work like a standard lathe and also with a full axis to make grooving in the column
[21:39:42] <micges> Guest466: you can use step motor as a spindle for lathe
[21:40:24] <micges> but if you want any sane functionality you must have encoder on your step motor for spindle
[21:40:26] <Guest466> for me i was thinging yes but i thinks it's too hard for me to make the right code
[21:41:51] <micges> code? you mean config?
[21:41:58] <Guest466> yes sorry
[21:42:12] <Guest466> i clip the config if you want
[21:42:45] <Guest466> that will be easier than to try to understand me i thinks
[21:44:40] <micges> I think you should run our StepConf program and create simple lathe config and try to understand hal file and extend it with what you want
[21:45:06] <Guest466> loadrt trivkins
[21:45:41] <Guest466> oupssss
[21:45:43] <micges> don't paste it here
[21:45:45] <Guest466> sorry
[21:45:51] <micges> www.pastebin.com
[21:48:11] <Guest466> i'm sorry i have past in this website
[21:48:19] <hpopols> I go to bed
[21:48:35] <Guest466> i have made a config with stepconfig and work well
[21:48:40] <micges> paste here link
[21:48:56] <Guest466> http://pastebin.com/KEz1veQi
[21:48:57] <hpopols> Thx again to micges bye
[21:48:58] <Guest466> ok
[21:49:41] <Guest466> can i have some help??
[21:50:12] <andypugh> Are you using the spindle stepper as the actual cutting spindle?
[21:50:39] <andypugh> And what help do you need? You say that is it working well?
[21:51:34] <Guest466> I use a step motor for the spindle and i would like to drive it sometimes in continuis and sometimes in full axis
[21:51:46] <Guest466> to make 2 different milling
[21:52:42] <Guest466> when you turn a column you need only a simple rotation of the spindle he isn't drive like a full axis but when you want to make a grooving in your column you need to drive the motor
[21:52:48] <andypugh> OK, one possibility would be to create two stepgens for the spindle, a velocity type, and a position type (I see you have a "v" stepgen already)
[21:53:06] <Guest466> exactly i have try to do it
[21:53:18] <andypugh> You could then use a set of "mux" functions in HAL to choose which signals actually go to the stepper motor.
[21:53:19] <Guest466> plese check my hal config here
http://pastebin.com/KEz1veQi
[21:53:40] <Guest466> i have create 4 signal 3 position and 1 velocity
[21:53:58] <Guest466> stepgen.1 is the velocity
[21:54:02] <Guest466> in my config
[21:54:28] <Guest466> but when i start the spindle it doesn't rotate :(
[21:55:02] <andypugh> What might be simpler is to do something a bit like I have with my machine. It is both a lathe and a milling machine, so I have two totally seperate configs which call the axes by different names and drive different spindle motors.
[21:55:56] <Guest466> yes but how you do the make a complete milling turning and engraving for example?
[21:56:22] <Guest466> can you sho me you config i would like to understand
[21:56:45] <andypugh> Looking at your config: You have your spindle enable linked to stepgen.3.enable not stepgen.1.enable
[21:57:17] <andypugh> Line 62 is wrong
[21:57:27] <Guest466> because after i was thinking to create 2 different config
[21:57:35] <Guest466> a yes stupid
[21:58:08] <andypugh> Having two seperate configs is a problem if you don't want to re-home whenever you switch configurations.
[21:58:33] <Guest466> yes that's my problem
[21:58:34] <andypugh> In my case it makes sense because the machine totally switches identity between the two configs.
[21:58:50] <Guest466> how you do that?
[21:59:16] <andypugh> You can create as many machine confuigurations in different directories as yu like
[21:59:31] <Guest466> ohh sorry yes
[21:59:57] <Guest466> but you know a better way to configure a stepper as spindle?
[22:00:20] <Jymmm> replace it with a real motor?
[22:00:36] <Guest466> like a brushless?
[22:00:42] <andypugh> I just have a lathe config and a mill config. In the mill config hal the X-axis stepgen signals go to the "X" amplifier, and in the lathe config that stepgen is connected to the Z axis driver.
[22:01:02] <Dave911> Isn't this machine more like a milling machine with a rotary axis .. like A rotating about X ??
[22:01:57] <Guest466> no it's a lathe machine with a full rotary axis A
[22:02:05] <Guest466> to make engraving in a column
[22:02:13] <andypugh> Well, as I said. In your case you could use the HAL "Mux" function to choose which set of step-direction signals were sent to the amplifier. Then your spindle can be an A axis or a spindle at the touch of a button (a real button or a software button in pyvcp)
[22:03:05] <Guest466> ok i saw the pyvcp but how you will do that?
[22:03:29] <Guest466> just with a button?
[22:03:32] <andypugh> Yes.
[22:03:45] <Guest466> pfeuhh it's crazy for me....
[22:04:06] <Guest466> i know only to do simple thinks at this time
[22:04:11] <andypugh> But, actually, it might make more sense to have it controlled by a G-code "digital out"
[22:04:42] <Guest466> i have made some M command i can activate or desactivate output
[22:04:55] <Guest466> do you thinks it could be a possibility
[22:05:42] <Guest466> or use the M3
[22:05:52] <Guest466> command
[22:07:02] <andypugh> Then your G-code can write a "1" to a digital pin with M64, which changes the state of the mux function, and sends the output of the other stepgen to the parallel port
[22:07:29] <Guest466> wait wait wait what's is the mux
[22:07:43] <andypugh> It is a hal function you can add to your hal file.
[22:07:46] <pfred1> Guest466 I'm so glad yo uasked!
[22:08:10] <Guest466> to know you have to ask ;)
[22:08:16] <andypugh> It take two inputs and a "switch" input. The output is one of the inputs, depending on the switch value
[22:08:19] <pfred1> * pfred1 slaps his keyboard spacebar with a large trout ...
[22:09:11] <andypugh> http://www.linuxcnc.org/docview/html//man/man9/mux2.9.html
[22:09:15] <Guest466> can you give me an example with the M64 i never use that before
[22:10:56] <Guest466> I'm sorry but still don't understand this mucx
[22:11:05] <Guest466> you use it in the hal config
[22:11:20] <Guest466> but after how you manage it?
[22:11:56] <pfred1> is this like a gantry thing?
[22:12:12] <andypugh> Well, first of all, it won't work for this situation. I looked and mux2 only works for decimal values, not binary signals like step and direction signals
[22:12:29] <Guest466> ok
[22:12:43] <pfred1> isn't binary 1 or 0 or isn't 0 a decimal?
[22:13:16] <andypugh> You could convert the step pulses to floats then back to boolean, but it would be painful
[22:14:24] <pfred1> andypugh so what you're saying in effect is this mux stuff is worthless?
[22:14:55] <andypugh> You would need to use the conv_bit_u32, then conv_u32_float then connect to the Mux, then use conv_float_u32 and conv_u32_bit...
[22:15:12] <andypugh> No, mux is immensely useful, just not for bit-type signals
[22:15:37] <pfred1> it'd be a lot more useful if you could use it how you originally described it
[22:16:08] <andypugh> Guest466: The bottom half of this page is a list of all the functions you can use in a HAL file to work with your signals.
[22:16:10] <andypugh> http://www.linuxcnc.org/docview/html/
[22:16:58] <Guest466> thanks andypugh i thinks i have a lot of works!!!!
[22:17:17] <pfred1> yeah its picture time over here I'm going to get my camera
[22:17:18] <Guest466> emc2 is great i hope i will use it like you
[22:17:20] <pfred1> bbiab
[22:17:26] <andypugh> Just going back to M64 for a moment:
[22:20:45] <andypugh> If you look in "Machine -> Show HAL configuraton" and look in pins/motion/ you will see a number of digital outputs. They can be controlled by G-code, so that G64 P0 L1 should set motion.digital-00 to 1. You can use that signal in HAL to change which stepgen signal actually goes to the parallel port pins.
[22:21:11] <andypugh> (Except I am guessing the P0 L1 bit because I can't find the documentation anywhere)
[22:21:37] <micges> 'G64 P0' will enable pin digital-00
[22:21:38] <andypugh> And I now think I guessed wrong. Sorry
[22:21:56] <micges> 'G65 P0' will disable pin digital-00
[22:21:56] <andypugh> micges: And how do you clear it?
[22:22:08] <andypugh> Ah, what he said...
[22:22:33] <Guest466> interesting
[22:23:06] <micges> sorry, 'M64' anf 'M65' ;P
[22:23:17] <andypugh> So, you connect motion.digital-out-00 to some HAL functions which divert one or other stepgen (velocity or position) to the spindle stepper
[22:24:04] <andypugh> (And there are probably lots of other ways too, incidentally)
[22:24:53] <andypugh> But we can't use mux2 easily as it does not take boolean (single bit) inputs.
[22:25:18] <Guest466> so i just have to hook my stepgen.1 with the motion.digital-out-00 isn't
[22:26:25] <andypugh> No, because you sort-of need to have both the spindle speed controller and the A-axis controller driving the same stepper motor physical driver.
[22:26:35] <pfred1> if there's one thing computers should be capable of I'd think it'd be handling boolean or bits
[22:27:09] <Guest466> arrrhhh
[22:27:30] <andypugh> The mux2 function sulks if you hook it to a boolean output pin.
[22:29:29] <Guest466> so i use the mucx and when in the gcode i will write M64 for example it should start my step motor as a spindle?
[22:29:55] <andypugh> In principle, yes, that is exactly what shoild happen
[22:30:32] <Guest466> i'm still afraid tomorrow i'm sure i will loose again 1 day....
[22:31:03] <andypugh> In fact, you could even skip the digital output and choose which stepgen to connect to the p-port using the spindle-enable bit.
[22:31:14] <Guest466> the documentation is not complete?
[22:31:43] <Guest466> sorry?
[22:31:56] <andypugh> So, spindle-off the spindle position is governed by G1 A10 etc, and spindle-on it runs like a spindle.
[22:32:12] <Guest466> i would like only that
[22:32:44] <andypugh> How good is you knowledge of boolean algebra/
[22:33:17] <Guest466> humhum.... what you mine
[22:34:14] <andypugh> I think what you need to do is to add two AND functions and 2 XOR functions. Then take one input of all 4 from the motion.spindle-enable and the XOR from the velocity stepgen, and the AND from the position stepgen.
[22:34:17] <andypugh> Then A0
[22:34:22] <andypugh> Sorry.
[22:34:44] <andypugh> Then OR the outputs together before taking them to the paralel port
[22:35:12] <Guest466> ok and where you do that?
[22:35:23] <andypugh> In the HAL file.
[22:36:02] <andypugh> I can write you one to show approximately how it would work, but you would need to test is anf tweak it yourself?
[22:36:32] <Guest466> that would be lovely
[22:37:10] <Guest466> if you want i can send you my email
[22:37:49] <pfred1> he can use pastebin
[22:37:56] <Guest466> ok
[22:38:51] <Guest466> where are you from pfredl?
[22:39:03] <Guest466> and you andypugh?
[22:39:10] <pfred1> originally I am from New Jersey
[22:39:21] <Guest466> and now?
[22:39:22] <andypugh> I am in the UK.
[22:39:30] <Guest466> closer
[22:39:37] <pfred1> now I live in Delaware
[22:39:54] <Guest466> I'm from france
[22:40:16] <Guest466> delaware do you work in the finance?
[22:40:42] <pfred1> no
[22:41:12] <Guest466> finance is not really same as milling isn't...
[22:41:36] <pfred1> today it sort of is
[22:41:50] <pfred1> mechanized chiseling
[22:42:24] <Guest466> ok
[22:42:27] <Guest466> great
[22:43:50] <pfred1> who wants to see my latest motor driver?
[22:44:18] <Guest466> me me me
[22:44:31] <pfred1> Guest466 well alright!
http://img338.imageshack.us/img338/1538/pict0783o.jpg
[22:46:06] <Guest466> it's a small stepmotor isn't?
[22:46:33] <pfred1> only 124 oz/in yes
[22:46:59] <pfred1> Guest466 so I'll use two!
[22:47:24] <Guest466> ok i use 11Nm it's about 1600oz/in
[22:47:36] <Guest466> i need strong motor
[22:47:47] <pfred1> how come?
[22:48:04] <Guest466> it's not expensive that's why i was interesting to use them
[22:48:22] <pfred1> those big ones usually don't go so fast
[22:49:19] <Guest466> it mill stone it's for a real cnc machine dept 1500mm en Z 300mm in X and A axis
[22:49:27] <pfred1> if i tried to put a motor that size on the lead I will run I don't think my mahcine would be very happy about it
[22:49:53] <pfred1> few too many tons of force there
[22:50:01] <Guest466> yes
[22:50:09] <pfred1> I'm just making a pen plotter
[22:50:26] <andypugh> Guest466:
http://pastebin.com/Mvq5A44L
[22:50:30] <pfred1> so I can etch circuit boards
[22:50:38] <Guest466> the princip is the same actally if you can make a small machine you can make a bigger one
[22:51:18] <pfred1> some things don't scale
[22:51:23] <andypugh> I am almost certain that HAL file will _not_ work, because I never get stuff right first time. ut it should be close.
[22:51:28] <Guest466> ohhh great you have already finish
[22:52:04] <Guest466> you tihinks
[22:52:05] <pfred1> Guest466 big motor like you have takes many amperes to operate
[22:52:08] <andypugh> Get into the habit of starting emc from the command line, you get a lot more error messages
[22:52:35] <pfred1> andypugh they don't show up on the parent console of X?
[22:52:36] <andypugh> (just type "emc" in the terminal window)
[22:53:19] <Guest466> yes but this machine work in a workshop
[22:53:32] <pfred1> and?
[22:53:33] <andypugh> pfred1: Depending on which module the error is in, no. (And I don't think that PYVCP ever gives any error messages anywhere)
[22:54:01] <Guest466> with many other machine so the current is not a problem
[22:54:16] <pfred1> Guest466 it is when you have to build a power supply for it
[22:54:17] <andypugh> Just for testing. If you just try to use that HAL file it is likely to quietly not load, and not tell you why until it is workig right.
[22:54:41] <Guest466> I buy it from china (china is you friend...)
[22:54:53] <pfred1> I don't think so
[22:54:56] <andypugh> Ah, yes, and if anyone else feels like scanning through what I did to see if it makes any sense.......
[22:55:24] <pfred1> Guest466 I do my best to avoid chinese goods
[22:55:32] <Guest466> me too
[22:55:54] <Guest466> I don't like theire stuff
[22:56:04] <Guest466> and their politic
[22:56:06] <pfred1> their stuff doesn't seem to like me
[22:56:27] <pfred1> I've had some of it literally explodei n my hands before!
[22:56:44] <pfred1> which i did not appreciate too much
[22:57:04] <Guest466> ohhh
[22:57:14] <pfred1> I guess with chinese stuff you never know if you're buying fireworks or not?
[22:57:58] <pfred1> Guest466 the third wave if indusrialization will bury china but then they may be a bit of a problem
[22:58:18] <pfred1> Guest466 I don't know what the world will do with a billion unemployed chinese
[22:58:35] <Guest466> you right
[22:58:56] <pfred1> they made some of their own problems with their birth control policies too that will come to roost
[22:59:02] <Guest466> but the first country who buy from china is America
[22:59:13] <andypugh> Do we have enough raw materials for a third wave of industrialisation? We will run out of Indium next year....
[22:59:46] <pfred1> andypugh yeah we're out of fossil fuels too by 1970s estimates
[23:00:22] <pfred1> which is a way of saying if we really need the resources we always manage to figure out a way of aquiring them
[23:01:10] <andypugh> So far.
[23:02:17] <Guest466> thanks Andypugh and pfredl i go to sleep a little before a terrible day
[23:02:26] <pfred1> andypugh haven't you heard? The USA is going ot asteriods now
[23:02:35] <andypugh> Anyway... If I want to make a "playground" EMC source tree, how do I do it? Ideally I would like to leave my current RIP working, create a clone but only recompile the bits I have meddled with...
[23:03:13] <andypugh> I am guessing it is a got command of some sort?
[23:03:21] <andypugh> git, not got
[23:03:56] <pfred1> can't just work in another directory?
[23:04:24] <andypugh> Yeah, bit if I copy the whole tree I am concerned it will be a full recompile
[23:05:00] <pfred1> make is supposed to just build what it needs to
[23:05:28] <pfred1> how bad is compiling emc?
[23:05:39] <andypugh> Does it know that a copy of a file is "untouched"?
[23:05:48] <andypugh> ls emc*
[23:05:54] <andypugh> Oops!
[23:05:56] <pfred1> make is pretty brilliant that way
[23:06:12] <Guest466> thanks guys!!!!
[23:06:19] <pfred1> andypugh you do have to bear in mind that originally UNIX was just an IDE for C
[23:06:59] <pfred1> so some screwballs up at the labs could play Spacewar
[23:08:17] <tom3p> interesting student designed machine using emc
http://www.pervado.org/ http://www.pervado.org/attachments/000_M240-000%20Pervado%20M240.PDF
[23:08:34] <andypugh> I wonder if I can point Xcode on my mac at a remote repository on my Linux machine :-)
[23:10:14] <pfred1> tom3p it looks like a moving gantry to me
[23:11:10] <pfred1> what I don't get is how come so many twin drive X but then leave Y single drive and so unbalanced
[23:12:42] <pfred1> I suppose some of Maudslay's earlier lathes were pretty awkward in their own rights too
[23:17:43] <andypugh> Left-handed, for a start
[23:19:32] <pfred1> i love the domain!
http://ilikerust.com/walker-turnerdriverline-l540lathe.shtml
[23:20:02] <pfred1> for liking rust so much he sure goes through a lot of trouble painting over it though
[23:21:38] <MarkusBec> MarkusBec is now known as MarkusBec_away
[23:22:17] <andypugh> Aye, my Colchester suits the URL better.
[23:22:48] <pfred1> andypugh ever done electrolytic rust removal?
[23:23:11] <andypugh> Huge, and strangely poorly thought out, like a 6tpi leadscrew in the cross-slide, and a 1.5" diameter thimble. Accuracy is a challenge.
[23:23:30] <andypugh> No, but I have a Ner-aCar I intend to try it on.
[23:23:42] <pfred1> yeah its really cool like magic
[23:23:59] <pfred1> though use baking soda I've used the "real" stuff and I actually prefer baking soda better
[23:24:32] <pfred1> so don't bother getting the "right" stuff ot use just throw a box of arm and hammer in there
[23:25:03] <andypugh> I think that is a toothpaste here
[23:25:15] <pfred1> really its pretty easy to do you just dump in the waster electrode the part hook it to a DC supply and let it rip
[23:25:30] <pfred1> well baking soda in a box white powder
[23:25:37] <Guest466> sorry andypugh does i have to remove the line number 48 to 50 in the hal file
[23:25:46] <Guest466> because i hook to astep
[23:26:31] <andypugh> Yes, you do. Sorry.
[23:26:39] <pfred1> andypugh like for a smaller container just a battery charger does the trick
[23:27:08] <pfred1> andypugh though be warned the connection to the waster electrode will get hammered badly
[23:27:14] <andypugh> Guest466: I did warn you I was bound to have made several entertaining errors
[23:27:24] <Guest466> why sorry? you help me your my superman ;)
[23:27:31] <Guest466> sorry
[23:28:06] <pfred1> andypugh sometimes what I'll do is solder a piece of wire to the part i want to clean then have the wire out of the solution and connect there
[23:28:07] <Guest466> is nor serious
[23:28:13] <Guest466> i joke
[23:28:21] <andypugh> Yeah, I read it that way :-)
[23:28:36] <Guest466> great
[23:28:55] <pfred1> andypugh or just use a clip you really don't care about
[23:29:06] <Guest466> Can I contact you by email if I have still my problem with this ......
[23:30:10] <andypugh> There is some chance that the logic is back-to-front, ie you will only be able to use the A axis when the spindle is on, and only be able to use the spindle when it is off. The trick will be to try jogging A with the spindle both on and off.
[23:30:25] <andypugh> Yeah, bodgesoc@gmail.com
[23:30:32] <pfred1> but you strike me as the type that'd get a kick out of electrolytic rust removal its real Mr. Wizard sort of stuff
[23:30:53] <andypugh> Yes, it does appeal to my alchemical side :-)
[23:31:03] <Guest466> thanks andypugh and pfredl too
[23:31:08] <pfred1> stuff comes up like sandblasted sort of
[23:31:09] <andypugh> Any time.
[23:31:17] <Guest466> i go to sleep
[23:31:28] <pfred1> when i do it I call it scrubbing bubbles
[23:31:32] <Guest466> you're lovely
[23:31:45] <pfred1> because it makes little hyrodgen bubbles and it seems like they do the cleaning
[23:32:30] <pfred1> depending on how bad off items are it can take a couple of days though
[23:32:48] <andypugh> I shoud sleep too, soon. I was up at 6am for a day trip to germany. The whole concept of a day trip to a different country seems wrong.
[23:33:22] <pfred1> germany is probably closer to you than where I like to go camping is to me
[23:33:44] <pfred1> though once iget there I stay for a few days
[23:33:50] <Guest466> germany is close yeah
[23:34:06] <pfred1> hmm yes a bit too close to you
[23:34:27] <Guest466> allez bonne nuit
[23:34:32] <Guest466> have a good night
[23:34:45] <andypugh> Goodnight
[23:35:00] <Guest466> ++++++++++
[23:35:00] <pfred1> Guest466 you have to keep an eye on those germans
[23:35:12] <Guest466> why?
[23:35:29] <Guest466> they are lovely like you and me
[23:35:41] <Guest466> and superandypugh
[23:35:41] <pfred1> I guess the ones that lived
[23:35:58] <andypugh> Aye, in another window I am chatting to my german GF, be careful...
[23:36:04] <pfred1> the bad ones all ended up in south america
[23:36:45] <pfred1> if we didn't take them for our space program that is
[23:37:26] <Guest466> ho
[23:37:44] <Guest466> tomorrow i will go in my space program
[23:37:56] <tom3p> werner vonbraun
http://www.youtube.com/watch?v=QEJ9HrZq7Ro
[23:37:57] <Guest466> ahahahah my space machine in my space workshop
[23:38:19] <andypugh> tom3p: I can tell without looking that that is Tom Lehrer...
[23:38:21] <pfred1> tom3p when i went to school I went over this one kids house and they had a pic of him and the family hanging up on their wall
[23:38:38] <pfred1> tom3p turned out they were close friends with him
[23:38:51] <Guest466> have a good night
[23:38:55] <Guest466> and thanks again
[23:38:56] <tom3p> funny guy, old '60s stuff
[23:39:01] <tom3p> me too
[23:39:37] <pfred1> I wonder if Tom knows the Clarks?
[23:41:03] <Guest629> Hi All. Are there any other screens avialable other than the default one?
[23:41:39] <andypugh> You mean other user-interfaces?
[23:41:46] <Guest629> yeah
[23:41:59] <Guest629> I can only find the default one
[23:42:12] <andypugh> There are a few.
[23:43:31] <andypugh> I am looking for a reference
[23:44:50] <pfred1> its in the users manual
[23:45:25] <andypugh> User interfaces section on this page lists them
http://www.linuxcnc.org/docview/devel/html/
[23:45:58] <andypugh> MINI / AXIS / TkEmc / Touchy / Keystick
[23:46:25] <pfred1> yeah i was just reading it the other day
[23:47:05] <andypugh> We should have asked Guest466 to translate the Touchy pages into french.
[23:47:44] <Guest629> touchy looks pretty good
[23:47:48] <pfred1> just use google translate
[23:47:59] <andypugh> If you have a touchscreen then it is the obvious choice.
[23:49:05] <Guest629> looking for a nices screen with more bells an whistles
[23:49:14] <pfred1> I've been getting into checking out foreign websites though google translate you can get the general gist of what is going on with it
[23:49:56] <pfred1> isn't Axis the most belly and whistly?
[23:50:45] <andypugh> There is a german GUI someone has done with even more
[23:50:49] <Guest629> want bigger buttons and more colors
[23:51:14] <pfred1> is axis GTK?
[23:51:15] <andypugh> You can edit the xml I think
[23:51:32] <andypugh> (Or whatever the definition language is)
[23:51:33] <pfred1> it sort of looks GTKish to me
[23:51:40] <cradek> so far, all the people writing guis for emc have been interested in useful functionality, not flashy eye-candy stuff
[23:52:03] <andypugh> don't be so touchy, cradek :)
[23:52:05] <pfred1> because if it is you can theme the heck out of GTK
[23:52:09] <Jymmm> Doesn't skunkworks have a Mazak h12?
[23:52:13] <cradek> andypugh: haha
[23:52:24] <cradek> well, it's really quite true
[23:52:33] <Guest629> http://www.machmotion.com/product_info.php?products_id=93
[23:52:41] <Guest629> similar to that
[23:52:54] <pfred1> Guest629 phleeze not the M word!
[23:52:57] <cradek> MY EYYYES
[23:53:19] <Guest629> just easier to find stuff when color coded
[23:53:25] <pfred1> haven't they gone out of business yet?
[23:53:26] <andypugh> Hey, cradek, for $200 are you willing to make Touchy look bling?
[23:53:26] <cradek> Guest629: looks like you can have that for only $199
[23:53:33] <Guest629> instead of grey
[23:53:41] <cradek> andypugh: nope :-)
[23:53:49] <Guest629> dont work for emc
[23:53:57] <Jymmm> cradek: ?
[23:54:14] <Guest629> windows only
[23:54:35] <andypugh> EMC2 is open-source, you can edit the existing GUIs to look any way you like.
[23:54:36] <Guest629> have not seen much in the way for screens for emc
[23:55:38] <cradek> Guest629: flashy colors are not emc's strength - if that's a primary consideration in choosing a machine control, maybe you won't be happy with emc
[23:55:45] <Guest629> tiny problem no idea how to progam it
[23:55:51] <andypugh> $200 for a pretty screen when you can buy a decent CAD package for the same price seems steep.
[23:56:23] <andypugh> (And I use the word "pretty" advisedly)
[23:57:05] <pfred1> past that with the source you can pretty much do whatever you want to anyways
[23:57:06] <Guest629> maybe i should say semi professional lol
[23:57:32] <Jymmm> <Deliverance>you have a purrttty mouth</Deliverance>
[23:57:37] <andypugh> Guest629: No, nor have I, but it can't be that hard :)
[23:58:16] <pfred1> Guest629 maybe this will help you?
http://www.anderswallin.net/2007/01/extending-axis-with-pyvcp/
[23:59:50] <Guest629> here is what i am looking for full screen gui with the main buttons colored and large(ex: start=green, pause=yellow, estop= red) that sorta setup
{kind=link}
{kind=link}
{kind=link}
{kind=link}
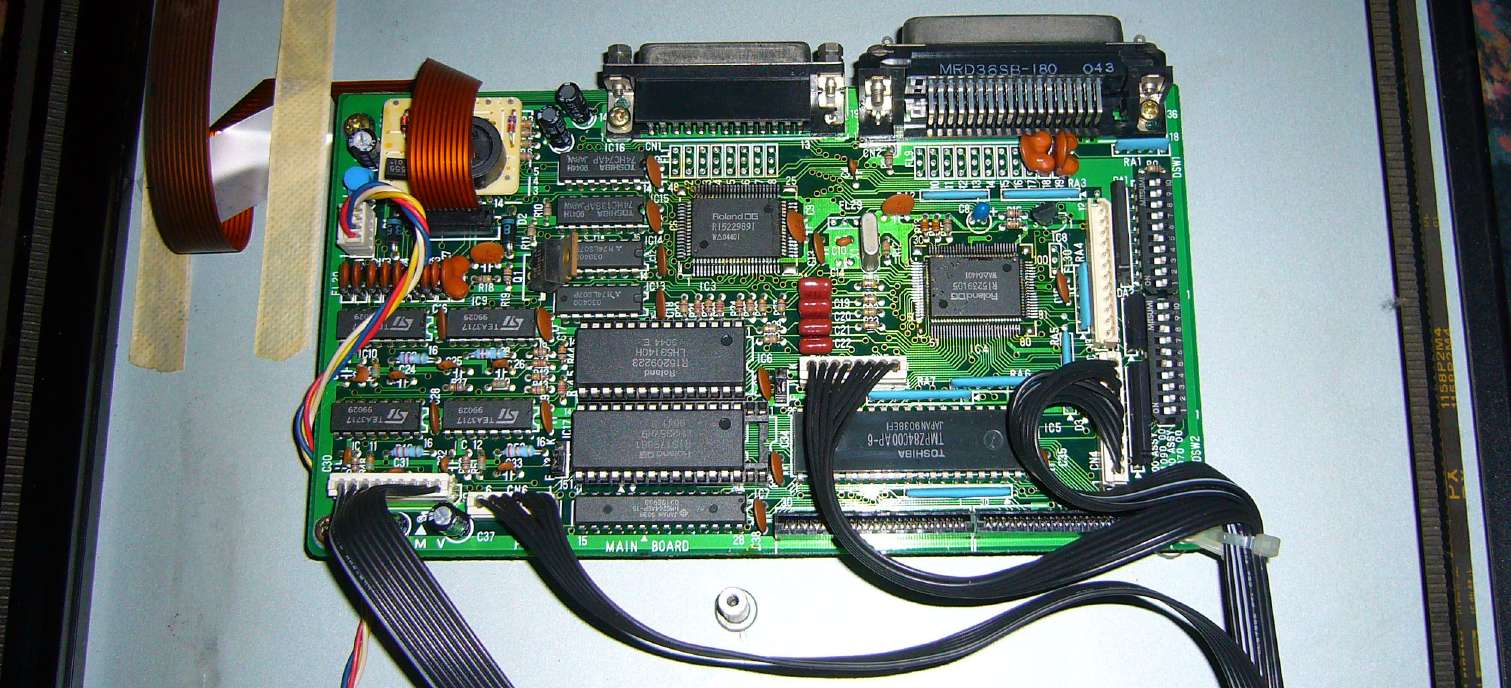{kind=link}
{kind=link}