Back
[00:00:16] <elmo40> which one is 8.04? hardy?
[00:01:23] <jt-plasma> dunno I can't keep up
[00:01:48] <elmo40> ya, it is hardy heron
[00:02:12] <elmo40> * Ubuntu 6.06.2 LTS (Dapper Drake)
[00:02:12] <elmo40> * Ubuntu 6.10 (Edgy Eft)
[00:02:12] <elmo40> * Ubuntu 7.04 (Feisty Fawn)
[00:02:12] <elmo40> * Ubuntu 7.10 (Gutsy Gibbon)
[00:02:12] <elmo40> * Ubuntu 8.04.3 LTS (Hardy Heron)
[00:02:14] <elmo40> * Ubuntu 8.10 (Intrepid Ibex)
[00:02:16] <jt-plasma> actually it is still downloading here I went to the other shop and d/l it there and drilled new holes for the mounting plate
[00:02:17] <elmo40> * Ubuntu 9.04 (Jaunty Jackalope)
[00:02:19] <elmo40> * Ubuntu 9.10 (Karmic Koala)
[00:03:22] <jt-plasma> * jt-plasma talks to Cocoa and she said it is time for me to take a walk with her to explore the woods before it gets too dark
[00:04:43] <elmo40> dark here
[00:04:49] <elmo40> 19:00
[00:07:14] <aa-danimal-shop> 4:00 here
[00:08:44] <elmo40> am?
[00:08:52] <elmo40> up late, eh
[00:09:00] <elmo40> Toronto, Canada
[00:09:14] <elmo40> i will get that already made machine and put linuxCNC on it.
[00:09:31] <elmo40> right now it has MachCNC
[00:11:46] <aa-danimal-shop> pm
[00:11:59] <aa-danimal-shop> San Diego, CA
[00:14:57] <jt-plasma> beer:15 here
[00:15:03] <jt-plasma> but I'm drinking wine
[00:15:33] <aa-danimal-shop> how goes the battle
[00:16:09] <jt-plasma> downloading updates to 8.04.4 but have not got emc to install yet
[00:16:40] <aa-danimal-shop> is your wiring done?
[00:16:57] <jt-plasma> everything that I know about LOL
[00:17:17] <jt-plasma> as quick as I can start testing the I/O and the drives I'll know for sure
[00:19:21] <aa-danimal-shop> nice
[00:19:34] <aa-danimal-shop> hope u get the latency down
[00:19:53] <jt-plasma> I'll find out as soon as I can get EMC to install
[00:20:15] <jt-plasma> * jt-plasma is cleaning his .44 magnum just in case...
[00:21:46] <jt-plasma> I see the problem seb has not updated his web page on 2.4 yet
[01:02:44] <geo01005_home> geo01005_home is now known as geo01005
[01:26:20] <skunkworks_> well - now 1 servo has no continuity between the case and brushes.
[01:27:13] <skunkworks_> 1 looks like it was recently overhauled,. The last one we think we should pop the back off an clean out... (the brush area separates from the servo.
[01:27:39] <skunkworks_> it measures about 30-40k ohms to ground
[02:23:33] <Guest307> Guest307 is now known as skunkworks_
[02:48:50] <clytle374> I read that emc can be built on 64bit. Is there a worth while advantage? Or disadvantage?
[02:53:11] <Valen> nither as far as I'm aware
[02:54:13] <Valen> aa-danimal-shop: started on the writeup for our mill
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?JakeAndRussells
[02:59:39] <Valen> oh yeah biting the bullet and getting a gas spring on our Z drive
[03:10:39] <cradek> I agree: no advantage
[03:10:39] <cradek> the only drawback of a 64 bit install is you can't use the packages we distribute - you have to build it
[03:15:38] <aa-danimal-shop> howdy
[03:15:44] <cradek> hey
[03:16:05] <aa-danimal-shop> hows it going
[03:16:15] <cradek> great, happy tomorrow's not monday yet
[03:16:50] <aa-danimal-shop> cradek:
http://www.youtube.com/watch?v=SsPmBr9udW0
[03:18:45] <cradek> your tool changer does seem faster and smoother
[03:19:38] <aa-danimal-shop> despite all the problems, it was sort of a cream puff of a machine
[03:19:53] <aa-danimal-shop> zero wear on the ways
[03:20:23] <cradek> I bet always being covered in cutting oil helps
[03:20:29] <aa-danimal-shop> lol
[03:20:34] <aa-danimal-shop> it was clean when i got it
[03:20:49] <aa-danimal-shop> hey they sent me the wrong cutting oil
[03:21:01] <aa-danimal-shop> they sent me ultra lite
[03:21:06] <cradek> oops
[03:21:12] <aa-danimal-shop> but they are sending me the right stuff
[03:21:18] <cradek> dang, I bet shipping it back is a pain
[03:21:23] <aa-danimal-shop> they were really good about it
[03:21:36] <aa-danimal-shop> even offered to ship it red label
[03:21:48] <aa-danimal-shop> all for free
[03:21:55] <aa-danimal-shop> didnt even want the other stuff back
[03:22:06] <cradek> wow, that's nice
[03:22:14] <aa-danimal-shop> stand up company
[03:22:21] <cradek> maybe you can just top off with the light stuff then
[03:22:28] <aa-danimal-shop> i didnt even say anything other than i think i might have gotten the wrong stuff
[03:22:43] <cradek> I haven't had to top off yet (good because I don't have any more)
[03:22:47] <aa-danimal-shop> na, the ultra light smokes up REALLY bad
[03:22:53] <cradek> oh
[03:23:07] <aa-danimal-shop> like i was worried about the fire department coming
[03:23:12] <cradek> you can't use it for anything?
[03:23:16] <cradek> haha
[03:23:30] <aa-danimal-shop> maybe drilling and tapping on manual machines
[03:23:42] <aa-danimal-shop> i wont use it on cnc machines
[03:23:45] <cradek> yeah, that's supposed to smoke
[03:24:05] <cradek> band saw?
[03:24:17] <aa-danimal-shop> i ordered an external coolant tank and pump for the mill to fix the rusty coolANT ISSUE
[03:24:22] <aa-danimal-shop> good idea!
[03:24:44] <aa-danimal-shop> really good idea
[03:25:53] <aa-danimal-shop> i made my first titanium cog today on the HNC... started with a 4" diameter chunk of titanium
[03:26:00] <aa-danimal-shop> worked awesome
[03:26:07] <cradek> slick!
[03:26:15] <aa-danimal-shop> i was a little worried about horsepower, but it worked great
[03:26:28] <cradek> you have to really dig in to cut it, don't you?
[03:26:32] <cradek> (I haven't worked with it)
[03:26:49] <aa-danimal-shop> i was taking .025" deep cuts (facing)
[03:27:04] <cradek> wow, what sfm?
[03:27:08] <aa-danimal-shop> ti cuts really nice if you use proper feeds and speeds
[03:27:17] <aa-danimal-shop> 235
[03:27:20] <aa-danimal-shop> to start
[03:27:25] <aa-danimal-shop> 5ipm
[03:28:01] <cradek> neat. that's sure going to be a useful machine for you.
[03:28:06] <aa-danimal-shop> very
[03:28:24] <aa-danimal-shop> i'm pretty happy with it
[03:29:01] <aa-danimal-shop> it took 20-30 minutes of manual machine time and cut it down to 243 seconds
[03:29:26] <aa-danimal-shop> mostly due to seting up for different angles
[03:30:06] <cradek> wow, that's a huge improvement
[03:30:20] <cradek> and you can be doing something else...
[03:30:33] <cradek> or just sitting and watching it in awe?
[03:30:57] <skunkworks_> * skunkworks_ still gets a kick out of this..
http://www.electronicsam.com/images/KandT/conversion/servo/brushholder.JPG
[03:31:08] <skunkworks_> I could make pencil lead...
[03:31:37] <cradek> yuck
[03:32:12] <aa-danimal-shop> yea, kinda hard to do something else in 2 minutes, but regardless, WAY better
[03:34:21] <aa-danimal-shop> parts look alot better, and i dont have to do any hand blending either, so it actually saves me even more time. Also gets rid of 2 cuts i had to do on the mill before, and also changes one long toolpath from multiple depth slotting to single pass profiling
[03:34:54] <aa-danimal-shop> al in all, i'm pretty stoked :)
[03:35:02] <cradek> very cool
[03:35:29] <cradek> skunkworks_: any progress mounting motors and stuff?
[03:35:46] <aa-danimal-shop> yea, i miss your progess pictures skunkworks
[03:35:54] <aa-danimal-shop> how's it going?
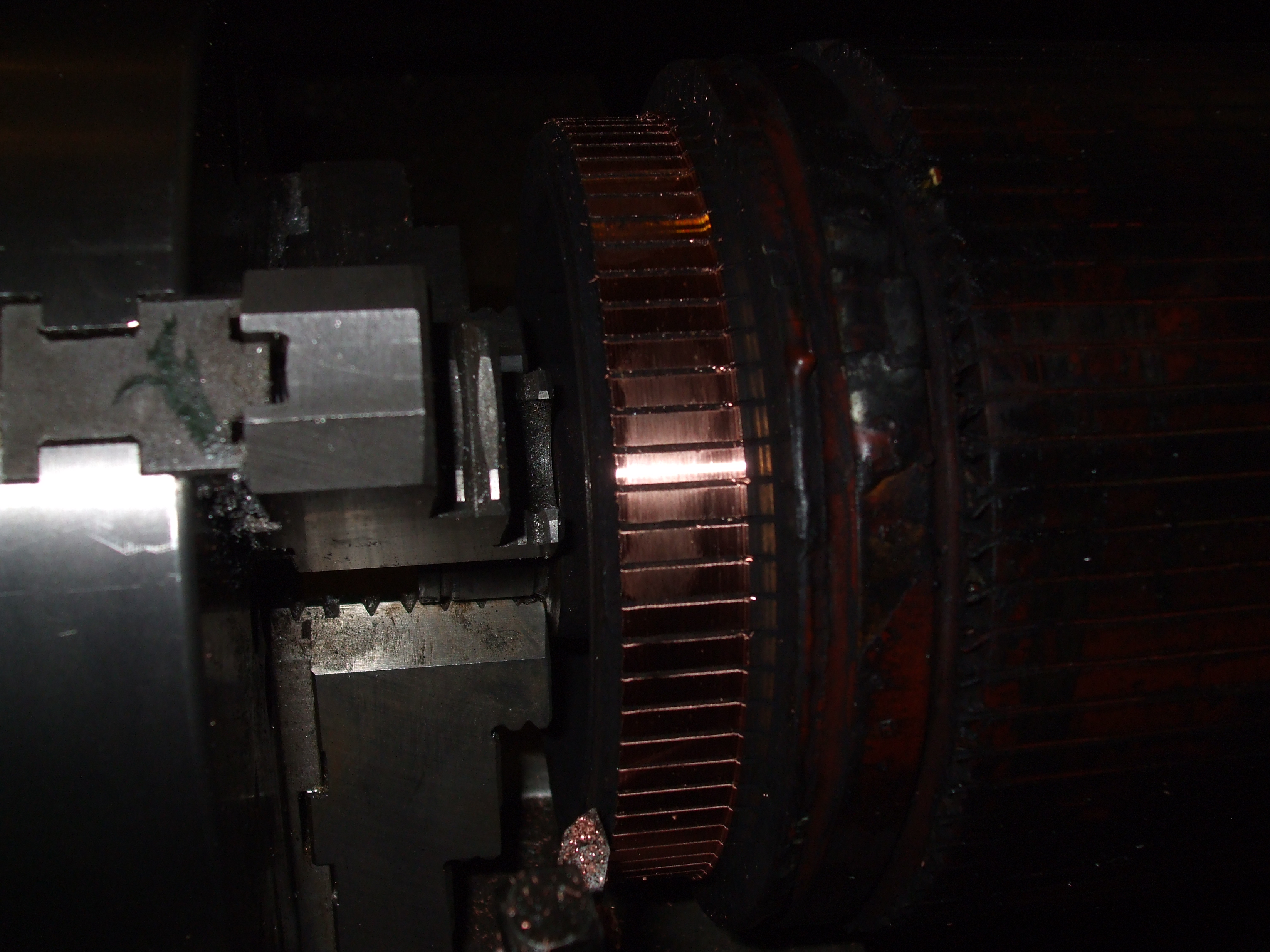
[03:37:17] <skunkworks_> pretty good. Spent most of the day today machining the commutators of one of the servos..
[03:37:28] <skunkworks_> hope to start mounting soon..
[03:37:40] <skunkworks_> http://www.electronicsam.com/images/KandT/conversion/servo/rotor3.JPG
[03:37:55] <skunkworks_> http://www.electronicsam.com/images/KandT/conversion/servo/commutator.JPG
[03:38:52] <skunkworks_> http://www.electronicsam.com/images/KandT/conversion/servo/rotor1.JPG
[03:39:34] <skunkworks_> plus that one was just full of carbon..
[03:40:23] <skunkworks_> measured around 14kohm to ground.. now it doesn't measure anything.
[03:42:42] <cradek> wow, that's big
[03:43:09] <cradek> (yes I know that's a setup for a joke)
[03:43:10] <aa-danimal-shop> nice!
[03:43:44] <aa-danimal-shop> that's what she said (if it was backwards day)
[03:43:45] <cradek> heh, nice big lathe, irritating rocker tool post
[03:45:37] <cradek> I should have taken photos of my furnace repair job thursday... but there was no time
[03:46:52] <skunkworks_> heh - yah - that is a monarch lathe.. Has all the bells and whistles. (even though it has a rocker tool post)
[03:47:28] <skunkworks_> my hand are still a little black..
[03:49:26] <renesis> skunkworks_: neat pics
[03:50:25] <skunkworks_> Thanks
[03:50:41] <skunkworks_> No major suprises yet.
[03:50:52] <renesis> dirty!
[03:51:51] <skunkworks_> very. we figured that is why they scrapped the machine these servos where on.. hung up brushes and lots of carbon buildup
[03:52:04] <skunkworks_> it couldn't have worked very well.
[03:52:39] <renesis> ya really
[03:52:44] <cradek> you think it fried the amps?
[03:53:06] <skunkworks_> they where big scr style amps... I don't know.
[03:54:15] <skunkworks_> but if a good percentage of the brushes are not touching the commutator.. I assume it makes for flaky motion.
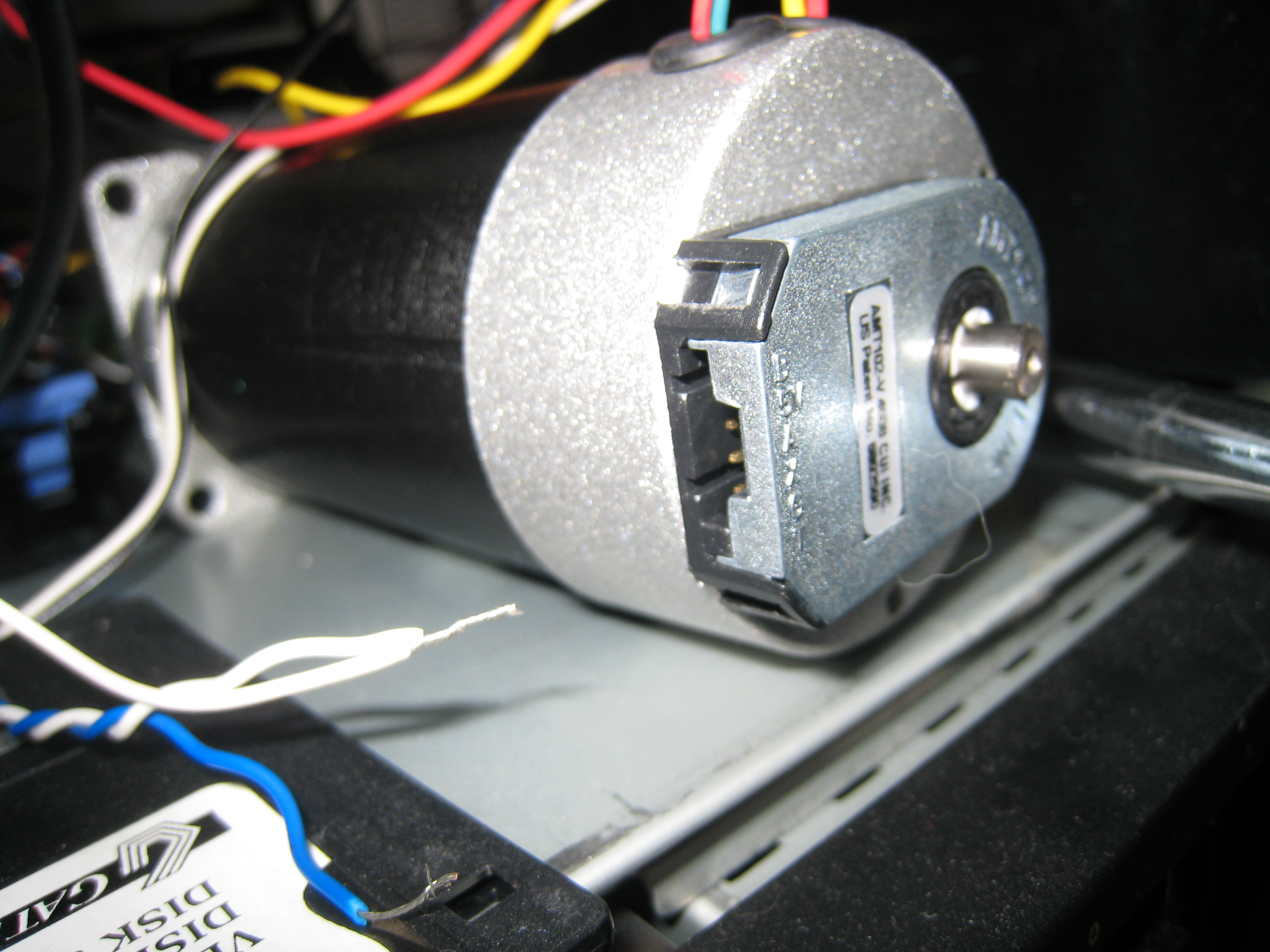
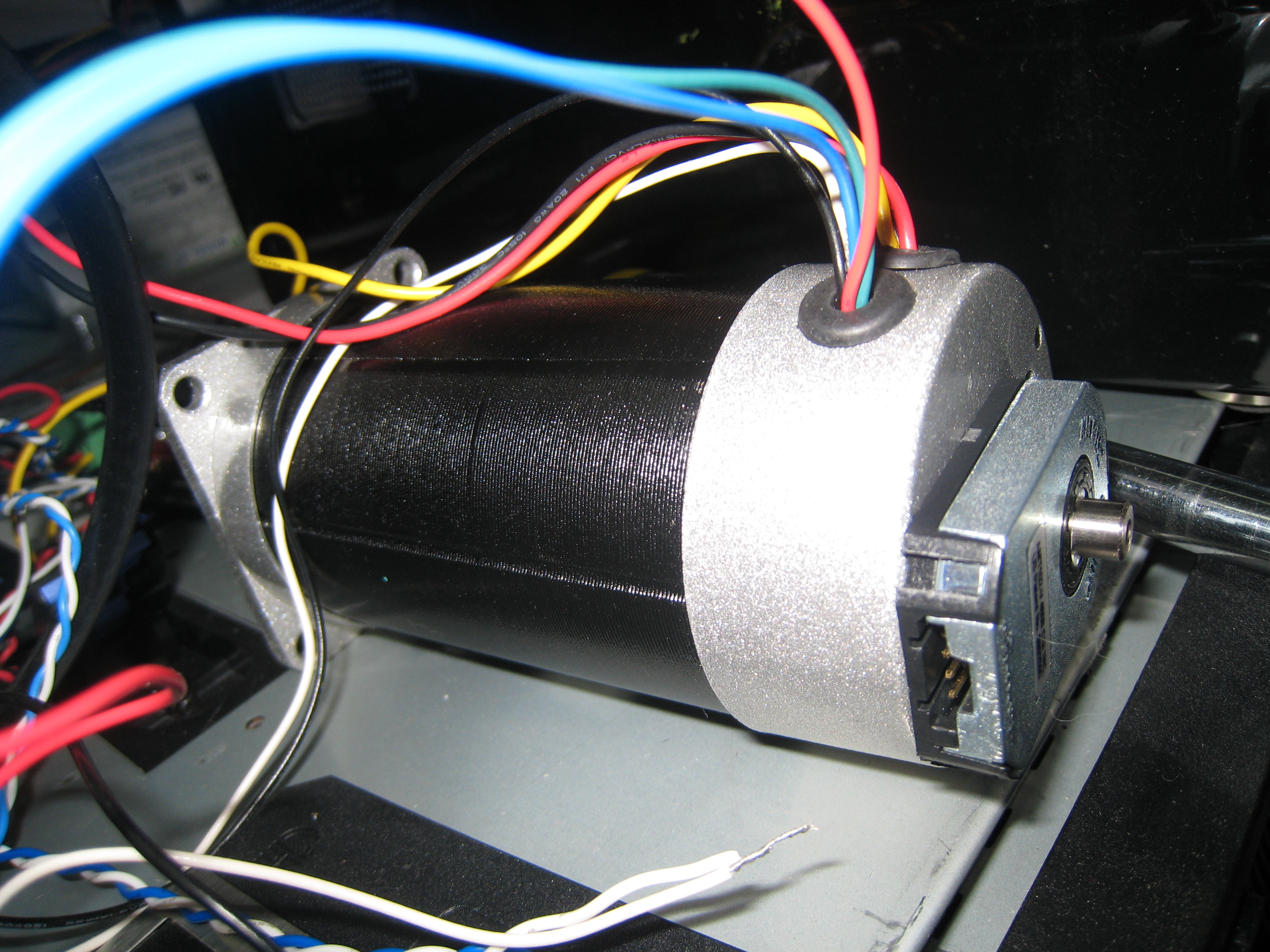
[03:55:01] <geo01005> In stalled my first CUI AMT-102 Encoder last night.
[03:55:15] <Valen> it'll just reduce the power
[03:57:14] <Valen> big problem with all that carbon on the commutator is it'll short between the windings
[03:58:41] <skunkworks_> I bet.
[03:59:00] <skunkworks_> geo01005: what do you think of them?
[03:59:18] <skunkworks_> The servo cleaned up all nice and pretty.
[04:00:16] <geo01005> The install for the encoders was really easy after I got the holes drilled and tapped.
[04:00:46] <geo01005> I haven't had much of a chance to see how they work under load.
[04:00:56] <geo01005> But so far, not problems :)
[04:01:08] <geo01005> Very cost effective for my application.
[04:02:26] <geo01005> I haven't noticed the nervous behavior that some have.
[04:02:49] <renesis> is setting up emc for encoders with steppers pretty easy?
[04:03:03] <renesis> all my steppers have dual d shafts
[04:03:18] <geo01005> Now I just need to get the set screws holding the encoder wheels of the rest of my motors.
[04:03:50] <geo01005> Stupid lock tite...
[04:03:56] <renesis> heh
[04:04:05] <renesis> loctite is win!
[04:04:35] <geo01005> yeah, especially with a 1.5mm hex wrench.
[04:05:12] <renesis> heh
[04:05:25] <renesis> you might want to get a few extra
[04:05:44] <geo01005> I ended up drilling the last one out.
[04:06:24] <renesis> those no-pitch reverse thread screw extractors are pretty neat
[04:06:30] <skunkworks_> These servos where direct driving 2tpi ball screws - now we will be running 3tpi with 2:1 reduction. (that will get us close to the original hydraulic servos.) and give us a top speed of about 200ipm
[04:06:44] <skunkworks_> http://www.electronicsam.com/images/KandT/pcbmill/bldcenc1.jpg
[04:06:49] <geo01005> Never seen the no pitch ones.
[04:07:10] <renesis> theyre like 4 or 5 tpi
[04:07:29] <geo01005> skunkworks: I didn't know that you had some of those amt encoders.
[04:07:52] <skunkworks_> just played with them a little bit so far./
[04:08:06] <skunkworks_> http://www.electronicsam.com/images/KandT/pcbmill/bldcenc2.jpg
[04:08:57] <skunkworks_> going to be the servos for a pcbmill.. but that is on hold until the Kerney and trecker is running again.
[04:09:27] <tom3p> 2 tpi is pretty low pitch, how many pulses per screw rev do you get out of encoders?
[04:09:36] <renesis> http://media.digikey.com/photos/CUI%20Photos/AMT103-V.jpg
[04:09:43] <renesis> you get all that stuff for $30?
[04:09:46] <renesis> or what
[04:10:08] <geo01005> yep, the whole kit.
[04:10:20] <renesis> thats pretty neat
[04:10:32] <geo01005> I bought the shielded cables too.
[04:10:36] <skunkworks_> tom3p: that was the original machine that these servos came off of. that machine used resolvers. Putting these on the kerney and trecker - they will be about 6 rotations per inch.
[04:10:52] <Valen> renesis, emc can only use encoders with steppers to trip a ferror
[04:11:48] <Valen> as far as I'm aware
[04:11:52] <renesis> whats ferror
[04:12:04] <renesis> if it tells emc shit got f'd up and to stop, thats all i want
[04:12:13] <Valen> thats what it is
[04:12:18] <renesis> neat
[04:12:20] <Valen> following error
[04:12:21] <skunkworks_> that is ferror ;) - following error.
[04:12:24] <skunkworks_> heh
[04:12:27] <renesis> oh
[04:12:32] <renesis> yeah see i dont have that
[04:12:54] <geo01005> I keep wondering how much it would take to do closed loop steppers with EMC.
[04:12:59] <renesis> im like STUPID CNC YOU BENT THE DRILL Z GOT STUCK cnc is like LALALALALALA
[04:13:40] <tom3p> 1" / (6revs * 256ppr *4quadrature ) = 1.6276 tenths rez. ok
[04:14:08] <Valen> easiest way is to drive the steppers like servo's I'd imagine ;->
[04:14:12] <skunkworks_> input scale will be 60960
[04:14:30] <geo01005> Valen: Yeah, that is what I'm talking about.
[04:14:41] <geo01005> Mesanet has a board to do it.
[04:14:46] <Valen> I meant external to EMC itself
[04:14:57] <geo01005> Would just need the software support to work.
[04:14:59] <skunkworks_> tom3p: input scale will be 60960 (2540 line encoders.)
[04:15:05] <Valen> what software?
[04:15:23] <tom3p> skunkworks thx got it
[04:15:25] <geo01005> an additional module for the hostmot2 driver.
[04:16:25] <skunkworks_> a few people have put the stepgens in velocity mode - then use the encoders as feedback.. like servos. The issue is - with servos if you start falling behind you push it harder.. With stepper - you start falling behind - you want to slow down. Opposite
[04:17:28] <tom3p> skunkworks then feedback is very hi rez
[04:18:20] <skunkworks_> Plus now with some nice amc servo amps - We will be able to do use the tach feedback for velocity :)
[04:20:39] <skunkworks_> after getting up an running - we also want to see if we can resurrect the linear scales
[04:23:26] <cradek> dual feedback would be great on that machine.
[04:23:53] <geo01005> skunk works, I don't think I have ever seen any pics of the machine?
[04:24:43] <skunkworks_> http://www.electronicsam.com/images/KandT/oldkandt.JPG
[04:25:27] <skunkworks_> http://www.electronicsam.com/images/KandT/DSCCurrent.JPG
[04:31:13] <geo01005> Oh, I had seen that one before. I just didn't make the connection.
[04:31:42] <geo01005> Finally got the last set screw out :) I ended up using a carbide burr as an easy out.
[04:41:23] <renesis> penguins go brrrr
[05:03:01] <tom3p> skunkworks: i'm impressed, i've been under the impression (for years) that hi-pitch screws were a problem for hi rez position, needing hi-rez encoders to allow very minute changes in pitch ( and thus fine position) , and once the position was fine enough for metalwork, the top velocity started to drop because of the encoder reading frequency limit.
[05:03:03] <tom3p> I knew if you could use hi-pitch, you could increase the acceleration for an axis with a given motor.
[05:04:08] <tom3p> so i'm very interested in your work ( i have 1mm/rev screws on my edms :)
[05:30:01] <aa-danimal-shop> tom3p: when are you going to get an edm running on emc?
[05:30:34] <aa-danimal-shop> i know you've been working on one, right?
[05:30:39] <frysteev> Jymmmmmmm: moo
[05:46:01] <Jymmmmmmm> ?
[05:48:23] <frysteev> got the machine moving
[05:48:30] <Jymmmmmmm> cool
[05:48:39] <frysteev> trying to get emc going woo
[05:54:28] <frysteev> Jymmmmmmm: you got a few minutes?
[06:07:03] <frysteev> im having issues trying to jog my machine. it will go acouple inches then stop
[06:29:45] <tom3p> aa-danimal-shop: been years. not a lot of progress as emc dont play that. but i think i may have a hal workaround to do sink and orbiting. right now ive got a 35amp gen in my hand reworking the i/o so hal can control it.
[06:30:54] <tom3p> and holding heavy pcbs for hours sux, eyes tired andall those pointy bits are aggravating to hold ;)
[06:40:42] <frysteev> i think ive had eough of bashing my head aginst a wall with emc otngiht
[08:03:50] <frysteev> hi hi
[10:25:43] <Jymmmmmmm> jepler: Hey, I just came across your "third hand", I thought you might be interested in this:
http://ecx.images-amazon.com/images/I/31DbvcNsZ%2BL._SS400_.jpg It's called a "tarp clamp" and menat to hold down or clamp tarps. they are available from HD, Lowes, etc. You slide to LOCK, and the ones I saw were made from glass impregnanted nylon (good stuff). Very rigid too.
[10:27:21] <Jymmmmmmm> jepler: Combining one or more of those with the Loc-Line might be kinda cool. I have nfc where to get Loc-Line from though - mail order seems excessive.
[10:28:09] <Jymmmmmmm> Jymmmmmmm is now known as Jymmmmmm
[10:45:55] <MrSunshine>
[10:45:55] <MrSunshine>
[10:45:56] <MrSunshine>
[10:46:03] <MrSunshine>
[10:46:08] <MrSunshine> asdf
[10:46:12] <MrSunshine> omg!
[10:46:14] <MrSunshine> wtf
[10:46:14] <Jymmmmmm> ?
[10:46:24] <MrSunshine> dont you see alot of lines with just whitespaces from me ? :/
[10:46:40] <Jymmmmmm> Yes, wondering why you're doing that?
[10:47:13] <micges> keyb test :)
[10:47:21] <archivist> fell asleep on the keyboard?
[10:47:39] <MrSunshine> Jymmmmmm, i dont know :/ apreantly something has pressed space ... and when i tried to type the text thingie was acting wierd so i pressed enter ....
[10:48:12] <micges> a ghost
[10:49:14] <MrSunshine> mm :P
[10:49:35] <MrSunshine> anyhow, is it posible to grind a taper on a straight enmill or is there alot of release surfaces etc that needs to be there? :/
[10:52:09] <archivist> anything is possible, its a question of how with the equipment you have
[10:52:44] <MrSunshine> hehe, atm no equipment :P
[10:52:52] <MrSunshine> more then a belt grinder etc :P
[12:40:17] <Valen> hey archvist, we be starting to contribute
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?JakeAndRussells
[13:20:26] <jthornton> Valen: Nice :)
[13:20:35] <Valen> thanks
[13:20:43] <Valen> we'll be sticking up more photos and such soon
[13:21:30] <jthornton> I like your splash curtian
[13:22:12] <Valen> lol it was a nescisety when we got the new coolant pump
[13:23:38] <Valen> problem is it has a magnetic base but theres nothing on the head of the mill thats magnetic enough to stick it to lol
[13:26:01] <Valen> so we attached it to a hard stop we put on the Z drive
[13:27:56] <jthornton> all right now my recipe database is finally working
[13:29:22] <Valen> dinner at your place?
[13:30:21] <jt-plasma> sure come on over
[13:30:32] <Valen> better be good
[13:31:47] <jt-plasma> gnipsel.com
[13:31:55] <jt-plasma> www.ginpsel.com
[13:32:14] <Valen> DNS error - cannot find server
[13:32:26] <Valen> http://www.gnipsel.com/
[13:33:00] <Valen> might want to integrate it with the site a touch more ;->
[13:33:14] <jt-plasma> LOL can't even spell my own web site this morning
[13:33:37] <jt-plasma> integrate what?
[13:33:54] <Valen> its just on a white page
[13:34:27] <jt-plasma> I just got the database part done css style is next :)
[13:34:45] <jt-plasma> I had to get past mysql and php first LOL
[13:35:36] <jt-plasma> SWEET! I've finally got EMC up and running on the hardinge on a mobo that works :)
[13:36:09] <Valen> http://www.gnipsel.com/CNCHome.htm is a 404
[13:36:45] <jt-plasma> not done it yet
[13:37:00] <jt-plasma> :/ I have like 6 kernels now
[13:37:13] <Valen> lol
[13:37:13] <jt-plasma> * jt-plasma wonders how to get rid of the ones I don't need
[13:37:23] <Valen> how did you put them in?
[13:38:06] <jt-plasma> I had to install 8.04.4 on the computer as it was too new for 8.04.0
[13:38:22] <jt-plasma> then install the rt with emc from the scrip on wiki
[13:38:24] <Valen> well theres always this, are they bothering you?
[13:38:37] <jt-plasma> it boots to the wrong one atm
[13:38:53] <Valen> you just need to set the default in grub
[13:39:03] <Valen> odds are though it'll save whichever one you last booted into
[13:41:11] <jt-plasma> ok
[13:41:32] <Valen> double check that though, otherwise you will need to edit /etc/grub/menu.lst
[13:49:03] <JT-Hardinge> I'm trying to get 2.4 installed but when I do "sudo apt-get update" it reports a couple of files are missing
[13:49:17] <Valen> like what?
[13:49:24] <JT-Hardinge> Err
http://emc2-buildbot.colorado.edu hardy/v2.4_branch-rt\ Packages
[13:49:26] <JT-Hardinge> 404 Not Found
[13:49:44] <JT-Hardinge> W: Failed to fetch
http://emc2-buildbot.colorado.edu/~buildmaster/dists/hardy/v2.4_branch-rt\/binary-i386/Packages.gz 404 Not Found
[13:49:46] <JT-Hardinge> E: Some index files failed to download, they have been ignored, or old ones used instead.
[13:49:59] <Valen> somebody may be updating stuff
[13:50:12] <Valen> actually thats probably the problem
[13:50:17] <JT-Hardinge> ah ok, I'll try again in a minute
[13:50:17] <Valen> there is a \/ in there
[13:50:31] <Valen> nope that file downloaded fine for mr
[13:50:33] <Valen> me
[13:50:40] <Valen> can you get it by clicking on that url?
[13:51:13] <JT-Hardinge> I get a 404
[13:52:01] <Valen> whall thereas yar praaablem
[13:52:20] <Valen> try
http://emc2-buildbot.colorado.edu/~buildmaster/dists/hardy/v2.4_branch-rt\binary-i386/Packages.gz
[13:52:51] <JT-Hardinge> 404
[13:52:57] <Valen> http://emc2-buildbot.colorado.edu/~buildmaster/dists/hardy/v2.4_branch-rt/binary-i386/Packages.gz
[13:53:25] <JT-Hardinge> that works where do I save it to?
[13:53:49] <Valen> doesn't matter
[13:54:20] <Valen> whats the EMC line in your /etc/apt/sources.list
[13:54:27] <Valen> you dont need to download it anyway
[13:54:32] <Valen> well you shouldn't manually
[13:54:46] <Valen> the problem is its got the wrong path
[13:55:07] <JT-Hardinge> deb
http://emc2-buildbot.colorado.edu/~buildmaster hardy v2.4_branch-rt\
[13:55:09] <JT-Hardinge> deb-src
http://emc2-buildbot.colorado.edu/~buildmaster hardy v2.4_branch-rt
[13:55:38] <Valen> change deb
http://emc2-buildbot.colorado.edu/~buildmaster hardy v2.4_branch-rt\ to deb
http://emc2-buildbot.colorado.edu/~buildmaster hardy v2.4_branch-rt
[13:56:06] <Valen> then apt-get update
[13:56:31] <Valen> note the removal of the \
[13:56:45] <JT-Hardinge> ok
[13:57:57] <JT-Hardinge> Cool it worked, thanks Valen
[13:58:06] <Valen> no worries
[13:59:11] <JT-Hardinge> * JT-Hardinge wanders in to check on breakfast while EMC installs
[14:01:07] <Valen> * Valen goes to bed
[14:40:41] <Guest357> newbie here needing a little help -- may I ask questions here?
[14:43:31] <ries> Guest357: don't ask to ask... just ask :)
[14:45:12] <jepler> Jymmmmmm: I mail ordered the loc line from enco, piggy backing on other stuff so the shipping was free
[14:45:22] <jepler> thanks for the link
[14:45:31] <Guest357> Sorry. In short, my EMC2 system is locking up in one or all axes, one direction only. EX: Going along fine, then all of a sudden X won't decrease, will only increase.
[14:46:08] <Jymmmmmm> jepler: Ah, ok. Cool
[14:46:08] <Guest357> Using Probotics Probodrives, set them all to positive logic, same problem persists.
[14:48:03] <Jymmmmmm> jepler: What diameter loc-line did you use?
[14:50:42] <Guest357> ries: Does my question make sense? I'n new to machining altogether so unsure what is relevant.
[14:51:33] <ries> Guest357: your question does make sense, I just don't have a answer.... my gut feeling would say to look into your HW
[14:52:50] <Guest357> Okay, thanks.
[14:57:25] <JT-Hardinge> hmm, making progress but now it won't load the 5i20 dmesg
http://pastebin.ca/1804669 EMC Error
http://pastebin.ca/1804670
[15:02:40] <JT-Hardinge> Axis sim loads so the problem must be between the 5i20 and/or hostmot2 I guess
[15:07:31] <Jymmmmmm> Heh, very last photo reminds me of robot from Lost In Space.... “Danger, Will Robinson! Danger”
[15:07:44] <Jymmmmmm> http://www.loc-line.com/application/index.html
[15:13:45] <JT-Hardinge> at least the latency is ok on this mobo
[15:17:11] <JT-Hardinge> * JT-Hardinge tries to figure out how to remove the unwanted kernels now
[15:17:43] <Jymmmmmm> JT-Hardinge:
http://www.google.com/search?q=popcorn+popper
[15:19:52] <jepler> Jymmmmmm: the smallest
[15:20:02] <Jymmmmmm> k
[15:20:21] <Jymmmmmm> jepler: Does it really hold well?
[15:20:45] <jepler> Jymmmmmm: well enough for a circuit board anyway
[15:21:12] <Jymmmmmm> jepler: How much weight would you guess it could hold?
[15:21:17] <jepler> Jymmmmmm: ounces, not pounds
[15:21:40] <Jymmmmmm> jepler: So, the force of a soldering iron would move it?
[15:21:52] <JT-Hardinge> if I disappear then I did it wrong
[15:22:32] <JT-Hardinge> if I reappear in a few then I did it correctly
[15:22:54] <Jymmmmmm> QUICK! Everyone hide!
[15:23:05] <jepler> Jymmmmmm: I am sure you could push on a circuit board with the tip of a soldering iron hard enough to make it move, but typically you wouldn't be pushing with the iron..
[15:23:52] <Jymmmmmm> Jymmmmmm is now known as Jymmmmm
[15:24:32] <Jymmmmm> jepler: I was thinking like desoldering using solderwick, where you have to get in there a bit with the soldering iron
[15:26:23] <Jymmmmm> jepler: Either way, You gave me a a great idea to use those tarp clamps for. I might come up with some other idea for a frame/positioning system.
[15:26:40] <Jymmmmm> Uh oh, jt-plasma went bu-bye
[15:27:05] <JT-Hardinge> well that worked now to figure out why the 5i20 won't work :/
[15:32:17] <JT-Hardinge> hm2_5i20.0: FPGA did not assert DONE
[15:32:28] <JT-Hardinge> hm2/hm2_5i20.0: failed to program fpga, aborting hm2_register
[15:32:37] <JT-Hardinge> hm2_5i20.0: board fails HM2 registration
[15:32:46] <JT-Hardinge> hm2_pci: probe of 0000:01:09.0 failed with error -5
[15:37:36] <jepler> when you rebooted did you power off all the way? To me, that message says the FPGA is confused...
[15:38:03] <JT-Hardinge> no, let me try that
[15:40:10] <jepler> any difference?
[15:42:02] <JT-Hardinge> just comparing dmesg and they are both the same
[15:42:52] <JT-Hardinge> this have anything to do with your last commit "sysfs: duplicate filename 'parport_pc' can not be created"
[15:43:01] <Jymmmmm> JT-Hardinge: Did you pay homage to the FPGA Gawds by sacrificing a CPU?
[15:43:34] <JT-Hardinge> no the cpu came back to life
[15:44:23] <jepler> JT-Hardinge: what firmware are you using? are you using old emc2-firmware-mesa-5i20-hostmot2 or new hostmot2-firmware-5i20?
[15:45:34] <jepler> JT-Hardinge: I made that change after seeing your dmesg, but it has nothing to do with 5i20
[15:46:30] <JT-Hardinge> jepler: I don't know which firmware I'm using
[15:46:56] <JT-Hardinge> hm2: loading Mesa HostMot2 driver version 0.15
[15:47:06] <JT-Hardinge> hm2_pci: loading Mesa AnyIO HostMot2 driver version 0.6
[15:47:15] <jepler> then you're probably using emc2-firmware-mesa-5i20-hostmot2
[15:47:31] <JT-Hardinge> I didn't do anything special after loading the 2.4 deb
[15:47:42] <Dave911> skunkworks_: Does that K&T machine have linear scales on it? How does it handle coolant spray/splash? Looks like that was probably a very expensive machine in its day. How old is it?
[15:47:55] <jepler> you would have had to install the hostmot2-firmware-5i20 package; otherwise you still have the same bitfiles as you did for emc2.3.
[15:48:12] <JT-Hardinge> ok
[15:48:38] <jepler> JT-Hardinge: which firmware=?
[15:49:16] <JT-Hardinge> 1:2.3.4-1
[15:49:37] <jepler> I mean on the loadrt line
[15:49:48] <JT-Hardinge> ok one sec
[15:50:40] <JT-Hardinge> loadrt hostmot2
[15:51:06] <jepler> loadrt hm2_pci config="firmware=SVST8_4.BIT num_encoders=3 num_pwmgens=3"
[15:51:40] <JT-Hardinge> loadrt [HOSTMOT2](DRIVER) config=[HOSTMOT2](CONFIG)
[15:51:47] <JT-Hardinge> CONFIG="firmware=hm2/5i20/SVST8_4.BIT num_encoders=3 num_pwmgens=3 num_stepgens=0"
[15:52:02] <JT-Hardinge> I just made a copy of the 5i20 servo in 2.4
[15:52:04] <Guest307> Dave911: late 60's. It has a collant manifold on the spindle - we have not used it yet.
[15:52:13] <Guest307> Guest307 is now known as skunkworks_
[15:52:31] <JT-Hardinge> firmware= is different
[15:52:38] <jepler> yeah my example is not right
[15:53:10] <skunkworks_> Dave911: it has what they call accupins(sp). We think of them as linear resolvers.
[15:53:45] <skunkworks_> http://www.electronicsam.com/images/KandT/conversion/accupins.JPG
[15:54:43] <skunkworks_> lower right
http://www.electronicsam.com/images/KandT/conversion/loopblock.JPG
[15:55:28] <Jymmmmm> skunkworks_: wth does "KandT" represent?
[15:55:42] <skunkworks_> Kearney and Trecker
[15:55:47] <Jymmmmm> skunkworks_: ?
[15:55:57] <Jymmmmm> huh?
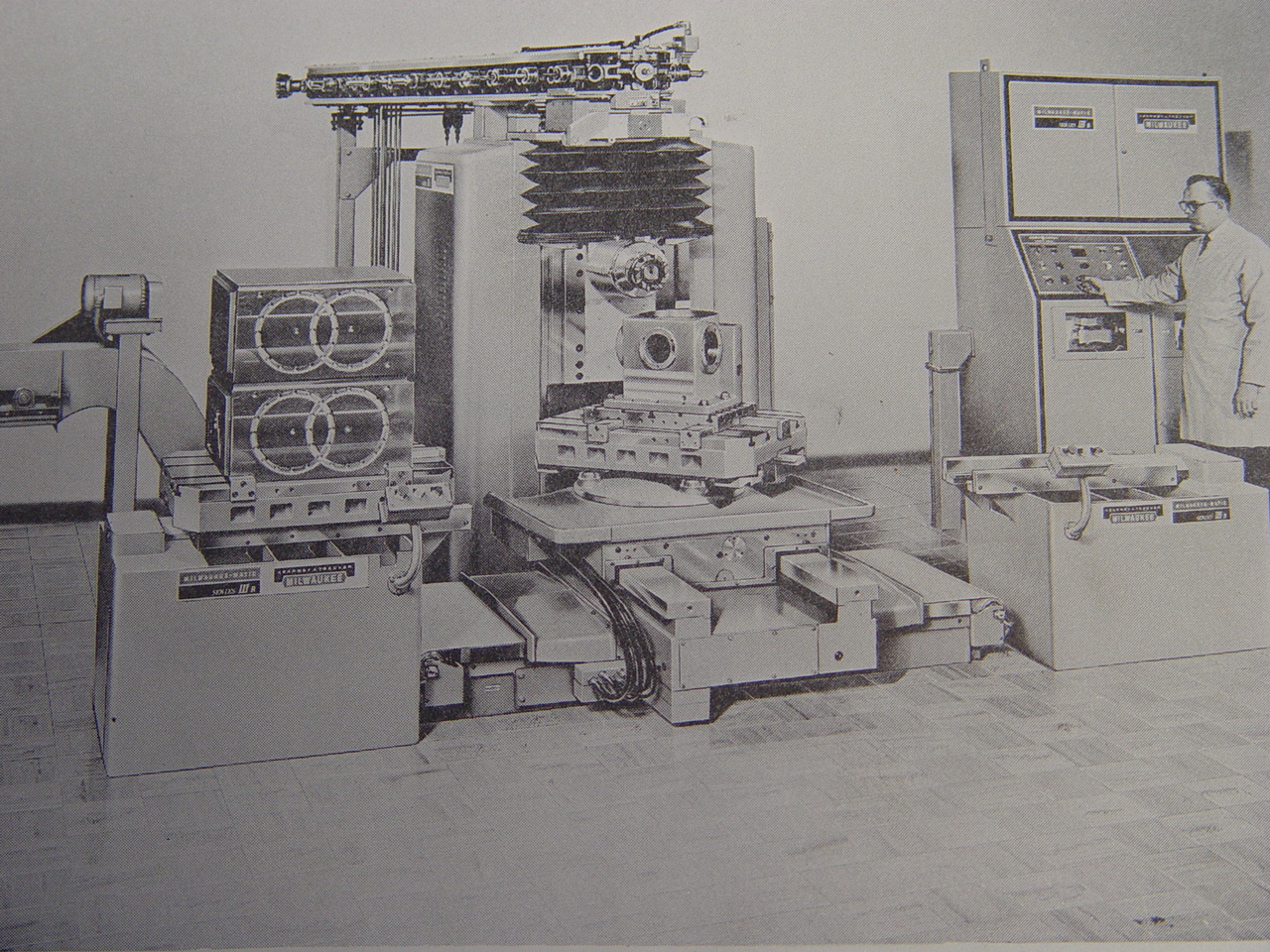
[15:56:22] <skunkworks_> it is the company that made the machine. out of millwaukee
[15:56:28] <Jymmmmm> ah
[15:57:33] <skunkworks_> the machine is a Kearney and Trecker milwaukeematic IIIb ;)
[15:57:49] <jepler> JT-Hardinge: I don't suppose you can see the "STATUS", "DONE" and "/INIT" LEDs on the 5i20 board (next to P3 on the side toward the front of the computer)?
[15:58:28] <jepler> knowing if they're on solid, off solid, or blink while trying to load emc might be helpful
[15:59:13] <JT-Hardinge> they are both solid red atm
[15:59:20] <JT-Hardinge> I'll watch them while I load
[16:00:16] <JT-Hardinge> the lower red went off for a short time and the yellow one came on while the red one was off then both went back to red
[16:01:37] <JT-Hardinge> done stayed red and init was the one that blinked off for a fraction of a second and status was yellow
[16:02:54] <jepler> ok
[16:04:34] <jepler> in my working system: just after booting both red LEDs are lit and yellow is off. then at programming yellow flashes and then they all go out
[16:06:53] <Nick001> Is there an tutor page on installing 2 additional parallel ports somewhere
[16:09:19] <JT-Hardinge> give me a sec to find it
[16:10:34] <JT-Hardinge> Nick001: do you have the Integrators Manual?
[16:11:04] <Nick001> yes - with emc2 -2.3.4
[16:11:44] <JT-Hardinge> Look in the HAL section, Parallel Port Chapter
[16:13:21] <Nick001> I quess I'll look there and see if I can make any sense out of it. I need alot of I/O's to connect up the rest of the hardinge
[16:13:58] <JT-Hardinge> what kind of hardinge?
[16:14:34] <Nick001> CHNC with the AB control
[16:14:58] <JT-Hardinge> I'm converting a CHNC 1 from a Siemens control
[16:15:46] <Nick001> lot newer stuff to work with especially the spindle control
[16:15:51] <JT-Hardinge> http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/catid,30/id,1276/lang,english/
[16:16:33] <JT-Hardinge> yours the round top Plexiglas one?
[16:19:44] <jepler> JT-Hardinge: this behavior started when you upgraded from 2.3.4 to 2.4.0~pre? did you make any other changes at the same time?
[16:20:17] <Nick001> right - gives more access to everything www.janick.com/cnc of some of my info
[16:23:01] <JT-Hardinge> jepler: I've not ran the 5i20 from this mobo... I Installed 8.04.4, then EMC 2.4 from the deb
[16:25:14] <JT-Hardinge> you had resolvers on there and replaced them with encoders?
[16:25:53] <JT-Hardinge> jepler: this mobo was new enough that the LiveCD would not install
[16:26:58] <jepler> JT-Hardinge: I see
[16:28:00] <jepler> JT-Hardinge: it would be helpful to know if emc 2.3 works or does not work. You can install the latest 2.3.4 with: sudo apt-get install emc2=1:2.3.4-1
[16:29:21] <Nick001> I'm going back to resolverswith pico's converter. blown 2 encoders already and I'n not running the mach yet
[16:30:01] <JT-Hardinge> jepler: I ran that and now the synaptic package manager wants me to update emc2
[16:30:07] <jepler> JT-Hardinge: ignore it
[16:30:13] <JT-Hardinge> ok
[16:30:21] <jepler> JT-Hardinge: updating emc2 will put you back at 2.4.0~pre which is not what you want
[16:31:29] <JT-Hardinge> Axis sim and the hm2 5i20 do not load
[16:31:36] <Jymmmmm> jepler: '...-pre' being? pre-release?
[16:31:42] <jepler> Jymmmmm: yes
[16:31:49] <Jymmmmm> jepler: In apt?
[16:31:52] <jepler> JT-Hardinge: same or different errors
[16:31:53] <JT-Hardinge> libnml/cms/cms_cfg.cc 621: cms_config: can't open 'emc.nml'. Error = 2 -- No such file or directory
[16:31:59] <JT-Hardinge> different
[16:32:04] <jepler> JT-Hardinge: you are using a 2.4 config with 2.3, that won't work
[16:33:07] <JT-Hardinge> I don't have any 2.3 configs loaded I guess
[16:33:52] <jepler> Jymmmmm:
http://emc2-buildbot.colorado.edu/~buildmaster/ except that the instructions are not right -- the realtime/2.4 branch line would be (same for deb-src): deb
http://emc2-buildbot.colorado.edu/~buildmaster hardy v2.4_branch
[16:33:56] <frysteev> morning
[16:34:02] <jepler> JT-Hardinge: you should get 2.3 sample configs once you installed 2.3..
[16:34:38] <JT-Hardinge> I started EMC from both the menu and from the command prompt
[16:35:12] <JT-Hardinge> at the command prompt I get EMC2 - 2.3.4
[16:35:21] <jepler> JT-Hardinge: are there no "sample configurations" listed?
[16:35:27] <jepler> in the config picker
[16:35:30] <JT-Hardinge> yes
[16:35:45] <JT-Hardinge> I picked from the /home sorry
[16:36:45] <JT-Hardinge> ok, axis sim works but 5i20 does not
[16:36:59] <jepler> pastebin dmesg from the 5i20 run
[16:37:13] <jepler> specifically looking to see if this line is there: #
[16:37:14] <jepler> [ 175.999677] hm2_5i20.0: FPGA did not assert DONE
[16:37:32] <JT-Hardinge> one sec, it was in the 2.4 for sure
[16:39:04] <JT-Hardinge> the terminal
http://pastebin.ca/1804749
[16:39:55] <JT-Hardinge> dmesg
http://www.pastebin.ca/1804752
[16:40:38] <bosko> Daer Sirs!
[16:41:09] <jepler> JT-Hardinge: so at this point it looks like it's not a 2.4.0-pre bug but beyond that I don't have any more guesses
[16:41:26] <JT-Hardinge> Ok, thanks for trying
[16:41:58] <jepler> bosko: welcome
[16:42:33] <Jymmmmm> * Jymmmmm still thinks JT-Hardinge needs to pay homage to the FPGA Gawds by sacrificing a CPU.
[16:42:49] <Jymmmmm> or two
[16:43:02] <archivist> sacrifice a Jymmmmm would be better
[16:43:20] <JT-Hardinge> I like archivist idea better
[16:43:54] <bosko> Dear Sirs! I have suceed to run EMC2 v2.3.3 and works like charm. But, if possible i have few questions if you can help me with it? I have to do a abkant machine (press brake), and therefore i have to do a numeric x axis control, in a way like : +x.xxx will move from current point to point + x.xxx; - will do same in oposite direction, while x.xxx will move it to exact position. How to handle that?
[16:43:58] <Jymmmmm> JT-Hardinge: Maybe, but still won't pease the FPGA Gawds
[16:44:29] <bosko> Nice hello to you too, jepler!
[16:44:53] <JT-Hardinge> bosko: switch to reletive position
[16:44:56] <Jymmmmm> JT-Hardinge: Might even piss em off more!
[16:44:57] <bosko> Basically, that machine will not use any g code file at all..
[16:44:58] <jepler> bosko: use G90 and G91 to select absolute or incremental motion mode.
[16:45:19] <JT-Hardinge> ^ that's what I meant
[16:45:25] <bosko> jepler, and that i assume to do in ladder program?
[16:45:31] <jepler> bosko: G90 X1 will go to X1, G91 X1 will go +1 from the current position.
[16:45:43] <JT-Hardinge> http://www.linuxcnc.org/docview/html//gcode_main.html#r1_37
[16:45:54] <jepler> no, from a ngc part program.
[16:46:44] <bosko> so, if i want to have a textbox on screen, where i will type x.xxx via keyboard, and press enter i should do ?
[16:47:12] <bosko> And by the case, i have also managed SMI bus interrupt on intel 815 chipset
[16:47:33] <bosko> I LIKE LINUX:)
[16:47:37] <jepler> bosko: I don't have any good suggestions for that, I don't do that kind of work..
[16:48:16] <Jymmmmm> bosko: You mean instead of using MDI?
[16:48:43] <bosko> yes, in separate pyvcp..
[16:48:44] <Dave911> skunkworks_: late 60's ..... wow, that's some old iron.. you are brave .... ;-) Are you replacing the motors and drives also? I've been setting up a 1984 lathe with an old GE control and it is a bear to use and everything sticks, limits are flakly, prox switches intermittent ... etc
[16:48:46] <Dave911> Are you redoing the K&T for yourself or are you going to resell it?
[16:48:59] <jepler> bbl
[16:50:00] <frysteev> morning people
[16:50:32] <Jymmmmm> bosko: There is the 'keystick' interface that's command line, but you would have to customize it to todo exactly what you want I believe
[16:51:17] <frysteev> anyone have some time to go over an eb stepper timing stuff?
[16:52:40] <bosko> Anyone know for a ladder program that can do that?
[16:53:06] <Dave911> bosko: You want to command motion via ladder logic?
[16:53:59] <bosko> I think so, since axis move is all i need (and after that 6 relay and press sensor do the job)
[16:55:02] <skunkworks_> Dave911: this thing will never move... (probably) the table is separate from the spindle - bolted to the 3ft thick concrete floor.
[16:55:29] <bosko> I have all components working now, and all i need to do is that manual axis positioning..
[16:56:17] <skunkworks_> Dave911: the thing had hydraulic servos (2.5 axis machine with x,z and b sharing a servo) we are retrofitting it so there is an servo for each axis)
[16:57:16] <Dave911> skunkworks: 3' thick.... sounds like it is there for good.. You some investment in concrete there also. :-) Are you sticking with hydraulic servos?
[16:57:35] <skunkworks_> it is going to be quite a mill when done I think. The thing was built very well. (ball screws and roller bearing ways)
[16:58:17] <skunkworks_> no - we are putting in some monster brushed servos we aquired.
http://www.electronicsam.com/images/KandT/conversion/servo/servo.JPG
[16:59:08] <skunkworks_> with the amc drives we have - they will peak out at 40ft-lbs.
[17:00:30] <bosko> If anyone will have an idea, please bring it on...
[17:00:54] <Dave911> bosko: Afaik you can't command motion directly via ladder logic, but you can change Hal pin values. I suspect you will need to develop at least a short Python program to detect a bit change in ladder logic to an MDI command that can be sent to EMC2s motion controller to execute the motion command. Or you will need to rewire HAL so that a value output via the PLC can control the motion...
[17:00:56] <Dave911> ...setpoint for a stepgen or loop controller that is tied to an axis.
[17:00:57] <Dave911> I don't know of any other graceful way to do it... Ideas??????
[17:01:30] <frysteev> anyone familiar with the tb65560 stepper ic? i have a board that uses those and having a hell of a time setting up the timing with emc
[17:02:19] <skunkworks_> Dave911:
http://www.electronicsam.com/images/KandT/conversion/xaxis/ballscrew.JPG
[17:03:23] <frysteev> emc is NOT an easy setup :P
[17:04:08] <Dave911> skunkworks_: was that rotor you had chucked in the lathe picture the other day the rotor from one of these motors? Those must be really low rpm servo motors Those are big ball screws... about 2 1/2" or so ?
[17:04:12] <archivist> frysteev, is most of the time
[17:04:35] <frysteev> i got my steppers moving but i got a ton of issues..
[17:04:37] <Dave911> frysteev: relative to what? ;-)
[17:04:56] <frysteev> its all the timing stuff for setting up the driver board
[17:05:08] <archivist> frysteev, expectations for steppers is often the problem
[17:05:45] <Dave911> skunkworks_: So did the machine originally hydraulic motors driving ball screws since you said it was hydraulic servo?
[17:06:06] <frysteev> setting the StepTime, StepSpace, directionhold and direction step in the config i have to have set pretty close no?
[17:06:27] <archivist> not that close no
[17:06:56] <skunkworks_> Dave911: yes - originally it was hydaulic servos driving ballscrews.
[17:07:03] <archivist> large enough to work, small enough to allow higher speeds
[17:07:05] <skunkworks_> from the factory
[17:07:22] <frysteev> hmmm
[17:07:47] <frysteev> i have been ploughing through the tb5650 datasheet to try and figure it out.
[17:08:27] <frysteev> i asked someone i knew for help and their solution was use mach 3 :P
[17:08:50] <micges> that is bad solution ;)
[17:09:11] <archivist> I have got 3 stepper systems running so far with emc
[17:09:35] <Dave911> skunkworks_: wow, I didn't know any machines were made with rotatary hydraulic motors drivings screws. They couldn't make that much more complex. So that iron looks like it was in pretty good shape when you got it? What does something like that go for with defunct controls - if you can find such a beast that
[17:09:37] <Dave911> doesn't get carted off to the scrap yard? Is it something in the $.50 per pound range or less?
[17:10:15] <frysteev> right now im guessing and pumping number is the fields and stuff
[17:10:18] <skunkworks_> this was found in a junkyard... We pretty much got it for the price of scrap
[17:10:58] <Dave911> skunkworks_: So they didn't bang it up too bad in the junkyard?
[17:11:18] <skunkworks_> (we ran the original 60's vintage control until a few years ago.. (all germanium transistors)
[17:11:39] <skunkworks_> suprisingly - no. we have 2 identical machines - using on for parts.
[17:13:24] <skunkworks_> *one
[17:13:57] <skunkworks_> I assume they were pretty cutting edge at the time.
[17:15:23] <frysteev> archivist: any good starting point for timing?
[17:15:31] <Dave911> skunkworks_: Whoa..... really.... that must have been interesting.. Two machines! Oh you really got lucky on that find. It doesn't get much better than that for parts etc.
[17:15:33] <Dave911> I keep driving by a place that has set a large horizontal bed mill outside ..... I am almost afraid to stop as I might just buy it. ;-) I'd really like to find a mill like Cradeks JR mill. That is a really nice size for a vertical mill.
[17:15:34] <Dave911> Too many projects and not enough time and these pesky customers keep bugging me (fortunately :-) )
[17:16:36] <archivist> frysteev, a simple inversion of the step signal can fix problems, so far you have not given us a clue to what your problem really is
[17:16:56] <frysteev> ahhh,
[17:17:15] <frysteev> im having a couple issues
[17:17:35] <frysteev> one of the big ones is there steppes will move the axis a couple inches them stall
[17:17:35] <Dave911> Skunkworks_: Those machines were rocket science grade stuff in the late 60's... I bet they were scary expensive at the time.
[17:18:57] <archivist> frysteev, adjust current upwards or acceleration downwards
[17:19:24] <archivist> and make sure your machine is free
[17:19:37] <bosko> Anyone have an idea how to position axis by numerical value from panel?
[17:19:45] <archivist> steppers lose torque at speed
[17:19:50] <frysteev> it is cuz it will stall, i release the jog button then press it again andf it moves freely
[17:20:15] <archivist> reduce top speed
[17:21:06] <frysteev> inverting the step signals seems to have killed a few issues
[17:21:13] <skunkworks_> Dave911: they where scrapped from a local company (Trane - they where bought to make large compressor housings)
[17:21:18] <archivist> this sound like your expectations of the steppers maximum speed is set too high
[17:21:40] <skunkworks_> I don't think they where very good at keeping them runinng.
[17:22:02] <Dave911> Skunkworks_: This big lathe I have been setting up recently weighs 37K lbs and I am told it was well over a million dollars in 1984. The current owner bought it for $26K with spare parts... So the last price is about 3% of the
[17:22:04] <Dave911> original price before adjusting for inflation!
[17:22:09] <skunkworks_> and all they had for tools seems to be chisle and hammer.. ;)
[17:22:16] <frysteev> now to work on the timing sequence
[17:22:30] <skunkworks_> scary
[17:24:30] <Dave911> skunkworks_: Amazing how some companies barely get by with their maintenance staff. I think it really comes down to the fact that the companies are oftentimes not willing to pay for skilled labor.
[17:25:46] <skunkworks_> you are probably right.
[17:27:47] <Dave911> I do work for various companies and some of the maintenance guys are very skilled - others should have their tools taken away from them. Seriously. At some point you do get what you pay for when it comes to skilled labor.
[17:32:04] <bosko> jefler: Sorry, i have seen that in past you have done joystick implementation for axis move. Can it be done for numerical input?
[17:33:05] <bosko> I have missed the name. sorry for that! Anyway, for mr jepler all regrets for his work.
[17:36:28] <i_tarzan> Dave911, maintenance != machining
[17:37:21] <skunkworks_> I think every gearbox on this machine has chisle marks in it...
[17:37:42] <skunkworks_> and every gearbox has threaded pull holes...
[17:49:24] <frysteev> ok so far ok
[17:49:48] <frysteev> my machine is homing to the back right instead of the front left
[17:53:00] <Nick002> I have a second parallel port pci card in the comp - lspci -v shows the card as irq11 but unknown. bios only shows 1 parallel port 378/epp/irq7(motherboard port) - pnp is set on - where'd I get lost?
[17:54:11] <acemi> bios doesn't show pci parallel ports
[18:03:51] <Nick002> cute - how do I get lspci -v to show it as something besides unknown yet still has an irq address?
[18:04:41] <Nick002> where is the kernal message log (after modprobe command?)
[18:04:52] <Nick002> kernel
[18:05:11] <skunkworks_> is that dmesg?
[18:05:54] <Nick002> integrater manual says kernel
[18:08:31] <bosko> nick002: i have couple NETMOS 9835 cards that refuse to work also.....
[18:09:01] <roh> bios isnt really imporant
[18:09:10] <roh> btw. i also use a netmos card
[18:09:15] <bosko> nick002 it is the adress that is important, not irq
[18:09:52] <acemi> bosko: lsmod | grep parport
[18:10:01] <acemi> what is the output?
[18:10:13] <bosko> I havent manage to work it. Also, there is few pages that point to fact, that this card will not work.
[18:10:20] <Nick002> lspci -v is only showing irq -not the address
[18:10:31] <roh> as root.
[18:10:41] <bosko> I have taken it out, since i have one on mainboard
[18:11:18] <bosko> and tomorrow i will buy another one with different chipset..
[18:11:28] <roh> well. both should work
[18:11:36] <roh> given the correct addresses in the config
[18:12:58] <bosko> i know. adress was cff0, and in nearby there was pci nework card, wich have stopped to work (intel 10/100) after turning on EMC, and is also dead since then. I have stopped to play.
[18:13:55] <bosko> lspci -v shows i think 5 adresses, the lower one is correct (by vylue)
[18:14:03] <Nick002> I'm going to need the extra hal pins for the rest of the Hardinge stuff. Is there a particular parallel card that is known to work with emc2? I'm going to need at least 2 more besides the mb one that pico is using.
[18:14:45] <roh> Nick002 i got a netmos card which adds 2 and the onboard parport in use. works fine so far
[18:15:00] <bosko> now, anyone knows how to solve my problem. i have press brake, and it will not run g-code at all, but just x axis position and press.
[18:15:23] <bosko> how to position manually axis by numerixcal values?
[18:15:46] <roh> just enter as gcode after homing?
[18:15:56] <bosko> I have also seen 2 ports in hal config, but 2-nd was inresponable..
[18:16:25] <bosko> Can i do it via custom panel?
[18:16:30] <roh> bosko
https://m21.hyte.de/wiki/RepStrap
[18:16:46] <Nick002> roh how did you get it to work and does it show up in the bios?
[18:16:54] <roh> there is a linked tarball which got my config. using 3 parports (one onboard) and 2 on a netmos card)
[18:17:04] <roh> no bios involved for the netmos card
[18:17:46] <Nick002> What's the name of this tarball and where would it be located?
[18:17:49] <roh> the bios only is run at startup and then the linux 'takes over' .. so on runtime no bios stuff in involved
[18:17:56] <roh> http://yamato.hyte.de/tmp/repstrap_roh.tgz
[18:18:01] <bosko> Bios handles only onboard resources. All other resources are assigned to system via operating system..
[18:18:09] <roh> bosko wrong.
[18:18:32] <bosko> Enlight me.
[18:18:36] <roh> bios is your bootloader. that it touches stuff besides that and what is all unspec-ified behaviou.
[18:18:51] <roh> and unnecceccary. its a 'corpse' from dos times
[18:19:10] <roh> where you used the bios routines by directly calling them via soft-irq
[18:19:20] <roh> but that times are long gone.. something like 20 years now.
[18:19:52] <bosko> it asigns resourcers to operating system, but if you plug in pci card, it will only give it adress, and system will see it as "something". Correct now?
[18:20:03] <roh> yes some bioses do provide config for parports, but that doesnt matter anymore as soon as a 32bit os is bootet
[18:20:48] <roh> pci mapping is done partially by the bios, but in the end its the OS job to manage ressources
[18:21:19] <bosko> ROH, YES!!!
[18:21:38] <roh> means you can also remap stuff. in the end it doesnt matter, since its only important to know where and what address somethign has. and that they dont overlap (which should never happen, and i havent seen that yet)
[18:21:43] <bosko> Roh, what is repstrap exactly?
[18:22:08] <roh> its a reprap printer. by only strapping the printing head on a existing mill
[18:22:48] <roh> my point being is: the bios never has and never will config anything besides the first parport. and it doesnt need to.
[18:23:15] <roh> check the hal config in my tarball, it shows how to use all 3 ports
[18:23:15] <Nick002> If I put two PCI parallel port cards in will this tarball handle it?
[18:23:37] <roh> if you config in the right addresses sure
[18:24:00] <bosko> roh, i know about multiple parallel port cards are possible (emc has max of 8)
[18:25:48] <bosko> Can someone help me with my issue? how to position manually axis by numerical values? like a window in custom panel, write like +5, and after pressing enter axis will move there?
[18:27:20] <roh> bosko you really should read the docs
[18:28:27] <bosko> sorry, im a newbie. Can you point me somewhere??
[18:29:19] <jepler> emc is based around having the part program or mdi move the axes, not ladder. doing it the other way around is not a beginner topic, and you won't find a step-by-step doc for it.
[18:30:10] <bosko> so you suggest to put the command via mdi, g code for relative and apsolute position?
[18:30:43] <Nick002> Is there a list of accepted parallel port addresses like 0x378 etc?
[18:30:50] <bosko> is maybie possible to insert mdi command via panel
[18:31:28] <jepler> ladder can use halui to send mdi commands, but it is from a fixed list; you can't put in a variable.
[18:32:09] <bosko> nick002, what are you searching for?
[18:33:54] <bosko> Aha. So only way is to go via mdi window. But, how then joystick can move axis via halui with exact relative position?
[18:34:02] <Nick002> the various parallel port addresses that can be used with loadrt hal_parport cfg="0x378 out etc with all the additional addresses that can be used for PCI parallel port cards
[18:35:17] <Nick002> EMC2 says it can have 8 parallel ports and addresses
[18:39:28] <pcw_home> PCI cards are assigned addresses by the BIOs. no way of knowing what they will be (other than they will likely be > 0x800 and less than 0xFFF8)
[18:39:29] <pcw_home> You can find the addresses with the lspci utility
[19:02:04] <erjos> hello
[19:02:23] <erjos> anyone with mesa 5i20 stories?
[19:04:12] <erjos> sory new to the channel,but is there anybody here alive?
[19:04:45] <bosko> aha. hope so.
[19:05:53] <erjos> anybody bussy as i see bosko
[19:05:59] <archivist> erjos, just ask the real question
[19:06:10] <erjos> i asked it first
[19:06:22] <erjos> mesa 5i20 topic
[19:06:34] <bosko> no mesa yet..
[19:07:14] <erjos> i cant figure out how to arrange which pin in which conector is
[19:08:15] <erjos> what file to edit for example 5i20_io.hal?
[19:11:05] <erjos> no one with mesa5i20 experience yet?
[19:14:32] <bosko> Bye everyone!!
[19:14:40] <pcw_home> erjos if you need to know the physical pinout, the XXX.PIN file is the best reference
[19:14:42] <pcw_home> (where XXX is the .BIT file name)
[19:16:31] <erjos> but i cant open the .bit files
[19:16:44] <erjos> they are firmware files
[19:17:19] <wiggly80234> Hi all, looking for help setting up ProboStep drivers, getting weird axis locking behavior,
[19:18:30] <pcw_home> What I am saying is there is a .PIN file that corresponds to the .BIT file
[19:18:32] <pcw_home> the .PIN files are simple text files that describe the pinout of a specific FPGA configuration
[19:54:58] <frysteev> im having trouble finding info in the docs for setting my homing setup
[20:17:45] <JT-Hardinge> Damm thing finally worked :)
[20:18:46] <frysteev> my machine it homing to the back right instead of the front right
[20:19:24] <JT-Hardinge> change the sign to change direction
[20:19:34] <frysteev> sign?
[20:19:55] <elmo40> + -
[20:19:56] <elmo40> ?
[20:19:57] <elmo40> ;)
[20:20:13] <frysteev> ahh
[20:20:32] <JT-Hardinge> http://www.linuxcnc.org/docview/html//config_ini_homing.html#r0_1_3
[20:21:24] <frysteev> i have have switches i use for home and limit, do the limit switches go inactive when in homing?
[20:22:56] <JT-Hardinge> you will need to set HOME_IGNORE_LIMITS=YES
[20:23:14] <JT-Hardinge> frysteev: are you using a stepconf wizard config?
[20:23:19] <frysteev> yes
[20:23:31] <JT-Hardinge> you can change all that in there then
[20:23:47] <frysteev> right now i feel like im trying to confugre emc with oven mits on
[20:24:11] <JT-Hardinge> it gets better :)
[20:25:48] <frysteev> i hope so hehe
[20:25:58] <frysteev> i have only ever really operated emc before
[20:28:19] <aa-danimal-shop> JT-Hardinge: got it working??
[20:28:31] <aa-danimal-shop> how's the latency?
[20:28:55] <JT-Hardinge> good
[20:29:04] <aa-danimal-shop> what fixed it?
[20:29:09] <JT-Hardinge> the 5i20 was toast
[20:29:17] <JT-Hardinge> stole the one from my plasma
[20:29:26] <aa-danimal-shop> :(
[20:29:31] <JT-Hardinge> I was about to go postal on it
[20:29:39] <frysteev> mill it!
[20:29:41] <aa-danimal-shop> wow
[20:29:48] <JT-Hardinge> robh made me swap cards out
[20:30:01] <JT-Hardinge> I'm sure glad he did
[20:34:54] <pcw_home> JT-Hardinge: We've seen some 5I20 cards that have had their EEPROM corrupted somehow.
[20:34:56] <pcw_home> Its possible (though awkward) to re-write the EEPROM to see if this is the problem
[20:35:32] <JT-Hardinge> not as awkward as getting in and out of my plasma box I bet LOL
[20:35:45] <JT-Hardinge> I'm game
[20:36:09] <JT-Hardinge> I think I saw something about that on the forum?
[20:36:13] <pcw_home> Require DOS...
[20:36:27] <JT-Hardinge> 6.06 :)
[20:36:37] <JT-Hardinge> I still have the disks and the manual
[20:37:10] <alex_joni> I think I might have an 4.x somewhere
[20:37:16] <alex_joni> surely 5.22, used that a lot
[20:37:55] <JT-Hardinge> I have a copy of the last DOS
[20:38:10] <JT-Hardinge> I think it was 6.06
[20:38:13] <JT-Hardinge> or something like that
[20:39:00] <cradek> you can get a freedos iso image to boot from
[20:39:15] <cradek> you could just put the mesa program on a floppy
[20:39:34] <JT-Hardinge> ok
[20:41:30] <frysteev> floppy disk? what is that?
[20:41:33] <pcw_home> You will need the 9030EEP.EXE and the 5I20EED.BAT files from the
[20:41:35] <pcw_home> 5I20 distribution zip file
[20:42:52] <JT-Hardinge> where is that file pcw_home ?
[20:43:50] <alex_joni> mesanet page
[20:44:00] <JT-Hardinge> ok
[20:44:22] <alex_joni> http://www.mesanet.com/software/parallel/5i20.zip
[20:45:53] <pcw_home> in /UTILS/DOS/PAS/
[20:46:25] <JT-Hardinge> d/l now on my slow connection
[20:48:46] <pcw_home> sorry 5M Bytes to get 8K...
[20:49:48] <alex_joni> pcw_home: maybe it's worth to recompile that program for linux too
[20:50:03] <alex_joni> is it pascal?
[20:50:15] <pcw_home> Yes, Pascal
[20:50:36] <alex_joni> recently some guys from germany wrote another GUI for emc2 in pascal
[20:50:43] <alex_joni> so it's surely doable
[20:50:55] <clytle374> You just dated yourself.
[20:51:05] <alex_joni> they used FreePascal
[20:51:36] <pcw_home> Its a simple command line utility, probably better re-written in C for Linux
[20:51:46] <clytle374> People still start projects in Pascal?
[20:53:09] <pcw_home> New EMC GUI (Mocca) is in FreePascal (Lazarus?)
[20:53:42] <alex_joni> pcw_home: yes
[20:53:43] <clytle374> I've been wrong before.
[20:57:50] <Jymmmmm> http://www.cnn.com/video/#/video/us/2010/02/19/bulldoze.foreclosed.home.wlwt?hpt=T2
[21:01:58] <LawrenceG> yea.... just going to www.cnn.com/video crashes firefox
[21:02:14] <LawrenceG> flash is so broken all the time
[21:05:49] <JT-Hardinge> I have freedos, just need to copy the 9030EEP.EXE and the 5I20EED.BAT to a floppy brb
[21:10:11] <clytle374> LawrenceG, what flash are you using? I just watched it.
[21:12:20] <LawrenceG> adobe flashplugin-nonfree 10.0.1.218+really9.0.262.0ubuntu1 (latest on 8.04 lts)
[21:15:15] <clytle374> LawrenceG, 8.04 won't run the latest?
[21:15:40] <LawrenceG> that is the latest installed via synaptic
[21:16:40] <LawrenceG> I think with the new lts release coming up, there is probably little attention being paid to the 2 year old release
[21:18:17] <clytle374> I just remembered I manually installed 10.1 d51 in Ubuntu 9.10
[21:18:41] <LawrenceG> logger_emc, bookmark
[21:18:41] <LawrenceG> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2010-02-21.txt
[21:20:31] <JT-Hardinge> dang can't find a floppy drive that works
[21:21:19] <JT-Hardinge> let me build a computer here real quick
[21:23:18] <clytle374> LawrenceG, Stupid question. What did you just do?
[21:25:17] <LawrenceG> there is a logger bot on the channel.... I asked it for a bookmark which gives me a web link to a record of all todays activity on the channel... I lost the cnn link.. was trying to run the browser from a termianl to seee if it would give any clues as to why it was crashing... no luck
[21:26:56] <Jymmmmm> http://www.cnn.com/video/#/video/us/2010/02/19/bulldoze.foreclosed.home.wlwt?hpt=T2
[21:29:00] <clytle374> Jymmmmm, did the coil fix you misfire?
[21:29:39] <clytle374> LawrenceG, Here is the beta I'm running
http://labs.adobe.com/technologies/flashplayer10/
[22:02:12] <JT-Hardinge> X encoder works
[22:02:32] <JT-Hardinge> * JT-Hardinge gives up on the EEPROM thing today can't get any floppy drive to work
[22:12:27] <Jymmmmm> JT-Hardinge: did you enable fdd in the bios?
[22:13:17] <JT-Hardinge> I don't know...
[22:13:22] <JT-Hardinge> * JT-Hardinge goes to check
[22:13:50] <Jymmmmm> Also, did you remember to plug in power for the FDD too
[22:15:16] <Jymmmmm> Dont forget to change the boot priority if you're trying to boot from the fdd too.
[22:19:43] <JT-Hardinge> all the plugs check and the fdd is enabled but it won't mount a floppy when I insert it
[22:20:26] <Jymmmmm> Is the LED on the FDD on ?
[22:20:30] <JT-Hardinge> no
[22:20:33] <Jymmmmm> k
[22:20:55] <Jymmmmm> and when you try to mount it, do you hear the FDD being accessed?
[22:21:32] <JT-Hardinge> there is no option to mount it
[22:21:45] <Jymmmmm> huh?
[22:21:56] <LawrenceG> wonder if the eeprom util will run under wine?
[22:23:16] <Jymmmmm> http://ubuntuforums.org/showthread.php?t=3687
[22:27:40] <JT-Hardinge> doesn't seem to work for me
[22:29:12] <JT-Hardinge> at least I figured out how to raise up the chair to a comfortable height
[22:30:15] <JT-Hardinge> time to do a little wiring gotta shut down
[22:45:36] <aa-danimal-shop> poor jthornton.. cant win with the computer
[22:57:35] <wiggly80234> Hi all, looking for help with StepConf settings for ProboStep drivers. Can anyone suggest?
[23:02:26] <JT-Hardinge> did you have to invert the outputs on the 5i20 for the 7i37 to be open with is_output 0
[23:04:36] <aa-danimal-shop> yes
[23:05:00] <JT-Hardinge> thanks Dan
[23:05:04] <aa-danimal-shop> no prob
[23:05:38] <JT-Hardinge> I'm making things turn on and at least the X encoder works, have not tested the z yet
[23:06:32] <aa-danimal-shop> nice!
[23:12:46] <aa-danimal-shop> so was enable short to ground?
[23:13:05] <JT-Hardinge> I have not got that far yet
[23:13:21] <JT-Hardinge> just trying to engage the control relays atm
[23:15:01] <JT-Hardinge> * JT-Hardinge tries to remember what pin the power button toggles
[23:16:00] <micges> JT-Hardinge: for floppy you can use fdmount from fdutils package, it's a lot easier
[23:16:01] <aa-danimal-shop> i didnt even use that pin
[23:16:18] <aa-danimal-shop> i just used the servo enable to power everythnig on or off
[23:16:27] <aa-danimal-shop> figured it didnt make a difference
[23:16:27] <micges> just type fdmount and floppy will be automounted
[23:16:33] <aa-danimal-shop> and saved me some outputs
[23:17:43] <JT-Hardinge> micges: drive fd0 does not exist
[23:18:14] <micges> hmm
[23:19:08] <JT-Hardinge> that's what I said :)
[23:19:16] <micges> so then first: sudo modprobe floppy
[23:21:26] <JT-Hardinge> no such file or directory
[23:21:30] <JT-Hardinge> fd0
[23:22:05] <JT-Hardinge> the power button toggles axis.n.amp-enable-out
[23:22:25] <JT-Hardinge> think I'll use the e-stop to toggle main power
[23:23:51] <aa-danimal-shop> yea i just have the axis enable power everything on and off
[23:24:06] <aa-danimal-shop> so when i hit the power button, everything turns on and off
[23:24:36] <aa-danimal-shop> probably better ways, but it was convenient at the time
[23:37:55] <aa-danimal-shop> garage floor is CLEAN
[23:38:06] <aa-danimal-shop> got all the overspray off of it
[23:38:23] <aa-danimal-shop> thanks to paint thinner
[23:45:29] <Jymmmmm> aa-danimal-shop: What did we tell you... Stop sniffing glue AND paint thinner! Eeeeeeesh
[23:45:47] <JT-Hardinge> houston the work light works
[23:45:54] <aa-danimal-shop> lol
[23:46:10] <aa-danimal-shop> horray JT-Hardinge
[23:46:18] <aa-danimal-shop> thats the most important thing
[23:46:27] <Jymmmmm> JT-Hardinge: Um, what work light? We never installed a work light. DONT WALK TOWARDS THE LIGHT!!!
[23:46:28] <JT-Hardinge> yep
[23:47:29] <aa-danimal-shop> hold on jim, my hands were full.. let me slap my knee
[23:47:54] <Jymmmmm> aa-danimal-shop: (remind me TWICE)
[23:47:57] <JT-Hardinge> I want light everywhere even under the fenders
[23:48:04] <JT-Hardinge> blue ones
[23:48:38] <JT-Hardinge> and spinnnnnnnnnners
[23:48:53] <Jymmmmm> JT-Hardinge: We can arrange that.
[23:49:04] <aa-danimal-shop> lol
[23:49:18] <tom3p> the floppy drive spins and light turns on at boot? wha'dja do?
[23:49:57] <aa-danimal-shop> plugged it in
[23:50:03] <JT-Hardinge> * JT-Hardinge wanders inside to veg a while
[23:50:10] <JT-Hardinge> thanks for all the help
[23:50:13] <tom3p> isnt it wireless ;)
[23:50:42] <Jymmmmm> JT-Hardinge:
http://www.dealextreme.com/details.dx/sku.5270
[23:51:36] <Jymmmmm> JT-Hardinge:
http://www.dealextreme.com/details.dx/sku.5240
[23:52:02] <Jymmmmm> JT-Hardinge:
http://www.dealextreme.com/details.dx/sku.11220
[23:52:13] <Jymmmmm> JT-Hardinge:
http://www.dealextreme.com/details.dx/sku.9094
[23:52:28] <Jymmmmm> JT-Hardinge:
http://www.dealextreme.com/details.dx/sku.9089
[23:53:00] <Jymmmmm> JT-Hardinge:
http://www.dealextreme.com/details.dx/sku.25524
[23:53:30] <Jymmmmm> JT-Hardinge: You want blue lights, we give you blue lights! Inside and out!
[23:53:58] <Jymmmmm> JT-Hardinge: Legality is your responsibility!
[23:55:34] <Jymmmmm> JT-Hardinge: A lil something no driver of a blue lit car should be without...
http://www.dealextreme.com/details.dx/sku.22838
[23:56:28] <tom3p> this'll make him happy ELLA MAE MORSE ~ HOUSE OF BLUE LIGHTS ~ 1945
http://www.youtube.com/watch?v=UO5ysmjLlaw
[23:58:18] <Jymmmmm> JT-Hardinge: Even blue spinners...
http://adaptivestrategies.com/BlueSpinner.jpg
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}