Back
[00:15:52] <Eric_K> slacker radio?
[00:20:48] <tom3p> danimal_garage: would this be better?
http://imagebin.org/83673
[00:27:35] <andypugh> How do you modify that pane?
[00:28:58] <Eric_K> proper incantation, too dangerous for IRC
[00:29:42] <Eric_K> i.e., I dunno, sorry :)
[00:29:58] <tom3p> andypugh: .../share/axis/tcl/axis.tcl chg -padx 2m \ -pady 0 to -padx 50 \ -pady 50
[00:30:52] <andypugh> Actually, that reminds me...
[00:31:00] <tom3p> they used the 'grid' packer, so and extra colum woull also seprate them. i just made ctrs further apart
[00:31:15] <tom3p> an extra column (sheesh)
[00:31:19] <andypugh> Am I the only one who gets "sticky" debug/error messages occluding the pyVCP panel?
[00:32:17] <tom3p> well i dont get em, so you gotta get a bigger poll going
[00:32:28] <andypugh> By which I mean that sometimes error and/or debug messages get stuck and don't clear with the [X] button. Eventually I can't see my pyvcp panel and have to restart.
[00:33:42] <tom3p> i have gotten rt components not unload wit a simple 'halrun -U' sometimes its search & destroy time
[00:33:43] <andypugh> I am not sure, actually, that I like the new-fangled way of showing the messages. I can't help feeling that they should at least not be the same background colour, and that long ones shouldn't obscure the G-code window scrollbars.
[00:34:13] <tom3p> what user gui is that?
[00:34:17] <andypugh> Axis
[00:35:25] <tom3p> oh, yeah, it clobbers the scrollbar, right, slammed right on top of it. need a child window?
[00:35:56] <andypugh> It used to be a child window, but was changed.
[00:36:22] <tom3p> did you find the old code? try to hack it back in?
[00:36:44] <andypugh> (Actually, it used to be individual pop-ups, I guess you mean a dedicated message window)
[00:37:14] <tom3p> no, pop ups would be move-outta-my-face--able
[00:37:35] <cradek> ctrl-space clears all the pending messages
[00:37:45] <tom3p> handy! thx
[00:37:54] <andypugh> Popups used to be a bit of a pain too. The problem is really that they don't always clear.
[00:38:15] <tom3p> haha popups under windows stopping all input
[00:38:27] <andypugh> Aha! Thanks cradek. If only my keyboard had a CTRL key :-)
[00:38:48] <cradek> uh
[00:39:11] <andypugh> (There _has_ to be a way to remap the keyboard to have a CTRL key, but I have yet to find it)
[00:39:30] <cradek> wtf pos keyboard do you have?
[00:39:45] <tom3p> (british keyboards are stranger than i recall ... i got 2 ctrl keys... what was the old hp trick to force chars ? )
[00:40:00] <andypugh> It's a stainless steel vandal-proof keyboard. I guess they figured that vandals might do bad things with a CTL key
[00:40:49] <andypugh> http://www.devlin.co.uk/keyboards/kiosks.html
[00:43:29] <andypugh> My researches have shown at least 3 levels of keyboard interpretation, all of which are configurable, except as to which is the CTRL key.
[00:43:57] <cradek> does it have a capslock?
[00:44:10] <andypugh> Currently the bottom-left set of keys are F1, F2, F3, F4.
[00:44:35] <andypugh> I would happily swap F1 for CTRL, and an F5 would also be really nice :-)
[00:44:49] <andypugh> Yes, there is a Capslock
[00:45:48] <andypugh> Oooh! they do a titanium version! Want!
[00:46:50] <tom3p> maybe the compose key will let you type in 2 char codes ( and supposedly the compose keyis definable in X )
http://en.wikipedia.org/wiki/Compose_key
[00:48:33] <andypugh> Possibly, but CTRL combinations are specifically _not_ characters. I think I tried something like that and got nowhere.
[00:49:00] <andypugh> I think I need to intervene at the scan-code level.
[00:49:31] <cradek> nah, click 'capslock is an extra control key' in the gnome preference thingy
[00:49:36] <cradek> don't make it so hard
[00:50:29] <andypugh> I think I tried that, and it didn't work. (Also "bottom left is CTRL" but I am happy to try again tomorrow.
[00:50:50] <andypugh> My suspicion is that it's a "hardware" caps-lock
[00:56:31] <tom3p> hey danimal_garage! i'm chging back to std AXIS read back to see how to hack for big btns on HOME & TouchOff
[01:02:56] <andypugh> Any idea why an arc in the XY plane would cause a f-error on a ZX machine? I was trying to round some corners on my lathe, but could not work out why G2/G3 were making straight lines. Some time before realising that I needed to switch planes I had an odd situation where the arc would f-error at the same point each time. As this is a stepper machine, that seems odd.
[01:07:25] <cradek> sure, Y isn't moving
[01:07:45] <cradek> (it's actually a bug that the arc is even allowed)
[01:07:57] <tom3p> yeh G17 doesnt exist
[01:08:38] <andypugh> OK, makes some sense, but it only f-errored for I,K arcs, not R arcs.
[01:09:28] <andypugh> Can I specify XZ plane in the HAL or INI somewhere? Or should the setting be sticky anyway?
[01:09:58] <cradek> I recommend you put g18 at the top of your gcode, just like you put g20 or g21
[01:11:48] <andypugh> You seem to be over-estimating my memory there.
[01:11:54] <tom3p> 19? xyz... 1st pair xy 17 2nd pair yz 18 3rd pair wraps around zx 19
[01:12:13] <cradek> tom3p: nope
[01:12:37] <tom3p> hmmm
[01:15:14] <tom3p> you're right ( of course, the pairing counts this way cycling thru 'xyz' xy zx yz )
[01:16:26] <tom3p> ( it was some mnemonic like eli the ice man...)
[01:23:52] <andypugh> Hmm, I wonder if these are worth a punt?
http://cgi.ebay.co.uk/6x-Parker-IBE-Series-Motors_W0QQitemZ250575538271
[01:25:39] <tom3p> no these are not the droids you are looking for, send them to me ;)
[01:26:12] <tom3p> 6 pcs 100watt-ish for what 25bucks US?
[01:26:14] <andypugh> I suspect that they will be a complete bargain, but not necessarily any good to me.
[01:26:32] <andypugh> And all for charity
[01:26:48] <tom3p> you can get fairly cheap 100watt drivers from MESA
[01:26:58] <andypugh> No need for drivers.
[01:27:12] <andypugh> All-in-one units
[01:27:43] <andypugh> http://www.compumotor.com/products/Rotary_Servo_Motors__5210__30_32_80_567_29.html
[01:32:26] <andypugh> OK, I bid. If I win, does anyone want them? :-
[01:34:01] <tom3p> andypugh: i'd like 'em but i cant buy anything now. not even as an investment.
[01:34:59] <jt-plasma> ewww Parker
[01:35:03] <andypugh> It's one of those "bid and see what they are, worst case you sell them on again with a better advert" things.
[01:35:48] <andypugh> He is also selling a "Precision Grating Lense" I bet that is worth a fair bit, spelled right.
[01:36:29] <tom3p> did you get the part number? i cant read it off that pic, but did get the pdf you posted, the number de-coding is in it
[01:36:49] <andypugh> No, I can't see the part number.
[01:37:11] <andypugh> But they look a bit longer than the shortest one.
[01:37:23] <andypugh> So probably 1Nm peak torque.
[01:39:18] <andypugh> I really ought to be selling, not buying. I left the Satnav on my bike when I went to Germany on thursday (it was stupidly early in the morning). That was a £440 mistake.
[01:39:19] <pcw_home> Those sure dont look like they have drivers, a gearbox, yes driver no
[01:39:59] <andypugh> The yellow bit is the motor, the rest is encoders and drivers, as far as I can make out.
[01:40:44] <pcw_home> The yellow bit is the gearbox...
[01:40:47] <tom3p> pcw_home: "Single-axis package motor/drive/controller" thats the manual
[01:41:17] <tom3p> no gears afik
[01:42:23] <tom3p> looks very... whos' yellow & black? international harvester? black & decker?
[01:42:32] <andypugh> Wasps?
[01:42:33] <andypugh> http://divapps.parker.com/divapps/emn/prior_version_compumotor/cat/english/iBE_flyer.pdf
[01:42:38] <pcw_home> Sure lots of biggish wires if the driver is included
[01:44:03] <andypugh> Yes, many more than you would expect (5 would be plenty, after all)
[01:44:54] <tom3p> scale is hard to tel, and might be shielded, theres a funky db type with 2 big-ish conductors, since its inside a db it aint that big a wire
[01:45:26] <tom3p> yeh they feed it 24-48VDC
[01:46:06] <tom3p> oops looks like encoder has no Z phase
[01:46:12] <andypugh> I have a couple of servos upstairs with twin DB-9 connectors. DB-9 is rated 7.5A (scarily enough)
[01:50:51] <tom3p> (tom3p turns the intensity back up on the scope... damn the signal still isnt right :P)
[01:51:05] <pcw_home> Maybe its a custom part for an OEM since it doesnt look like the ones in the Parker Data sheet
[01:51:07] <pcw_home> ( I thought the front was a gearbox because one of out test motors is a Parker with a yellow gearbox that
[01:51:09] <pcw_home> looks sort of like the IBE)
[01:51:10] <pcw_home> Be nice if the seller included a part #
[01:52:29] <andypugh> Yeah. But I don't want to tip him off that they are worth anything to anybody.
[01:53:20] <archivist> andypugh, looks worth a bid
[01:53:29] <andypugh> Yeah, I have.
[01:53:32] <tom3p> can you barter ? that charity wants to give away refrigerators and furniture :)
[01:54:03] <jt-plasma> at least I can still get a cpu fan and video card from NewEgg for my Asus mobo
[01:54:12] <andypugh> If I win I will see what they are and see if they are of any use to anyone here.
[01:56:32] <tom3p> a guy listed in myanmar sold this on ebay...my Parker Compumotor IBE Series Motor NEMA 34 Frame (#130360944026)US $50.00
[01:58:49] <andypugh> But that has no controller.
[01:59:37] <andypugh> I only just noticed the second section of NEMA34 sized ones, if they are those then they are worth a great deal more than my current bid.
[02:00:14] <tom3p> shhhhh
[02:05:16] <andypugh> Aha! Looking at page 7 of
http://divapps.parker.com/divapps/emn/prior_version_compumotor/cat/english/iBE_flyer.pdf they are almost certainly the biggest of the NEMA23 range
[02:06:44] <andypugh> Though I suspect that they are actually _too_ clever to be used with EMC.
[02:08:37] <andypugh> And those 7W2 D-connectors are not cheap either.
[02:10:15] <andypugh> Still, they could come in handy for opening and closing curtains or other home-automation tasks.
[02:10:53] <archivist> enough to make me a funky 5 axis :)
[02:10:55] <pcw_home> I didnt see those connectors, only some inline types
[02:11:14] <frysteev> wussies use connectors . solder everything :P
[02:16:03] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/xaxis/3shafts.JPG
[02:16:36] <andypugh> For my current bid, assuming that the wires pictured go to 7W2 connectors, it's a bargain for the connectors.
[02:17:02] <cradek> skunkworks: cool!
[02:17:23] <cradek> but where are you going to get pale green paint to match?
[02:17:29] <andypugh> Is that X Y and Z,
[02:17:30] <skunkworks> heh
[02:17:30] <andypugh> ?
[02:17:38] <skunkworks> xzb
[02:17:50] <andypugh> Reseda Green. Standard colour.
[02:18:22] <jt-plasma> skunkworks: purdy
[02:19:00] <jt-plasma> what is it?
[02:19:36] <skunkworks> jt-plasma: a large retrofit
[02:20:08] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/yaxis/yaxisfront.JPG
[02:20:46] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/yaxis/yaxisrear.JPG
[02:22:41] <danimal_garage> looks good skunkworks
[02:23:25] <jt-plasma> that is big
[02:23:25] <andypugh> It's a really serious bit of kit. I want it. I don't know what I want it for, but that's not the point.
[02:23:36] <pcw_home> When was that new?
[02:23:47] <skunkworks> 69ish
[02:23:59] <skunkworks> hydralic servos.
[02:24:09] <andypugh> Any idea what the cost was new?
[02:24:16] <skunkworks> no clue. lots
[02:24:40] <andypugh> Yeah, high 100ks?
[02:25:06] <pcw_home> So you are adding ballscrews?
[02:25:10] <skunkworks> it was cutting edge
[02:25:21] <skunkworks> nope - all ball screws. very well made.
[02:25:30] <andypugh> You can tell that there was no expense spared on the mechanics, because the electronics was so expensive then.
[02:25:42] <jt-plasma> http://www.linuxcnc.org/component/option,com_kunena/Itemid,20/func,view/catid,21/id,1797/lang,english/#1797
[02:25:56] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/yaxis/yaxisshaft.JPG
[02:26:05] <pcw_home> Rotary hydraulics?
[02:26:19] <skunkworks> yes
[02:26:24] <pcw_home> Wow
[02:26:57] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/xaxis/ballscrew.JPG
[02:28:02] <andypugh> skunkworks: Do you have very small hands due to childhood polio, or is that the biggest ballscrew I have ever seen?
[02:28:16] <skunkworks> it is large... :)
[02:28:48] <skunkworks> I am of 'normal' size.
[02:29:21] <pcw_home> Wonder how much torque the hydraulic motors had
[02:29:52] <skunkworks> around 45 ft-lbs.
[02:30:05] <danimal_garage> wowsers
[02:30:17] <andypugh> jt_plasma: I seem to recall reading of such an interface, but paid little attention at the time.
[02:30:21] <danimal_garage> almost as much as my truck
[02:30:57] <jt-plasma> I don't even recall LOL
[02:32:09] <danimal_garage> jt-plasma
[02:32:14] <danimal_garage> how's the lathe coming
[02:32:15] <jt-plasma> heh
[02:33:02] <jt-plasma> I have a piece of 6061 on the way to mount the computer and Mesa hardware and have a plan in my mind on how I want to mount everthing
[02:33:21] <jt-plasma> getting the hd ready d/l all the stuff to get 2.4 installed
[02:33:50] <danimal_garage> cool
[02:33:56] <danimal_garage> why aluminum?
[02:34:16] <jt-plasma> it's shiny and I like shiny things LOL
[02:34:20] <danimal_garage> lol
[02:34:21] <jt-plasma> and easy to work
[02:34:27] <danimal_garage> true
[02:34:32] <jt-plasma> and kinda stays flat
[02:34:43] <danimal_garage> true
[02:34:51] <andypugh> jt-plasma: I might be thinking of
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Emcrsh
[02:36:01] <jt-plasma> andypugh: thanks, do you want to pass that to him? or me?
[02:36:02] <andypugh> That seems to allow you to send MDI strings and more from a remote terminal
[02:36:20] <andypugh> I don't do web forums :-) You can
[02:36:21] <danimal_garage> jt-plasma: some pics of the mill, and the new enclosure for the pc and mesa cards
[02:36:25] <jt-plasma> ok
[02:36:29] <danimal_garage> http://smg.photobucket.com/albums/v20/danielwilcox/shizuoka/
[02:36:32] <WalterN> danimal_garage: erm... why not aluminum?
[02:37:31] <danimal_garage> WalterN: easier for me to weld steel, and 6-32 threads last longer in steel
[02:37:49] <andypugh> Because it corrodes and melts. Tantalum is better in all respects.
[02:38:29] <jt-plasma> I like welding stainless the best
[02:38:33] <WalterN> hmm
[02:38:43] <danimal_garage> the mill pics are kinda old, i have an aluminum enclosure around the table for coolant conainment
[02:38:54] <danimal_garage> stainless is nice to weld.
[02:39:00] <danimal_garage> containment*
[02:39:12] <WalterN> dosent matter to me, I cant weld anyway :P
[02:39:31] <danimal_garage> i'm gunna get some stainless wire so i can weld up some nice controller cabinets for the machines
[02:39:36] <jt-plasma> danimal_garage: your Z is similar to my Anilam
[02:39:56] <jt-plasma> atlas lathe?
[02:40:02] <danimal_garage> rockford
[02:40:14] <danimal_garage> 14x42
[02:40:26] <andypugh> Titanium spot-welds quite well, spot welds are self-shielding.
[02:41:24] <jt-plasma> I hope my 50 pin cables are not too short
[02:41:43] <danimal_garage> jt-plasma: how long?
[02:41:59] <jt-plasma> 12"
[02:42:03] <danimal_garage> youch
[02:42:46] <jt-plasma> I'm going to mount all the Mesa daughter cards real close to the 5i20 or order more cables from Peter LOL
[02:42:55] <danimal_garage> i get them from the local electronics store in 3 foot length ribbons and put the connectors on it myself. Costs about $5 each
[02:43:10] <jt-plasma> really!
[02:43:17] <danimal_garage> yea, they're super cheap
[02:43:25] <danimal_garage> easy to put the connectors on too
[02:43:27] <jt-plasma> do the connectors just crimp on somehow
[02:43:42] <danimal_garage> yep, takes about a minute to make a cable
[02:44:10] <danimal_garage> cut it to length with scissors
[02:44:40] <danimal_garage> it was $2.99 for 3 feet of ribbon and $159 per connector
[02:44:45] <john_f_> yes and after crimping the connector trim with a razor blade
[02:44:45] <danimal_garage> $1.59*
[02:44:54] <andypugh> What they said.
[02:45:07] <jt-plasma> I need to get me some of that
[02:45:32] <danimal_garage> it's just scsi cable and connectors
[02:46:18] <jt-plasma> I looked once or thrice and could only find cables all ready made up
[02:46:28] <danimal_garage> radio shack doesnt carry it, at least not here. i got mine at Fry's
[02:46:28] <andypugh> I did the same. Except I didn't have any 50-way ribbon so used 2x 25W then split it to 3x 12 way
[02:46:44] <danimal_garage> good idea andy
[02:47:03] <danimal_garage> they also have 60pin cable and you could take off 10
[02:47:30] <jt-plasma> * jt-plasma looks up Fry's
[02:48:01] <john_f_> I got mine from digi-key
[02:48:03] <danimal_garage> i'm looking for you
[02:48:12] <jt-plasma> can you take the connectors off and re-use them?
[02:48:18] <danimal_garage> i have
[02:48:22] <danimal_garage> you can if your careful
[02:48:59] <jt-plasma> a 18" cable with connectors is $3
[02:49:47] <andypugh> http://picasaweb.google.com/lh/photo/HBcyUwENoBubtCGKwdqkFg?feat=directlink
[02:50:08] <danimal_garage> http://www.frys.com/product/2785643?site=sr:SEARCH:MAIN_RSLT_PG
[02:50:46] <andypugh> (My link was a photo of my installation, no help for finding your own)
[02:50:48] <jt-plasma> is this the connector
http://www.frys.com/product/1910784?site=sr:SEARCH:MAIN_RSLT_PG
[02:51:11] <danimal_garage> http://www.frys.com/product/1910784?site=sr:SEARCH:MAIN_RSLT_PG
[02:51:20] <andypugh> Yes, 50-way IDC is the thing
[02:51:20] <danimal_garage> beat me
[02:51:27] <jt-plasma> LOL
[02:52:03] <jt-plasma> get that and I can make them the exact length I need
[02:52:05] <andypugh> You can set them in a vice.
[02:52:11] <danimal_garage> yep
[02:52:18] <danimal_garage> andy, yes, i use my mill vice
[02:52:27] <danimal_garage> works like a charm
[02:52:59] <jt-plasma> that's good to know I was planning on running over them with my backhoe, but if the vice works I don't have to wait for spring
[02:53:09] <danimal_garage> ha
[02:53:12] <jt-plasma> it don't like cold weather
[02:53:25] <danimal_garage> plastic is brittle in the cold anyways
[02:53:40] <andypugh> But buzz-them through with a multimeter before hooking up, it is possible to get them between rather than around the wires, and with a Mesa card that grounds all the IO lines. (Not a disaster, it just doesn't work)
[02:53:40] <jt-plasma> yep
[02:54:28] <jt-plasma> is it like trailer connectors and it cuts the insulation around the wire to make the connection?
[02:54:43] <danimal_garage> yep
[02:54:52] <andypugh> Sorry, was just pointing out that fingers won't do it, but you also don't need the $1000 special tool either.
[02:55:16] <danimal_garage> only a $500 Kurt vice
[02:55:20] <danimal_garage> :)
[02:55:35] <jt-plasma> I don't have any Kurt vices :(
[02:55:49] <danimal_garage> aww
[02:56:04] <andypugh> Another reason to buzz it out, one of my 16-way connectors has a missing contact. It took me ages to find that. at the moment I am just not using that IO line.
[02:56:06] <jt-plasma> I have the imitation Kurt vices
[02:56:13] <pcw_home> Anything that is parallel will work
[02:56:47] <danimal_garage> jt-plasma: i got 1 real Kurt and one possible imitation
[02:56:58] <andypugh> I used my tiny little soldering vice, and took 2 bites.
[02:57:00] <danimal_garage> they work the same
[02:57:12] <pcw_home> Make sure the flat cable is at right angles to the connector
[02:57:26] <jt-plasma> the Kurt's were not on sale when I needed three of them
[02:57:35] <danimal_garage> i got mine used
[02:57:50] <pcw_home> (we have the AMP tooling that aligns the cable)
[02:57:54] <danimal_garage> one was thrown in with the mill, the other was a craigslist special
[02:57:56] <jt-plasma> pcw_home: do you use a jig to get the cable perpendicular to the connector
[02:58:06] <jt-plasma> ahh
[02:58:33] <pcw_home> Yes the tooling has a plate with little ribs that match the cable
[02:58:51] <andypugh> <puzzled> Is it "Vice" or "Vise" on the other side of the atlantic?
[02:59:14] <jt-plasma> which side is the "other" to you?
[02:59:36] <andypugh> The side where it is not Sunday yet.
[03:00:19] <jt-plasma> LOL, it is vise to me
[03:00:50] <andypugh> I have never heard of "Kurt"
[03:01:11] <danimal_garage> Miami Vice
[03:01:12] <jt-plasma> vice is the folks that bust you for paying a lady of the evening for her services
[03:01:18] <andypugh> I am surprised there is such a demarcation
[03:01:32] <jt-plasma> Kurt lives down the road a bit from me
[03:02:00] <jt-plasma> his other brother Kurt makes some real nice vises
[03:02:46] <danimal_garage> any relation to the darryls?
[03:03:04] <jt-plasma> not that I know of
[03:06:07] <andypugh> I just find it interesting that there are trade names that are associated with quality in certain items in certain countries. I think that nearly all the vices I have seen have been Record or Eclipse. (and Record seem to be able to ask £1000 for a bench vice)
[03:08:44] <jt-plasma> all right now build-dep is almost done
[03:11:11] <andypugh> Anyway, 'tis 3am and the birds have woken up.
[03:21:24] <jt-plasma> 9pm here
[03:29:01] <skunkworks> every axis has a different ratio. x is the end of the ball screw - 3 turns per inch. Z goes thru a bunch of gearing - about 5 turns per inch. Y is 6.666 turns per inch.
[03:29:26] <pcw_home> Strange...
[03:31:08] <pcw_home> Is thsi the machine that used one servo for all axis?
[03:31:58] <skunkworks> it use one servo for Y and one servo for XZB.
[03:32:16] <skunkworks> that is why we are splitting it all out.
[03:33:08] <pcw_home> I wonder if the matched the ball screw pitch to the required torque on each axis
[03:33:12] <skunkworks> it is going to be so nice being able to move xyz all at the same time ;)
[03:33:16] <pcw_home> (they)
[03:33:53] <pcw_home> Were there locks when one axis was disengaged?
[03:34:13] <skunkworks> yes
[03:34:25] <skunkworks> each of those axis had a clutch/brake
[03:34:32] <pcw_home> (I guess 2 were disengaged at once)
[03:34:59] <pcw_home> Must have been saving money on the servo/control
[03:35:04] <skunkworks> ye
[03:35:14] <skunkworks> yes - that is what we figure
[03:35:34] <pcw_home> what was the original controller like?
[03:36:00] <skunkworks> heh
http://www.electronicsam.com/images/KandT/conversion/frntcontroller.JPG
[03:36:08] <skunkworks> all transister.
[03:40:22] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/rearcontrller.JPG
[03:40:50] <pcw_home> Wow, you weren't tempted to fix it?
[03:42:20] <skunkworks> heh - it ran 'well' for a good 10 years ;)
[03:42:39] <skunkworks> it smoked. literally.
[03:43:42] <pcw_home> Thats a _lot_ of little cards
[03:45:09] <skunkworks> that is probably 2/3rds of them
[03:45:22] <danimal_garage> wow
[03:45:29] <danimal_garage> ebay!
[03:47:45] <pcw_home> I wonder if those are some generic logic cards that GE may have used in other systems, maybe the ClassicComp people would be interested
[03:52:40] <skunkworks> maybe
[03:54:02] <pcw_home> Looks like a lot of the cards are the same, like a dual FF or some such
[03:54:57] <skunkworks> yes - many of the same.
[03:56:25] <danimal_garage> any chance of getting tool touch off for x and z in emc for the lathe, similar to mill has for the z?
[04:00:11] <pcw_home> I think its neat that you used the original control
[04:01:26] <skunkworks> at the time - a replacement was not an option.
[04:02:14] <skunkworks> now it is pretty easy to retrofit reletively inexpensively
[04:04:14] <pcw_home> 45 ft pounds is a big servo though
[04:04:23] <tom3p> ebay the moog valves ( or pegasus) they can be pricey
[04:05:25] <tom3p> hydraulics is like steam... how many horsepower would you like :)
[04:05:48] <skunkworks> we have 20ftlb servos - 2:1 redution will give us 40 at the screw which is around 8000lbs of force.
[04:06:53] <pcw_home> Hope you have good limit switches...
[04:07:27] <skunkworks> ;)
[04:08:42] <cradek> danimal_garage: it already has that
[04:12:42] <skunkworks> (if I did the math right)
[04:21:46] <danimal_garage> cradek: i just realized i was still using the mill configured tool table
[04:22:05] <danimal_garage> now i see it
[04:22:10] <danimal_garage> thanks
[04:23:06] <danimal_garage> man, still lots to learn with this stuff
[04:44:10] <skunkworks> they use a few of these type of couplers.
http://www.electronicsam.com/images/KandT/conversion/rearcontrller.JPG
[04:44:14] <skunkworks> oops
[04:45:04] <skunkworks> this
http://www.electronicsam.com/images/KandT/conversion/xaxis/coupling.JPG
[04:45:26] <skunkworks> they seem to be tapered aluminum. Sort of like a collet.
[04:46:57] <cradek> skunkworks: when seb and I got the bridgeport working, I kept noticing and being surprised by what it could now do and how well it worked. I was so used to thinking of it in terms of the old control's capabilities. I bet you will find the same with your machine.
[04:47:20] <skunkworks> I can imagine!
[04:47:42] <cradek> for instance I was shocked when it homed X and Y at the same time...
[04:47:46] <skunkworks> heh
[04:48:16] <cradek> and of course we cut the AXIS logo... that was neat.
[04:48:37] <cradek> no way could it have fit that entire program
[04:50:23] <skunkworks> really? that is more than 100ft? ;)
[04:50:38] <cradek> yep
[04:52:19] <danimal_garage> i'm having a problem with a program i'm running.. i ran one tool, and everything went fine. it changed tools, and for some reason it's going to some weird coordinate.
[04:52:38] <danimal_garage> the tool offsets seem correct
[04:52:47] <danimal_garage> the program has the right coordinates
[04:52:56] <danimal_garage> work offset is correct
[04:53:08] <skunkworks> just having a readout of the current position is going to be sweet.
[04:53:18] <cradek> skunkworks: low bar, that
[04:53:19] <danimal_garage> program has g43h7 like it should
[04:53:22] <skunkworks> heh
[04:53:52] <danimal_garage> skunkworks: that is nice
[04:54:09] <cradek> danimal_garage: it's got to be either g92, g5x, or tool offsets - there are no other offsets
[04:54:30] <danimal_garage> ok i'll look
[05:13:53] <danimal_garage> hmm i really dont get it
[05:14:40] <danimal_garage> in mdi, i can type in the tool number and offset along with the work offset and it always goes to the right position
[05:16:45] <cradek> pastebin your gcode?
[05:18:14] <danimal_garage> ok
[05:20:29] <danimal_garage> http://pastebin.com/m73cdf229
[05:21:30] <cradek> at which line does it go to the wrong place?
[05:22:02] <danimal_garage> when it switches to tool 7
[05:22:24] <danimal_garage> so like 145ish
[05:23:09] <danimal_garage> i rely on mastercam too much, i gotta memorize all the g codes
[05:24:11] <cradek> I don't see anything weird...
[05:24:27] <danimal_garage> yea
[05:24:52] <danimal_garage> mdi puts the tool in the right place
[05:26:14] <danimal_garage> i think i figured it out.
[05:26:22] <cradek> t7 works at a much bigger radius than t5 - is that right?
[05:26:29] <danimal_garage> yes
[05:26:39] <danimal_garage> it goes to x zero first
[05:26:45] <danimal_garage> for some reason
[05:26:58] <danimal_garage> is it because i have 0 in dia in the tool table?
[05:27:20] <cradek> is that your tool change location?
[05:27:29] <cradek> when does it go to x zero?
[05:27:43] <danimal_garage> .25
[05:28:04] <danimal_garage> it goes to the tool change position, then goes to this weird position
[05:28:16] <danimal_garage> after the tool change
[05:30:43] <danimal_garage> i can make parts now, but it still bugs me out that it goes to tool position x zero first
[05:32:46] <cradek> maybe tomorrow I can look at it more. I don't see anything weird in the gcode.
[05:33:12] <cradek> maybe you can narrow it down and make the simplest possible program that shows the behavior - that would help
[05:33:30] <cradek> but for now, goodnight...
[05:34:51] <danimal_garage> thanks, and goodnight!
[05:35:08] <danimal_garage> (tomorrow is superbowl, probably wont see me)
[05:50:50] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/yaxis/Turning.JPG
[06:48:34] <ChanServ> [#emc] "This is the #emc channel - talk related to the Enhanced Machine Controller and general machining. Website:
http://www.linuxcnc.org/, wiki at
http://wiki.linuxcnc.org/"
[15:09:51] <jt-plasma> Yea! 2.4 is compiling on the Hardinge, now if I would just stop bleeding all over the place...
[15:11:30] <archivist> hehe, dont bleed on the hardinge, floor is ok thought :)
[15:13:42] <archivist> I wonder if blood works as well as coffee at killing motherboards
[15:20:04] <jt-plasma> I don't know for sure but I suspect so
[15:24:04] <ries> is there a variable/method in axis.py to check if axis is already homed or that a single axis is already homed?
[15:24:18] <jt-plasma> hi ries
[15:24:26] <ries> hey jt-plasma
[15:24:34] <jt-plasma> there would be a hal pin
[15:24:49] <ries> diving into python ..... I am making the 'are your sure, axis is already homed' dialog..
[15:25:03] <jt-plasma> ahh ok
[15:32:11] <ries> I think I can use this : limit, homed, posstrs, droposstrs = self.posstrs()
[15:34:34] <ries> may be cradek know...... :)
[15:44:16] <andypugh> Is it possible to have spindle-coordinated motion in one axis and uncoordianted motion in another?
[15:45:30] <andypugh> I am thinking about gear hobbing, where the rotary axis and spindle need to be locked in phase, and you need to feed axially at the same time.
[15:47:21] <cradek> sounds like you want them both coordinated to the spindle, and g33 can do that
[15:49:03] <archivist> the fun part is stop measure gear and restart in mesh with a few more thou cut
[15:49:27] <andypugh> Yes, I suppose that G33 A3600000 X20 might work.
[15:50:04] <archivist> a milled helical is easier
[15:52:10] <andypugh> What I see being the issue is that for hobbing you want a different feed in A and X
[15:52:51] <andypugh> Though I guess a workaround would be to simply alter the A-axis AXIS_SCALE to suit.
[15:54:26] <archivist> this is the magic line in my helical milling prog G1 F4 x[0-#4] a[0-#5] z#6
[15:58:23] <archivist> it was written before I got the 5th axis so thats not dealt with correctly
http://www.archivist.info/cnc/milled_helical_n_teeth.ngc
[16:01:12] <andypugh> I have some single-tooth milling cutters, but they are marked 32DP No2, 32DP No5 and 32DP No5B and I don't know what that means. My suspicion is that it will be cheaper to buy a proper hob which will generate the correct tooth form on any size gear than to complete the set.
[16:04:20] <cradek> a different feed in A and X means the proportions of A and X in your G33 line are different
[16:05:55] <cradek> mentally "unwrap" A and think of XA as a plane. Your G33 command moves in a straight line along it. The slope of the line is what you control. There is only one feed (rate at which the line gets longer)
[16:07:06] <archivist> Z needs to move as well unless the head is tilted
[16:08:16] <cradek> ok think of XZA threespace, there's still a line, and it still has one feed, and you still just control the direction it points
[16:09:22] <archivist> my crappy helical vid on youtube has hit the invite to get paid threshold!
[16:10:15] <cradek> neat
[16:10:33] <archivist> 85k hits!
[16:11:04] <frallzor> * frallzor yawns
[16:11:06] <cradek> learn how to play the ukelele too and you'd be rich
[16:11:25] <Jymmm> cradek: what makes you think he doesn't already know how to?
[16:11:40] <cradek> Jymmm: law of probability
[16:11:54] <Jymmm> cradek: But it's archivist
[16:12:14] <Jymmm> laws dont apply
[16:12:22] <cradek> Jymmm: yeah that's why I suggested ukelele instead of taking his shirt off
[16:12:35] <archivist> * archivist slaps Jymmm with a lawsuit
[16:12:42] <cradek> haha
[16:12:55] <archivist> thats the way to get rich!
[16:13:03] <cradek> or add goats jumping on trampolines
[16:13:06] <Jymmm> * Jymmm counter suits for such a crappy video =)
[16:13:16] <cradek> I dunno, if I knew the secret, I'd be rich, and I'm not
[16:13:25] <Jymmm> there's just no accounting for taste =)
[16:13:51] <Jymmm> cradek: No morals or ethics
[16:14:28] <Jymmm> cradek: No morals or ethics == filthy rich
[16:15:26] <cradek> you think playing the ukelele is immoral?
[16:15:54] <cradek> wait, don't answer that
[16:15:55] <skunkworks> well - looks like all 3 ball screws are still 0 backlash.
[16:15:58] <Jymmm> it's gotta to at least be unethical
[16:16:02] <andypugh> Hmm, first snag: G33 does not accept an "A" word.
[16:16:07] <cradek> skunkworks: wow, nice.
[16:16:20] <cradek> andypugh: oh?? my advice sure sucks then, doesn't it
[16:16:35] <Jymmm> skunkworks: I can fix fit!
[16:16:45] <andypugh> Well, not in 2.3.0 my 2.4-pre is busy miling gears.
[16:17:06] <skunkworks> yes - Y axis doesn't even seem to have backlast in its right angle gear box.
[16:17:37] <skunkworks> it is funny - y axis moves so easy - I bet it would get up to 1000ipm if we let it free fall. ;)
[16:17:44] <Jymmm> skunkworks: toss some sand in it
[16:17:58] <cradek> skunkworks: does it have any counterbalance system?
[16:18:15] <skunkworks> yes - a counter balance cylinder.
[16:18:22] <cradek> oh good
[16:18:50] <skunkworks> we had to remove the brake system they had - but the servo we are thinking of using has one.
[16:18:52] <ries> hey guys, on my dev installation I have a button 'Home All', while on my own machine I have 'Home Axis', how com I see a difference?
[16:19:30] <cradek> you have a homing sequence defined on one
[16:19:35] <andypugh> You only get a "Home All" if the Ini has a homing sequence defined
[16:20:27] <ries> cradek: Ahh... that makes sence I am using axis_mm in simulator
[16:20:43] <frallzor> any eta when touchy will have start buttons and such in the interface? :)
[16:21:07] <cradek> frallzor: eta never
[16:21:30] <frallzor> why not?
[16:22:14] <cradek> you can see the fevered rants of the half-insane author here:
http://git.linuxcnc.org/gitweb?p=emc2.git;a=blob_plain;f=src/emc/usr_intf/touchy/design.notes;hb=HEAD
[16:22:39] <Jymmm> cradek: half?
[16:23:02] <skunkworks> [1] Like "git", "touchy" is named after its author.
[16:23:05] <frallzor> no room for any more inpurts
[16:23:07] <skunkworks> :)
[16:23:14] <frallzor> so what to do then?
[16:23:18] <frallzor> *inputs
[16:23:24] <skunkworks> THERE IS AWAYS ROOM FOR MORE INPUTS!!!!!
[16:23:26] <cradek> my mill's touchscreen thinks a button is stuck down if I leave a wet coolant-fingerprint on it. it could easily be a disaster if buttons like start/stop/jog were on the touchscreen.
[16:23:35] <cradek> yeah, your answer is add inputs then
[16:23:52] <frallzor> best way to add 2 simple ones to start stop?
[16:24:05] <andypugh> USB?
[16:24:33] <Jymmm> cradek: Wouldn't that be an isolated issue with your specific setup though?
[16:25:06] <cradek> Jymmm: no - touchscreens just don't work perfectly
[16:25:26] <archivist> should bo no greasy paws, should be wearing the white coat
[16:25:49] <Jymmm> cradek: Sure, but you're not suppose to touch them wet unless it's an industrial rated system.
[16:26:26] <Jymmm> cradek: Kinda like using bringing a knife to a gun fight
[16:26:32] <cradek> Jymmm: maybe they don't belong on mills then, but I think touchy is a good compromise that lets the touchscreen work imperfectly while still having the machine not destroy things
[16:27:10] <cradek> if someone else says a touchscreen isn't a good choice for a mill, and subsequently doesn't use one, more power to him, he won't get any argument from me
[16:27:20] <Jymmm> cradek: The "right" touch is all I'm saying.
[16:27:35] <Jymmm> ^screen
[16:28:06] <cradek> true there might be a better touch technology. there are lots of them.
[16:28:22] <cradek> it's hard to even find a straight answer about which technology a certain screen uses.
[16:28:29] <Jymmm> Maybe just making it optional per user setup
[16:28:55] <Jymmm> cradek: iPad =)
[16:28:58] <cradek> no, I won't do that, because I think it's a very bad idea and is a safety problem.
[16:29:34] <Jymmm> cradek: I meant commented out in the config with a BIG FAT WARNING/DISCLAIMER
[16:29:45] <cradek> sorry, no
[16:29:49] <andypugh> There is nothing stopping people adding the buttons themselves, but then at least cradek can say "I told you so" when it all goes wrong.
[16:30:09] <cradek> yes
[16:31:12] <celeron55> well, it probably would be reasonable in a very small diy router or something
[16:31:13] <Jymmm> Well, if YOU never had that issue with your setup, you probably would have. It's environment specific is all I'm saying.
[16:32:03] <cradek> bbl
[16:32:13] <celeron55> but better not make it generally available - that's how the python folks have dealed with 'goto' 8)
[16:32:24] <andypugh> Would it be reasonable to guess that adding ABSUVW words to G33 would be quite a small change to the code?
[16:32:28] <celeron55> good for some things but generally bad
[16:32:38] <celeron55> and people tend to use it badly
[16:32:47] <frallzor> hmm might have 1 input left, a combined start/paus could work ok
[16:32:52] <frallzor> *e
[16:34:44] <ries> press start...... are you sure??? :D
[16:35:11] <frallzor> I I want to use touch at all, yes
[16:35:13] <ries> a confirm button on the other end of teh screen might prevent crashes---
[16:35:53] <ries> or even an external button to confirm dangerous actions...
[16:36:04] <andypugh> You could wire all the input buttons to various "bits" of a set of 3 input lines that gives you 7 buttons on 3 lines.
[16:36:25] <frallzor> I have no idea how to do that
[16:36:37] <andypugh> P-Port?
[16:36:37] <frallzor> and I have any less idea what you just said =)
[16:37:17] <frallzor> p-port yes, how many pins left to use, no idea
[16:37:36] <andypugh> Wire one button to line 1, another to line 2, another to line 1 _and_ line 2. Then HAL decodes into separate buttons.
[16:38:08] <frallzor> im still confused what you mean about wiring to lines
[16:38:50] <andypugh> Physical buttons and physical parallel port pins
[16:39:28] <frallzor> still, dont know how many left I can use when using the bob
[16:39:53] <frallzor> I assume that the inputs on my bob uses at least 4
[16:39:59] <andypugh> How many free input pins do you have, and how many buttons do you want?
[16:40:17] <frallzor> on the bob I have probably none
[16:40:29] <frallzor> how many there is left on the p-port itself, no idea
[16:40:41] <andypugh> How many inputs are there in total on the BOB
[16:40:46] <frallzor> 4
[16:40:57] <andypugh> I imagine that the BOB uses all available inputs.
[16:41:18] <frallzor> not sure, seems it has less than other similiar
[16:41:24] <andypugh> In that case, it doesn't
[16:41:39] <andypugh> I am typing out if phase.
[16:41:51] <andypugh> But still, you can wire 15 buttons to 4 inputs.
[16:42:27] <frallzor> 1 input then?
[16:42:53] <andypugh> That's more difficult.
[16:43:04] <andypugh> But... You could still do it
[16:43:16] <frallzor> how the hell can ppl fit so much things on some mills then? :)
[16:43:30] <frallzor> im dazzled
[16:44:21] <andypugh> If you had a number of simple 555 oscillator circuits you could wire different frequencies to a software "encoder" block in HAL and use comparators to work out which button was pressed.
[16:44:43] <Optic> or a since PIC mcu ;)
[16:44:45] <Optic> single
[16:45:02] <frallzor> yes that sounds even more simple than before :P
[16:45:23] <andypugh> frallzor: I guess most people eventually install a second paralell port card, or a Mesa card.
[16:46:03] <frallzor> guess Ill move away from touchy for a while then instead
[16:46:16] <Danimal-office> morning
[16:46:20] <pcw_home> a spare output bit could also double your switch inputs
[16:46:25] <andypugh> A PCI dual parallel port card is $20. That's another 30 pins...
[16:46:39] <frallzor> got 4 spar outputs
[16:46:42] <frallzor> *spare
[16:47:59] <frallzor> rather not get stuff to put in the computer ,will be a alot of cable back and forth from the controlbox to the computer then =(
[16:49:22] <andypugh> OK, so put a Mesa 7i43 in the control box, where your BoB is now, on the end of the same wire?
[16:49:43] <frallzor> how would what work?
[16:49:43] <andypugh> Which BOB is it?
[16:49:48] <frallzor> pmdx-132
[16:50:09] <SWPLinux> as long as the wire isn't too too long
[16:50:41] <SWPLinux> PMDX and 7i43 use different parallel port protocols, and have different port, cable, and timing requirements
[16:50:56] <andypugh> The 7i43 is controlled by the parallel port, but has 50 i/o lines into it. It sends "words" down the P-Port cable, not one-wire-per-bit
[16:51:06] <Jymmm> SWPLinux: Dallas?
[16:51:11] <SWPLinux> Tuesday
[16:51:28] <SWPLinux> we're in Burlington now (decided on a short-distance getaway :) )
[16:51:35] <SWPLinux> the hot tub was nice though
[16:51:35] <Jymmm> SWPLinux: Ah
[16:51:45] <Jymmm> SWPLinux: They always are =)
[16:51:46] <Danimal-office> say hi to Champ for me
[16:52:07] <SWPLinux> he's cold I guess, nothing breaking he surface at the moment
[16:52:26] <frallzor> andypugh I could do something bad though
[16:52:35] <Danimal-office> poor sea monster
[16:52:40] <andypugh> Of course, that's part of the fun.
[16:52:42] <frallzor> wait to put limitswitches in =)
[16:52:50] <frallzor> and get 4 inputs
[16:53:23] <Danimal-office> anyone know where to get cheap SSR's?
[16:53:35] <Danimal-office> the ones they sell at the store were like $36 each
[16:53:37] <SWPLinux> it's not so simple to wire switches in a muxed mode (unless you get a mux chip) - you need to use lots of diodes
[16:53:37] <Jymmm> ebay
[16:53:54] <Danimal-office> good call, thanks
[16:53:58] <SWPLinux> and there's no rollover - it's a wired "OR" (or "AND", depending)
[16:53:59] <andypugh> Yes, I got mine from eBay
[16:54:10] <SWPLinux> so two keys at once will look like a different key
[16:54:26] <frallzor> hmmm but a mesa could work for pci
[16:54:29] <andypugh> Look for zero-crossing ones. They might save you trouble later if you have filters.
[16:54:45] <frallzor> I want the buttons where the mesa is anyway
[16:54:51] <frallzor> same box
[16:54:54] <SWPLinux> yep
[16:55:09] <SWPLinux> the pendant is where the user controls go, and presumably that's where the computer is as well
[16:55:17] <andypugh> http://en.wikipedia.org/wiki/Parallel_port
[16:55:30] <frallzor> but a simple extra p-port would do the same work kind of
[16:55:31] <andypugh> Shows possibly 9 input lines.
[16:55:33] <frallzor> and cheaper
[16:55:57] <Danimal-office> any brands to stay away from? found some fotek ones for $8
[16:56:04] <Danimal-office> made in china
[16:56:18] <andypugh> But I can't get to the PMDX web site to see what the pmdx-132 is
[16:56:25] <frallzor> seems its down
[16:56:31] <SWPLinux> you can have 13 inputs or 12 outputs (I think)
[16:56:32] <pcw_home> Say with 4 free outputs and 1 input you just need 4 diodes any you get 4 switches all decodes
[16:56:34] <pcw_home> (but a second Par port is simpler)
[16:56:44] <frallzor> ill just get one of those
[16:56:51] <frallzor> dxtreme ftw
[16:57:13] <andypugh> But a Mesa card makes PCW happier :-)
[16:57:23] <pcw_home> :-)
[16:57:34] <Danimal-office> ha
[16:57:41] <frallzor> well I wont be cheaping out on this build so Ill get good stuff later on
[16:57:51] <frallzor> but an extra p-port will do what I want for now
[16:58:16] <andypugh> I have a spare p-port I never installed. I went to the Mesa instead.
[16:58:58] <andypugh> But then your existing BOB becomes rather redundant.
[16:59:48] <andypugh> However, if you have a second p-port card you probably don't need a BoB for it, the worst that can happen is that you wreck a cheap PCI card.
[17:00:22] <andypugh> And if all you are adding are buttons that connect input pins to the ground pins, then there is pretty much zero risk even of that.
[17:00:39] <frallzor> thats the plan =)
[17:01:52] <andypugh> http://linuxcnc.org/docs/html/hal_drivers.html#r1_1_1
[17:02:06] <andypugh> That shows how to configure a p-port as all-inputs.
[17:02:49] <frallzor> I see
[17:04:47] <frallzor> $10 for a proper extra p-port
[17:04:52] <frallzor> beat that mesa-card!
[17:06:38] <Danimal-office> pcw_home: are you up to his challenge? lol
[17:06:53] <Danimal-office> i'd gladly buy some more for $10!
[17:07:13] <Danimal-office> :)
[17:07:30] <pcw_home> Sure order a million...
[17:07:37] <Danimal-office> haha
[17:07:58] <SWPLinux> 'll take two million
[17:08:00] <SWPLinux> I
[17:08:03] <frallzor> emc allows manual adresses?
[17:08:06] <SWPLinux> (what are we talking about?)
[17:08:18] <Danimal-office> Mesa cards on sale for $10
[17:08:24] <SWPLinux> oh, I'll take two
[17:08:33] <SWPLinux> but the connectors are another $50 :)
[17:08:35] <frallzor> seems this card doesnt use legacy I/O adresses
[17:08:38] <Danimal-office> haha
[17:08:39] <Jymmm> SWPLinux: $10paraport better than mesa
[17:09:03] <SWPLinux> You'd have a hard time convincing me of that
[17:09:21] <Danimal-office> i have yet to use a parport
[17:09:22] <andypugh> When your extra p-port card can run a watchdog, 100kHz PWM and track 4 encoders at 100kHz too, then perhaps it beats the Mesa cards. Though that might just be me rationalising my purchase of one, rather than figure out how to mount another P-Port in a 1U server case.
[17:09:38] <MOGLI> hello.. where is the CYCLE TIME in EMC2 AXIS???
[17:10:02] <Danimal-office> properties
[17:10:07] <cradek> andypugh: g33 already lets you do a sync move in any direction including ZA; I just tried it
[17:10:07] <Danimal-office> in the file menu
[17:10:10] <SWPLinux> try running a 10 kHz PID loop with 8x16bit DAC and 12x16bit ADC with parports
[17:10:22] <andypugh> frallzor: Yes, the base addresses go in the HAL config line: loadrt hal_parport cfg="0x278 0x378 in 0x20A0 out"
[17:10:55] <frallzor> so no problems if this card doesnt use legacy in other words
[17:10:56] <SWPLinux> MOGLI: I think AXIS now uses [DISPLAY]CYCLE_TIME
[17:10:57] <Danimal-office> MOGLI: in axis, look in the file menu for properties, and it'll be in there
[17:10:58] <Jymmm> SWPLinux: I did that yesterday at the FedEx office - no problem
[17:11:06] <andypugh> Thanks cradek, that must have been introduced since 2.3.0 (which is what my VM runs)
[17:11:07] <SWPLinux> oh, the cycle time of the part?
[17:11:15] <SWPLinux> heh
[17:11:23] <cradek> andypugh: don't think so
[17:11:26] <SWPLinux> I wonder what that shipment is going to cost me
[17:11:36] <SWPLinux> Jymmm: did they make you pay tax?
[17:11:47] <MOGLI> Danimal-office : is that for me??? SWPLinux .. how can i see the time taken by JOB??
[17:11:55] <Jymmm> SWPLinux: No actually
[17:12:01] <Danimal-office> MOGLI: yes
[17:12:18] <SWPLinux> excellent
[17:13:08] <MOGLI> ok will check it.. thanks Danimal-office, SWPLinux...
[17:13:13] <Danimal-office> MOGLI: it's an approximation based on running at 100% i believe
[17:13:19] <andypugh> cradek: In 2.3.0 running the 5-axis SIM config the line "G33 A100 K1" gives the error "bad character 'a' used"
[17:13:44] <andypugh> I shall now go to the workshop and see what happens with 2.4-pre :-)
[17:13:47] <MOGLI> does anyone have exp. with Multistart threading..
[17:13:55] <andypugh> Yes
[17:14:03] <cradek> andypugh: the 5axis sim config is XYZBC
[17:14:15] <andypugh> I am a fool!
[17:14:26] <andypugh> Sorry.
[17:14:36] <cradek> np
[17:14:48] <SWPLinux> MOGLI: yes, the estimated runtime doesn't take acceleration into account, it more or less shows you the sum of the length of each segment / the feed rate for each segment
[17:15:13] <cradek> MOGLI: you can do multistart threads by offsetting the starting Z
[17:15:18] <MOGLI> does anyone have exp. with Multistart threading.. can anyone provide me the gcode for the same.... i tried to OFFSET Z but it dint work.....
[17:15:34] <Danimal-office> SWPadnos: i assume it takes your max velocity into account, right?
[17:15:37] <MOGLI> cradek it doesnt work.. i need to remove job from chuck and than put it agian :(
[17:16:04] <cradek> MOGLI: then you did something wrong. if you'd post your gcode on pastebin, maybe someone can help you figure out what it was
[17:16:05] <andypugh> I was originally running it in my Mill_XYZA config, but that fails to load in the VM because there is no 7i43 to set up, so I picked a 5-axis sim and failed to notice the actual axis names,
[17:16:46] <andypugh> Yes, I have done multistart simply by moving the starting Z
[17:17:07] <MOGLI> hey andypugh can you give me that GCODE for sample please....
[17:17:17] <MOGLI> thanks cradek i will upload it...
[17:17:46] <andypugh> In my case all the 5 threads were in the same groove (it was to cut a very coarse thread and I needed to keep the tool edge length short)
[17:17:48] <MOGLI> Danimal-office: is there any way to see actual Cycle time?? like they show in TURBOCNC when job is done..
[17:18:21] <Danimal-office> MOGLI: not that i know of, but it'll be somewhat accurrate if you're running at 100%
[17:18:28] <MOGLI> i think TURBOCNC uses simple techniq end time- start time.. is there anyway to see this in EMC2
[17:19:04] <MOGLI> can i add this type of facility without much programming?? say for example PYVCP type things??
[17:19:12] <cradek> no, but you could use a clock for this task
[17:19:30] <MOGLI> you mean my wrist watch???
[17:19:37] <cradek> yes :-)
[17:19:45] <MOGLI> thanks cradek... :))
[17:19:56] <MOGLI> i am doing the same right now but fed up ...
[17:20:24] <MOGLI> i know C, C++ but dont know PYTHON so i think its not possible to modify axis.. :(
[17:20:37] <MOGLI> otherwise it would be 5-6 lines of code..;)
[17:22:17] <andypugh> OK, linux noob here. How do I get a file into my clipboard in an SSH session? ie how can I show the file in stdio?
[17:22:27] <Danimal-office> there are no components in hal or ladder than will let you time something?
[17:22:46] <Danimal-office> maybe a counter triggered by a timer every second?
[17:23:16] <Danimal-office> use the counter as a clock?
[17:23:27] <MOGLI> but how can i catch start and end gcode event???
[17:23:30] <Danimal-office> kinda half assed, but it'd work
[17:23:55] <MOGLI> i saw it in properties.. but its useless.. its only approximation... i need this facility on every piece....
[17:24:30] <Danimal-office> not sure... you can use a user defined m code at the beginning and end of the program to start and stop the timer
[17:24:43] <andypugh> 1 second PWM wired in HAL to an encoder in counter mode, reset wired to halui-start button, enable wired to halui-program-is-running...
[17:25:08] <Danimal-office> good idea andypugh
[17:25:40] <Danimal-office> that'd work. however it'd be in seconds, so you might wanna add another counter to do minutes
[17:25:59] <Danimal-office> have the seconds one reset at 60
[17:26:22] <Danimal-office> and when it resets it can move the second counter up one
[17:26:29] <MOGLI> for user define MCODEs which file i should edit??
[17:26:32] <MOGLI> files..
[17:26:35] <Danimal-office> can even add an hour one
[17:26:57] <Danimal-office> MOGLI: i havent gotten that far, but andypugh's idea was better
[17:27:31] <MOGLI> but i am nube at PYVCP too.. ok let me check this thing...
[17:27:44] <Danimal-office> me too, but i know you can do it
[17:28:02] <andypugh> For a user-defined M-code, have a look at
http://www.linuxcnc.org/docs/2.2/html/gcode_main.html#sec:M100-to-M199:
[17:28:08] <Danimal-office> pyvcp is pretty easy if you look at the examples
[17:28:41] <MOGLI> thanks Danimal-office... but the fact is i want to add one small file in EMC but cant.. i need to learn AUTOMAKE, AUTOCONF.. bla blah..
[17:28:42] <MOGLI> :(
[17:29:42] <Danimal-office> join the club, i had/have to learn it all too
[17:30:03] <Danimal-office> no other way really.
[17:30:04] <frallzor> with some luck I finally get my box tomorrow!
[17:30:06] <MOGLI> right now i am finding tutorial on automake and autoconf..
[17:30:24] <Danimal-office> why automake and autoconf?
[17:30:31] <andypugh> You don't need to compile anything to use pyvcp panels
[17:30:40] <MOGLI> actually i wan to use usrmot.. for one SPM
[17:30:50] <MOGLI> and i decided to use GTKMM as frontend...
[17:31:02] <MOGLI> usrmot is very simple to understand..
[17:31:08] <Danimal-office> yea, pyvcp is done in an xml file, usually by hand
[17:31:21] <andypugh> And my encoder-counter as a timer idea is some simple edits to the HAL file in your machine config directory
[17:31:48] <MOGLI> you sure andypugh??
[17:31:57] <andypugh> Yes.
[17:32:08] <MOGLI> i will try...
[17:32:10] <Danimal-office> andy, do you know of a way to seperate it into minutes and seconds without using ladder?
[17:33:10] <Danimal-office> (or math)
[17:33:23] <MOGLI> hey Danimal-office, can you help me to add that GTKMM thing
[17:33:43] <Danimal-office> i dont know what a gtkmm is
[17:33:50] <MOGLI> :(
[17:33:51] <Danimal-office> i'm a noob lol
[17:33:58] <andypugh> I think I would use maths in HAL.
[17:34:00] <MOGLI> its wrapper for GTK+
[17:34:01] <pcw_home> HAL comp? (sorry some math required...)
[17:34:29] <andypugh> Though an extra pyVCP widget would be another option.
[17:35:01] <Danimal-office> thats what i was gunna do, have a widget for minutes and one for seconds
[17:35:01] <MOGLI> i think cradek , or alex_joni can guide.. but they are too busy for personal coaching .. ha ha ha..
[17:35:07] <MOGLI> just kiddin. cradek..
[17:35:31] <Danimal-office> hey cradek has saved my ass more than a few times
[17:35:39] <MOGLI> mine tooo....
[17:35:45] <Danimal-office> as has alex_joni
[17:35:53] <andypugh> It might be as simple as setting the widget display format to hh:mm:ss
[17:35:56] <MOGLI> thanks cradek... hey cradek, alex_joni,, can you show me the proper path???
[17:36:55] <Danimal-office> andypugh: i'll have to try to figure that one out
[17:37:23] <Danimal-office> i'd love to have a timer
[17:37:43] <Danimal-office> on the screen
[17:38:14] <Danimal-office> you can even add a second one for total run time for the job
[17:39:33] <Danimal-office> ok i gotta get some parts made, adios
[17:41:22] <frallzor> I want to make parts too =(
[17:44:48] <alex_joni> snow there yet?
[17:44:49] <alex_joni> Away
[17:46:48] <alex_joni> http://gawker.com/5465026/snowpocalypse-10-everybody-panic?skyline=true&s=i
[17:58:49] <frallzor> are americans afraid of snow or what? :)
[18:03:51] <SWPLinux> the ones in the south (ish) are - they don't know how to drive if there's a snowflake on the ground
[18:05:04] <danimal_garage> tell me about it
[18:05:22] <danimal_garage> or the rain
[18:05:31] <SWPLinux> oh no, a snowflake - SLAM ON THE BRAKES!!!!!
[18:05:41] <danimal_garage> ha
[18:05:52] <danimal_garage> i took my driving test in the snow
[18:06:05] <danimal_garage> got my license in january in CT
[18:06:20] <SWPLinux> yeah. we usually don't bother shoveling the driveway if there's less than 4 or 5 inches in it
[18:06:41] <SWPLinux> unless I feel like messing with the snowblower
[18:06:49] <danimal_garage> yea
[18:07:06] <danimal_garage> i used to shovel driveways for money when i was younger
[18:07:11] <SWPLinux> yuck
[18:07:44] <danimal_garage> tell me about it. this was back in the 90's when we had quite a few 3 foot storms
[18:11:26] <andypugh> MOGLI: I have made the HAL-timer, it takes an extra 6 lines in HAL and another 10 lines to create a pyvcp display of it, and to link it to the HAL.
[18:11:38] <andypugh> And no compiling is needed.
[18:15:14] <MOGLI> can you give me??
[18:15:19] <MOGLI> thanks andypugh...
[18:15:36] <danimal_garage> andy i'd love to see that as well
[18:15:49] <MOGLI> why dont you upload it to wiki or something like that....
[18:16:20] <andypugh> Let me remove it from the surrounding stuff and pastebin it. (at the moment it is buried in my lathe config_
[18:16:47] <MOGLI> upload whole thing too.. so i can compare....
[18:17:03] <MOGLI> did you check it???
[18:17:08] <danimal_garage> cradek: i tihnk i figured out my problem yesterday. It kept going back to machine zero, and i never offset my home position so the machine zero was in the middle of z
[18:23:06] <andypugh> I now have to figure out how to get the hal file out of the VM Ubuntu install and into a text editor.
[18:23:52] <andypugh> Ah, USB stick will work.
[18:29:52] <MOGLI> hey andypugh did you upload it??
[18:30:02] <andypugh> Not yet. Soon
[18:33:53] <andypugh> http://pastebin.ca/1789259
[18:35:21] <andypugh> It only counts in seconds. hours and minutes could be added, but it is trivial and thus didn't hold my interest.
[18:41:59] <MOGLI> thanks andy i will check it out...
[18:42:02] <danimal_garage> thanks andypugh
[18:42:45] <MOGLI> hey andypugh i am already having one PYVCP display for SPINDLE RPM .. can i edit in th same file??
[18:43:00] <andypugh> Yes, just add that stuff to the existing.
[18:43:39] <MOGLI> i am having one encoder too :(
[18:43:47] <MOGLI> which lines should i change???
[18:44:26] <andypugh> Add 1 to the loadrt encoder line where is says count=
[18:44:35] <andypugh> (to create an extra encoder)
[18:44:49] <andypugh> and then in all the new stuff swap encoder.0 to encoder.1
[18:45:33] <andypugh> This is why I split it all out into sections to be grafted into the existing code.
[18:46:26] <MOGLI> you mean i should write loadrt encoder num_chan=2 instead of loadrt encoder num_chan=1
[18:46:35] <andypugh> Exactly
[18:46:56] <danimal_garage> i'm gunna do one in ladder with minutes and seconds (just for the extra practice
[18:46:59] <danimal_garage> )
[18:47:39] <terrylm> How can one run stepgen from inside classicladder? for a tool turret that uses a stepper motor.
[18:48:28] <terrylm> stepgen uses floats, ladder uses S32 ints...
[18:48:54] <andypugh> HAL has type convertors you could use as glue
[18:49:19] <terrylm> OH, did not know that, where do I find them?
[18:49:20] <danimal_garage> ladder cant use flat?
[18:49:28] <danimal_garage> float*
[18:50:16] <andypugh> I have never used classic ladder, but the HAL function you want is probably
http://www.linuxcnc.org/docview/html//man/man9/conv_s32_float.9.html
[18:50:44] <andypugh> If CL can write to the input, then you wire the output to the stepgen, it will probably work.
[18:51:29] <danimal_garage> yea
[18:51:36] <ries> popup for the home_all_axes function is working :)
[18:52:10] <terrylm> Oh, andypugh, you signed off the other night before I got around to thanking you (the feed-hold thing), Thanks for all your help, I would have banged my head on that for hours!
[18:57:58] <terrylm> It seems I have missed a whole section of documentation somewhere to have no known about conv_s32_float, is it in the integrators manual? where?
[18:58:53] <terrylm> found it
[18:59:00] <terrylm> Thanks again.
[18:59:39] <jt-plasma> * jt-plasma reads the manual before asking the question this time
[19:34:31] <danimal_garage> when i'm milling a pocket,
[19:34:46] <danimal_garage> for some reason sometimes the feedrate goes in half
[19:35:03] <danimal_garage> like when i'm going in both x and y
[19:35:20] <danimal_garage> and i'm nowhere near max vel
[19:36:10] <danimal_garage> i'm assuming there's a simple fix for that?
[19:37:20] <DaViruz> sounds like an accelerfation issue?
[19:37:25] <jt-plasma> is it in a corner?
[19:38:16] <danimal_garage> DaViruz: it's for the length of the whole move (inches)
[19:38:32] <jt-plasma> EMC will slow down as needed to honor the acceleration settings you have given it
[19:38:48] <SWPLinux> emc doesn't know whether you're doing a pocket or an outside contour, so there's got to be something else going on
[19:38:55] <SWPLinux> like feedrate override or something
[19:39:05] <danimal_garage> no F changes
[19:39:08] <jt-plasma> or one axis has a slow acceleration
[19:39:17] <danimal_garage> both have the same accel
[19:39:21] <DaViruz> is it exactly half?
[19:39:26] <danimal_garage> yes
[19:39:30] <jt-plasma> F is only a suggestion to the motion planer
[19:39:32] <ries> cradek: I made a patch that has the popupwindow of 'Are you sure bla bla' when a axis is already homed, it also shows that message when any of the axis as un-homed when the button 'Home All' is shown, wnat me to mail that to you?
[19:39:35] <SWPLinux> do you have anything connected to the adaptive feed override HAL pin?
[19:40:17] <danimal_garage> not that i know of, it's mostly the sample hostmot2 5i20 stepper config files
[19:41:13] <jt-plasma> does x do fine and y run slow or the other way round?
[19:41:15] <SWPLinux> mighty strange, as EMC doesn't know what's being cut - it only knows the path it's supposed to take
[19:41:22] <danimal_garage> should i have the max accel in traj set higher than what i have the axises set at?
[19:41:37] <alex_joni> axes is correct
[19:41:43] <alex_joni> joints is even more correct ;)
[19:41:44] <SWPLinux> max vel yes, max accel I don't know
[19:42:00] <SWPLinux> the individual joint constraints will still limit it
[19:42:03] <danimal_garage> wait so my max vel should be higher?
[19:42:04] <alex_joni> afaik there's no max accel in traj.. or am I mistaken?
[19:42:12] <alex_joni> danimal_garage: the traj one should be faster
[19:42:18] <SWPLinux> TRAJ maxvel can be infinity
[19:42:22] <alex_joni> if X goes at 10, Y at 10, Z at 10
[19:42:47] <alex_joni> then if you want to go diagonally you need at least 14.1
[19:42:51] <alex_joni> for traj
[19:42:55] <danimal_garage> alex_joni: there is a max and default accel in my traj
[19:43:12] <danimal_garage> ok cool, i think that's my problem
[19:43:15] <danimal_garage> thanks
[19:43:16] <alex_joni> danimal_garage: if you're on 2.3.4 I think it's safe to just remove the TRAJ values
[19:43:24] <alex_joni> just comment them out
[19:43:29] <danimal_garage> ah
[19:43:32] <danimal_garage> ok
[19:43:42] <danimal_garage> will do
[19:43:59] <danimal_garage> thank you
[19:44:34] <alex_joni> don't thank me before it works ;)
[19:44:58] <danimal_garage> i thank you for your time :)
[19:48:14] <danimal_garage> i wonder how long before my big dog gets frustrated enough to bite my little dog
[19:48:33] <danimal_garage> she's really pushing his buttons and he keeps warning her but she dont get it
[19:48:40] <SWPLinux> 37 seconds
[19:49:00] <danimal_garage> lol
[19:51:34] <danimal_garage> well it's not exactly half anymore, but it still doesnt do the full feedrate
[19:51:56] <danimal_garage> i guess it's when it's doing a spiral pocket
[19:52:08] <danimal_garage> the spiral is what gets it
[19:52:25] <danimal_garage> as soon as it goes back to an arc, it's fine
[19:52:31] <SWPLinux> probably. circles are more likely to be accel limited, since there's always accel
[19:52:43] <SWPLinux> (there's no cruise phase, for the most part)
[19:53:04] <Jymmm> autopilot!!!
[19:53:06] <danimal_garage> arcs are fine, it's the spiral
[19:53:27] <SWPLinux> how many segments is each "ring" of the spiral?
[19:53:59] <SWPLinux> it's more likely to be a segment length issue if there are a lot of subdivisions
[19:54:30] <danimal_garage> i dunno, i'll have to look
[19:54:31] <andypugh> I am beginning to think that G33 is not the answer to gear-hobbing. I think the real answer would be a special config, with the two axes geared together in HAL.
[19:54:35] <danimal_garage> mastercam generated it
[19:55:06] <SWPLinux> ok, in that case it should be determined by the tolerance you specified in MasterCAM, and it will probably be a lot of segments
[19:55:18] <danimal_garage> SWPadnos: looks like alot
[19:55:20] <SWPLinux> is it using arcs or lines?
[19:55:27] <danimal_garage> lines
[19:55:35] <danimal_garage> xy moves it looks like
[19:55:57] <skunkworks> danimal_garage: might want to look at g64px.xxx
[19:56:14] <SWPLinux> ok, it's accel limiting then, EMC never moves fast enough that it can't stop before the end of the segment
[19:56:34] <jt-plasma> danimal_garage: is it a bunch of short moves?
[19:56:43] <SWPLinux> yep - that mode will combine several moves into one (within a certain tolerance), so the planner can go faster
[19:56:45] <danimal_garage> jt-plasma: yes
[19:57:01] <danimal_garage> SWPadnos: makes sense
[19:57:05] <jt-plasma> G64Pxx.xx is your friend then
[19:57:17] <SWPLinux> doesn't MasterCAM have the ability to do roughing passes with worse tolerance than finish passes?
[19:57:20] <danimal_garage> ok i'll look into it, thanks!
[19:57:29] <danimal_garage> i think so
[19:57:51] <SWPLinux> you should be able to generate code that's not so close for the spiral, since it's only the final arcs (full circle) that need to be perfect
[19:58:32] <danimal_garage> yea
[19:58:46] <danimal_garage> i'm sure there's parameters for that
[19:58:52] <danimal_garage> just gotta dig into it
[19:59:25] <danimal_garage> regardless, removing the accel and vel from traj helped at least for rapid moves
[19:59:50] <skunkworks> as SWPLinux mentioned - emc without being in tollerance mode (g64px.xxx) emc will touch every line segment - and have only go fast enough that it can de-accellerate within that short line segment.
[20:01:12] <danimal_garage> so should i only use g64pX.XX for the spiral and switch to G something else (G61?) for finish?
[20:01:49] <SWPLinux> depends :)
[20:02:05] <SWPLinux> G64Pxx can give better finish, since the speed will be closer to programmed
[20:02:29] <SWPLinux> but the tradeoff is that the part dimensions may be slightly off (by no more than xx.xx)
[20:02:38] <danimal_garage> i wont have tollerance holding issues?
[20:02:40] <danimal_garage> ah ok
[20:03:09] <SWPLinux> if your parts can be off by 0.001 or something, then G64P0.001 may give better finish than G61 would
[20:03:23] <SWPLinux> but it would still be within tolerance (assuming the machine is perfect ...)
[20:03:27] <danimal_garage> what's the mode it's usually in by default?
[20:03:34] <SWPLinux> I don't know
[20:04:12] <danimal_garage> i'll try it
[20:04:15] <danimal_garage> thanks
[20:04:39] <skunkworks> g64 is default. (where it touches all line segments)
[20:04:50] <SWPLinux> but still blends
[20:04:53] <skunkworks> right
[20:05:06] <danimal_garage> ok cool
[20:05:16] <skunkworks> it goes as fast as it can while still touching all line segements. *
[20:05:27] <SWPLinux> I think the only way to get perfectly dimensioned parts is to use G61, which is exact stop mode
[20:05:34] <SWPLinux> there will be no blending in that mode
[20:05:52] <SWPLinux> but finish could suffer, and it'll certainly suck big time on something like that spiral
[20:06:02] <SWPLinux> oh hmmm. I guess I should go check out
[20:11:26] <danimal_garage> next part i will know for sure
[20:21:12] <danimal_garage> that helped alot
[20:21:19] <danimal_garage> thanks guys
[20:26:18] <andypugh> How do you create an EMC wiki page from scratch?
[20:26:40] <danimal_garage> figured it out just in time to do the last part lol
[20:29:15] <micges> andypugh: you create link in [] on some page: ie [new_page] then you must follow that link and you can edit new page
[20:29:32] <micges> and page will be called new_page
[20:30:15] <micges> andypugh: sorry it must be in [[]]
[20:30:19] <andypugh> I found a magic question mark on the sandbox page which seems to have done the trick.
[20:34:19] <frallzor> hmm what about modbus, anyone written a nice hal for it?
[20:35:25] <skunkworks> I thin you can interface modbus through classic ladder.
[20:35:27] <skunkworks> think
[20:35:52] <skunkworks> but iirc you need to have the gui open at all times for it to work. I think there is info on the wiki
[20:36:11] <frallzor> no need to minimize it =)
[20:56:56] <Eric_K> I can't get my printer to print full scale, it's about 90% or less
[20:59:49] <andypugh> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?SimpleCycleTimer
[21:15:27] <Optic> does sheetcam work properly on windows 7?
[21:15:47] <Optic> i either can't figure out how to use it or something is wrong
[21:18:36] <cradek> or both
[21:21:31] <danimal_garage> thanks andypugh, nice work
[21:22:21] <andypugh> No worries, it gave me an excuse to find out how the "edge" module worked.
[21:23:03] <danimal_garage> i'm still gunna try it in ladder, but you gave me some good ideas
[21:23:29] <danimal_garage> i need some more ladder experience
[21:23:47] <andypugh> Surely they are not serious about this price?
[21:23:48] <andypugh> http://cgi.ebay.co.uk/12-X-16-ADJUSTABLE-TILTING-ANGLE-PLATE-SWIVEL-BASE_W0QQitemZ370236637352
[21:24:59] <danimal_garage> some people on ebay are truely on crack
[21:25:35] <andypugh> OK, so a new one would be twice that, but it would also be new, and not full of holes.
[21:29:32] <terrylm> what is the syntax for 'not equal' in a compare block in classicladder?
[21:29:47] <terrylm> != does not seem to work.
[21:30:29] <andypugh> I know that basic uses <> and matlab uses ~=, you could try those.
[21:31:02] <andypugh> Or wait for somebody who actually knows to answer.
[21:32:40] <terrylm> Thanks
[21:34:33] <SWPadnos> you may need something like !(var1=var2)
[21:34:58] <celeron55> it's <>
[21:35:07] <celeron55> this page says it
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?ClassicLadderExamples
[21:35:11] <SWPadnos> be careful with that though, two numbers that are really really close are almost never actually equal
[21:35:26] <celeron55> it's strange this page doesn't mention it
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?ClassicLadder#COMPARE
[21:35:36] <SWPadnos> yeah, I was just lokoing there
[21:35:40] <SWPadnos> or looking
[21:36:10] <celeron55> hmm, that's the wiki... someone should add it i guess
[21:37:45] <numen> thx archivist
[21:43:18] <terrylm> Yes, thanks, it did work. <>
[21:43:47] <john_f_> how acurate is the pwm frequency? Is the accruacy any different than a realtime thread period?
[21:44:47] <andypugh> Good question, and one I was avoiding asking myself when I made that timer.
[21:45:41] <SWPadnos> if there's a difference, siggen is likely to be the more accurate
[21:46:01] <SWPadnos> though it has a float output instead of a bit
[21:46:02] <john_f_> I wad thinking that an easy way to make the timer is net Timerclock not.0.in not.0.out
[21:46:39] <john_f_> the period will be 2 times the thread period
[21:46:44] <SWPadnos> siggen and probably pwmgen use the thread period to figure out timing
[21:46:58] <SWPadnos> the periods aren't exactly what was asked for, due to timer resolution
[21:49:27] <andypugh> Reading the docs, siggen would almost certainly have been a better choice than pwmgen for the timer.
[21:49:47] <andypugh> In fact, I am going to try it then probably change the wiki page.
[21:50:46] <WesBaker> How do I test forced outputs with Mesa 5i20 / EMC2 / Ubuntu? I have some limited linux experience. I've just installed Ubuntu / EMC2 / and a Mesa 5I20 FPGA into a fresh machine. Spent the afternoon reading most of the integrators manual. I can setp items and see them change in the watch window. I'm trying to figure out how the logical bits that appear in the HAL watch window map to my physical terminal screws and prove some IO just with a volt meter.
[21:53:31] <andypugh> Ah, no, I think I will stick with pwmgen as it has a bit output, not a float.
[21:55:03] <andypugh> WesBaker: You should be able to setp the the hm2_5i20.0.gpio.N.out pins and see volts appear in the real world.
[21:55:20] <john_f_> WesBaker: do you have the m5i20 connected to a 7I37?
[21:55:29] <andypugh> But you might need to set the pins to actually be outputs first.
[21:55:59] <andypugh> And also have the Hostmot firmware uploaded and configured.
[21:56:43] <WesBaker> Thanks for the response
[21:57:04] <WesBaker> I have (I think) all the firmware loaded and everything
[21:57:12] <andypugh> The simplest way to check it out would be to start EMC, then choose the 5i20 example configuration.
[21:57:20] <WesBaker> I am just using ubuntu cd that I downloaded from the site
[21:57:29] <WesBaker> I am running the 5i20 example config
[21:57:42] <WesBaker> I can see the 5i20 info and assign them in the watch windo
[21:58:14] <WesBaker> I can even setp the various GPIO and the states change on the "hal configuration" screen (the little watch window).
[21:58:39] <andypugh> What are the values of the 5i20.0.gpio.NNN.is-output pins?
[21:58:45] <WesBaker> I'm now trying to prove that I have the physical connnections correct and watch a pin switch back and forth with my volt meter.
[21:58:57] <Optic> hmm any sheetcam users here?
[21:59:31] <andypugh> And you can't see anything on the voltmeter?
[21:59:57] <andypugh> I think it should work, the pins have a weak pullup, so should switch state
[22:00:22] <john_f_> WesBaker: Are you looking at the 5i20 pins directly?
[22:00:25] <WesBaker> I'm looking in the "HAL Configuration". Would this value be under "pins" or "components"?
[22:00:31] <andypugh> pins
[22:00:45] <john_f_> I mean the phisical connector pins
[22:01:17] <andypugh> Or possibly parameters, thinking about it.
[22:02:36] <WesBaker> In "Pins" I have an option for "hm2_5i20". There are a ton of pins there. I see a dozen or so that are "5i20.0.encoder.xxxx" and then fifty or more "5i20.0.gpio.nnn.*" and then some that are ".pwmgen.".
[22:02:39] <andypugh> Its a parameter, according to
http://www.linuxcnc.org/docview/html//man/man9/hostmot2.9.html
[22:02:54] <andypugh> That's all good.
[22:03:15] <andypugh> What do you have under "parameters"
[22:03:34] <WesBaker> I see 5v on every pin on the terminal strip I think should be mapped to the gpio. Can't change the state of any of them and have setp them all to true and false with no changes.
[22:04:19] <cradek> did you set is_output for the ones you want to be outputs?
[22:04:26] <WesBaker> Under "parameters" I have a 5i20 section. It has 10 subsections
[22:04:51] <WesBaker> I must be missing the "is_output" step.
[22:04:55] <WesBaker> Where is that?
[22:05:07] <andypugh> It needs to be an entry in the HAL file
[22:05:24] <cradek> http://www.linuxcnc.org/docs/html/drivers_hostmot2.html#r1_12_2
[22:06:03] <WesBaker> Hey, I found the paramters that invert the outputs and also one that just says "is_output". I will turn that on and see if I can find some working.
[22:06:41] <andypugh> I don't _think_ you can toggle the is-output state in HAL-config
[22:06:51] <andypugh> I think you need to edit the HAL file.
[22:07:54] <andypugh> My HAL file just has a bunch of lines like
[22:07:55] <andypugh> hm2_7i34.0.gpio.008.is_output = true
[22:07:55] <andypugh> hm2_7i34.0.gpio.008.is_opendrain = false
[22:08:04] <WesBaker> the "is_output" state does change in response to a manul hal command in the config utility.
[22:08:08] <andypugh> For all the pins I want to use as outputs.
[22:08:45] <WesBaker> Now, How do I tell where the logical pins map physically to my terminal strip?
[22:09:09] <WesBaker> For example, where does gpio.012 come out on my terminal strip:
[22:09:13] <andypugh> There is a file created somewhere
[22:09:31] <andypugh> Though the info might well be in dmesg
[22:09:45] <WesBaker> The docs told me to create one by "dmesg > filename" which i did.
[22:09:58] <andypugh> There it is then
[22:10:22] <WesBaker> looking at that file though, I get IP pin numbers that don't correspond to the stuf in the "hal configuration" utility
[22:10:29] <andypugh> You will see values like "P4 26" which means pin 26 of header 4
[22:10:54] <WesBaker> I see them
[22:11:19] <WesBaker> I was trying to prove that with switching the outputs and couldn't get any life (probably because of the is_output state).
[22:11:54] <andypugh> Yes. And you still might not get anything as I am not sure that the is-output state can be set at runtime.
[22:12:19] <andypugh> ie the change you see in HAL Config might not actually have taken effect.
[22:12:30] <andypugh> But try it anyway.
[22:12:59] <WesBaker> My file says "IO Pin 024 (P3-01): IOPort" So you are saying that would be the physical pin 1 on the P3 50 pin connector on my 5i20. I understand now.
[22:13:19] <andypugh> The unassigned pins become high-impedance inputs as that is considered a safer default state.
[22:13:28] <WesBaker> I'm setting the is_output status and connecting to that one to see what will happen
[22:15:00] <andypugh> I accidentally proved that you can short all the outputs to the adjacent ground pin and nothing bad happens by miss-assembling an IDC connector. So you are probably fairly safe prodding a multimeter in there.
[22:16:57] <WesBaker> Magic. Thanks!
[22:17:06] <andypugh> It works?
[22:18:10] <WesBaker> The only thing that confused me a little is that all the inputs are +5v and seem to be active low. When I turned the is_output state to TRUE and set the output bit also to TRUE, I only got 3.25 volts.
[22:18:30] <WesBaker> The outputs appear to be active high 3.25v and the inputs appear to be 5v active low.
[22:18:56] <andypugh> It's a 3.3V FPGA
[22:19:40] <WesBaker> If I use the external power will I get 5v on the outputs?
[22:19:46] <andypugh> Did you read the manual on initial jumper settings? I don't know much about the 5i20 but the 7i43 has a jumper you move for 5V compatibility
[22:20:12] <WesBaker> I did read and have the jumpers set to 5v. I'll pop the side off and double check though.
[22:20:44] <Guest576> Guest576 is now known as skunkworks_
[22:20:55] <andypugh> And I think it is possibly a bit more complicated than that, as I think that you might be expected to pull-up the outputs to 5V, and then the 5i20 will drive them low.
[22:21:17] <WesBaker> the jumpers are labeled 3.3v on one side and 5v on the other. All three are set to the 5v position.
[22:22:26] <WesBaker> If I set the output status to TRUE then the output between that pin and gnd is 3.3v. If I set it to false, it goes to 0v. There is no load on it other than my fluke.
[22:22:38] <andypugh> Perhaps we need some input from pcw_home at this point?
[22:22:59] <WesBaker> I don't know what "pcw_home" means.
[22:23:31] <andypugh> I was trying to wake up one of the other IRC people online
[22:23:42] <WesBaker> Oh
[22:24:06] <andypugh> What is the parameter for each pin as regards "is-opendrain"?
[22:24:41] <WesBaker> is_opendrain is FALSE
[22:25:39] <WesBaker> I have an encoder break-out board connected to my P2 50 pin connector to do +/- 10v for velocity command to the old servo amps. There are a few I/O on that connection. I will check and see if I cna force them on/off too.
[22:25:41] <pcw_home> The FPGA outputs will only swing from 0 to 3.3V in "push-pull" mode
[22:25:43] <pcw_home> inputs and high open drain outputs will be pulled up to 5V
[22:26:21] <WesBaker> So what does "is_opendrain" mean?
[22:26:26] <pcw_home> if the pullup resistir are connected to 5V (the default)
[22:26:27] <DaViruz> andypugh: i followed you lead and mounted the dro slider stationary on my mill, turned out great, thanks! :)
[22:28:09] <WesBaker> I set the "isopendrain" to true for the output I am playing with and now it is going 5v true and 0v false
[22:28:40] <andypugh> http://en.wikipedia.org/wiki/Open_Drain
[22:29:17] <andypugh> See, I told you that PCW was almost uncannily knowledgable about Mesa cards.
[22:29:30] <WesBaker> The enable circutry on the router I am working with sources 24v and requires me to ground that out to enable the amps. I guess I will find some little 5v coil relay and pull the 24v from the servo amp low through a contact
[22:29:56] <andypugh> No need for anything as 19th century as a relay.
[22:30:32] <andypugh> Use a ULN2003. That costs about $2 and will switch 7 lines of 50V / 500mA to ground.
[22:31:03] <WesBaker> I'll look up the number. I guess it's an IC?
[22:31:08] <andypugh> It is.
[22:31:17] <cradek> do you have a 7i37?
[22:31:33] <andypugh> Me? Yes.
[22:31:47] <andypugh> No, sorry, Me? NO.
[22:31:53] <cradek> WesBaker: do you have a 7i37?
[22:31:53] <WesBaker> I have a 5i20
[22:32:04] <andypugh> Those Mesa part numbers confuse the heck out of me.
[22:32:21] <cradek> andypugh: yeah, but at least you can google for them easily
[22:32:34] <pcw_home> In open-drain mode only the low side switch is used so when the output is set to the high state
[22:32:36] <pcw_home> the pin is "open" so its voltage is determined by the 3.3K pullup resistor
[22:32:54] <andypugh> Yes, but google doesn't tell me that I don't have them. :-)
[22:33:04] <pcw_home> (same as when its set as an input)
[22:33:22] <WesBaker> Oh I get it. So as long as the impedence of whatever I am driving is sufficiently high that I don't get a voltage drop, life will be good.
[22:34:18] <WesBaker> Any suggestions as to how I might force the +/- 10v signals on my encoder card while I have you guru's attention?
[22:34:26] <andypugh> Does that also mean that in open drain mode the pins can be connected to voltages >5V? I am not sure I would fancy the expense of a miss-configuration in HAL though.
[22:36:02] <WesBaker> The Mesa 5i20 P1 port is conencted to a Mesa 7i33TA. That little card on the other end of the 50 pin flat cable supposedly will take in my differential encoder signals and make them single ended for the FPGA and also take a PWM signal out of the FPGA and give me +/0 10v for my velocity command.
[22:36:32] <andypugh> WesBaker: There is an encoder daughter card for the 5i20 I think? That was the 7i33 that cradek mentioned
[22:36:57] <andypugh> And so the question was?
[22:37:16] <andypugh> Ah, you want to simulate having an encoder present to check that works?
[22:37:23] <WesBaker> Well he asked about a 7i37 and I had no clue what that was. This 7i33 I have must be the same thing.
[22:37:55] <WesBaker> I just wanted to test out the analog outputs from the 7i33 while I had everhthing here on the bench.
[22:38:15] <andypugh> Sorry, I don't think I am helping here. I seem to be Mese part-number blind.
[22:38:24] <pcw_home> andypugh No, Not sure of the exact value but 5.5V is likely the absolute maximum on the 5I20
[22:39:41] <WesBaker> The 7i33 daughter card says it outputs +/- 10v. Somehow the PWM out from the 5i20 is converted to a bipolar analog.
[22:39:44] <andypugh> You should be able to setp the PWM outputs in Hal COnfig
[22:40:18] <andypugh> Probably a pin called "Value" and one called "direction" or similar.
[22:40:35] <andypugh> Assuming that the config you have loaded includes a PWM
[22:40:58] <pcw_home> (if you use the sample config you will have to disconnect the PID output that drives the PWM)
[22:41:03] <WesBaker> The config does include three pwm
[22:41:16] <WesBaker> I have pwmgen.0 and .1 and .2
[22:41:40] <WesBaker> Each channel has two pins. One named ".enable" and the other ".command"
[22:42:26] <WesBaker> Oops. I lied. one is in fact named ".value".
[22:42:49] <pcw_home> Another easy way to test is use the sample config and connect an encoder
[22:42:51] <pcw_home> rotating the encoder will vary the analog output
[22:43:07] <andypugh> That is the one, but as PCW said, it is probably wired to the output of a PID and so likely to not move
[22:44:40] <WesBaker> It won't let me setp the .enable or the .value of the pwmgen
[22:44:53] <andypugh> I am not sure if "unlinkp" works in the HAL Config thingy.
[22:45:26] <Casainho> hello :-)
[22:45:36] <andypugh> Hi
[22:46:15] <WesBaker> Andy: Pcw: Thanks for all the help!
[22:46:25] <Casainho> my CNC being controlled by EMC2. I am getting problems on all axis, maybe like if it is skipping steps, since on flat 3D printing and get this results:
http://www.flickr.com/photos/43558168@N00/archives/date-posted/2010/02/07/
[22:47:30] <Casainho> can someone please look at that images and tell me what it can be, the problem? I am running at 10mm/s, which is very conservative considering the 300mm/s maximum
[22:48:32] <andypugh> Perhaps direction setup time needs increasing?
[22:50:40] <andypugh> To be honest, it is pretty hard to debug a machine when you have it in front of you. Problem solving from photographs of the results is not likely to be any easier.
[22:52:35] <andypugh> Has the system worked better in the past?
[22:52:48] <Casainho> andypugh: hmmm, I asked for help at RepRap channel and a user/hacker told me that may be problem on steppers motors, maybe to much current on them or to less current... and I simple didn't change the current setup that did come from factory
[22:53:18] <andypugh> Is it possibly a mechanical problem? lack of endfloat control in the leadscrews could give results like that.
[22:53:21] <Casainho> andypugh: well, it's my first machine and I never used it much time like now.
[22:54:14] <Casainho> andypugh: I just can say my machine use belts...
[22:54:24] <andypugh> I have not heard of too much current causing problems (except of the cloud of smoke and funny smell type)
[22:54:34] <Casainho> pictures of it:
http://code.google.com/p/casainho-projects/wiki/3DPrinterEMCRepStrap
[22:55:13] <Casainho> andypugh: yeah. I guess that stepper motor can be missing steps, so, would be low current... but I am not sure.
[22:55:39] <andypugh> I assume you are using toothed belts?
[22:56:26] <andypugh> Can you easily stall the motion by hand?
[22:59:50] <Casainho> andypugh: stop the motion? I never tried that! but I guess no...
[23:00:12] <andypugh> If you can't easily stop the motion by hand then it isn't a lack of current.
[23:00:24] <Casainho> andypugh: I saw the machine bending a few time my plastic extruder, when I made mistakes, I am sure it have stonge froce to move
[23:00:34] <andypugh> It might possibly be a step timing problem, but again that is unlikely at low speed
[23:00:47] <Casainho> andypugh: the motors fet hot after a few minutes, like 20 minutes
[23:01:00] <andypugh> How hot?
[23:01:29] <Casainho> "Perhaps direction setup time needs increasing?" ?? where do I setup this time?
[23:01:40] <Casainho> maybe 60ºC...
[23:01:40] <andypugh> They are likely to get a bit warm. But if they burn your hands I would say there is a problem.
[23:02:10] <Casainho> yes, I can't stay with my hands on them...
[23:02:13] <andypugh> Did you create the setup in stepconf or manually?
[23:02:29] <Casainho> andypugh: I used a setup file for EMC2 from seller...
[23:05:58] <andypugh> Does the base thread period match the results of a latency test?
[23:06:30] <Casainho> andypugh: so, if current is to much for motors, do you think I can get that probelms because of that?
[23:07:00] <andypugh> No. If the current is too high the motors will overheat, but they won't miss steps.
[23:07:30] <Casainho> andypugh: yes! I just did that latency test today, again, and I put even I conservative value, like I got about 25.000 but I defined 28.000
[23:08:30] <Casainho> andypugh: yes. Maybe the circuit driver can have some protection against to much current and miss steps on that case?
[23:08:30] <andypugh> You might want to go a little higher still, though I doubt that is the problem.
[23:09:20] <andypugh> No, the driver does not know what the motor is doing, or how hot it is. And it should be perfectly happy up to its own rated current.
[23:11:02] <andypugh> It has only just occurred to me that Stepconf asks what the minimum direction setup time is, but I have no idea what it does with that information.
[23:12:15] <Casainho> ok :-)
[23:12:27] <Casainho> I will sent an e-mail to seller asking for help :-)
[23:12:31] <Casainho> andypugh: thanks! ;-)
[23:12:55] <andypugh> I don't think I have been any help yet.
[23:14:05] <terrylm> How would the bi-directional encoder.n.index-enable bit be tired into classic ladder to both read and write it?
[23:14:41] <andypugh> Try creating a new config using the stepconf wizard (make sure you don't over-write the existing config) and then compare the numbers that it comes up with with the ones in your config (looking in the HAL and INI files of each)
[23:15:01] <Casainho> andypugh: ok
[23:15:42] <Eric_K> had to print from windows to avoid scaling my doc, oh the shame
[23:15:43] <andypugh> If you are missing steps (which is far from certain) then it is probably a step-timing thing.
[23:17:23] <andypugh> But don't over-look the possibility of mechanical causes, like pulleys loose on shafts or motors moving on mounts.
[23:17:40] <Casainho> ok
[23:24:08] <andypugh> Casainho: Have a look at
http://www.linuxcnc.org/docview/html/man/man9/stepgen.9.html especially the section on step length, step space and direction setup, and then see what number there are in your Hal or INI files (The HAL file can read values from the INI file, so it could be in either place).
[23:24:41] <andypugh> This page here has some typical values:
[23:24:42] <andypugh> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Stepper_Drive_Timing
[23:24:43] <Casainho> andypugh: thanks!
[23:26:03] <andypugh> Also note that some drivers work a lot better if the step pin is inverted (those that step on a falling edge). You can do in the HAL file.
[23:27:26] <andypugh> And I am afraid that is as much as I can think of. Time to log off and sleep.
[23:58:00] <ries> anybody happen to know how to make gcode from eagle CAD PCB's ?
[23:58:18] <ries> I did see a couple of tools, just not sure what is the most common used
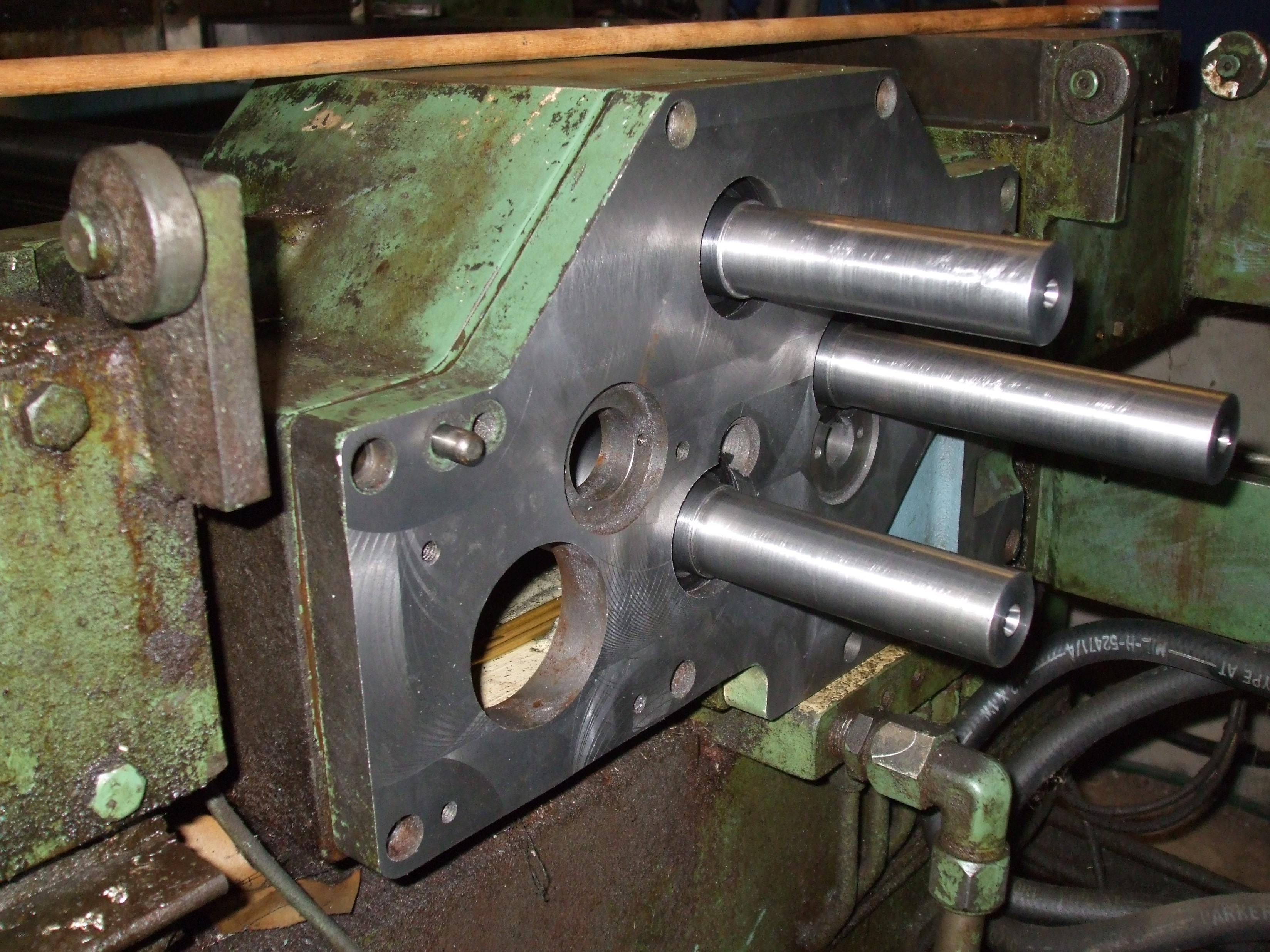{kind=link}
{kind=link}
{kind=link}
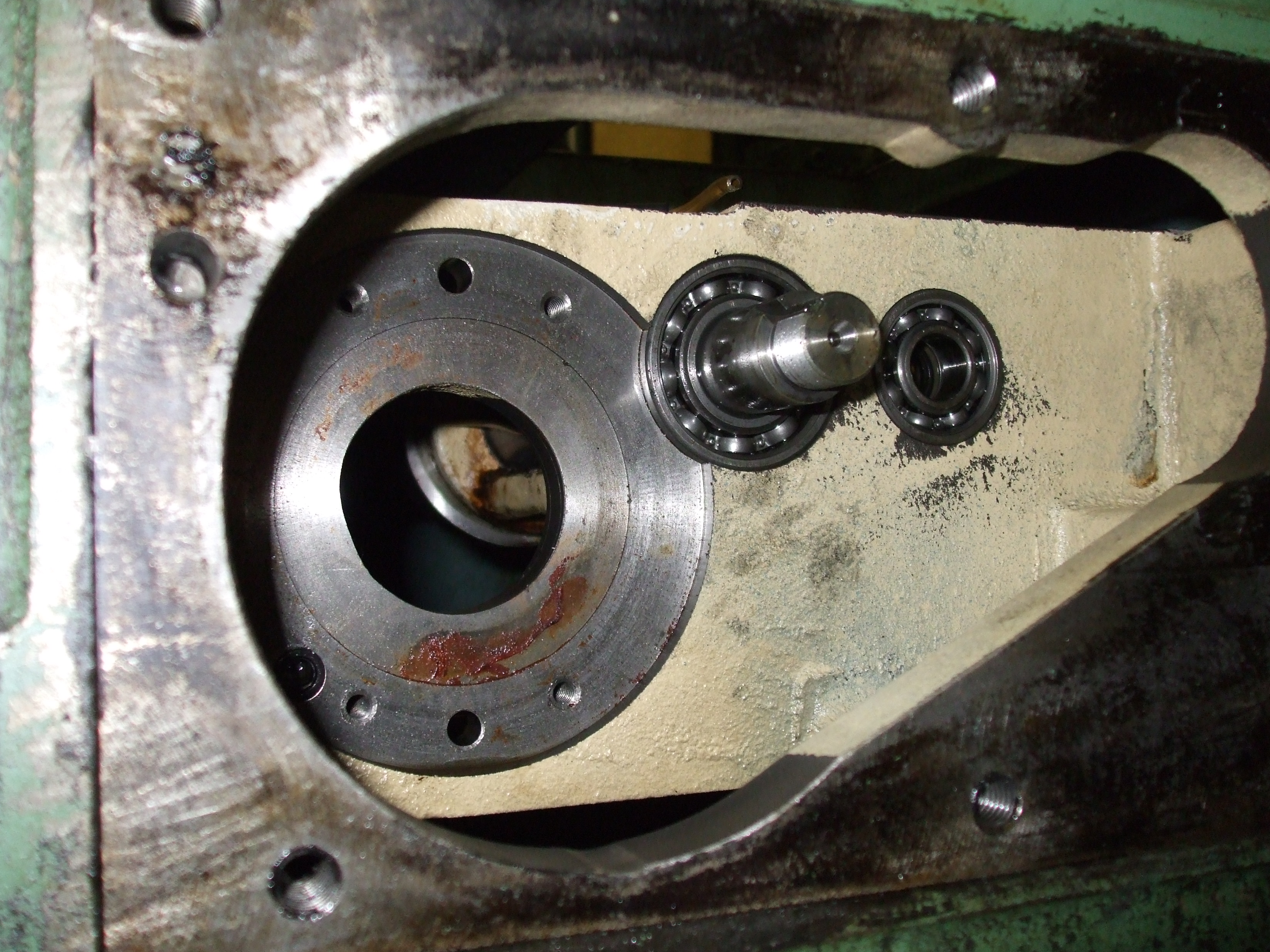{kind=link}
{kind=link}
{kind=link}
{kind=link}
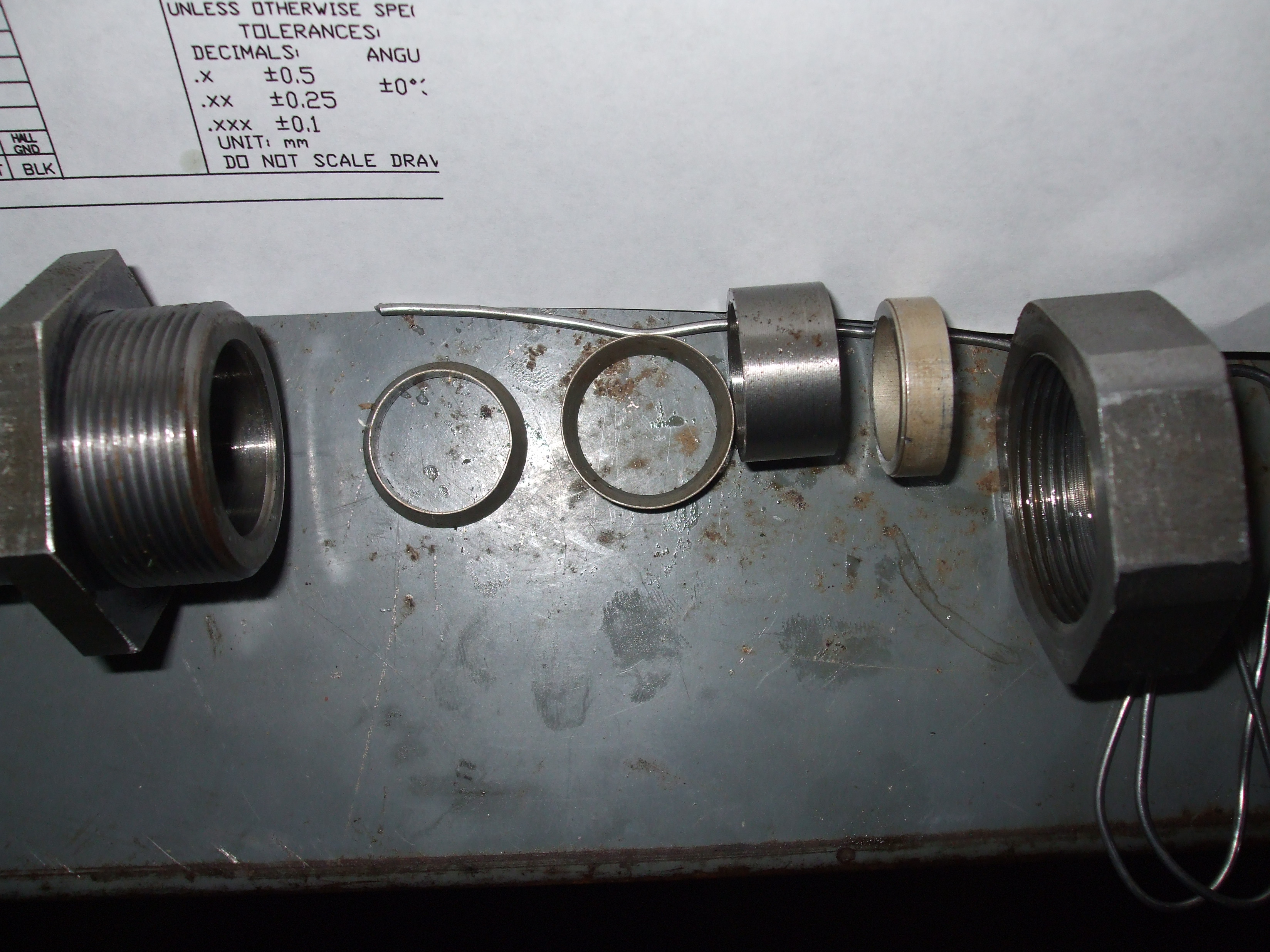{kind=link}
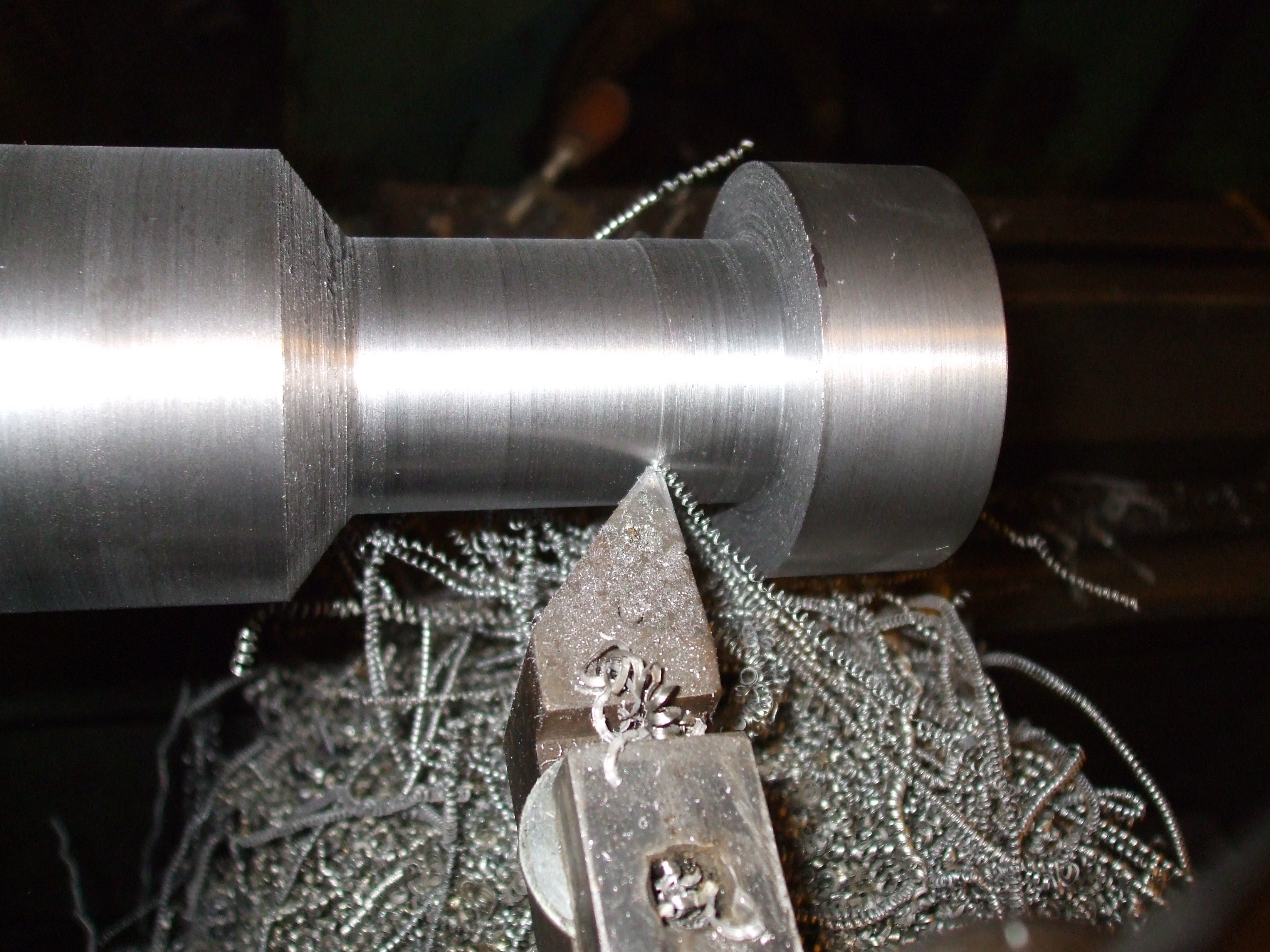{kind=link}