Back
[00:02:05] <andypugh> A Tourette lathe, swears at the stock until it is the right shape?
[00:03:33] <tom3p> andypugh: ! damn the handiest tool in a mold shop, quik to make up a single lip cutter for runners, gates... damn, scrapped it
[00:04:49] <andypugh> It came out of the scrap in the first place, I think it was the missing parts that meant we couldn't figure it out.
[00:05:15] <tom3p> ah, abused children... shame
[00:06:54] <andypugh> Right, time to go.
[00:35:30] <Danimal-office> hello
[00:35:56] <jt-plasma> [IMG]
http://i47.photobucket.com/albums/f163/johnplctech/Hardinge/interface03.jpg[/IMG]
[00:36:18] <jt-plasma> http://i47.photobucket.com/albums/f163/johnplctech/Hardinge/interface03.jpg
[00:37:01] <Danimal-office> nice!
[00:37:47] <Danimal-office> where's the pc going?
[00:37:48] <jt-plasma> a bit louder than I hoped but quiet enough
[00:37:53] <jt-plasma> other end
[00:38:07] <Danimal-office> when's that going in?
[00:38:12] <jt-plasma> next
[00:38:17] <Danimal-office> cool
[00:38:37] <Danimal-office> putting all your mesa cards in with the puter?
[00:38:38] <jt-plasma> I just need to get 120vac up to that area and I'm ready to plan the install
[00:38:42] <jt-plasma> yep
[00:38:59] <jt-plasma> all the encoder wires are in that area all ready
[00:39:03] <Danimal-office> all those wires i see in this pic... are those for the turret, encoders, etc
[00:39:17] <jt-plasma> as well as the velocity wires for the drives
[00:39:27] <jt-plasma> I/O mostly
[00:39:40] <jt-plasma> and some stuff I have no clue :)
[00:39:47] <Danimal-office> ha
[00:39:50] <jt-plasma> all the encoder wires are in the control area
[00:41:31] <Danimal-office> looks like you're ready to go
[00:41:40] <jt-plasma> * jt-plasma wanders inside to see about chow
[00:41:50] <Danimal-office> ha
[00:44:00] <Danimal-office> yawn
[00:44:38] <Danimal-office> hows it going skunkworks
[00:44:51] <skunkworks> ok. For a tuesday
[00:45:07] <Danimal-office> how's the machine coming
[00:45:38] <skunkworks> well - I think we have the 'how do we get power to the leadscrews' issues down
[00:45:56] <Danimal-office> new servos?
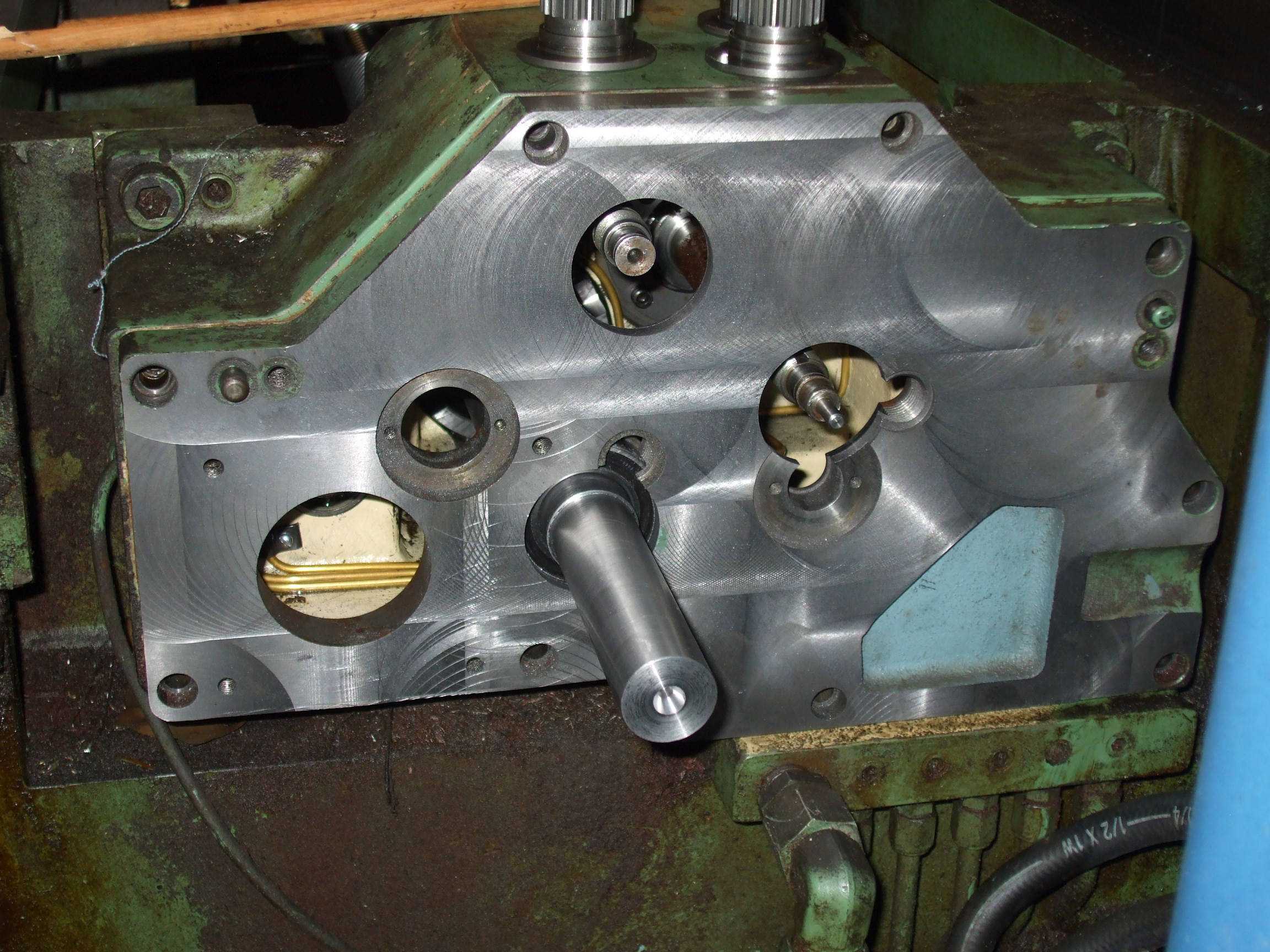
[00:46:23] <skunkworks> http://www.electronicsam.com/images/KandT/conversion/xaxis/xaxisshaft.JPG
[00:46:42] <skunkworks> that is x with the shaft extended out... z and b are the other two
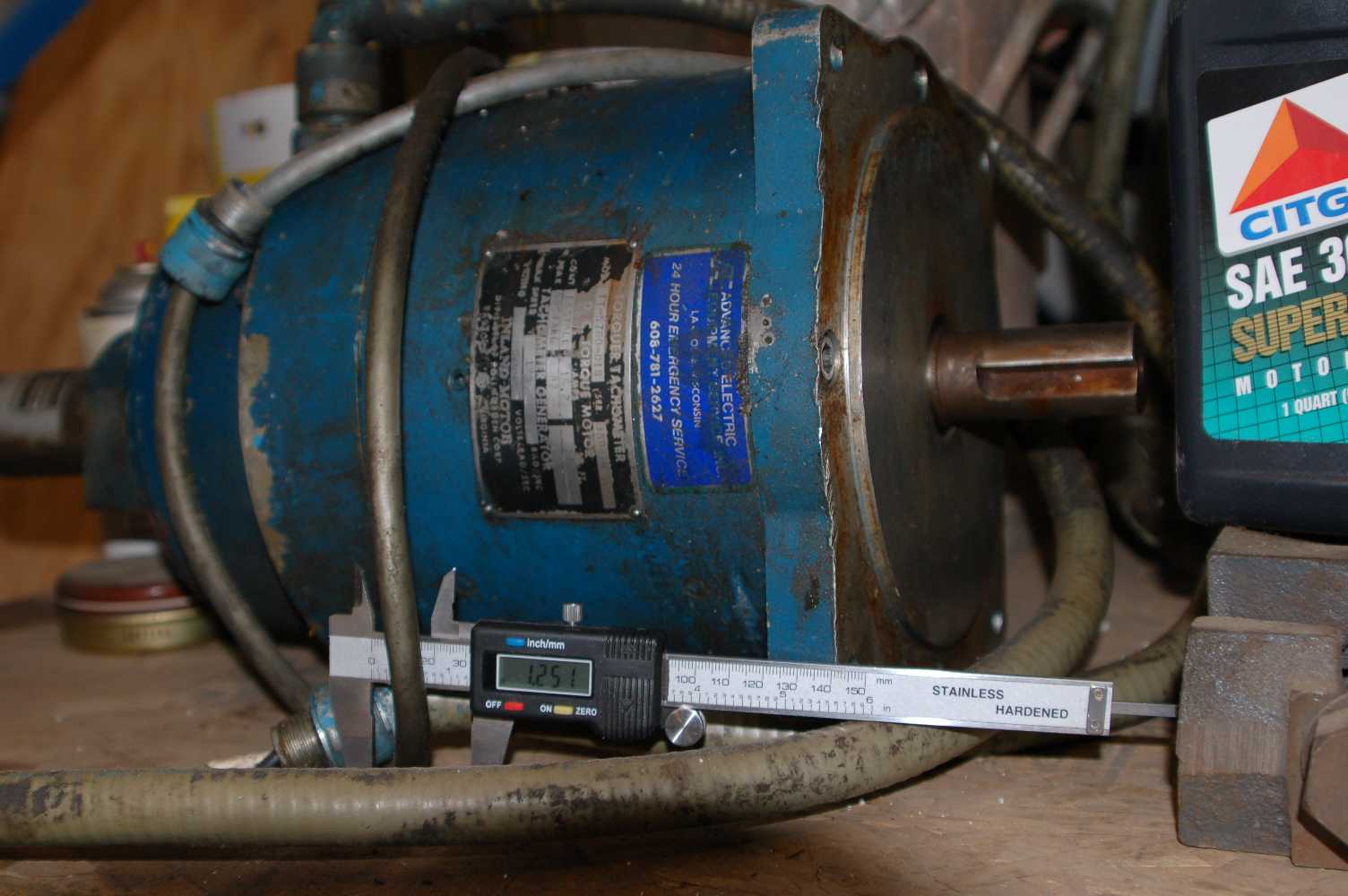
[00:47:45] <skunkworks> no - we have these we will probably use..
http://www.electronicsam.com/images/KandT/DSC_0242.JPG
[00:48:43] <skunkworks> http://www.electronicsam.com/images/KandT/servotag.JPG
[00:49:21] <Danimal-office> cool
[00:49:36] <skunkworks> but the drives we have will do brushless also (trapizoidal)
[00:49:58] <skunkworks> if we run across a good deal ;)
[00:49:59] <jt-plasma> next area to work in
http://i47.photobucket.com/albums/f163/johnplctech/Hardinge/control01.jpg
[00:51:39] <Danimal-office> impressive machine skunkworks
[00:51:53] <Danimal-office> jt-plasma: got enough room for a pc in there?
[00:52:06] <skunkworks> we are happy with it.. It is very well made
[00:52:36] <Danimal-office> do you have work for it?
[00:52:52] <jt-plasma> it's 15" wide 12" tall 16" deep with out counting the other pockets
[00:53:08] <skunkworks> I have a lot of work for it... (lots of projects) but no outside work.. yet
[00:53:55] <skunkworks> it is really just a hobby shop... (some people like boats)
[00:54:22] <Danimal-office> you make boats with it?
[00:54:58] <skunkworks> heh - no. I mean that some people spend their money on boats.. we spend it on machines.
[00:55:10] <Danimal-office> ahh gotcha
[00:55:26] <Danimal-office> i take things litterally sometimes :)
[00:55:30] <skunkworks> heh
[00:56:20] <Danimal-office> mine's a hobby shop, but i keep getting interupted to do bloody work
[00:56:54] <jt-plasma> mine is a combination of both
[00:57:04] <Danimal-office> same here i guess
[00:57:13] <Danimal-office> it's my only source of income
[00:57:54] <Danimal-office> i try to scare customers off though
[00:58:13] <jt-plasma> lol
[00:58:46] <Danimal-office> it's not working.
[00:59:06] <Danimal-office> i think they think "this guy must be good if he's this much of a prick"
[00:59:17] <Danimal-office> when in reality i just dont want to be bothered
[00:59:20] <Danimal-office> lol
[01:01:25] <jt-plasma> I bet you do good work when pressed into producing products for customers
[01:04:05] <jt-plasma> * jt-plasma wanders in to eat dinner
[01:13:58] <Danimal-office> na, it's just a convenience thing for them i think. Most of them i've known before i opened the shop, or they just dont know of any other shops and dont have time to shop around.
[01:14:37] <WalterN> I really need to get my own lathe
[01:14:52] <WalterN> so many things I could make
[01:14:52] <Danimal-office> plus all this emc stuff is greek to them so they think i'm smarter than i really am lol
[01:14:55] <WalterN> including money
[01:15:02] <Danimal-office> WalterN: do it!
[01:15:06] <Danimal-office> get one
[01:15:16] <WalterN> good ones are expensive though :/
[01:15:25] <Danimal-office> get a crappy one
[01:15:26] <Danimal-office> i did
[01:15:37] <WalterN> cant stand cruddy
[01:15:50] <WalterN> heh
[01:15:52] <Danimal-office> cruddy is better than nothing
[01:15:57] <WalterN> meh
[01:16:06] <Danimal-office> my cruddy old manual lathe has made me some $$
[01:16:06] <WalterN> I guess
[01:16:24] <WalterN> what makes it cruddy?
[01:16:35] <Danimal-office> slow, underpowered
[01:16:38] <Danimal-office> old
[01:17:07] <WalterN> slow and under powered can be fixed though
[01:17:14] <Danimal-office> not on mine
[01:17:29] <WalterN> hmm
[01:17:44] <Danimal-office> it has babbitt bearings
[01:17:48] <WalterN> I wouldent mind plunking $2,000 on a halfway alright used one
[01:17:53] <Danimal-office> cant spin high rpm's
[01:18:19] <Danimal-office> WalterN: i only paid 1200 for my cnc lathe
[01:18:31] <WalterN> would love something like that nardini (or however its spelled) manual lathe
[01:18:45] <WalterN> that I used almost every day where I used to work
[01:19:38] <WalterN> gear driven, with the newer style chuck attachment (D type I think its called)
[01:19:39] <Danimal-office> i'd like to trade my manual lathe in for a manual hardinge lathe, but they're a bit small for some of the stuff i do
[01:20:37] <Danimal-office> i bet you can build a cnc lathe like mine for around 2000-2500
[01:20:51] <Danimal-office> running off emc
[01:21:11] <WalterN> I'm thinking about building a mill...
[01:21:32] <Danimal-office> do you have any cnc equipment?
[01:21:39] <WalterN> not sure I would want to make a lathe
[01:21:58] <WalterN> access to CNC equipment? yeah, lots :)
[01:22:07] <WalterN> mills and lathes
[01:24:21] <Danimal-office> not access... i ment own/built
[01:24:31] <WalterN> no, I dont own anything
[01:24:39] <WalterN> well
[01:24:42] <WalterN> measuring tools
[01:24:46] <WalterN> the basic ones
[01:24:54] <WalterN> and a few new files
[01:24:55] <WalterN> heh
[01:24:57] <Danimal-office> why wouldnt you want to make a lathe?
[01:25:02] <WalterN> enh
[01:25:10] <WalterN> I doubt it would do what I want to do
[01:25:17] <WalterN> very well
[01:25:37] <Danimal-office> i'm not talking about building the actual iron
[01:25:48] <Danimal-office> i'm talking about retrofiting
[01:25:58] <Danimal-office> like i did with my hardinge
[01:25:59] <WalterN> oh, like manual --> CNC?
[01:26:08] <Danimal-office> no. old cnc to emc
[01:26:16] <WalterN> hmm
[01:26:24] <WalterN> sure, I'm game for that
[01:26:26] <Danimal-office> my cnc lathe was always a cnc lathe
[01:26:41] <Danimal-office> it's just that the controller was outdated and crappy
[01:26:45] <WalterN> yeah
[01:26:53] <Danimal-office> so you can get them CHEAP
[01:27:03] <WalterN> true... hmm.. interesting
[01:27:18] <Danimal-office> i only have maybe 2500 into mine
[01:27:30] <Danimal-office> and it's a hardinge... SUPER accurate
[01:27:33] <WalterN> though wouldent it be harder to get a mill like that with a tool changer?
[01:27:41] <Danimal-office> i did
[01:28:13] <Danimal-office> an old shizuoka like mine or an old bridgeport boss would be a good candidate
[01:28:15] <WalterN> the bandit controlled mill I used where I used to work didnt have a tool changer
[01:28:32] <Danimal-office> mine had a bandit control and a toolchanger
[01:28:53] <Danimal-office> it was common, the same company that made the bandit also made a toolchanger
[01:29:02] <Danimal-office> it was called the quickdraw
[01:29:12] <WalterN> then again, with linuxEMC tool offsets could be put in like any other modern machine, right? even though it can only hold two toold
[01:29:14] <WalterN> tools
[01:29:29] <Danimal-office> 2 tools?
[01:29:32] <WalterN> I mean one
[01:29:34] <WalterN> lol
[01:29:38] <Danimal-office> one?
[01:29:48] <WalterN> yeah
[01:29:48] <Danimal-office> mine holds 24 :)
[01:30:04] <WalterN> I'm thinking about the mill I used for those years
[01:30:22] <WalterN> no tool changer
[01:30:38] <Danimal-office> look around, alot of them had a toolchanger
[01:30:40] <WalterN> the x, y, and z axes were stepper motors
[01:30:54] <WalterN> did you change to servos?
[01:31:00] <Danimal-office> not yet
[01:31:08] <Danimal-office> still steppers on the mill
[01:31:25] <WalterN> a few times those steppers proved to be a large problem
[01:31:26] <WalterN> heh
[01:31:37] <WalterN> sometimes making a heavy cut they would slip
[01:31:43] <WalterN> though
[01:31:51] <Danimal-office> yea they were only half stepped with 30 year old drives
[01:31:51] <WalterN> it was a _heavy_ cut
[01:32:21] <Danimal-office> they run alot better when microstepped
[01:32:59] <WalterN> big corncob cutter... something like 1.5" cutter taking out something like 2" of 4140 solid
[01:33:06] <WalterN> lol
[01:33:15] <Danimal-office> well that's just asking for trouble
[01:33:35] <Danimal-office> alot of the shizuokas have servos too
[01:33:41] <WalterN> the drive motor was fine, tool was fine, just the steppers couldent quite do it
[01:33:43] <Danimal-office> they made them both ways
[01:34:50] <WalterN> a mill like that would be cheap huh?
[01:35:31] <Danimal-office> probably around 2000-3000
[01:35:36] <Danimal-office> in decent shape
[01:36:07] <WalterN> decent as in the table is still accurate?
[01:36:14] <Danimal-office> yes
[01:36:29] <WalterN> hmm
[01:36:33] <Danimal-office> they had big chrome box ways
[01:36:45] <Danimal-office> dont wear out very fast
[01:37:05] <WalterN> chrome is good stuff
[01:37:17] <WalterN> not very fun to turn
[01:37:18] <WalterN> heh
[01:37:20] <WalterN> or mill
[01:37:38] <Danimal-office> or chew
[01:37:48] <Danimal-office> gotta run, adios!
[01:39:11] <WalterN> if I installed linux EMC on a lathe with rigid tapping abilities, could it also do C-axes without modification?
[01:49:07] <skunkworks> depends on the setup. Normal rigid tapping slaves the the 'z' axis to the spindle rotation. It isn't an actual axis.
[01:50:55] <WalterN> oh :(
[01:51:51] <WalterN> but couldent EMC still work it like a C-axes?
[01:52:31] <skunkworks> sure - if you wanted it setup that way.
[01:53:26] <skunkworks> if you have a some sort of drive for the spindle that could do positioning.
[01:54:04] <WalterN> wait...
[01:54:20] <WalterN> what kind of motors are used for the spindle for a C-axes lathe?
[01:54:42] <skunkworks> I assume some sort of huge servo
[01:55:12] <WalterN> so non-C-axes lathe might not be servo?
[01:55:51] <skunkworks> right
[01:56:18] <WalterN> herm
[01:56:27] <WalterN> how much does a servo that size cost?
[01:56:30] <WalterN> (lol)
[01:56:32] <WalterN> new
[01:58:04] <jt-plasma> * jt-plasma keeps finding things to rip out of the Hardinge
[01:58:49] <WalterN> $2,000 for a servo that size?
[01:58:51] <WalterN> less?
[01:59:10] <WalterN> hopefully less... no idea where to look for something like that
[02:05:39] <WalterN> hmm
[02:05:42] <WalterN> here is one
[02:08:51] <WalterN> nice
[02:09:12] <WalterN> 18HP @ 14kW
[02:09:30] <WalterN> big
[02:09:32] <WalterN> servo
[02:09:36] <WalterN> lol
[02:12:32] <WalterN> bleh, cant find a price
[02:16:41] <PCW> http://www.hgrindustrialsurplus.com/sub/product_detail.aspx?id=14-117-220&searchtable=2&sortExpression=&SortASC=&pageSize=50¤tPageIndex=0&searchNAP=
[02:16:42] <PCW> a fair sized servo for playing with
[02:17:40] <WalterN> oOo
[02:17:47] <WalterN> only $300
[02:18:38] <WalterN> maybe I'll have to get 4 of them to build a mill with
[02:19:21] <PCW> Ha finding 4 the same will be a challenge
[02:19:43] <WalterN> they dont have to be exactly the same... I guess
[02:22:42] <PCW> bbl
[02:28:31] <Danimal-office> 18hp for a mill axis?
[02:28:39] <Danimal-office> overkill much?
[02:28:45] <Eric_K> rapid traverse
[02:29:05] <Danimal-office> i doubt they're that fast lol
[02:29:10] <Danimal-office> probably slow
[02:29:16] <Danimal-office> but torquey
[02:30:28] <Danimal-office> probably has more power than my truck
[02:30:40] <Danimal-office> not saying much
[02:33:03] <WalterN> lol
[02:33:19] <Valen> mmm rapid rapids
[02:33:48] <Valen> thats 18kw electrical though, its probably 60kw or so peak ;->
[02:34:26] <WalterN> think thats too much?
[02:34:37] <WalterN> lol... yeah
[02:36:44] <WalterN> Danimal-office: for a lathe I want to have C-aces with live tooling...
[02:36:49] <WalterN> *axes
[02:41:12] <Danimal-office> good luck
[02:42:29] <WalterN> so many more things that can be made with a C-axes
[02:46:14] <WalterN> Y-axes would be nice too... heh
[02:46:14] <WalterN> and a lower turret
[02:46:14] <WalterN> with a subspindle
[02:46:14] <WalterN> that has C-axes
[02:46:14] <WalterN> (is there anything else that can be fit in there?)
[02:46:14] <WalterN> maybe high pressure coolant
[02:46:14] <WalterN> haha
[02:46:14] <WalterN> srsly though
[02:46:14] <WalterN> C-axes lathe with live tooling = win
[02:46:14] <Danimal-office> build one
[02:46:14] <WalterN> hmm
[02:46:14] <WalterN> sounds like lots of time
[02:47:57] <Valen> whats a C axis?
[02:48:46] <WalterN> Valen: it allows you to do a limited amount of milling in a lathe
[02:49:37] <WalterN> it allows very fine control of the spindle
[02:54:44] <WalterN> with a Y-axes the lathe would be essentially a full featured mill too... heh
[02:56:05] <WalterN> Danimal-office: how?
[02:56:41] <Danimal-office> by reading the integrator's manual!
[02:57:11] <WalterN> whats that?
[02:59:19] <Danimal-office> http://www.linuxcnc.org/docs/EMC2_Integrator_Manual.pdf
[03:02:25] <WalterN> oh nice
[03:02:31] <WalterN> maybe I should print this
[03:21:39] <Jymmm> What a PITA... car is running rough and CK ENGINE light set a code.
[03:25:51] <Valen> got an odbII thing?
[03:26:20] <Jymmm> Yeah, misfire on CYL 6. Still just a PITA
[03:26:32] <Valen> plug or injector?
[03:26:52] <Jymmm> Plug, theres a different code for injector
[03:27:00] <Jymmm> well plug or coil
[03:27:05] <Valen> thats if it knows whats going on
[03:27:06] <Jymmm> one coil per cyl
[03:27:10] <Valen> coil on plug?
[03:27:11] <Valen> yeah
[03:27:29] <Valen> plugs are a 2 minute job anyway quit yer moanin
[03:27:42] <Jymmm> bullshit
[03:28:00] <Jymmm> have to remove the coil, might be the boot and/or plug
[03:28:18] <Jymmm> and i dont know if the boot is a deal only item or not
[03:28:21] <Jymmm> dealer
[03:28:27] <Valen> duct tape ;->
[03:28:40] <Jymmm> *SMACK*
[03:28:45] <Valen> cmon I can swap carbies on my old car in 20 minutes, it cant be that bad
[03:28:58] <Jymmm> Valen: then get your ass over here
[03:29:41] <Valen> sure you buy the plane ticket and i'll be happy to
[03:29:55] <Valen> my old car does use duct tape to seal up a vaccume leak
[03:30:05] <Valen> well actually it got upgraded to aluminium tape recently
[03:30:08] <Valen> mmmm shiny
[03:30:18] <WalterN> haha
[03:30:20] <Valen> damn anti-afterburn valve
[03:32:24] <ds3> wonder if duct tape will pass smog ;)
[03:32:25] <Valen> (duct tape kept falling off)
[03:32:48] <Valen> we dont have smog tests here
[03:33:05] <Valen> heh, I just call my mechanic when its time for yearly rego check
[03:33:42] <ds3> the follow on question is if there is a CARB number on the duct tape...
[03:33:49] <Valen> all it is, is a valve that opens a bit when you lift off the pedal rapidly
[03:34:10] <Valen> to add more air to the engine so it doesn't get fuel in the exhaust
[03:34:16] <Valen> oppisite of an accelerator pump
[03:35:20] <Valen> thing is all the ones you can pull from a wrecker are just as old and all the rubber bits in the "capacitor" section of it are just as screwed
[03:35:27] <Valen> I've been through 3 in 6 months
[03:35:49] <Valen> duct tape seemed more enviro friendly than driving all over the place getting more of the things ;->
[04:05:46] <tom3p> why does microchip think that duty cycle has a unit of measure?
[04:13:26] <danimal_garage> what does it have a unit of?
[04:13:43] <danimal_garage> hopefully fun. i like my microchips to have a unit of fun.
[04:14:37] <danimal_garage> so i smashed my printer today. office space style.
[04:14:41] <danimal_garage> it was fun.
[04:20:20] <danimal_garage> i'm trying to figure out a secure way to mount my mobo in an enclosure
[04:21:04] <danimal_garage> thinking about grafting the rear of a computer case into the side of my hoffman enclosure
[04:21:18] <danimal_garage> any better ideas?
[04:26:18] <danimal_garage> i'd hate to butcher up this enclosure
[04:28:12] <tom3p> microchip is a manufacturer, duty cycle is a percentage, neither is fun. can you get another door? then butcher up the door.
[04:31:48] <danimal_garage> i think i got an idea for it
[04:40:15] <WalterN> tom3p: what do they say the units are for the duty cycle? lol
[04:43:19] <tom3p> they said nS , it was then i realized they meant OnTime when they wrote DutyCycle
[04:43:36] <tom3p> no wonder the formulas didnt work
[04:43:58] <WalterN> hmm
[04:44:05] <WalterN> why microchip? why not AVR?
[04:44:16] <tom3p> stuck in an old board
[04:44:36] <WalterN> ..?
[04:45:03] <tom3p> pcb already has several daughter boards, its just old stuff that people wan new features on
[04:45:15] <WalterN> oh
[04:46:03] <WalterN> I need a good avr book that uses avr-gcc
[04:49:59] <tom3p> may help for a tool chain, but book? at the c level it's c, underneath its avr
http://www.nongnu.org/avr-libc/
[04:51:31] <WalterN> right, I understand C...
[04:52:12] <Valen> PIC's do seem to be more robust than AVRs
[04:52:40] <Valen> just in my personal experience from using them outside their specs
[04:54:35] <WalterN> it just seems that C is used differently from computer to microcontroller
[04:56:27] <tom3p> ? call the K&R police , just tell 'em it's NAZI (not c
[04:56:59] <WalterN> heh
[04:57:04] <WalterN> I have that in PDF
[04:57:13] <tom3p> good book
[04:57:15] <WalterN> K&R ANSI C
[04:58:15] <Simonious> so.. anyone know how to convert an image to a plot (2d g-code, pen always down) rather than a 3d G-code?? Just to learn how to use the software I've connected it up to an etch a sketch..
[04:58:20] <Simonious> and I'm certainly learning
[05:00:25] <WalterN> danimal_garage: I think it would be fun to make something like this some time...
http://youtube.com/watch?v=2cIuuplWRIQ
[05:05:45] <tom3p> Simonious: you may want to look at edge tracing google inkscape potrace svg theres some tools to get gcode from inkscape svg, and potrace will find edges of a bitmap
[05:06:05] <tom3p> Simonious: you will learn more ;)
[05:35:39] <Simonious> http://www.youtube.com/watch?v=dZZ4bRZ_Shw btw, here it is..
[05:38:07] <Simonious> WalterN and then combine that with this (I made one of these to demo to a high school physics class, they loved it)
[05:38:27] <Simonious> although we just drove it with sine waves
[05:39:05] <Danimal-office> Simonious: neat
[05:39:08] <WalterN> I dont have flash on this computer
[05:40:45] <Simonious> it is just a metal tube, with 1/16th " holes drilled at regular intervals, one end is pumped with butane, the other has a speaker mounted air tight.
[05:41:06] <Simonious> when driven with a sign wave you can easily see the high pressure and low pressure regions if you light the gas escaping from the tube.
[05:41:12] <Simonious> makes a nice sign wave in flame
[05:42:01] <Simonious> anyhow, off to bed, I'll figure out how to CNC-sketch the Mona Lisa tomorrow ;)
[05:42:42] <WalterN> ah
[05:42:51] <WalterN> right, saw one of those before
[07:22:16] <alex_joni> jthornton, jt-plasma:
http://www.brewmorebeer.com/
[08:15:23] <danimal_garage> there i think i got my pc enclosire squared away
[08:15:31] <danimal_garage> enclosure*
[10:12:11] <Valen> ?
[10:15:07] <frallzor> http://www.youtube.com/watch?v=tKB4h9gvmm0& enjoy! =D
[10:20:00] <piasdom> g'mornin all
[11:01:08] <numen> hi micges_work
[11:25:11] <jthornton> alex_joni:
http://suburb.semo.net/jet1024/FermChill.htm
[11:50:06] <alex_joni> heh
[11:52:51] <jthornton> it's glycol cooled now
[14:10:42] <frallzor> didnt realize how small the G203V is
[14:10:48] <frallzor> looks bigger in pics
[14:36:07] <JT-Work> * JT-Work ponders the best way to mount the mobo and drives in the Hardinge...
[14:46:45] <SWPadnos> screws work well
[14:46:51] <SWPadnos> #6
[14:47:21] <JT-Work> heh, that is a good idea, I'll forget about the mig :P
[16:54:32] <danimal_garage> shit i never thought of screws
[16:55:00] <danimal_garage> jt-plasma: i just made a plate to mount mine, ill take pics when i assemble it
[16:55:52] <danimal_garage> (for the mill)
[17:08:07] <dave_1> Is thre any easy way to suppress the unused axes in probing. I just need X, Y, and Z ... ?
[17:09:54] <cradek> what do you mean?
[17:13:22] <dave_1> I'm trying to avoid all trailng sets of 0.00000
[17:13:37] <cradek> oh in the probe log file
[17:13:42] <dave_1> yep
[17:13:57] <cradek> http://linuxcnc.org/docs/html/gcode_main.html#Probe%20Logging
[17:14:17] <cradek> use this system instead and you can write whatever log you want
[17:14:27] <dave_1> I'll give it a try ... thanks
[17:15:13] <cradek> or it's very easy to postprocess that kind of thing
[17:15:27] <cradek> awk '{print $1 $2 $3}' <probefile >probefile-filtered
[17:15:36] <cradek> that's the first way that comes to mind (untested)
[17:16:16] <dave_1> I tend to forget about awk but that is too easy
[17:36:01] <numen__> numen__ is now known as numen
[17:43:34] <dave_1> almost .... awk '{print $1 $2 $3 }' probefilename works and can of course be redirected .... but it prints w/o spaces between numbers :-(
[17:44:42] <SWPadnos> try OFS='\ ' awk 'print {$1,$2,$3}' probefilename
[17:45:14] <dave_1> got it thanks :-)
[17:53:29] <SWPadnos> hmm. you probably don't need the OFS setting, that would have to be inside the awk program to have an effect I think
[17:53:37] <SWPadnos> (and it defaults to a space anyway)
[18:25:24] <isssy> hi all
[18:27:03] <frallzor> hello cuddles
[18:30:29] <daniel> daniel is now known as Dannyboy
[18:44:32] <skunkworks_> cuddles?
[18:52:12] <Dannyboy> sup sweetpea
[19:32:57] <daniel> daniel is now known as Dannyboy
[19:40:54] <tom3p> pyvcp panels are just xml, the python is in a layer that interprets the xml. is there anyway to have any programming in the panel? (like some python scripts that pre/post-process values before the value continues to next layer?)
[19:42:53] <frallzor> http://pici.se/p/large/QFrUHVtUN/ porn =)
[19:43:00] <andypugh> You want to do some processing that is too complex for HAL?
[19:43:11] <tom3p> no, i want to avoid it ;)
[19:43:28] <tom3p> and its fger sure simpler in python than in wiring up hal devices
[19:44:01] <andypugh> For you, maybe. I can't do Python, but find HAL OK, of long-winded.
[19:45:10] <tom3p> it'd be very non-realtime, but all user panels are non-rt
[19:45:48] <andypugh> You might find wiring through a home-brewed HAL component (made using Comp) to be not too bad.
[19:46:10] <tom3p> i need to get user input, translate pwm frequency and duty cycle into ontime and offtime, then send it to some hardware.
[19:46:37] <tom3p> i end up writing custom hal components all the time, and these things are stock in interpreted languages
[19:47:16] <tom3p> actually ned to set up 5 registers so thers a load of bit banging
[19:49:45] <andypugh> I guess pwmgen doesn't make those parameters available?
[19:50:11] <andypugh> (thinking you could set up a dummy one, and export the values through a scale block)
[19:50:51] <tom3p> i'm talking to a hardware pwm gen capable of 50nS rez, a bit faster than i can get any thread to run in hal
[19:51:03] <tom3p> afik
[19:52:47] <andypugh> I was thinking about a dummy mS PWM, and then scale the time values before output. But I don't think stepgen makes the on an off times available as pins.
[19:55:11] <tom3p> hmm interesting the dummy scaled idea, but yes, the on & off still need translation from F & D%... period = 1/f on = period * D% off = period - on still not too bad
[19:55:43] <tom3p> i need to write non float divides and muxes
[20:02:03] <micges> tom3p: that's easy
[20:02:15] <micges> just one line change in *.comp file
[20:07:07] <tom3p> micges, yes its easy, i have most of the components re-written for u32 and s32, so my stuf wont run on your system
[20:07:28] <tom3p> but my python script would
[20:08:06] <micges> what do you trying to do?
[20:08:29] <tom3p> i need to get user input, translate pwm frequency and duty cycle into ontime and offtime, then send it to some hardware
[20:08:39] <tom3p> i'm talking to a hardware pwm gen capable of 50nS rez, a bit faster than i can get any thread to run in hal
[20:09:23] <tom3p> (hacking an edm pulse generator)
[20:10:01] <micges> input from pyvcp?
[20:10:37] <tom3p> i did make the panel up and they mimic the orig proprietary windows app ok
[20:10:44] <tom3p> yes pyvcp
[20:11:10] <tom3p> user interface stays the same to make the customer's operators happy
[20:11:14] <andypugh> Why not create your own pyVCP widget with the right outputs? widgets.py is just a python file.
[20:12:02] <tom3p> again, i can do that and have done that, i end up with non portable libraries, but yes,i can make new widgets
[20:12:29] <tom3p> look at pyvcp.py on your system, i been in there a lot ;)
[20:12:58] <micges> i think you can use custom hal components and link it to pyvcp panel, and then only on press button calculate edm values and send the to harfware
[20:13:02] <tom3p> pyvcp_widgets.py
[20:13:46] <tom3p> mcges, yah,my initial point was, that some python at the pyvcp level would be simpler, cleaner, and more transportable
[20:13:53] <tom3p> micges (sorry)
[20:15:16] <tom3p> i thnk i'll go for the custom hal components, nobody else would use them anyway
[20:16:12] <andypugh> Can you put an "include" in the pyVCP and distribute that with the Hal, Ini etc?
[20:17:12] <andypugh> (That was a question of "is it possible")
[20:17:15] <tom3p> the integrator writes xml, not python, i dont know of any include mechanism
[20:17:31] <tom3p> its called pyvcp, it processes xml
[20:18:11] <tom3p> its just a gui-ml
[20:18:59] <andypugh> I would have guessed it wasn't possible, but was wondering.
[20:20:39] <tom3p> np good idea
[22:27:01] <ChanServ> [#emc] "This is the #emc channel - talk related to the Enhanced Machine Controller and general machining. Website:
http://www.linuxcnc.org/, wiki at
http://wiki.linuxcnc.org/"
[22:27:16] <alex_joni> andypugh: sure, that's how sim configs work
[22:27:29] <alex_joni> e.g. sim/axis.ini, sim/tkemc.ini, etc
[22:30:10] <ChanServ> [#emc] "This is the #emc channel - talk related to the Enhanced Machine Controller and general machining. Website:
http://www.linuxcnc.org/, wiki at
http://wiki.linuxcnc.org/"
[22:31:09] <andypugh> So, where is it meant to go?
[22:31:36] <andypugh> (On a real machine).
[22:32:14] <andypugh> Presumably only one of motor-pos-cmd/fb and joint-pos-comd/fb can loop through the stepgen.
[22:37:07] <skunkworks_> one? you have a loop for each stepgen on each axis.
[22:38:17] <danimal_garage> hmm i underestimated how close my mill is to my lathe. i can't close the door on my new enclosure lol
[22:38:41] <danimal_garage> i guess i can move the machines a couple inches
[22:39:22] <danimal_garage> not excited to have to move a 6k+ lb machine
[22:42:46] <skunkworks_> Danimal-office: is that a ide daughter card? wow
[22:43:12] <danimal_garage> it's an ata something or other board
[22:43:50] <danimal_garage> has vga and ethernet on it too
[22:44:25] <danimal_garage> it has ide connectors on the mobo as well
[22:45:13] <danimal_garage> i dont know crap about it. what's ata?
[22:45:47] <danimal_garage> this is an old p3 server
[22:45:59] <danimal_garage> 1.4ghz processor
[22:46:43] <alex_joni> ata = ide
[22:46:55] <danimal_garage> ah ok
[22:47:05] <danimal_garage> they looked like regular ide hd's
[22:47:55] <danimal_garage> so why would this thing have a daughter board if it already has onboard ide?
[22:48:03] <danimal_garage> for more hd's?
[22:48:11] <alex_joni> looks like a raid controller
[22:48:15] <alex_joni> ISA though
[22:48:26] <alex_joni> fullsized even
[22:49:17] <danimal_garage> this pc is from like 2001
[22:49:38] <alex_joni> a shiny enclosure always helps boost it's morale
[22:49:53] <danimal_garage> at least the date on the card is 2001
[22:50:06] <danimal_garage> yea, new enclosures are good for the ego lol
[22:50:26] <danimal_garage> do i need to have 2 hd's hooked to this thing?
[22:50:33] <danimal_garage> it had 2 identical hd's
[22:50:42] <danimal_garage> 40g
[22:50:58] <andypugh> skunkworks: I know you have one loop for each stepgen on each axis, but do you loop through motor-pos-fb or joint-pos-fb?
[22:51:43] <andypugh> Not that it matters, this is just a purely recreational config using two of my lathe axes as a silly kinematics excercise.
[22:52:34] <andypugh> The thing is, in joint mode they home and jog normally, but as soon as I switch to world-coordinates it instantly f-errors
[22:52:55] <alex_joni> danimal_garage: they were probably configured as RAID
[22:53:07] <alex_joni> personally I'd lose the card, and keep one/two HDD's
[22:53:13] <alex_joni> connected to the mobo directly
[22:53:29] <danimal_garage> problem is i need the card for vga and ethernet
[22:53:42] <danimal_garage> i dont have a pci vga card
[22:53:58] <skunkworks_> yeck... So the card also has vga and network on it?
[22:54:03] <danimal_garage> yes
[22:54:10] <skunkworks_> quite the card.
[22:54:22] <frallzor> hmm use a good cf-card + adapter as hdd for emc2 comp or not, thats the question
[22:54:25] <danimal_garage> half the size of the mobo lol
[22:55:04] <danimal_garage> if it was configured as raid, can i loose one of the hd's?
[22:57:38] <skunkworks_> net Xpos-cmd axis.0.motor-pos-cmd => stepgen.0.position-cmd
[22:57:45] <skunkworks_> net Xpos-fb stepgen.0.position-fb => axis.0.motor-pos-fb
[22:58:19] <skunkworks_> andypugh: ^
[22:59:15] <skunkworks_> and that is all I know. ;)
[22:59:32] <andypugh> Yes, I have that loop. I am wondering if I need to wire the joint-pos-fb to stop it f-erroring
[23:00:00] <alex_joni> andypugh: only if you want to hide the error
[23:00:31] <andypugh> Yes, that't exactly what I want to do.
[23:00:52] <alex_joni> why would you want to do that?
[23:01:00] <andypugh> As joint-pos-cmd doesn't go anywhere
[23:01:18] <alex_joni> I don't understand
[23:02:39] <Valen> danimal_garage: whats this about raid?
[23:02:44] <andypugh> There are 4 pins: motor-pos-cmd, joint-pos-cmd, motor-pos-fb and joint-pos-fb. I only have one input to the stepgen, so only one *-cmd can be used. (I think)
[23:03:10] <alex_joni> hmm.. you shouldn't have both motor and joint-pos-cmd
[23:03:23] <alex_joni> can you pastebin the output from halcmd show pin ?
[23:03:51] <alex_joni> usually you use motor-pos-cmd to hook up the stepgen to
[23:09:01] <andypugh> I am not sure I can.
[23:10:24] <andypugh> The axis.* pins don't seem to be showing.
[23:13:41] <andypugh> Sorry, what is the parameter to only show pins?
[23:17:31] <andypugh> Hmm, that answers part of the puzzle. Looking at the hal-listing joint-pos-fb is an output.
http://www.pastebin.ca/1786472
[23:19:38] <andypugh> (The initial problem was that the halcmd output was scrolling off the top of the history.
[23:26:38] <andypugh> I need to log off now, plane to catch in 5 hours and some hopes of sleep in the interim. I will probably look through the archive tomorrow for any info on the feddback thing.
![http://i47.photobucket.com/albums/f163/johnplctech/Hardinge/interface03.jpg[/IMG]](http://i47.photobucket.com/albums/f163/johnplctech/Hardinge/interface03.jpg[/IMG]){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}