Back
[00:07:33] <JymmmEMC> Hmmm, I wonder where I could some of of this heatsink...
http://cgi.ebay.com/HEATSINK-2pc-Lot-1lb-5X1-75X1-24-INCHES_W0QQitemZ400046989511QQcmdZViewItemQQptZLH_DefaultDomain_0?hash=item5d24a8a0c7&_trksid=p3286.c0.m14&_trkparms=72%3A570|66%3A2|65%3A12|39%3A1|240%3A1318|301%3A0|293%3A1|294%3A50#ebayphotohosting
[00:11:32] <dareposte> hi all
[00:12:08] <dareposte> can anybody recommend a decent but inexpensive analog input card?
[00:12:24] <dareposte> minimum 12 bits, kHz speed is okay
[00:12:37] <dareposte> to be used for thermocouple and resistance readings about 1/sec
[00:12:39] <JymmmEMC> PCI paraport card =)
[00:13:34] <dareposte> analog?
[00:13:50] <JymmmEMC> oh, nm
[00:14:33] <dareposte> i was looking at a lab-jack, but i'd really rather have a PCI card than a USB dongle thingy
[00:14:45] <dareposte> it seems like there should be an affordable option out there
[00:44:08] <dareposte> i wonder if one of those cheap audio input cards would work okay for this
[00:44:23] <dareposte> i think they do 16-bit at 44khz, but the problem might be getting at the data
[00:52:07] <topls64> Q: anyone use Eagle with the pcb-gcode pluging? Does it generate mill cutting data to release the board from the workpeice?
[01:28:53] <LawrenceG> topls64, yes... if you draw a rectangle on layer 46 (if I have that right).. I usually set line width to my milling cutter (approx 0.090") so I can see what is going to get milled
[01:31:12] <topls64> thx, I'll check it out. not too familiar w/ eagle yet, I'm cncing a friends baord(s) and some simple stuff for me.
[01:31:33] <LawrenceG> it works great
[01:34:33] <topls64> I've done the traces (with a v dremel tool) - looks great but burrs need to be sanded. Now I need to cout the outline to release it...
[01:35:09] <topls64> drill sequence was flawless to. And it ws my first manual toolchange ;)
[02:05:47] <topls64> LawrenceG, It generated the mill nc data, I'll take it over to the mill and give it a go
[02:14:58] <skunkworks> LawrenceG: I destroyed a board because I didn't know that the perimeter line didn't get offset. :) learned that one fast. ;)
[02:15:56] <topls64> Ok I'll use a pin / pen first to trace around near it.
[02:16:01] <topls64> to test
[02:16:52] <LawrenceG> skunkworks, thats why setting the line width to the tool width will help show what it is going to mill away
[02:17:21] <LawrenceG> easy to drag it to where you want in eagle
[02:17:57] <skunkworks> LawrenceG: that is also what I do now.
[02:18:33] <LawrenceG> the worst is when you have the board milled drilled and the feed is too fast for the cutout and it losses steps and hacks the board :{
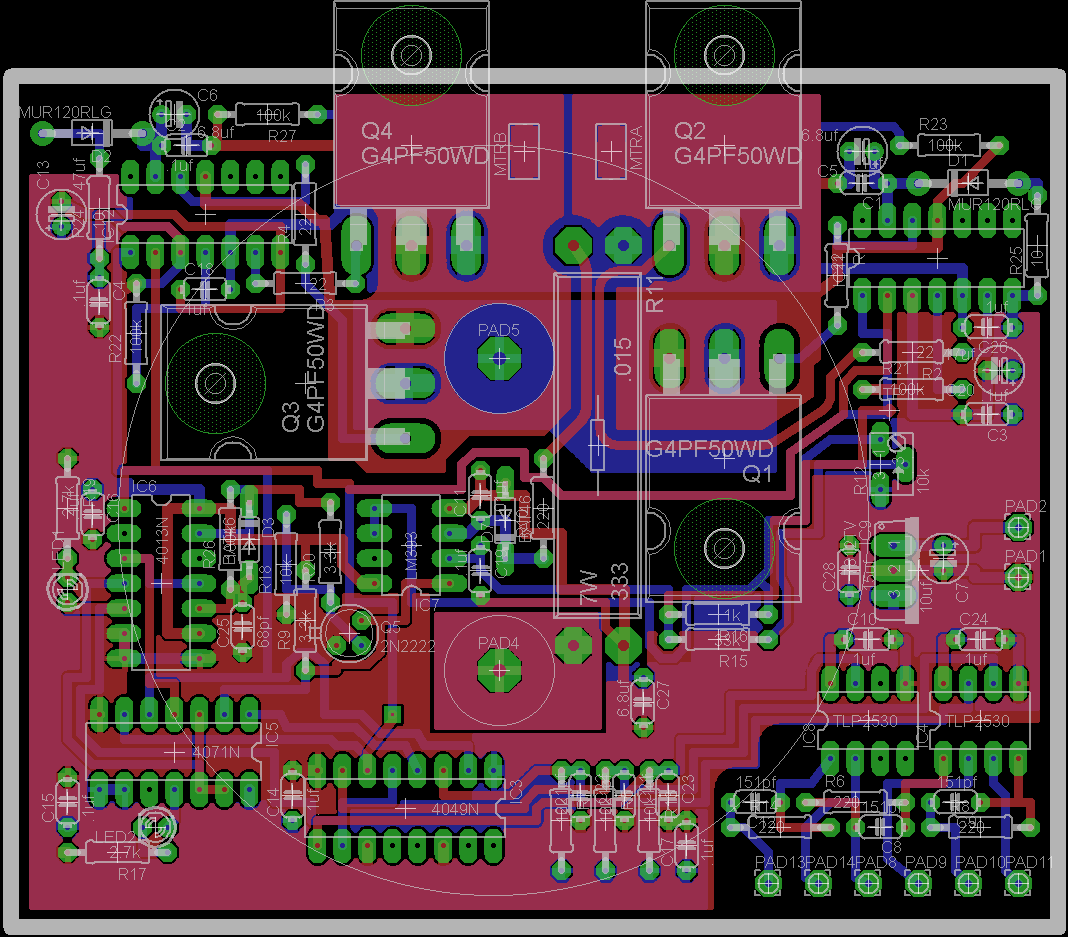
[02:18:57] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/schem/latestcurrentlimit/latestboard.png
[02:19:41] <SWPadnos> don't do that
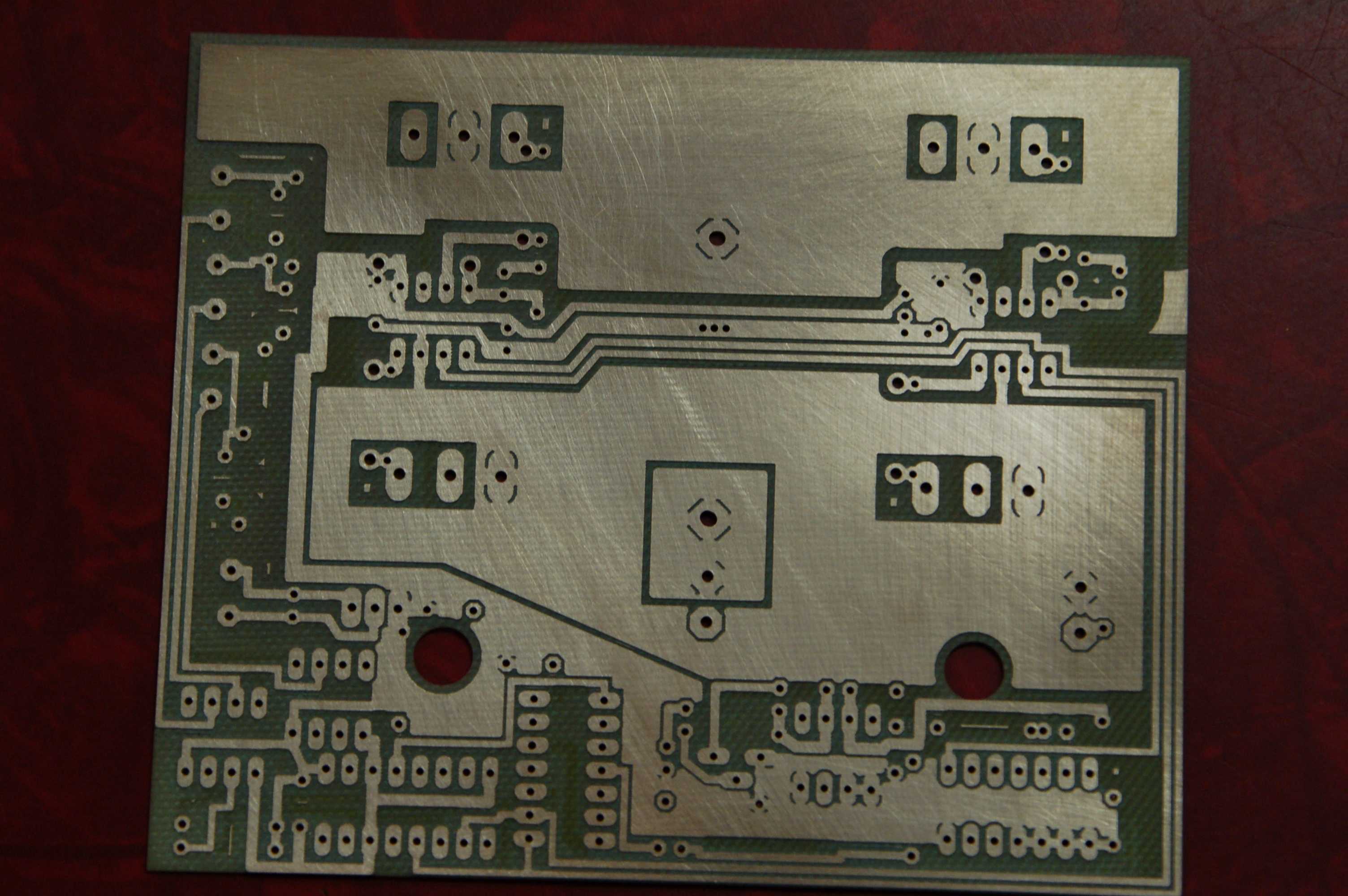
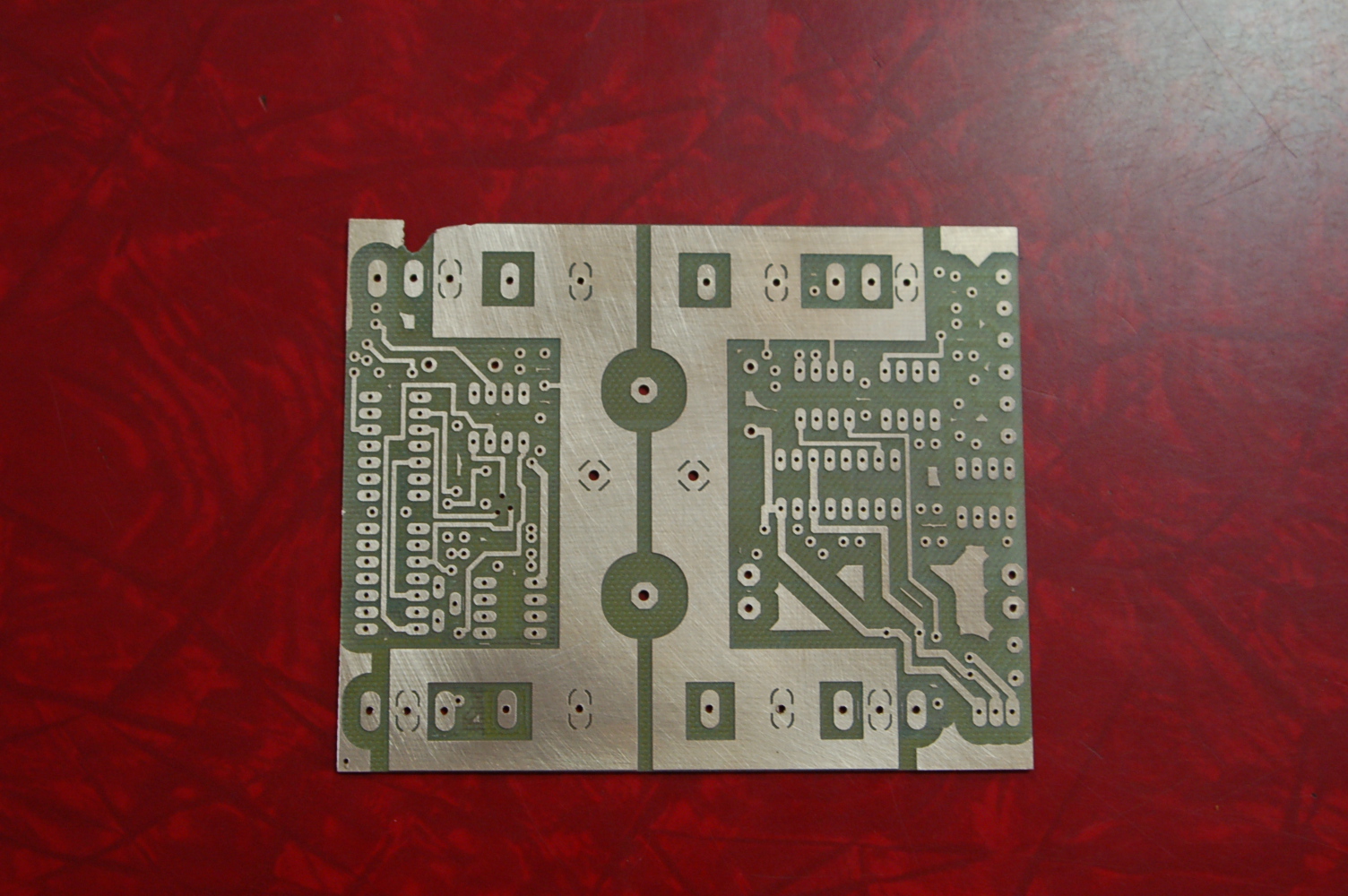
[02:19:47] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/schem/newcurrentlimit/bottom.JPG
[02:19:56] <skunkworks> older version ^
[02:20:16] <topls64> nice. what kind of tooling?
[02:20:34] <LawrenceG> http://imagebin.ca/view/OqsSKQ.html shows milling outline in turquoise
[02:20:42] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/DSC_5099.JPG
[02:20:53] <skunkworks> ^ vaccum failed.
[02:21:39] <skunkworks> topls64: thinktink cutters.
[02:22:27] <topls64> you're #2 telling me that
[02:22:51] <LawrenceG> skunkworks, finally got fets bolted down on heatsink... need to come up with an easy way to clamp them without drilling and tapping
[02:23:00] <skunkworks> http://www.thinktink.com/stack/volumes/voli/store/mechmill.htm
[02:23:04] <LawrenceG> maybe one clamping bar
[02:23:11] <topls64> Right now I'm using dremel bits with a very fair amout of success
[02:23:59] <skunkworks> topls64: #2?
[02:24:27] <topls64> a website i was at earlier reccommended them
[02:24:33] <skunkworks> LawrenceG: cool
[02:25:08] <LawrenceG> skunkworks, I am chicken to put the juice to it :}
[02:26:15] <skunkworks> topls64: probably me on cnczone ;)
[02:26:49] <skunkworks> LawrenceG: you have to break some eggs....
[02:27:13] <skunkworks> * skunkworks is very sore. (25 trusses before noon)
[02:28:14] <LawrenceG> looks good... I checked out the pictures earlier.... yo put them up manually I guess (they were sitting on the ground in an earlier picture)
[02:28:28] <topls64> no, some random site
[02:29:31] <skunkworks> LawrenceG: they where very light - 2 people could carry them easy.
[02:30:12] <LawrenceG> time for some more plywood on the structure so it doent blow over
[02:30:23] <topls64> It will clear.
[02:30:43] <LawrenceG> fun with the nail gun
[02:31:28] <skunkworks> yes - only way to go.
[02:32:12] <LawrenceG> I live in a cnc hole.... searching ebay for machines within 750miles only gives 3 results... 2 lathes and a mill and one of the lathes is $30k
[02:32:31] <skunkworks> yeck
[02:33:00] <LawrenceG> you woul think Boeing in Seattle would keep machines flowing on the used market
[02:34:47] <LawrenceG> http://cgi.ebay.com/Daewoo-Puma-8S-CNC-Lathe_W0QQitemZ190304717122 is in Vancouver, but reserve not met yet
[02:35:57] <LawrenceG> cool machine with a 2" spindle bore.. kind of large for the garage
[02:36:32] <LawrenceG> "As far as I know it has a barfeed interface, I have had the machine for 5 years and have not had any problems with it,"
[02:51:40] <topls64> pc board almost released from stock ladies
[02:54:58] <topls64> it's done. it worked. cool.
[02:55:19] <topls64> thanks LawrenceG
[03:03:13] <LawrenceG> np
[03:26:17] <maddash> skunkworks: what's that?
[05:26:03] <toastyde1th> toastyde1th is now known as toastydeath
[06:30:57] <JymmmEMC> * JymmmEMC sets mode: /ForceNickChange toastydeath BurntToast
[06:31:18] <toastydeath> wat
[06:32:04] <JymmmEMC> toastydeath: What would be considered the Death OF Toast?
[06:32:33] <toastydeath> the death of toasters.
[06:33:08] <JymmmEMC> Burnt Toast
[06:33:16] <JymmmEMC> nm, bad pun
[06:33:26] <toastydeath> lol
[07:55:41] <alex_joni> hugomatic1: still around?
[08:36:38] <toastydeath> man, if i ever strike it half rich engineering and machining, I'm going to start a game studio
[09:44:06] <JymmmEMC> toastydeath: Vegas beat you to it.
[12:09:28] <UbunUbun> motmod.ko': -1 Unknown symbol in module
[12:09:48] <UbunUbun> I get this error when starting emc.
[12:10:16] <UbunUbun> It is an insmod error
[12:12:03] <UbunUbun> This box runs 2.2-branch ok, but I can't get 2.3-branch or emc2-trunk to run.
[12:12:24] <UbunUbun> seems to compile ok.
[13:55:13] <the_goat> the_goat is now known as goat-caymans
[14:23:40] <cradek> UbunUbun: look in dmesg to see what symbol is unknown
[14:38:26] <UbunUbun> ceil
[14:42:32] <UbunUbun> I uploaded dmesg to pastebin here
http://pastebin.com/m24a05c9a
[14:54:43] <cradek> [ 298.544393] motmod: Unknown symbol ceil
[14:56:12] <cradek> hnc@hnc:/usr/realtime-2.6.24-16-rtai/modules$ nm rtai_math.ko |grep 'T ceil'
[14:56:12] <cradek> 000027ac T ceil
[14:56:34] <cradek> that comes from rtai_math in our distributed rtai build - seems it is missing from yours
[14:59:54] <rob> how can i set a var paramiter from hal, wish to take a count value from classicladder s32 store it as a perm value in var table so is not lost on shutdown/next load
[15:01:21] <cradek> you can't really do that
[15:01:39] <cradek> perhaps you could make a userland comp that does the store/load from a file though.
[15:02:38] <rob> does classicladder store the VARIABLEs or does it drop them when classicladder shuts down
[15:02:52] <cradek> classicladder doesn't store any state over runs
[15:03:08] <rob> ok
[15:03:50] <cradek> in an ideal world, you have sensors on the machine that always show it all the state it needs
[15:04:27] <cradek> any time you trust it to store state internally, that can become "stale" and subsequent actions are wrong
[15:04:37] <cradek> but I'm sure you already know this :-)
[15:04:39] <rob> ideal world, wouldt we all love to live in one hehe
[15:04:45] <cradek> I know I would
[15:04:49] <rob> im just thinking how can i store my tool changer count simply, as no encoder just a count from the counter in classicladder to count up or down
[15:05:43] <cradek> so it has a "go to next tool in chain" command and that's all?
[15:07:32] <rob> yes i cant read in a real world current postion of the changer
[15:08:00] <cradek> can you "home" it on startup? have one sensor that shows position #1 somehow?
[15:08:36] <cradek> then no matter the initial state, it would index until the position becomes known
[15:08:51] <rob> no home switch or pocket #1 sw
[15:09:47] <rob> the old control had a tool in spindle preset count which it would take in and use, then obvisly store it back
[15:11:05] <cradek> yeah I understand that's possible, but I don't like it much
[15:11:19] <cradek> for instance if you hit estop while it's indexing it might end up off
[15:11:25] <rob> when does iocontrol.0.tool-number become avlue, after first change and emc knows which tool it has/
[15:11:41] <cradek> or lose power, etc
[15:12:01] <cradek> yes I think so
[15:12:07] <rob> yes, that was one big pain on old control, if u was unlucky u had to go into the paramiter section and reenter current position
[15:12:58] <cradek> ah! so you are trying to reimplement that pain - instead, could you add a sensor and fix it right?
[15:14:03] <rob> it would be a pain todo that right now for sure, didt realy want to take changer apart
[15:15:21] <cradek> gotta go find some breakfast - bbl.
[15:15:35] <rob> ok, bye
[15:21:28] <tomp> tomp is now known as tomp3
[15:41:23] <tomp3> let the toolchanger hardware remember/communicate the last tool loaned out (not necc the tool in the spindle).
[15:41:32] <tomp3> let the spindle hardware tell if there really is a tool in the spindle.
[15:41:39] <tomp3> put a 'forgetaboutit' button on the toolchanger ( set up tool changer, press button, toolchanger thinks/reports it has not loaned any tools )
[15:41:54] <tomp3> put a 'drop/grab' button on spindle
[15:42:40] <tomp3> the component of the tool change system become objects with thier own data storage
[16:01:11] <tomp3> cool, ctrl-shift-scrollwheel scrolls thru firefox's history. wow i never saw the firefox 'library' before ctrl-shift-H
[16:33:51] <MrSunshine__> 4000 steps/sec with halfstepping .. not to chabby ? :)
[16:33:56] <MrSunshine__> the motor is extreamly weak tho :)
[16:34:11] <MrSunshine__> high torque half stepping also! :)
[16:35:46] <MrSunshine__> not alot of rpms on that tho :P
[18:23:11] <motioncontrol> good evening. i have modification code of xemc for read 4 axis.i have add the "a" axis.but when compile the error is on: struct pmcartesian " a not declare in structure". because ?
[18:23:53] <motioncontrol> xemc is only 3 axis?
[18:25:42] <alex_joni> motioncontrol: xemc was only written for 3 axes
[18:25:55] <alex_joni> if you want to extend it for more, go ahead
[18:26:01] <alex_joni> I think yemc was written for 6 axes
[18:26:09] <alex_joni> don't think it's part of emc2 though
[18:26:34] <motioncontrol> yemc is another interface ?
[18:26:54] <motioncontrol> i don't know it
[18:33:21] <tomp3> http://cvs.linuxcnc.org/cgi-bin/cvsweb.cgi/emc/YEmc
[18:33:37] <tomp3> nb: emc not emc2
[18:36:47] <motioncontrol> tomp3 , is possible dowload yemc?
[18:38:02] <BigJohnT> hi alex_joni
[18:38:29] <motioncontrol> in your link is posiible dowload the file for configuration xemc , but not yemc code
[18:43:50] <tomp3> motioncontrol: yer right, the file seems to be the tk description of the interface ( colors, menues, dialogs ) but the driving yemc.tcl i cannot find on cvs.
[18:44:15] <tomp3> and its just a hack of xemc, so the menues for yemc will say 'about xemc' etc
[18:44:57] <tomp3> i was trying to see if it was more than 3 axis, but >i< cant tell from that file
[18:46:03] <motioncontrol> ok .in 2.3.0 version is supported only xemc, in src/emc/usr-intf/xemc.cc
[18:46:44] <motioncontrol> I don't see the yemc.question the gui is similar at xemc ?
[18:50:04] <motioncontrol> whith emc is possible control 2 axis gantry.one master and another slave with gear division?
[18:50:25] <alex_joni> hi BigJohnT
[18:51:18] <alex_joni> http://cvs.linuxcnc.org/cgi-bin/cvsweb.cgi/emc/src/emctask/yemc.cc?rev=1.12
[18:53:14] <tomp3> // number of axes supported #define XEMC_NUM_AXES 6 // number of joints in ini file static int numJoints = 3; // number of coordinate values from ini file static int numCoords = 3;
[18:53:50] <tomp3> argh it sez xemc but quote is from yemc.cc
[18:56:26] <christel> [Global Notice] Hi all, we're going to take services down for some quick maintenance -- they'll be gone a mere few minutes, this will affect chanserv, memoserv, nickserv and alis. Apologies for the inconvenience.
[18:56:27] <motioncontrol> thanks alex
[18:57:02] <SWPadnos> tomp3, guess which came first :)
[18:57:22] <tomp3> i said y was a hack of x
[18:57:47] <tomp3> motioncontrol: take a look at gantrykins
[18:58:16] <tomp3> SWPadnos: the egg? ( there were eggs fromother beasts before chickens )
[18:58:42] <tomp3> fromother is a nice typo in that context
[18:58:54] <SWPadnos> heh
[18:59:06] <SWPadnos> would that be a matron with an afro?
[18:59:17] <tomp3> hahhahah
[18:59:24] <motioncontrol> not is one example in config for gantry axis ?
[19:04:54] <tomp3> gantrykins.c has 9 joints xyzabcuvw and 6 axis XYZABC, i >suppose< that y and v joints could move together as the Y axis
[19:06:34] <tomp3> and look for 'stepper-gantry' as a selection when you start emc2
[19:08:23] <motioncontrol> ok thanks tomp3
[19:09:49] <tomp3> actually, look at the file (your emc2 instal dir)/configs/stepper-gantry/kinematics.hal to see joints 0 thru 3 are used for XYZ, thats 4 joints but 3 axis
[19:10:43] <tomp3> now HOW to connect the gears and belts and HOW to home is another issue, this is just the coordination, not the mechanics
[19:18:00] <MrSunshine__> i need a oscilloscope
[19:19:51] <BigJohnT_> BigJohnT_ is now known as BigJohnT
[19:33:35] <motioncontrol> i don't able compile yemc. a help ?
[19:47:14] <roh> re
[19:49:51] <motioncontrol> i have rename yemc.cc , xemc.cc and i start make , but i have the error: make: failed to remake makefile makefile.because?
[20:19:31] <motioncontrol> i have rename yemc.cc , xemc.cc and i start make , but i have the error: make: failed to remake makefile makefile.because?plase help me
[20:19:55] <tomp3> motioncontrol: go back one step. try to compile with no changes first. if success, then paste the errors to pastebin.org and put the url here ( pastebin will give you an url)
[20:23:53] <motioncontrol> tomp3 if i compile whit xemc.cc original compile ok.if i rename yemc in xemc and write in terminal make have error for raname makefile.If write make clean and after make the compile start normal , but stop when compile xemc(yem code), no error display in terminal.
[20:28:47] <tomp3> was yemc.cc in your distribution? or did you copy it from another distribution?
[20:29:18] <tomp3> likely copied from another...
[20:30:10] <tomp3> did you compare the two files, and look at the differences? maybe an include or a dependancy
[20:30:50] <tomp3> i will downlad the cvs yemc.cc and yemc tcl file and try to just rename them and compile.. no, i'll compare them 1st..
[20:32:27] <tomp3> heh, where did you get yours from?
[20:33:02] <motioncontrol> i don't complete dowload the yemc.cc
[20:33:20] <motioncontrol> i have dowload the code at cvs reposity
[20:36:48] <motioncontrol> on your yemc.cc link i don't open the browser.the limk filed
[20:36:58] <motioncontrol> link filed
[20:37:25] <motioncontrol> link failed, excuse my english
[20:42:46] <tomp3> dont worry, i can follow or ask a question
[20:44:07] <tomp3> did you download the entire cvs branch for emc or emc2? or just a single file?
[20:45:41] <tomp3> i'm sorry, i have to pack for another trip, i cannot monitor the channel.
[20:45:59] <Optic> are you a ham? :)
[20:46:54] <tomp3> try to accurately state what you did and what the result was. someone can help.
[20:47:26] <tomp3> Optic: no, i had to think to get the 'pun' in there ;)
[20:49:07] <tomp3> motioncontrol: i did check that i could build standard edition emc2 and use the xemc interface, just no time to hack right now.
[20:50:21] <motioncontrol> ok thanks tomp3 i study the difference at xemc and yemc and prove new compile
[20:54:15] <tomp3> motioncontrol: b4 i go... the files xemc and yemc are very different in what they try to do...
[20:54:16] <tomp3> 1st line of yemc sez "yemc.cc - new X GUI for the EMC, that splits Cartesian and joint modes "
[20:54:23] <tomp3> ok, bye bye
[22:48:37] <Optic> hi
[22:48:39] <Optic> hi
[22:51:35] <LawrenceG> anybody near NJ?
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&ssPageName=STRK:MEWAX:IT&item=130303186900
[22:52:02] <skunkworks> ok - not too much progress - I slowed down a bit today. But the facia board is all the way around. (and more cross bracing in the trusses.) Ready for a roof!
http://imagebin.ca/img/0mJIsBF.jpg
[22:52:32] <cradek> ah! looks great!
[22:52:43] <cradek> and it brings back such memories...
[22:52:45] <LawrenceG> trap it and move the gear in!
[22:52:55] <LawrenceG> tarp...
[22:53:14] <cradek> aren't those prebuilt trusses nice
[22:53:19] <skunkworks> heh
[22:53:25] <skunkworks> Yes - and light
[22:53:39] <cradek> they aren't regular 7' garage doors are they?
[22:54:11] <skunkworks> 2 9'X8' 's and 1 16'X8'
[22:54:28] <cradek> ah, 8 is good, you can get a mill in there at least
[22:55:39] <skunkworks> :)
[22:57:17] <cradek> just got done looking for a gas (propane) leak on the bus. I smell propane but can't find a leak with a sniff test or a soapy water test.
[22:57:30] <cradek> I wish there was a better way to find it
[22:58:09] <Optic> baka
[22:58:10] <Optic> hihi
[22:59:19] <skunkworks> match?
[22:59:23] <LawrenceG> cradek, you need a brother for your mill
[22:59:43] <Optic> c0w
[22:59:56] <Optic> sorry, i think i've had too much coffee
[23:00:52] <cradek> LawrenceG: I do?
[23:03:40] <DanielFalck> LawrenceG: would that be one of the Hurco's that's for sale on craigslist?
[23:04:30] <LawrenceG> cradek,
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&ssPageName=STRK:MEWAX:IT&item=130303186900
[23:04:54] <Optic> wow
[23:04:59] <Optic> that stuff is so cheap
[23:05:01] <LawrenceG> looks nice and clean
[23:05:12] <Optic> that's similar to how we got our laser for $500
[23:05:15] <Optic> broken controls
[23:05:20] <Optic> thanks EMC :)
[23:05:31] <LawrenceG> perfect emc candidate
[23:05:41] <Optic> so how do you ship something that's 3200lb?
[23:05:49] <cradek> heh yeah sure, fuse blown :-)
[23:06:11] <cradek> good price though if it's not completely worn out
[23:06:15] <Optic> that lokos like a rock solid mill
[23:06:35] <cradek> Optic: you don't, you go get it with your very large trailer
[23:06:49] <Optic> i don't even have a car :)
[23:07:03] <Optic> CNC machining isn't really compatible with my lifestyle
[23:07:16] <LawrenceG> fuse could be anything from swarf in the junction boxes to bad drive to blown motors
[23:08:08] <cradek> if PS2 is the upper left power supply, mine was bad too, I replaced it with a regular old PC supply
[23:08:28] <cradek> it's +5, +-12 or somesuch
[23:08:45] <LawrenceG> control panel looks like no one has pushed any buttons
[23:08:57] <cradek> yeah I was just noticing that the start button isn't worn through
[23:09:07] <cradek> probably was not used much.
[23:09:14] <Optic> haha
[23:09:29] <Optic> the control panel on our laser had all teh buttons worn right through
[23:09:51] <Optic> they had written the function underneath them
{kind=link}
{kind=link}
{kind=link}
{kind=link}