Back
[00:43:54] <JymmmEMC> DaViruz_: I know the thread you speak of and all that stuff is regulated for safety so there is some specs out there somewhere.
[00:47:54] <DaViruz_> i've come up empty in my searchs unfortunately
[00:48:25] <JymmmEMC> DaViruz_: about 1.75" OD ?
[00:48:44] <DaViruz_> more like 3/8"
[00:48:59] <JymmmEMC> DaViruz_: is this the in or out of the regulator?
[00:49:06] <DaViruz_> out
[00:49:22] <DaViruz_> in is like 1/2"
[00:49:35] <DaViruz_> this is for small oxy-acy welding bottles
[00:49:37] <JymmmEMC> DaViruz_: medical or industrial O2?
[00:49:40] <JymmmEMC> indus
[00:49:41] <DaViruz_> like 1ltr
[00:52:17] <DaViruz_> i guess that would make it industrial
[00:53:34] <JymmmEMC> are you sure it's only 2 threads?
[00:54:15] <JymmmEMC> 1lt of O2 is awefully small tank
[00:55:03] <DaViruz_> 5what do you mean? the out on the regulator has one thread, and the fitting on the tube to the burner has another thread thread
[00:55:19] <DaViruz_> i've set out to make an adapter to mate the two
[00:55:52] <JymmmEMC> how tall is this O2 tank?
[00:56:25] <DaViruz_> i don't know really, i only have the regulator and the burner
[00:56:34] <JymmmEMC> http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=65818
[00:57:02] <JymmmEMC> you figure the striker in that pic is 8" tall
[00:57:12] <JymmmEMC> maybe 7"
[00:58:59] <DaViruz_> yes, this is small stuff, not exactly for production use
[01:00:30] <JymmmEMC> This is what I thought you were talking about
http://images.campingworld.com/is/image/cwi/3000/30336.jpg?rgn=0,0,512,512&scl=1.105095541401274
[01:00:44] <JymmmEMC> but that's for propane
[01:00:58] <JymmmEMC> and maybe 1.25" OD
[01:01:24] <JymmmEMC> click view larger image
http://www.campingworld.com/shopping/item/propane-adapter-tee/30336
[01:03:14] <DaViruz_> http://www.jula.se/e-Sales/esa/ItemDetails.jsp?@where.ItemID@EQ=218532
[01:03:22] <DaViruz_> that's the kind of ocy bottle the regulator is intended for
[01:04:04] <JymmmEMC> and of course the leave the plastic cap on to cover the threads
[01:04:39] <JymmmEMC> M12x1RH
[01:04:57] <JymmmEMC> RH == Right Hand thread
[01:05:02] <DaViruz_> i know
[01:05:18] <DaViruz_> but the thread i'm interested in is the output on the regulator
[01:07:14] <JymmmEMC> who make sit?
[01:08:44] <DaViruz_> not sure, it's pretty anonymous
[01:09:38] <JymmmEMC> Well, I can't translate that page and it has frames that they refuse to let google translate it
[01:15:40] <maddash> i learned verilog last night
[01:20:22] <JymmmEMC> DaViruz_: Here is the MFG
http://www.oxyturbo.it/uk/dettaglio.php3?id=1
[01:20:45] <LawrenceG> maddash, cool... can you teach me tonight?
[01:22:04] <DaViruz_> oh.
[01:25:38] <maddash> LawrenceG: sorry, can't. have a 6am tomorrow
[01:26:02] <maddash> brb, switching away from windows
[01:27:27] <JymmmEMC> DaViruz_:
http://advancedengineering.co.uk/uk-vi-product.asp?pid=629
[01:28:30] <DaViruz_> yeah, no info on thread sizes other then the bottle thread though, i'll just have to wait until i can pick up a thread pitch gauge
[01:35:25] <JymmmEMC> SWPadnos: You know, the only useful thing I could come up with for the Artigo is install distro on it and remote into it
[03:42:16] <steves_logging> steves_logging is now known as steve_stallings
[03:47:54] <dave_1> after reading cradek's latest message I attempted to download TRUNK using the command line in the wiki
[03:48:37] <dave_1> and I get back ssh:connect to ost cvs.linuxcnc.org por 22: No route to host
[03:48:47] <dave_1> what did I mss?
[03:49:00] <dave_1> ost = host
[03:49:01] <skunkworks> try it now.. cvs was just down..
[03:49:03] <cradek> you were unlucky - just try again
[03:49:09] <dave_1> tnx
[03:49:13] <jepler> yes, please try again. I had to take that computer down for a few minutes
[03:51:13] <dave_1> ah much better .... had me worried
[03:51:20] <dave_1> not that it takes much
[03:51:45] <Devi0us> anyone ever retrofit a bridgeport boss 15 v2xt for emc control?
[03:52:20] <dave_1> will do a run in place and test as soon as possible
[03:52:31] <cradek> thanks dave
[03:53:45] <dave_1> thank you
[04:05:35] <dave_1> Speedbumps ahead! ..... I assume I remove the .in from the Makefile.inc
[04:06:07] <SWPadnos> no
[04:06:17] <SWPadnos> ./configure should make a Makefile.inc for you
[04:06:17] <dave_1> OK ...
[04:06:26] <SWPadnos> that's the configure source :)
[04:08:20] <dave_1> configure does complain about glib
[04:09:33] <dave_1> make gives me:
[04:09:52] <dave_1> Makefile.inc: No such file or directory
[04:10:07] <SWPadnos> uh
[04:10:17] <SWPadnos> and you've compiled trunk on this machine before?
[04:10:32] <dave_1> **** Makefile.inc must specify RTPREFIX and other variables
[04:10:36] <skunkworks> Can I try to sound smart? wasn't glib just added? (for the stepconfig)
[04:10:44] <SWPadnos> not recently
[04:10:55] <skunkworks> oh - I am thinking of something else then..
[04:11:02] <SWPadnos> stepconf haas been there since the start of 2.2 I think
[04:11:04] <SWPadnos> -a
[04:11:07] <dave_1> No... I've been running off an install frm the live cd
[04:11:12] <SWPadnos> ah, ok
[04:11:18] <SWPadnos> apt-get build-dep emc2
[04:11:25] <SWPadnos> apt-get install emc2-dev
[04:11:29] <SWPadnos> make clean
[04:11:34] <SWPadnos> etc etc
[04:15:18] <dave_1> hmmm that is a bit intensive even on 600Kb/s cable
[04:16:49] <SWPadnos> build-dep is the set of tools needed to build EMC2. if you need a lot of stuff from that set of packages, glib wo't be your last problem
[04:16:58] <SWPadnos> won't
[04:31:34] <dave_1> well almost I'm in the directory above src, scripts, etc and can't set the enviroment
[04:33:59] <SWPadnos> dave_1, huh?
[04:34:24] <SWPadnos> so you're in the cvs checkout root - what do you mean by environment?
[04:34:59] <dave_1> I need to swap pointers so I can run trunk and not the installed version
[04:35:17] <SWPadnos> . scripts/emc-environment
[04:35:42] <SWPadnos> but that will only work after a completed make, and maybe even sudo make install
[04:35:46] <steve_stallings> steve_stallings is now known as steves_logging
[04:36:00] <dave_1> running . scripts/emc-enviroment get me a no such file or directory
[04:36:21] <SWPadnos> it's a generated file - did the make complete?
[04:36:27] <dave_1> yes
[04:36:34] <SWPadnos> oh, ok
[04:36:46] <SWPadnos> try this:
[04:36:52] <dave_1> the files are there ... in scripts and without the .in
[04:36:53] <SWPadnos> oh, nevermind
[04:37:06] <SWPadnos> did you configure --enable-run-in-place?
[04:37:12] <dave_1> yes
[04:37:27] <SWPadnos> then make, then sudo make setuid?
[04:37:32] <dave_1> yes
[04:37:44] <SWPadnos> not install - I hope you didn't do that when I mentioned it a few lines ago ...
[04:37:59] <dave_1> nope
[04:38:34] <dave_1> the only install was the dev packages
[04:38:49] <dave_1> which cleaned up a lot of things.
[04:39:07] <seb_kuzminsky> ". scripts/emc-environment" says "no such file or directory"
[04:39:09] <SWPadnos> heh
[04:39:20] <seb_kuzminsky> but "ls scripts/emc-environment" shows it there?
[04:39:23] <dave_1> yep
[04:39:32] <seb_kuzminsky> wierd
[04:39:34] <dave_1> yep again
[04:39:51] <SWPadnos> hmm. less scripts/emc-environment
[04:39:59] <SWPadnos> the error may be inside emc-environment
[04:40:07] <SWPadnos> (not that bash can't find it)
[04:42:57] <seb_kuzminsky> dave_1: try this:
[04:43:11] <seb_kuzminsky> script -c "set -x; . scripts/emc-environment" out
[04:43:22] <seb_kuzminsky> then pastebin the created file named "out"
[04:47:41] <dave_1> Ok, so maybe I'm being the dummy .... it now says the script only needs to be run once ....
[04:48:25] <SWPadnos> heh
[04:48:30] <dave_1> but when I type emc I get my path to my old install .... must be missing something
[04:48:40] <SWPadnos> env | grep EMC2
[04:51:34] <dave_1> OK versipn, iosh, home, emcsh all point to emc2-trunk
[04:51:56] <dave_1> EMC2- pre-2.3 CVS HEAD
[04:52:31] <dave_1> so how do I get the chooser tree to come up right
[04:52:52] <dave_1> or am I just being paranoid
[04:53:02] <cradek> you should be able to run your config from the tree, althought it might show up in a different place
[04:53:18] <cradek> under your My Configurations I think
[04:53:19] <SWPadnos> it should show you configs in the emc2-trunk (probably labeled sample configs), plus the same ones in your home dir that you normally see
[04:53:53] <dave_1> let me play a bit
[04:53:55] <dave_1> brb
[04:54:15] <SWPadnos> hmmm - actually, they have the directory names here
[04:54:45] <cradek> mine has My Configurations on top, then directories
[04:54:57] <crotchet2> crotchet2 is now known as crotchet
[04:55:01] <SWPadnos> odd
[04:55:13] <crotchet> crotchet is now known as crotchet11
[04:56:20] <crotchet11> crotchet11 is now known as crotchet
[04:58:22] <dave_1> GOT IT! now to go play ..... thanks for the hand holding
[04:58:47] <SWPadnos> sure. what was the problem?
[05:02:00] <dave_1> as far as setting the environment I don't know
[05:02:42] <dave_1> but as soon as that looked OK then I make some changes to the stepper_inch.ini and kicked off emc
[05:03:27] <SWPadnos> cool
[05:44:42] <sparc5> wow big room
[05:45:52] <sparc5> but is anyone alive?
[05:45:55] <sparc5> that's the question.
[05:46:07] <SWPadnos> somewhat
[05:46:20] <sparc5> ah, hi SWP
[05:46:29] <SWPadnos> hi
[05:47:12] <sparc5> You're pretty comfortable with EMC?
[05:47:30] <SWPadnos> depends on what part you're talking about.
[05:47:38] <SWPadnos> I haven't converted anything yet, so I don't actually use it
[05:48:12] <SWPadnos> but I'm comfortable configuring, debugging, and programming with it :)
[05:48:43] <SWPadnos> err - developing it, that is. not so much with G-code programming
[05:49:19] <sparc5> How did you get involved in this project?
[05:49:40] <SWPadnos> a friend recommended it when I was looking at retrofitting a mill/drill-style machine
[05:49:51] <Devi0us> SW what are you retrofitting?
[05:50:24] <SWPadnos> well, I was originally going to get a cheapo mill/drill and use that, but I couldn't stand to get anything that crappy
[05:50:42] <SWPadnos> so I have a Bridgeport manual machine and a Hardinge HNC lathe now, waiting for retrofit
[05:50:51] <SWPadnos> the mill has been waiting a long time
[05:50:59] <eric_unterhausen> does the Hardinge have usable motors?
[05:51:01] <Devi0us> i found a cheap bridgeport boss I might retrofit.. if i can get a 3 phase converter
[05:51:09] <eric_unterhausen> use a VFD
[05:51:10] <SWPadnos> eric_unterhausen, I don't know for sure
[05:51:23] <Devi0us> eric_unterhausen: that's the plan for now.
[05:51:34] <Devi0us> i have to get out and look at the machine. got iced in today
[05:51:41] <SWPadnos> if you plan to use only one machine, then the Automation Direct VFDs are a great deal (or used ones on eBay)
[05:52:02] <SWPadnos> if you plan to have several, then a phase converter is a good plan, even if you want a VFD on some machines
[05:52:03] <eric_unterhausen> I'm pretty sure that the three phase control inputs can be fed with single phase
[05:52:06] <Devi0us> $750 is a decent price for a boss with a dead controller head right? with good ways and ballscrews
[05:52:22] <SWPadnos> (I have a 3-phase grinder, bandsaw, mill, and now lathe - VFDs for all would be quite costly)
[05:52:27] <eric_unterhausen> I think so, is is Series I?
[05:52:29] <Devi0us> i'm only planning on having the mill be 3 phase. i don't need that big of equipment
[05:52:48] <SWPadnos> the grinder is a pedestal grinder - not so b
[05:52:52] <Devi0us> http://images.craigslist.org/3kd3m23o312b1g31409122a988fc2a1301bd7.jpg
[05:52:54] <SWPadnos> big, but it has a 3-phase motor ;)
[05:53:11] <Devi0us> that's the one i'm looking at. i don't know what series it is
[05:53:15] <Devi0us> or manufacture date
[05:53:19] <SWPadnos> sparc5, why do you ask?
[05:53:35] <sparc5> It's interesting that you write software that you don't use.
[05:53:36] <eric_unterhausen> I think it's a series one, hard to tell from that picture
[05:53:50] <SWPadnos> I plan to use it, just haven't gotten around to it yet
[05:54:04] <Devi0us> SWPadnos: it's more that i don't want to rewire my workshop. i have 110/220 at every outlet. just no 3 phase
[05:54:21] <eric_unterhausen> me too, but the software I wrote was so long ago that it's been superseded
[05:54:22] <SWPadnos> Devi0us, sure - I built a rotary phase converter, and I just have a few outlets on it
[05:54:25] <Devi0us> i thought all the series ones had heat sinks on the z axis motors
[05:54:36] <eric_unterhausen> depends on controls
[05:54:51] <SWPadnos> the mill is wired in, but the saw plugs in, and the grinder will once I attach the right plug to it
[05:55:04] <SWPadnos> the ones with heat sinks are steppers
[05:55:07] <SWPadnos> those look like servos
[05:55:17] <Devi0us> yeah. i thought all the series 1s were stepper
[05:55:24] <Devi0us> but i've only been researching today, so who knows
[05:55:28] <eric_unterhausen> all series II were stepper too
[05:55:40] <Devi0us> it looks like it might have been a retrofit already
[05:55:53] <eric_unterhausen> I've seen more series I with dc motors than series II
[05:56:04] <Devi0us> controller won't boot, and they have another working machine and don't want to spend the time fixing this one
[05:56:06] <eric_unterhausen> I'm no expert in the controls, I think it came that way
[05:56:07] <Devi0us> which is fine with me
[05:56:44] <eric_unterhausen> there is a hardinge/bridgeport section on cnczone, there are a lot of variations
[05:56:45] <Devi0us> i should be able to tear it up, and just wire up geckos, and the limit switchs and just use it with emc, right?
[05:57:06] <eric_unterhausen> depends on the motor feedback
[05:57:06] <Devi0us> basically, that is
[05:57:10] <SWPadnos> maybe, but that probably isn't the best or least expensive thing to do
[05:57:35] <eric_unterhausen> really depends on what is in that control
[05:57:38] <Devi0us> really? geckos are like $120 each for servo controllers (i thought)
[05:57:57] <SWPadnos> if the servo drives in the machine work, why replace them?
[05:58:03] <eric_unterhausen> that's not the end of the expense though, power supply for one thing
[05:58:05] <SWPadnos> they're sized appropriately
[05:58:21] <Devi0us> true.. but i'd rather do a complete rebuild so i know end to end what's what
[05:58:36] <SWPadnos> EMC2 can generate control signals of many types, you don't have to limit yourself to step/dir and a parallel port
[05:58:38] <Devi0us> i was planning on doing a seig3 until i saw this thing and got in touch wiht the seller
[05:58:43] <eric_unterhausen> the geckos are probably only going to give you half speed if that matters
[05:58:54] <SWPadnos> sure, an old BP is a much better idea, if you have the space for it
[05:59:17] <Devi0us> what's the tolerances on an old BP, expecting it's in good shape?
[05:59:27] <eric_unterhausen> impossible to answer that
[05:59:36] <Devi0us> as good as a seig with a decent cncfusion kit?
[05:59:40] <SWPadnos> depends on a lot of things, mostly how it was used and how well it was cared for
[05:59:56] <eric_unterhausen> I would guess at least as good
[06:00:01] <SWPadnos> I sense that you don't know the depth of the question you're asking ;)
[06:00:16] <Devi0us> no, i do.. i'm just asking for a really rough guestimate
[06:00:20] <SWPadnos> heh
[06:00:22] <SWPadnos> ok then
[06:00:28] <Devi0us> ie: a bp can do the same tolerances if it's factory new
[06:00:45] <Devi0us> or, a bp is good to like .01"
[06:00:58] <Devi0us> i don't know what was expected out of them new
[06:01:13] <SWPadnos> if it hasn't been beaten to hell, I think a BP should be able to hold 0.001 or so, assuming you have good ballscrews, and you aren't taking really heavy cuts
[06:01:31] <eric_unterhausen> the cnc bps had nice ballscrews
[06:01:31] <SWPadnos> static tolerance is dependent on the screws
[06:01:46] <eric_unterhausen> the only problem with the series 1 is the travel is fairly tiny
[06:01:47] <Devi0us> yeah.. the bosses were supposed to have really good scews
[06:02:05] <Devi0us> 11x17.5x5 as far as i know
[06:02:22] <eric_unterhausen> is that the cnc version?
[06:02:29] <Devi0us> yeah
[06:02:48] <Devi0us> is $750 a decent price for an old series 1?
[06:02:56] <Devi0us> with a dead controller?
[06:03:08] <eric_unterhausen> probably
[06:03:15] <SWPadnos> it sounds good to me, if the mechanics are in good order
[06:03:15] <eric_unterhausen> I guess you get no tooling though?
[06:03:21] <Devi0us> no. none at all.
[06:03:28] <SWPadnos> that control looks like a later PC retrofit to me
[06:03:35] <SWPadnos> could be wrong though
[06:03:46] <Devi0us> and it's all nmtb30 with is more expensive than R8
[06:04:11] <SWPadnos> I don't know if Bridgeport ever made a CNC with a mouse/trackball
[06:04:34] <eric_unterhausen> SWPadnos: there was one that had a pc
[06:04:34] <Devi0us> good eye. i didn't notice that
[06:04:53] <eric_unterhausen> I was going on cnczone to find one, that machine looks really familiar
[06:05:01] <SWPadnos> ok, like I said, I could be wrong
[06:05:12] <SWPadnos> and I'm headed to bed in any case. night guys
[06:05:20] <eric_unterhausen> there are too many variations, and I don't really care about the controls
[06:05:29] <eric_unterhausen> mine was stripped to bare metal
[06:05:38] <Devi0us> g'night
[06:05:48] <Devi0us> yeah. i plan on tearing this down if i get it
[06:05:56] <Devi0us> and gutting the controller cabinet
[06:06:09] <eric_unterhausen> that machine looks like it is in good enough shape that I would try to do as little as possible
[06:06:20] <eric_unterhausen> the object is to cut metal, correct?
[06:06:26] <Devi0us> yeah
[06:06:56] <Devi0us> well. and to give me something interesting to do up until it does cut metal
[06:07:01] <eric_unterhausen> a lot of people are even using the antiquated bp stepper controls with mach
[06:07:09] <Devi0us> i had seen that
[06:07:23] <Devi0us> but i'd rather do servos and have a proper closed loop system
[06:07:33] <Devi0us> i've never liked steppers
[06:09:26] <Devi0us> how much of a pain are these to move? do they have any room underneath to slide a pallet jack?
[06:09:33] <eric_unterhausen> it really depends on what is in the control cabinet. If it is easily adaptable to closed loop control that is your best bet
[06:10:10] <eric_unterhausen> no room, room has to be made
[06:10:14] <Devi0us> some of the cheap chinese BP clones have box iron on the base
[06:10:16] <Devi0us> crap
[06:10:19] <eric_unterhausen> you can lever them around fairly easily
[06:10:34] <Devi0us> i've got a 2" lip from the bay access of my shop to the shop floor
[06:10:49] <eric_unterhausen> a pallet jack would be very scary
[06:10:49] <Devi0us> genius that built it wanted to be able to wash his truck indoors
[06:11:11] <eric_unterhausen> there is a 2" step up?
[06:11:34] <Devi0us> yup. the bay is sunk 2" from the rest of the shop, and center drains
[06:12:00] <Devi0us> the guy only had wood working equipment in it previously, so it was easy to move stuff around
[06:12:36] <eric_unterhausen> I just moved my series II 15 feet using black iron pipe rollers
[06:12:51] <eric_unterhausen> it weighs over 5k pounds
[06:12:59] <Devi0us> i was hoping i could move it around with it on the forks of a forklift
[06:13:03] <eric_unterhausen> series I is half that
[06:13:27] <eric_unterhausen> back over the lip
[06:13:28] <Devi0us> that's still over 10x what i weigh. which means i need some simple machines to move it around
[06:13:37] <eric_unterhausen> mine has been on a forklift a couple of times
[06:14:14] <Devi0us> plus if i force it over the lip, i have a feeling i'd grind off a good deal of concrete in the process
[06:14:36] <eric_unterhausen> forcing it over the lip means bridgeport on the ground
[06:14:44] <Devi0us> if i did like 3" to 1" pipes it would work
[06:14:51] <eric_unterhausen> you need a ramp
[06:15:01] <Devi0us> it's going to sit about 6" back from the lip permanently
[06:15:25] <eric_unterhausen> I have a similar drop into my basement
[06:15:42] <eric_unterhausen> plus the transom is wood, so I didn't really want to wipe that out
[06:16:15] <eric_unterhausen> I learned a method from one of my professors, you use 2 rollers
[06:16:25] <Devi0us> i as figuring at least 3
[06:16:29] <Devi0us> so you can cycle through them
[06:16:32] <eric_unterhausen> 3 doesn't work
[06:16:47] <eric_unterhausen> you push until it is balanced on the cg
[06:17:00] <Devi0us> oh, ok. i see what you're saying
[06:17:16] <eric_unterhausen> machine will gently rock at any slight touch
[06:17:25] <eric_unterhausen> you pull the back roller out, put it in front
[06:17:48] <eric_unterhausen> push until the back roller is under the cg, and repeat
[06:18:47] <Devi0us> what did you anchor it to while you eased it down the ramp?
[06:18:48] <eric_unterhausen> it's amazing rocking a 5000lb machine so easily
[06:19:01] <Devi0us> sounds unnerving
[06:19:08] <eric_unterhausen> it's very stable
[06:19:16] <eric_unterhausen> we used that method to get it down the ramp
[06:19:32] <Devi0us> it didn't want to roll down on its own?
[06:19:46] <eric_unterhausen> I remember pushing it down the ramp
[06:20:10] <Devi0us> that makes me feel better
[06:20:37] <eric_unterhausen> I'm trying to remember how I got over the transom
[06:20:37] <Devi0us> i was working out how i was going to rig straps through the window on the side of the workshop to pull it up the ramp
[06:20:57] <eric_unterhausen> lots of people lift them from the ram
[06:21:41] <Devi0us> if i can avoid rebuidling my engine hoist i'll be happy.. i'd rather not use a crane if i don't have to
[06:21:46] <eric_unterhausen> 2" isn't that much, getting it off of the 2x6 ramp was a non-event
[06:22:25] <eric_unterhausen> I had the ram off though
[06:22:29] <Devi0us> what did it take to rock it back to get a roller under it? or is the CG high enough that it's not difficult?
[06:23:09] <eric_unterhausen> sometimes I have to step up on the machine if I didn't quite get the machine centered right
[06:23:35] <eric_unterhausen> also, the casting is rough underneath, so that complicates things, I have used angle iron for runners
[06:23:49] <Devi0us> good to know as well
[06:24:23] <Devi0us> i'm starting to think doing the seig might be a lot less painfull logistically
[06:24:41] <Devi0us> and i don't think i'll need the full size of a BP. although i'm sure that'll bite me in the ass if i don't get it
[06:24:51] <eric_unterhausen> probably, but you're living with much less of a machine
[06:25:45] <Devi0us> i tend to move stuff around the shop a lot. a BP will use a good hunk of space, which I won't be able to move around if need be
[06:26:09] <eric_unterhausen> I don't see how a sieg would be any different there, it would be a pain to deal with
[06:26:14] <Devi0us> 300lb vs 2k
[06:26:43] <eric_unterhausen> once you get the 2 roller method down, 2k is nothing
[06:27:23] <Devi0us> what's the total footprint on a BP? i'm figuring i'll need at least 6'x6'
[06:27:51] <eric_unterhausen> probably
[06:28:00] <Devi0us> maybe 6'x8'
[06:28:17] <Devi0us> with the controller arm
[06:28:55] <eric_unterhausen> http://jeep534.smugmug.com/gallery/5099973_TQC2C#307649501_owpex
[06:29:08] <eric_unterhausen> guessing that is similar to the cl mill
[06:29:25] <eric_unterhausen> footprint wise at least
[06:29:56] <Devi0us> looks pretty close
[06:30:03] <eric_unterhausen> you see the split down the center of the table? that's series I stock cnc
[06:30:16] <Devi0us> heh. they use telco racks for parts storage
[06:30:16] <eric_unterhausen> it's on the CL mill too
[06:30:34] <Devi0us> yeah..
[06:31:30] <Devi0us> http://images.craigslist.org/3n53kd3o1116122146912445ad4660d581eab.jpg
[06:31:41] <Devi0us> http://images.craigslist.org/3nd3md3o311b1331g99124ddda919ae421188.jpg
[06:31:46] <Devi0us> those are the only other 2 images
[06:32:20] <eric_unterhausen> the speed changer is a hoot
[06:32:51] <Devi0us> why?
[06:33:17] <eric_unterhausen> actually, it's the back gear lever
[06:33:34] <Devi0us> that's what's right above the e-stop right?
[06:33:39] <eric_unterhausen> they have a chain drive on it
[06:33:56] <Devi0us> oh, you're still looking at the smugmug one?
[06:33:58] <eric_unterhausen> yeah, the link I gave has a better picture
[06:34:09] <eric_unterhausen> that equipment is the same between the two mills
[06:34:36] <Devi0us> ok. the head controls looked a little different
[06:34:51] <Devi0us> maybe the chain drive is out of frame
[06:35:00] <eric_unterhausen> http://jeep534.smugmug.com/gallery/5099973_TQC2C#307657951_UVUcb
[06:35:34] <eric_unterhausen> the actual speed drive has an air motor on it
[06:36:19] <Devi0us> ok. i was wondering if those were for a quick change collet or something
[06:36:24] <dave_1> cradek ... you still around
[06:37:32] <eric_unterhausen> smugmug machine appears to have some kind of tool changer, CL machine doesn't
[06:42:18] <Devi0us> yeah
[06:42:42] <Devi0us> i have a feeling the CL machine was bought broken, and they never got around to getting it workign again
[06:42:52] <eric_unterhausen> happens a lot
[06:43:20] <eric_unterhausen> if a business is making money, they probably should just call up a retrofit control company and have it done for them
[06:43:45] <Devi0us> it's a custom shop in someone's garage
[06:43:52] <Devi0us> the guy does one offs
[06:44:14] <Devi0us> he has a working cnc mill, a manual BP, and a manual hardinge lathe
[06:44:40] <eric_unterhausen> same story though, he's better off making customer parts than fixing a machine
[06:44:49] <Devi0us> yeah.
[06:45:06] <Devi0us> but he's not bringing in enough money to have someone service the machine
[06:48:48] <eric_unterhausen> http://www.cnczone.com/gallery/showphoto.php/photo/854/cat/500/ppuser/1053 my machine
[06:48:59] <eric_unterhausen> you need to be logged in to cnczone
[06:49:22] <Devi0us> already am
[06:50:21] <Devi0us> are those the stock motors for x,y,z?
[06:50:31] <eric_unterhausen> no, motors were stripped
[06:50:39] <eric_unterhausen> machine was pretty much stripped
[06:51:11] <Devi0us> what are you making on it?
[06:51:18] <eric_unterhausen> doesn't run yet
[06:51:42] <Devi0us> oh. pictures were dated 05, so i wasn't sure
[06:51:48] <eric_unterhausen> I'm very slow
[06:52:07] <eric_unterhausen> had an accident last year which put me off for a while, and then work got busy
[06:52:21] <Devi0us> heh. that's another thing i'm worried about is that it'll sit idle in the shop and i'll never do anything with it
[06:52:42] <eric_unterhausen> that's why you want to do as little work as possible to get it working
[06:53:02] <eric_unterhausen> if you can use what's there and just tap in, it's worth it
[06:53:10] <eric_unterhausen> as long as it's safe
[06:53:52] <Devi0us> would you recommend having a manual mill handy as well as the cnc? i'm building the shop from the ground up. I'm figuring i'll get a 10"x22" lathe, and a smaller manual mill in addition to the CNC mill
[06:54:37] <eric_unterhausen> manual mills are great
[07:02:32] <Devi0us> time for bed. thanks for the insight
[07:02:50] <eric_unterhausen> sure, good luck
[11:02:42] <archivist> alex_joni, heh bosses car stolen from his drive last night!
[11:04:53] <pjm__> good morning
[11:04:58] <pjm__> pjm__ is now known as pjm
[11:05:08] <pjm> pjm is now known as pjm1
[11:05:11] <archivist> good moaning
[11:35:47] <pjm1> i still need to make a 4th / A axis, been looking at the small rotary tables on ebay, just not sure of the backlash
[11:37:10] <archivist> what I looked at at the midlands model engineer, only the Vertex comes close, but even they have play
[11:37:30] <archivist> at a sensible price that is
[11:37:44] <pjm1> i guess some have adjustment for how much the worm gear meshes etc
[11:37:49] <archivist> I must finish my trunnion design
[11:37:54] <pjm1> so it should be possible to tweak it down
[11:38:27] <archivist> but tweak to far and they jam part of the rev
[11:39:36] <pjm1> i guess it would be possible to use some valve grinding paste to bed all the gears in properly, just put a reasonably fast motor on the worm drive input
[11:39:41] <archivist> I make sure i dont climb mill
[11:39:44] <pjm1> and tweak with grinding paste
[11:40:15] <archivist> I would not do that as that will effect accuracy
[11:41:12] <pjm1> in terms of per degree accuracy or by revolution linearity?
[11:41:31] <archivist> I done some worm and wheel measuring here as the dividing was poor for gear cutting and found the error to be quality of the worm/wheel pair
[11:42:14] <pjm1> ah right so better to find a nice rotary table in the 1st place
[11:42:32] <archivist> degree accuracy varies per tooth engagement
[11:42:32] <pjm1> something not cast out of reconstituted ally in china then...
[11:43:00] <archivist> vertex grind theirs
[11:43:24] <archivist> and they use a high count wheel (90)
[11:44:26] <archivist> my gear cutting here seems ok with one of their 4 1/2" tables but I do have issues with it
[11:45:34] <archivist> the el cheapo from RDG is awful I felt a mile of play at the ex
[11:46:17] <pjm1> vertex HV6 seems to go for about 120 quid, not bad i spose
[11:46:19] <archivist> alright for a model engineer who clamps the table at setting only
[11:47:29] <pjm1> i need to mill a feed for 25.6GHz, i can either mill a conical spiral to get the meat out, or get a rotaty table and use that
[11:47:37] <archivist> I was going to get another vertex for 5th axis, but decided to make a trunnion, and will sell them if I can get capital and the tools to make them
[11:47:59] <archivist> or send the gcode to me
[11:48:06] <pjm1> so the 5th rotates the head along the X axis?
[11:48:22] <archivist> something like that yes
[11:48:27] <pjm1> nice
[11:48:35] <pjm1> i've not thought about anything >4 so far
[11:49:21] <archivist> I keep having to move the 4th flat vertical, angle.....
[11:49:34] <pjm1> i cut out 16 waveguide flanges for 24GHz for a local amateur out of a sheet of brass, he was well pleased with the results!
[11:49:46] <pjm1> and over xmas i did a paying job on my cnc!
[11:49:57] <pjm1> some clutch adaptor plate for a motor bike
[11:50:37] <archivist> mine is here at work and only does paying so far. I want to do some microwave one day
[11:52:22] <archivist> and test with the HP toys
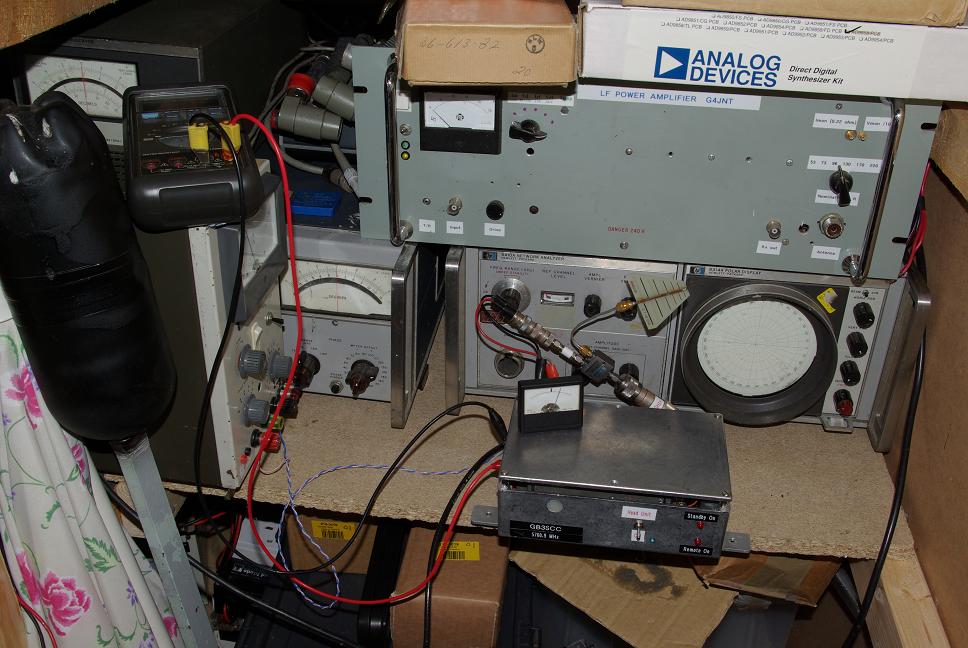
[11:53:17] <archivist> http://www.archivist.info/collection/archive/DJCPD/PD/2006_04_09_skeleton_base/P4082262.JPG
[11:53:20] <pjm1> i've cad'ed up some boxes for 8.4GHz low noise amps, just need to make them
[11:54:38] <pjm1> nice VNA!!
[11:54:49] <archivist> :)
[11:55:07] <pjm1> a ham down the road from me had one of them for sale
[11:55:22] <archivist> testing a 10gig discone was fun
[11:55:41] <archivist> had, you didnt snap it up
[11:56:39] <pjm1> ah no i thought about it, the ones i'm used to have the spec-an type display not the smith chart type
[11:56:50] <pjm1> polar vs linear i spose the right terms are
[11:56:57] <archivist> they are plug ins
[11:57:09] <pjm1> ahh right , i didnt look at it too closely
[11:57:44] <pjm1> perhaps i'll give him an email, it'll still be rotting in his shed
[11:58:17] <archivist> see extension box above with the other display and lf one has the meter version
[11:58:39] <archivist> I have a spare meter type
[11:59:12] <pjm1> ah it was a 8410 Network Analyser
[11:59:17] <pjm1> not a HP one
[11:59:40] <archivist> heh that in the pick is an 8410
[12:00:25] <pjm1> ah yes disregard that comment above ;-)
[12:00:29] <archivist> with an 8412A display
[12:00:34] <pjm1> trying to do too many things at once ;-)
[12:01:05] <pjm1> http://www.g4jnt.com/SCC_SoakTest.JPG its the thing in the background
[12:01:07] <archivist> display above is 8414 and left an is 8407 with 8411
[12:02:27] <archivist> the lf 8407
http://www.archivist.info/collection/archive/DJCPD/PD/2006_04_09_skeleton_base/P4082261.JPG
[12:02:39] <archivist> to 110 meg
[12:04:34] <tomp> may be of interest , linux driver for indramat CLP sercos motion control
http://freshmeat.net/projects/linuxclc-driver/?branch_id=72045&release_id=291649
[12:05:40] <archivist> logger_emc: bookmark
[12:05:40] <archivist> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2009-01-08.txt
[12:13:27] <tomp> beware its really a tgz file not a gz as identified
[12:13:28] <archivist> pjm1, that one local to you, make sure it has an 8411 its the test head which has the real microwave bit in it and I got the meter display number wrong thats 8413
[12:14:09] <pjm1> ah yes good thinking, i'll email the guy and ask him again
[12:15:12] <archivist> pjm1, and then that connects to a test set analyser is on top of two types in first pick
[12:15:24] <archivist> pjm1, and then that connects to a test set, analyser is on top of two types in first pick
[12:18:22] <shrdlu-> does anyone know anything about using gcode to produce raster data? all the raster to gcode stuff I see is raster to vector
[12:19:08] <shrdlu-> I want to actually 'print' with a laser
[12:24:07] <shrdlu-> maybe I can find something hpgl based then convert to gcode
[12:25:18] <archivist> there are colour to height for 3d milling
[12:25:30] <archivist> and they do raster
[12:26:10] <tomp> forget the indramat sercos thingy, just ascii protocol to closed src isa/pc104/vme/serial card
[12:26:46] <shrdlu-> hm, sounds complex
[12:27:37] <archivist> shrdlu-, nah simple and may be exacly what you need to change burn density
[12:27:38] <tomp> gcode doesnt sound like what you want
[12:27:55] <tomp> sounds more like fax
[12:29:00] <shrdlu-> well, I have to get it into gcode at some point
[12:29:06] <shrdlu-> thus my presence here
[12:29:22] <tomp> fax is converrting horz scanned rows into on & offs, then converting on & offs to 1 row of an an image
[12:29:29] <tomp> emc can do more than gcode
[12:29:34] <tomp> but gcode is most common
[12:29:40] <tomp> you could use hal
[12:30:06] <shrdlu-> hm
[12:30:10] <shrdlu-> didn't realize tha
[12:31:21] <tomp> i saw a great demonstration of the techique last nite
[12:31:36] <tomp> it was actually invented way before the telephone
[12:31:58] <shrdlu-> 'AutoCADFAXRasterPlot'
[12:32:00] <shrdlu-> like that?
[12:34:15] <tomp> cant tell, i googled it and get tons to read, but hink converting some msdos acad thingy will be very difficult ( not open src )
[12:34:53] <shrdlu-> hard not to get lost in references to fax machines
[12:37:25] <fragalot> I hate fax machines
[12:37:30] <fragalot> never use if it got trough or not >.>
[12:37:32] <fragalot> sure*
[12:38:31] <fragalot> * fragalot goes back to cursing over the exam material... C#.NET + microchip PIC USB interfacing
[12:38:56] <tomp> damn i shoulda kept that url, it was 2 loony brits , old lathes, treated papper, arcs sparking on the slowly turning paper drum... really was good, they even kludged up a sync system
[12:39:16] <shrdlu-> hah
[12:44:34] <tomp> this looks good, jpl released a big robotics toolkit ( weird caltech license tho )
http://www-robotics.jpl.nasa.gov/news/newsStory.cfm?NewsID=69
[12:45:02] <tomp> includng "vision infrastructure for images, color images, camera models, 3D point cloud, and surface normal image representations"
[12:52:12] <alex_joni> archivist: bugger
[12:55:12] <alex_joni> did the colour change on that map? :D
[12:58:08] <fragalot> Let's play a game of "Guess who I just quoted"
[12:58:09] <fragalot> "Our enemies are innovative and resourceful, and so are we. They never stop thinking about new ways to harm our country and our people, and neither do we."
[12:59:18] <tomp> i dont know who but its pretty funny, yogi berra?
[12:59:33] <fragalot> tomp: George Bush
[12:59:49] <tomp> hah!
[13:00:11] <fragalot> http://news.bbc.co.uk/1/hi/world/americas/7809160.stm -- lots of other "bushisms" on here too :p
[13:00:14] <fragalot> gotta love that ugy
[13:01:44] <shrdlu-> I hate the way people now are trying to imply he was a great president, but under appreciated
[13:03:08] <fragalot> lol
[13:04:26] <tomp> i use internet to watch tv here in taiwan. i tried several tools, but mplayer with a script runs without stalls and hiccups.
[13:04:29] <shrdlu-> reminds me of the fury you feel when a company wont deliver the product you ordered and you fume and consider what negative feedback to give them
[13:04:33] <tomp> like this mplayer -autosync 30
http://91.121.196.82:92
[13:04:39] <shrdlu-> then the item gets delivered and you just cant be bothered
[13:04:44] <tomp> will get you mst3k anywhere in the world
[13:05:02] <tomp> mystery science theatre 3000
[13:08:41] <tomp> oops trucated that its .... :9290 fro the port
[13:37:51] <shrdlu-> surely this raster thing must be well solved somewhere. Pretty much every laser cutter with a driver comes with raster ability
[14:08:26] <archivist> alex_joni, apparently a paper was found about 10miles away, we just came back from a hunt, I dont care about the car but he had a pile of 8mm collets in it
[14:22:46] <pjm1> archivist
http://cgi.ebay.co.uk/ws/eBayISAPI.dll?ViewItem&item=370104543670 - this is the vertex rotary table, u reckon this would be ok for a 4th axis conversion?
[14:24:03] <archivist> they are not too bad :) I have the smaller
[14:24:19] <pjm1> ah ok in that case i'll get one to play with
[14:24:39] <pjm1> u fitted a stepper to one?
[14:25:57] <archivist> http://www.archivist.info/cnc/stage4/P2030017.JPG
[14:26:28] <archivist> someone was providing the tube and a plate for the motor
[14:27:35] <archivist> with that score he probably has a shop in Dunstable
[14:29:21] <archivist> I wonder
http://www.chronos.ltd.uk/acatalog/Personal_Callers.html
[14:30:29] <archivist> ah yes its Chronos drop in and feel one
[14:31:02] <archivist> or at ally pally this weekend
[14:32:01] <shrdlu-> oh, there are plenty of bitmap to gcode examples on the wiki
[14:32:08] <shrdlu-> I stupid
[14:32:16] <shrdlu-> renesis
[14:32:23] <shrdlu-> from efnet electronics?
[14:32:33] <renesis> yes
[14:32:35] <archivist> learning the right google search priceless
[14:32:42] <renesis> well, no =D
[14:33:11] <renesis> i dont hang in #electronics because of stu and because its dead, i still hang out with all the same people tho
[14:33:22] <shrdlu-> you should join the freenode #electronics
[14:33:25] <shrdlu-> its good
[14:33:42] <renesis> i used to idle there
[14:33:52] <shrdlu-> I dont like stu either
[14:34:03] <renesis> no one does =(
[14:34:04] <shrdlu-> or many of the others there
[14:34:15] <shrdlu-> timecop makes me want to cry
[14:34:34] <renesis> ha, hes ok
[14:34:47] <archivist> freenode #electronics has a few odd characters as well
[14:35:07] <renesis> like, yes hes a world famous troll and a douchebag
[14:35:08] <The_Ball> Hi guys, this is a bit off topic, but I'm wondering about mounting a chuck on my new lathe, it's a chinese lathe so I wasn't expecting very high precision, but the chuck is quite missaligned compared to the chucks back plate. Removed the chuck from the backplate and cleaned it up, remounted, seems better but still quite a bit out. Any tips?
[14:35:27] <shrdlu-> he's an interesting guy, but quite insane
[14:35:32] <renesis> but he learns and he actually knows a bit
[14:35:44] <renesis> well, yes but its efnet
[14:36:28] <shrdlu-> I keep coming across your 'blog' when searching for things on google
[14:36:42] <renesis> ha which
[14:36:45] <archivist> The_Ball, for really bad chucks after the backplate is corrected, I fit spacers between the jaws and use a toolpost grinder
[14:36:47] <renesis> lordpil?
[14:36:48] <The_Ball> it's this lathe btw, which I will convert soon,
http://www.carbatec.com.au/metalworking/metalworking-lathes/carba-tec-midsize-metal-lathe
[14:36:51] <shrdlu-> the one timecop made, yeah
[14:37:40] <renesis> he crys if i kick the bot and i dont really care if what i say in that chan is sprayed onto the web
[14:37:57] <renesis> im pretty sure these logs are posted too
[14:38:07] <The_Ball> archivist, not sure what a toolpost grinder does, but the backplate seems quite good, it's only when I mount the chuck on the bacplate it goes wrong
[14:38:25] <renesis> also, that shit is a trip to read, like months later out of context
[14:39:33] <archivist> The_Ball, make 6 identical spacers to tighten against, toolpost grinder I use a dremel
[14:40:05] <archivist> must clean up after and use a slow fine cut on the gripping surface
[14:43:35] <archivist> pjm1, chronos is booked for
http://www.meridienneexhibitions.co.uk/our-events-detail.php?id=0000000002
[14:44:07] <pjm1> ah interesting
[14:44:19] <pjm1> i wonder if they have show specials etc
[14:44:34] <The_Ball> archivist ah, you actually grind the gripping surfaces
[14:44:35] <archivist> others may as well
[14:44:44] <archivist> The_Ball, yes
[14:45:18] <archivist> The_Ball, but 3 jaw chucks are never that good
[14:45:35] <archivist> they have to be bad to bother
[14:45:37] <alex_joni> archivist: did he at least have insurance?
[14:45:42] <The_Ball> i'll put in a collet holder to make sure the headstock is turning true
[14:46:11] <archivist> alex_joni, only the cheapest so dunno if he will get anything
[15:03:40] <alex_joni> archivist: then it's a pita :/
[15:03:52] <alex_joni> I just heard a "nice" thing on teh news last night
[15:04:05] <alex_joni> apparently when you steal a rented car it's not regarded as stealing
[15:04:13] <alex_joni> as you have the original car keys and papers
[15:04:22] <archivist> hehe
[15:04:25] <alex_joni> insurance doesn't pay the owner (company) anything in that case
[15:04:37] <alex_joni> even legally it's not regarded as stealing
[15:04:45] <alex_joni> it's abuse of trust or something like that
[15:05:00] <alex_joni> you can get off with a fine if you get caught, or max 3-4 years of jail
[15:05:06] <archivist> yup and the law of contract comes into play
[15:05:35] <alex_joni> that's why I like western rentals.. without a CC, you can't rent :)
[15:05:46] <alex_joni> if you steal it, they simply debit the car value from your cc
[15:06:10] <archivist> nice one
[15:11:00] <fragalot> alex_joni: friend of mine got busted for stealing his own car.
[15:11:09] <fragalot> and got 4yrs iirc, then 3years on probation
[15:11:22] <fragalot> (which ends in may or something)
[15:13:55] <shrdlu-> false claim on the insurance?
[15:13:58] <alex_joni> his own car?
[15:15:21] <fragalot> It was almost fully paid off, but at the last month or so, he couldn't afford it anymore, and told the company to come and get it. they said they would, never showed up, then cops knocked on his door.
[15:16:11] <shrdlu-> sounds like a case for judge judy, rather than the criminal justice system
[15:16:39] <fragalot> yeah, lol
[15:20:11] <shrdlu-> this python script on the wiki does bitmap to gcode in about 20 lines of code
[15:20:15] <shrdlu-> looks perfect
[15:20:29] <fragalot> Neat
[16:28:36] <maddash> my scope is annoying the fuck out of me
[16:34:52] <archivist> fic it
[16:34:58] <archivist> fix
[17:03:37] <dave_1> without displaing all of my ignorance how does one set G55 to 15, 7.5, -3 with G10
[17:03:54] <dave_1> displaying
[17:04:10] <cradek> g10 l2 p2 x15 y7.5 z-3
[17:04:20] <dave_1> tnx
[17:11:22] <dave_1> ok next step .... my ini limits are set to -0.2 30 , -0.2 15, and 0.2 -7.5 G54 cooresponds to LL for X and Y and up for spindle, does this
[17:11:33] <dave_1> clash with axis assumptions?
[17:12:22] <cradek> no, that's fine, but most people using AXIS offset g54 for a workpiece origin (touch off button)
[17:12:28] <cradek> but you sure don't have to
[17:13:02] <dave_1> my var says -15, -7.5 and 4 for g55
[17:15:06] <dave_1> I tend to leave g54 at machine zero and offset all the rest
[17:15:34] <dave_1> but axis keeps complaining about my coordinates.
[17:15:50] <cradek> when I type g10 l2 p2 x15 y7.5 z-3, I get this
[17:15:51] <cradek> 5241 15.000000
[17:15:51] <cradek> 5242 7.500000
[17:15:51] <cradek> 5243 -3.000000
[17:16:22] <cradek> and when I g55 g0 x0 y0 z0, then g54, the dro says 15 7.5 -3
[17:16:26] <dave_1> opps.
[17:16:27] <cradek> this is all what I expect
[17:17:27] <dave_1> 5211, 5212, 5213 are the -15, -7.5, 4
[17:17:41] <dave_1> let me start axis again and see what happens.
[17:17:43] <dave_1> brb
[17:18:25] <cradek> that's a g92 offset
[17:18:51] <cradek> program g92.1 to get rid of it
[17:21:26] <cradek> or in TRUNK, click machine / zero coordinate system / G92
[17:32:36] <dave_1> ah! things are b better. :-)
[17:34:42] <cradek> yay
[17:45:07] <shrdlu-> can I use KDE4 without messing things up?
[17:49:19] <jepler> emc should work the same regardless of your choice of desktop environment.
[17:50:36] <shrdlu-> even the icons?
[17:51:05] <shrdlu-> I don't know much about linux
[17:51:49] <jepler> then you're probably better off sticking with defaults
[17:52:44] <jepler> most of emc is written using more mature GUI toolkits so they don't pay much attention to the "themes" set by the various desktop environments
[17:53:11] <jepler> in other words, the icons shown in AXIS won't change
[17:53:23] <shrdlu-> ah, hokay
[17:54:45] <archivist> as a user lurking in here for a couple of years nearly, messing with the distro causes a lot of question
[18:03:41] <shrdlu-> yah, I'm just wondering how cautious to be about that stuff
[18:07:14] <alex_joni> shrdlu-: I'm not sure you're still have the menu for starting emc on some of the desktop environments
[18:07:30] <alex_joni> I think xfce is one that doesn't do that
[18:09:03] <alex_joni> for kde I'm not sure.. I suspect it should do the right thing
[18:13:04] <dave_1> cradek .... making progress .... finally got the coordinates right ... that g92 was really messing with me
[18:13:38] <dave_1> found that I omitted an entry from the tool table and emc did not halt... just took off on a wierd path.
[18:14:19] <dave_1> entered 0.01 in the tool table and didn't see a cooresponding shift in my tool path ...
[18:14:44] <dave_1> however emc did not crash either. ...
[18:16:52] <SWPadnos> did you reload the program (in AXIS)? I don't know if it regenerates the preview on tool table load
[18:19:49] <alex_joni> you need to reload tool table, and reload program
[18:20:58] <dave_1> apparently
[18:24:57] <dave_1> OK , I shut down and restarted and it did load the new tool table since I now get the "cutter gouging with cutter radius comp" message
[18:25:08] <dave_1> and things will not execute
[19:16:47] <shrdlu-> the guy who wrote the cam.py script in your wiki is the same who wrote 'The Nature of Mathematical Modeling'
[19:32:50] <shrdlu-> hah, wtf, that cam.py script even has a gui, all in one file
[19:32:57] <shrdlu-> that guy is amazing
[19:33:16] <shrdlu-> he's written the whole thing in functions too
[19:34:48] <shrdlu-> fk OOP
[19:37:54] <shrdlu-> http://en.wikipedia.org/wiki/Neil_Gershenfeld
[19:56:59] <maddash> wtf does Gershenfeld have to do with cam.py?
[19:57:36] <shrdlu-> he wrote it
[19:57:57] <shrdlu-> why else?
[20:00:17] <maddash> shrdlu-: where is cam.py located in the src tree?
[20:00:42] <shrdlu-> where did I say it was in the source tree?
[20:01:07] <maddash> how the fuck are we supposed to know what cam.py is, then?
[20:01:20] <maddash> this is #emc, fyi
[20:01:21] <shrdlu-> maybe you should actually read what I'm typing
[20:01:30] <shrdlu-> you're obviously not doing it very well
[20:02:01] <maddash> :( missed that first line.
[20:02:11] <shrdlu-> there we go
[20:03:03] <maddash> wtf?
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Cam has a gazillion links
[20:03:16] <shrdlu-> heh
[20:03:27] <shrdlu-> I could just give you like think if you like?
[20:03:37] <shrdlu-> http://web.media.mit.edu/~neilg/fab/dist/cam.py
[20:03:59] <shrdlu-> there are file conversion programs that do less than that script charging $1000 a pop
[20:04:03] <shrdlu-> like linkcad
[20:04:57] <shrdlu-> erm, "I could just give you the link if you like"
[20:05:27] <shrdlu-> how the hell did that turn into 'like think'
[20:05:35] <shrdlu-> I am word salad
[20:06:05] <maddash> no, i was pointing out how messy that wiki page was
[20:06:37] <shrdlu-> oh
[20:06:47] <shrdlu-> it is good, though
[21:18:21] <alex_joni> this is really exciting:
http://flashfabrica.com/f_learning/brain/brain.html
[21:18:49] <alex_joni> you'll see some numbers shortly, then they dissapear and you need to click on circles where the numbers were, in ascending order
[21:19:10] <alex_joni> (it's supposed to tell you your brain age, which amazingly is quite close to your actual age :)
[21:19:52] <shrdlu-> that is absurd ;)
[21:20:40] <alex_joni> shrdlu-: try it.. it was spot on for me :D (and a couple of my friends)
[21:21:29] <shrdlu-> I'm so baked right now, I'd be off the scale#
[21:23:04] <SWPadnos> lucky me. my brain is half as old as I am :)
[21:23:33] <alex_joni> SWPadnos: I would have expected that :P
[21:23:41] <SWPadnos> ga ga goo goo
[21:23:45] <SWPadnos> waaaaaaaa
[21:23:56] <alex_joni> not _that_ young though
[21:24:00] <alex_joni> what did you get?
[21:24:12] <SWPadnos> 20
[21:24:32] <alex_joni> coo
[22:47:25] <SWPadnos> heh. of all the useless promo emails: "Spend the Weekend with Barry Manilow for only $120"
[22:47:30] <SWPadnos> and it's not even spam
[23:23:03] <alex_joni> good night all
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}