Back
[00:08:19] <toastyde1th> in soviet russia, off wanders YOU
[01:26:41] <Guest502> i am attempting to connect jog wheel to an open encoder channel on my pico-systems board. I added the following lines to a .hal file:
[01:26:53] <Guest502> net rawjogcounts ppmc.0.encoder.06.count => ilowpass.0.in net jogcounts ilowpass.0.out => axis.0.jog-counts
[01:27:13] <Guest502> scratch that last line
[01:27:36] <Guest502> I added: loadrt ilowpass setp ilowpass.0.scale 100 setp ilowpass.0.gain .01
[01:27:48] <Guest502> addf ilowpass.0 servo-thread
[01:28:07] <Guest502> net rawjogcounts ppmc.0.encoder.06.count => ilowpass.0.in net jogcounts ilowpass.0.out => axis.0.jog-counts
[01:28:52] <Guest502> How do I set it such that the axis that is currently selected in axis will be jogged by the encoder?
[01:30:12] <jepler> Guest502: the axis gui creates a number of pins, one for each axis. you connect them to axis.#.jog-enable. this can only be done in the "postgui halfile", which axis calls once it has created its own hal pins.
http://linuxcnc.org/docs/html/gui_axis.html#sub:Physical-jog-wheels
[01:31:17] <jepler> here's the contents of my own postgui hal file, it's the last 3 lines you're interested in.
http://git.unpy.net/view?p=zenbot.git;a=blob;f=postgui.hal;h=51854e057f7975e430cdf47a909c4143390f54ef;hb=e01faccd047fdbf31ad2d3b694260f32ecc642ef
[01:31:26] <jepler> you'll also want to cnnect ilowpass.0.out to axis.1.jog-counts and so forth
[01:32:46] <Guest502> thanks!
[01:54:33] <JymmmEMC> Man, even minor electrical items are hard to come by "off the shelf" anymore.
[01:55:28] <JymmmEMC> I tried finding an 1/2" threaded strain relief for a 2 gang box today (which I've bought from HD in the past), they no longer carry such a thing.
[01:55:52] <JymmmEMC> I had to rape an old project for one.
[01:56:48] <JymmmEMC> And gawd help ya if you want a 3 gang ext box
[01:57:21] <JymmmEMC> Can't even find a 3 gang blank cover now.
[02:11:30] <jmkasunich> nice, easy to handle small parts:
http://jmkasunich.com/pics/gilbert-with-part-2662.jpg
[02:12:22] <JymmmEMC> jmkasunich: But it's so tiny, how can you even see the parts?
[02:12:27] <jmkasunich> heh
[02:12:43] <skunkworks_> jmkasunich: is that the one that might be converted?
[02:12:48] <jmkasunich> yeah
[02:12:54] <jmkasunich> it seems like all that shop does is big stuff
[02:12:59] <jmkasunich> they have 4 or 5 HBMs
[02:13:13] <skunkworks_> what does it look like?
[02:13:24] <jmkasunich> lots of various parts, not one of which a man could lift
[02:13:34] <jmkasunich> what does what look like?
[02:13:41] <skunkworks_> amps and such
[02:14:02] <jmkasunich> ge hi-ak DC amps, 90V, about 35A or so
[02:14:28] <jmkasunich> one two-bay cabinet with incoming power, fuses, contactors, etc
[02:14:37] <jmkasunich> another two bay half high one with the amps
[02:14:49] <jmkasunich> and a one-bay tall one with the control itself
[02:15:02] <jmkasunich> motors have tachs only
[02:15:12] <jmkasunich> axes have inductosyn scales
[02:15:12] <lewin1> lewin1 is now known as lewing
[02:15:47] <jmkasunich> there is no feedback from the motors to the control - scales go to control, tachs go to drives
[02:16:09] <jmkasunich> however, there are stub-shafts, and encoders could be fitted
[02:16:47] <skunkworks_> nice = dual loop?
[02:16:56] <jmkasunich> yeah
[02:17:01] <jmkasunich> they want to use table feedback
[02:17:22] <jmkasunich> there is some question about the inductosyns - apparently they've been giving trouble
[02:18:57] <skunkworks_> inductosyns? some sort of linear magnetic feedback?
[02:19:08] <jmkasunich> http://www.inductosyn.com/linear_transducers.htm
[02:19:17] <jmkasunich> I think its sort of like an unrolled resolver
[02:20:22] <skunkworks_> I was invisoning this
http://www.electronicsam.com/images/KandT/conversion/accupins.JPG
[02:20:30] <jmkasunich> there are inductosyns on three linear axes, and a resolver on the quill
[02:20:49] <jmkasunich> I thought about that too, but thats not it
[02:21:16] <jmkasunich> there is a zig-zag wire (or two of them) on the long scale, and matching wires on the slider
[02:21:29] <jmkasunich> current in one induces a voltage in the other
[02:22:03] <jmkasunich> from the wiring diagram it looks like they excite two windings with signals 90 degrees out of phase, and look at the phase of the third
[02:23:36] <jmkasunich> looks like they sell a inductorsyn to quadrature converter
[02:28:39] <skunkworks_> wonder how much that is
[02:28:47] <jmkasunich> probably not cheap
[02:29:22] <jmkasunich> from what I'm reading (and what I saw on the prints), an inductosyn is _very_ similar to a resolver, and can be converted with similar circuitry
[02:29:34] <jmkasunich> I wonder if Jon Elson's resolver boards would work
[02:33:47] <SWPadnos> hmmm. the inductosyn is more line an antenna than a transformer (like a resolver)
[02:33:52] <SWPadnos> s/line/like/
[02:34:01] <jmkasunich> why do you say that?
[02:34:24] <jmkasunich> the coupling is dominated by magnetic fields, not electromagnetic
[02:34:26] <SWPadnos> if the zig-zag you mentioned is on a multi meter long axis, then it's an antenna
[02:35:00] <SWPadnos> though at 12 kHz the antenna properties shouldn't be too bad
[02:35:23] <jmkasunich> the pitch of the zigzag is 0.1 or 0.2"
[02:36:01] <SWPadnos> overall length is also important for drive and reflection reasons, but I guess in the kHz range it's not going to matter muc
[02:36:32] <SWPadnos> (I'm used to 300MHz or higher, so when I hear about big things instead of little things getting driven, it raises red flags)
[02:36:32] <JymmmEMC> SWPadnos: Step forth and accept your beatings!!!
[02:36:33] <jmkasunich> standard excitation is 10KHz, a wavelength is 30km
[02:37:00] <SWPadnos> I have enough beatings, thanks
[02:37:11] <JymmmEMC> not nearly enough
[02:44:02] <jmkasunich> handy item:
http://www.isscnc.com/html/vega2875501.htm
[03:38:49] <maddash> testing testing
[03:50:13] <KimK_IA__> I am looking around for a set of font gcodes (I may want to engrave a replacement front panel) and have run across (on EMC wiki) "cxf2cnc convert qcad's stick fonts to g-code" which is a python program. But before I go to a lot of trouble, does EMC have a built-in function for this? Has anyone here converted fonts to gcode? Any advice for me on this?
[03:58:27] <fenn> lawrence glaister made a gui frontend for cxf2cnc, i havent used it though
[03:58:45] <Guest471> jepler still around?
[03:59:23] <fenn> KimK_IA__:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Simple_EMC_G-Code_Generators#Text_Engraving_Software
[04:00:08] <fenn> i happen to think cxf2cnc is easy to use, but i wrote it so my opinion doesn't count
[04:00:51] <Guest471> Jepler was giving me some help in setting up a physical jog wheel earlier, anyone in here have an experience with such things?
[04:07:43] <KimK_IA__> fenn: Thanks, this looks like exactly what I need. And I should be able to copy the gcode to a non-EMC machine (necessary for now) :( I'll look at the qcad fonts, but I'm just looking for simple block-letter one-line fonts, nothing fancy, easy to engrave, etc.. I looked at Chris Radek's TrueTypeTracer, which would be OK too, but apparently it needs AutoCAD to fill in the interior of the letters? (I don't have AutoCAD). Or have I mi
[04:07:43] <KimK_IA__> sunderstood?
[04:08:01] <KimK_IA__> Oops, flooding again, sorry.
[04:08:35] <fenn> ttt doesn't fill in the letters, not sure what autocad has to do with anything
[04:09:23] <KimK_IA__> I think he talked about using AutoCad to put in hashes to fill the interior
[04:09:34] <KimK_IA__> But maybe I misunderstood
[04:10:40] <KimK_IA__> fenn: anyway, thanks for writing this
[04:11:21] <fenn> btw i like 'normal.cxf'
[04:12:37] <Guest471> does anyone see anything incorrect with this line: net jogincr-big axisui.jog.increment => scale.0.in
[04:14:39] <Guest471> if I hard code scale.0.in .001 my jog wheel works but when I set it to the current jog increment set in axis I get no responce
[04:15:32] <KimK_IA__> fenn: OK, thanks, I'll look at 'normal.cxf' first. Any advice on the engraving process? I haven't decided whether to use 2-color-plastic or anodized aluminum, but am leaning toward the aluminum for this application. Any advice or comments? Has anyone here ever done a front panel?
[04:21:14] <Guest471> i have engraved anodized AL and I have found that I get the best results when I cut as shallow as possible
[04:21:51] <Guest471> deep cuts leave a jagged edge in the anodizing
[04:22:51] <Guest471> My DOC is about .005-.008 Spinning 85K feed 30ipm with a .016 cutter
[04:23:11] <KimK_IA__> I've never used an end mill that small, what sizes were you using? How did you chuck them? What feedrate did you settle on? Ha, you're way ahead of me.
[04:23:39] <Guest471> I used center drills for awhile and any variation in the depth made it look bad
[04:24:12] <KimK_IA__> Wow, how did you get 85K RPM? What's your setup?
[04:24:14] <Guest471> I use a collet to hold the endmills they have step up shanks to .125
[04:24:40] <Guest471> its pneumatic from air turbines
[04:25:23] <Guest471> It has a 1" straight shank that I chuck up in a collet
[04:25:24] <KimK_IA__> Nifty. I think I'll have to settle for less and reduce the feedrate
[04:26:01] <Guest471> I used to use the spindle directly at 4k and feed like 10ipm, it was rough on the cutters
[04:26:09] <KimK_IA__> Maybe I can figure out a way to chuck a die grinder or router
[04:26:36] <KimK_IA__> I could get maybe 15-25K RPM
[04:27:00] <Guest471> I would feed faster than 30 with the air turbine but i dont like how hard my machine changes direction
[04:27:30] <Guest471> the run out on a grinder or router makes it a waste of time
[04:27:53] <Guest471> I think you will get a very poor finish
[04:28:23] <Guest471> If it is a one time deal just use whatever you can get out of the spindle
[04:28:45] <KimK_IA__> At least I only have to do one or two so I'm not concerned about the production rate
[04:30:13] <Guest471> use something smaller than 1/8 its amazing how clean thin lines look in black anodizing
[04:30:19] <KimK_IA__> OK, that would work too, I guess, saves having to kludge a second spindle
[04:31:00] <KimK_IA__> did you leave the lines as cut or fill them with anything?
[04:32:44] <Guest471> I leave them, I have a customer that filled them with a paint
[04:33:05] <KimK_IA__> how did the paint fill work out?
[04:33:28] <Guest471> It looked great but it took a long time and the lines I gave him where very wide
[04:34:02] <KimK_IA__> do you know if he painted with a small brush or used a squeegee?
[04:34:21] <Guest471> For a control panel I think I would wax it after machining. Over time cutting fluid will find its way onto the bare metal and make it look dirty
[04:34:32] <Guest471> he used a syringe
[04:34:42] <KimK_IA__> Oh, OK
[04:37:59] <KimK_IA__> fenn and Guest471: Thanks very much for your help and advice.
[05:20:10] <KimK_IA__> Guest471: sorry I don't know the answer to your handwheel question. Can anyone help Guest471 with a handwheel question?
[05:31:14] <Guest471> KimK_IA_: what do you use to make your G code?
[05:37:14] <toastyde1th> fffff
[05:37:39] <toastyde1th> toastyde1th is now known as toastydeath
[05:42:14] <KimK_IA__> I am planning to use a Dynapath (Autocon) because it is what is available.
[05:43:36] <Guest471> never heard of it
[05:43:40] <KimK_IA__> But I am planning to do some EMC2 retrofits, so we'll see
[05:44:14] <Guest471> dynapath is the controller that your using?
[05:44:51] <KimK_IA__> It's a nice control. I think Hurco bought them out, but are still making them? Haven't checked since I discovered EMC2 :)
[05:45:08] <Guest471> what do you use to make your code?
[05:46:53] <KimK_IA__> I just write it, no CAM. That's why I needed help with the font situation. But Dynapath was known for it's "conversational" programming, which was a favorite of many.
[05:47:21] <KimK_IA__> oops. it's > its
[05:48:26] <Guest471> I messed with a hurco, was not a big fan of the conversational programming, the tool paths were too slow, safe but slow
[05:51:33] <KimK_IA__> I never used a Hurco, so can't say. And yes, you could usually improve the production rates of the conversational result. But it got you started pretty easily, and was great for singles and small runs.
[05:52:38] <KimK_IA__> On the Dynapath, I usually write straight EIA code anyway, though.
[05:52:47] <Guest471> I wish I had the patience needed to write a fairly complex g-code program by hand
[05:56:19] <KimK_IA__> Yeah, well, if I had to write a really complex g-code program, I would probably throw in the towel, LOL. I usually run into what most people on a forum like this would call simple jobs, no undulating surfaces, etc.
[05:56:22] <KimK_IA__> Just drill some holes, make some pockets or bosses, remove some material, etc. Don't have to make an impeller blade, as someone was discussing earlier.
[05:57:10] <toastydeath> gcode gets easy after you do it
[05:57:20] <toastydeath> the hard part of gcode is just getting into the habit of reflex typing
[05:57:30] <Guest471> if your machine is a runner leave it alone, EMC is good but it can be a pain at times. Little things that refuse to work and take days to track down.
[05:57:33] <toastydeath> in the beginning you have to stop and thing about every dumb thing
[05:58:56] <toastydeath> *think
[05:59:03] <KimK_IA__> tell me some of the (currently) painful things about EMC.
[05:59:24] <Guest471> mill or lathe?
[05:59:44] <KimK_IA__> I'm planning both, so, both I guess
[05:59:57] <toastydeath> lathe doesn't have the roughing cycles.
[06:00:05] <toastydeath> which, imho, is critical on a lathe.
[06:01:16] <KimK_IA__> OK, good to know. But I'm sure that's on their list of things to do. I know they are always working on it. What else?
[06:01:32] <Guest471> cutter comp on lathes are H words which is odd
[06:01:51] <toastydeath> i don't use emc, i have just played around with it in sim mode
[06:02:14] <Guest471> the constant updating seems good but if your machine is not on the network a royal pain
[06:02:45] <toastydeath> so i don't want to rag
[06:02:58] <toastydeath> but the best thing i can summarize it is that it's completely different from any other control.
[06:03:04] <Guest471> to make any custom hardware work you need to write code, and that can get annoying
[06:03:16] <KimK_IA__> Yes, I'm sim only too, so far. I hope to order a Mesa card setup soon, though, and start playing with a bench test setup.
[06:03:25] <Guest471> Don't get me wrong I have 3 machines running it and another 2 in the works
[06:03:47] <Guest471> pico-systems makes nice hardware
[06:04:11] <toastydeath> it's a great control for a rebuilt machine that you don't want to spend money on to get running
[06:04:17] <toastydeath> i wish the rebuilt machines at work had it
[06:04:21] <toastydeath> rather than the crazy thing they've got
[06:04:51] <Guest471> I agree it is perfect for breathing life into old iron
[06:05:08] <KimK_IA__> what kind of "annoying" custom hardware? Internal, like I/O cards and so forth? External, like machine features, etc.?
[06:05:27] <toastydeath> kimk_ia__: to whom are you asking that
[06:05:37] <toastydeath> oh, nevermind
[06:05:54] <Guest471> Custom hardware like jog wheels or tool turrets
[06:07:24] <KimK_IA__> Oh, OK. And you have that situation right now with your handwheel. Are there any ini or hal files posted with a handwheel for examples?
[06:08:01] <KimK_IA__> toastydeath: what "crazy" control do your machines have?
[06:08:02] <Guest471> There are but I have yet to properly wrap my head around HAL
[06:08:27] <toastydeath> kimk_ia__: various random things small refitters sell
[06:08:36] <toastydeath> i don't even know what brand, they're just awful and don't pay them any mind
[06:09:05] <KimK_IA__> Guest471: If you can point me to some of the examples you're looking at, maybe we can figure it out?
[06:09:18] <Guest471> The hardest part about converting is tuning the drives
[06:09:43] <KimK_IA__> toastydeath: Haha, OK, I'll avoid looking at them, LOL
[06:11:01] <KimK_IA__> Tuning shouldn't be that hard, what kind of drive systems have you had to tune so far? (Type of motor and drive, etc.)
[06:11:59] <toastydeath> kimk_ia__: don't worry, they're all custom frontends for "real" machine control PLC's
[06:12:09] <toastydeath> so unless you live near PA, you won't encounter them
[06:12:21] <KimK_IA__> Tuning should be especially easy with all the halscope features that EMC2 has
[06:12:27] <Guest471> I have used rutex and pico-systems drives, motors are whatever was on the machine can't recall the brands 90V 10A
[06:12:47] <Guest471> Should be easy using the scope and makeing adjustments
[06:13:07] <Guest471> It just takes forever.
[06:14:40] <Guest471> you get a tune that follows perfectly but will overshoot, or a tune that stops on the button but will not follow
[06:15:07] <KimK_IA__> I don't know the internals of those, were they tach-gen DC systems (older), PID AC brushless systems (newer), or something else, maybe?
[06:15:47] <Guest471> PID DC systems
[06:16:54] <KimK_IA__> So in-between-age, maybe? OK.
[06:18:19] <KimK_IA__> Have you gone to any of the CNC workshops in Galesburg, IL? I went to the last one and found it very helpful.
[06:19:04] <Guest471> That would be a long road trip from Ca.
[06:20:23] <KimK_IA__> I know some came from at least as far as Vermont, maybe farther?
[06:21:41] <KimK_IA__> Maybe you'll run across a person or group to carpool with for next year?
[06:22:00] <Guest471> Everyone on EMC is helpful, like I said it is a great for bringing a dead machine back to life.
[06:23:07] <KimK_IA__> What machines have you done now, and what are you planning?
[06:26:05] <toastydeath> i was interested in that too
[06:26:11] <toastydeath> most only have a mill or a lathe
[06:26:22] <KimK_IA__> Yeah, just when it was getting good
[06:27:33] <KimK_IA__> you said EMC2 was completely different, what are some of the differences, and as compared to which other controls?
[06:28:03] <toastydeath> emc has a "unique" user interface, and it takes it's own approach to gcode
[06:28:22] <toastydeath> it follows the same general rules, but some things are just not the same (like the H word in lathe mode)
[06:29:08] <toastydeath> most machine controls are modal, you turn a knob or press a button to set a machine to auto (run the program), edit, mdi, jog, etc
[06:29:25] <toastydeath> that sets up some pretty big user interface differences.
[06:29:43] <toastydeath> depending on your viewpoint, it does some things a lot better, but it also does things worse
[06:30:21] <KimK_IA__> Not to ask a stupid Q (assuming this has been discussed here before) but why did they use H for diameter instead of D?
[06:30:32] <toastydeath> lathes don't use either, is the problem
[06:30:55] <toastydeath> but it's a holdover from early g-code
[06:31:06] <toastydeath> g43/g44 take the H word as the height offset.
[06:31:28] <toastydeath> on lathes, it's part of the toolchange parameter - T0101
[06:31:33] <toastydeath> tool 1, offset 1
[06:31:38] <toastydeath> T0202, tool 2, offset 2
[06:31:46] <toastydeath> T0204, tool 2, offset 4
[06:32:01] <toastydeath> there is no G43/G44
[06:32:38] <KimK_IA__> Oh, OK. If they did it to maintain compatibility with older eqpt, then fine.
[06:32:46] <toastydeath> no, it's unique
[06:33:07] <toastydeath> no other control back to like the 70's did it that way, lathes have always been T####
[06:33:21] <toastydeath> emc's lathe mode is almost identical to mill mode
[06:33:35] <toastydeath> which is not how most controls function. Whether that's a bad thing or just different is up to you
[06:33:40] <KimK_IA__> Oh, you mean EMC2 does not use the T0202 method? Oh, I guess not, there you are.
[06:34:05] <KimK_IA__> So EMC2 uses T01 H01 or similar?
[06:34:12] <toastydeath> correct.
[06:34:45] <toastydeath> T1 M6;
[06:34:46] <KimK_IA__> OK. And also a one-digit nose direction code, I'd guess.
[06:34:48] <toastydeath> G43 H1;
[06:35:00] <toastydeath> I believe all that's in the tool setup thing.
[06:35:05] <KimK_IA__> In the table, I mean?
[06:35:10] <KimK_IA__> Yes
[06:35:25] <toastydeath> gcode does not handle the actual implementation or parameters of the cutter comp, it just turns it on or off
[06:36:11] <KimK_IA__> OK, well, maybe the lathe has been the weak sister up till now, but there are a lot of guys running lathes that would want EMC, so we'll see
[06:36:23] <toastydeath> don't get me wrong
[06:36:29] <toastydeath> if i was building any machine tool and wanted to use a control
[06:36:31] <toastydeath> I'd use emc
[06:36:40] <toastydeath> first choice
[06:36:49] <toastydeath> but it doesn't compete with commercial controls.
[06:37:31] <KimK_IA__> Where else is it lacking, do you think? (lathe or mill)
[06:38:13] <toastydeath> it's got a lot of features that interest hobby-oriented folks, but lack features that make life working with commerical controls easy
[06:38:17] <toastydeath> mostly UI stuff, imho
[06:38:43] <toastydeath> it's missing some of the nicer canned cycles
[06:38:53] <toastydeath> the ui is 70% of my complaint
[06:39:18] <KimK_IA__> What commercial control are you used to?
[06:39:19] <toastydeath> the tool tables don't have an online editor
[06:39:26] <toastydeath> Fanuc, and Mitsubishi
[06:39:45] <KimK_IA__> online editor?
[06:40:05] <toastydeath> the tool table is a file on emc, on fanuc/haas/mitsubishi/everyone else it's a menu
[06:40:14] <toastydeath> you don't have to edit the file, save it, and reload it
[06:40:35] <toastydeath> i can change any parameter while the machine is running and it'll take up on the very next line on a Fanuc
[06:41:15] <toastydeath> it doesn't seem like much, but at work if I'm making 400 of something, I want to adjust tool wear with as little interruption as possible
[06:41:29] <toastydeath> so I'll start the next part and will adjust the finish offsets while the part is being roughed out
[06:41:47] <toastydeath> doesn't matter much if you only make one of something, and it's small
[06:42:49] <toastydeath> commercial controls also have really good features for bumping around in a program and mixing it up with mdi/handwheel moves
[06:43:07] <toastydeath> * toastydeath shrug
[06:43:55] <KimK_IA__> OK, tool table editor doesn't sound too hard to implement. Assuming it would work as you desire now by leaving open a tool table editor page and pressing save after changes. I mean as far as re-doing any look-ahead, etc.
[06:44:20] <toastydeath> right but it isn't implemented.
[06:44:52] <toastydeath> it would also take proper look ahead
[06:44:58] <toastydeath> which emc doesn't have.
[06:45:07] <KimK_IA__> OK. Real Soon Now, I'd guess. We've got to get those guys a raise.
[06:45:19] <toastydeath> not an issue for most stuff, because most people don't want to run a home machine at 50 IPM.
[06:45:23] <toastydeath> or 400 IPM.
[06:45:50] <KimK_IA__> What's wrong with the look-ahead, BTW?
[06:45:56] <toastydeath> it doesn't have it?
[06:46:08] <KimK_IA__> I thought it did. It doesn't?
[06:46:33] <toastydeath> nope, not true look ahead.
[06:46:48] <toastydeath> it blends moves together to keep the accel and whatnot under control, but that's not look ahead
[06:47:25] <toastydeath> there are problems with machines that try to run at fast speeds, like 80 ipm on a 40x20 bed mill
[06:47:38] <toastydeath> the machine iron is easily able to do that cut
[06:47:47] <toastydeath> but the control will do excessive blending on the radius.
[06:48:07] <toastydeath> rather, the intersection will become a radius on a 90 degree corner
[06:48:27] <toastydeath> but look ahead is like, the hardest thing on a control to implement.
[06:48:39] <toastydeath> so i'm not as pressed about that as other things.
[06:50:06] <KimK_IA__> Does it give an error at an inside 90 corner with an end mill? (cutter comp on? cutter comp off?)
[06:50:24] <toastydeath> has nothing to do with cutter comp
[06:50:37] <toastydeath> it has everything to do with the machine trying to blend two moves, both at high feed rates
[06:50:50] <toastydeath> and it tries to do this by starting the second move while the first is still going
[06:51:16] <toastydeath> that's a perfectly legitimate strategy for slower machining, and very few emc users run into it that i have seen
[06:51:26] <toastydeath> again, unless you plan on running your machine that fast.
[06:51:39] <toastydeath> then you need to be pedantic about your toolpaths and program exact stops.
[06:51:54] <KimK_IA__> Isn't there a gcode just for this? Wait until "in position" before continuing with next step, or something like that?
[06:51:55] <toastydeath> which can cause other problems, but at least the form will be right.
[06:52:00] <toastydeath> no, there isn't
[06:52:06] <toastydeath> not to do it "right"
[06:52:17] <toastydeath> exact stop will make sure the machine hits a spot, but it brings all axes to a stop to do so
[06:52:31] <toastydeath> and at high speeds, that's not an acceptable thing to do
[06:52:41] <toastydeath> it's okay at 30-40 ipm
[06:52:47] <toastydeath> not at 80.
[06:53:59] <KimK_IA__> Is there a parameter for this, since it involves the amount of error that is "acceptable"?
[06:54:03] <toastydeath> no.
[06:54:19] <toastydeath> this problem cannot be solved without look ahead.
[06:54:37] <toastydeath> that's why machine controls went to using look ahead, because all the parameter-based solutions cause other, undesirable effects at speed
[06:54:52] <toastydeath> the real solution is to cut slower if the control doesn't support sufficient look ahead.
[06:55:53] <toastydeath> but really, do you plan on moving your machine at 50 ipm?
[06:55:55] <KimK_IA__> I'm not sure what look ahead could do, if you have to stop one axis before starting the next. If you had a parameter to allow a little lead-off (error) then maybe?
[06:56:18] <toastydeath> look ahead basically generates a velocity map
[06:56:21] <toastydeath> for the next few moves
[06:56:55] <toastydeath> and that's what you need to do if you're going to be changing directions arbitrarily
[06:57:26] <toastydeath> the control doesn't know how slow it needs to go to make the corner.
[06:57:36] <toastydeath> look ahead tells it that.
[06:58:17] <toastydeath> a 5 degree angle can be taken a lot faster than a 170 degree angle, and you can't tell what's what without look ahead.
[06:58:46] <KimK_IA__> OK, then there must be parameters for maximum possible drive acceleration? (So it knows how much to slow down based on how fast it can speed up again?)
[06:58:53] <toastydeath> yes, there are.
[06:59:02] <toastydeath> all controls have those.
[06:59:38] <toastydeath> otherwise even a control like EMC would blow the thrust bearings of the axis out the first time it came to a stop
[07:01:21] <toastydeath> the issue is like being in a car going around a blind corner.
[07:01:50] <toastydeath> if you are a rally driver, you have a navigator telling you what's head
[07:01:51] <toastydeath> *ahead
[07:02:11] <toastydeath> if you're joe blow, you have to obey the posted speed limits or go off-road when an unexpectely sharp corner comes up.
[07:03:48] <KimK_IA__> OK, then maybe the guys are trying to write a general look ahead solution for all cases. You're saying that 40 is OK but not 80, and maybe you have in mind milling. But maybe for other machines (lasers? wire foam? dunno?) the values might be different. So they might be working on a general solutiion?
[07:04:02] <toastydeath> they aren't working on look ahead, imho?
[07:04:15] <toastydeath> it's a very difficult problem and they're doing other things that have far more utility to the average user.
[07:04:57] <KimK_IA__> OK. Well that's good too.
[07:05:12] <toastydeath> it's just something to be aware of if you're going to be doing something darn quick.
[07:05:26] <toastydeath> some guy was in here and had iron that was running at 120-200 ipm
[07:05:39] <toastydeath> and the shapes coming out were horrendous
[07:06:01] <toastydeath> but most dudes are interested in 15-20 ipm tops, and lathes it's under that
[07:06:04] <toastydeath> so you should be fine.
[07:06:47] <KimK_IA__> OK, glad to hear it. Thanks for the tip. I'm sure look ahead will come around eventually.
[07:07:46] <KimK_IA__> BTW, what was he cutting at 120-200 IPM?
[07:08:07] <toastydeath> aluminum, but also some steel.
[07:08:11] <toastydeath> milling.
[07:09:40] <KimK_IA__> Do you have any advice on PC hardware? I'm looking pretty hard at the Mesa "anything I/O" system.
[07:09:54] <toastydeath> unfortunately not
[07:11:17] <toastydeath> all my cnc experience is on commercial stuff
[07:11:18] <toastydeath> sry
[07:11:29] <KimK_IA__> No problem
[10:30:54] <fragalot> http://walmart.ca/wps-portal/storelocator/Canada-Forthehome.jsp?category=listingDetails&page=fth&lang=null&assetId=31120&imageId=44242&suggestedItem=&priceType=1&page=null&departmentId=16&categoryId=16
[10:30:55] <fragalot> now THAT is one revolutionary can opener
[14:02:39] <JymmmEMC> Mornin folks
[14:03:55] <JymmmEMC> Dallur you're in iceland?
[14:11:55] <skunkworks_> morning
[16:21:34] <JymmmEMC> HAWT FSCKING DAMN!!!!!!!! It works!!! WOOHOO!!!!! (Now, to get it all to fit in the box =)
[16:33:59] <fragalot> yay
[16:41:54] <tomp> join #rtai
[16:41:59] <tomp> heh
[16:45:27] <JymmmEMC> y?
[17:03:08] <skunkworks_> I think the issue with the gcode.ulp is I had 2 pours close togather.. The clearences settings don't seem to effect that.
[17:03:18] <skunkworks_> together
[17:30:35] <fenn> skunkworks_: script probably has trouble with determining what are separate entities
[17:30:56] <fenn> try moving them slightly further apart
[17:48:01] <skunkworks_> fenn: that is the plan. :)
[17:49:13] <fenn> in the meantime you can just jumper the trace right?
[17:57:11] <JymmmEMC> heh, this works awesome!!!
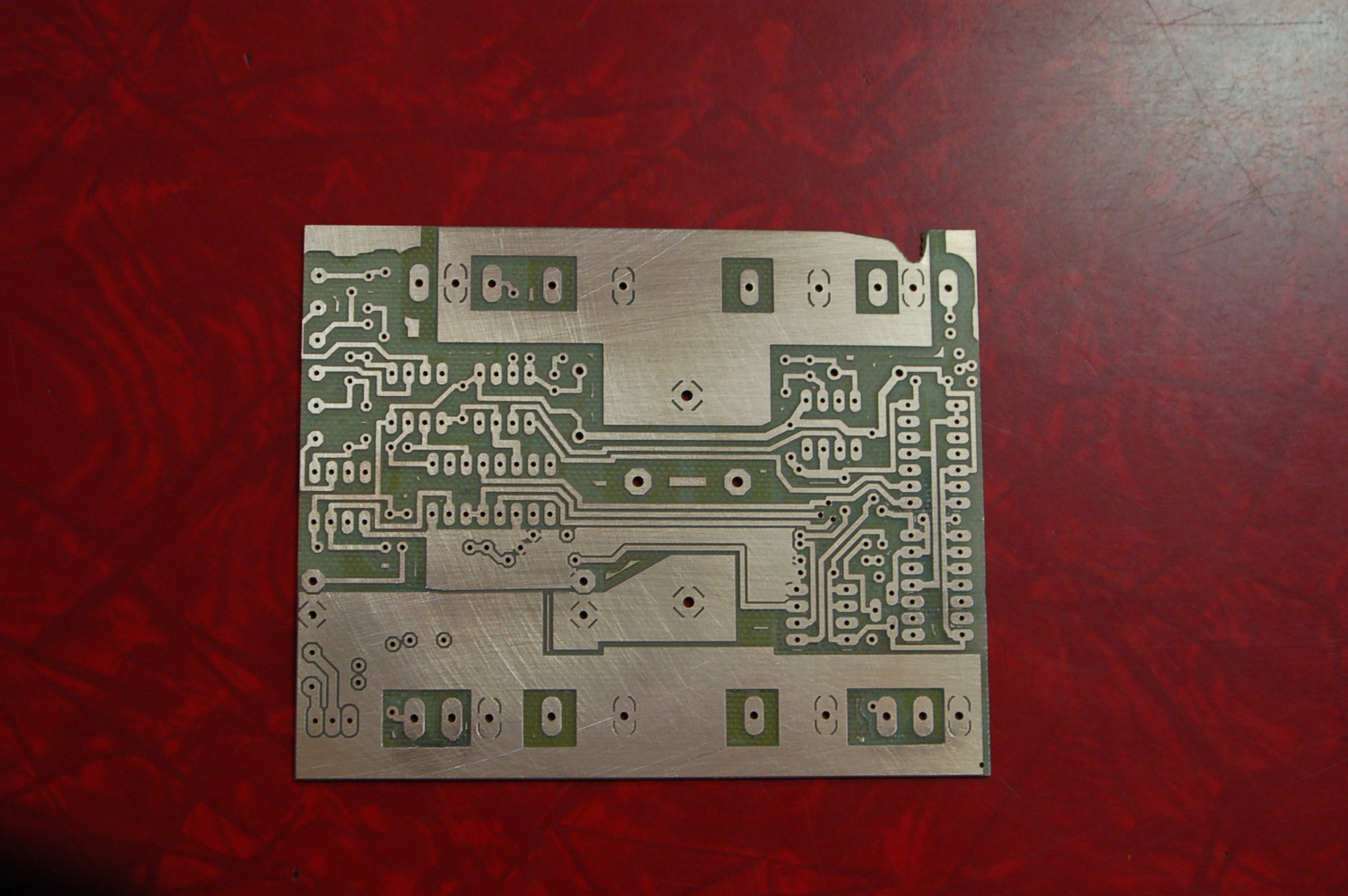
[18:11:20] <skunkworks_> I used a knife and carved a isolation - hardly can tell
[18:11:56] <skunkworks_> http://www.electronicsam.com/images/KandT/servostart/DSC_5094.JPG
[18:12:36] <skunkworks_> it is the slightly curved isolation in the lower left area - horizontle
[18:13:37] <skunkworks_> between the lower large pour and the next most left pour
[18:13:54] <spasticteapot> Does anyone here know a place I can get acrylic cut cheaply?
[18:14:01] <spasticteapot> pololu will do it for $2.50 a minute.
[18:14:22] <spasticteapot> I need some big "D" shaped pieces - airfoil ribs - cut out of 1/4" acrylic.
[18:39:18] <JymmmEMC> define "big"
[18:39:36] <JymmmEMC> are we talking 8ft x 4ft ?
[18:41:57] <spasticteapot> Hmm.
[18:42:01] <spasticteapot> * spasticteapot looks up ATX specs.
[18:42:12] <spasticteapot> About 27" x 10".
[18:42:15] <spasticteapot> Maybe a little less.
[18:42:20] <spasticteapot> No fine detail.
[18:42:30] <spasticteapot> Just a big "D" shape (with the bit in the middle cut out.)
[18:43:52] <JymmmEMC> you could use a router
[18:44:13] <spasticteapot> ....
[18:44:16] <spasticteapot> I hadn't thought of that.
[18:44:25] <spasticteapot> What sort of bit?
[18:44:34] <JymmmEMC> spiral downcut
[18:44:57] <JymmmEMC> or upcut
[18:45:04] <spasticteapot> Huh.
[18:45:07] <JymmmEMC> since you are not concerned about the finish
[18:45:11] <JymmmEMC> hang on
[18:45:15] <spasticteapot> I am concerned about the finish.
[18:45:21] <spasticteapot> That's why I was going to do it with a laser.
[18:45:41] <JymmmEMC> then look up laser cutting places in the phoen book
[18:45:55] <anonimasu> dont expect it to be cheap.
[18:46:03] <JymmmEMC> how many pieces?
[18:46:19] <anonimasu> even if you get them thrown in in a already setup batch of parts.. :/
[18:46:41] <JymmmEMC> anonimasu: can't do that, he'll have to bring in is own drawing
[18:46:53] <JymmmEMC> s/is/his/
[18:47:01] <anonimasu> ofcourse, that implies that it's already drawn
[18:47:09] <JymmmEMC> spasticteapot: how many pieces?
[18:47:35] <JymmmEMC> anonimasu: easy enough if it's just a 'D' shape
[18:48:08] <anonimasu> JymmmEMC: ofcourse, that dosent make it cheap..
[18:48:08] <anonimasu> :)
[18:48:16] <spasticteapot> I was going to do eight.
[18:48:28] <anonimasu> are $2.50 too expensive?
[18:48:33] <spasticteapot> $2.50/minute.
[18:48:38] <JymmmEMC> 8pcs, eh maybe $100
[18:48:38] <spasticteapot> I have no idea how many minutes this would be.
[18:48:44] <anonimasu> I think that sounds pretty good
[18:48:52] <spasticteapot> Eh.
[18:49:09] <spasticteapot> I just found a place with 100W "doughnut" laser diodes for $250...
[18:49:09] <anonimasu> lasers arent very slow machines..
[18:49:26] <spasticteapot> anonimasu: I might consider another material.
[18:49:26] <JymmmEMC> anonimasu: will depend on what finish he wants
[18:49:29] <Dallur1> JymmmEMC/Cradek: Yup I'm in Iceland
[18:49:39] <anonimasu> if they use a good laser they should be able to cut it in a few minutes..
[18:49:39] <spasticteapot> Could I router and polish the acrylic?
[18:49:40] <JymmmEMC> Dallur1: ah, ok
[18:49:48] <spasticteapot> anonimasu: I'll E-mail them.
[18:49:54] <Dallur1> JymmmEMC: was away before, building the boat :)
[18:50:01] <JymmmEMC> spasticteapot: Sure, but it'll tkae you a LONG time to polish it
[18:50:03] <spasticteapot> I know a guy with a CNC router who will owe me a favor in the near future.
[18:50:05] <anonimasu> if they use a good laser they should be able to cut it in a few minutes..
[18:50:21] <Dallur1> JymmmEMC: need to finish it ASAP and leave :D
[18:50:21] <spasticteapot> Plan B is to just use some aluminum and give it a REALLY glossy coat of paint.
[18:50:41] <spasticteapot> anonimasu: A lot of the price examples were for fiddly little intricate htings.
[18:50:42] <spasticteapot> *things.
[18:50:46] <spasticteapot> I've just got big "D's".
[18:50:51] <anonimasu> I'd rotue it clean the edges up then flame polish them..
[18:50:55] <spasticteapot> It's for an art project - a computer case in the shape of an airfoil.
[18:51:02] <spasticteapot> anonimasu: For aluminum?
[18:51:07] <spasticteapot> Or acrylic?
[18:51:09] <JymmmEMC> anonimasu: Heh, that's not as easy as you make it out to be =)
[18:51:09] <anonimasu> no, for acrylic
[18:51:23] <anonimasu> JymmmEMC: ofcourse not
[18:51:29] <spasticteapot> anonimasu: I have no idea of how to do that.
[18:51:40] <spasticteapot> OTOH...acrylic is cheap, and I have every torch known to man.
[18:51:41] <JymmmEMC> plus, you'll need an oxy-propane torch too
[18:51:46] <spasticteapot> Bugger.
[18:51:49] <anonimasu> like propane flame and acrylic..
[18:52:06] <JymmmEMC> spasticteapot: you have a oxy-propane torch?
[18:52:25] <spasticteapot> Jymm: I've got acetylne, oxy-acetylene, mapp, oxy-mapp, propane, and a bench-mounted oxy-propane torch for pyrex.
[18:52:34] <anonimasu> well, that'll work
[18:52:35] <anonimasu> :)
[18:52:38] <spasticteapot> I might be able to use propane with my oxy-mapp torch, though.
[18:52:41] <anonimasu> try it with a piece of acrlic..
[18:52:43] <spasticteapot> anonimasu: Which one? :)
[18:52:49] <anonimasu> oxy-propane..
[18:52:52] <JymmmEMC> spasticteapot: dont use MAPP gas
[18:52:58] <JymmmEMC> spasticteapot: dont use MAPP gas on acrylic
[18:53:02] <spasticteapot> anonimasu: It's bench-mounted.
[18:53:21] <anonimasu> well, it dosent stop you from trying right?
[18:53:25] <spasticteapot> OTOH, my oxy-mapp torch uses the little mini canisters of MAPP gas.
[18:53:31] <spasticteapot> Propane canisters should fit, too.
[18:53:47] <spasticteapot> Also, the oxy-propane torch burns stupidly hot.
[18:53:59] <JymmmEMC> spasticteapot: that's he point
[18:54:01] <spasticteapot> Either it's making huge clouds of smoke, or it's capable of melting borosilicate glass.
[18:54:02] <JymmmEMC> the
[18:54:06] <anonimasu> fast fast fast..
[18:54:07] <anonimasu> :p
[18:54:08] <spasticteapot> Jymm: Can I use oxy-acetylene?
[18:54:11] <anonimasu> no
[18:54:12] <JymmmEMC> no
[18:54:16] <spasticteapot> Why not?
[18:54:21] <JymmmEMC> that's worse than mapp
[18:54:21] <spasticteapot> Just curious - I trust your judgement.
[18:54:29] <spasticteapot> ?
[18:54:33] <spasticteapot> How is it worse?
[18:54:48] <JymmmEMC> I'm assuming you want the acrylic to be clear
[18:55:05] <JymmmEMC> and not full of dark tinted residue
[18:55:22] <anonimasu> I think it's because it burns clean
[18:55:30] <anonimasu> while acetylene burns with black smoke..
[18:55:35] <JymmmEMC> yep
[18:55:51] <JymmmEMC> which fills the pores or the acrylic
[18:55:54] <anonimasu> http://www.overclock.net/case-mods-general-discussion/388518-flame-polish-acrylic-alcohol-reaction-catastrophic.html
[18:56:05] <anonimasu> there you got a good example..
[18:56:15] <JymmmEMC> alchol == hair line fractures
[18:56:20] <anonimasu> :D
[18:56:27] <anonimasu> yeah but it shows him flame polishing it too
[18:56:51] <spasticteapot> Okay, oxy-propane it is.
[18:56:59] <spasticteapot> Oxy-propane burns cooler than oxy-mapp, right?
[18:57:01] <fenn> Dallur1: where are you going to go? i hear thailand is nice...
[18:57:20] <anonimasu> yeah, but that depends on what nozzle.
[18:57:44] <Dallur1> fenn: anywhere and everywhere, to begin with I just want to leave Iceland, it's pretty much bankrupt now
[18:57:57] <JymmmEMC> spasticteapot: One hint... PRACTICE PRACTICE PRACTICE, and then PRACTICE PRACTICE PRACTICE some more on some scrap before you start on the real thing.
[18:58:03] <anonimasu> yep :)
[18:58:24] <spasticteapot> He's using a tiny butane torch.
[18:59:17] <JymmmEMC> spasticteapot: Hey, it's your money... go ahead try propane alone, then go out and buy MORE acrylic sheet when it fscks up =)
[18:59:32] <fenn> Dallur1: can i have your dome?
[18:59:42] <anonimasu> poululu will probably sell you acrylic if you want it lasered too..
[18:59:56] <anonimasu> they probably arent too keen on messing with your material..
[18:59:57] <anonimasu> :)
[18:59:59] <Dallur1> fenn: sure, but you will probably have to fight starving mobs to pick it up :)
[19:00:24] <anonimasu> (but that's just what I think)
[19:00:26] <anonimasu> I may be weong
[19:00:27] <anonimasu> wrong..
[19:02:02] <anonimasu> wb
[19:02:33] <JymmmEMC> spastic But, dont listen to me, I've never worked with acrylic before. Nope, never ever...
http://farm1.static.flickr.com/84/206158222_cb5c34978c.jpg
[19:09:14] <Dallur1> Dallur1 is now known as Dallur
[20:59:50] <JymmmEMC> hey alex
[21:02:59] <alex_joni> hey JymmmEMC
[21:03:49] <JymmmEMC> Got the mition sensor for the fog machine completed today... works awesome!!!
[21:03:51] <JymmmEMC> motion
[21:03:58] <alex_joni> nice
[21:04:05] <alex_joni> sounds like close to halloween..
[21:04:13] <JymmmEMC> yeppers =)
[21:04:31] <JymmmEMC> Gotta scare the shit out of the lil rat bastards some how!
[21:04:53] <JymmmEMC> Can't just walk up and knock on the door, they gotta earn that candy =)
[21:05:23] <fenn> * fenn suggests removing the steps
[21:05:29] <JymmmEMC> LOL
[21:05:45] <fenn> do they still teach rope climbing in schools?
[21:05:57] <JymmmEMC> Not a bad idea, but I don't have enough liability insurance nor enough places to hide the bodies
[21:06:18] <alex_joni> and they can still throw the eggs high enough I guess
[21:06:39] <fenn> that's why you need an emc-controlled sentry gun (to shoot the eggs before they hit)
[21:07:06] <JymmmEMC> That's ok, I could retrofit the motion sensor for that
[21:07:19] <alex_joni> this is too exciting for me :P
[21:07:23] <alex_joni> * alex_joni is off to bed
[21:07:24] <JymmmEMC> it's easily portable, looks like a lil animal
[21:07:50] <JymmmEMC> $20 fog machine, $60 to make the motion sensor
[21:08:03] <JymmmEMC> G'Night Alex
[21:09:54] <JymmmEMC> Now, if I could figure out how to wire in my cheap MP3 player, I could have sound effects sync'ed to when they walk up.
[23:36:19] <spastic_teapot> Hello everyone.
[23:37:09] <spastic_teapot> spastic_teapot is now known as spasticteapot
{kind=link}
{kind=link}
{kind=link}
{kind=link}