Back
[00:07:22] <stustev> jtr: don't mind at all
[00:08:23] <jtr> ok, thanks. Didn't know if you were expecting a lot of traffic.
[00:08:36] <jtr> Did the part measure out ok?
[00:09:08] <stustev> don't know for sure yet - it looks as if it is within +/- .005
[00:09:18] <stustev> that would be good
[00:09:51] <jmkasunich> tell your inspectors to hurry up - don't they know the whole internet is eagerly awaiting the results? ;-)
[00:10:18] <stustev> not as eagerly as a certain programmer :)
[00:11:24] <skunkworks> we had gotten a larg box of twist taps from the local junk yard.. We still use them today. sharp and stay sharp.
[00:11:28] <skunkworks> large
[00:11:59] <stustev> I had to download the manual for verisurf and rtfm so I could talk to the inspector and not be snowed as to why he couldn't get it done.
[00:12:00] <jmkasunich> the greenfield die I bought seems OK, its just the handle that is crap
[00:12:20] <skunkworks> yeck
[00:12:37] <stustev> I was beginning to feel like the abominable snowman - there was so much snow flying
[00:12:48] <jmkasunich> all I needed to do is clean up a lathe cut thread (I think my tool wasn't quite pointy enough)
[00:13:08] <stustev> you created "J" threads?
[00:13:19] <jmkasunich> I tried it just now, and the setscrews won't hold - even finger tight, and they pop right out, just not enough meat left in the holes
[00:13:25] <jmkasunich> yeah, something like that
[00:13:40] <jmkasunich> pitch diameter was in spec, but it tightened up in a properly tapped hole
[00:13:51] <stustev> unj threads are controlled root radius threads
[00:14:14] <jmkasunich> well, I'd have been reasonably happy with a sharp-v form
[00:14:25] <jmkasunich> not as strong, but it would fit
[00:15:49] <jmkasunich> I guess I need to add "die stock" to the list of projects I'd like to make
[00:17:27] <jmkasunich> or find one made 20+ years ago
[00:17:54] <stustev> try HGR - I hear they have a lot of stuff :)
[00:18:07] <jmkasunich> hand tools are actually somewhat rare
[00:18:59] <jmkasunich> they had a pile of air-powered tools like impact wrenches, power screwdrivers, die grinders, etc, but not things like die stocks or tap wrenches etc
[00:19:01] <stustev> I would have thought they had wall rack somewhere with about any kind of hand tool made
[00:19:21] <jmkasunich> I guess that kind of stuff doesn't get surplused as much
[00:19:28] <stustev> prob
[00:19:46] <jmkasunich> in your shop, do the guys own their own small tools and toolboxes, or is it company stock?
[00:20:02] <stustev> each employee has their own tools
[00:20:21] <jmkasunich> there you go - if a shop closes, the employees take their stuff
[00:20:31] <jmkasunich> only the machines and misc inventory, spare parts, etc, gets surplused
[00:20:39] <stustev> yes
[00:23:45] <skunkworks> http://cgi.ebay.com/CRAFTSMAN-TAP-DIE-SET-2-HANDLES-MADE-IN-USA_W0QQitemZ130257217395QQcmdZViewItem?hash=item130257217395&_trkparms=72%3A1205%7C39%3A1%7C66%3A2%7C65%3A12%7C240%3A1318&_trksid=p3286.c0.m14
[00:24:09] <jmkasunich> http://cgi.ebay.com/GREENFIELD-GTD-1751-SMALL-DIE-HANDLE_W0QQitemZ250287559528QQihZ015QQcategoryZ58227QQcmdZViewItemQQ_trksidZp1742.m153.l1262
[00:24:19] <jmkasunich> the craftsman set is hex, I need round
[00:24:49] <jmkasunich> the link I just posted is what appeared in the McMaster catalog pic
[00:25:19] <jmkasunich> what I got was black oxide, and had lots of tool marks and burrs
[00:25:35] <seb_kuzminsky> burrs on hand tools build character
[00:25:37] <jmkasunich> somewhere Mr. Greenfield is spinning in his grave
[00:25:53] <jmkasunich> if I wanted burs, I'd have bought the $8 chinese one and cleaned it up
[00:27:43] <stustev> can you drill and tap more holes?
[00:27:47] <skunkworks> http://cgi.ebay.com/3-VINTAGE-TAP-HANDLES-WITH-DIES-MACHINIST-TOOLS-LOT_W0QQitemZ350100285180QQcmdZViewItem?hash=item350100285180&_trkparms=72%3A1205%7C39%3A1%7C66%3A2%7C65%3A12%7C240%3A1318&_trksid=p3286.c0.m14
[00:28:44] <skunkworks> is it just me or is ebay really slow
[00:28:49] <jmkasunich> I need a small one - for 13/16" OD dies
[00:30:00] <fenn> * fenn figures it would have taken less time to make one than ranting
[00:30:16] <jmkasunich> fenn has no clue
[00:30:33] <fenn> it's just a circular pocket with some holes tapped in it
[00:30:51] <jmkasunich> and handles, either screwed or pressed into the body, and knurled
[00:30:58] <fenn> oh now you gotta go get fancy on me
[00:31:57] <jmkasunich> knurling is fancy, but you still need handles
[00:32:36] <fenn> frankenstein bolts
[00:32:39] <toastydeath> that's what she said
[00:32:40] <toastydeath> OHHHH
[00:32:45] <fenn> snap
[00:32:51] <toastydeath> re: handles obv
[00:32:53] <jmkasunich> if I were to go to the trouble of making one, I'd want to make one that I'd be happy with 20 years from now
[00:33:10] <stustev> you don't want to be happy with it today?
[00:33:15] <jmkasunich> that too
[00:34:15] <fenn> why are you using a die anyway?
[00:34:19] <stustev> sorry - the tone of the conversation had wandered and I got carried away
[00:34:44] <jmkasunich> fenn: to clean up a lathe cut thread that isn't quite right
[00:36:46] <jmkasunich> fenn: the rant isn't really about the die handle
[00:37:02] <jmkasunich> it's about the loss of quality, from what used to be a good American company
[00:37:32] <jmkasunich> I have tools that were given to me by my father after 40 years use, and I expect to be able to pass them on someday
[00:37:55] <jmkasunich> they don't seem to make that kind of thing anymore
[00:42:33] <stustev> will anyone pay for that quality today?
[00:43:17] <jmkasunich> probably not
[00:43:33] <jmkasunich> in my case, I chose the more expensive of the two tools offered - but neither was really that expensive
[00:44:09] <jmkasunich> hard to say what it would cost to make a nice tool in quantity
[00:44:55] <jmkasunich> OTOH, it doesn't cost any more to drill tap holes the right size than it does to drill them oversize
[00:45:40] <stustev> costs less - you don't have to do it again - just think what the rejected tools looked like
[00:46:33] <jmkasunich> they probably don't reject em
[00:46:48] <jmkasunich> ship 'em all, let the customer sort 'em out
[00:47:16] <stustev> kill
[00:47:26] <stustev> em all - let God sort em out
[00:48:24] <toastydeath> isn't that a thrash metal album
[00:48:26] <toastydeath> kill em all
[00:49:25] <stustev> bbl
[00:58:40] <jmkasunich> this should be interesting
[00:58:44] <jmkasunich> I just bought this:
http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=250287559528
[00:58:56] <jmkasunich> which is the exact same greenlee part number as the piece-o-crap
[00:59:32] <jmkasunich> I'm supposed to return the one to McMaster, but I think I'll wait till the "vintage" one gets here and take some side-by-side pics
[01:01:17] <cradek> I wish for a small tap holder with a post sticking out the back, that's actually good
[01:01:39] <cradek> I have two sizes of made-in-india brand, and neither can hold a tap straight, so it kind of defeats the purpose
[01:01:44] <jmkasunich> piloted tap wrench you mean?
[01:01:54] <cradek> yeah maybe that's what it's called
[01:02:22] <jmkasunich> I have two sizes that I bought from McMaster maybe 5 years ago - they are nice
[01:02:22] <cradek> http://imagehost.vendio.com/bin/viewimage.x/00000000/bobbrla/webpilottaps.jpg?vvid=44379175&allow_track_link=1&track=023b7bd29d-9879a&sp=1&vsid=1&vgp=1&vimgs=webpilottaps.jpg,webregtaps.jpg
[01:02:31] <cradek> these look like mine - they are crap
[01:02:40] <toastydeath> left-handed cresent socket three-quarter sixty rachet shifting quarter plum
[01:03:00] <cradek> I'll make a good one someday
[01:03:02] <jmkasunich> mine don't have such a long shaft sticking out
[01:03:10] <jmkasunich> its 1/2" diameter, maybe 5/8" long
[01:03:16] <cradek> I like the long shaft - I often stick it up an ER collet
[01:03:21] <jmkasunich> integral to the wrench, not screwed on
[01:03:31] <cradek> but if the tap wags around in a circle, what's the point
[01:03:34] <jmkasunich> they came with a piece that slips over the extension
[01:03:54] <cradek> I'll check mcmaster or enco. maybe there are some better ones I can just buy. looks tedious to make.
[01:04:18] <cradek> bbl
[01:04:29] <jmkasunich> mcmaster P/N 2550A65 and A65 look like mine
[01:05:27] <jmkasunich> they are good quality (or were 5 years ago, hopefully they haven't gone to crap too)
[01:05:32] <jmkasunich> mine are stamped USA
[01:05:54] <jmkasunich> good finish, and I've never noticed any runout
[01:07:14] <jmkasunich> well, there's a little runout (just chucked it in the drill press by the pilot)
[01:39:16] <jmkasunich> * jmkasunich read the fine print - the "Greenfield" POS is NOT labeled made in USA
[01:50:42] <jmkasunich> I guess Greenfield exists in name only
[01:50:43] <jmkasunich> http://findarticles.com/p/articles/mi_qa3837/is_200607/ai_n17173787/pg_6?tag=artBody;col1
[02:32:11] <mariooliveira> hello world
[02:33:25] <mariooliveira> i started building my cnc machine
[02:34:00] <mariooliveira> still i haVE MANY THINK TO THINK HOWTO
[02:34:06] <mariooliveira> opps
[02:34:50] <mariooliveira> hard to fing good item for my cnc
[02:35:38] <mariooliveira> what are the requirement for cutting smal pieces od atele?
[02:35:53] <mariooliveira> steel
[02:37:20] <cradek> can you ask a more specific question?
[02:42:09] <mariooliveira> what are the router requirements for starting cutting smal pieces of steel ?
[02:42:42] <cradek> you can cut steel with HSS tooling at 75-100 feet/minute
[02:42:56] <cradek> so you need to match spindle speed and cutter size
[02:44:27] <mariooliveira> i see
[02:50:50] <cradek> for instance if you use a 3/8 tool, which is a nice common size for cutting steel, to get 100 surface feet/minute you need 1000 RPM
[02:51:02] <cradek> so you cannot use something like a wood router because it spins way too fast
[02:51:39] <cradek> even at that speed you will need some coolant or oil to cut steel
[02:55:03] <mariooliveira> i thought steel required more spin for the same speed cutting as wood
[02:56:09] <mariooliveira> so the fabricant of tools gives several spins and speed cutting
[02:56:11] <cradek> no that is certainly not right
[02:56:24] <cradek> to cut wood you spin the tool VERY fast
[02:56:31] <mariooliveira> ok
[02:56:41] <cradek> if you do that with steel the tool would instantly burn up and be destroyed
[02:56:57] <mariooliveira> ok
[02:57:22] <cradek> and for steel the machine itself must be MUCH heavier and stiffer
[02:57:33] <cradek> a wood cutting machine and steel cutting machine have really nothing in common
[02:59:37] <cradek> how big of a machine do you want to get?
[03:00:12] <mariooliveira> i have a smal dreamel :(
[03:00:17] <mariooliveira> dremel
[03:00:33] <cradek> what kind of steel parts do you want to make?
[03:01:16] <mariooliveira> not sure i just would like to do smal pieces
[03:01:33] <mariooliveira> i mean to be able to
[03:01:46] <cradek> if you want to do a lot of work in steel easily, you will probably want a machine that weighs 1000 lb (500 kg) or more
[03:02:18] <mariooliveira> that woiuld be too expensive
[03:02:31] <mariooliveira> no need for that
[03:03:33] <cradek> steel is hard to work with. aluminum and brass are easier, but more expensive
[03:03:51] <mariooliveira> i just would like to be able to make small pieces from time to time
[03:03:59] <mariooliveira> aluminium would be good
[03:04:27] <mariooliveira> cutting aluminium yes
[03:04:32] <mariooliveira> as minimum
[03:05:13] <cradek> if you go slow, aluminum can be cut on a desktop size machine
[03:05:25] <cradek> like sherline sells
[03:09:46] <mariooliveira> let me see if i can fing an image of a machine i was thinking adpting
[03:11:01] <mariooliveira> somting similar to this
http://suppliers.jimtrade.com/66/65998/31055.htm
[03:11:26] <mariooliveira> remove engine a put on my cnc machine
[03:11:42] <mariooliveira> its a bit heavie
[03:12:12] <mariooliveira> maybe a mall version of it
[03:13:17] <cradek> you cannot really mill much with a drill press head - they are not made for side load on the tool
[03:14:27] <mariooliveira> ohh
[03:15:04] <mariooliveira> how do i know if a head is able to work with side load?
[03:15:08] <cradek> but there are machines that size made for milling
[03:15:39] <cradek> like
http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=44991
[03:15:48] <cradek> see how it is called a mill/drill, not a drill press
[03:16:17] <mariooliveira> yes i see
[03:16:44] <cradek> you have to work very patiently and slowly to cut metal on a machine this size
[03:16:51] <cradek> but you can do it
[03:17:05] <mariooliveira> ok
[03:17:32] <cradek> how much space do you have?
[03:17:51] <mariooliveira> ?
[03:18:01] <cradek> if you are near used machinery you can get real full size equipment for the same money as this desktop stuff
[03:18:21] <cradek> it will be OLD and worn but better for cutting metal than a new desktop machine
[03:19:28] <mariooliveira> for get about steel im going for aluminium only
[03:19:45] <mariooliveira> :(
[03:20:43] <mariooliveira> what the diference betwenn a mill machin and drill machine in its head? rollers?
[03:20:54] <cradek> yes bearings
[03:21:19] <mariooliveira> so if i change the head can i do mill?
[03:22:29] <cradek> I'm not qualified to suggest how to build a machine that will perform well
[03:22:43] <mariooliveira> ok
[03:22:51] <cradek> I have nto made a machine from nothing - I always start with an existing machine
[03:22:53] <cradek> not
[03:24:28] <mariooliveira> ok thanks for the tips
[03:24:34] <cradek> welcome
[03:24:34] <mariooliveira> :)
[03:24:40] <cradek> good luck with your project
[03:24:53] <mariooliveira> i will nedd a lot
[03:26:12] <cradek> :-)
[03:26:35] <DanielFalck> cradek: I looked at the oil at work and it is NuCut Plus
[03:26:46] <cradek> DanielFalck: thank you
[03:26:48] <DanielFalck> seems to work very well
[03:26:58] <cradek> DanielFalck: I tried to find a distributor with a price list, but failed, I will have to call one
[03:27:28] <cradek> 'no smell' would be very nice
[03:27:30] <DanielFalck> you could get some samples from them, or have Stuart get some for his shop and you get a bit of it
[03:27:46] <cradek> I think I need 9 gallons :-/
[03:27:57] <DanielFalck> they could probably sample that to a shop like his
[03:28:07] <cradek> but yeah I could try it without filling the sump.
[03:28:14] <DanielFalck> see if you can talk him into it
[03:28:41] <DanielFalck> seems like they did a large sample run for us at no charge
[03:29:00] <cradek> heh, I think I'd feel a bit dirty doing that.
[03:29:17] <DanielFalck> or just call them direct and offer money
[03:29:27] <DanielFalck> we aren't using a distributor
[03:29:33] <cradek> ok, interesting
[03:29:59] <DanielFalck> we buy it by the 'tote' - 250 gallon poly container
[03:30:19] <cradek> can I "drop" your name? what is your company?
[03:30:25] <DanielFalck> king cycle group
[03:30:39] <DanielFalck> sure
[03:30:40] <cradek> they might like to hear where I got the nice recommendation.
[03:30:49] <DanielFalck> there you go
[03:32:12] <cradek> Plus is the heaviest, they also have Lite and Super Lite or something like that
[03:32:18] <DanielFalck> if you look up 'Chris King' and 'bottom bracket' on google you can see some of my handy work
[03:33:03] <cradek> neat
[03:33:16] <cradek> is that anodized aluminum, or something exotic?
[03:33:24] <DanielFalck> anodized aluminum
[03:33:39] <cradek> do you do the anodizing too?
[03:33:48] <DanielFalck> we're working on that
[03:33:54] <DanielFalck> not quite there
[03:33:59] <cradek> it would be neat to be able to do it in house
[03:34:05] <cradek> "in garage" haha
[03:34:22] <DanielFalck> we have a room set aside for that with a lot of equipment to set up
[03:34:33] <cradek> "Imagine your current Friday night leg-shaving ritual finishing with a few minutes in the garage to get your bike as smooth as you are."
[03:34:42] <cradek> uh, sounds like bicyclist porn
[03:34:42] <DanielFalck> ha
[03:34:52] <DanielFalck> there's a lot of that around this town
[03:35:01] <DanielFalck> it's almost a religion
[03:35:18] <cradek> portland?
[03:35:24] <DanielFalck> I ride 30 miles a day and I'm not one of the hardcore
[03:35:29] <DanielFalck> yes portland
[03:36:00] <cradek> I hear that's a nice hippie stronghold, I'd like to visit sometime but haven't.
[03:36:06] <jmkasunich> fancy bike parts
[03:36:33] <DanielFalck> I'm from Iowa. Imagine my Dad coming out here to visit : )
[03:36:40] <cradek> heh
[03:38:49] <DanielFalck> cradek: you're in Nebraska right?
[03:38:56] <cradek> yes lincoln
[03:39:02] <DanielFalck> is Jepler there too?
[03:39:16] <cradek> yes
[03:39:47] <DanielFalck> wow the EMC stronghold is in the midwest : )
[03:40:54] <cradek> we're all over it seems
[03:42:44] <DanielFalck> EMC has taken me on a diversion (one that I really like). I've learned a lot about linux and open source software.
[03:42:58] <DanielFalck> I've been learning a lot about python lately
[03:43:18] <DanielFalck> I got into the apt360 stuff
[03:43:40] <cradek> have you used apt before or just now apt360?
[03:43:40] <DanielFalck> now, I'm trying to learn how to interface python with C++
[03:43:53] <cradek> ah, that can be tedious
[03:43:56] <DanielFalck> I've been using apt360 for over a year now
[03:44:15] <DanielFalck> I used it for a real paying project in my home shop this summer
[03:44:25] <DanielFalck> it worked very well for that
[03:44:48] <DanielFalck> it's parametric, so I was able to make revisions and generate code instantly
[03:45:08] <DanielFalck> I'm using some visual tools to help- aptsketch and vapt
[03:46:07] <DanielFalck> but the python code is what I really like
[03:46:17] <DanielFalck> it's pretty natural
[03:46:37] <DanielFalck> all in all, open source is great
[03:49:56] <cradek> neat. I hope to learn apt sometime too.
[03:50:10] <DanielFalck> if you need any help, let me know
[03:50:18] <DanielFalck> I have a lot of documentation
[03:50:21] <cradek> thank you, I'm sure I will
[03:50:42] <cradek> I bet there's a good book with examples and docs and stuff - somewhere
[03:50:53] <DanielFalck> oh, yes I have several
[03:51:02] <DanielFalck> Irvin Kral comes to mind
[03:51:10] <DanielFalck> you can find his book on amazon
[03:51:15] <DanielFalck> let me go get it
[03:51:17] <cradek> what's the title?
[03:51:52] <DanielFalck> 'Numerical Control Programming in APT'
[03:51:59] <cradek> http://www.abebooks.com/servlet/BookDetailsPL?bi=1179246498&searchurl=an%3Dirvin%2Bkral%26sts%3Dt%26x%3D0%26y%3D0
[03:52:05] <cradek> $10
[03:52:06] <DanielFalck> that's the absolute best thing I've seen so far
[03:52:09] <DanielFalck> get it
[03:52:28] <cradek> done :-)
[03:52:45] <DanielFalck> if you install apt360, we transcribed an older manual that's pretty good too
[03:53:13] <DanielFalck> I use those two docs 99% of the time
[03:53:58] <DanielFalck> crotchetyGuy has done a lot of great things for apt and postprocessing
[03:54:25] <DanielFalck> he has a python module called 'postp' that lets you roll your own post pretty easily
[03:54:45] <DanielFalck> he's been using apt and postp at his job for a while now
[03:55:20] <DanielFalck> he did a 4th axis job that was pretty nice- he didn't want to hand deburr a cutout in a tube, so he wrote a program to do it
[03:55:37] <DanielFalck> or I should say, an apt program/file
[03:57:00] <cradek> ok, got that book, thanks for the pointer
[03:57:16] <DanielFalck> we'll see you over in #cam sometime soon
[03:58:31] <cradek> for now, goodnight! it's getting late.
[03:58:39] <DanielFalck> talk to you later
[03:58:40] <cradek> thanks again.
[03:58:44] <DanielFalck> goodnight
[06:13:06] <renesis> gentlemen
[06:13:09] <renesis> hai
[06:14:05] <renesis> electronics tech @ stanton/krk/cerwin-vega > cnc tech @ commercial cabinet failshop
[06:14:56] <renesis> heh coworker told me that failshop is failing, they just cut everyones health benefits
[06:24:49] <toastydeath> =/
[06:29:53] <renesis> is cool i has new better job
[06:30:23] <renesis> * renesis stacks smt chips and resistors in epic smt rework tasks
[06:37:10] <fenn> done breathe the fumes
[06:37:54] <renesis> pfft
[06:38:07] <renesis> flux fume make you strong
[06:39:31] <fenn> prolly better than mdf dust
[06:40:06] <toastydeath> or raydon
[06:40:27] <renesis> dongs
[06:40:36] <renesis> heh, sry
[06:41:57] <toastydeath> hahahahaha
[06:42:25] <toastydeath> what do you think this is, jerkcity?
[06:43:05] <renesis> i am from efnet sir
[06:43:18] <renesis> so, indeed
[07:35:30] <Paragon> Thanks for the info cradek, sorry for the delay in replying....
[14:21:59] <archivist_ub> this time on youtube
http://nl.youtube.com/watch?v=adT8Dr5JZ4c the real job not a practice one
[14:23:12] <cradek> so cool!
[14:24:07] <BigJohnT> archivist_ub: did you write the code by hand?
[14:24:11] <archivist_ub> yesum
[14:24:22] <BigJohnT> neato!
[14:24:34] <archivist_ub> brain was lacking so had to use hands
[14:25:51] <BigJohnT> did you use O code to loop for each tooth?
[14:25:59] <archivist_ub> yes
[14:26:33] <archivist_ub> multiple loops
[14:26:45] <BigJohnT> cool
[14:26:51] <archivist_ub> and calculated step sizes
[14:27:52] <cradek> did you do the crossings on that one by hand? seems like a tough job because you don't want to scrape up the inside surface of the cylinder part
[14:31:03] <archivist_ub> that is a cnc job as well but separate
[14:31:20] <archivist_emc> http://pastebin.ca/1211533 for the gcode
[14:32:01] <BigJohnT> I like all the comments :)
[14:32:13] <archivist_ub> I just want the a axis to understand radius so I can use f for cutting speed
[14:32:35] <cradek> * cradek searches for G
[14:32:51] <archivist_ub> there are still warts in the code but it worked!
[14:34:33] <rayh> Is there a page that describes how tool length comp works with various 5 axis machine configurations?
[14:34:50] <cradek> archivist_ub: yeah feed rate with rotaries is a pain. the best way is to use inverse time mode g93 and think in times, not feed rates
[14:35:25] <archivist_ub> cradek, but the cut will change with diameter ! so thats wrong as well
[14:35:31] <cradek> rayh: tool length compensation can be along Z or W. if your kinematics puts W along the tool orientation, and you use TLO along W, it works great
[14:36:03] <cradek> archivist_ub: yeah you have to calculate the time for each cut
[14:36:20] <archivist_ub> ug
[14:36:32] <rayh> How about both plus and minus tool lengths?
[14:36:38] <cradek> rayh: that is fine
[14:38:08] <rayh> Great thanks.
[14:44:28] <skunkworks_> archivist_ub: very nice!
[14:44:46] <archivist_ub> ta
[14:53:57] <stuste1> archivist_ub: NICE! video - had to look up what a verge wheel is - impressive job
[14:57:10] <skunkworks_> seb_kuzminsky: !
[14:58:02] <seb_kuzminsky> skunk!
[14:58:09] <seb_kuzminsky> how you doin
[14:58:25] <seb_kuzminsky> how's your servo x3 coming?
[14:58:32] <skunkworks_> Good - nice work on the hosmot2 firmware.. Looks like things are coming along.
[14:58:41] <skunkworks_> that is not me. :)
[14:58:53] <seb_kuzminsky> oops i'm thinking someone else sorry
[14:59:06] <skunkworks_> heh
[14:59:11] <seb_kuzminsky> yeah the hm2 stuff is starting to shape up
[14:59:19] <seb_kuzminsky> i think pwmgen is basically feature complete now
[15:00:18] <skunkworks_> this is one of my ongoing projects.. (as in I have not worked on it in ages)
http://www.electronicsam.com/images/KandT/DSCCurrent.JPG
[15:00:29] <skunkworks_> and
http://www.electronicsam.com/images/KandT/servostart/boardagain.png
[15:00:41] <seb_kuzminsky> are you sam on cnczone?
[15:01:08] <skunkworks_> samco
[15:01:14] <seb_kuzminsky> is that "the Mazak"?
[15:01:22] <skunkworks_> kerney and trecker.
[15:02:18] <seb_kuzminsky> cool
[15:03:20] <skunkworks_> I will be using the mesa card for that.
[15:03:24] <seb_kuzminsky> what's the boardagain pic? motor amp?
[15:03:46] <skunkworks_> yes - simple current limited h-bridge. hoping for 150v 20a
[15:03:59] <seb_kuzminsky> what frequency response?
[15:04:13] <skunkworks_> (so I will need pwm up/down... ;))
[15:04:37] <cradek> skunkworks_: can I trade this eagle screenshot for a photo of a board that's tested and working?
[15:04:40] <seb_kuzminsky> you'll want pwmgen.XX.output-type = 2, then ;-)
[15:05:06] <skunkworks_> cradek: I still think it would be a good test of jeplers machine.. ;)
[15:05:15] <skunkworks_> seb_kuzminsky: great :)
[15:05:46] <seb_kuzminsky> output-type is a param instead of a load-time argument like the pwmgen sw component
[15:05:58] <seb_kuzminsky> also i added output-type=3, meaning pdm
[15:06:25] <skunkworks_> nice - I have used a similar amp that I made in pdm mode out of the printer port. worked great.
[15:06:43] <seb_kuzminsky> which mesa board are you going to use? 5i20?
[15:06:48] <skunkworks_> yes
[15:07:13] <skunkworks_> I have 2 at the moment.
[15:07:27] <skunkworks_> one will probably be running a puma robot. (another project)
[15:07:33] <seb_kuzminsky> you can get boards fabbed for pretty cheap, i've used BatchPCB before
[15:07:33] <dushantch> are there some drawbacks when using 7i43 instead 5i20? it's cheaper :)
[15:07:50] <seb_kuzminsky> dushantch: it's slower, and the cabling to the pc can be a bit fussier
[15:07:51] <skunkworks_> slower general I/0
[15:08:07] <seb_kuzminsky> dushantch: 7i43 can do 4-channel servo control at about 4 Khz, the 5i20 goes up to 10 Khz
[15:08:23] <dushantch> thanks
[15:08:27] <skunkworks_> and that ;)
[15:09:56] <dushantch> so they can't get something like 2000imp/rev enc on 50r/sec motor?
[15:10:16] <skunkworks_> that doesn't matter..
[15:10:19] <seb_kuzminsky> skunkworks: batchpcb is in boulder, co (where i live), i had them make a servo amp like jepler's etch servo amp for testing
[15:10:36] <skunkworks_> seb_kuzminsky: aprox price?
[15:10:42] <seb_kuzminsky> $25 for my little board
[15:11:01] <skunkworks_> the mesa card will count the encoders pretty much as fast as you would ever want.
[15:11:18] <skunkworks_> iirc into the mhz range.
[15:11:19] <seb_kuzminsky> both the 7i43 and the 5i20 count encoder pulses at the same rate (rediculously fast)
[15:11:31] <dushantch> ahh, ok
[15:12:21] <skunkworks_> the 4khz/10khz is how fast emc updates the servo loop.
[15:12:25] <dushantch> but they can control at 100ns and 250ns?
[15:13:14] <dushantch> khm meant 0,1 ms
[15:15:40] <dushantch> so to have like .1mm servo control you're maxed out at 1m/s feed?
[15:16:00] <skunkworks_> no.
[15:19:31] <seb_kuzminsky> dushantch: you generally trade speed for precision, but the emc2 trajectory planner takes care of it for you
[15:21:26] <dushantch> seb_kuzminsky: thanks, I thought there would be some good solution
[15:21:36] <skunkworks_> the .1ms rate would be - read encoder positon -> calculate new trajectory -> output new pwm siganl. (I am being very vauge)
[15:22:29] <dushantch> skunkworks_: thanks
[15:24:57] <dushantch> As those calculations are CPU based (so that faster cpus could do them more frequently) then I gather that 5i20's can give read encoder and output pwm in .1ms? and 7i43 in .25ms? Is that the limiting factor?
[15:25:41] <seb_kuzminsky> the 7i43 is io limited, it connects to the PC by EPP, which can transfer about 1 MB/s
[15:25:59] <seb_kuzminsky> the 5i20 is PCI, which is about 133 MB/s
[15:30:58] <seb_kuzminsky> i'm not sure exactly how the time breaks down between CPU and IO, but it'd be easy to find out by looking at the time statistics in HAL
[15:31:06] <dushantch> is 5i23 faster than 5i20 in this context, as it has more advanced fpga?
[15:31:14] <skunkworks_> dushantch: it could do the steppers the same way - instead of the computer outputting the pulses at 50us or whatever - it just tell the stepper how 'fast' it should be going every .1ms
[15:31:17] <seb_kuzminsky> "not yet"
[15:31:29] <seb_kuzminsky> dushantch: the 5i22 and 5i23 both support DMA, which the 5i20 doesnt
[15:31:42] <seb_kuzminsky> but the hm2 driver doesnt do dma yet, so it's a wash for now
[15:32:49] <dushantch> seb_kuzminsky: The thought to ask about how servo loop timing corellates with bandwith in this case didn't even cross my mind :)
[15:32:57] <seb_kuzminsky> skunkworks: hardware stepgen is nice :-)
[15:33:32] <seb_kuzminsky> dushantch: ;-)
[15:33:57] <seb_kuzminsky> dushantch: it's not an issue with software pwmgen & encoder, since it's all on the CPU and the bandwidth is stupid high
[15:34:22] <dushantch> seb_kuzminsky: and even to ask how DMA helps for RT :)
[15:35:05] <dushantch> I thought that 5i20 does PWM generation, not cpu
[15:35:52] <seb_kuzminsky> dushantch: it does, i was comparing the hm2_5i20 to software-based pwmgen running on the CPU
[15:36:20] <dushantch> seb_kuzminsky: ahh, ok my english is a little rusty :)
[15:41:07] <dushantch> and now something completly different: In omron servo drives there exist PID and ff loop, and in EMC2 also, when used together which is better to use? emc's or sevodrives? or something else?
[15:43:16] <dushantch> ofcourse there exist stepgen imput for thos eservodrives, but I think it's worse solution than +-10V analog input
[15:43:43] <cradek> dushantch: if they are velocity mode it's very easy to tune a position loop around that
[15:47:01] <BigJohnT> seb_kuzminsky: pardon my ignorance but in layman's terms what does hostmot do ?
[15:47:03] <dushantch> cradek: well it's selectable afaik, so you think about velocity mode stepgen from emc2 and PID tuning in driver, right?
[15:47:30] <dushantch> s/driver/servo drive
[15:47:48] <cradek> no, step servos are a bad idea
[15:48:00] <seb_kuzminsky> BigJohnT: hostmot and hostmot2 are both fpga motion control firmwares for Mesa's "AnythingIO" boards, with emc2 drivers
[15:48:10] <cradek> I mean the +-10 is an input to a velocity loop in the amp
[15:48:29] <seb_kuzminsky> it puts hard-realtime stuff like encoder counting and pulse generation on high-speed, dedicated hardware (the FPGA on the AnyIO boards)
[15:48:57] <BigJohnT> so hostmot2 is the new one you have been working on?
[15:49:04] <seb_kuzminsky> yep :-)
[15:49:10] <BigJohnT> cool
[15:49:40] <BigJohnT> does EMC send step and direction to hostmot2?
[15:50:17] <cradek> no
[15:50:18] <seb_kuzminsky> no, it sends commands like "make steps at X KHz"
[15:50:38] <cradek> or "set the analog output to the amps like this"
[15:51:03] <tomp> control loops inside control loops are bad. i think thats why stuste1 wanted 'dumb' amps. ( two guys driving the car is bad)
[15:51:19] <dushantch> cradek: I just looked, they have position, speed, and current loop
[15:51:26] <seb_kuzminsky> BigJohnT: what the sw components "encoder", "stepgen", and "pwmgen" do on the host CPU, hostmot2 does on the fpga
[15:51:50] <cradek> tomp: position loop around a velocity loop (around a torque loop) is how virtually all servo systems have worked for a long time
[15:52:02] <tomp> cradek true and bad
[15:52:07] <cradek> I don't agree that it's a bad setup. it works great.
[15:52:39] <cradek> dushantch: you could use speed or current with emc with great results
[15:52:41] <seb_kuzminsky> BigJohnT: think of it as running the base thread on the fpga
[15:52:48] <tomp> posn afround speed, true (i misread) position and speed around speed is bad ( does emc ever check velocity )
[15:53:14] <BigJohnT> ok, thanks for the explanation seb_kuzminsky
[15:53:50] <dushantch> cradek: can you explain how to do cnc servo control with current (power) loop?
[15:54:14] <anonimasu> hmm
[15:55:22] <cradek> dushantch: position around torque just tunes a little differently. a high resolution encoder is best for this setup.
[15:56:01] <cradek> if the encoder is low resolution you will get position quantization at low speeds
[15:56:36] <dushantch> encoders in those systems are from 13 to 17 bits
[15:57:19] <cradek> I don't understand what you mean by bits of encoder
[15:57:44] <cradek> I mean encoder counts/mm or counts/inch
[15:57:50] <tomp> bit count in encoder infers absolute encoders
[15:59:16] <dushantch> they're like 2-16k/rev
[15:59:45] <cradek> 2k/rev on a .2in leadscrew is only 10000/inch
[16:00:12] <cradek> for .001 precision that would be fine, but for finer you should definitely have more counts
[16:01:48] <tomp> yes keep encoder detect unit smaller than command unit ( fanuc speak)
[16:02:35] <dushantch> .001 in inches?
[16:02:59] <dushantch> ofc :)
[16:03:00] <cradek> yes sorry, I think in inches
[16:03:13] <dushantch> np, I just muliply with 25
[16:03:26] <archivist_ub> * archivist_ub is bilingual in dimensions
[16:03:46] <tomp> bi-dimensional ?
[16:03:56] <dushantch> just say 2D :)
[16:04:20] <archivist_ub> cradek how about a scrolling mgs/debug window in axis to I dont need to press an effing button
[16:06:24] <cradek> eh?
[16:06:36] <cradek> are you talking about the new message thing in trunk, or the old dialogs in 2.2?
[16:06:58] <cradek> I like the new thing in trunk a lot.
[16:07:20] <BigJohnT> * BigJohnT does too :)
[16:07:42] <dushantch> I found it now, they mean those bits as exponents something like 16 bits: 16384P/R
[16:08:03] <dushantch> 17 bits would be 32k/rev :)
[16:09:48] <cradek> 2^16 = 65536
[16:10:08] <dushantch> yeah, but they divide by 4 :)
[16:10:09] <archivist_ub> cradek ah /me awates the noo then (and continues to hate the old msg dialogs)
[16:10:45] <cradek> archivist_ub: so build trunk and try it if you want
[16:11:00] <archivist_ub> hmm I spose.....
[16:12:10] <BigJohnT> archivist_ub: it's so easy I can do it :)
[16:12:21] <archivist_ub> I need to for the things stuart was on about with changing the axis display
[16:13:08] <archivist_ub> my progs have a crap display in axis because of what I do with the A axis
[16:15:05] <cradek> that's in trunk too
[16:15:13] <cradek> I haven't tried it yet
[16:15:18] <archivist_ub> :)
[16:17:01] <archivist_ub> then I will really need a 5th axis because I fed up moving this one for each job type
[16:18:10] <BigJohnT> Take Five, Dave Brubeck
[16:18:21] <dushantch> cradek: ok so if I understood you (and based on this diag
http://img504.imageshack.us/my.php?image=11bw6.jpg) you say that the best thing is to have position loop with emc2 with speed loop and current loop in servo drive itself?
[16:22:28] <dushantch> or all 3 should be emc controlled?
[16:23:36] <tomp> dushantch: it is likely that you would choose speed OR current loop inside the amp (there are other possibilities for the entire control scheme, but inside the amp you wont have both )
[16:27:51] <tomp> BigJohnT: i had to check, yep thats the tune i cant get outta my head now
http://www.youtube.com/watch?v=pFsQeDFbptc (next try sidewinder lee morgan )
[16:29:24] <dushantch> tomp: well I'm reading the manual and they offer: Speed loop proportional gain
[16:29:26] <dushantch> S Speed loop integral gain (Speed loop integral time constant)
[16:29:28] <dushantch> S Current loop command filter
[16:29:32] <dushantch> for analog input mode
[16:29:53] <dushantch> so no D in speed loop
[16:31:20] <tomp> got a manual link?
[16:31:41] <BigJohnT> tomp know what show take five was the theme song for?
[16:32:04] <dushantch> tomp: a sec
[16:32:21] <tomp> BigJohnT: hmm, rt66?
[16:32:28] <BigJohnT> nope
[16:32:53] <tomp> dunno (asks steve allen, he sez how yer bird)
[16:33:32] <dushantch> tomp: here's product link, manuals at bottom
http://industrial.omron.eu/en/products/catalogue/motion_and_drives/servo_systems/servo_drives/sigma_ii/default.html#productinfo13_2
[16:33:37] <BigJohnT> the secret life of machines
[16:34:01] <tomp> BigJohnT: oh, i'm way off the time line
[16:34:09] <tomp> dushantch: looking now
[16:34:34] <BigJohnT> * BigJohnT goes to the fab shop to get some material bbl
[16:37:44] <BigJohnT> but first a good Irish song
http://www.youtube.com/watch?v=ipM20JtNuqA
[16:38:41] <tomp> dushantch: sigma II series?
[16:38:47] <dushantch> tomp: yes
[16:38:52] <dushantch> tomp:
http://downloads.industrial.omron.eu/IAB/Products/Motion%20and%20Drives/Servo%20Systems/Servo%20Drives/Sigma-II/I15E/I15E-EN-01+SIGMA-II+Datasheet.pdf
[16:39:29] <dushantch> tomp: in that datasheet there are settings on pg. 13
[16:40:01] <tomp> dushantch: i grabbed the wrong manual, getting user manual now ( are you in users manual or technical manual ?)
[16:40:26] <tomp> ffff (5 min remaining... snore!)
[16:40:30] <dushantch> tomp: both :) tech is a little vague
[16:40:37] <tomp> heh
[16:41:30] <dushantch> btw, that datasheet has programming info so there I found pointers
[16:42:13] <dushantch> tomp: tech manual on pg.10 mentiones control options
[16:42:44] <dushantch> tomp: and tuning recomendations
[16:42:52] <tomp> while i wait, it's omron, hard to tell diff between yaskawa omron automation direct panasonic... so i'd be surprised if there no PID speed loop, and expect a P only possibility ( makes it a dumb amp with simple speed loop )
[16:43:02] <tomp> dushantch: will get tech manual after
[16:43:59] <dushantch> there's a PI speed loop, and an option to control position and speed loop, 2 inputs
[16:44:57] <tomp> 5.4 of 7.4 meg (snore) (user manual still)
[16:45:00] <dushantch> 1 Control Method Selection 0
[16:45:02] <dushantch> 7 Position control (pulse train reference)<>Speed control (analog reference
[16:46:10] <tomp> you want servo control right?
[16:46:28] <tomp> no funky servo to step control, right?
[16:48:18] <tomp> crap this IS yaskawa, i got 4 sgda's purring right next to me
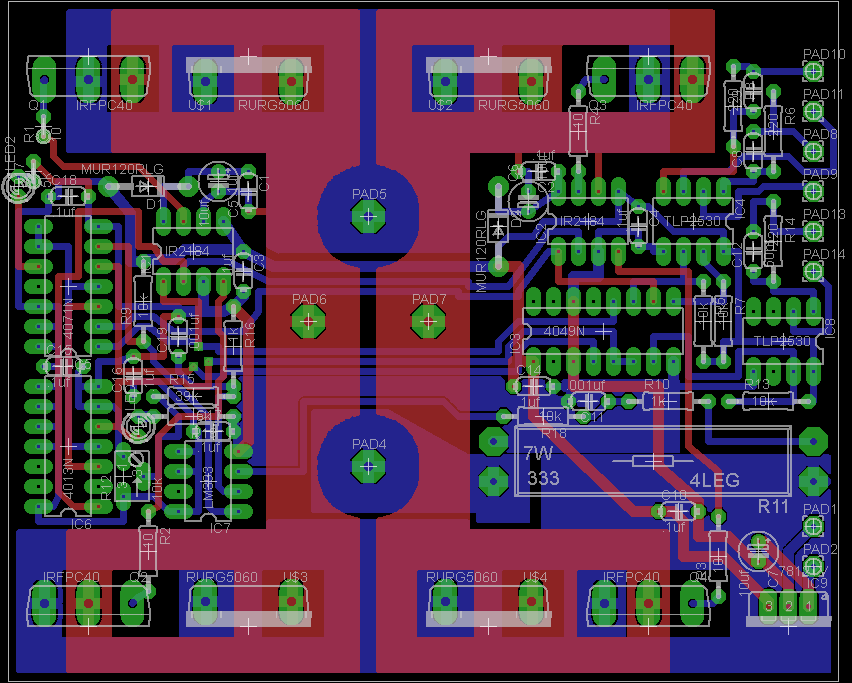
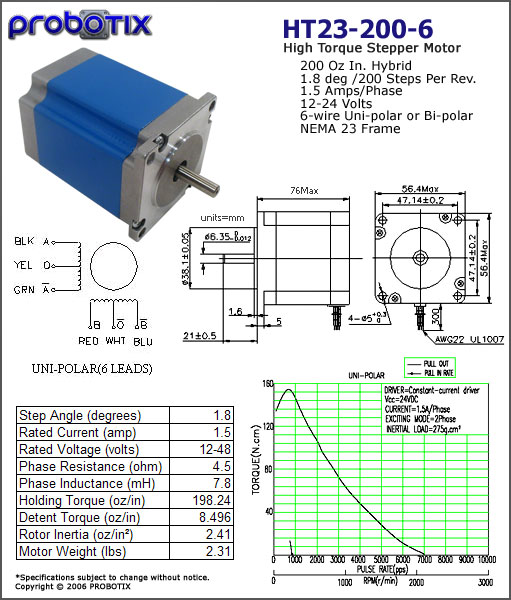
[16:48:44] <jasonphd> i'm using this board (
http://www.soc-machines.com/pdfs/MC433G%20%20Hardware%20Technical%20Manual%20R11b.pdf) with these motors (
http://www.probotix.com/specs/HT23-200-6_specs.jpg) and when i try to go through the emc2 stepconf wizard and run the test axis option on each axis, the motors make a noise but dont turn, except on the a axis where it will turn but only in one direction... anyone know what i may have wrong?
[16:49:14] <tomp> dushantch: what model amplifier?
[16:49:39] <dushantch> top right
[16:50:13] <dushantch> tomp: sorry, sigma II i'm still looking for exact model
[16:57:13] <tomp> dushantch: dont worry about model, the amps are generic. the P >scale< is a parameter inside the amp. So are the I and D parameters inside amp. The Vref velocity command is an analog value ( a physical thing) from your control card ( emc2->controlcard->amplifier->motor)
[16:58:02] <tomp> dushantch: yep, i'm tracing down the relevant pages. 6-10 is wiring, and now am in 8-4 about tuning and setup.
[16:58:21] <dushantch> tomp: but what about option to input both position and speed to amp?
[16:59:18] <dushantch> tomp: that's Pn00117 parameter
[17:03:36] <dushantch> page 507 or section 8.10
[17:03:40] <tomp> i think... dont 'input both position and speed to amp' ( is this for emc??) emc will decide position and when to get there, and emc will calc speed from that, and tell the amp that speed. so (imo) dont do that
[17:04:55] <tomp> i found P & PI mode params, but will wait to see we're on same track
[17:07:13] <dushantch> yep I found only PI and P modes pg 471
[17:07:53] <dushantch> tomp: so you mean only to control speed with emc with analog signal
[17:10:54] <tomp> yes, that is my suggestion. emc monitors position and decides what to command in speed ( position is an input to emc), emc can extrapolate speed from the change in position and time, emc can command (output) speed to the amplifier)
[17:11:37] <tomp> heh ignore unmatched parens
[17:13:35] <dushantch> :)
[17:13:38] <tomp> to my understanding, emc commands speed. i am not sure it it >controls< speed. ( my earlier question ).
[17:15:05] <dushantch> tomp: I have trouble understanding their encoder resolution
[17:15:30] <dushantch> is their 13bit encoder 8kp/rev or 2kp/rev?
[17:15:59] <dushantch> because now in manual they say number of pulsesx4 :)
[17:15:59] <tomp> the amps next to me are SGDA4's the motors are SGM-04U3B4L's.
[17:16:10] <tomp> where are you reading about encoder in the user manual?
[17:17:02] <dushantch> tomp: hrmph I skipped, now can't find it
[17:18:39] <dushantch> tomp: about electronic gear 8.6
[17:19:13] <dushantch> tomp: pg 482
[17:19:27] <dushantch> found this: The number of bits representing the resolution of the applicable encoder is not the same as the number of encoder signal
[17:19:29] <dushantch> pulses (phases A and B). The number of bits representing the resolution is equal to the number of encoder pulses × 4 (mul-
[17:19:30] <dushantch> tiplier
[17:21:48] <tomp> in general, an encoder has 2 sets of lines, like your left hand fingers and right hand fingers (like your fingers are inter-twined), position is noticed by moving past these 2 sets. you get 4 changes when going from a finger on one hand to the the other. so all encoders are 4x ( aka quadrature ) ( google quadrature )
[17:22:02] <tomp> so x4 is normal ( if not mandatory ;)
[17:23:10] <tomp> but i'm still looking for your 2^13 versus more common 2500 or 2000 line count terms
[17:23:46] <tomp> and put off the electronic gearing for a minute ( its a way to 'lie' to the controller, very handy )
[17:23:58] <dushantch> tomp: I knew that but got confused by their terminology as they write 13bit encoder 2048 p/rev
[17:24:10] <tomp> what page?
[17:24:18] <dushantch> 8.5.7
[17:24:27] <dushantch> pg 477
[17:25:01] <dushantch> tomp: 8.5.7 Encoder Signal Output
[17:26:27] <dushantch> hrmph, looks like their number of pulses is per phase and their bit number is for encoder resolution
[17:29:37] <dushantch> btw. tomp thanks for the help :_
[17:29:46] <dushantch> s/:_/:)
[17:32:42] <tomp> dushantch: argh 2^17 = 131072 = 327678x4 = argh! what ARE they saying?? you have a standard 2048Ppr encoder which gives 8192 counts per revolution >TO< the amplifier.
[17:33:39] <dushantch> tomp: :) now you understand
[17:34:18] <tomp> MAYBE ( still looking, ) maybe they mean the amp can 'electronicly gear' the 8192 input to 131072 output counts ( but x16 is pretty weak gearing range for these kind of amps ) ( maybe 131072 is the biggest number the amp can imagine)
[17:34:57] <dushantch> nope, I get that 17bit/131072Ppr encoder is optional
[17:35:25] <dushantch> tomp: and 13bit/8192Ppr is standard
[17:35:53] <dushantch> and that 8192Ppr they say as 2048Ppr of one phase
[17:37:02] <dushantch> tomp: pg 478, table says it all
[17:37:46] <tomp> if your motor number has A,.B,C, then you have 2^13,16, or 17 'resolution' and as the (yes on 478 now) letter goes up you get finer tuning ability with the electronic gearing
[17:38:30] <dushantch> tomp: nope 16 and 17 are optional more quality encoders
[17:38:45] <tomp> because you are interested in the pulses OUT of the amp TO emc, ignore thier jinglish 'resolution' ;)
[17:39:20] <dushantch> but look 16 and 17 can give 32kPpr
[17:39:25] <dushantch> per phase
[17:39:47] <dushantch> make that 16384Ppr
[17:40:19] <dushantch> tomp: in a range from 16 to 16384
[17:41:24] <dushantch> tomp: se what here says "Set the number of pulses for PG output signals (PAO, /PAO, PBO, /PBO) " so per phase
[17:43:35] <dushantch> so the best resolution manageable is rev/65536
[17:43:48] <tomp> Is your motor A or B or C ?
[17:44:16] <tomp> Motor Model Encoder Specification
[17:44:24] <dushantch> tomp: I haven't bought it yet, still trying to choose exact motors
[17:45:38] <tomp> ah, ok, this is a decision on which to buy.
[17:45:47] <dushantch> yep
[17:46:30] <tomp> ok, your lead screw has a pitch, and any transmission between the motor and the screw has a ratio
[17:46:45] <dushantch> true
[17:46:59] <tomp> how much linear motion do you get with 1 turn of axis screw. how much with 1 turn of motor?
[17:47:50] <tomp> (2 different answers)
[17:48:29] <dushantch> well there's the catch, I'm still not sure if I want to change this plain screw with ballscrew :)
[17:48:45] <dushantch> should I try to preload it, or just change it
[17:49:04] <tomp> ball or rolled or acme, still has a pitch ( lets not fall into other topics right now )
[17:49:28] <dushantch> ahh screw pitch is like 2mm :)
[17:49:42] <dushantch> and as this is a plain mill, it has a reducer
[17:49:54] <dushantch> from 12,5mm/min to 500mm/min
[17:50:11] <dushantch> which i'd like to dump :)
[17:51:00] <dushantch> x axis 600, y300,z400mm
[17:51:13] <dushantch> small mill
[17:52:12] <dushantch> ideally I'd put new ball screws from bosch, toothed belt to servodrives omron
[17:52:39] <dushantch> VFD spindle
[17:52:51] <tomp> those values ...( 2 mm pitch is turned ~6 times per minute for 12.5mm/min) and (2mm pitch is turned 250 per minute at 500mm/min) maybe rapid and cut? dunno your mill.
[17:53:10] <tomp> dont expect high speeds with 2mm pitch!
[17:53:17] <dushantch> no those are all cut, rapids are faster
[17:53:48] <tomp> do you plan on keeping the 2mm pitch screws?
[17:54:12] <dushantch> as I said I'll change screws, maybe
[17:54:38] <dushantch> dunno I think that 500mm/min is enough for 600mm x travel
[17:54:47] <dushantch> cut speed
[17:55:02] <tomp> ok, the design is unclear but even the yaskawa manual has some guidelines.
[17:55:17] <tomp> yes, i lost scale, 500mm/min on desktop is fine
[17:55:35] <dushantch> I have to decide on the state of screws, have to see how work out are they :)
[17:55:56] <dushantch> well it has ~1000kg, I wouldn't call that desktop :)
[17:56:31] <dushantch> 750w axis drive
[17:56:48] <dushantch> 2kW spindle
[17:57:13] <dushantch> ernault-somua Z1C mill
[17:58:02] <tomp> lets say you begin with the screws that are there and add a servo motor with 2048PPR encoders , 750W. and use a 1:1 gearing on a toothed belt/pulley system. ( 1:1 for now, we have a place for gears this way )
[17:58:09] <dushantch> yep, I like yaskawa/omron manuals, and drives, they give a lot more info than bosch/siemens...
[17:58:24] <dushantch> tomp: ok
[17:58:53] <dushantch> so, I'll have .001 resolution
[17:59:32] <dushantch> but 100mm/sec
[17:59:41] <dushantch> for a 3000rpm drive
[17:59:43] <tomp> so you get 8192 counts per motor rev and 8192 per axis rev ( aka per 2mm ). that (so far) means 0.000244141 mm per count? (check my math)
[18:00:02] <dushantch> true
[18:00:44] <tomp> and max rate of 3000 motor rpm means 3000x2mm/minute = 6meters/minute?
[18:00:55] <tomp> (we dotn HAVE to move that fast_
[18:00:57] <dushantch> true
[18:01:14] <dushantch> so do we have a winner? :)
[18:01:49] <dushantch> I'd put 1/2 toothed belt:)
[18:02:10] <tomp> ok, so we got enough precision already, and can make it a nice number thru electronic gearing BUT these amps dont move slow nicely. ( a very relative opinion)
[18:02:10] <dushantch> we need max 1,5m/min for positioning
[18:02:31] <dushantch> especially with my slide guides :(
[18:02:39] <dushantch> stiction
[18:02:42] <tomp> for 1.5m/min choke the top end to 1500 motor rpm with this gearing
[18:03:06] <dushantch> I thought something like that
[18:03:33] <tomp> OR at 2:1 reduction gearing, rapid at 3000 motor rpm, and get ~.0001mm feedback unit
[18:03:50] <dushantch> btw, this is x and y, what about z?
[18:03:57] <Dallur> Does anyone here know a good source for 2205 Duplex steel ?
[18:04:01] <tomp> an advantage here is that the motor turns FASTER at slow speeds, and is more 'smooth'
[18:04:10] <dushantch> tomp: true
[18:04:20] <tomp> ( i go 5:1) to get really good slow speed
[18:04:44] <tomp> Also, you get 2x torque, so a 400W motor may work
[18:04:48] <dushantch> with tooth belts?
[18:05:44] <tomp> yes, but yes with any gearing, speed up&torquedown vs speed down and toq up :) use gates GTX3 at least
[18:06:42] <dushantch> that's why I thought about 2.5:1 or 2:1 belt reduction
[18:06:48] <tomp> i think you'll like the yaskawa, but if available, look at automation direct ( half the price )
[18:07:16] <tomp> this morning i bought 2 100W motors and amps and cables, one with brake, for 1952$ us
[18:07:24] <dushantch> well here we have bosch-rexroth and omron with support anything else is an import hassle
[18:07:48] <dushantch> * dushantch is in Europe/Serbia :)
[18:08:12] <tomp> bosch is indramat? ( where indramat went.. good stuff too )
[18:08:39] <dushantch> tomp: yes, they're indramat
[18:09:12] <dushantch> little low on data those germans are :), you have to hassle them for manuals
[18:09:31] <tomp> i think you got it, all that stuff about '2^13' resolution didnt bother your choice, and what you're thinkin' makes sense
[18:09:45] <tomp> heh, isnt yaskawa german ? ;)
[18:10:09] <dushantch> :), yellow germans?
[18:10:24] <tomp> best o luck i got gaant charts to do :(
[18:10:36] <dushantch> good luck
[18:10:44] <dushantch> thanks for the help
[18:11:07] <dushantch> btw. do you think that z should be like 1/2 the power of x or y?
[18:12:21] <dushantch> I'll have to do the math, Z pillar is heavy, so I'd transfer the inertion to z motor shaft and see
[18:12:37] <tomp> NO, z has weight (mass * gravity), x&y have just mass
[18:13:07] <tomp> Z need more muscle than X & Y if masses are same
[18:13:07] <dushantch> but if you want to move it upward z has weight+inertion forces :)
[18:13:17] <tomp> yes
[18:13:57] <dushantch> hrmph, maybe I'll just gear it down more :)
[18:14:10] <dushantch> calculator will answer that :)
[18:14:12] <tomp> again, yaskawa book has many examples
[18:14:35] <dushantch> you mean the user guide or some other book?
[18:14:44] <tomp> and yes, often you dotn need the Z max speed same as max x & y
[18:14:53] <tomp> no, same book we used so far
[18:15:24] <tomp> oops, gone already
[18:15:41] <dushantch> btw. they tried to learn me this for 5 years back in college I just have to dust off some memories and books
[18:16:35] <tomp> good on you! i wish i could get back to school. now that i really have identified what i dont know :)
[18:17:07] <dushantch> tomp: Life is a journey where smart people find out what they don't know :)
[18:17:36] <tomp> '5 years back in college' ! whew ! 1970's fer me
[18:18:05] <tomp> bye, best o luck!
[18:18:11] <dushantch> bye
[18:18:28] <dushantch> thanks again
[18:33:14] <dzairo448> hi all
[18:33:50] <dzairo448> is there to help
[18:38:23] <tomp> dzairo448: hello, just ask your question. someone may be able to help.
[18:42:23] <dzairo448> I listen if is there some one.
[18:42:45] <dzairo448> question is : is possible port this program to other hardware platform???
[18:43:24] <dzairo448> I'm interesting of BeagleBoard to port to this hardware.
[18:54:42] <cradek> since emc2 is free software, the answer to your question is clearly yes, it is possible to port it to another platform
[19:01:21] <anonimasu> hm.. if you are doing to do lots of 3d contouring you want Z as fast as x and y
[19:01:44] <cradek> yes including acceleration
[19:01:51] <anonimasu> yep
[19:01:52] <cradek> if Z is lifting a lot, that might mean it wants a bigger motor
[19:02:06] <anonimasu> it gets very painful when doing contouring
[19:02:22] <BigJohnT> If I have a manual lathe and add an encoder to the spindle and an X and Z axis can I thread with that setup?
[19:02:27] <anonimasu> and pecking and stuff
[19:02:35] <anonimasu> I managed to turn thoose threads today
[19:02:35] <cradek> BigJohnT: yes
[19:02:51] <anonimasu> 17mm major 15.95minor
[19:02:58] <cradek> BigJohnT: that's what I did with my sherline and it works great
[19:04:34] <cradek> it's so nice to be able to cut tapers too
[19:06:11] <BigJohnT> thanks cradek I searched in the manual but could not find anything
[19:06:31] <dushantch> anonimasu: yeah, it's true that it's easier to have all 3 axes with same cutting speed, but i'm thinking about having positioning speed in relation to axis length eg. x=600mm vx=1,2m/min, y=300mm vy=0,6m/min, z=400mm vz=0,8m/min
[19:06:59] <dzairo448> cradek : but BeagleBoard is ARM11 MCU and I don't know if speed can rewrite driver from par port to GPIO in BeagleBoard
[19:07:16] <anonimasu> dushantch: that's pretty limiting :S
[19:07:58] <dushantch> anonimasu: do you think faster positioning speeds are nedded?
[19:08:19] <anonimasu> dushantch: well, faster speeds are always needed
[19:08:34] <BigJohnT> cradek: what component do you connect the encoder to in EMC?
[19:08:36] <anonimasu> :P
[19:08:58] <anonimasu> dushantch: I get bored watiting for the macine to crawl out of a peck drill cycle ;)
[19:09:43] <skunkworks_> BigJohnT: I think the stepconf has a lathe configure option..
[19:09:52] <dushantch> anonimasu: true :), but thi is a small machine, 2kW spindle, and it's current max speeds are aroung 1m/min
[19:10:03] <BigJohnT> ok skunkworks_ I'll look at it when I get home
[19:10:23] <dushantch> * dushantch curses his typing
[19:10:30] <skunkworks_> othewise you need to setup an encoder block and hook it up correctly. ;)
[19:11:12] <dushantch> anonimasu: dunno what are your thoughts, what should max speed be? for max axis length 600mm?
[19:11:34] <anonimasu> I dont know really :/
[19:11:59] <dushantch> z is always needed to be fast for vertical mills :)
[19:12:06] <anonimasu> dushantch: I think having rapids as fast as you can are nice ;)
[19:12:10] <anonimasu> but at the same time they are dangerous
[19:12:22] <dushantch> anonimasu: true :)
[19:12:27] <BigJohnT> ha! encoder is in two places in the manual :o
[19:12:34] <anonimasu> I'd make it fast then clamp them to some _sane_ speed until you get really good at what you are doing
[19:13:22] <BigJohnT> I'm on it like a chicken on a june bug now, thanks skunkworks_
[19:13:50] <dushantch> dunno, i'm trying to not use big motors and to have low acceleration times :). With slide guides ofcourse LOL
[19:13:53] <cradek> BigJohnT: if you to count the encoder in software, use an encoder block - otherwise hook it up to any encoder input your hardware has
[19:14:21] <anonimasu> dushantch: acceleration is probably more important then max speed if you have to make a tradeoff
[19:14:31] <anonimasu> (well stiffness)
[19:14:32] <anonimasu> I think
[19:14:45] <dushantch> anonimasu: I think so, that's why I'm mentioning it
[19:14:50] <BigJohnT> ok, like if I used a 5i20 or something?
[19:14:58] <cradek> yes then you could count much faster
[19:15:11] <dushantch> anonimasu: you mean drive stiffness?
[19:15:12] <cradek> for software counting, you might have a low max speed you need to be careful to not exceed
[19:15:17] <anonimasu> yes
[19:15:21] <cradek> depends on the encoder resolution and base period of course
[19:15:55] <cradek> but if you want to thread at 300-500 rpm and you have a 100 line encoder, it's simple to read in software
[19:16:26] <dushantch> looks like I'm going to have to dissasamble the mill, measure it up and calculate :), I'm in the .75kW drive ballpark area now :)
[19:16:41] <BigJohnT> I can go as slow as 80 rpm
[19:17:02] <cradek> it's nice to thread a bit faster than that though. just be sure to do the math before you buy an encoder...
[19:17:14] <BigJohnT> yep, thanks
[19:17:22] <dushantch> and that .75 accelerates slowly on max speed when I hit rapid
[19:17:36] <cradek> I usually thread at 350 but I have gone up to 1000 for fine threads (like 40)
[19:17:50] <dushantch> slowly like you can notice, but below 1sec
[19:18:39] <anonimasu> dushantch: measure?
[19:18:55] <anonimasu> dushantch: I mean more like capability to set your accel high and stull maintin a low ferror
[19:19:16] <BigJohnT> I'll have to see where I can mount the encoder...
[19:20:41] <dushantch> tehaha my coal furnace just made a little explosion :), nothin serious
[19:21:41] <dushantch> I need to measure it so I could n=know the masses of axes
[19:21:51] <anonimasu> ah
[19:22:31] <dushantch> then a little calculations (50pages when I was in college, but that was too much) and I have motors :)
[19:24:45] <dushantch> but, I'll have to try to measure the state of guides and backslash first. Had this mill standing for 5 years in the shop, machined just 3-4 things on it :)
[19:25:03] <dushantch> can't find good rulers/etalons to do so
[19:53:18] <tomp> yes, for circular interp in XY YZ ZX to be executed well, the velocity and accel should be same. The MAX vel is not necessarily the same. Try making it the same on Z and B ;)
[19:56:18] <archivist_ub> I want circular A X or A Y just to be awkward :)
[19:57:09] <archivist_ub> although I now have a workaround
[19:58:59] <BigJohnT> crap I've not paid myself this week... almost forgot
[19:59:10] <archivist_ub> pay me
[19:59:45] <BigJohnT> you have to come to work first :)
[19:59:51] <archivist_ub> aw
[20:00:12] <archivist_ub> why is there always a catch :)
[20:00:26] <BigJohnT> kind of a silly rule we made up when we started this company
[20:00:40] <BigJohnT> you have to generate income to get paid :)
[20:00:53] <BigJohnT> you don't have to work per say...
[20:01:00] <archivist_ub> this place is not generating enough
[20:02:01] <BigJohnT> I'm happy to say I have to pay taxes now... a few years ago I didn't, but I had more free time to fish.
[20:02:35] <archivist_ub> useless boss complains about paying tax
[20:03:26] <BigJohnT> I never complain that I have to pay taxes, that means I'm making money...
[20:04:05] <archivist_ub> thats what I tell idiot boss
[20:04:29] <archivist_ub> but he is selling the place and going to work from home
[20:05:27] <BigJohnT> so long as there is room for everyone...
[20:05:35] <archivist_ub> not for me
[20:06:05] <BigJohnT> :
[20:06:13] <BigJohnT> :(
[20:06:29] <archivist_ub> I need to be independent
[20:06:59] <archivist_ub> the good thing is I get some machines from here
[20:07:40] <BigJohnT> you going into business for yourself after he sells?
[20:08:07] <archivist_ub> thinking about it
[20:08:51] <archivist_ub> dunno what severance is coming my way yet apart from machines
[20:09:28] <BigJohnT> ttul, time to head to wally world and the bank
[20:46:44] <BigJohnT> any suggestions on where to start looking for a timing belt pulley that would fit over a 60mm spindle?
[20:57:27] <anonimasu> hm.. any place that sells pulleys
[20:57:42] <anonimasu> 60mm isnt particularily large :)
[20:58:31] <anonimasu> night
[21:01:28] <BigJohnT> night
[21:28:51] <mariooliveira> hello world
[21:29:21] <mariooliveira> my home made cnc $%%$$#%&
[21:29:24] <mariooliveira> lol
[21:29:31] <mariooliveira> im not beaten yet
[21:29:56] <mariooliveira> i need some good rolers for it
[21:30:26] <archivist_ub> home made cnc is easier if you know a good local scrap yard for metals and bits
[21:31:19] <mariooliveira> i have to make a smal one
[21:31:43] <mariooliveira> i was building too big
[21:31:47] <archivist_ub> mine is small ish
[21:32:26] <archivist_ub> home made from other machines and bits made from scrap
[21:34:21] <mariooliveira> im still in developing i was using pre perfurated tringular metal from shelves
[21:34:51] <mariooliveira> the material is too eak for big cnc but might be good for a smal one
[21:35:12] <mariooliveira> and i can reinforce doubling structure
[21:35:48] <archivist_ub> strength and sturdyness is goo and needed for metalcutting
[21:35:54] <archivist_ub> good
[21:35:57] <mariooliveira> yes
[21:37:24] <mariooliveira> i was building big because i dont know what to expect and i can make changes easyer
[21:38:08] <archivist_ub> my XY travels have been too small I need longer
[21:38:31] <mariooliveira> what do u use for roling?
[21:39:08] <archivist_ub> v slides and ball slides
[21:39:37] <mariooliveira> can you show me a store with taht?
[21:39:41] <mariooliveira> that
[21:40:05] <mariooliveira> my country $"#%&#$&
[21:40:15] <archivist_ub> xy are as a normal milling macine but short travels due to them being from a tool setters machine
[21:41:09] <archivist_ub> my Z is a crapped lathe bed with added ball slides
[21:41:14] <archivist_ub> scrapped
[21:44:16] <mariooliveira> do you kbnow the diference between a milling machine and drilling one. im refering to structural like side rolers or somting like that
[21:45:27] <archivist_ub> drilling machines tend to have weak columns not able to take side thrust
[21:46:04] <dushantch> too elastic on side forces
[21:46:35] <dushantch> and made for smaller forces in general
[21:46:36] <archivist_ub> some of the chinese mill/drills are too flexible
[21:47:41] <archivist_ub> my milling spindle is the headstock from the scrapped lathe
[21:48:43] <dushantch> archivist_ub: are you sure you're not using a lathe , but put up vertically? :)
[21:49:01] <archivist_ub> very
[21:50:46] <archivist_ub> the slides from the lathe were unusable when on the lathe so were not used
[21:51:34] <dushantch> what is the english word for lathe type guides?
[21:51:45] <dushantch> s/guides/slides
[21:51:53] <archivist_ub> there are a few types
[21:52:24] <dushantch> you know the one with triangle crosssection on one side, and rectangular on other?
[21:52:44] <archivist_ub> yes my southbend has that
[21:52:54] <dushantch> I know it as lathe guide
[21:53:06] <archivist_ub> very good system for lathes
[21:53:28] <tomp> "V and a flat"
[21:53:37] <dushantch> LOL
[21:53:43] <tomp> thats the common name
[21:53:47] <archivist_ub> as the force pushes the v tighter no play
[21:53:59] <tomp> right
[21:54:36] <tomp> not common cnc, but very common on manual mills/lathes even grinders
[21:54:49] <tomp> 'old school' :)
[21:54:50] <dushantch> mills?
[21:55:04] <dushantch> 60 years the same, must be good :)
[21:55:07] <archivist_ub> Myford local make all the modellers rave over has rectangular front and back I think its one of the worst systems
[21:55:30] <tomp> yep, low force, not hoggers. 'box ways' for lots of lateral forces
[21:56:08] <dushantch> I wasn't aware of any mills that use it, horiz drills maybe
[21:56:41] <tomp> (dang open office 2.4 wont leave dates as axis labels, turns 'em into some weird integer )
[21:57:32] <archivist_ub> for lots of machine pics
http://www.lathes.co.uk/page21.html
[21:58:17] <tomp> dushantch: i think your right, no v&flat on mills
[21:59:29] <tomp> archivist_ub: cool, now on cd
[22:00:19] <dushantch> tomp: yeah afaik when oposite torque happens, it'll just hop open the guides
[22:00:59] <archivist_ub> usually just standard v, can deal with drilling where a lift force could happen
[22:01:47] <archivist_ub> tomp can spend ages browsing that site
[22:01:57] <Paragon37> hello all
[22:02:36] <Paragon37> Need a little help with regards to homing..
[22:04:10] <Paragon37> The limit switches on my mill act as homing switch this works fine but after homing i need to send the mill table -150mm then set this as 0 what ini directive does one use?
[22:05:26] <Paragon37> is it HOME_OFFSET = -150.0 ?
[22:14:27] <dushantch> http://www.lathes.co.uk/childs/ look at this cute mill, 60mm wide table :)
[22:21:56] <archivist_ub> dushantch, not sure yet but we have a dinky one here possibly
http://www.lathes.co.uk/prattwhitneymiller/
[22:24:18] <dushantch> archivist_ub: dunno I see one with swallow's tail guides :) no "V and flat"
[22:27:17] <archivist_ub> lathe type i use most often
http://www.lathes.co.uk/advertphoto/080522schaublin70/
[22:32:47] <dushantch> this is the one I want to make cnc from:
http://www.exapro.eu/uk/produit-20037-used-milling-machine-ernault-somua-rebuilt.html
[22:34:25] <archivist_ub> looks adaptable and solid
[22:35:15] <dushantch> archivist_ub: well my friend bought the same, just CNC
[22:35:28] <dushantch> already retrofitted
[22:36:23] <dushantch> subasseblies are pretty easy to take out and to put new in, I'm just a little woried about the state of gides
[22:36:35] <dushantch> s/gides/guides
[22:36:36] <jmkasunich> here's a nice cute mill:
http://www.hgrindustrialsurplus.com/search-products/product-detail.aspx?id=30-683-802
[22:38:37] <archivist_ub> whats that going to be when it grows up
[22:39:22] <jmkasunich> I think it's as growed as its gonna get
[22:39:30] <jmkasunich> instrument makers mill
[22:39:58] <archivist_ub> would make a nice base for a clock pinion cnc
[22:40:03] <jmkasunich> the pic doesn't do it justice - it includes a small vise and a matching dividing head and tailstock, keyed to the table
[22:41:12] <archivist_ub> bah having no moneys and browsing pics of toys !!!!
[22:42:03] <dushantch> :)
[22:42:36] <archivist_ub> epay is just as bad, i do a cnc search every few days
[22:43:25] <dushantch> I don't use it, transport costs kill me :)
[22:43:37] <archivist_ub> go collect yourself
[22:44:38] <dushantch> nah, I rather wait for in country bargains, we had lots of heavy industry
[22:44:58] <dushantch> which is going for peanuts now :)
[22:45:12] <archivist_ub> Ive noticed a few factory clearances going through ebay
[23:07:18] <mariooliveira> im going for my home cnc building part 2 at this time waist of time wins 3 -0
[23:07:35] <mariooliveira> :(
[23:08:01] <archivist_ub> building from scratch took me months
[23:09:53] <mariooliveira> what torque engines do you use?
[23:10:04] <mariooliveira> what is the torque used
[23:10:10] <archivist_ub> motors?
[23:10:13] <mariooliveira> yes
[23:11:13] <archivist_ub> steppers the 180's from here
http://www.arceurotrade.co.uk/Catalogue/Stepper-Motors xy and 220 for z
[23:11:15] <mariooliveira> if i buy big torque engines i can ajust the voltage so it get egnouf to make a step
[23:11:54] <archivist_ub> I have about 30 volts supply and drivers from that page as well
[23:12:49] <archivist_ub> difficult to say what size you need, depends on machine size, gearing and leadscrew
[23:13:07] <archivist_ub> and speed you expect to work at
[23:14:07] <archivist_ub> and jobs to be undertaken wood,plastic,light metal,steel
[23:15:34] <mariooliveira> if i get a motor with too mutch torque i can always reduce voltage to a value for a step
[23:16:00] <archivist_ub> higher voltage improves speed of step
[23:16:22] <archivist_ub> reduce current instead
[23:16:49] <archivist_ub> larger stepper motors are slower as well
[23:18:17] <mariooliveira> if i reduce voltage the current is reduced
[23:18:30] <mariooliveira> r=V/I
[23:19:02] <archivist_ub> better to use a current limited driver at the highest voltage for best speed
[23:19:23] <archivist_ub> the motors are very inductive
[23:19:35] <mariooliveira> ok
[23:23:28] <mariooliveira> so you had to buy 3 controlers one for each motor?
[23:23:56] <archivist_ub> actually 4 as I also have a rotary axis
[23:24:05] <mariooliveira> om g
[23:24:19] <mariooliveira> i ll build one my self :(
[23:24:33] <mariooliveira> i hope
[23:24:50] <mariooliveira> i found a motor that has 10 wores
[23:24:56] <mariooliveira> 10 wires
[23:25:06] <mariooliveira> must be a steper its very old
[23:31:51] <archivist_ub> 10 wires is a bit odd 8 is normal
[23:36:43] <mariooliveira> yes i notice that
[23:37:15] <mariooliveira> i m gona recaunt later on
[23:37:33] <mariooliveira> where do i fing a mill good and cheap
[23:38:07] <archivist_ub> 5 would be a unipolar 4 is bipolar 6 can be either bipolar or unipolar 8 allows series parallel as well
[23:38:43] <mariooliveira> i go na get my engine and count it again maybe i was sleep walking
[23:38:56] <archivist_ub> best solid second hand mill is ex industrial
[23:40:33] <archivist_ub> or ask around, see local model engineers see if they know where you can get locally
[23:41:55] <mariooliveira> omg i mistake its not 10 wires
[23:42:02] <mariooliveira> its eleven wires
[23:42:14] <mariooliveira> 11 wires
[23:42:19] <mariooliveira> lol
[23:42:33] <archivist_ub> motor and encoder?
[23:42:52] <mariooliveira> maybe
[23:43:46] <mariooliveira> 12 steps
[23:46:44] <archivist_ub> that does not sound like a normal stepper
[23:47:11] <archivist_ub> see any names or part numbers on it and google
[23:51:32] <mariooliveira> m-3804f-2 and WI 10
[23:52:30] <mariooliveira> cant finf anything
[23:52:37] <mariooliveira> its very old motor
[23:52:59] <mariooliveira> no voltage or current inscription
[23:53:33] <archivist_ub> 3804f on its own turns up as an aircraft part
[23:55:33] <mariooliveira> m-3804F
[23:55:50] <mariooliveira> m-3804F-2
[23:56:19] <mariooliveira> cant fond anything
{kind=link}
{kind=link}
{kind=link}
){kind=link}
){kind=link}