Back
[00:00:44] <tomp> just a repitition that made me think something was approaching, and a green sky over DeKalb
[00:01:01] <SWPLinux> heh
[00:01:33] <tomp> jmkasunich: maybe the 'forearm forklift' is enough for smaller moves
[00:02:33] <tomp> http://foreaadmin.web.aplus.net/igallery/viewer.php?albid=3&stage=1&imgid=51
[00:03:19] <jmkasunich> no thanks
[00:03:53] <jmkasunich> I prefer to rig moves such that I can stop at any time
[00:04:08] <SWPLinux> you can, it's just tiring
[00:04:26] <SWPLinux> look at how happy those guys are
[00:04:33] <tomp> for a while I had no xvid at all, and the monitor said 'out of range'... this is a useful tool that got me back into range
http://xtiming.sourceforge.net/cgi-bin/xtiming.pl
[00:04:37] <SWPLinux> the fridge must be filled with helium or womething
[00:04:43] <tomp> fridge fulla beer?
[00:04:52] <jmkasunich> styrofoam fridge
[00:04:53] <SWPLinux> maybe it was
[00:05:28] <tomp> thx all, gotta go
[00:05:50] <SWPLinux> see ya
[00:08:04] <jmkasunich> Yale has a nice library - Manuals/OBSOLETE_PRODUCTS/tons-o-stuff
[00:10:51] <AndyTx> hello
[00:13:06] <SWPLinux> hi
[00:15:09] <AndyTx> I asked a question last night that no one knew the answer to... mind if I pick your brain about it?
[00:15:38] <SWPLinux> well, you can try :)
[00:15:45] <AndyTx> :D
[00:16:11] <AndyTx> What is the correct step length, step time, etc... values for the keling 4030 driver?
[00:16:23] <SWPLinux> I have no idea whatsoever
[00:16:27] <AndyTx> D:
[00:16:47] <AndyTx> Its not written anywhere.
[00:17:31] <SWPLinux> hmmm
[00:17:58] <AndyTx> and I keep getting the realtime delay error on emc2
[00:18:25] <SWPLinux> oh. well that problem needs to be fixed before you worry about the step timing
[00:18:33] <AndyTx> I can make it run, but I think it's probably missing steps, so I'm loth to actually cut any material
[00:19:06] <AndyTx> I thought that the incorrect step timing was causing the error?
[00:19:54] <SWPLinux> nope. realtime delay means your computer isn't doing so well running realtime tasks (like path generation and step generation)
[00:20:32] <SWPLinux> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TroubleShooting#Unexpected_realtime_delay_check_dmesg_for_details
[00:20:57] <SWPLinux> actually, that wiki page may have older test procedures
[00:21:39] <pminmo> have you run the latency test on your computer
[00:21:42] <AndyTx> yeah, I read that
[00:21:48] <AndyTx> and I ran the latency test
[00:21:58] <pminmo> what kind of numbers did you get
[00:22:08] <AndyTx> but part of that tutorial requires you to know the step time, length, etc of your drivers
[00:22:17] <AndyTx> something like 12606
[00:22:30] <AndyTx> for overall max
[00:22:47] <pminmo> the true but usually the cpu is the biggest issue
[00:23:03] <pminmo> what is your base period in your hal file
[00:23:42] <AndyTx> um..
[00:23:53] <AndyTx> sorry, trying to do this from two computers
[00:24:01] <AndyTx> where do I look to see that?
[00:24:43] <pminmo> in your config directory the *.ini file you are using if I remember correctly
[00:24:47] <skunkworks_> AndyTx: when you ran the latency test.. Did you surf and run glxgears.. (load the computer?) and how long did you run the latency test?
[00:25:45] <AndyTx> I ran the latency test for about 5 minutes
[00:25:50] <AndyTx> no I didn't run glxgears
[00:26:01] <SWPLinux> http://www.cnczone.com/forums/showthread.php?p=373160#post373160
[00:26:12] <SWPLinux> post #9 has the timings
[00:26:15] <AndyTx> I just installed linux on this new system yesterday, I'm a bigtime linux newbie
[00:26:39] <AndyTx> if thats the thread I'm thinking of, I think thats not for the 4030
[00:26:55] <SWPLinux> it says it is, but I don't know for sure
[00:27:03] <SWPLinux> those are insanely slow timings
[00:27:34] <AndyTx> oh yeah, I saw that thread
[00:27:52] <AndyTx> hm, I can't remember if I tried those numbers or not
[00:28:20] <skunkworks_> AndyTx: You need to run the latency test longer.. a good 20min or more while doing other things. Running a few glxgears from a terminal is good also.
[00:28:26] <AndyTx> theres another cnc zone thread for a different keling driver. I tried those and it didn't work any better
[00:28:50] <SWPLinux> if you have realtime problems, you have real problems ;)
[00:29:00] <SWPLinux> which need to be fixed before you bother tweaking timing
[00:29:29] <AndyTx> ok... how do I run glxgears?
[00:29:30] <SWPLinux> that realtime error is telling you that the PC can't guarantee that it will keep to the timings you set
[00:29:50] <SWPLinux> open a terminal (Applications -> Accessories -> Terminal) and type `glxgears`
[00:30:11] <SWPLinux> (or type glxg and hit tab twice - it will auto-complete for you)
[00:31:13] <SWPLinux> you can also hit alt-F2 to get an application launcher, which has prettier completion
[00:31:21] <AndyTx> ok, so run that a few times while the latency test is running and plug in the overall max in the stepconf wizard?
[00:31:45] <SWPLinux> yes, I think so. let me look at what stepconf asks for
[00:32:11] <SWPLinux> but if you get a number that's very high, like >25000-30000, then that computer pobaly can't be used
[00:32:13] <SWPLinux> probably
[00:32:32] <SWPLinux> unless y ou get lucky and it's something that's listed on the wiki troubleshooting page I linked
[00:32:55] <AndyTx> right, I remember reading about some hardware tweaks that would lower latency
[00:33:27] <SWPLinux> I think the main one is the smi fix, which only works on certain chipsets
[00:33:44] <skunkworks_> or on-board video issues
[00:33:58] <skunkworks_> *shared video memory
[00:34:22] <SWPLinux> oh true - putting an old AGP video card in can be a big help
[00:34:39] <pminmo> hey skunkworks, different problem - what is a joint 0 error ?
[00:34:51] <SWPLinux> -ENOTHC
[00:34:53] <skunkworks_> following error?
[00:34:55] <AndyTx> Ok, stepconf asks for 1: Step time 2:step space 3: Direction hold 4: Direction setup 5: parallel pin port (standard) and 6: latency test results
[00:35:01] <pminmo> yes
[00:35:27] <AndyTx> agh, afk for a few
[00:35:32] <SWPLinux> ok, numbers 1-4 come from that cnczone thread, or from the manufacturers docs :)
[00:35:54] <skunkworks_> on stepping machine setups - it usually mean you don't have enough acceleration headroom in the step gen.
[00:35:58] <SWPLinux> 6 gets the higher of the two max jitter numbers in the latency test
[00:36:01] <AndyTx> yeah, I don't think those numbers are accurate, but I'll try them with this new latency test
[00:36:03] <pminmo> I seem to periodically get one when I have two axis doing G0
[00:36:16] <AndyTx> and the manufacturer's docs are useless
[00:36:19] <SWPLinux> the realtime error is unrelated to the stepper timing though
[00:36:34] <SWPLinux> yes, though it does look like you may be able to call them up and ask
[00:36:38] <AndyTx> Thanks very much for the help
[00:36:48] <SWPLinux> also, if you open the drive and see what chip is used, that will give you some idea
[00:36:50] <AndyTx> lol, you ever call keling?
[00:36:51] <SWPLinux> sure, good luck
[00:36:56] <SWPLinux> no, not me
[00:37:01] <AndyTx> I honestly cannot understand them
[00:37:09] <SWPLinux> though I saw the guy at CNC workshop a couple of years ago
[00:37:12] <AndyTx> the guy speaks with a very thick chinese accent
[00:37:30] <SWPLinux> heh
[00:37:46] <AndyTx> brb, thanks for the help. I'll be back to pick your brain some more later
[00:38:12] <SWPLinux> uh-oh
[00:38:38] <skunkworks_> pminmo: raise your STEPGEN_MAXACCEL a few more % and see if that helps
[00:38:45] <skunkworks_> for each axis
[00:38:54] <pminmo> not in traj ?
[00:39:02] <SWPLinux> or reduce TRAJ / AXIS_# max accel/vel
[00:39:29] <SWPLinux> if the axes are all the same, then changing TRAJ may be easier (unless the axes override the TRAJ values)
[00:40:07] <SWPLinux> if there are MAX_ACCEL and/or MAX_VELOCITY settings in the AXIS_# sections, then those are the ones that need to change
[00:40:23] <pminmo> have number in each acis
[00:40:25] <pminmo> axis
[00:40:43] <pminmo> what is confusing me those is I see velocities higher than my axis numbers
[00:40:48] <SWPLinux> if the STEPGEN* numbers are "real", then you should reduce the maxaccel and maxvel numbers instead of raising the stepgen limits
[00:40:51] <pminmo> though
[00:40:57] <SWPLinux> in TRAJ?
[00:41:09] <pminmo> on axis dro
[00:41:32] <SWPLinux> for overall vel, that's normal. the displayed vel is the vector sum of the 3 axes
[00:41:44] <SWPLinux> so if each is at its max, the overall may be sqrt(3)*max
[00:41:56] <pminmo> and that is when I hit an error, when x and y G0
[00:42:44] <SWPLinux> yep, G0 X+ to G0X- would do it - full decel from full speed forward, but if the stepgen has no headroom, it can never catch up with the command position
[00:43:23] <pminmo> so increasing the max_accel in each axis is the thing to test
[00:43:43] <SWPLinux> the stepgen isn't quite a rate generator - it's got a pre-tuned pseudo-PID in it, and it needs to be able to output a little faster rate than the TP will ever ask for
[00:44:06] <SWPLinux> no, decrease max_accel or increase stepgen_maxaccel
[00:44:32] <SWPLinux> similar with the maxvel settings - make stepgen faster relative to the axis limit
[00:45:19] <SWPLinux> check dmesg also, if the stepgens can't go as fast as you want them to, then changing stepgen_* ini settings won't do anything
[00:45:47] <skunkworks_> I don't think there is vel settings anymore for stepgen. (defaults)
[00:45:51] <SWPLinux> (stepgen will print a message if you configure the max step rate to be higher than stepgen sees it can actually generate)
[00:46:00] <pminmo> raise stepgen_maxaccel correct?
[00:46:02] <SWPLinux> I haven't asked how old this install is :)
[00:46:27] <pminmo> latest live cd
[00:46:30] <SWPLinux> ok
[00:46:46] <SWPLinux> try raising the stepgen_* numbers by a few percent
[00:48:25] <pminmo> well looking at it there isn't any stepgen numbers
[00:48:46] <SWPLinux> ok. skunkworks is right about that then :)
[00:49:27] <pminmo> ok then how do I satisfy the headroom need?
[00:49:59] <skunkworks_> wait - there is no STEPGEN_MAXACCEL in each axis section?
[00:50:00] <SWPLinux> err - I'm not sure how that's set up now. what is the config you're working with here?
[00:50:23] <SWPLinux> (stepconf-generated, stock, some old config you're updating ...)
[00:50:32] <pminmo> It's a modifed config out of stepconf
[00:51:10] <SWPLinux> hmmm
[00:51:13] <pminmo> I guess I can fire it up and look at the hal info for stepgen
[00:51:22] <pminmo> be back in a second
[00:51:29] <SWPLinux> ok
[00:54:03] <SWPLinux> stepconf doesn't output a STEPGEN_MAXVEL, but it does output STEPGEN_MAXACCEL
[00:54:29] <SWPLinux> and it's a pretty huge margin - 25% over the axis max accel
[00:54:44] <pminmo> there is a maxvel and maxaccel parameter in stepgen hal
[00:55:30] <skunkworks_> you need to look in the INI
[00:55:32] <SWPLinux> the hal file should have something like `setp stepgen.0.maxaccel [AXIS_0]STEPGEN_MAXACCEL`
[00:55:53] <SWPLinux> that reads the value from the ini, where stepconf puts the actual value
[00:56:25] <SWPLinux> apparently the margin in 2.2.5 is ~5%, nt 25
[00:56:27] <SWPLinux> not
[00:57:38] <pminmo> I see it, I was looking in the ini file
[00:57:46] <pminmo> instead of the hal file
[00:58:19] <pminmo> ok, now I'm confused
[00:58:39] <pminmo> so it does look at the ini file to fill in the hal parameter?
[01:00:57] <SWPLinux> the hal parameter is set with the value from the ini file
[01:01:30] <pminmo> ok, I'm blind the stepgen value is the next line down in each axis of the ini file....
[01:01:34] <SWPLinux> heh
[01:01:44] <SWPLinux> all caps - hard to read ;)
[01:01:46] <pminmo> and I've only got about 5%
[01:03:02] <SWPLinux> make it 10-20
[01:03:04] <pminmo> actually 4%
[01:03:47] <pminmo> back to tweaking....... thanks
[01:03:55] <SWPLinux> sure... enjoy
[01:18:30] <pminmo> next question, how can I change the machine actual position numbers?
[01:18:51] <DaViruz> try the G92 g-code in the mdi
[01:19:07] <DaViruz> G92 x0 y0 z0 will zero the machine for example.
[01:20:45] <pminmo> thanks, no gui (axis) equivalent
[01:20:48] <pminmo> ?
[01:21:23] <SWPLinux> machine->touch-off->(whichever coordinate system you want to change) I think
[01:21:43] <pminmo> touchoff changes relative numbers
[01:21:54] <SWPLinux> there's a shortcut also - check the quick ref
[01:22:14] <SWPLinux> ok, what is it you want to do? home, make this spot "somewhere" ... ?
[01:22:50] <pminmo> Define a spot. No "home" on this machine at this point
[01:23:10] <pminmo> and I keep getting out of range errors
[01:23:25] <pminmo> because of the "actual machine" position
[01:23:25] <SWPLinux> if you have no home switches, then hitting the home key sets the current spot to home (as defined in the ini file) without moving the machine
[01:23:41] <pminmo> THANKS!!!!!!!!!!!!!:-)
[01:24:19] <SWPLinux> with no switches, you should probably set the soft limits to about 2x the actual machine limits, so you can home anywhere and still move within the entire envelope
[01:24:21] <SWPLinux> sure
[01:27:34] <eric_U> SWPLinux, weren't you the person that told me about wallyplexing i/o pins?
[01:27:42] <SWPLinux> nope
[01:27:56] <SWPLinux> maybe it was DIlbert
[01:27:59] <eric_U> I forget the name of the technique
[01:28:26] <SWPLinux> damfino- that's the first time I've seen the term :)
[01:28:31] <SWPLinux> that I can recall
[01:28:39] <jmkasunich> with no home switches, it still makes sense to "home" the machine at a consistent location
[01:29:01] <jmkasunich> put a mark on the carriage and a matching mark on the bed, line them up by jogging, then hit home
[01:29:26] <eric_U> I spun a brushless servomotor with my own electronics today, first time
[01:29:30] <jmkasunich> cool
[01:29:39] <SWPLinux> nice
[01:29:49] <jmkasunich> what did you use? uC? FPGA? analog?
[01:29:52] <SWPLinux> I've done it by hand, but that isn't as impressive :)
[01:30:27] <eric_U> it was a dSpace controller, about a $5000 pci board
[01:30:33] <eric_U> I built the driver portion
[01:30:40] <jmkasunich> heh, I know of dspace - they use it at work
[01:30:45] <eric_U> technically, it uses a TI dsp
[01:31:27] <eric_U> my opinion is that motor circuits are about all dSpace is good for, others disagree
[01:31:29] <jmkasunich> your control algorithms running on the dspace CPU
[01:31:35] <eric_U> yes
[01:32:02] <jmkasunich> what about the output part? how do you go from dspace's logic level signals to power?
[01:32:15] <eric_U> right now I'm using IR IRAMS
[01:32:58] <eric_U> it's an integrated gate driver/igbt module
[01:33:09] <jmkasunich> handy
[01:33:37] <eric_U> I looked at the fairchild devices that Pete uses, but chose IR for no good reason
[01:33:55] <jmkasunich> do you have current feedback?
[01:34:03] <eric_U> working on that :)
[01:34:13] <jmkasunich> so this initial test was open loop?
[01:34:20] <eric_U> yes
[01:34:37] <jmkasunich> * jmkasunich is very interested
[01:35:05] <jmkasunich> I have several orphan servo motors, several VFD power stages, a 5i20 FPGA board, and a desire to make them spin
[01:35:24] <eric_U> mostly I wanted to assure myself that I could get ac out of my driver
[01:35:45] <eric_U> I know, I'm tired of spending days looking for drives on ebay
[01:35:46] <jmkasunich> "your driver" = the IRAM module
[01:35:53] <jmkasunich> ?
[01:35:58] <eric_U> yes
[01:36:12] <eric_U> it is opto-isolated, etc
[01:36:48] <eric_U> the IRAMS is isolated, but at $5k, I wasn't going to trust my ability to maintain that isolation
[01:37:01] <jmkasunich> heh
[01:37:03] <jmkasunich> neither would I
[01:37:10] <eric_U> it was tempting though
[01:37:27] <eric_U> I had problems with some of the junk box optoisolators I had available
[01:37:31] <jmkasunich> which IRAM are you using?
[01:38:08] <eric_U> it puts out 10A I think
[01:38:19] <jmkasunich> * jmkasunich is looking at datasheets
[01:38:43] <jmkasunich> the one I'm seeing isn't isolated
[01:38:54] <jmkasunich> the logic is tied to the low side of the DC bus
[01:38:55] <eric_U> you may wish to look at the fairchild devices, they are cheaper
[01:39:13] <eric_U> the gate driver chips advertise isolation
[01:39:37] <jmkasunich> for the high side maybe
[01:39:42] <eric_U> right
[01:39:56] <jmkasunich> I don't consider it isolated unless both sides are isolated
[01:40:17] <jmkasunich> (I work with VFDs where the DC bus is the rectified AC line, so you can't ground the negative side of the bus)
[01:40:35] <eric_U> right
[01:41:00] <eric_U> isolation is a good idea anyway
[01:41:09] <jmkasunich> I'd like to keep in touch with you as you progress on this - I know a bit about induction motor control but permanent magnet control is new to me
[01:41:25] <eric_U> ok
[01:42:27] <jepler_> a few photos of the X and Y home switches recently added to my machine:
http://axis.unpy.net/index.cgi/01217986161
[01:44:17] <jmkasunich> what do you plan to use for current feedback?
[01:45:05] <eric_U> I'm using the lem modules
[01:45:11] <jmkasunich> nice
[01:45:23] <jmkasunich> beats the heck out of resistors - isolation again
[01:45:30] <eric_U> yeah
[01:46:22] <jmkasunich> the dspace already has analog inputs doesn't it?
[01:46:27] <eric_U> yes
[01:46:39] <eric_U> 8
[01:46:52] <eric_U> that's the cheap one, the expensive one has lots more
[01:47:00] <jmkasunich> I need to make a board with serial A/Ds, and do some VHDL to talk to them from the 5i20 FPGA
[01:47:01] <SWPLinux> night guy
[01:47:02] <SWPLinux> s
[01:47:07] <jmkasunich> there is no "cheap" dspace stuff
[01:47:11] <jmkasunich> goodnight SWPLinux
[01:47:33] <eric_U> I know, I spent over $20k on 2 boards
[01:47:52] <jmkasunich> you are either independently wealthy, or doing this for work ;-)
[01:47:56] <eric_U> work
[01:48:27] <eric_U> I would never spend my own money on a dSpace, it goes against my instincts
[01:48:32] <jmkasunich> heh
[01:49:03] <eric_U> but the $5k board was worth every penny
[01:49:32] <jmkasunich> I want to do the actual drive control in HAL, with a mix of generic blocks and probably a custom module or two, plus the 5i20 FPGA for PWM generation, A/D interfacing, and some hardwired fault logic (overcurrent trip, etc)
[01:50:26] <eric_U> yeah, as long as you have the fpga doing the pwm it should work
[01:50:40] <eric_U> the dSpace is using some obsolete PowerPC chip
[01:51:03] <eric_U> hooked up to an obsolete TI dsp that was made for motor control
[01:51:11] <jmkasunich> heh
[01:51:23] <jmkasunich> probably 1/10 the processing power of a modern PC
[01:51:31] <eric_U> the insane thing is that the expensive version of the board is ISA
[01:52:06] <jmkasunich> thats not insane, that is bu$ine$$
[01:52:25] <jmkasunich> the only people buying/using the ISA version are the ones who are already locked in and have no choide
[01:52:27] <jmkasunich> choice
[01:52:27] <eric_U> I felt insane buying ti
[01:52:40] <jmkasunich> so they rape 'em hard
[01:53:11] <eric_U> but it's hooked up to the pc over a fiber optic link
[01:53:40] <jmkasunich> _that's_ how you isolate!
[01:54:00] <eric_U> except for the power supply
[01:55:05] <jmkasunich> yeah, but you can use different supplies for the PC and the power - no noise coupling, etc, and no risk to the PC if something breaks down
[01:55:38] <eric_U> the pc turns out to be the least of my worries
[01:58:17] <jmkasunich> I assume since you are doing this for work you won't be open-sourcing your code or algorithms, eh?
[01:58:52] <eric_U> its all done in Simulink, would need porting to something else
[01:59:18] <eric_U> I can give it to you
[01:59:40] <jmkasunich> thats rather remarkable
[02:00:11] <eric_U> I'm doing health monitoring, not drive building
[02:00:26] <jmkasunich> ah, the drive is just a means to an end, not a product
[02:00:31] <eric_U> right
[02:00:59] <eric_U> actually, the rc plane guys have released a lot of open loop control software
[02:01:04] <jmkasunich> if you can spend $K on simulink/dspace, etc, why not just buy off-the-shelf servodrives?
[02:01:20] <eric_U> because you can't make them screw things up on demand
[02:01:40] <jmkasunich> oh, now I remember talking to you about this before
[02:01:51] <jmkasunich> the health you are monitoring isn't people
[02:01:52] <eric_U> it woulda been easier, no doubt
[02:01:53] <jmkasunich> machine health
[02:01:57] <eric_U> right
[02:02:13] <eric_U> actually, the next iteration drive is going to ruin it's own health
[02:02:47] <jmkasunich> gonna teach it to smoke cigarettes?
[02:03:00] <eric_U> there will be smoke involved
[02:03:03] <jmkasunich> heh
[02:03:32] <jmkasunich> biright lights too I bet
[02:03:41] <eric_U> hoping for less of that
[02:04:02] <jmkasunich> well, often they go together
[02:04:21] <jmkasunich> also sudden loud noises
[02:04:52] <eric_U> well, we intend to find out if there are any indications prior
[02:04:59] <eric_U> to those exciting events
[02:05:13] <jmkasunich> ah
[02:05:21] <jmkasunich> there are, for some value of "prior"
[02:05:42] <jmkasunich> the problem is that usually prior is measured in nS or at best uS
[02:06:04] <eric_U> right
[02:06:12] <eric_U> don't really care about those
[02:11:18] <jmkasunich> this is cool - mainstream computer store selling an ubuntu system:
[02:11:19] <jmkasunich> http://www.microcenter.com/single_product_results.phtml?product_id=0291873
[02:12:25] <AndyTx> well I did another latency test...
[02:12:37] <AndyTx> max jitter was 19340520
[02:12:43] <jmkasunich> eww
[02:12:51] <eric_U> usb ?
[02:12:51] <jmkasunich> intel system?
[02:12:55] <AndyTx> yes
[02:13:13] <AndyTx> 3 instances of glxgears and tetris running. 20 minute test
[02:13:44] <jmkasunich> were you doing the test that scrolls numbers in a terminal window, or the fancy GUI one that only shows the maximum numbers?
[02:14:08] <AndyTx> I just opened the command window and typed latency-test
[02:14:13] <AndyTx> its still running
[02:14:25] <jmkasunich> was that followed by rows of numbers marching up the screen?
[02:14:38] <AndyTx> no, I don't know how to end the test w/o closing the window
[02:14:49] <AndyTx> I really don't know what I'm doing with linux
[02:15:51] <jmkasunich> look at section 2 of this page:
[02:15:52] <jmkasunich> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?TroubleShooting
[02:16:01] <AndyTx> but the max jitter hasn't gone up any in 10 minutes or so, so I figure thats probably the max jitter.
[02:16:18] <AndyTx> cool, I'll scan that
[02:16:22] <jmkasunich> that number has about 3 digits too many
[02:16:49] <jmkasunich> it sounds like the test you are running is the one that tries to be all user friendly by only showing the worst case numbers
[02:17:18] <AndyTx> ok. I tried ending the test by typing ^C before, but it didn't do anything
[02:17:19] <jmkasunich> the one on that page I linked shows a new set of numbers every second, which includes both the worst, and the numbers for the previous second
[02:18:06] <AndyTx> ok, I'll try running that one instead
[02:18:19] <AndyTx> lol, let me get my pen and paper
[02:18:33] <AndyTx> gotta walk into the next room where the cnc computer is and type it all in the window there
[02:18:45] <jmkasunich> the CNC computer isn't on the network?
[02:19:00] <AndyTx> nope
[02:19:08] <jmkasunich> gotta fix that ;-)
[02:19:15] <AndyTx> yep
[02:19:30] <jmkasunich> anyway, I was going someplace with all my rambling
[02:19:53] <jmkasunich> the "lat max" column is the maximum latency in the last 1 second period
[02:20:11] <jmkasunich> the "ovl max" column is the maximum since you started the test - that is what the simple test prints out
[02:20:28] <jmkasunich> I bet you'll find that the "lat max" column is usually a 4 or 5 digit number
[02:20:43] <jmkasunich> but every once in a while you get something huge, 6 or 7 digits
[02:21:19] <jmkasunich> if that happens every 64 seconds, it is a strong indicator that you have an SMI issue - there are workarounds for that, read farther down on that page
[02:21:39] <jmkasunich> if the big numbers happen when you do something specific, it points to whatever you were doing
[02:21:59] <jmkasunich> for example, on one PC with onboard video, dragging a window around on the screen would cause big latency
[02:22:16] <jmkasunich> the solution was a new video card (cheap old ones work)
[02:23:03] <AndyTx> cool. I hope its an easy fix
[02:23:34] <AndyTx> I didn't even look inside the case, it might be an onboard video card
[02:24:02] <AndyTx> brb, gonna run a new test
[02:24:21] <jmkasunich> I gotta run some errands - goodnight and good luck
[02:27:09] <AndyTx> thanks
[02:49:29] <AndyTx> hm, well the max latency seems to be somewhere between 8000 and 14000
[02:49:56] <AndyTx> in 20 minutes, there were 3 instances where the maxlat was a little over 19,000,000
[02:50:28] <AndyTx> and it had "overruns"
[02:51:31] <AndyTx> this may seem like a dumb question... but how does one stop the latency test? ^C does not seem to do it for me
[03:20:59] <cradek> yay, got my mesa stuff
[03:21:38] <AndyTx> yay
[03:22:14] <jmkasunich> AndyTx: if you had even one instance of 19,000,000, then the max latency is not 8,000 to 14,000, it is 19,000,000
[03:22:38] <AndyTx> right but I'm talking about the maxlat of the last second
[03:22:51] <cradek> 19000000 seems a tad too high
[03:22:57] <jmkasunich> a ton too high
[03:23:10] <cradek> yeah, as in totally unusable
[03:23:19] <jmkasunich> unless you can identify the cause and fix it
[03:23:19] <AndyTx> yes, I'm guessing that it had to do with the smi interrupt
[03:23:43] <jmkasunich> did the three instances coincide with anything you were doing?
[03:23:52] <AndyTx> no
[03:24:05] <jmkasunich> did they happen at any specific interval, or random?
[03:24:28] <AndyTx> yes and no
[03:24:37] <AndyTx> it seemed to run fine for a few minutes
[03:24:52] <AndyTx> and then every few minutes i'd get 3 spikes
[03:25:00] <AndyTx> like maybe 40 or 50 seconds apart
[03:25:02] <jmkasunich> hmm
[03:25:07] <AndyTx> then it would run fine again for awhile
[03:25:42] <jmkasunich> you might want to look at the things mentioned on that wiki page, including the SMI one, and try any that don't cost money
[03:25:56] <jmkasunich> did you figure out how to stop the latency test?
[03:26:11] <jmkasunich> you need to be in that window when you hit ctrl-C
[03:26:21] <AndyTx> yeah, I hit ctrl c
[03:26:51] <AndyTx> I'm trying to understand how to disable smi interrupt, but I really don't understand half of what I'm reading
[03:26:52] <jmkasunich> ok, you said earlier that it didn't work, just checking
[03:27:13] <AndyTx> yeah, ^C must be shorthand or something for ctrl c
[03:27:22] <AndyTx> I was trying to type it
[03:27:23] <jmkasunich> yeah, it is
[03:27:27] <jmkasunich> oh
[03:27:31] <AndyTx> lol
[03:27:45] <jmkasunich> hmm, looking at that SMI instructions - it is a bit intense for a newbie
[03:28:16] <jmkasunich> and also a bit outdated, since I bet you aren't running 6.06 - if you just installed recently you probably have version 8.04, and those instructions would need modified
[03:28:33] <jmkasunich> I think it might be easier now, but I'm not sure - I'm still running the older version
[03:28:42] <AndyTx> yeah, its the latest version of ubuntu
[03:28:49] <AndyTx> er, well the latest that came with emc2
[03:29:10] <jmkasunich> ok, I'd suggest trying in here again tomorrow, or sending a message to the emc-users mailing list describing the problem
[03:29:38] <jmkasunich> I can think of a couple people more likely than me to be able to tell you how to solve SMI on the latest version, but at least one if them is in a very different time zone
[03:29:40] <AndyTx> ok
[03:29:50] <cradek> do you just have another machine to try?
[03:30:05] <cradek> I have not dealt with this SMI thing yet - I think all my hardware is too old
[03:30:43] <AndyTx> yeah, I've got my current computer I'm running windows on
[03:30:59] <jmkasunich> heh, ubuntu would be a great improvement ;-)
[03:31:02] <cradek> oh, you don't have to compile it, I bet - just get it loaded
[03:31:16] <AndyTx> It ran the trial version of mach3 just fine
[03:31:18] <jmkasunich> (although I understand if you want to keep windows on at least one computer)
[03:31:48] <AndyTx> hm, can I run the latency test from the livecd?
[03:31:57] <jmkasunich> I think so
[03:32:02] <cradek> sorry, if I have realtime trouble with some machine, I toss it on a pile, grab another one from another pile, and continue :-)
[03:32:09] <cradek> yes you can
[03:32:20] <jmkasunich> cradek: normal people don't have piles of computers laying around
[03:32:37] <cradek> on this ubuntu 8 install do you have a rtai_smi module? maybe you just have to load it.
[03:32:50] <cradek> jmkasunich: yeah yeah
[03:33:09] <AndyTx> where on the cd would it be?
[03:33:23] <cradek> /usr/realtime*/modules/
[03:33:36] <AndyTx> k, let me check
[03:33:52] <jmkasunich> you could just try to load it
[03:35:07] <jmkasunich> in a terminal window, type "sudo insmod /usr/realtime<hit-the-tab-key>/modules/rtai_smi.ko
[03:35:16] <AndyTx> there doesn't seem to be a usr directory
[03:35:34] <AndyTx> k, I'll try just loading it in the terminal
[03:35:47] <jmkasunich> where I wrote <hit-the-tab-key>, hit it and it will fill in the full name of the realtime directory, which has some version numbers, etc tacked on the end
[03:35:55] <cradek> yes there is a /usr directory
[03:36:35] <cradek> oh you're looking at the cd? you need to look on the booted system
[03:36:52] <jmkasunich> I think he might be
[03:37:11] <AndyTx> ah, gotcha
[03:37:16] <jmkasunich> (he has two computers - the windows one he is talking to us from, and the ubuntu one in the other room with no net access
[03:37:35] <jmkasunich> he's been testing the other one, but asked about latency from live-cd to test the doze one
[03:37:42] <cradek> sorry, I came into the conversation late
[03:37:48] <jmkasunich> np
[03:38:15] <AndyTx> yeah
[03:38:21] <AndyTx> theres an rtai_smi.ko
[03:38:25] <jmkasunich> cool
[03:38:34] <jmkasunich> you can load it with "sudo insmod" then
[03:38:40] <AndyTx> neat
[03:38:49] <AndyTx> so that should disable smi interrupt?
[03:38:49] <jmkasunich> then run the latency test again and see if you get good results
[03:39:02] <AndyTx> wow, thanks so much fellas
[03:39:16] <jmkasunich> thank us if it works ;-)
[03:39:22] <AndyTx> I'll go run another test and be back in 20 minutes to beg more help probably
[03:39:23] <jmkasunich> (tomorrow - bedtime here)
[03:39:24] <AndyTx> ;D
[03:39:30] <AndyTx> sure, thanks again
[06:39:09] <cnc_engineer> Hi everyone.
[06:40:59] <cnc_engineer> whenever I execute m06 (tool change) command the spindle stops and I have to restart the spindle every time in my g-code program. Is there any way to avoid spindle stop?
[06:45:01] <crotchetyGuy> cnc_engineer: that's pretty standard behavior in cnc controls.
[06:47:22] <crotchetyGuy> there will be times you don't want to start the spindle: an air stop, or maybe a probe. what if my indicator was in the next pocket:)
[07:12:38] <toastyde1th> why would you ever want to do that?
[07:12:45] <toastyde1th> how do you change a tool without stopping the spindle?
[07:15:05] <toastyde1th> on a commercial control I'd just change the tool macro to look at the spindle direction before it stops, do the swap, and then restart it in the correct direction
[07:15:22] <toastyde1th> dunno how emc handles m-code macros with the crazy O word thing
[08:48:02] <anonimasu> toastyde1th: agreed
[08:48:56] <anonimasu> toastyde1th: trying to change tool with the spindle on is cute.
[10:57:37] <fragalot> archivist_ub:
http://www.hobbycnc.com/products/cnc-router-plans/ -- whats your opinion on this lil' thingy for engraving purposes ?
[11:00:14] <archivist_ub> iirc there are some free plans about as well
[11:00:23] <fragalot> I've been looking, but i can't find those
[11:00:40] <fragalot> atleast, no decent ones
[11:14:28] <archivist_ub> fragalot, basicly I cant see the detail I want, to say I like/dont like
[11:14:46] <fragalot> me neither, thats why i asked :p
[11:15:17] <fragalot> just trying to find something that 'l get me a running machine for under 400 euro
[11:15:27] <fragalot> proves to be a tough challenge
[11:16:17] <archivist_ub> things that I look at are bearings and flimsyness of shafting
[11:16:54] <archivist_ub> well I built from scraps so no need to spend too much
[11:17:13] <fragalot> the most expensive part i'm worried about is the steppers + driver
[11:17:36] <archivist_ub> yup thats where most I my money went
[11:17:42] <archivist_ub> I of
[11:18:14] <fragalot> yeah
[11:18:51] <fragalot> I'm just trying to figure out if it's cheaper to make a driver myself, or just to buy one.. :/
[11:19:24] <fragalot> atm the hobbyCNC drivers look nice
[11:19:59] <archivist_ub> £30 down the scrap yard, £10 machine from an auction, free motor and vfd, lathe handed down from dad scrapped for headstock and col
[11:20:14] <fragalot> so does that router,.. it's fairly simplistic and looks like it can be easilly resized
[11:20:21] <fragalot> lucky you
[11:20:22] <fragalot> :p
[11:21:08] <fragalot> i'd spend more money on fuel trying to locate a scrapyard that has anything usefull, wouldn't even know where to START looking for auctions that don't involve antique slippers, ..
[11:21:09] <archivist_ub> but drivers and steppers nearly all new £, 30 V PSU was a free one as well
[11:21:42] <archivist_ub> look for factory closure auctions
[11:22:06] <fragalot> have, nothing usefull sofar
[11:22:27] <fragalot> mainly just pneumatic and hydraulics that went out the door on those. bit over my price range for most things too
[11:22:44] <archivist_ub> £40 for slides for the headstock
[11:24:08] <fragalot> y'know, i'll just postpone this untill after my exams, then take it easy, step back and see what i need, and how much it's going to cost me
[11:24:18] <fragalot> by then, prices might have dropped on a lot of things (or increased >.>)
[11:24:50] <archivist_ub> about £250-280 for the steppers and drivers iirc
[11:25:43] <fragalot> http://www.hobbycnc.com/products/hobbycnc-ez-driver-board-packages/ this looks promising, it's just shipping that's going to double the price, as per usual
[11:26:08] <fragalot> last time i tried to import something... I got a Sun Fire server for free from a buddy of mine.. I ended up paying 600 euro's to customs for it >;>
[11:29:26] <archivist_ub> what country are you in
[11:29:42] <fragalot> belgium
[11:30:08] <archivist_ub> ah ok, just over the water
[11:30:19] <fragalot> it's not far away, but it's a world of difference
[11:46:53] <micges> hi all
[11:50:05] <alex_joni> hi
[11:52:52] <BigJohnT> hi
[11:57:46] <fragalot> hey
[14:29:10] <archivist_ub> fragalot, found another
http://cgi.ebay.co.uk/CNC-Router-Plans-for-Computerized-milling-or-cutting_W0QQitemZ170245923941QQcmdZViewItem?hash=item170245923941&_trkparms=39%3A1|66%3A2|65%3A7&_trksid=p3286.c0.m14.l1318
[14:29:42] <fragalot> *click*
[14:31:11] <fragalot> mm
[14:33:07] <archivist_ub> or look at a few, design your own
[14:33:57] <fragalot> tried that,.. I ended up with:
http://omploader.org/vbWhu http://omploader.org/vbWhv (cellphone camera, don't shoot me :p) which is just pretty much utter fail
[14:35:01] <archivist_ub> learning the various forces and bending actions would help
[14:36:14] <fragalot> yeah
[14:36:28] <fragalot> when i made that i just said "sod it" to physics
[14:36:29] <fragalot> :)
[14:36:56] <archivist_ub> but physics will win
[14:37:25] <fragalot> likely
[14:37:57] <fragalot> thats why i decided to get plans i know work
[14:39:02] <archivist_ub> only available cheat is inertia if the tool moves fast enough, the material and machine dont get time to move out the way
[14:46:15] <fragalot> hehe
[14:46:26] <fragalot> archivist_ub: I doubt that a home-made device will achieve that speed.
[14:47:06] <fragalot> I'll be happy if it does 10"/min
[14:47:20] <archivist_ub> well thats what dremel systems are doing to some extent
[14:47:22] <fragalot> archivist_ub: and i'll be even happier if nobody else bids on those plans.. :)
[14:47:33] <archivist_ub> Im not going to
[14:47:54] <fragalot> ah, you mean "just rev up the tool more"
[14:48:08] <fragalot> I thought you mean if you crash or do sudden stops
[14:49:34] <fragalot> anyways, its more fun to do something properly the first time, than it is to make scrap first, and use that scrap to make the 2nd, and waste 'precious' money in the process - even tho it's great for learning purposes
[14:56:09] <cradek_> cradek_ is now known as cradek
[14:56:13] <jepler_> jepler_ is now known as jepler
[14:59:30] <toast> depends on what the part is
[14:59:40] <toast> i work on parts all the time where it's not advantageous to scrap the first part
[15:00:10] <toast> if it's some cheap lathe part that takes two minutes to make, it's gonna be scrap
[15:00:34] <toast> but if it's a 800 dollar block of stainless, that's a bit different
[15:01:03] <skunkworks> you 'ease' into the first part.. ;)
[15:02:17] <cradek> in the HNC manual it says to set the tool offsets .030 short so every cut is oversize
[15:02:41] <cradek> they warn you a few times to NOT move drills and reamers the .030 though
[15:02:55] <toast> yeah that would be lol
[15:06:28] <alex_joni> 'away bbl
[15:06:44] <alex_joni> s/'/\//
[15:09:05] <cradek> jepler:
http://bbs.homeshopmachinist.net/showthread.php?t=30156
[15:09:35] <cradek> I don't understand the point of the magnet trick, but I think it's interesting that he uses a spring and gets good results on PCBs.
[15:10:21] <jepler> "When you magnetize the tool it becomes polarized to the magnets so that they prevent it from slipping when the tool is spinning."
[15:11:05] <cradek> I suppose it is hard to drive it while having it free to move up and down.
[15:11:40] <skunkworks> won't work with carbide cutters..
[15:12:03] <cradek> hmm
[15:12:28] <jepler> I can't see how you get a uniform cut depth -- why wouldn't vary with the feedrate?
[15:12:43] <cradek> I think he says it does
[15:12:44] <skunkworks> I think it would be too much futsing
[15:13:14] <fragalot> i'm confused to it's purpose
[15:13:42] <fragalot> the further you nudge it in, the greater the force of the spring will be etc..
[15:14:36] <jepler> fragalot: when doing trace isolation milling with engraving bits, the depth of the cut is very important because the width of the material cut away is proportional to the depth
[15:14:37] <fragalot> I can imagine this working tho for not-that-accurate things, with bulgy surfaces
[15:14:58] <fragalot> jepler: and theres always a chance you go too deep & just engrave the PCB into 2 PCB's
[15:15:01] <fragalot> :p
[15:16:09] <jepler> fragalot: so everyone would like to find a scheme to cut to the perfect depth while riding over whatever curvature or warping in present in the board's fiberglass layer
[15:16:48] <fragalot> yeh
[15:17:04] <fragalot> lasers measuring distance the whole time. *nod*
[15:30:37] <dave_1> I've a question for the experts: what is happening when G53G0Z0 works but G54G0Z0 gets a limits violation. Soft limits are set at +0.2 and -7.5?
[15:31:08] <dave_1> G54 is 0.0, 0,0, 0.0
[15:34:19] <cradek> tool length offset?
[15:34:40] <cradek> or G92 offset
[15:34:58] <dave_1> set for my min tool length
[15:35:20] <dave_1> to my knowledge I don't have a G92 set.
[15:35:26] <cradek> try g49 g92.1 g54 g0 z0
[15:35:37] <cradek> I think it's gotta be one of those two things
[15:36:00] <dave_1> OK ... will get back later.... got to go do things outside now...it is going to 100 today.
[15:36:32] <dave_1> tnx
[15:36:33] <cradek> make sure you check g54 settings again too... g10 l2 p1 z0
[15:36:39] <cradek> welcome
[15:42:44] <toast> does EMC have a distance to go menu
[15:43:12] <toast> if it does, dave_1, look at the dist to go and see which axis wants to move outside the limit
[15:43:20] <toast> that will give you a starting point
[15:43:34] <cradek> he is only moving Z so it must be Z
[15:43:35] <toast> can't go wrong with cradek's suggestions though
[15:43:37] <toast> oh
[15:43:43] <toast> nm
[15:43:47] <cradek> :-)
[15:44:43] <cradek> my suggestions were easy - there are only so many offsets - so it must be one of them!
[15:46:01] <fragalot> haha
[15:46:52] <toast> hahaha
[15:46:55] <toast> VERY TRUE
[15:47:13] <toast> offsets are funny things
[15:47:21] <toast> had a co-worker who is a little slower than average set a job up
[15:47:25] <toast> then when he went to let it run
[15:47:45] <toast> sat there and watched a roughing endmill blow .750" deep worth of material, 1" over from where it should have been
[15:47:52] <toast> through three of four parts on the machine
[15:48:20] <toast> he had 1" in the work shift =/
[15:48:24] <cradek> hm, maybe stopping it would have been a good idea
[15:48:35] <toast> the other question was why didn't he spot it before it even began to cut
[15:48:41] <toast> 1" is definately visible by eye?
[15:48:51] <toast> but that's one of the mysteries of the shop, why he does the things he does
[15:48:54] <toast> no one knows, they make no sense.
[15:49:00] <cradek> ouch
[15:49:22] <archivist_ub> dangerous to have near a machine
[15:49:29] <toast> v. dangerous
[15:49:35] <archivist_ub> remove him
[15:49:36] <toast> he's scrapped runs of 50 parts before
[15:49:48] <archivist_ub> promote to manager
[15:49:53] <toast> and his machine has the brand new, 3000 dollar vises
[15:49:57] <toast> two of them
[15:50:02] <toast> i fear for their safety
[15:52:37] <fragalot> i've had a machine go sideways on me, still don't know how it did it
[15:53:36] <fragalot> you set the machine up, you make ~300 pieces with it,.. then when it starts with another piece, it does what it's supposed to do.. Then instead of getting the 6mm drillbit it should take, it just switches over to a dept gauge i had put in ages ago for aligning some things, and tried to drill with that
[15:54:01] <toast> lol
[15:54:03] <fragalot> obviously you hit the stop button, it stops,.. but before that it tries to change tools again, and halts halfway the process
[15:54:19] <fragalot> long story short, the toolchanger doesn't work anymore,... lol
[15:54:38] <toast> haha ouchies
[15:54:48] <fragalot> yeah,.. manual toolchanging ftl lol
[15:55:22] <cradek> you have power drawbars and still you whine about changing tools!?
[15:55:47] <toast> srsly
[15:55:48] <cradek> (wish I had a 'tool release' button)
[15:55:56] <fragalot> cradek: :D
[15:59:25] <archivist_ub> I wish tools went back to that same position every time
[15:59:42] <toast> i complain all the time about not having quick change tooling and tool turrents
[15:59:46] <toast> *turrets
[15:59:49] <cradek> yeah pretty soon we'll have R8 people here making fun of me
[16:00:13] <fragalot> haha
[16:00:19] <archivist_ub> Im using morse 2 collets
[16:00:37] <cradek> or worse, morse collet guys
[16:00:52] <fragalot> cradek: if the toolchanger works aswell as it did on that VMC-1060 trust me, you're better off with a manual one.. (altho the power drawbars are a bliss)
[16:01:03] <toast> click.. pssshhh
[16:01:09] <fragalot> if it worked, it kept crashing into things
[16:01:17] <fragalot> the motor ended up frying
[16:02:41] <toast> it would be cool to work on a machine with a tool hive
[16:02:50] <fragalot> Aye
[16:02:57] <toast> like a kid in a candy store and all the candy is free
[16:03:05] <fragalot> haha
[16:04:26] <toast> although more recently i have started whining about umbrella changers
[16:04:31] <toast> i always hit my head on a tool in those things
[16:04:36] <fragalot> hahah
[16:04:37] <toast> plus they take a year to change tools
[16:04:48] <fragalot> i shouldn't be laughing tho.. I've gashed my head a few times doing that too
[16:04:54] <toast> haha
[16:05:02] <toast> i think it's a rite of passage, in some way
[16:05:37] <toast> or at least i tell myself that in order to avoid feeling like a total moron
[16:05:41] <fragalot> it was pointing sideways,.. but i was cleaning the machine out,. so i opened the window on the side, leaned in, scooped some goop out, went to go back to an upright position,.. and thats when it went wrong
[16:05:58] <toast> hahahaha
[16:06:15] <toast> and hitting your head on a tool doesn't hurt until you pull away
[16:06:22] <fragalot> yeah
[16:06:23] <toast> it's just a solid "thud"
[16:06:26] <toast> and you think
[16:06:27] <toast> "uh oh"
[16:06:36] <toast> blood everywhere and a trip to the bathroom later
[16:06:48] <fragalot> yeah
[16:07:04] <toast> brb
[16:07:33] <archivist_ub> boss does that here, at least he makes the coffee before I have to take him to hospital
[16:07:44] <fragalot> haha
[16:08:08] <archivist_ub> he had a module .6 finger
[16:08:38] <fragalot> a what? :p
[16:09:15] <archivist_ub> a gear cutter size
[16:09:23] <fragalot> ah
[16:11:59] <fragalot> reckon 400 euro would be a reasonable price for a DIY engraver ?
[16:13:23] <fragalot> already have the dremel & range of tools for it, so can save on that. can get the rods for the guides cheaper, aswell as the angles & bearings,..
[16:13:39] <fragalot> holy crap i only just realized how many parts i can get at like 20% of their normal price
[16:15:18] <jepler> huh being a python lover, this sure looks neat:
http://myhdl.jandecaluwe.com/doku.php/start
[16:16:17] <fragalot> jepler: indeed it does
[16:17:41] <toast> why does linux maintain two copypasta buffers
[16:17:50] <fragalot> ease of operation
[16:17:51] <fragalot> i like it
[16:18:26] <toast> I DO NOT
[16:18:38] <toast> i highlight stuff and frantically hit ctrl+v and nothing happens
[16:18:48] <toast> and have to remember to r+l click
[16:19:04] <toast> or worse some stuff from like three days ago gets pasted nine times
[16:19:21] <fragalot> i hilight, and use middle-mouse button to paste
[16:19:37] <toast> i don't have middle mouse
[16:19:41] <fragalot> ctrl-C also works, but not in terminals, which is the main reason for the "select copies" way of doing things
[16:19:48] <toast> i like select copy!
[16:19:52] <fragalot> ctrl-C & ctrl-V work for me
[16:19:52] <toast> i am pro-select copy
[16:20:08] <toast> i just wish select copy and ctrl+c/v were the same bloody thing
[16:20:11] <jepler> http://www.jwz.org/doc/x-cut-and-paste.html
[16:20:28] <fragalot> toast: meh
[16:20:56] <fragalot> i'm a programmer, I like multiple copy buffers, just incase you overwrite one by accident. & need what you copied. :p
[16:21:12] <toast> ty jepler
[16:21:55] <jepler> I've used X for so long and other systems so little that I'm completely comfortable with X's way of doing it
[16:22:17] <toast> i just don't have a middle mouse button
[16:22:21] <jepler> (though I notice that as time goes by, gnome and kde apps get shittier and shittier when it comes to actions on the PRIMARY selection)
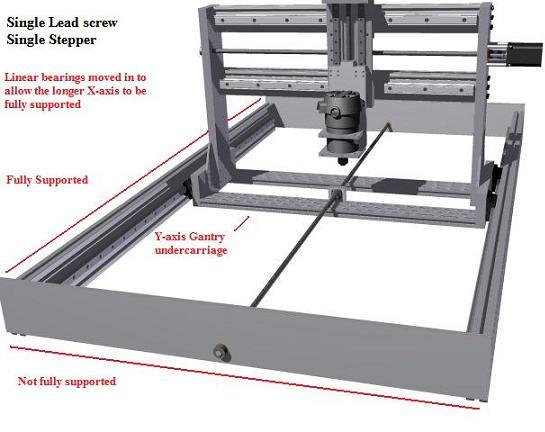
[16:26:28] <fragalot> http://www.cncroutersource.com/images/xframec1words.jpg <-- why does his just shout out "FAIL" (if this was a "place on top & engrave" type, eg. w/o bed)
[16:29:12] <jepler> fragalot: I am sure it's intended to have a bed attached at the front and back like this router:
[16:29:15] <jepler> http://axis.unpy.net/files/01188441458/img_7045-medium.jpg
[16:29:43] <fragalot> jepler: the same page had one that didn't have a bed, that's why i typed FAIL, then read a bit further that a bed needed to be added, and why that design was bad,..
[16:29:59] <fragalot> jepler: that's the whatshisname isn't it
[16:30:03] <jepler> but if that part were shown you couldn't see the linear bearings
[16:30:06] <fragalot> somethingrobot
[16:30:10] <jepler> fragalot: zenbot
[16:30:15] <fragalot> zenbot :D
[16:30:23] <jepler> an older model; seems he's changed a lot of stuff in the one currently for sale
[16:30:28] <fragalot> aye
[16:30:33] <fragalot> shame that he only sells via ebay tho
[16:31:38] <fragalot> the price is actually pretty damn good.. $550
[16:31:50] <fragalot> shame that that doesn't include the drivers tho
[16:32:02] <jepler> yeah--at a minimum, you have to add stepper driver and spindle
[16:32:33] <fragalot> actually on a few, he sells the dremel along with it,.. or it's somebody else, re-selling his work
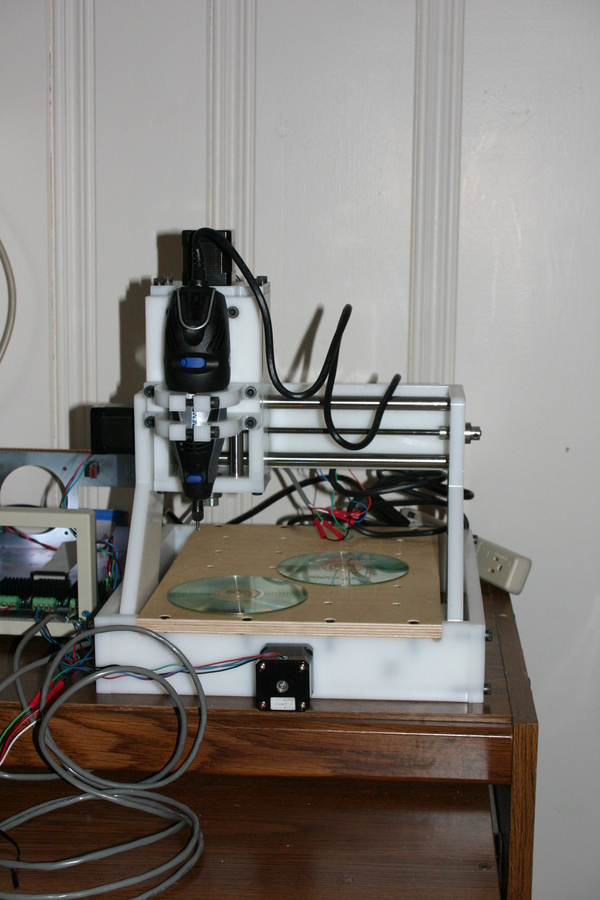
[16:33:58] <fragalot> http://www.clearchoiceprep.com/zenbot/images/collage.jpg things he makes with it are stunning tho
[16:39:06] <jepler> I wonder what the SCALE is on the current zenbot.. must be much more than the 1/20 inch of the old style with simple 1/4-20 threaded rod and 70 in/min rapids (SCALE=8000 for half-stepping or 32000 for 1/8-stepping)
[16:39:45] <jepler> er, much less since higher SCALE means fewer steps per inch
[16:39:49] <fragalot> Rapids: 800 inches per minute with xylotex driver and 24v power supply. We recommend setting the rapids to 200 inches per minute or lower until you are familiar with the machine. (other bipolar drivers might work equally as well or better, but the machine has been tested with xylotex)
[16:39:51] <jepler> argh saying it wrong still
[16:40:13] <fragalot> the new one uses timing belts instead of threaded rods
[16:40:51] <jepler> yeah
[16:40:59] <fragalot> wow
[16:41:10] <fragalot> shipping to the UK is $140,.. I can't even imagine what shipping to belgium would cost
[16:41:15] <fragalot> and how much customs would ask for it after
[16:41:40] <fragalot> ah, 140 too :p
[16:42:00] <fragalot> * fragalot scratches his hair, wondering wether or not to get it
[16:42:23] <fragalot> nah
[16:44:08] <fragalot> mmph, stepper motors are so much more expensive here, and i won't be able to reproduce that quality build here at home.. *dilemma* :p
[16:44:24] <fragalot> I guess i'll just wait for his next one & save up meanwhile
[16:49:31] <jepler> surely $700 is nothing in european money these days
[16:49:54] <archivist_ub> at my job its a lot!!!!
[16:49:56] <jepler> about as much as a loaf of bread or something
[16:50:02] <fragalot> haha
[16:50:09] <fragalot> jepler: 1.53 conversion rate last time i checked
[16:50:24] <fragalot> and as apart from my summer job i have no income, it is a lot.
[16:50:58] <fragalot> ah, currently the rate is 1.54191
[16:53:48] <jepler> hm the SCALE must be pretty coarse on the belt-driven zenbot -- a 12-groove pulley for MXL belts is the smallest size I found right away. That gives 0.96 inch / revolution or only 208.333 full steps per inch. Bigger pulleys would give even coarser SCALEs.
[16:54:37] <fragalot> what about using smaller microsteps
[16:54:45] <fragalot> (not that i know what i'm talking about or anything..)
[16:54:47] <jepler> usually microsteps don't have a lot of positional accuracy
[16:55:48] <fragalot> fun
[17:10:49] <dave_1> for small apps I keep thinking about the panasonic 40 W ac servo motors with controller Steve had at fest.
[17:13:23] <dave_1> hey crakek ... no luck ... also tried leaving just 5220 (at 1.0) and a z offset in the var and that did not help.. really grasping at straws. ;-(
[17:16:37] <dave_1> going back to shop to try other things. :-)
[17:45:45] <fragalot> a) go with linear bearing system b) go with L angle + rollerskate bearings
[17:45:47] <fragalot> * fragalot ponders
[17:51:13] <archivist_ub> there is a homebrew rail system that uses round bar and normal ball races arranged in a triangle made with milled out plywood
[17:52:24] <fragalot> mm, normally they use an L-profile for that
[17:52:30] <fragalot> but that's the b) option
[17:52:31] <fragalot> :p
[17:52:43] <fragalot> just figuring out which will be the easiest to use / most cost effective
[18:37:43] <jepler> huh both videos on the zenbot auction are now saying "this video is no longer available" when you play them
[18:38:09] <fragalot> they worked when we were talking about it..
[18:39:09] <jepler> weird -- works after reloading the page
[18:39:51] <fragalot> lol that is strange..
[18:41:18] <jepler> hah that blue phone video is not what I'd call the most optimized motion
[18:42:05] <fragalot> lol nope
[18:42:42] <fragalot> the wood thing is also kinda,.. well.. sub optimal (then again, optimal way of doing it (eg. tracing the curves in a circular motion) would be too hard to program :p
[19:03:36] <fragalot> holy ..
[19:03:42] <fragalot> archivist_ub: y'know that ebay page you linked me to?
[19:03:58] <fragalot> archivist_ub: that's one of the FREE designs.. JGRO design
[19:04:05] <archivist_ub> hehe
[19:04:23] <archivist_ub> some cheap bar steward making a $
[19:04:44] <skunkworks> http://au.youtube.com/watch?v=TWbMTk1rQ0g
[19:04:52] <fragalot> I hate ebay's way of saying "once you bid, you go trough or die"
[19:05:45] <archivist_ub> I think you can retract with good reason
[19:06:04] <fragalot> yeah, doing so now
[19:06:29] <fragalot> as the JGRO is for personal use only, and can not be re-sold to anyone,.. I should be good
[19:10:02] <fragalot> archivist_ub:
http://rafb.net/p/7Oa2ul76.html
[19:11:01] <archivist_ub> yup, maybe a mail to epay as well about invalid auction
[19:11:05] <fragalot> would i just send that or "finetune" the message
[19:11:30] <fragalot> meh sent that off
[19:14:12] <fragalot> archivist_ub: I'll wait reporting this, depends on wether or not he accepts my withdrawal
[19:24:02] <mr_jimjames> Hello again.
[19:24:03] <jepler> it appears that ebay's "file a report" isn't designed to let you report violations of a third party's copyright
[19:24:12] <mr_jimjames> i have yet another question.
[19:24:13] <fragalot> jepler: indeed it doesn't.
[19:24:15] <fragalot> :
[19:24:16] <fragalot> :/
[19:24:26] <fragalot> mr_jimjames: ask away! :)
[19:24:47] <mr_jimjames> i get the error joint 0 on limit switch
[19:24:56] <mr_jimjames> i don't have the switches hooked up
[19:25:01] <mr_jimjames> i would like to disable that
[19:25:03] <cradek> did you use stepconf?
[19:25:07] <mr_jimjames> stg
[19:25:12] <fragalot> mr_jimjames: invert the singal
[19:25:20] <mr_jimjames> in-out?
[19:25:24] <mr_jimjames> i mean
[19:25:25] <cradek> or don't hook it up in hal
[19:25:28] <mr_jimjames> in-not
[19:25:38] <fragalot> mr_jimjames: more like, if it's now a 0, try setting it to 1 instead
[19:25:53] <mr_jimjames> on the stg hal file right?
[19:26:29] <fragalot> I haven't had the chance to properly play arround with emc yet, so i don't know, .. It's just my programming brain that kicked in, ;)
[19:26:47] <mr_jimjames> ok
[19:27:01] <mr_jimjames> i don't think there is a 0/1 value
[19:27:03] <jepler> mr_jimjames: in the stg_io.hal file you could comment out the lines like "linksp Xhome => axis.0.home-sw-in".
[19:27:05] <cradek> linksp Xminlim <= stg.in-02
[19:27:05] <cradek> linksp Xminlim => axis.0.neg-lim-sw-in
[19:27:09] <mr_jimjames> i don't have the file in front of me
[19:27:12] <cradek> yeah, what jepler says
[19:27:13] <jepler> and so on for the Y and Z axes
[19:27:25] <mr_jimjames> ok
[19:27:30] <mr_jimjames> sounds like a plan
[19:27:42] <jepler> er, yes, you want the 'lim-sw-in' lines, not the 'home-sw-in' line
[19:27:54] <mr_jimjames> ok
[19:27:57] <cradek> * cradek shivers while thinking about a servo machine without limit switches
[19:28:01] <jepler> put "#" at the beginning of those lines
[19:28:14] <mr_jimjames> the machine has switches, just not to emc
[19:28:26] <cradek> oh, good
[19:28:28] <mr_jimjames> yet
[19:28:29] <fragalot> silly people using inches
[19:28:29] <fragalot> >.>
[19:28:43] <jepler> that will remove the software connection between the I/O point stg.in-02 and the limit switch logic
[19:28:43] <mr_jimjames> well, as they say
[19:28:47] <archivist_ub> the inches, they are real
[19:28:52] <jepler> later when you add a limit switch you'll remove the "#" to uncomment the line
[19:28:56] <fragalot> archivist_ub: metric ftw.
[19:29:05] <mr_jimjames> if god wanted us to use the metric system, there would have been 10 diciples. ;-)
[19:29:15] <cradek> fragalot: most machines 'over here', especially older ones, are natively inch machines
[19:29:19] <jepler> there will be a total of 6 lines for the X, Y, and Z axes and for the negative and positive switches
[19:29:21] <fragalot> mr_jimjames: touché
[19:29:22] <cradek> (but I know you were trolling)
[19:29:39] <mr_jimjames> ok, then, i'll get to it.
[19:29:41] <mr_jimjames> thanks again
[19:30:36] <archivist_ub> if you work with old gear and service/make parts for old systems you need all measuring systems
[19:30:52] <archivist_ub> cradek, lignes :)
[19:30:59] <cradek> archivist_ub: ha
[19:31:12] <fragalot> archivist_ub: yeah, but all new machines should be metric ;)
[19:31:14] <fragalot> * fragalot nods
[19:31:33] <fragalot> the only thing still in inches here is plumbing gear
[19:32:13] <archivist_ub> BSP rulz except in america where its NPT
[19:34:11] <fragalot> * fragalot wishes he had magic levis
[19:34:22] <fragalot> y'know, the type where everytime you reach into your pocket, you find a 20 euro bill
[19:34:42] <archivist_ub> interesting in Britain people think BA is an imperial thread, except its metric based on the swiss thury thread
[19:35:33] <fragalot> awesome how all schematics for CNC mills don't include a parts list
[19:38:52] <fragalot> I still can't believe archivist_ub made me bid on a free CNC router design
[19:38:57] <fragalot> * fragalot thinks archivist_ub is the one that's selling it
[19:39:04] <archivist_ub> noo
[19:39:16] <fragalot> thats right,.. I found your secret identity!
[19:39:20] <fragalot> now.. reply to my email!
[19:39:20] <fragalot> :p
[19:41:15] <fragalot> anyways..
[19:41:21] <fragalot> * fragalot grabs a calculator and starts converting measurements
[19:45:49] <fragalot> wow, cnczone's registration email looks nasty
[20:17:34] <fragalot> sigh
[20:17:36] <fragalot> the heat is getting to me
[20:17:56] <toast> i jus dropped a carriage on my finger
[20:17:57] <fragalot> i just printed something out, looked at it, and went "holy f*ck it's upside down" .. untill i realized i had to turn the piece of paper arround to "fix" that
[20:17:57] <toast> owie
[20:18:03] <toast> hahahaha nice man
[20:18:04] <fragalot> toast: ouch
[20:19:40] <anonimasu> ouch
[20:21:39] <fragalot> right, so you go downstairs to grab a dial caliper, and some bearings with some rods
[20:22:21] <fragalot> you come up with the caliper.. realize you didn't bring the rest, go down again, put a basket of clothes in the washing machine as it's idling there anyways, go back up, realize you forgot to take the bearings again,...
[20:22:47] <fragalot> this just isn't my day
[20:23:37] <archivist_ub> old age gets to you
[20:23:44] <fragalot> at 18?
[20:23:46] <OoBIGeye> or insanity :)
[20:25:40] <toast> insanity is bringing the bearings and calipers with you, and measuring the clothesbasket
[20:25:52] <fragalot> haha
[20:26:20] <toast> and then washing the bearings
[20:26:23] <toast> obv
[20:26:37] <fragalot> no, I did that last month
[20:26:41] <fragalot> wrecked the washing machine
[20:26:43] <fragalot> >.>
[20:27:08] <fragalot> I had some metal shavings & other stuff in my pockets.. didn't empty them... you can guess what it did to the machine
[20:27:17] <anonimasu> hm
[20:27:23] <anonimasu> our machine is immune to that
[20:27:31] <fragalot> lucky, mine isn't
[20:28:16] <anonimasu> that sucks.
[20:30:54] <fragalot> no, that pours
[20:30:57] <fragalot> and leaks
[20:31:19] <fragalot> sigh why do the local hardware stores suck so hard
[20:32:12] <fragalot> i'm off to bed before i break something again
[20:32:13] <fragalot> gnite
[20:32:55] <anonimasu> night
[20:54:18] <toast> boop beep
[20:54:34] <toast> we had a machine mystery just a few minutes ago
[20:54:42] <toast> i was running one of our HMCs, and the parts were good
[20:55:00] <toast> the next guy gets on it, and a pocket that was supposed to be .709 deep is suddenly .883 deep
[20:55:08] <toast> i have no idea how this occured
[20:55:21] <toast> i don't think the tool slipped, because I made like 20 parts with that tool and no problems
[20:56:10] <toast> a co-worker and I managed to work together and break its predacessor, but i don't think a problem with a new tool usually shows up 20 parts later
[20:56:23] <anonimasu> * anonimasu nods
[20:56:30] <anonimasu> predacessor?
[20:56:44] <anonimasu> * anonimasu has the same issue
[20:56:45] <toast> it's a new tool
[20:56:52] <toast> we broke the old one and had to replace it
[20:57:06] <anonimasu> I cut some parts that were like 0.01mm off.. a week ago..
[20:57:22] <toast> it was a true "none of us are as dumb as all of us" moment
[20:57:29] <toast> hm?
[20:57:43] <toast> .01mm, isn't that like .002"
[20:57:44] <anonimasu> and then I were going to cut some pockets for a shaft..
[20:59:08] <anonimasu> more like o0,0003937007874015748031496062992126
[20:59:45] <anonimasu> anyway.. the hole I was like 0.25 too small..
[20:59:49] <anonimasu> err I cut..
[21:00:08] <archivist_ub> file/angle grinder
[21:00:11] <toast> lol
[21:00:19] <anonimasu> 0.25mm..
[21:01:03] <anonimasu> I still have NFC why.
[21:02:05] <toast> magic
[21:02:06] <toast> obv
[21:02:09] <anonimasu> yeah :)
[21:02:10] <archivist_ub> worn tool, forgot some compensation, machine spring
[21:02:22] <anonimasu> nope
[21:02:52] <archivist_ub> hard/wrong metal
[21:03:09] <anonimasu> pocket cycle.. tool measured at 10.00mm..
[21:03:27] <anonimasu> metal was iron and sounded nice while cutting
[21:04:07] <toast> bump cutter comp up .125mm?
[21:04:44] <anonimasu> and I took a finish pass to eleminate springiness
[21:04:54] <anonimasu> like 0.025mm.. last pass
[21:05:36] <anonimasu> toast: I did bump it up alot, but why it didnt match is something I dont get
[21:05:39] <toast> why are you taking tenths passes!
[21:05:53] <anonimasu> ?
[21:06:03] <toast> .025 is like .001 according to google
[21:06:15] <toast> that's awfully hard on the tool
[21:06:20] <anonimasu> yeah.. for a finish cut 10mm doc.. exterior wall
[21:06:32] <anonimasu> the other cuts was 5mm doc and 10mm woc
[21:06:48] <anonimasu> the rough cut..
[21:07:08] <toast> * toast shrug
[21:08:36] <anonimasu> toast:
[21:08:37] <anonimasu> 0.025 millimeters = 0.000984251969 inch
[21:10:01] <anonimasu> 0.025 inch Yes, that's a rough cut.
[21:10:15] <anonimasu> :p
[21:10:31] <anonimasu> toast: the chipload I use is 0.06mm/tooth
[21:10:36] <anonimasu> if that makes more sense
[21:11:29] <archivist_ub> if it was just one piece of cast iron, did it have a chill (hard spot)
[21:11:43] <anonimasu> no, not cast iron
[21:11:55] <anonimasu> some kind of hot rolled construction iron.. not cast..
[21:12:14] <archivist_ub> ah that horrid stuff
[21:12:23] <anonimasu> horrid?
[21:12:44] <anonimasu> I think it's like got a strain limit about 300Mpa
[21:13:28] <anonimasu> it cuts pretty well
[21:13:50] <archivist_ub> I think hardness varies in it, dunno if its specified
[21:14:06] <anonimasu> it's specified for the stuff I buy
[21:14:11] <archivist_ub> ok
[21:14:35] <anonimasu> :)
[21:14:51] <anonimasu> * anonimasu is beat
[21:15:53] <anonimasu> it's like "wtf off?!, (measure tool), measure workpiece, measure workpiece, check caliper, take another pass, measure)
[22:44:37] <toast> durr
[22:52:10] <anonimasu> and ?
[23:00:35] <toast> hmm
[23:00:41] <toast> one of my many hand wounds is red and puffy
[23:00:42] <toast> oh well
[23:01:35] <anonimasu> :/
[23:01:55] <anonimasu> go get it checked out
[23:02:12] <toast> nahhhh
[23:02:20] <toast> i'll wait until it's obviously in bad shape
[23:05:40] <pminmo> Good evening, can anybody help with setting EMCs machine position, not offsets or coodiante systems, machine position
[23:14:07] <anonimasu> pminmo: do you have home switches or anything like that?
[23:14:30] <anonimasu> pminmo: if you dont, just hit the home button in axis, or on your keyboard
[23:14:34] <pminmo> not at this point and thats what I'm trying to work around
[23:14:58] <anonimasu> that sets the macine coordinate system to zer0
[23:15:00] <anonimasu> err zero
[23:15:02] <pminmo> for me home key just sets the relative position
[23:15:44] <anonimasu> well, the coordinate system you are working in(touch off) are relative to the home position of your machine
[23:16:24] <pminmo> but if the machine position is out of the soft limits range it becomes a non movement problem
[23:17:08] <pminmo> so with a set of "home" switches I'm looking for the equivalent to tell the machine where it is
[23:17:08] <anonimasu> Yes, that's right
[23:17:23] <pminmo> excuse me without home wsitches
[23:17:43] <anonimasu> I dont know how to do that sorry
[23:17:56] <pminmo> thanks
[23:18:00] <anonimasu> I dont have any either
[23:18:06] <pminmo> It's driving me nuts
[23:18:22] <anonimasu> it's on my top priority for when I get my machine togther
[23:18:40] <jepler> when you have no home switches, "homing" an axis means making the current motor position equal to the [AXIS]HOME position, typically 0. on my machine before I added home switches, I made X=0 be very nearly the end of travel, and set my soft limits to -.05 to 6.0. My startup procedure is to jog the machine to near that end of travel, then press the home key.
[23:18:40] <anonimasu> pminmo: there's a switch you can enable to make emc save machine position on exit
[23:19:01] <jepler> If I lose position during a session, I may not be able to jog back to that position because of soft limits. in that case I just exit and restart emc.
[23:19:17] <jepler> (in emc 2.3 we are going to add an "unhome" feature which will lift the soft limits so that you can jog back there)
[23:19:35] <anonimasu> isnt there a ignore limits button already?
[23:19:47] <jepler> anonimasu: that only overrides limit switches, not soft limits.
[23:20:18] <pminmo> it would be easier to just have a "zero" command rather than unhome
[23:20:43] <anonimasu> jepler: that's kind of odd.
[23:20:54] <pminmo> how is it odd
[23:21:10] <anonimasu> overriding hard limits..
[23:21:46] <pminmo> the operators is my knowledgable about thel location of the machine than emc is when it starts up
[23:21:54] <pminmo> is more knowledgable
[23:22:57] <pminmo> so setting any coordinates is up to the operator
[23:23:01] <anonimasu> well,
[23:23:58] <anonimasu> you could probably hack a program togther in python that lets you set it..
[23:24:11] <anonimasu> in 5 lines or so
[23:24:16] <pminmo> soft limits have no value if the operator has no method to tell emc where the machine is absolutely in liu of home switches
[23:24:48] <jepler> pminmo: emc does have this procedure. it is as follows: jog machine to reference location, press home key
[23:25:06] <pminmo> that is relative, not absolule
[23:25:19] <pminmo> unless I have something setup wrong
[23:25:50] <anonimasu> home isnt relative it's absolute in terms of machine coordinates
[23:25:57] <anonimasu> the other coordinate systems end up relative to home
[23:26:10] <pminmo> thats would I would think but not how it's working
[23:26:23] <anonimasu> jepler: if you jog from home and re-home your position the soft limits move too right?
[23:26:23] <jepler> what are you seeing that is different from what you expect?
[23:27:36] <pminmo> for example if I jog to what I visually consider home, and hit the home key it zero's the relative coordinates but if that position is outside of the soft limits any gcode won't execute
[23:28:12] <pminmo> if i look at the machine coordinates they are something entirely different
[23:28:30] <pminmo> i'm using axis btw
[23:29:04] <pminmo> i could have something setup wrong
[23:29:16] <pminmo> but I can't figure out what or why
[23:30:40] <jepler> pminmo: so your reference location is outside of the soft limits?
[23:30:58] <pminmo> not in absolute terms
[23:31:35] <anonimasu> emc does what's expected of the soft limits..
[23:32:03] <pminmo> but the soft limits have to know where the machine is in absolute coordinates
[23:32:09] <pminmo> actual position
[23:32:10] <anonimasu> pminmo: when you home you move the soft limits to as they are relative the the machine coordinate system
[23:32:53] <anonimasu> and that's what's to be expected of them
[23:32:53] <pminmo> does the home key pull the .ini home variables?
[23:33:15] <anonimasu> pminmo: though I'd like that feature to disable soft limits :)
[23:33:42] <anonimasu> * anonimasu dosent know
[23:33:56] <pminmo> if the home key pulled the home location from the .ini file I'd be a happy camper
[23:33:59] <toast> set the soft limits 2.5x the machine envelope?
[23:34:10] <anonimasu> toast: yeah, that's another solution to it
[23:34:20] <pminmo> then they are of no value
[23:35:24] <pminmo> this is a 4' x 2' x 6" wood router
[23:36:02] <anonimasu> pminmo: why not enable the switch that lets emc remember the position between restarts?
[23:36:28] <pminmo> hmmm, what switch
[23:36:52] <anonimasu> * anonimasu goes to read the docs
[23:39:24] <anonimasu> it's a ini file setting..
[23:39:38] <jepler> anonimasu is talking about [TRAJ]POSITION_FILE -- see
http://linuxcnc.org/docs/html/config_ini_config.html#sub:[TRAJ]-Section
[23:41:36] <pminmo> can I define home in the [traj] section?
[23:42:00] <jepler> Ignore [TRAJ]HOME: "This value is only used for machines with nontrivial kinematics. On machines with trivial kinematics this value is ignored."
[23:42:36] <pminmo> ok
[23:42:57] <jepler> consider this inifile fragment:
http://pastebin.ca/1094277
[23:43:19] <jepler> here we have an axis without a switch, because SEARCH_VEL is unspecified (0)
[23:44:01] <jepler> pressing the HOME key with this axis active will define the current motor position be 0.0 in machine coordinates, because HOME_OFFSET is 0.0.
[23:44:29] <jepler> after that, you will only be able to move to -0.01 and 8.00 because of the soft limits defined by MIN_LIMIT and MAX_LIMIT
[23:45:33] <pminmo> I need to go double check, be back in a second
[23:46:35] <jepler> hm, actually if you want to call the reference location something other than 0.0 you have to have both HOME and HOME_OFFSET -- stepconf doesn't write the right thing in this case
[23:50:44] <pminmo> the home key starts the axtive axis moving to find a home switch, shift home does nothing, ctl home does nothing the quick ref says one of them does a g52 the other
[23:51:05] <pminmo> does al axis home
[23:51:10] <pminmo> all axis home
[23:51:22] <pminmo> I type baddddddly
[23:51:31] <pminmo> spell worse
[23:52:00] <jepler> OK, if your inifile specifies an [AXIS_#]HOME_SEARCH_VEL then it is set up to home to a switch
[23:52:23] <pminmo> ahhh
[23:52:26] <jepler> remove, comment or set HOME_SEARCH_VEL to 0 to configure it to remove the home switch
[23:52:48] <pminmo> I had it setup for when I do have switches
[23:52:51] <pminmo> ............
[23:53:15] <pminmo> off to try that
[23:53:27] <anonimasu> night
[23:53:33] <jepler> see you anonimasu
[23:53:57] <jepler> "home all axes" only does something if you have a valid [AXIS_#]HOME_SEQUENCE defined for all axes
[23:57:20] <jepler> bbl
{kind=link}
{kind=link}
{kind=link}