Back
[00:39:54] <Guest166> hello.. I have a hardinge HC lathe with a pneumatic turret. It has a arm that when down locks the turret, when the arm is lifted it unlocks the turret and rotates a single tool position. the solenoid on the arm is such that when powered it will lift, without power the arm will lower. There are two micro switches for feedback one indicates the arm is up the other indicates the arm is down and the turret is locked. There is no f
[00:40:16] <Guest166> I am running a pico servo system, I currently have the solenoid wired to the 201cmist201d output for testing. I am looking for some help in setting the hal file to index the turret. I think it should go something like this: activate solenoid, check a random pin for the up switch, wait x seconds so the turret fully rotates( I have noticed that the arm gets to the microswitch before the turret is at the next tool), deactivate sole
[00:40:43] <Guest166> The other random bit I am curious about is in Axis how do I indicate what station I currently am on in the turret? When I start the day do I simply issue M6 over and over until I am at my T0 and then issue a T0 command? This assumes that all my codes have 8 M6 commands issued to rotate the turret back to T0, it might have to dump two or three M6's at the end of the code to accomplish this.
[01:19:19] <Guest166> If anyone here has any ideas please email me compact5pc@yahoo.com I will post to the mailing list later, thanks
[01:22:14] <fenn> you could use pyvcp and halui
[01:22:53] <fenn> i dont get why you'd want to issue 8 m6 commands
[01:23:12] <fenn> the T word is supposed to select the tool you want
[01:23:49] <fenn> m6 is like, 'do it'
[01:25:23] <Guest166> m6 would index the turret? T states which tool is there for the proper offset
[01:26:14] <Guest166> the turret has 8 stations and will only spin one direction. if I want the code to repeat I would need the turret to rotate back to the starting tool
[01:28:52] <fenn> you should look at the mazak example config
[01:30:00] <fenn> hmm actually it's quite complicated if you dont know what's going on
[01:33:04] <Guest166> I have lloked at the mazak and its abit over the top
[01:33:57] <Guest166> looking for a basic example
[01:34:11] <fenn> open a terminal and type 'watch -n 0.1 halcmd show pin iocontrol.0.tool*' to see what these pins do, and play around with it
[01:34:15] <fenn> also look at the manual
http://linuxcnc.org/docs/html/man/man1/iocontrol.1.html
[01:34:30] <fenn> there is no such thing as a basic toolchanger :P
[01:35:13] <Guest166> it sounds so easy to do.
[01:35:44] <Guest166> Currently I cycle the mist on/off
[01:58:53] <mr_jimjames> Hey guys,
[01:59:02] <mr_jimjames> I am glad to get through.
[01:59:18] <mr_jimjames> I have been having a hard time making contact.
[01:59:35] <mr_jimjames> I have a question if any of you are up to it.
[01:59:56] <mr_jimjames> It is an estop question.
[02:00:22] <mr_jimjames> I just installed umbutu and tried to configure the ini
[02:00:55] <mr_jimjames> The estop button allows me to connect and disconnect my machine, but it will not let me run it.
[02:01:11] <mr_jimjames> it says to turn off estop and make sure the machine is on...
[02:01:16] <mr_jimjames> any ideas?
[02:02:20] <Guest166> to run emc you have to first clear the estop then turn the machine on F1 then F2
[02:02:31] <Guest166> what gui are you using?
[02:02:35] <mr_jimjames> mini
[02:06:08] <Guest166> never used it in tkemc it is the upper left pull down, on axis it is the two buttons on the top left.
[02:07:54] <mr_jimjames> ok
[02:08:14] <mr_jimjames> oh,
[02:08:16] <mr_jimjames> that is right,
[02:08:19] <mr_jimjames> i tried that
[02:08:38] <mr_jimjames> i swithed to the classic one, and tried to turn the machine on
[02:08:42] <mr_jimjames> and so forth.
[02:08:46] <mr_jimjames> i used to use that one
[02:08:55] <mr_jimjames> it didn't work either
[02:12:06] <Guest166> you cleared the estop then set the machine to on and EMC still complained?
[02:14:48] <mr_jimjames> i hit the estop, and machine on, (in tkemc) and it still complained, but i could hear my relays kicking on.
[02:19:57] <mr_jimjames> Do you have a working ini i can get and tweak?
[02:20:09] <mr_jimjames> stg?
[02:26:06] <cradek> I don't know the answers for you, but I do know that mini turns the 'machine on' automatically and is probably not a good match for a system with a real estop chain. I think you should use AXIS or tkemc for a machine like that.
[02:27:10] <cradek> also I am not sure you have explained the problem fully. For instance you say 'it complained' but not what it says and when it says it.
[02:27:32] <cradek> same for "it didn't work"
[02:34:10] <mr_jimjames> ok, i;ll check it out further and explain in more depth. I agree, i didn't explain it well, and yes, i am used to mini whereas there is not "machine on" but i also used tkemc. I will get more data and come back in awhile. It may take me a little bit. I'll be back. Thanks guys.
[02:41:58] <Guest521> cradek have you implemented any tool change routines?
[02:42:50] <jmkasunich> I have....
[02:43:32] <Guest521> cool here is a copy and paste of my earlier question
[02:44:33] <Guest521> I have a hardinge HC lathe with a pneumatic turret. It has a arm that when down locks the turret, when the arm is lifted it unlocks the turret and rotates a single tool position. the solenoid on the arm is such that when powered it will lift, without power the arm will lower. There are two micro switches for feedback one indicates the arm is up the other indicates the arm is down and the turret is locked. There is no feedback
[02:44:48] <Guest521> I am running a pico servo system, I currently have the solenoid wired to the 201cmist201d output for testing. I am looking for some help in setting the hal file to index the turret. I think it should go something like this: activate solenoid, check a random pin for the up switch, wait x seconds so the turret fully rotates( I have noticed that the arm gets to the microswitch before the turret is at the next tool), deactivate sol
[02:44:59] <Guest521> The other random bit I am curious about is in Axis how do I indicate what station I currently am on in the turret? When I start the day do I simply issue M6 over and over until I am at my T0 and then issue a T0 command? This assumes that all my codes have 8 M6 commands issued to rotate the turret back to T0, it might have to dump two or three M6's at the end of the code to accomplish this.
[02:45:38] <jmkasunich> on the toolchanger I worked on (the Mazak at the CNC workshop), there are 5 prox switches, which sense a pattern of 5 rings of drilled holes in the tool turret
[02:45:56] <jmkasunich> that makes a 5-bit code that tells you which slot is aligned with the toolchanger
[02:46:13] <jmkasunich> basically it is an absolute encoder
[02:46:15] <cradek> on the HNC it senses the turret position. I'd be a little surprised if another model has no feedback and can only advance one spot
[02:46:43] <Guest521> I have a HC that was converted from the factory by bandit
[02:46:55] <cradek> EMC is based on "load tool such-and-such", not "load the next tool whatever number that is"
[02:46:56] <Guest521> zero feedback as to what position it is at
[02:47:01] <jmkasunich> which brings us to my question - what position sensing does the machine have?
[02:47:10] <Guest521> none
[02:47:14] <cradek> I would look into a way to add feedback.
[02:47:25] <Guest521> only feedback is arm up arm down
[02:47:26] <jmkasunich> what he said
[02:47:40] <cradek> an encoder, some proxes, anything
[02:47:54] <jmkasunich> you need something to tell you where you are - it doesn't have to be absolute
[02:48:19] <jmkasunich> for example, you could put a switch/prox/whatever that can detect one particular slot
[02:48:37] <jmkasunich> even if that means adding a screw or cam or something to that slot to trip the switch
[02:48:47] <jmkasunich> then that slot becomes slot zero, and you count from there
[02:48:58] <jmkasunich> you'd have to "home" it on power up, but that can be done
[02:49:06] <Guest521> I can do that, but at one slot how does that really help?
[02:49:27] <jmkasunich> EMC (or rather, classicladder and/or HAL) knows how to count
[02:49:42] <jmkasunich> once it sees the reference slot, it can count from there and always know where it is
[02:50:05] <cradek> ... if you can 100% reliably index by one location
[02:50:13] <jmkasunich> well, yeah
[02:50:36] <jmkasunich> if not, you have to take one step backwards - maybe another switch that triggers at every location
[02:50:46] <Guest521> I have the 2 switches, the turret is all mech, if the arm close switch never closes I did not index
[02:51:30] <jmkasunich> ok, I need to get a mental picture here
[02:51:36] <jmkasunich> what is this "arm"?
[02:51:54] <jmkasunich> this is a lathe tool turret, right? there isn't some arm that transfers tools from turret to spindle like on a mill
[02:52:04] <Guest521> this is a lathe
[02:52:31] <Guest521> on the front of the turret, facing the operator is a two prong arm
[02:52:39] <Guest521> this arm rotates up and down
[02:52:55] <Guest521> in the down postion it engages tabs on the turret
[02:53:06] <Guest521> this locks the turret at that station
[02:53:22] <Guest521> when the arm comes up it magically rotates the turret 1 station
[02:53:43] <jmkasunich> by a cam or linkage or ratchet or something like that inside?
[02:54:06] <Guest521> some internal cam
[02:54:12] <jmkasunich> ok
[02:54:18] <jmkasunich> the turret axis is vertical?
[02:54:22] <Guest521> looks like this
http://www.machinemanuals.net/images/manuals/hardinge/hc/turret.JPG
[02:54:39] <Guest521> except mine has a rotary actuator
[02:54:53] <jmkasunich> excellent - I was gonna ask for a pic
[02:55:21] <jmkasunich> so basically every time you work that knob (actuator in your case) it advances by one tool
[02:55:28] <Guest521> the "arm" is labeled B and you can see the cam on the bottom that drives the indexing
[02:55:33] <Guest521> Yes
[02:55:45] <jmkasunich> and the actuator replaces A
[02:55:51] <Guest521> yep
[02:55:56] <jmkasunich> mental picture complete ;-) thanks
[02:56:09] <Guest521> and I have 2 switches that confirm the position of the arm, up and down
[02:56:27] <jmkasunich> good - feedback is a good thing
[02:57:16] <jmkasunich> do you think you could mount a third switch that tells you that position 1 is selected? for example, put a screw in the turret such that its head presses the switch
[02:57:30] <Guest521> I could
[02:57:45] <jmkasunich> ok - so now you have three inputs and one output
[02:57:56] <jmkasunich> this is a two step process:
[02:57:59] <Guest521> I have thought down the road to add several microswitches that would tell me exactly what station I was on
[02:58:27] <Guest521> the third input is the home position?
[02:58:38] <jmkasunich> 1) on power up (or when you hit home, or similar), your ladder or HAL logic would start toggling the output and it would go cachunk cachunk cachunk around until it hits the slot 1 switch
[02:58:48] <jmkasunich> yes, third is home switch
[02:59:29] <jmkasunich> once it hits the home switch you know where you are - either a classicladder word variable or a HAL signal would be set to "1" at that point
[02:59:58] <jmkasunich> from then on, every time you go cachunk, that variable would be incremented, when it hits 8 it would roll back to 1 again
[03:00:06] <jmkasunich> so it would always tell you the active slot
[03:00:22] <jmkasunich> follow me so far?
[03:00:33] <Guest521> yes
[03:00:35] <jmkasunich> (the details of how come later)
[03:00:47] <jmkasunich> ok, step 2) actual tool change
[03:01:06] <jmkasunich> when you do "T4" in g-code, a HAL pin gets the number "4"
[03:01:42] <jmkasunich> in hal, or maybe classicladder, you compare the hal signal that we defined in step 1 with the one that is coming from EMC
[03:01:50] <jmkasunich> if they don't match, go cachunk until they do
[03:02:27] <jmkasunich> (again, I'm glossing over details to get the basics first)
[03:02:52] <Guest521> I like this top level look
[03:03:23] <jmkasunich> EMC has two other pins that are connected to the "Tn" g-code besides the tool number pin
[03:03:30] <jmkasunich> tool-prepare, and tool-prepared
[03:03:51] <jmkasunich> when you hit T4, tool-number becomes 4, and tool-prepare becomes true
[03:04:02] <jmkasunich> your logic needs to see that true and get busy
[03:04:35] <jmkasunich> once the right tool is in place and locked, you set tool-prepared true, and EMC knows that you are done
[03:04:44] <jmkasunich> and I just led you astray, sorry
[03:05:06] <jmkasunich> for this kind of thing you don't want to use tool-prepare and tool-prepared, you want to use tool-change and tool-changed
[03:05:19] <jmkasunich> same basic idea tho
[03:05:36] <Guest521> ok
[03:05:49] <jmkasunich> the tool prep is more for mills, where you can be finding the next tool while the last one is still in the spindle and cutting
[03:06:13] <Guest521> my next tool is the tool to the left of the current tool
[03:06:33] <jmkasunich> you can set it up that way to save time, but with EMC you don't have to
[03:06:47] <jmkasunich> every tool change would use a tool number: T3M6
[03:06:52] <jmkasunich> then later T4M6
[03:06:55] <jmkasunich> T5M6
[03:06:56] <jmkasunich> etc
[03:07:08] <Guest521> got ya
[03:07:22] <jmkasunich> you don't need to do them in order - you could do T5M6 followed by T2M6
[03:07:32] <jmkasunich> the toolchange would just take a little longer with more cachunks
[03:07:56] <jmkasunich> in EMC a toolchange is two steps, prep and change
[03:08:12] <jmkasunich> you won't be using prep directly, but I'm gonna explain it anyway
[03:08:41] <jmkasunich> when EMC sees Tn (with or without M6), it sets tool-number to n, and sets tool-prep true
[03:08:58] <jmkasunich> if there is no M6 on the line, it then continues on with the g-code (this is to allow mills to preselect the tool)
[03:09:17] <jmkasunich> eventually EMC will see the M6 (right away if its on the same line)
[03:09:31] <jmkasunich> when that happens, EMC waits for tool-prepared to be true
[03:09:45] <jmkasunich> then it sets tool-change true, telling you to go ahead and change to the prepared tool
[03:10:04] <jmkasunich> when your logic is done changing the tool you set tool-changed true, and EMC resumes running g-code
[03:10:23] <SWPadnos__> SWPadnos__ is now known as SWPadnos
[03:10:32] <jmkasunich> in your case, you don't want to do anything for the prep stage
[03:10:45] <jmkasunich> so you use a hal signal to connect tool-prepared directly to tool-prepare
[03:11:04] <jmkasunich> as soon as EMC says "prepare a tool", that direct connection says "already done"
[03:11:10] <jmkasunich> still following me?
[03:12:42] <jmkasunich> hello?
[03:12:52] <SWPadnos__> SWPadnos__ is now known as SWPadnos
[03:13:03] <Guest521> yes
[03:13:14] <Guest521> sorry phone rang
[03:13:30] <jmkasunich> ah, ok
[03:13:32] <Guest521> good old days when you where on the computer no one could call
[03:14:19] <jmkasunich> yeah
[03:14:31] <jmkasunich> does what I've said so far make sense?
[03:14:44] <Guest521> yes it does
[03:15:21] <jmkasunich> that explains how the your tool-change logic needs to communicate with EMC
[03:15:28] <jmkasunich> the next step is how to do the logic
[03:15:42] <Guest521> that seems the be the tricky bit
[03:15:44] <jmkasunich> have you ever used any ladder logic (or good old fashioned relay logic)?
[03:16:07] <Guest521> about 6 years ago some basic plc
[03:16:28] <jmkasunich> so you understand the basics of ladder logic, what rungs mean, what contacts and coils do, etc
[03:16:47] <Guest521> yes,
[03:16:56] <jmkasunich> great - that makes things much easier to explain
[03:17:29] <jmkasunich> lets define some names - we already have tool-number and tool-change from emc, and tool-changed going back to EMC
[03:17:43] <jmkasunich> lets call the slot 1 switch "slot1"
[03:17:57] <jmkasunich> we need names for the "lever up" and "lever down" switches
[03:18:23] <Guest521> ok
[03:18:25] <jmkasunich> I guess leverup and leverdown are as good as any - down is the locked position, right?
[03:18:46] <Guest521> yes down is locked
[03:18:49] <jmkasunich> ok
[03:19:40] <jmkasunich> we need one more bit - "matched" - that one is true when the actual slot matches emc's requested tool number
[03:20:03] <jmkasunich> generating "matched" is a HAL thing - we'll get to that later, for now assume it exists
[03:20:25] <jmkasunich> matched is an input to the ladder program, along with tool-change, lever-up, and lever-down
[03:20:31] <mr_jimjames> ok, hello again. I checked it out. When the estop button is depressed, the proper pins are activated, but the machine still tells me it needs to be out of estop and turned on. That is in mini. In tkemc, i tried estop and machine on, it says the same. But i still hear the relays click.
[03:21:36] <jmkasunich> outputs from the program are "actuator" and "tool-changed"
[03:21:54] <jmkasunich> tool-changed is the easy one
[03:22:18] <jmkasunich> it needs to be true when: 1) tool-change is true, 2) lever-down is true, and 3) matched is true
[03:22:25] <jmkasunich> Guest521: do you follow
[03:22:31] <Guest521> are we missing the home switch?
[03:22:38] <Guest521> turret home that is
[03:22:55] <jmkasunich> glossing over it for now - it is part of making "matched" work
[03:23:03] <Guest521> ok, then i follow
[03:23:12] <jmkasunich> for now, lets just assume that "matched" works by magic
[03:23:25] <Guest521> i like magic
[03:23:36] <jmkasunich> so, you could write the rung for "tool-changed" - it is just three NO contacts in series
[03:24:08] <Guest521> yes
[03:24:17] <jmkasunich> the rung for "actuator" is a bit more complex
[03:24:36] <jmkasunich> when tool-change is true, it needs to go cachunk until "matched" becomes true
[03:25:04] <Guest521> ok
[03:25:05] <jmkasunich> so you turn it on if tool-change is true, matched is false, and lever-up is false
[03:25:43] <jmkasunich> once the lever goes up, you want to turn it off again so the lever can fall
[03:25:55] <Guest521> ok
[03:25:59] <jmkasunich> and you need it to stay off until the lever gets all the way down
[03:26:06] <jmkasunich> so there needs to be some latching in there
[03:26:18] <jmkasunich> I'm gonna try to draw the logic in pastebin - stand by a few minutes
[03:26:29] <Guest521> ok, thanks
[03:30:33] <jmkasunich> http://pastebin.ca/1092158
[03:30:44] <jmkasunich> I think that is right - or at least a start
[03:31:04] <jmkasunich> when tool-change turns on, if you aren't already at the right spot, and the lever is down (it normally is), the actuator turns on
[03:31:19] <jmkasunich> the lower part latches it on until the lever is all the way up, then it turns back off
[03:31:38] <jmkasunich> when the lever gets all the way down again, if its still not matched, it turns back one
[03:31:46] <jmkasunich> cachunk cachunk until matched
[03:32:52] <jmkasunich> still following?
[03:33:01] <Guest521> yes
[03:33:22] <jmkasunich> great (I'm so glad you understand ladder notation, or this would be 10x harder to explain)
[03:33:57] <Guest521> so glad this is easy
[03:35:37] <jmkasunich> just for grins I put the tool-changed rung in there too:
http://pastebin.ca/1092162
[03:35:56] <jmkasunich> mostly to give me time to think about how to do the tricky part - "matched"
[03:36:05] <SkinnYPup> mr_jimjames: You have a wired e-stop yes? If so check your pinout file, if pin used is correct perhaps the signal needs inverting ? If you pastebin your config file it would be a help
[03:38:03] <Guest521> is there a tutorial that will show me how to properly call my ladder program?
[03:38:24] <jmkasunich> I'm not sure
[03:38:39] <jmkasunich> I think there is in the wiki somewhere, lemme look a bit
[03:39:18] <jmkasunich> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Sample_HAL_And_ClassicLadder
[03:40:28] <mr_jimjames> it worked before. I was useing bdi 4.xx and emc2. That being said, would it make a difference if the machine wasn't attached at all? Would EMC still give the same message?
[03:40:29] <Guest521> I must say that the emc site is like navigating a man file, you get more detail than you need and never a good example.
[03:40:41] <jmkasunich> heh
[03:40:57] <jmkasunich> that wiki page is a step-by-step tutorial I think
[03:41:29] <mr_jimjames> ps, skinnypup, is you name in reference to skinny puppy... the band?
[03:41:38] <SkinnYPup> yes lol
[03:41:43] <mr_jimjames> cool.
[03:41:44] <Guest521> nice
[03:42:17] <jmkasunich> Guest521:
http://www.linuxcnc.org/docview/html//ladder_classic_ladder.html is a page about classicladder
[03:42:42] <jmkasunich> it looks like CL can do the matched stuff itself - it is capable of working with numbers, not just true/false (contacts and coils)
[03:42:50] <jmkasunich> although I haven't done that myself
[03:43:27] <jmkasunich> there are COMPARE blocks that can tell you when current-tool = tool-number
[03:43:42] <jmkasunich> and OPERATE blocks than can add 1 to current-tool each time you go cachunk
[03:44:10] <jmkasunich> you'll probably need one rung to do the increment, and another rung to set it back to zero or one when it reaches 8
[03:44:32] <jmkasunich> I'd suggest reading those two pages, and playing with it a bit
[03:44:40] <Guest521> i will thanks
[03:44:42] <jmkasunich> if you run in to problems, post a message to the emc-users mailing list
[03:45:05] <jmkasunich> the real CL expert is Chris Morley - I don't think he comes in here often, but he does read the mailing list
[03:46:12] <Guest521> thanks again, I am sure I will seek some help
[03:46:18] <jmkasunich> good luck
[03:46:33] <jmkasunich> bedtime here, goodnight all
[03:46:47] <mr_jimjames> goodnight
[03:46:56] <Guest521> night thanks
[03:48:30] <mr_jimjames> Does anyone have a clean stg.ini file i can have? i Thought there was a bak, but last i was at it, i didn't see one.
[03:49:05] <Guest521> I don't sorry
[03:51:15] <jmkasunich> the STG sample config is on your disk at configs/stg, and on the web at
http://cvs.linuxcnc.org/cvs/emc2/configs/stg/
[03:51:32] <mr_jimjames> thanks.
[03:56:17] <jmkasunich> Guest521: I just thought of a trick to simplify your tool turret stuff
[03:56:34] <jmkasunich> you are going to have a variable called "current-tool" or something similar
[03:56:40] <jmkasunich> it will increment on every cachunk
[03:57:11] <jmkasunich> you don't need to a rung to reset it when it hits 8 - instead, you should have a rung that resets it when the "slot 1" switch is tripped
[03:57:37] <jmkasunich> the trick is a way to deal with "homing" the turret when you start
[03:57:53] <jmkasunich> if you load "current-tool" with something like -10 on startup, homing is automagic
[03:58:33] <jmkasunich> when you begin the first toolchange, current-tool will be -10, and tool-number will be between 1 and 8 - so they won't match, and it will start cachunking
[03:58:52] <jmkasunich> it will hit the switch _before_ the counter counts up from -10 to 0
[03:59:22] <jmkasunich> once it hits the switch, current-tool is valid - it will keep going until it hits the proper tool and then stop
[03:59:43] <SWPadnos> but you should only preload the -10 if it isn't already on the switch at startup
[03:59:56] <gene> Hi Guys
[04:00:05] <SWPadnos> ni gene. long time no see
[04:00:06] <jmkasunich> goodnight again
[04:00:09] <SWPadnos> night
[04:00:47] <gene> yes, been busy building a garage, about half done. Keeping me out of the bars & all that.
[04:01:04] <SWPadnos> good plan :)
[04:01:20] <SkinnYPup> garrage is a lot more fun !
[04:02:10] <gene> I noticed that the mailing list seems to have died, my last received posting was in early may. Was it moved?
[04:02:18] <SWPadnos> nope
[04:02:57] <SWPadnos> the last email to the users list was this evening at 9:36, according to my email client
[04:03:26] <gene> Humm, I wonder if verizon is at it again, I've had to resub using gmail to several of the lists I've been on for years
[04:03:53] <SWPadnos> lemme check. one sec since I don't know what I'm doing :)
[04:04:41] <gene> verizons idea of spam is any busy mailing list has to be spam so they reject it and get me unsubbed because of the bounces. Bastards.
[04:05:17] <SWPadnos> I'm jus tgetting to the admin page - hold on a sec
[04:08:03] <SWPadnos> well, you're not in the list. I can see if there's a list of banned addresses so I can re-enable you
[04:08:10] <SWPadnos> otherwise, just re-subscribe
[04:09:11] <gene> I'll resub from a gmail address. Banned addresses need a name or an IP?
[04:09:27] <SWPadnos> no idea. I don't see a way to look at them
[04:09:42] <gene> Ok, sub address is?
[04:09:53] <SWPadnos> uh - hold on
[04:10:08] <SWPadnos> https://lists.sourceforge.net/lists/listinfo/emc-users
[04:11:53] <gene> Ok, waiting on confirmation message.
[04:12:09] <SWPadnos> ok - enjoy. it is bed time :)
[04:12:26] <gene> I think I have 2.2.5, is that the latest?
[04:12:58] <SWPadnos> yep, unless you want to use CVS instead
[04:13:19] <SWPadnos> 2.2.6 should be coming some time soon, but I can't say how soon because I'm not doing it
[04:13:27] <KimK> I didn't see a tutorial on how to freshen (rsync? unison?) my local copy of the CVS. I downloaded the 6 tarballs to get started, but that will get old fast. Any good introductions?
[04:13:44] <SWPadnos> you should use CVS to get the code, not tarballs
[04:14:10] <gene> Its running well for me the last time I used it, which was to open an outdrive gearcase that salt had frozen shut.
[04:14:10] <SWPadnos> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Installing_EMC2#Getting_the_source_with_CVS
[04:14:40] <gene> Anyway, thanks Steve, & good night, its after the witching hour here too.
[04:14:41] <SWPadnos> once you've checked it out, all you need to do for updates is `cvs up -dP`
[04:14:50] <SWPadnos> heh - same time zone, see you :)
[04:15:03] <KimK> SWPadnos: thanks, that's exactly what I needed
[04:15:11] <SWPadnos> sure, night
[04:15:18] <gene> Goodnight all
[05:57:33] <eric_U> what is the name of the technique for multiplexing using resistors and diodes? wallyplexing?
[07:23:02] <archivist_ub> Im not aware of a name for that
[11:37:42] <micges> hello all
[11:37:58] <micges> new issue found:
[11:39:32] <micges> when I create hal component named "conv_u32_bitmap" and main Function is named UPDATE then in *.hal addf conv_u32_bitmap.UPDATE servo-thread doesn't working
[11:40:26] <micges> but when component is named "convu32bitmap" THEN convu32bitmap.UPDATE servo-thread is working correctly
[11:40:36] <micges> is there a bug in hal ?
[11:41:13] <micges> or something is wrong with comp preprocessor..
[12:16:56] <jepler> micges: read the explanation of 'HALNAME' under section 1.4 of
http://linuxcnc.org/docs/html/hal_comp.html
[12:17:38] <jepler> 'When used to create a HAL identifier, any underscores are replaced with dashes, and any trailing dash or period is removed, so that “this_name_” will be turned into “this-name”'
[13:56:58] <SWPadnos__> SWPadnos__ is now known as SWPadnos
[14:03:25] <jepler> I wired my three switches (X home, Y home, tool length sensor) in series using the NC contacts with a pull-up to VCC. So normally the hal pin for the switches reads FALSE. In halscope I can see that there are occasional 1-cycle TRUE outputs when none of the switches are triggered. so far I've fixed it with a hal debounce but any ideas?
[14:03:51] <jepler> if it's something like a bad contact it seems like tapping at the switches and the connections with a fingernail would make it happen, but it didn't..
[14:03:52] <SWPadnos> parport?
[14:03:56] <jepler> pluto
[14:04:00] <SWPadnos> noise
[14:04:14] <jepler> (it also seems like it would regularly be "wrong" for more than 1ms)
[14:04:15] <cradek> does it do it worse with the spindle running?
[14:04:22] <jepler> I haven't run the spindle since hooking up the switches
[14:04:34] <SWPadnos> heh - I bet it'll be worse with the spindle on :)
[14:04:48] <cradek> fwiw, I saw that on my pluto lathe home switch, and also fixed it with a debounce
[14:05:02] <SWPadnos> a cap across the input should do it also - hardware vs. software debounce
[14:05:03] <jepler> hm so "pluto sucks"?
[14:05:21] <cradek> well it could still be noise even though we both have it.
[14:05:22] <SWPadnos> no, it has fast inputs which will respond to shorter transients
[14:06:08] <cradek> what value is your pullup?
[14:06:16] <SWPadnos> the inoput caacitance is probably very low, so you'd have to use a pretty small resistor to pull it up "hard"
[14:06:19] <SWPadnos> input
[14:06:19] <jepler> I think it's 1.4k
[14:06:52] <jepler> and on the pins in question there's also a series resistor built into the pluto board
[14:06:57] <SWPadnos> is the pluto at 3.3V or 5V?
[14:07:01] <jepler> 3.3v
[14:07:11] <SWPadnos> ok, that also reduces the noise margin quite a bit
[14:07:48] <jepler> with the switches in series, the amount of wire is substantial -- probably not 10ft but close.
[14:09:01] <jepler> according to the docs, the series resistance is 22 ohms
[14:09:10] <archivist_ub> twisted with a ground helps noise immunity
[14:14:57] <jepler> as soon as I mill a new breakout board for it, I'll change to switches in parallel. maybe I'll see about adding caps for filtering as well
[14:15:26] <SWPadnos> "switches in parallel" meaning using multiple inputs?
[14:15:31] <jepler> yes
[14:15:36] <SWPadnos> ah, ok :)
[14:15:47] <SWPadnos> no safety lecture this morning then ;)
[14:15:57] <jepler> I don't really want the switches in series -- there are plenty of available inputs
[14:16:08] <jepler> but it was easier to rig up something with them in series
[14:16:13] <SWPadnos> it looks like the input capacitance on that chip is 10pf
[14:16:47] <SWPadnos> so you've got a 14ns time constant
[14:16:54] <SWPadnos> unless I'ce screwed up the exponents
[14:16:58] <SWPadnos> s/c/v/
[14:18:01] <cradek> I agree with 14ns
[14:18:37] <SWPadnos> seems a bit low :)
[14:18:37] <cradek> 71MHz
[14:19:38] <cradek> so he wants a bigger R, not smaller?
[14:19:55] <skunkworks> jepler: you're using your stepper firmware in the pluto?
[14:20:01] <SWPadnos> well, if the R were feeding the cap, then yes, that would work
[14:20:07] <jepler> skunkworks: yes
[14:20:23] <skunkworks> jepler: neet - how is that working?
[14:20:30] <jepler> skunkworks: just fine
[14:20:36] <SWPadnos> but in this case, the cap is being "drained" externally, so you need a bigger cap
[14:21:45] <jepler> move
[14:21:51] <SWPadnos> no
[14:22:24] <jepler> argh I keep typing eagle commands into IRC
[14:22:26] <jepler> how am I doing that
[14:22:36] <SWPadnos> concentrate, focus power
[14:24:17] <archivist_ub> In surprised we dont get a lot of Gcode in here
[14:28:28] <cradek> I think I've done that
[14:31:34] <skunkworks> same here. :)
[14:33:14] <archivist_ub> my usual error is typing on the wrong PC as last week one screen and two keyboards
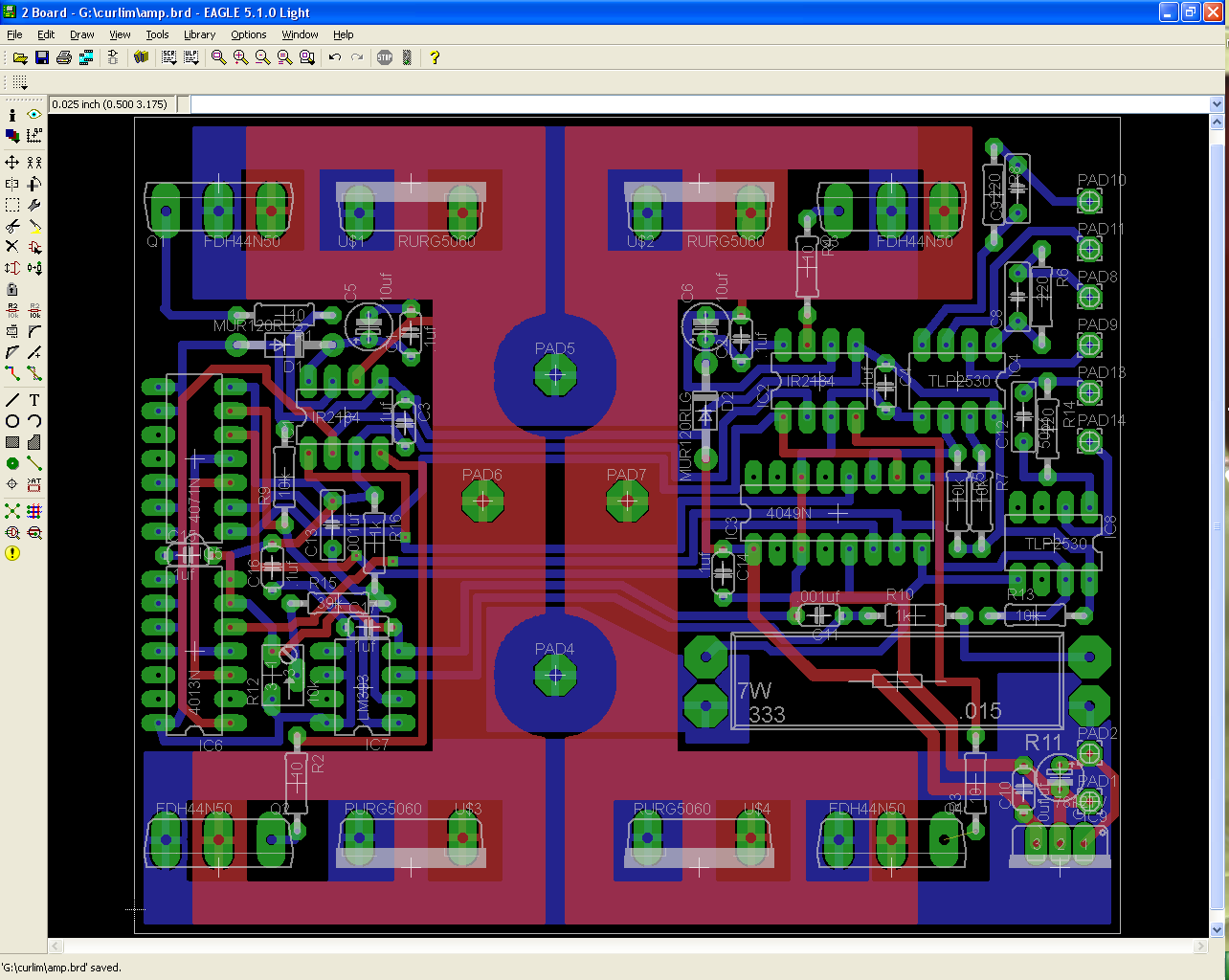
[14:33:22] <skunkworks> I am actually pretty inpressed with eagle.. But I really don't have anything to compare it to ;)
[14:33:22] <jepler> I seldom write gcode, I guess
[16:29:18] <skunkworks> LawrenceG:
http://www.electronicsam.com/images/KandT/servostart/oooh.PNG
[16:41:29] <LawrenceG> very cool.... how did you hide all those yellow lines!
[16:43:21] <SWPadnos> turn off the ratsnest layer ;)
[16:44:05] <LawrenceG> :}
[16:47:59] <LawrenceG> skunkworks, looks nice.... do you think you can machine the board? I have a 500w 24vdc motor here that might be a good test motor - electric bike maybe?
[16:48:22] <LawrenceG> emcycle
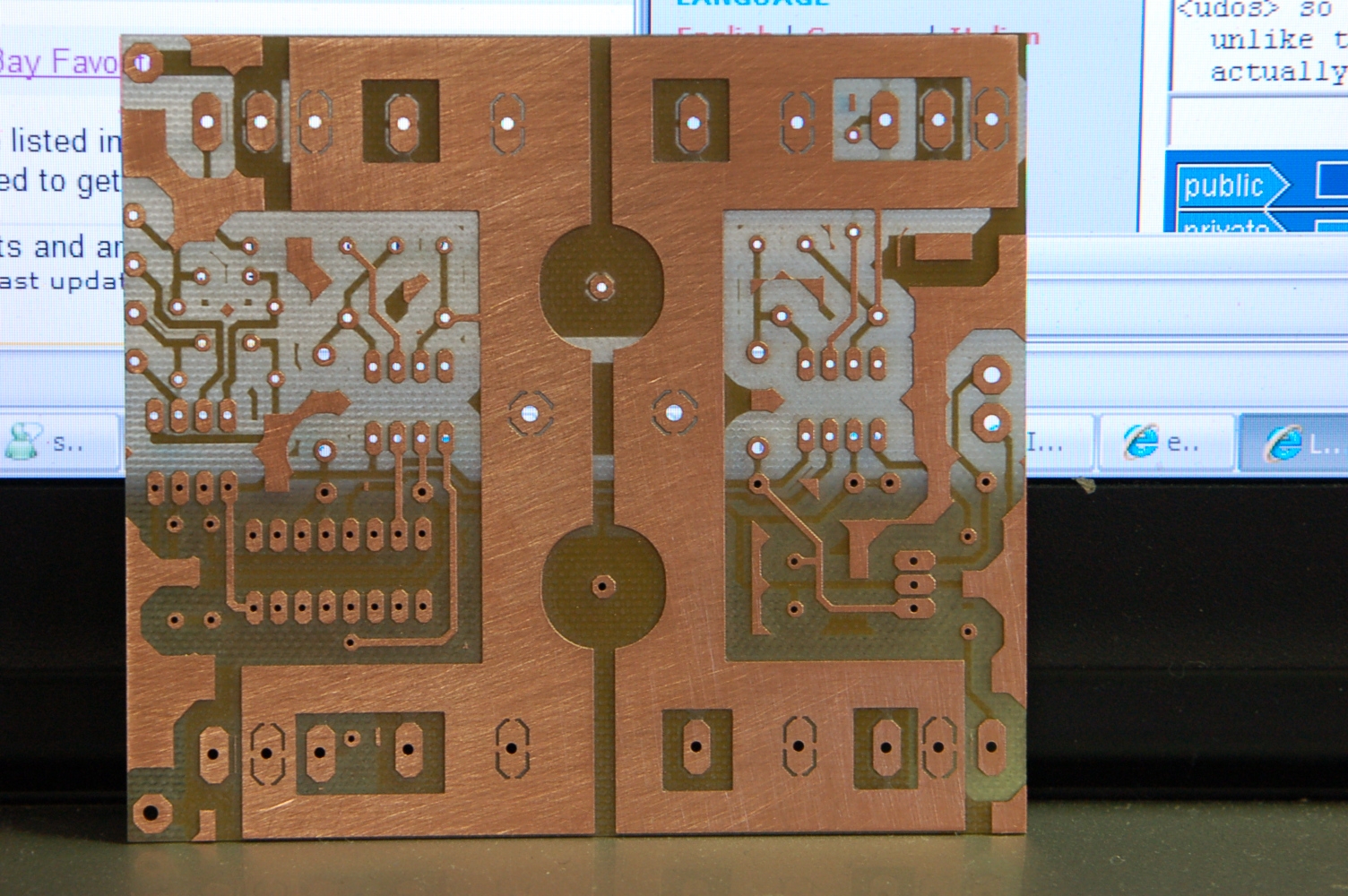
[16:48:30] <skunkworks> I am hoping to mill the board..
[16:48:42] <jepler> skunkworks: was the previous board also double sided?
[16:48:46] <skunkworks> yes
[16:49:08] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/top.JPG
[16:49:27] <jepler> I think it'll be some time before I find the courage to try a double-sided board on zenbot.
[16:49:44] <skunkworks> jepler: it is really easy if you have home switches..
[16:50:20] <jepler> skunkworks: also something fixed on the table so that you get the board in the same place every time
[16:51:13] <skunkworks> I setup 2 work coordinates - top and bottom. I also setup tabs in relation to the coordinates. line up with one set of tabs - mill the top - flip over line up with the other set of tabs.. mill and drill.
[16:51:56] <jepler> tabs? I'm not sure what you mean
[16:52:14] <skunkworks> I used 1/8 pins to line up the board..
[16:52:34] <skunkworks> (drilled into the wood table top)
[16:53:26] <jepler> and you predrill matching holes in the circuit board blank
[16:53:32] <jepler> ?
[16:53:39] <LawrenceG> skunkworks, when is the big smoke test?
[16:55:35] <skunkworks> jepler: no - I use the edge of the board.
[16:55:45] <skunkworks> LawrenceG: soon hopefully
[16:56:15] <skunkworks> I am still tweeking the board. It can be a little less messy.. ;)
[16:56:30] <LawrenceG> skunkworks, I wonder if the spacing on the fets would matchup with a piece of aluminum channel.. I had good luck using it to mount some servo boards I made
[16:56:37] <jepler> skunkworks: so one edge of the board is tangent to one pin, and an adjacent side is tangent to the other pin?
[16:59:39] <skunkworks> jepler: hold on - I think I had some info
[16:59:52] <jepler> are the pins near a corner or in the middle of the side of the board?
[17:00:39] <jepler> I think I'm getting the idea here
[17:01:37] <jepler> I was thinking of making something L-shaped, like a square .. but all you actually need are two points that you get from your two pins
[17:02:30] <kirk_wallace> Hello, does anyone know if eagle2hal can import hal to eagle?
[17:03:00] <jepler> kirk_wallace: as far as I know it's only unidirectional
[17:04:26] <kirk_wallace> jepler: Thanks, I suppose the title answers the question.
[17:04:49] <kirk_wallace> Has anyone been using eagle2hal?
[17:04:50] <skunkworks> jepler
http://www.cnczone.com/forums/attachment.php?attachmentid=43396&d=1189430848
[17:06:00] <skunkworks> jepler:
http://www.cnczone.com/forums/showthread.php?t=43268&highlight=milling
[17:06:59] <cradek> skunkworks: I was just thinking of the same design as your picture there. I was thinking dowel pins. they would touch exactly the same points on the board.
[17:07:20] <jepler> complicated to do this *and* mill multiple boards on the same blank, but some fancy O-word could compute the second side offset from the first side offset
[17:08:00] <cradek> yeah you want the two horizontal pins as far apart as possible, but near enough that you can do a smaller board
[17:08:17] <cradek> bbl, lunch!
[17:08:21] <archivist_ub> sets of dowel holes
[17:09:50] <skunkworks> I had drilled a bunch of holes across the bottom - for different sizes
[17:46:00] <toastydeath_> arrrg why is linux wireless so obfusicated
[17:49:01] <SWPadnos> partly because the chipset manufacturers refuse to publish specs
[17:49:22] <toastydeath_> that is true
[17:52:22] <toastydeath_> I guess my frustration lies in that I can't figure out what part of connecting is failing
[17:53:34] <toastydeath_> iwconfig and kin give zero information
[17:54:01] <toastydeath_> it's spray and pray device configuration
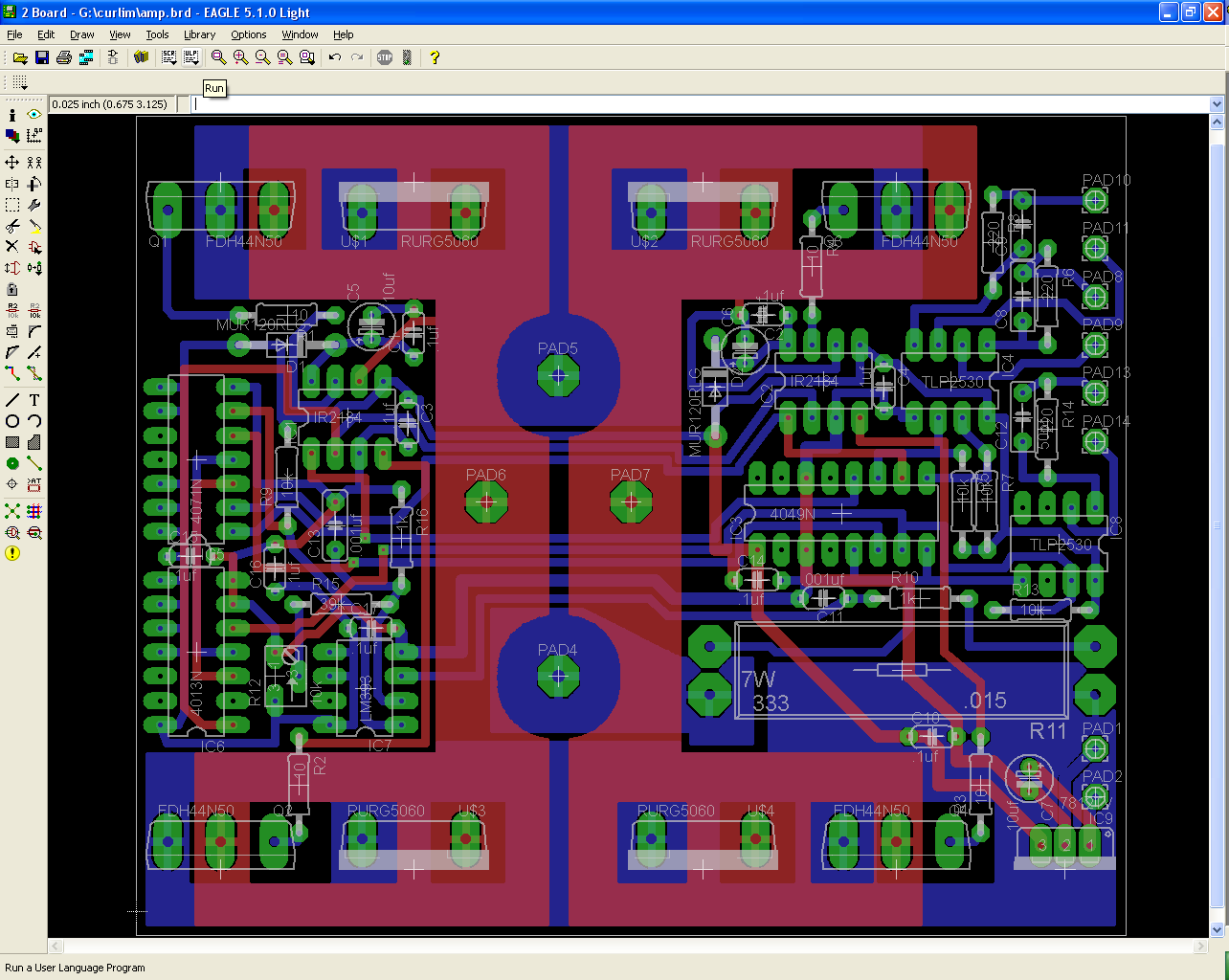
[17:55:48] <skunkworks> getting a little better
http://www.electronicsam.com/images/KandT/servostart/oooh1.PNG
[18:44:18] <jymm> SWPadnos: you home now?
[18:44:32] <SWPadnos> yep - you?
[18:45:06] <jymm> SWPadnos: never left, just didn't want your crimpers left on your porch while you were away
[18:45:26] <SWPadnos> heh
[18:45:48] <SWPadnos> well, I'll be here until Thursday, then gone through the 15th, so you can wait on that if you want
[18:46:05] <jymm> SWPadnos: Ok, I won't ship till you tell me too.
[18:46:09] <SWPadnos> ok :)
[18:46:30] <SWPadnos> or mauybe I'll come out there and kick your machine into shape, and pick them up on the same trip :)
[18:46:50] <jymm> SWPadnos: fat chance on the former.
[18:46:59] <SWPadnos> well, we can kick it at least
[18:47:01] <SWPadnos> ;)
[18:47:12] <jymm> * jymm grabs the jackhammer
[18:49:17] <SWPadnos> I think it's time for me to eat something. good to hear from you jymm (seems like it's been a long time)
[18:58:31] <jymm> SWPadnos: Yeah, it has, but not your doings
[19:02:13] <skunkworks> jymm: !
[19:02:14] <skunkworks> ;)
[19:03:06] <jymm> howdy skunkworks
[19:04:18] <skunkworks> did anything come of your ballscrew?
[19:04:33] <jymm> haven't touched anything
[19:12:34] <toast> quickly, touch everything
[19:16:54] <anonimasu> :)
[19:36:31] <skunkworks> you can never have too many bypass caps.. right? (well - untill the power supply cannot turn on... ) ;)
[19:38:01] <anonimasu> lol
[19:38:14] <anonimasu> well, it can if you dont use a swithecd power supply ;)
[19:52:30] <anonimasu> and slow fuse <(
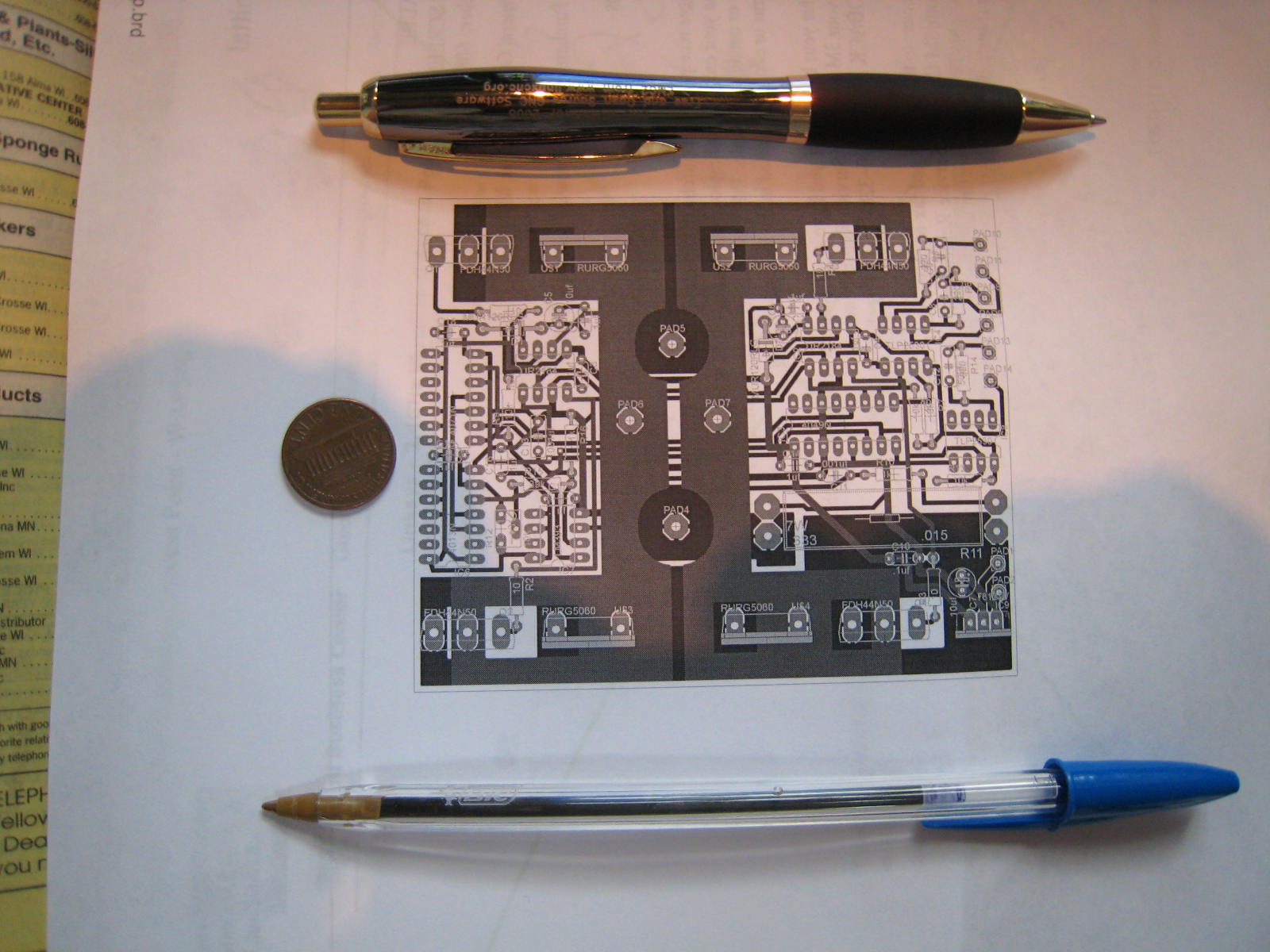
[19:52:31] <skunkworks> thought you guys would get a kick out of the scale of the board..
http://www.electronicsam.com/images/KandT/servostart/Scale.jpg
[19:52:33] <anonimasu> :)
[19:54:08] <cradek> can't possibly work
[19:56:42] <skunkworks> of course it can't work.. that is just printed out on paper..
[20:05:06] <servant74> quick nubie question ... when I start emc2 on my hardy desktop, I get 'hashes' across the display. Persistent small black lines. Any suggestion as to what to do to clean that up? using sim_inch.ini
[20:05:23] <alex_joni> servant74: try a different graphics card driver
[20:06:12] <alex_joni> depending on the manufacturer you might find another or just vesa
[20:06:25] <alex_joni> servant74: see if glxgears does the same
[20:06:39] <alex_joni> and make sure you have desktop effects switched off completely
[20:07:33] <servant74> alex_joni: this is a Compaq ipaq c800 desktop (1GHz, 512MRam) ... thatnks for the direction to start working!
[20:07:58] <alex_joni> servant74: sorry for beeing a bit vague/broad :)
[20:08:43] <servant74> alex_joni: well I didn't have the info to 'well describe' the issue ...
[20:08:53] <alex_joni> it seems to be an intel graphics card
[20:09:10] <alex_joni> onboard too
[20:09:15] <servant74> I appreciate the patience. ... the glxgears does generate the same lines :(
[20:09:28] <alex_joni> ok, then it's not emc2 specific
[20:09:33] <servant74> definately onboard, and no board slots
[20:09:37] <alex_joni> (which doesn't mean you don't have to fix it :D)
[20:09:46] <servant74> true
[20:10:11] <servant74> didn't have the same issue under 6.06 ... now to go investigate drivers
[20:10:22] <servant74> thanks again!
[20:10:27] <alex_joni> np
[20:10:35] <alex_joni> remember you can still use 6.06 for more than a year
[20:10:42] <alex_joni> if all else fails
[20:11:02] <servant74> yea... but I need to go on sometime, and when first setting up seems like the right time!
[20:22:40] <SWPadnos> wow - NewEgg has a combo deal with a quad-core opteron plus Tyan dual-socket motherboard - the CPU ends up being free
[20:22:59] <SWPadnos> $299.99 for CPU + MB
[20:34:04] <jepler> SWPadnos: eek don't tempt me
[20:34:10] <SWPadnos> heh
[20:34:14] <jepler> * jepler clearly needs to .. uh .. test it for compatability with emc
[20:34:19] <SWPadnos> I'm thinking about getting two and trying to sell the extra MB on ebay
[20:34:45] <SWPadnos> if I can get $150-200 out of it (the MB is $300 alone), then the dual CPU setup ends up being $400 total
[20:35:29] <alex_joni> keep it for spares :D
[20:35:39] <SWPadnos> well, that had also occurred to me ;)
[20:35:55] <alex_joni> you'd better get 3
[20:35:59] <SWPadnos> hey alex - going to be in Germany around the end of September?
[20:36:00] <alex_joni> to have a spare processor too
[20:36:18] <alex_joni> hmm.. if the end is around the 14-15th :D
[20:36:20] <SWPadnos> maybe 4 - then sell all the motherboards and - uh - well nevermind
[20:36:30] <SWPadnos> bummer - I'm arriving on the 19th
[20:36:37] <alex_joni> end of september I'll be in talin
[20:36:45] <SWPadnos> ok
[20:37:06] <alex_joni> make that tallinn
[20:37:10] <SWPadnos> heh
[20:37:13] <SWPadnos> google found it
[20:37:16] <alex_joni> so if you want to take a trip to estonia .. :)
[20:37:32] <SWPadnos> weeeelll - I wouldn't mind, but I don't know that I'll have the time :)
[20:42:32] <alex_joni> heh..
[22:48:05] <robin_sz> meep?
[22:48:12] <robin_sz> so .. my mesa carss turned up :)
[22:48:32] <ds2> * ds2 suspends an acme anvil and places bird seeds underneath it
[22:51:54] <robin_sz> i suppose I better grab the new EMC2 install and fire it up then ...
[22:53:34] <robin_sz> then all the fun of servo tuning :)
[23:13:26] <robin_sz> 95% downloaded .. soon the fun starts
[23:13:44] <robin_sz> im VERY impressed how quickly the Mesa cards turned up
[23:32:24] <jmkasunich> skunkworks_: regarding the board layout - I haven't followed all the traces exactly, and I haven't reset my mind from 480V AC / 1000V DC, but I don't see a lot of clearance between the power circuits - I like to see at least 0.0005 per volt, with a minimum of 0.050 between power and power, and 0.100 between power and control
[23:39:57] <robin_sz> wooh, this Ubuntu installer is MUCH more advanced than the debian one
[23:40:48] <robin_sz> right now, its autopartitioning and ext3 formatting partion #1 of scsi[0,0,0]
[23:41:03] <robin_sz> a neat trick on a ATA only machine ;)
[23:43:12] <jmkasunich> robin_sz: I think some of the newest linuxes now treat all drives as sd<whatever>, since the advent of SATA
[23:43:25] <robin_sz> really?
[23:43:26] <robin_sz> wierd
[23:43:29] <robin_sz> fair enough
[23:43:56] <robin_sz> anyway, its clunking along installing
[23:44:04] <robin_sz> drop the Mesa cards in soon
[23:45:23] <robin_sz> it had some trouble seeing my USB kb at first, but got the hang of it once it had booted the desktop
[23:48:17] <jmkasunich> how to you do BIOS config with a USB keyboard?
[23:48:33] <robin_sz> you press F2 I think
[23:48:49] <jmkasunich> so the bios has USB drivers built in?
[23:48:53] <robin_sz> yep
[23:49:38] <robin_sz> i think they even dropped the PS2 connectors on some of my more recent Dells
[23:49:51] <jmkasunich> so the bootup process goes something like this:
[23:49:59] <jmkasunich> I know how to talk to the keyboard
[23:50:04] <jmkasunich> oops, forgot hoe
[23:50:05] <jmkasunich> how
[23:50:11] <jmkasunich> I know again!
[23:50:23] <robin_sz> guess so
[23:50:40] <robin_sz> when it got to the 30s delay screen, select your language thing
[23:50:45] <robin_sz> kb was not responsive
[23:50:52] <robin_sz> but still recognised ctl-alt-del
[23:51:01] <robin_sz> so the bios could still see it
[23:51:02] <jmkasunich> thats weird
[23:51:09] <robin_sz> nss
[23:51:26] <robin_sz> anyway
[23:51:31] <robin_sz> installing now
[23:51:43] <robin_sz> does it do a proper install?
[23:51:54] <robin_sz> or some half-way-house?
[23:52:03] <robin_sz> its nto asked for root password yet
[23:52:16] <jmkasunich> ubuntu doesn't set up a root account
[23:52:26] <robin_sz> oh
[23:52:30] <jmkasunich> it sets up one user, who has the ability to do sudo with his own password
[23:52:38] <robin_sz> i thought that was just live version?
[23:52:46] <jmkasunich> the internet can tell you how to set up root on ubuntu if you feel the need
[23:52:52] <robin_sz> yeah,
[23:52:57] <robin_sz> i feel happier that way
[23:52:59] <jmkasunich> nope - even installed doesn't have root
[23:53:07] <robin_sz> wierd
[23:54:28] <jmkasunich> I bet you get used to it quickly
[23:54:44] <robin_sz> i bet I have root enabled before I need to ;)
[23:54:51] <jmkasunich> heh
[23:54:59] <jmkasunich> to each his own
[23:55:02] <robin_sz> I do use sudo, but not having root wil be too wierd
[23:55:10] <jmkasunich> I like it
[23:55:25] <robin_sz> im impressed how fast Mesa shipped the cards
[23:55:49] <jmkasunich> small businesses are the best sometimes
[23:56:04] <robin_sz> seems so
[23:56:08] <jmkasunich> a $200-300 order means something to a smaller company
[23:56:17] <robin_sz> not having paypal is a bt dum though
[23:56:20] <robin_sz> dumb
[23:56:31] <robin_sz> no was was I ever going to fax my credit card details
[23:57:14] <robin_sz> phoned it through in the end
[23:58:09] <robin_sz> still .. the cards look very nicely made
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}