Back
[01:34:28] <jmk-wvm> cradek: I think 5C are like most other collets - very narrow grip range, perhaps 0.002 or 0.003 max
[02:52:31] <cradek> hi jmk-wvm. what's wvm?
[02:52:40] <cradek> traveling?
[02:52:50] <jmk-wvm> yes
[02:53:11] <jmk-wvm> wvm = dapper vm on windows host
[02:53:15] <cradek> I find that my smallish lathe is actually pretty big
[02:53:38] <jmk-wvm> when its in the middle of the garage and you have to walk around it?
[02:54:05] <cradek> yes it's very much in the way. we will get it moved to a more final location in the next couple days I think
[02:54:18] <jmk-wvm> welcome to my world
[02:54:21] <cradek> the size of the existing control will help me want to get rid of it, even if it works
[02:54:42] <jmk-wvm> my job in life is to nag you till your machines run EMC
[02:55:02] <cradek> I suspect the mill just got pushed back a year at least.
[02:55:28] <cradek> the mill really does currently work for everything I commonly want to do with it
[02:55:39] <jmk-wvm> right
[02:56:11] <cradek> since REALIZE generates code properly for it, I don't even notice many of its quirks anymore
[02:56:44] <cradek> but I draw the line at punching tape...
[02:57:05] <jmk-wvm> heh- the lathe takes tape?
[02:57:09] <cradek> that would be ok for a job or two, but would be a pain for just dinking around
[02:57:15] <cradek> yes
[02:57:33] <jmk-wvm> thats gotta go
[02:57:42] <cradek> to run a production job repeatedly, the manual tells you how to glue the ends of the tape together
[02:58:56] <jmk-wvm> if you glue it into a mobius strip, will the lathe manufacture a singularity and vanish into another dimension?
[02:59:20] <toastyde1th> depends on if you include m30 =)
[02:59:23] <cradek> seems likely doesn't it
[02:59:26] <cradek> ... or crash
[03:01:17] <cradek> I learned the other day that on the BOSS, you can feed hold, turn off the spindle, unwrap the pound of aluminum stringers from the drill, restart the spindle, and resume the program
[03:02:02] <cradek> also, it stops the coolant while the spindle is off, but remembers the setting when you restart it
[03:02:18] <jmk-wvm> clever
[03:02:44] <jmk-wvm> if you think of that stuff as being done at a lower level than the interpreter, it isn't really that hard
[03:02:50] <cradek> it has a lot of nice features.
[03:03:02] <jmk-wvm> I could do that in HAL easily in facrt
[03:03:05] <jmk-wvm> fact
[03:03:22] <cradek> true you could easily have a 'spindle pause'
[03:03:34] <cradek> spindle-and-coolant pause
[03:03:50] <jmk-wvm> assert feedhold, and use muxes to switch spindle-on as well as coolant-on and any other sigs you want away from emc to manual switches (or just to zeros), then switch back
[03:04:09] <toastyde1th> m00 right before toolchange is what i do
[03:04:42] <jepler> toastyde1th: imagine it's the middle of a peck drill canned cycle
[03:04:44] <jepler> not just at a toolchange
[03:04:53] <toastyde1th> just hit feed hold and do what cradek did
[03:05:10] <jepler> but the coolant is still flowing!
[03:05:11] <toastyde1th> never used a machine yet that didn't let you resume any arbitrary point in a program
[03:05:28] <toastyde1th> kick the machine into jog, hit the spindle stop and coolant buttons
[03:05:29] <cradek> this was exactly like jepler says - I paused during the rapids between (many) peck drills
[03:05:37] <toastyde1th> yep - that's the right thing to do.
[03:05:56] <toastyde1th> toastyde1th is now known as toastydeath
[03:06:03] <cradek> as an aside, I wish there was some way to make aluminum not do that
[03:06:25] <toastydeath> drill hard
[03:06:35] <toastydeath> real hard.
[03:06:42] <jepler> cradek: to change the subject, I notice that Wolfgang Engineering hasn't renewed his ebay listing for the spindles several days after the last one lapsed.
[03:06:43] <cradek> I did that and they got a little chippier and less stringy
[03:06:44] <jmk-wvm> I was just about to say "heavy feed"
[03:06:46] <jepler> I hope he hasn't given it up
[03:07:01] <cradek> still stringy though - maybe I should have done more.
[03:07:09] <toastydeath> i was drilling .012" per tooth today
[03:07:10] <cradek> jepler: uh-oh...
[03:07:12] <jmk-wvm> use mic6 ;-)
[03:07:14] <toastydeath> between 2000-3000 rpm
[03:07:17] <toastydeath> 50 ipm
[03:07:28] <toastydeath> the chips flow up like water
[03:07:31] <cradek> big drill?
[03:07:37] <toastydeath> nah, .348"
[03:07:41] <toastydeath> (S drill)
[03:07:44] <cradek> this was only a #9 iirc
[03:07:48] <toastydeath> oh, well then.
[03:07:56] <toastydeath> maybe not 50 ipm.
[03:08:26] <cradek> I love my new 135 degree split point screw machine drills
[03:08:41] <cradek> no spotting, just drill, and get a hole in the right place and the right size
[03:08:56] <jmk-wvm> gotta like that
[03:09:08] <cradek> I'll never go back to cheap drills
[03:09:33] <cradek> they're only like $1 each for smallish sizes
[03:09:54] <cradek> a handful of them at tap sizes will last me a while.
[03:09:56] <toastydeath> good investment
[03:10:01] <jmk-wvm> good drills only seem expensive when you are trying to buy a complete set
[03:10:34] <cradek> I did buy a #1-60 set when it was on a great sale ($50 iirc)
[03:10:38] <toastydeath> some of the crazy ones are pricy, like guhring and titex
[03:10:52] <cradek> these are USA cobalt 'precision twist drill'
[03:11:08] <toastydeath> cobalt++
[03:14:05] <jmk-wvm> is there a predefined pi in python
[03:14:06] <jmk-wvm> ?
[03:14:44] <cradek> math.pi surely
[03:15:23] <jepler> cradek has it.
[03:15:24] <jepler> $ python -c 'import math; print math.pi'
[03:15:24] <jepler> 3.14159265359
[03:15:34] <jmk-wvm> thanks
[03:16:15] <jmk-wvm> trying to model a segment of a ring in gl
[03:16:45] <jmk-wvm> GL_QUAD_STRIP, hopefully
[03:18:48] <cradek> goodnight guys
[03:18:54] <jmk-wvm> night
[03:19:37] <toastydeath> has anyone used g65
[03:23:46] <jepler> G65 is not a valid gcode in emc. if you mean "macro call", then "O- call" may be the facility in emc most similar to what you know as G65.
[03:23:59] <toastydeath> ah
[03:30:21] <jmk-wvm> hmm, GL_QUAD_STRIP as described here
http://www.cs.rutgers.edu/~decarlo/428/gl_man/begin.html doesn't seem to exist
[03:30:44] <jepler> jmk-wvm: lots of stuff is omitted from minigl
[03:30:48] <jmk-wvm> "global name 'GL_QUAD_STRIP' is not defined"
[03:31:04] <jepler> yeah, GL_QUAD_STRIP is not provided
[03:31:21] <jmk-wvm> I didn't realise I wasn't talking to GL directly
[03:31:35] <jmk-wvm> minigl is something you wrote for axis?
[03:32:08] <jepler> yes. python has to have a wrapper for any platform library it accesses; I chose to write my own for opengl, because when I first started axis the primary one had two important things very broken.
[03:32:21] <jepler> this one-liner fix should add GL_QUAD_STRIP to minigl:
http://pastebin.ca/1080311
[03:32:36] <jepler> (if it does, feel free to check it in)
[03:33:35] <jepler> 'night all
[03:33:56] <jmk-wvm> goodnight, and thanks
[03:34:39] <jepler> one of these years maybe I should revisit my decision about pyopengl :-P
[03:34:49] <jmk-wvm> it did indeed fix it
[03:35:02] <jmk-wvm> I think I'll add a couple more before I check it in
[03:35:58] <jepler> OK; that basic pattern will work for any constant defined in OpenGL. adding a function call is a bit more complicated.
[03:36:20] <jmk-wvm> yeah, I'm just doing some of the enums
[03:36:26] <jmk-wvm> triangle strip, etc
[03:37:51] <jmk-wvm> well, I have one end surface of the arc working
[03:37:55] <jmk-wvm> the other end is trivial
[03:38:20] <jmk-wvm> the outside and inside need normal calculations, and II'm not sure I want to do that toniht
[03:38:23] <jmk-wvm> tonight
[04:01:02] <jmk-wvm> goodnight
[04:03:28] <MrSipan> have anyone installed emc2 in gentoo?
[07:54:46] <anonimasu> yay
[07:54:53] <anonimasu> hello
[07:55:34] <anonimasu> I got my mcam post to work :)
[09:25:30] <pmbdk> Anyone knows how AP238 i coming along (i.e. in practical terms)? Is it used anywhere?
[09:46:22] <fragalot> no idea, but imho they should hurry up :p
[09:52:00] <pmbdk> it seems like a big monster... :-)
[09:53:50] <pmbdk> especially when seen in context with everything else in STEP...
[09:54:10] <pmbdk> it would be interesting to know if anyone is actually using it...
[09:56:49] <anonimasu> hm..
[09:56:54] <anonimasu> ap238?
[10:00:12] <archivist> http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6TYR-487N01K-1&_user=10&_rdoc=1&_fmt=&_orig=search&_sort=d&view=c&_acct=C000050221&_version=1&_urlVersion=0&_userid=10&md5=c12d5242b7cbf50c18dc6abb20b4d145
[10:00:25] <anonimasu> hm
[10:01:00] <anonimasu> ok
[10:01:18] <archivist> and
http://www.steptools.com/library/stepnc/
[10:02:44] <archivist> looks like a downloadable pdf standard
[10:03:07] <archivist> ah I just noticed the price
[10:11:09] <anonimasu> hm.. now I just need to get the post to stop living in machine coordinates ;)
[10:13:41] <anonimasu> hm done ^_^
[10:36:45] <pmbdk> hmm, couldn't find the price... However I only looked at the ap238 doc...nice... 1590 pages... :-)
[10:38:41] <archivist> CHF 244 for the pdf here
http://www.iso.org/iso/iso_catalogue/catalogue_tc/catalogue_detail.htm?csnumber=38036
[10:39:53] <anonimasu> heh
[10:40:04] <anonimasu> anything requiring 8036 pages to describe it bloated by design.
[10:54:54] <pmbdk> it'll be interesting to see if this will ever be implemented somewhere...
[11:06:46] <archivist> my machine could be worn out first
[11:17:09] <anonimasu> probably
[11:44:30] <archivist_emc> #2=[atan[#8]] (debug,angle of helix #2) gets an error missing slash after first atan argument, I note there are 3 atan functions in table 13.3 how is one supposed to use the correct one!!!!!!!!!!!!!
[11:46:38] <cradek_> atan is really atan2. it needs two arguments separated by a /
[11:47:02] <archivist_emc> I want atan
[11:47:10] <cradek_> I use it successfully in useful_subroutines.ngc
[11:47:16] <SWPadnos> [#8/1]
[11:47:44] <cradek_> I think it's spelled like this: atan[#8]/[1]
[11:48:49] <SWPadnos> that's an odd spelling :)
[11:48:54] <cradek_> usually atan2 (emc2's atan) is really what you want because it works for all four quadrants
[11:49:17] <cradek_> plain atan is not usually very useful
[11:49:20] <cradek_> cradek_ is now known as cradek
[11:49:27] <archivist_emc> thats a doc bug then see table 13.3
[11:49:51] <cradek> do you have a url? I don't have the docs here
[11:50:05] <archivist_emc> Im using printed copy
[11:50:45] <SWPadnos> your printer must have screwed up
[11:50:47] <cradek> looking...
[11:50:48] <SWPadnos> :)
[11:50:49] <cradek> haha
[11:51:04] <archivist_emc> http://linuxcnc.org/docs/devel/html/gcode_main.html#sec:Functions
[11:51:14] <archivist_emc> url baad as well
[11:51:38] <cradek> http://www.linuxcnc.org/docview/html//gcode_main.html#cap:Functions
[11:51:56] <archivist_emc> 3 atan's and two syntaxes
[11:52:32] <cradek> yeah that table is full of wtf
[11:54:19] <archivist_emc> atan[#8]/[1] gave me a sensible number, the doc needs an update for users there
[11:55:59] <archivist_emc> I need another axis now 4 is not enough :)
[11:56:08] <cradek> I agree, but I can't do it right now
[11:56:19] <cradek> heh, I bet 5 would be enough.
[11:56:44] <archivist_emc> tilt A for worm helix angle
[11:57:42] <anonimasu> -_-
[11:57:54] <anonimasu> you've got some sanity problem archivist
[11:58:11] <anonimasu> :p
[11:58:19] <archivist_emc> why
[11:58:28] <anonimasu> need more axes... ...
[11:58:29] <anonimasu> :p
[11:58:33] <archivist_emc> hehe
[11:58:46] <anonimasu> I wonder if emc will support multi turrent machines ;)
[11:58:51] <archivist_emc> Ill be happy at 9 maybe
[11:58:56] <anonimasu> like 20+ axs ;)
[11:59:08] <anonimasu> (or the one with 47 axes I have a broschure off)
[11:59:38] <archivist_emc> * archivist_emc wants to do a Citizen type of sliding head
[12:00:00] <anonimasu> I dont know what that is
[12:00:01] <jepler> huh I was pretty certain that the nist rs274ngc spec permitted 2-quadrant atan, but it's certainly not in there now that I look again.
[12:00:10] <anonimasu> I dont know what that is
[12:00:21] <anonimasu> oh.. gang tooling
[12:00:26] <anonimasu> * anonimasu nods
[12:00:43] <archivist_emc> saw one at a show, its NICE
[12:00:50] <anonimasu> I think that's much more sensible then a toolchanger
[12:01:01] <anonimasu> less things that can break
[12:01:30] <archivist_emc> parting off and then spinning and turning the backside as well
[12:01:48] <anonimasu> yep
[12:05:19] <anonimasu> archivist:
http://www.djworkholding.co.uk/colletsandfeedfingers.htm
[12:05:58] <anonimasu> thoose carbide lined guide bushes
[12:06:06] <archivist> hmm nice
[12:06:36] <archivist> we just one some dead length collets on epay (50 off)
[12:06:45] <archivist> one/won
[12:11:10] <archivist> I need to build a trunnion table for this
[12:18:49] <anonimasu> :)
[12:25:40] <archivist> have to settle for packing under one side of the rotary table today though
[12:25:59] <anonimasu> packing?
[12:26:12] <anonimasu> I'm so happy I got my post for the heidenhain do arcs.. :p
[12:26:18] <anonimasu> in zx and zy
[12:26:25] <archivist> something the right ish thickness
[12:44:21] <anonimasu> oh I see
[12:44:29] <anonimasu> you mean shims
[12:46:30] <archivist> shims are thin packing is thicker
[12:47:57] <archivist> .44" to get 4.7 deg /me found something at .4 just slide further under near enough
[12:53:50] <anonimasu> hm..
[12:53:57] <anonimasu> are 300eur for a 8000ppr encoder good?
[12:54:30] <anonimasu> * anonimasu just enquired about encoders for the mill
[12:54:47] <skunkworks_> 8000ppr? wow - 32000 edges?
[12:54:50] <anonimasu> yeah
[12:55:21] <anonimasu> with my 2mm/rev screws that'd be cute ;)
[12:55:41] <anonimasu> 0,0000625per count
[12:57:14] <anonimasu> -_-
[12:57:17] <anonimasu> I think they are overkill.
[13:01:17] <anonimasu> but it's too expensive -_-
[14:14:54] <anonimasu> so, the question is do I buy them or not..
[14:19:11] <archivist> yes but post them to me please
[14:19:55] <anonimasu> heh.. no way
[14:49:23] <anonimasu> !thislog
[14:49:31] <anonimasu> logger_emc: bookmark
[14:49:31] <anonimasu> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2008-07-23.txt
[16:01:32] <tomp> this looks like an interesting small machine tool. ancient upside down die cutter ( makes the tapered shaped hole in a die )
http://cgi.ebay.com/Antique-Thurston-Schott-Die-Makers-Milling-Machine-1890_W0QQitemZ330255151293QQcmdZViewItem?hash=item330255151293.
[16:01:42] <tomp> I think The bent coathangar arm thingy shows you the cutter is while it hasnt cut thru the block yet
[16:01:43] <tomp> ( i guess you're follwing scribed lines or a template. All the chips must fall down till you break thru.
[16:02:15] <tomp> Z+ is penetration into die
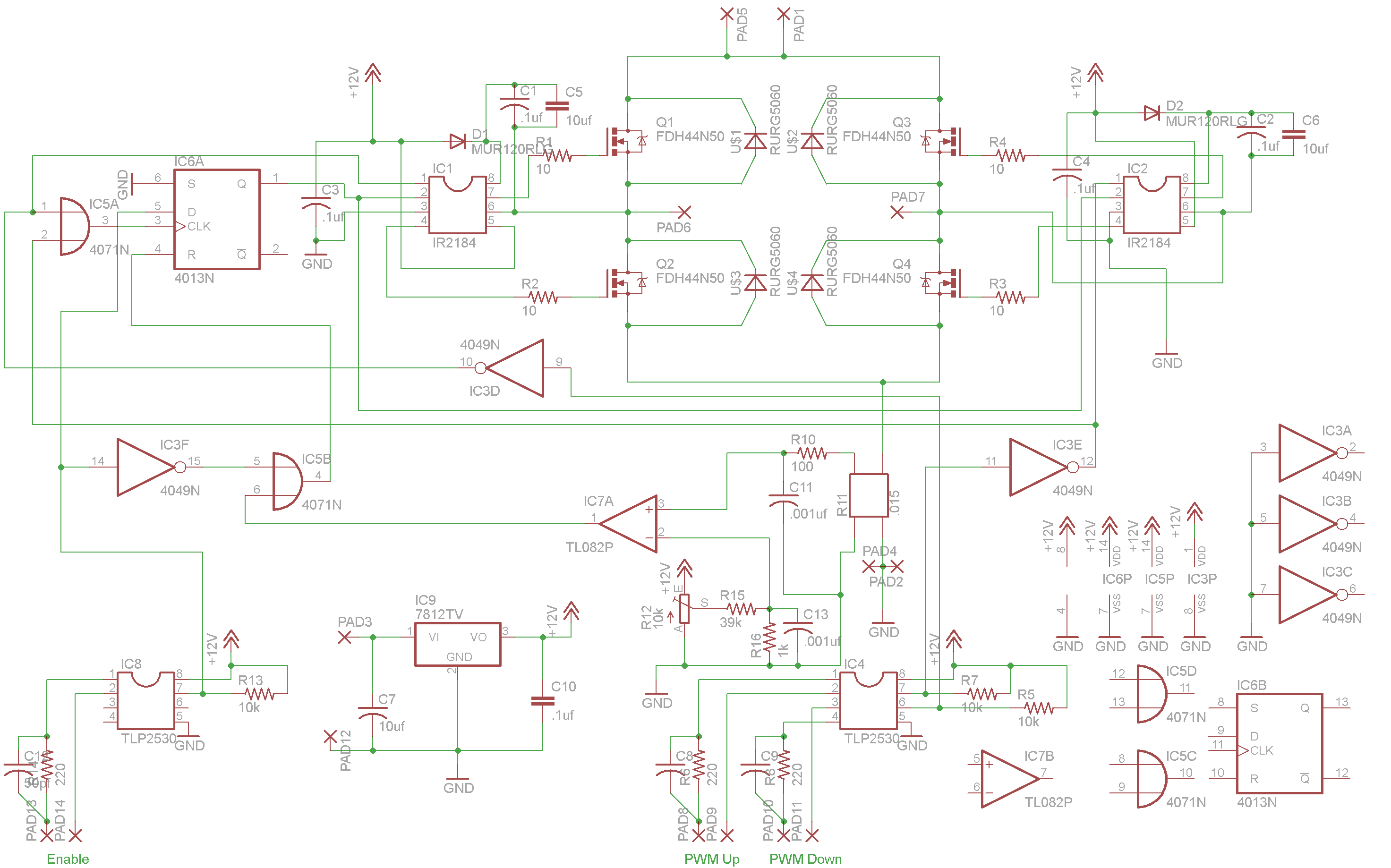
[16:02:47] <skunkworks_> LawrenceG:
http://www.electronicsam.com/images/KandT/servostart/newschem4.png
[16:03:21] <lerneaen_hydra> tomp; heh, belt-driven
[16:03:46] <tomp> flat belt yeh;) and the whole thingy pivots so its easier to work on, like a board holder
[16:16:03] <tomp> skunkworks_: the h bridge looks nice, i'm putting some rur's onto a system right now ( rurg8060's damn fast ). not too much xtra to get dir & pwm vs pwm up/pwm down.
[16:20:25] <skunkworks_> tomp: they where an ebay deal... I have been playing with them for a while. No issues.
[16:21:39] <skunkworks_> the mosfets have a pretty high rds - so they are not good for much over 20a even though they are rated at 44 or so.
[16:22:21] <skunkworks_> (you just can't get the heat away from it)
[16:26:29] <anonimasu> * anonimasu is in limbo wether to buy encoders
[16:41:10] <jepler> anonimasu: have you compared to usdigital.com encoders to see if the 300EUR is a reasonable price for what you're looking at?
[16:41:20] <jepler> http://usdigital.com/products/encoders/incremental/rotary
[16:42:04] <jepler> (or maybe to find an encoder that's less expensive but less over-spec'd for your machine)
[16:44:10] <anonimasu> hmm..
[16:44:53] <jepler> nothing on usdgitial goes as high as 8000 cycles/revolution; also I notice that HB6M is limited to 100kcycles/second, which is only 200RPM on their finest disc, 2500cycle/10000edges per revolution
[16:45:12] <anonimasu> hmm..
[16:45:57] <jepler> with that fine an encoder you might need to be careful you aren't going outside the cycles/sec limitation of the encoder or the edges/second limit of your quadrature counter
[16:46:02] <anonimasu> yeah
[16:46:09] <anonimasu> thoose are software scaleable..
[16:46:13] <anonimasu> (the encoder)
[16:48:27] <anonimasu> so thats a smaller issue
[16:55:30] <anonimasu> :)
[16:56:18] <SkinnYPup> Hi guys, I've got a laptop I just upgraded from fiesty to 8.04, installed emc via the installation shell script. Wireless broadcom works under the generic kernel, but doesn't appear in administration, network with the RT kernel. It's for sim only so I can escape the garrage, what do I need to do to get my wireless working with the rt kernel?
[16:56:43] <cradek> for sim you don't need the realtime kernel.
[16:57:41] <skunkworks_> cradek: is your lathe running? Is it 3 phase? Convertable?
[16:57:43] <skunkworks_> ;)
[17:00:02] <anonimasu> jepler: 247$ for a rugged encoder..
[17:00:58] <anonimasu> $300 sealed
[17:01:20] <anonimasu> without a connector..
[17:01:21] <anonimasu> that
[17:01:28] <anonimasu> jepler: my deal looks better..
[17:01:29] <anonimasu> :)
[17:02:42] <jepler> SkinnYPup: to be more specific: in /etc/apt/sources.list, change emc2.2 to emc2.2-sim, then using the package manager update your package list and install the emc2-sim package.
[17:02:53] <jepler> (you probably have to change emc2.2 to emc2.2-sim on two separate lines)
[17:03:22] <cradek> skunkworks_: I have not hooked anything to power. It is 3 phase so far. It is a very good candidate for conversion except it currently has resolvers.
[17:03:23] <jepler> when using that package, you can start certain configurations (like sim/axis.ini) on any kernel
[17:03:51] <skunkworks_> did you look to see if they have resolvers and tachs on the motor?
[17:03:57] <jepler> you may have to use the package manager to uninstall the emc2, rtai-modules, and linux-image-2.6.24-16-rtai packages before doing that -- almost certainly you have to uninstall the emc2 package.
[17:04:04] <skunkworks_> *servos
[17:04:08] <cradek> skunkworks_: not yet but I'm pretty sure it does.
[17:04:35] <rayh> The motors on a Hardinge HNC don't have any feedback. Feedback is on the ballscrews.
[17:05:02] <anonimasu> I'm direct driving
[17:05:27] <SkinnYPup> Jepler Cradek , Thanks! I'll chance to emc2.2-sim and reinstall it .. it was giving me errors about rtai_hal.ko in the generic kernel.
[17:05:27] <cradek> err right, listen to ray :-)
[17:05:38] <cradek> I haven't even opened one up yet
[17:05:38] <skunkworks_> Neat.
[17:05:45] <cradek> bbl, lunch!
[17:06:02] <anonimasu> I think I'll buy thoose encoders.
[17:06:09] <SkinnYPup> change, to emc2... typo "chance"
[17:07:01] <anonimasu> I end up paying 25% tax on what I buy from the us too..
[17:08:45] <anonimasu> well, the same applies here too..
[17:08:51] <anonimasu> -_-
[17:10:02] <anonimasu> * anonimasu sighs
[17:11:16] <anonimasu> heh.. the connectors for the encoders are 63 eur.
[17:11:20] <anonimasu> err 63$
[17:11:31] <anonimasu> err 59 each.. sorry
[17:11:56] <skunkworks_> anonimasu: :)
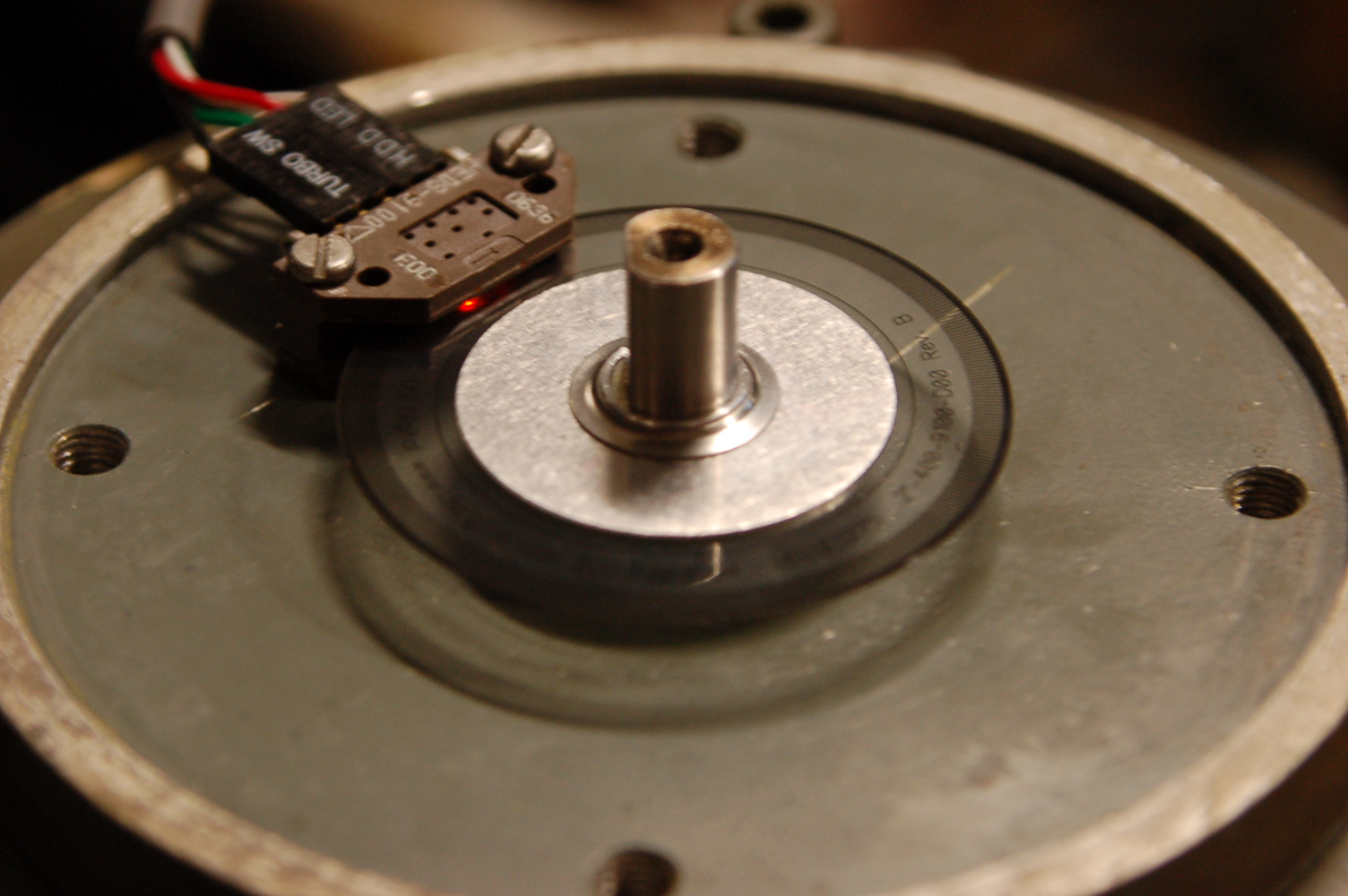
http://www.electronicsam.com/images/KandT/servostart/Encoder.JPG
[17:12:10] <anonimasu> homebrew?
[17:12:15] <anonimasu> with bought disk?
[17:12:26] <anonimasu> :)
[17:12:32] <skunkworks_> bought disk and sensor. from usdigital
[17:12:36] <anonimasu> ok
[17:12:50] <anonimasu> I'd like a sealed housing encoder :)
[17:13:23] <skunkworks_> * skunkworks_ was showing off the TURBO SW and HDDLED connectors.
[17:13:27] <anonimasu> ;)
[17:13:29] <anonimasu> they were cute
[17:14:18] <skunkworks_> automation direct has some 'sealed' ones..
[17:14:23] <skunkworks_> have you looked at them?
[17:14:39] <skunkworks_> * skunkworks_ doesn't know how sealed..
[17:15:25] <anonimasu> but is the price better then then mine.. :P
[17:15:58] <skunkworks_> 8000ppr? not likely
[17:16:21] <anonimasu> it ends up to 164$ per encoder
[17:16:27] <anonimasu> from automationdirect..
[17:16:59] <anonimasu> heavy duty encoders are like 246$
[17:17:19] <anonimasu> + shipping and stuff..
[17:21:48] <PuPpY> jepler: Changed the sources.list to"deb
http://www.linuxcnc.org/hardy hardy base emc2.2-sim , and deb-src
http://www.linuxcnc.org/hardy hardy base emc2.2-sim" but get the following synaptic error "Failed to fetch
http://www.linuxcnc.org/hardy/dists/hardy/Release Unable to find expected entry emc2.2-sim/binary-i386/Packages in Meta-index file (malformed Release file?)"
[17:24:37] <tomp> bbl
[17:24:45] <SWPadnos> there is no released -sim package for hardy yet
[17:25:00] <SWPadnos> at least not in the repos
[17:28:05] <PuPpY> aaaahh , hmm .... Then I guess I'm back to trying to get the wireless to work in the rtai kernel. Wireless works fine in the generic kernel but doesn't appear in the network config with the rtai kernel booted. Suggestions ?
[17:28:36] <SWPadnos> compile sim on the generic kernel? ;)
[17:29:13] <PuPpY> Sounds like an after lunch project, thanks SWPadnos ;o)
[17:29:18] <SWPadnos> heh
[17:34:47] <fenn> PuPpY: just reboot and select the non-rt kernel from the boot menu
[17:35:29] <fenn> er.. yeah
[17:35:41] <fenn> and then compile sim as usual. carry on!
[17:41:30] <SkinnYPup> MMmm lunch was good! Thanks fenn!
[17:47:03] <skunkworks_> SWPadnos: where are you?
[17:47:15] <SWPadnos> home, how about you?
[17:47:34] <skunkworks_> I was wondering if you where still out in the world somewhere :)
[17:47:47] <SWPadnos> yes, for certain values of "the world" ;)
[18:01:50] <skunkworks_> SWPadnos: was the trip fun?
[18:02:02] <SWPadnos> yep
[18:03:45] <skunkworks_> good. ;)
[18:11:24] <jepler> puppy: darn, there must have been something wrong in my instructions
[18:11:35] <jepler> unfortunately I can't double-check them now, I don't have a hardy machine at hand
[18:11:55] <jepler> SWPadnos: huh -- I thought there was for 32-bit, just not for 64-bit. shows what I know :(
[18:12:31] <SWPadnos> I didn't see the files on the website, though I thought the packages existed also
[18:15:15] <rayh> jepler, What did you want to check on Hardy?
[18:15:49] <jepler> rayh: earlier I tried to give puppy instructions for installing the sim (no rt kernel) packages on hardy, but it didn't work. SWPadnos says that the packages aren't even in the repository, so there's not much to check ..
[18:16:07] <rayh> Oh okay.
[18:21:30] <lerneaen_hydra> When coding for a PC or other large system and defining variables, what's the normal way of defining types? use standard int/double/float/char if you don't depend on the bit-length, and expressly defined types (uint8_t for example) when you depend on bit-length for rollover or other similar things?
[18:23:20] <cradek> I doubt there is a "normal" way, so there is probably no answer to your question, but your strategy seems fine to me
[18:24:28] <lerneaen_hydra> what do you personally use?
[18:24:42] <lerneaen_hydra> do you have any idea what K&R use? ;)
[18:31:39] <dmess> hi all
[18:32:20] <cradek> lerneaen_hydra: I'm sloppy and would not even think about it - I don't think K&R has any examples where the exact sizes would matter, and they surely always use the standard names
[18:33:49] <archivist> iirc they just use the size to suit the example
[18:34:58] <lerneaen_hydra> hmm ok I see. so typically you'd only be concerned with the size when working with arrays and other constructs?
[18:35:37] <cradek> aside from binary math operations and external (hardware) interfacing, I don't think you normally have to worry about it much
[18:35:46] <lerneaen_hydra> As I only code for microcontrollers it's quite a difference, where you typically use overflow's for various functions
[18:35:52] <lerneaen_hydra> oh ok I see
[18:35:58] <cradek> yes microcontrollers are sure different
[18:36:01] <lerneaen_hydra> err, there's quite a difference
[18:37:14] <archivist> incorrect sizing is allways a good source of difficult to find bugs
[18:37:15] <SWPadnos> in assembly, you always care. that's why people try to use C instead
[19:18:34] <skunkworks_> well crap. I can't tie the op-amps -supply to ground and have it work as a comparator.
[19:18:53] <skunkworks_> I think I flunked op-amp theory
[19:20:59] <skunkworks_> *when I am trying to compare milivolts.
[19:20:59] <DaViruz> sure you can, as long as you wont be comparing below ground
[19:21:04] <SWPadnos> some op-amps like symmetric +/- supplies, and get unhappy when you try to fool them with ground
[19:21:18] <DaViruz> assuming you have a single ended opamp
[19:21:23] <SWPadnos> though they shouldn't be able to tell anyway :)
[19:21:47] <skunkworks_> this is a tl082
[19:22:15] <SWPadnos> well, I've heard of it, but let's just say that my op-amp foo is much better with data-book examples in my hand :)
[19:22:53] <skunkworks_> heh
http://focus.ti.com/lit/ds/symlink/tl082.pdf
[19:22:58] <DaViruz> a tl082 probably wouldn't like to have the -ve tied to ground
[19:23:14] <skunkworks_> it works as expected when I run -supply atleast a few volts negative.
[19:24:10] <skunkworks_> I am just glad I breadboarded it ;)
[19:24:56] <anonimasu> this is why you need rail to rail opamps..
[19:25:42] <ds2> seem to recall it has something to do with the CMRR specs
[19:25:48] <anonimasu> like lmv321
[19:25:59] <ds2> always LM324
[19:26:25] <anonimasu> welll, thoose work but you need more supply then you want to output..
[19:26:52] <anonimasu> http://www.elfa.se/pdf/73/732/07326946.pdf
[19:27:18] <anonimasu> :)
[19:27:57] <skunkworks_> jmkasunich: is going to rub it in - I just know it. ;)
[19:28:46] <anonimasu> :p
[19:37:01] <dmess> who can help me with some ssl issues??
[19:40:05] <dmess> i cant use pay pal from this Ubuntu 6.06. and there isnt a working winblows box remaining in the house... just mine and my son's linux machines
[19:53:22] <anonimasu> http://www.practicalmachinist.com/vb/showthread.php?t=122416&highlight=spindle+runout
[20:01:23] <archivist> thats a good fix!
[20:01:53] <dmess> i checked my hardinge spindle with a tenth indicator and it didn't MOVE.... i was amazed... ;)
[20:03:11] <cradek> I'm surprised he didn't have to remove the keys and face the nose off too - it looked pretty bad
[20:04:41] <skunkworks_> the tool should never touch the face - I would think
[20:06:14] <archivist> * archivist contemplates an ER16 nose using that technique
[20:06:49] <cradek> I read recently that R8 and ER32 are very similar taper
[20:13:14] <anonimasu> http://www.youtube.com/user/CitationParts
[20:13:16] <anonimasu> -_-
[20:13:18] <anonimasu> amazing stuff
[20:13:27] <anonimasu> im jealous.
[20:55:21] <dmess> nicely done.... been there .. done that... ;)
[20:58:52] <Roguish_> cradek: i have home_search_vel=20 and when i home the axis the screen (axis gui) shows the vel=120 ? what gives?
[20:59:13] <jepler> inifile values like home_search_vel are in units per second
[20:59:25] <jepler> enter a value like 0.333 if you want 20 inches per minute
[20:59:53] <Roguish_> well that would explain it. thanks.
[21:17:14] <dmess> how do i modify the homing sequence in the SIM lathe module??
[21:30:17] <owad> Hello, I'm setting up EMC2, to use with my router/mill. At the Parallel Port Setup screen, are the "Invert" checkboxes what I use to make a pin active-low?
[21:31:13] <archivist> yes
[21:31:19] <owad> thank you
[22:09:18] <owad> My X axis moves about 6 inches when it should move 10... I have my drivers set to 1/4 microstepping. Should "Driver Microstepping" therefore be set to '4'?
[22:24:27] <rayh> Yep
[22:27:32] <owad> thanks
[22:28:07] <owad> a 1/2-8 leadscrew has 8 rev/in, right?
[22:28:17] <owad> I'm not seeing much here that could be wrong.
[22:36:16] <rayh> sounds like you've got the idea.
[22:36:57] <rayh> Does the axis move back to zero after the 10 inch command?
[22:40:30] <owad> I'm doing 'Test this Axis' with a test area of 10". It moves out about 6 inches, back to 0, and repeats.
[22:41:29] <rayh> And the motor is direct drive?
[22:41:35] <owad> yes
[22:44:28] <rayh> 200 steps per rev?
[22:44:56] <owad> yes -- it's 1.8 deg/step
[22:45:00] <cradek> owad: I think 1/2-10 is common, 1/2-8 is not
[22:45:08] <cradek> are you sure it's 8?
[22:45:28] <owad> that's what I had in my notes, but no -- I'm not sure. Let me check. (thanks!)
[22:45:36] <rayh> What drivers are you using.
[22:50:11] <owad> I think it's 1/2-13, and 8/13 = ~.6, so that makes sense with the measurements I'm getting. Thanks!
[22:50:31] <owad> rayh: I'm using Keling KL-4030 drivers.
[22:50:52] <owad> and I can't find any notes on what set time, step space, direction hold, or direction setup times I should use.
[22:51:01] <cradek> oh it's just triangular, not acme?
[22:51:17] <owad> just the cheap stuff. :(
[22:51:28] <cradek> ah then 13 is a sure bet
[22:52:43] <cradek> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Stepper_Drive_Timing
[22:53:07] <cradek> no keling at all - you might have to scrounge for a spec sheet (or just guess)
[22:53:50] <rayh> 40% more than 8tpi is about 13 so I'd try that and see how it comes out.
[22:55:19] <rayh> I saw some specs on those drives and the timing was good. I'd think the default for those parameters should easily handle them.
[22:56:42] <dmess> rayh... will nema 23's run my baby hardinge hls 59 lathe... and how can EMC control the vfd and gimme a timing pulse
[22:58:18] <rayh> I don't believe I've seen one of those lathes.
[22:59:26] <dmess> http://cgi.ebay.com/Hardinge-Model-HSL-59-Precision-Speed-Lathe-1990_W0QQitemZ280246143027QQihZ018QQcategoryZ104241QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[23:02:45] <rayh> Got specs on the 23 motors?
[23:02:57] <dmess> its a baby... 9 inch x and 6 or so z
[23:04:23] <dmess> http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&ssPageName=STRK:MEWNX:IT&item=330254039921
[23:05:25] <dmess> did i get robbed??
[23:06:55] <rayh> The motors are 90 ounce inch so not a lot.
[23:07:19] <rayh> But they are about the size and probably the same maker as the ones I used on my little grizz retrofit.
[23:08:06] <rayh> The ones I had were Italian MAE brand
[23:08:36] <dmess> these slides are only small... and VERY smooth
[23:08:37] <rayh> I used a 3/1 belt reduction and 5tpi ball screws.
[23:09:02] <dmess> im gonna cnc the existing acme nut...
[23:09:08] <rayh> Funny story. A guy at NAMES show said the motors were much to small.
[23:09:13] <dmess> nuts..
[23:09:45] <rayh> Told him to try and stop x during a move.
[23:10:00] <dmess> 3/1 for precision... 5 tpi for speed.. i like it
[23:10:11] <rayh> He wound up pushing hard enough that the x movement slid the whole mill across the table.
[23:10:31] <rayh> What TPI is the existing acme?
[23:10:33] <dmess> oh yean and power..
[23:11:02] <dmess> about 5 or so... but i'd have co chk to be poisite
[23:11:42] <dmess> no.. it cant be... but it apears quite coarse
[23:12:20] <dmess> im pretty sure the handle is geared..
[23:12:42] <rayh> acme is less efficient than ball but with a bit of reduction between motor and it should should be able to make it move.
[23:13:16] <rayh> supper bbiab
[23:13:32] <dmess> i have 2 crossslides and a lathe for a steal.. so im good with hacking 1 into a cnc
[23:18:42] <owad> The measurements are right now, and it works great if I do +/- 1", but if I move too far in the - direction, the machine stops and the motor starts whining/humming like it can't go any farther. And it always seems to happen in about the same place. The movement does seem slightly rougher, but I can easily turn it by hand...
{kind=link}
{kind=link}