Back
[00:00:36] <alex_joni> K`zan: you don't need an optoisolation board with the geckos
[00:00:58] <alex_joni> they have optos inside
[00:13:20] <K`zan> alex_joni: Maybe I'll save the cost and chance running it without.
[00:36:49] <fenn> hmm.. those DIP's are supposed to be stepper drivers?
[01:01:15] <benc_> benc_ is now known as benc-
[01:02:21] <benc-> hi. fairly sure G61 is not working like it should on my config. If I execute a test gcode that moves G1 x1 x2 x3 x4, it full stops every time. "Exact path mode (G61) if the end of the previous segment points in the same direction as the start of the next one there is no need to stop in the middle". Anyone know of some config option that could be breaking this?
[01:08:37] <jmkasunich> nothing comes to mind
[01:08:57] <jmkasunich> you are saying that G61 (exact path) does exactly the same thing as G61.1 (exact stop)?
[01:18:11] <benc-> yes. seems to.
[01:22:22] <benc-> went off to do a quick test. don't notice any difference between G61 and G61.1 on my test x-line gcode.
[01:37:06] <JymmmEMC> fenn: in that ebay thing?
[01:38:43] <fenn> yep
[01:40:03] <JymmmEMC> fenn: Seems strange, but might not be pushing too much amperage either
[01:43:05] <JymmmEMC> Man, I'm real curious how much the TV out and Paraport cable/cards are for this thing.
[02:03:17] <JymmmEMC> SWPadnos: NM, was a loose header cable on the board.
[02:09:29] <cradek> benc-: to get the behavior you want, use G64 P[quite small]. The docs are wrong and you are right - currently G61 and G61.1 both do exact stop.
[02:15:34] <jmkasunich> cradek: I didn't know that
[02:15:48] <jmkasunich> should we fix the docs?
[02:32:18] <cradek> might not be much harder to fix the code, if we want that feature
[02:32:31] <tomp> I just got a 24V 24A LiFePO4 battery pack in air-post. it was HOT! I removed all the cables to stop any current flow, and see no burns or shorts. any ideas on what to look for?
[02:32:44] <cradek> tomp: fire extinguisher
[02:32:49] <tomp> :)
[02:32:54] <cradek> nearest open door?
[02:33:19] <cradek> sorry, I don't have any real advice, only smartass answers
[02:33:26] <cradek> so let me know if you need more of those
[02:33:30] <tomp> made me laff anyway
[02:33:31] <eric_U> what brand battery?
[02:33:59] <tomp> unknown,, these are pretty new technology and the label number doesnt google anything up
[02:34:05] <tomp> from taiwan
[02:34:33] <eric_U> why didn't you just go with A123, was this significantly cheaper?
[02:34:39] <tomp> big green cells bolted together with bus bar
[02:35:04] <tomp> unless i lurked ebay, this was pretty good at near 400$
[02:35:33] <eric_U> you can get a dewalt battery pack for less than $200 36v
[02:36:04] <tomp> >was< pretty good, uh this is 24V 24Ahr, 50A draw, more watts than 1 dewalt unit
[02:36:41] <eric_U> lots more Ah than a dewalt, I see
[02:37:09] <eric_U> although the dewalts will pump out more current than that
[02:37:40] <tomp> oh well, so much for the bleeding edge
[02:39:15] <eric_U> the competition on ebay for the dewalt packs has been driving up the price, they were going for about $100
[02:39:37] <eric_U> now about $150
[02:55:16] <eric_U> tomp do you have a link to your cells?
[02:56:28] <tomp> beware of the music!
http://www.cyclone-tw.com/lithium.htm
[03:00:15] <tomp> i looked at some vids of the A123's those are less than half the size of mine, and theres 16 of 'em
[03:00:44] <eric_U> were you building and electric bike?
[03:01:45] <tomp> just assembling it, got the motor, charger, battery, PAS, etc from them
[03:02:04] <eric_U> I want one
[03:02:21] <tomp> i'll post the results
[03:02:32] <tomp> or im you
[03:03:29] <tomp> my sister has bad knees, the PAS ( pedal assist ) pushes as hard as you do, or x0 x1 x2 x3 x4 times as hard, so she can bike but not hurt herself
[03:12:04] <benc-> experimenting with G64 Pxxx. I have it drawing a circle in place. around and around, one G2 per 360 degrees. circle bulges in near command boundary. varying the Pxxx seems to have little effect. I can't see any difference in where it traces in the axis gui. tested with values of P0, P0.001, P0.0002. seemingly no difference.
[03:16:29] <benc-> in my test emc2 config based on stepper/sim_inch fiddled with a few parameters and the only one that seemed to help was upping the acceleration a bunch.
[03:18:08] <jmkasunich> acceleration is the main factor in blending
[03:20:13] <benc-> that config starts out with a fairly large acceleration/velocity radio. something like 20/1.2 my machine does 5/2.
[03:20:50] <jmkasunich> that means it takes a relatively long time to reach full speed
[03:21:27] <benc-> yes. way longer than the default sim_inch config.
[03:21:31] <jmkasunich> which forces more severe blending if you want to avoid slowing down
[03:22:43] <benc-> but why when going in circle does it cut most of circle fine at full speed but then warp when it has to go between G2 commands?
[03:23:05] <jmkasunich> not really sure
[03:23:10] <tomp> benc-: what is 'command boundary'? the beginning and end of the circle? how can a circle blend to itself ( i read it was drawn over itself )
[03:23:48] <tomp> sorry, maybe its velocity blending, not geometry blending
[03:24:53] <tomp> an overlaid circle should not 'warp' tho velocity may be non-constant
[03:25:03] <benc-> my test is basically variants of "F120 G64 P0 g0 x4 y4 g2 x4 y4 i1 j1 ... M2" repeating the G2 command
[03:26:14] <tomp> G91?
[03:26:19] <benc-> command boundary as when it finishes something like a G2 and starts another G2
[03:26:33] <tomp> ok, got the cmd bndry idea
[03:27:50] <tomp> i-2 j-2 ?
[03:28:04] <benc-> looked up G91. not seeing how it would help.
[03:28:20] <toastydeath> that totally sounds like an issue with look ahead or some such
[03:28:28] <toastydeath> does emc have look ahead?
[03:28:39] <tomp> never mind G91, i think your in abso, but the ij sound odd
[03:28:53] <toastydeath> have other people successfully cut at 120 ipm before?
[03:29:14] <benc-> clip: "I and J numbers always represent increments, regardless of the distance mode setting."
[03:29:26] <jmkasunich> yeah, g91 is irrelevant
[03:29:59] <tomp> yep, they're ok, you got a ~2.8" dia then
[03:30:12] <toastydeath> how much backlash is in your machine
[03:30:14] <tomp> ?
[03:30:15] <toastydeath> are you using ballscrews
[03:30:18] <benc-> didn't think it was especially fast. remember reading posts by people using much faster, but maybe I misremember.
[03:30:52] <jmkasunich> 120 ipm is very fast for cutting
[03:30:54] <toastydeath> cutting or rapid at 120
[03:30:58] <jmkasunich> not so fast for a rapid
[03:31:16] <toastydeath> around the 100 ipm mark most diy controls start to have problems
[03:31:20] <jmkasunich> if you want to cut at those speeds, you're gonna have to improve the accel
[03:31:32] <benc-> seems fairly good with backlash. it's using kerk anti-backlash nuts.
[03:31:50] <toastydeath> that sounds like it's spring loaded
[03:31:56] <benc-> yes
[03:31:57] <tomp> (always wanted to try kerk's)
[03:32:02] <toastydeath> i would be suspicious of that
[03:32:06] <toastydeath> at 100 ipm
[03:32:53] <toastydeath> but it is probably contributing to a larger problem, not the core issue
[03:32:56] <benc-> the warping effect reduces but does not seem completely gone until I slow it way way down.
[03:33:07] <toastydeath> how does emc handle look ahead
[03:33:09] <toastydeath> does anyone know
[03:33:20] <benc-> no warping at all under G61 mode
[03:33:21] <jmkasunich> it looks ahead one move
[03:33:56] <jmkasunich> benc-: is the warping in toward the center of the circle?
[03:34:02] <benc-> yes
[03:34:12] <jmkasunich> I bet I know what is going on
[03:34:41] <jmkasunich> emc2 blends successive moves by running them both at the same time - as one is slowing to a stop, the other is accelerating
[03:34:53] <jmkasunich> and it sort of averages the two moves to get the final position
[03:35:13] <tomp> benc sez that only the begin/end are warped, and thats at a 45 from ctr if i=j, so doesnt sound backlash like, thats usaually at 0/90/180/270 ( like on ballbar)
[03:35:37] <tomp> so it sounds blend realted
[03:35:38] <jmkasunich> how big is this circle again? 2.8" radius?
[03:35:40] <tomp> related
[03:35:56] <tomp> 1.414 i think
[03:36:05] <tomp> i=1 j=1
[03:36:05] <jmkasunich> oh, 2.8 diameter
[03:36:08] <jmkasunich> right
[03:36:17] <toastydeath> zippy!
[03:36:30] <jmkasunich> so circumfirence is 8.72 inches
[03:36:46] <jmkasunich> at 120 ipm, thats only 4.4 seconds
[03:37:08] <jmkasunich> the machine has an accel of 5 inches/second squared, so it takes 0.4 seconds just to get to speed
[03:38:07] <jmkasunich> and it takes 0.4 inches to accelerate (0.4 seconds time an average speed of 1 ips)
[03:38:27] <jmkasunich> so the blend starts 0.4 inches before the end of the circle
[03:38:35] <jmkasunich> and ends 0.4 inches into the new circle
[03:39:24] <jmkasunich> during the blend, it isn't following the circle, its blending between two points, one that starts 0.4 from the end of the first and ends at the end, and the other starts at the start of the 2nd and ends 0.4 inches into it
[03:40:10] <jmkasunich> short answer: you can't machine at 120 ipm on a machine that takes nearly a half second to accel to that speed and expect to have good path following
[03:40:24] <tomp> benc-: would you estimate the bulge was over a span of 30 degrees? ( .8" of 8.72" )
[03:41:47] <benc-> actually nearly a full quadrant in the test I've got pulled up. but I should make sure thats got the right settings.
[03:43:32] <benc-> ok. pulled up the actual machine config and much smaller. that could be 30 deg.
[03:43:51] <tomp> I cant see why there's any blending of such a path, it's more than tangent, it's concentric & identical. i could see velocity changes. ( i calc'd near 32 degrees)
[03:43:54] <jmkasunich> why is your accel so low? is this a stepper machine
[03:44:14] <benc-> yes. it is a stepper.
[03:44:28] <jmkasunich> tomp: blending is the technique that is used to avoid a stop between moves
[03:45:13] <jmkasunich> so even if the lines are tangent, etc, we still blend
[03:45:26] <tomp> right, but it moved towards what to blend? away from itself? towards what? blend is >to< something and it only has itself.
[03:45:34] <jmkasunich> the planner treats each move individually
[03:45:37] <benc-> seems like for this test at least it shouldn't need to blend, but could still go at full speed.
[03:45:57] <benc-> so mostly it's just that i've got abnormal vel/accel ratio?
[03:46:13] <jmkasunich> without blending, one move would reach the end of its "cruise" (full speed) phase, then slow to a stop. then the next one would start, accel to full speed, and start "cruise"
[03:46:38] <jmkasunich> with blending, the 2nd move begins to accel just as the first one starts to decel from crise
[03:46:41] <jmkasunich> cruise
[03:46:50] <benc-> so if faster accel, it blends a much littler chunk of line.
[03:46:59] <jmkasunich> yes
[03:47:31] <tomp> i get the velocity blend but not the geometry variance
[03:47:53] <jmkasunich> internally the code is calculating the ramps at the beginning and end of each move, but since they are overlapped they cancel out and the tool keeps moving
[03:48:20] <benc-> think my motors can actually go much more accel, but they frequently stall out. controller has issues.
[03:48:38] <jmkasunich> benc-: what kind of material will you be machining?
[03:48:52] <benc-> on the demo config with 20/1.2 accel/vel it only slowed down a very little bit.
[03:49:00] <jmkasunich> it is a rare machine that can cut metal at 120 ipm
[03:49:05] <benc-> mostly MDF so far.
[03:49:14] <jmkasunich> ah, wood
[03:49:23] <jmkasunich> now I understand why you are going for such high spee
[03:49:25] <jmkasunich> d
[03:49:30] <benc-> have cut some aluminum, but have not dared go full speed with it.
[03:49:52] <jmkasunich> ;-)
[03:49:53] <benc-> have got a feedrate calulator somewhere that I've been getting rough values from.
[03:50:05] <benc-> it said 120ipm was too slow
[03:50:14] <jmkasunich> for wood you mean?
[03:50:21] <toastydeath> just because the ideal is 120 ipm doesn't mean you have the equipment to cut 120 ipm
[03:50:22] <benc-> yep.
[03:50:28] <toastydeath> you can cut slower
[03:50:48] <jmkasunich> with wood (and high spindle speeds) going too slow can cause burning
[03:50:56] <toastydeath> slow the spindle down
[03:51:00] <jmkasunich> yep
[03:51:06] <toastydeath> slower, the whole package
[03:51:10] <toastydeath> not slower one singular aspect
[03:51:21] <tomp> increase the chip load on the mdf to accomodate the lower speed?
[03:51:44] <toastydeath> uh, not quite, the chip load should stay the same
[03:51:58] <toastydeath> the trouble as i understand it described is the machine is unable to keep up with 120 ipm
[03:52:15] <toastydeath> therefore you need to drop the ipm down into a range it can handle, and then match the spindle to it
[03:52:20] <jmkasunich> increase accel as far as the motors and drives let you, then decrease feed to get better path tracking, then slow down the spindle to keep the chip-per-tooth up and avoid burning
[03:52:53] <benc-> the part I get hung up on is that it does most of the circle just fine at full speed and just messes up at the ends.
[03:53:04] <toastydeath> right.
[03:53:07] <jmkasunich> benc-: how much deviation from the programmed path can you tolerate? if its MDF, you aren't working in thousandths anyway
[03:53:08] <toastydeath> he explained how that happens
[03:53:46] <benc-> I see how emc2 is doing it, but just why it couldn't do it theoretically.
[03:53:58] <jmkasunich> in theory lots of things are possible
[03:54:04] <benc-> would need more complicated look-ahead?
[03:54:08] <toastydeath> yes
[03:54:22] <jmkasunich> blending is non-trivial, and what we have is what we have
[03:54:35] <jmkasunich> someday it may get better
[03:54:50] <jmkasunich> what we have now is better than what we had a year ago, or two, or three
[03:55:16] <jmkasunich> lets get back to specifics - how out of round is the circle you are cutting in this example
[03:55:49] <tomp> :) swing an indicator on the mdf hole :)
[03:55:58] <benc-> certainly haven't worked on any blending math myself, so just about all of what I know of it's from this conversation. learned lots so far :)
[03:56:30] <benc-> actually trying to make a semi-precision part out of MDF. probably not the best material choice.
[03:56:33] <jmkasunich> benc-: can you tell us how out of round the circle is?
[03:56:50] <jmkasunich> are we talking about 0.060, 0.020, 0.005, 0.001? we have no clue what you are seeing
[03:58:34] <toastydeath> tru
[03:58:34] <benc-> haven't actually cut out this test. just doing simulated or air cuts and looking at the axis drawing.
[03:59:06] <jmkasunich> can you estimate the deviation?
[03:59:07] <benc-> wouldn't take too long to cut out something on scrap.
[03:59:39] <tomp> there's a scale in axis, can you estimate?
[03:59:51] <tomp> or post a screenshot
[04:00:01] <cradek> just jog the cone to it and read the position on the screen
[04:02:18] <tomp> ( it >has< to end up at the correct position doesnt it? at x4 y4 , and it has to start where it ends, so it's got a nipple if it starts/ends there and moves off the circle soon and late )
[04:02:25] <tomp> please post a screenshot
[04:03:04] <toastydeath> i feel bad asking this in the middle of other shenannigans but
[04:03:13] <toastydeath> can anyone explain what servo gain is
[04:03:38] <toastydeath> gain and balance
[04:03:59] <cradek> are these knobs on an amp?
[04:03:59] <benc-> ooh. thats an idea. move the cone.
[04:04:01] <jmkasunich> hard to be sure without context
[04:04:34] <jmkasunich> if they are knobs, balance is probably used to adjust out offset, so when the input is zero the motor doesn't move
[04:04:49] <tomp> to me: gain is voltage acceleration ( how quick it reacts ) offset is whats wrong if it moves when its told to stay still
[04:04:52] <toastydeath> they're in the machine control itself
[04:04:54] <jmkasunich> and gain determines how many RPM you get when you send it 10V
[04:05:28] <toastydeath> hmm, that sounds accurate to what they change after setting
[04:05:45] <toastydeath> ty
[04:07:17] <benc-> a very rough cone measurement got ~0.04
[04:07:47] <jmkasunich> if you run it at half the speed, I bet the error will be 1/4 as bad
[04:08:39] <jmkasunich> likewise, if you could get twice the accel out of your machine, I bet the error will be 1/4 as bad
[04:10:21] <tomp> would it help to enter and exit the circle tangentially and without 'exact stop' ?
[04:10:43] <jmkasunich> not if he's trying to make a round hole ;-)
[04:10:48] <tomp> :)
[04:10:54] <tomp> right
[04:11:13] <jmkasunich> exact stop will give you a round hole, but with the possibility of a burn at the stopping point, if the spindle is too fast
[04:11:33] <benc-> well actually my intended application that got me into all this path experimenting was cutting helix shaped path.
[04:11:44] <tomp> oh, but enter from and to a smaller circle tangentially? still get a round hole!
[04:12:01] <tomp> a hole inside the hole
[04:12:20] <jmkasunich> tomp: the smaller the radius of the curve, the worse its gonna be
[04:12:35] <tomp> no way to work around, UNCLE!
[04:12:51] <benc-> only really noticed this when I started trying to make really small things at high speeds.
[04:13:50] <jmkasunich> the accel needed to stay on a curved path is proportional to the linear velocity squared over the radius
[04:14:12] <jmkasunich> as you decrease radius, eventually you'll get to the point where all of your machine's accel is being used just to make the circle
[04:14:41] <toastydeath> bazing!
[04:14:42] <jmkasunich> in fact, you are close to that now I think
[04:14:57] <jmkasunich> tangential velocity is 2 ips
[04:15:03] <jmkasunich> radius is 1.414
[04:15:20] <jmkasunich> 2*2/1.414 is 2.82 ips^2
[04:15:28] <jmkasunich> your limit is 5 ips^2
[04:16:04] <jmkasunich> so a 0.8" radius, 1.6" diameter, is the tightest curve your machine can make at 120 ipm
[04:16:18] <toastydeath> but as he pointed out it still makes the rest of the circle
[04:16:44] <jmkasunich> yes - he needs 2.82, he has 5, so he can make the circle
[04:16:48] <SWPadnos_> SWPadnos_ is now known as SWPadnos
[04:17:00] <jmkasunich> but when you put the tangential accel and decel of blending into the picture, it gets worse
[04:17:19] <tomp> what would you see happen at ,7" radius at 120ipm?
[04:17:43] <jmkasunich> what it boils down to is that if you want to do High Speed machining, you need powerfull motors that can yank your machine around with high accel
[04:18:07] <jmkasunich> tomp: if you tried it, I believe the TP would slow you down to whatever velocity the machine can do at that radius
[04:18:18] <tomp> gotcha, thx
[04:18:28] <jmkasunich> the slowdown won't be huge, since velocity is squared in that equation
[04:18:43] <jmkasunich> slow down a little, accel required drops a lot
[04:20:03] <benc-> that reminds me, when I did a test of the sim_inch config modified to much reduce its accel it didn't go full speed, but it still warped around the circle-circle endpoints.
[04:20:48] <jmkasunich> the warping is a blending issue, that happens first when you have limited accel
[04:21:13] <jmkasunich> if accel gets even worse, then you can't even do the non-blended parts of the circles without slowing down
[04:21:22] <benc-> so mostly people don't ussually try to go so fast with so little accel.
[04:21:30] <jmkasunich> exactly
[04:21:53] <benc-> go slower, or get the machine so that it doesn't stall with higher-accel.
[04:22:50] <benc-> hm. have to think about that tangential velocity math.
[04:24:34] <benc-> but thanks everyone. much better understating of how emc2 does its command-command transitions.
[04:34:42] <K`zan> Per my earlier, This looks like a better stepper?:
[04:34:47] <K`zan> http://www.mpja.com/viewallpict.asp?dept=101
[04:34:51] <K`zan> First one...
[04:35:47] <K`zan> vs this one:
[04:35:51] <K`zan> http://www.allelectronics.com/cgi-bin/item/SMT-89/search/2-PHASE_1.8_DEGREE_STEPPER_MOTOR_(USED)_.html
[04:36:06] <K`zan> ??
[04:36:16] <K`zan> 4 wire though.
[04:36:22] <K`zan> If that is significant.
[04:43:39] <Sweeper> that is
[04:43:44] <Sweeper> means it's bipolar
[04:43:52] <tomp> the mpja 4 wire is bi-polar. this means your driver must be bipolar. that is the significance.
[04:43:55] <Sweeper> different driver than unipolar
[04:44:31] <tomp> right, and the allelectronics looks unipolar to me ( 6 wire ) but not sure
[04:44:59] <tomp> you must match motor and driver
[04:45:00] <Sweeper> yea, 6 wire is
[04:45:17] <eric_U> six wire can be both
[04:45:21] <Sweeper> usually A-G-B C-G-D
[04:45:30] <Sweeper> eric_U: really? o.o
[04:45:34] <eric_U> ya
[04:45:53] <Sweeper> oh, so like a 3-phase?
[04:46:12] <eric_U> it's center tapped
[04:46:36] <tomp> so you might chg the polarity of the ctr tap to make it bipolar?
[04:46:56] <eric_U> ignore two of the wires to become bipolar
[04:47:10] <Sweeper> oh, so either-or
[04:47:22] <Sweeper> at the same time
[04:47:23] <tomp> ok
[04:47:28] <eric_U> I think Marriss usually recommends using the center tap
[04:47:37] <Sweeper> I do \o
[04:47:49] <eric_U> and skipping one of the ends
[04:47:54] <Sweeper> o.O
[04:47:58] <K`zan> tomp: Ok, thanks, appreciate the education, wading through ebay ATM looking too.
[04:48:10] <Sweeper> I like unipolar, amke things simpler, especially when you want to microstep
[04:48:39] <Sweeper> well...simpler in some ways
[04:50:06] <K`zan> I suppose it might have made sense to ask here if anyone has a 3 axis drive and steppers they want to part with reasonably inexpensively :-)?
[04:50:18] <eric_U> not likely
[04:50:28] <K`zan> :), never hurts to ask :).
[04:50:31] <Sweeper> ^_^
[04:50:33] <Sweeper> word
[04:50:45] <K`zan> MIght have saved me days on google and ebay :).
[04:50:49] <Sweeper> but I suspect most people who want to sell put it on ebay asap
[04:50:59] <SkinnYPupp> I love my geckos
[04:51:08] <SkinnYPupp> can't go wrong
[04:51:13] <eric_U> geckos are the best value
[04:51:18] <K`zan> Probably. I may just say the hell with it for this project and get that $65 drive and 3 stepper set.
[04:51:28] <K`zan> Yes, I know, I am saving up for those (201s).
[04:51:28] <eric_U> spozed to come out with a cheap setup
[04:51:52] <Sweeper> * Sweeper scored some huge dotmatrix printers today, is gonna start disaseembling nao
[04:51:52] <SkinnYPupp> I'd heard that
[04:52:12] <K`zan> About the best other than that would seem to be the HobbyCNC drive and the $5 steppers.
[04:52:13] <eric_U> some of the competitors are probably breathing a sigh of relief he didn't meet his original price-point
[04:52:44] <K`zan> Assuming they would work with that. Not a massive amount more than the $65 kit that way.
[04:53:05] <K`zan> And it would seem a better arrangement all the way around.
[04:53:13] <K`zan> $30 more.
[04:53:57] <SkinnYPupp> Heck even these DIY are 25$ apice in parts
http://pminmo.com/l297unipolar/l297unipolar.htm
[04:54:20] <eric_U> I know, I forgot I have a set of boards for those
[04:54:33] <Sweeper> mcwire's are like, $15 for 3 axis
[04:54:46] <eric_U> wazza mcwire?
[04:55:16] <Sweeper> http://www.instructables.com/id/EJ3KFVBF5R8QRL3/
[04:55:20] <SkinnYPupp> I've got a friend wanting to build a small 3axis for circuit boards figured on building those
[04:55:56] <eric_U> ebay is better
[04:56:00] <K`zan> The hardware behind that one is what I am working on.
[04:56:12] <K`zan> Pipe base.
[04:56:55] <K`zan> Might be better steppers, but not sure if 5V is a deal breaker:
http://cgi.ebay.com/CNC-Stepper-Motor-VEXTA-Model-C4041-9012-328288-01-A_W0QQitemZ330020966177QQihZ014QQcategoryZ71394QQtcZphotoQQcmdZViewItem
[04:57:13] <K`zan> if / if the ~
[04:57:17] <SkinnYPupp> MMM that instructables looks to be low part count, I've got some IRFZ44's on hand
[04:57:35] <eric_U> you do have to be careful with vexta, some are 5 phase
[04:58:06] <tomp> those are 2 phase on label
[04:58:12] <K`zan> Lost the window :(.
[04:58:30] <K`zan> Glad I posted the link :).
[04:58:34] <eric_U> I wasn't being careful, just free association
[04:58:36] <tomp> that was sale of 1, 9 were available
[04:58:54] <K`zan> Yes, I'd need 3 or maybe 4 for a backup.
[04:59:15] <Sweeper> holy crap I am in love with epson
[04:59:29] <Sweeper> these dot matrix printers have got masses of nice stuff
[04:59:32] <K`zan> I've not seen any 5 phase, but I'll avoid them, thanks.
[04:59:51] <K`zan> Sweeper: Sure wish I could find some of the OLD **BIG** ones, yes they do :).
[05:00:12] <Sweeper> this one is like 2 feet across
[05:00:22] <Sweeper> I think I'll end up with a matched set o em-154 motors :D
[05:00:35] <tomp> i think emc handles 5 phase steppers, check the docs
[05:00:51] <SkinnYPupp> Sweeper Do you run these?
http://www.instructables.com/id/EJ3KFVBF5R8QRL3/
[05:00:54] <K`zan> Coool, I'm going NUTS trying to find inexpensive steppers for this educational project...
[05:01:50] <Sweeper> SkinnYPupp: nope, my parts are in the mail
[05:02:11] <Sweeper> I plan to tho!
[05:03:04] <SkinnYPupp> Cool how much did the cmos decoder and counter run ya?
[05:03:13] <K`zan> Now that I have a LIST :), gonna go look at the HobbyCNC drive and see how they fit in. Those 5V ones are sure affordable, but would they work ?!?
[05:03:15] <Sweeper> like a buck each. maybe less
[05:03:26] <SkinnYPupp> Man that looks stupid easy
[05:03:28] <Sweeper> I bought them en amss so I had parts to make 3 sets
[05:04:42] <SkinnYPupp> I have everything but the cmos and counter onhand thanks for posting that
[05:04:48] <Sweeper> np :D
[05:05:12] <tomp> the BOM was from mouser, they have good prices & delivery for small orders (beware orders < min from many compaies. and saving 10cents and getting 5$ shipping charge added)
[05:07:22] <K`zan> Hobby CNC can't use 4 wire :(.
[05:08:48] <K`zan> Gotta nother dumb question: Those cheapo steppers are 5V, the HobbyCNC say 12V minimum - that must mean stepper power supply minimum since most steppers are 3V or less?!?
[05:09:46] <K`zan> Specs:
http://www.hobbycnc.com/products/hobbycnc-pro-chopper-driver-board-kits/
[05:09:53] <SkullWorks_PGAB> Voltage rating is for straight DC power - a chopper drive can use much higher voltage to same motor
[05:10:19] <K`zan> SkullWorks_PGAB: OK, that means it would drive the 5V 8Wire ones then?
[05:10:29] <SkullWorks_PGAB> sure
[05:10:36] <K`zan> Oh goodie, thank you Sir!
[05:10:57] <K`zan> The pro is $15 more than the other, wonder if it is worth it. Something about idle current IIRC.
[05:11:15] <K`zan> Same great performance as our PRO series except without idle current reduction.
[05:11:23] <SkullWorks_PGAB> keep in mind that a high performance stepper driver will use a voltage 5x-20 of the steppers rated voltage
[05:11:57] <K`zan> SkullWorks_PGAB: I have an old wheelchair power supply that puts out 24V at 10A (with caps, about 30V IIRC).
[05:12:31] <SkullWorks_PGAB> By shooting a higher voltage into the motor the usable speed is increased
[05:13:00] <K`zan> SkullWorks_PGAB: Thanks! That seems like a much better idea than the $65 kit even if it is a bit more.
[05:13:16] <K`zan> The $5 servos should get me by for now.
[05:13:27] <SkullWorks_PGAB> but once the coils reach saturation the drive "Chops" the power flow - so the power is pulsed - not continuous
[05:13:59] <K`zan> SkullWorks_PGAB: THanks, I have a reasonably vague idea as to how this works now, but still MUCH to learn :).
[05:14:13] <K`zan> Anyone here running the HobbyCNC driver?
[05:15:01] <SkullWorks_PGAB> I have the HobbyCNC older 4AUPC board driving 3V steppers with 32VDC
[05:15:35] <K`zan> SkullWorks_PGAB: Is the extra $15 for the pro version worth it?
[05:16:33] <K`zan> Not sure what idle current reduction is or if it would be desireable. But I guess if I am going to spend the coins I might as well get the pro version?!?
[05:16:46] <SkullWorks_PGAB> don't have one - but some of the upgrades make it more robust - (less likely to blow the driver chips)
[05:17:00] <tomp> isnt it 36v vs 48v max also?
[05:17:17] <SkinnYPupp> My motors stay cool as a cucumber not running with the idle current reduction in the geckos
[05:17:22] <K`zan> SkullWorks_PGAB: Generally happy with the HobbyCNC stuff. I got $79 but not to piss away.
[05:17:31] <SkullWorks_PGAB> Idle current - power applied to motor while sitting beyond a set time
[05:17:57] <SkullWorks_PGAB> Steppers are opsit of regular DC motors
[05:17:59] <K`zan> So, it just chills the stepper if it sits too long doing nothing?
[05:18:31] <SkullWorks_PGAB> they have the most "holding" power while NOT moving
[05:18:33] <K`zan> Might be more important when I get the uMill going with much heavier steppers.
[05:18:48] <SkinnYPupp> Yeah instead of " clamping" at a higher voltage to park
[05:18:58] <tomp> so possible 25% usable speed (36v vs 48v)
[05:19:01] <SkullWorks_PGAB> as they go faster they loose power, not gain it like a servo would
[05:19:41] <SkinnYPupp> servos don't loose steps is the other advantage
[05:19:43] <K`zan> Well, I guess the decision is made: The HobbyCNC Pro Driver and 4 of the $5 steppers.
[05:20:05] <K`zan> Driver is going to cosst me almost as much as the base :).
[05:20:16] <K`zan> Coffee brb.
[05:20:17] <SkullWorks_PGAB> now current reduction while not moving is ok for an X/Y table - but I would want full holding on my Z axis...
[05:20:58] <tomp> good point, the motor heat doesnt bother you when it means it wont fall
[05:21:00] <SkinnYPupp> Or ABC as they may encounter other cutting forces
[05:21:45] <SkullWorks_PGAB> now comes the other issue - HobbyCNC is unipolar
[05:22:37] <K`zan> SkullWorks_PGAB: Yes, I know, the cheapie steppers are 8 wire.
[05:22:37] <tomp> i saw l298's on them
[05:22:45] <SkullWorks_PGAB> so you loose torque rating compared to bipolar spec
[05:22:57] <K`zan> ARGHHHHHHHHHHHHHHHHHHHHHHHHh :)
[05:23:06] <K`zan> LOL
[05:23:24] <SkullWorks_PGAB> My Nema 23's are 280 oz-in Bipolar but only 200 oz-in wired unipolar
[05:23:26] <K`zan> My brain is turning to mush with all the options and interactions
[05:23:49] <SkullWorks_PGAB> now - how many axis do you need?
[05:23:57] <K`zan> Three.
[05:24:00] <K`zan> x,y,z
[05:24:10] <K`zan> a would be nice, but can come later.
[05:24:52] <SkullWorks_PGAB> you might want to look at the gecko 250 drives that are coming out...
[05:25:10] <SkullWorks_PGAB> about $25 per axis
[05:25:21] <K`zan> SkullWorks_PGAB: I plan on 3 of the 201s eventually (saving pennies)
[05:25:24] <K`zan> 250?
[05:25:44] <SkullWorks_PGAB> or get the full package - G510 or whatever its called
[05:25:59] <SkullWorks_PGAB> yeah - its there new low cost unit
[05:26:17] <eric_U> I think the 250 is going to be more than that, just looking at the thread
[05:26:19] <K`zan> Don't see it
[05:26:20] <SkullWorks_PGAB> 50V 3a
[05:26:31] <eric_U> http://www.cnczone.com/forums/showthread.php?t=51083
[05:26:46] <eric_U> but it includes a mobo and breakout board IIRC
[05:27:10] <SkullWorks_PGAB> not out yet - but I can give you the CNCZone link that shows the pre-release units
[05:27:13] <eric_U> originally said $29 per axis
[05:27:21] <eric_U> I just gave the thread
[05:28:24] <K`zan> Somone got some of them, but where from?!>
[05:29:25] <eric_U> if you are talking about the gecko 250, that's the people from gecko talking about the drives
[05:29:27] <SkullWorks_PGAB> they are not out yet - those are being shown by the staff of Geckodrive
[05:29:49] <K`zan> Ah, well vaporware is just as good as waiting until I have coins for the 201s. I am tired of thinking about it and am willing to settle for a less to get moving.
[05:30:37] <K`zan> I have a LOT to learn about coding for parts and I am tired of thinking about it :-/.
[05:31:13] <SkullWorks_PGAB> you know you have to stuff a bare PCB with the HobbyCNC kit?
[05:31:24] <K`zan> Yeah, I am just a bit more than a little frustrated :-).
[05:32:06] <K`zan> SkullWorks_PGAB: Yep, not a problem, even if has SMT. Done a lot of building over the years starting with an Apple ][ kit :).
[05:32:15] <SkullWorks_PGAB> just try designing a H-brigde that won't smoke something
[05:32:32] <K`zan> Not sure at all about that.
[05:33:15] <SkullWorks_PGAB> wow - old school - I used an Apple ][ to learn assembly programming
[05:33:16] <K`zan> Was running some low power steppers through a ULN2803 and that worked well enough, but I am not sure it will carry on to real steppers.
[05:33:39] <K`zan> Part is 1/2A total IIRC.
[05:34:07] <K`zan> SkullWorks_PGAB: :-), showing you age ;-) LOL
[05:34:22] <SkullWorks_PGAB> Only 44
[05:34:25] <K`zan> I learned assembly on a 360/30 :)
[05:34:43] <K`zan> Err, well started learning it on a 360/20
[05:35:01] <K`zan> SkullWorks_PGAB: Spring Chicken :)
[05:35:15] <tomp> there's an open appleII clone pcb, maybe a 'wozmachine' chip in it?
[05:36:28] <Sweeper> K`zan: by "low power" do you mean tincans?
[05:36:49] <K`zan> What to do, What to do, What to do, ....
[05:36:57] <K`zan> Floppy steppers....
[05:37:03] <Sweeper> oh
[05:37:06] <Sweeper> a BIT small
[05:37:09] <Sweeper> but still
[05:37:11] <Sweeper> http://3dreplicators.com/cgi-bin/cblog/index.php?/archives/384-Taming-the-tin-can-stepper.html
[05:37:56] <K`zan> If I could find them, they would be fine for what I want to do now. Can't find the damn things, they might have gotten tossed by accident :-(.
[05:38:07] <SkullWorks_PGAB> going to use this driver for my Micro lathe turret -
http://pminmo.com/forsale/blankpcbs.htm - the L298/297 board
[05:38:09] <Sweeper> ah :(
[05:38:28] <Sweeper> http://3dreplicators.com/New%20Front%20Page/Gallery/Gallery.htm <-- look at the tiny-ass motors he's using
[05:38:35] <Sweeper> granted, he's extruding, not milling
[05:38:37] <Sweeper> but still
[05:40:07] <SkullWorks_PGAB> putting an 8 tool turret on a 7x lathe is just overkill, and just the sort of wasted time I'm known for.
[05:41:24] <K`zan> SkinnYPupp: If I was willing to scrounge parts I'd go for that, problem is that by the time you find parts and deal with shipping you can purchase something :-(.
[05:41:39] <K`zan> err SkullWorks_PGAB
[05:42:23] <SkullWorks_PGAB> simple enough - and I allready have half the parts onhand
http://pminmo.com/forsale/1X279805.jpg
[05:42:53] <Sweeper> SkullWorks_PGAB: that driver ship is probably $10+
[05:43:01] <Sweeper> that's why I don't like the reprap drivers :/
[05:43:17] <Sweeper> they're sexy as hell, but just two chips on the board are over $25
[05:43:31] <Sweeper> *chip
[05:43:47] <SkullWorks_PGAB> well I bought a bag of 50 of the L298's @ $2 ea.
[05:44:13] <Sweeper> is that the one with the heatsink or the other one?
[05:44:41] <SkullWorks_PGAB> the main driver chip that NEEDS a heatsink
[05:44:42] <Sweeper> * Sweeper wishes he was in amerikaland and could go to surplus stores :3
[05:44:58] <Sweeper> well, I should say "the one packaged for a heatsink"
[05:45:07] <Sweeper> that rectified probably needs a nice beefy one as well
[05:45:40] <SkullWorks_PGAB> actually I bought the chips from a Stepper drive builder that went to a different design
[05:45:43] <Sweeper> * Sweeper goes upstairs to "source" some baby food jars and powered milk tins to organize his loot in
[05:46:17] <SkullWorks_PGAB> the L297 only offers full/half step modes
[05:47:08] <K`zan> I think I am going to print out my list and stick it on the closet door and throw a damn dart at it and takes what comes, I can agonize over all this forever unless one has sufficient cash. Cheaping it ain't easy :).
[05:47:22] <SkullWorks_PGAB> but for indexing the turret half step will be fine - I'm not going fast - and always less than 360 degrees
[05:48:02] <K`zan> Back in a bit, going out on the balcony and scream for a bit :)...
[05:48:25] <SkullWorks_PGAB> the Fun part will be writting up the Classic ladder code to do the indexing
[05:48:29] <Sweeper> K`zan: protip: go dumpster diving for printers
[05:48:37] <Sweeper> some nice big dot matrix printers
[05:48:53] <Sweeper> they have nice unipolar steppers
[05:56:16] <eric_U> I just broke firefox again
[05:57:34] <eric_U> most of the printers I've taken apart had bipolar and brushless dc motors
[06:16:20] <K`zan> Much better now :)!
[06:17:04] <K`zan> Sweeper: Might do that, since they instituted "pay to recycle" here, lots of good stuff dumped on the back roads.
[06:18:09] <K`zan> One thing you don't see much of anymore is big dot matrixes, TONS of old inkjets though and an occasional laser.
[06:28:11] <fenn> Sweeper: the tiny motors on that page have lots of gearing (they're dc brush motors)
[06:35:55] <K`zan> Sigh, Hobby CNC kit won't work with those steppers, .5A minimum on the HobbyCNC and the motors are around .3A max/phase.
[06:35:58] <K`zan> Sigh....
[06:47:19] <Sweeper> fenn: I know! with magnetic rotary encoders
[06:47:24] <Sweeper> pretty sexy
[06:47:27] <Sweeper> but still pretty small
[06:48:11] <Sweeper> K`zan: oh yes, sounds excellent :D /me misses his dumpster diving
[06:49:18] <K`zan> Sweeper: One thing to be said about this shithole is that the thrift stores are VERY good :).
[06:49:40] <K`zan> Still combing ebay...
[06:51:20] <K`zan> Think I found the steppers :)!
[06:54:18] <K`zan> http://cgi.ebay.com/3-used-NEMA23-stepper-motors_W0QQitemZ160231652110QQihZ006QQcategoryZ71394QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[07:49:41] <K`zan> Night folks and ***THANKS*** for all the help!
[09:24:42] <Sweeper> about what speed o-scope would you guys recommend for motor-driver work?
[09:25:00] <Sweeper> I can ahck together somthing that'll do 15mhz for fairly cheap
[09:34:16] <alex_joni> Sweeper: that's more than enough
[09:34:25] <Sweeper> oh, awsome :D
[09:34:43] <alex_joni> if you want to look at pulses between emc and driver, that's usually up to 50-100kHz
[09:34:53] <alex_joni> 100kHz means special hardware for the step pulses
[09:35:01] <alex_joni> parport gives you 10-40kHz maybe
[09:35:17] <alex_joni> and motor commutations done by the driver are also way under 1MHz
[09:35:23] <alex_joni> maybe 50-100kHz
[09:35:42] <Vq^> hi mr Joni
[09:36:00] <Sweeper> nice
[09:36:20] <Sweeper> I'll have to slap together a hi-impedance probe for my arduino and have at it
[09:36:21] <Vq^> is there any experimental packages for ubuntu 8.04?
[09:37:12] <alex_joni> Vq^: why, indeed there is
[09:37:31] <alex_joni> care to fill out a BT form, and give it a go?
[09:37:52] <Vq^> sure
[09:38:25] <alex_joni> only kidding about the BT form
[09:39:04] <Sweeper> http://www.nbb.cornell.edu/neurobio/land/projects/videoscope/ <-- this might be of use to people here~
[09:40:16] <alex_joni> 15kHz might be a bit too little
[09:40:27] <Sweeper> orite
[09:40:33] <Sweeper> * Sweeper failcats at conversions
[09:40:59] <Sweeper> to bad :(
[09:41:04] <Sweeper> http://hackedgadgets.com/2007/09/20/pluto-fpga-digital-oscilloscope/ <-- this is nice tho
[09:41:35] <Vq^> alex_joni: BT?
[09:41:46] <alex_joni> beta-tester
[09:41:47] <Sweeper> beta test
[09:42:04] <Sweeper> hmm
[09:42:04] <Vq^> ah
[09:42:06] <Sweeper> you know
[09:42:07] <alex_joni> Sweeper: yeah, that one is nice-ish
[09:42:30] <Sweeper> that tv-one would probably be a lot faster if it just sent stuff over serial instead of drawing things on the tv
[09:42:38] <alex_joni> nope
[09:42:47] <alex_joni> serial is way slower
[09:42:55] <alex_joni> but anyways, that page says why it's so slow..
[09:43:07] <alex_joni> it's limited by the conversion rate of the internal A/D converter
[09:50:46] <Sweeper> alex_joni: so something like this
http://beta.octopart.com/National_Semiconductor__ADC0808CCN.pdf
[09:50:53] <Sweeper> + a microcontroller
[09:52:39] <Sweeper> mm, that's only 1mhz
[09:52:53] <Sweeper> but still!
[09:53:11] <Sweeper> wait no
[09:53:16] <Sweeper> 10khz
[09:53:17] <Sweeper> laaame
[09:54:46] <Sweeper> hmm
[09:54:52] <Sweeper> seems it's hard to get a fast adc...
[10:06:52] <alex_joni> Sweeper: there are fast ADCs out there, but don't look for under 50$
[10:07:07] <Sweeper> yea
[10:07:18] <Sweeper> prolly better to get the pluto deal and be done with it
[10:12:03] <alex_joni> bbl
[12:10:28] <anonimasu> * anonimasu is 2/3 done with the grinder
[12:10:30] <anonimasu> yay :)
[12:14:47] <BigJohnT> yea
[12:16:08] <BigJohnT> what kind of grinder?
[12:16:17] <anonimasu> toolpost grinder
[12:16:33] <BigJohnT> cool
[12:16:37] <BigJohnT> got pics?
[12:16:40] <anonimasu> no
[12:16:47] <anonimasu> im just making a mount for it :/
[12:16:50] <anonimasu> not a complete one
[12:17:07] <BigJohnT> * BigJohnT want's to make a tool post grinder too
[12:17:14] <anonimasu> :)
[12:17:23] <anonimasu> I hope it works fine
[12:17:36] <anonimasu> (I hope to be able to make nice bearing surfaces on shafts)
[12:17:41] <anonimasu> and grind my ballscrew ends
[12:18:23] <BigJohnT> without that you have to hand work the OD's to get them nice
[12:18:39] <anonimasu> yep
[12:18:49] <anonimasu> the next ballscrews I order will be _better_ then what I have now
[12:19:06] <anonimasu> but they will be expensive enough to justify having the ends pre-machined
[12:19:14] <BigJohnT> nice
[12:20:15] <anonimasu> it's easier to do so then make it yourself
[12:20:20] <anonimasu> I hate chucking up screws in the lathe
[12:20:45] <BigJohnT> i use a collet
[12:21:04] <anonimasu> I use a normal chuck
[12:21:25] <anonimasu> but it works out well, enough
[12:21:59] <Sweeper> * Sweeper wishes he had room for a proper machine shop
[12:22:23] <anonimasu> im going to rest for a bit now then head back out and machine the adapter for the grinding wheel's I have
[12:22:32] <anonimasu> (I found some for grinding steel in a box at work)
[12:23:05] <anonimasu> BigJohnT: my only issue with the grinder is dust..
[12:23:28] <BigJohnT> hook up a shop vac when you grind
[12:23:30] <anonimasu> I think im going to make the cover ( go almost all around the wheel
[12:23:53] <BigJohnT> the worst part is when you use the diamond dresser
[12:23:55] <anonimasu> then use coolant on the top so it ends up in the cover
[12:24:40] <anonimasu> but it's not like I'll use it a whole lot
[12:25:11] <anonimasu> I think tp grinders are one of thoose things you need when you dont have one
[12:25:30] <BigJohnT> yep
[12:25:49] <anonimasu> next project is a ID grinding attachment for it
[12:26:35] <anonimasu> if it works.
[12:27:34] <anonimasu> ^_^
[12:29:27] <BigJohnT> take some pictures
[12:34:25] <anonimasu> actually the thing I need the grinder most for is making dowel pins
[12:41:23] <tomp> the guys who sold me the battery pack said it was just load balancing the cells, not to worry. I think the heat i felt must be some loss of power, and i guess the fancy charging system must have unevenly charged it for the balancing to be needed... grumble mumble :-(
[12:56:11] <anonimasu> :(
[13:00:45] <BigJohnT> http://www.cnczone.com/forums/showthread.php?t=31267
[13:03:41] <OoBIGeye> really nice... we did a simular thing with a regular angel grinder, no accuracy what so ever but we got the hardened outer shell of the axel ;)
[13:07:38] <anonimasu> hm
[13:07:42] <anonimasu> my carbide cuts that :)
[13:08:40] <BigJohnT> http://www.dm.net/~lughaid/grinder.htm
[13:09:56] <anonimasu> nice..
[13:10:01] <anonimasu> however, what bearings?
[13:10:27] <BigJohnT> the drawings don't say... they just show ball bearings
[13:11:56] <BigJohnT> http://www.kinzers.com/don/MachineTools/lathe_projects/
[13:12:47] <anonimasu> * anonimasu nods
[13:34:28] <alex_joni> 'lo
[13:48:57] <BigJohnT> hi
[13:52:50] <alex_joni> what's up?
[13:53:47] <BigJohnT> making a few final connections on the plasma cutter then hooking up the hole auger to the tractor
[13:54:00] <alex_joni> nice
[13:54:15] <alex_joni> so it's time for new vids soon if I uderstand correctly>\
[13:54:17] <alex_joni> ?
[13:54:27] <BigJohnT> getting close
[13:54:49] <BigJohnT> I'm waiting for my machine torch to show up before I run it again
[13:55:20] <BigJohnT> unless I can't stand the wait
[14:00:00] <alex_joni> heh
[14:00:05] <alex_joni> I know the feeling
[14:00:17] <BigJohnT> did you figure out what the bug was on halui and mdi?
[14:00:27] <alex_joni> well, I know what it is
[14:00:31] <alex_joni> but I haven't fixed it
[14:00:50] <BigJohnT> cool
[14:01:15] <alex_joni> not that cool
[14:01:18] <alex_joni> ;-)
[14:01:48] <BigJohnT> well I'm going out to the shop for a bit so I'll ttul
[14:05:20] <alex_joni> see ya
[15:12:45] <assargadon> Hello there
[15:13:08] <assargadon> Please, link me to page with beta 8.04 EMC
[15:13:29] <assargadon> I saw it yeasterday, but failed to find it again...
[15:13:42] <assargadon> somehow my journal failed...
[15:13:53] <alex_joni> assargadon: you understand that it is beta, without support, etc..?
[15:14:18] <assargadon> alex_joni, of course
[15:14:26] <alex_joni> assargadon: pm
[15:14:37] <assargadon> I downloading 6.06 in background for an hour already :)
[15:47:52] <assargadon> * assargadon downloads already 3% of EMC ;)
[15:51:05] <K`zan> Back to combing ebay :-) Morning folks.
[15:59:54] <dmess> g'monin all
[16:03:33] <assargadon> good evening, dmess
[16:04:08] <dmess> oh yes.. your on the other side of the planet.. ; )
[16:41:24] <johabaar72> hi guys, I'm trying to move my cnc environment over from windows to linux
[16:42:09] <alex_joni> good thinking ;)
[16:42:17] <assargadon> johabaar72, what are you using under windows?
[16:44:49] <assargadon> heh...the problems with using emc in different linuxes is awful, from my point of view
[16:44:58] <johabaar72> well, to be honest I recently got myself a small old cybernetic cnc. It's original controller software was for a 386 but I managed to get it working on a demo of mach2
[16:45:43] <johabaar72> but, since I'm mainly a nix/mac guy I would like to get i running on my fresh hardy install
[16:47:16] <johabaar72> I read on the homepage that there would be a package development for hardy
[16:47:30] <alex_joni> johabaar72: give me a couple of minutes
[16:47:38] <alex_joni> I'll make an install script
[16:47:41] <johabaar72> I would like to participate in the testing, if possible :)
[16:47:47] <johabaar72> nice
[16:48:54] <assargadon> heh, one more :)
[16:49:44] <johabaar72> mm, what your experience on emc? which distribution are you using
[16:50:22] <alex_joni> johabaar72: I started on suse 6.3
[16:50:35] <alex_joni> then moved over to bdi (based on RH for a while), then debian
[16:50:45] <alex_joni> after that we moved to ubuntu dapper
[16:51:30] <johabaar72> heh, well you seem to have experience from many of them
[16:52:02] <alex_joni> johabaar72: a bit ;)
[16:55:45] <alex_joni> johabaar72: the hardy packages are experimental
[16:56:08] <alex_joni> if you want to get your mill up and running fast, then maybe the dapper install/packages is more certain
[16:56:17] <assargadon> by the way, why EMC2 is so hardly linked to version of OS?
[16:56:31] <alex_joni> assargadon: it's not linked to the version of OS
[16:56:49] <alex_joni> but who builds packages for emc2 also needs to build a custom kernel patched with realtime support
[16:56:58] <alex_joni> and that is not a simple task
[16:57:15] <alex_joni> so we don't plan to do it for each release
[16:57:29] <alex_joni> rather do it for the LTS (long term support) releases only
[16:59:17] <assargadon> alex_joni, do this realtime kernel is not-ubuntu distribution?
[16:59:27] <alex_joni> assargadon: no, it's not
[16:59:30] <alex_joni> it's built by us
[16:59:38] <assargadon> I mean, is this realtime patch is part of EMC project, not part of Ubuntu?
[16:59:52] <alex_joni> it's part of RTAI project
[16:59:56] <alex_joni> www.rtai.org
[17:00:28] <alex_joni> you (as a user) have a choice to take the emc2 source and install it on any system/platform/distribution
[17:00:42] <alex_joni> but you need to have a RT patched kernel (either RTAI or RTLinux)
[17:01:10] <alex_joni> getting that right is not a simple task, and not something I would recommend people without *nix experience
[17:01:13] <johabaar72> alex_joni: well, I'm not really in a hurry. I kinda prefer getting it built on hardy as I'm using this dist for other stuff also
[17:01:39] <assargadon> heh
[17:01:57] <alex_joni> johabaar72: that's why we have testing packages for hardy ;)
[17:02:14] <assargadon> problem is EMC in it's current state used ideology like "EMC is your main task" :)
[17:02:29] <alex_joni> assargadon: most/a lot/ of our users aren't very skilled (or not at all) with linux
[17:02:46] <anonimasu> well, assargadonMotorerna kom i fredags, allt är till belåtenhet det är bara att skicka en faktura på dom
[17:02:46] <anonimasu> Mvh
[17:02:46] <anonimasu> Anders Helin
[17:02:49] <anonimasu> crap..
[17:02:51] <alex_joni> so they take the LiveCD we support, and install from that.. that way they don't have to do anything else
[17:02:58] <anonimasu> Well, I dont see how a mill needs to act as a workstation ever
[17:03:20] <alex_joni> anonimasu: home use / keeping the number of PCs to a minimum
[17:03:39] <alex_joni> my PC works as a desktop PC, development platform and mill control
[17:04:53] <assargadon> +1
[17:05:12] <anonimasu> sure if you are fluent with linux that works out
[17:05:21] <SkinnYPupp> I often flip b/t a virtual machine XP and mastercam with emc runnng music playing etc..
[17:06:07] <assargadon> problem is I using a Linux...so I have no other choice than ecpecially computer as mill controller
[17:06:24] <alex_joni> assargadon: you can always dual-boot
[17:06:34] <assargadon> becouse in other case I need to switch to other Ubuntu every time I wanna use Mill
[17:06:35] <alex_joni> even between more linux-es
[17:07:13] <SkinnYPupp> assargadon: vmware and virtual box will let you run other OS's in a "window" inside of your already booted os
[17:08:18] <assargadon> Skinn, EMC won't running in virtual machine, as far as I know
[17:08:45] <assargadon> Of course virtual box can be installed on 6.06....
[17:08:50] <alex_joni> only in simulator mode
[17:08:51] <SkinnYPupp> No I wouldn't expect it to controll a machine not being the primary booted os
[17:09:27] <assargadon> I no doubt I fix my problem...one day, somehow :)
[17:10:16] <assargadon> Main problem is I need much more time than I expected / solution is not so flexible as I expected :)
[17:10:37] <assargadon> So main problem is not a technical imperfectness of EMC
[17:10:57] <assargadon> but my inspiration decreased :)
[17:11:53] <SkinnYPupp> Tell ya what decreases my inspiration is when you can't tell what in the hell has infected windows
[17:12:11] <assargadon> (other problem is, for example, RepRap don't used EMC)
[17:12:26] <eric_U> my work infects windows with a bad spyware detector
[17:12:45] <eric_U> it goes nuts at least once a week and you have to reboot
[17:13:28] <eric_U> the reprap guys just want to start from a clean sheet for no good reason in my book
[17:14:05] <assargadon> eric_U, yes, I don't understand why they do so
[17:14:13] <assargadon> before today :)
[17:14:18] <assargadon> Now I understand :)
[17:14:39] <eric_U> if you can't download the CD, you have problems we can't help with
[17:14:43] <assargadon> And it decrease my inspiration even more
[17:15:00] <assargadon> two so greate project should share code
[17:15:04] <eric_U> it's not an easy path, no matter what solution you go after
[17:15:21] <assargadon> eric_U, I can. In fact, I do it just now.
[17:15:29] <assargadon> I cannot use it in usefull manner :)
[17:16:25] <assargadon> It's some problem like with wikipedia :)
[17:16:52] <assargadon> Don't you ever sorry for multiple languages wikipedia has?
[17:17:24] <eric_U> what was your problem with emc, language support?
[17:17:28] <cradek> it's silly to waste time being sorry that the world has many languages
[17:17:57] <eric_U> I talked to a Belgian once that was very upset his country couldn't speak one language
[17:18:26] <eric_U> I told him I was sorry my country could only speak one
[17:18:39] <alex_joni> eric_U: haha
[17:19:51] <eric_U> I said shut up and pass me a hoegaarden
[17:20:01] <alex_joni> well.. I'm sorry I only speak a couple languages
[17:21:40] <SkinnYPupp> Reprap wiki looks interesting hadn't been down that road before
[17:22:29] <eric_U> at some point they will reinvent emc or they will lose interest
[17:22:56] <SkinnYPupp> looks like it
[17:23:24] <alex_joni> eric_U: first they need to reinvent g-code
[17:23:32] <eric_U> right
[17:23:43] <alex_joni> after that they'll reinvent some RT stuff
[17:24:21] <eric_U> there is another project fab@home(?)
[17:25:00] <toastydeath> doesn't the reprap code offer some help to emc in the form of the auto roughing cycles
[17:27:06] <assargadon> they really KNOW about EMC
[17:27:15] <assargadon> and even GCODE
[17:27:34] <assargadon> really, they told me about gcode and emc exists ;)
[17:27:38] <eric_U> too bad we couldn't get emc in the google summer of code
[17:27:57] <assargadon> eric_U, why you can't?
[17:28:00] <alex_joni> imo reprap doesn't fullfill the goal if they don't have a system which generates the software for the new reprap too :)
[17:28:12] <alex_joni> eric_U: well.. no-one tried
[17:28:19] <eric_U> we could, just need something to have them work on
[17:28:29] <alex_joni> eric_U: that's not a problem
[17:28:33] <assargadon> :)
[17:28:38] <eric_U> ok, let's do it next year
[17:28:46] <eric_U> have to see how it works
[17:28:47] <assargadon> why next, not this?
[17:29:00] <eric_U> pretty sure the deadline is past
[17:29:05] <alex_joni> assargadon: it's already been decided what projects are taking part of gsoc
[17:29:17] <alex_joni> s/of/on/
[17:29:33] <assargadon> reprap guys don't need RT support in manner you used it, becouse of using special controller
[17:29:37] <eric_U> anyone know anything about garbage disposals?
[17:29:50] <alex_joni> like in java?
[17:29:52] <eric_U> yeah, they offload the code onto a microcontroller
[17:29:53] <assargadon> which works like a "hardware RT kernel"
[17:30:01] <eric_U> no, garbage disposal in my sink
[17:30:11] <alex_joni> assargadon: yes, but for general machining that has a couple of limitations
[17:30:18] <alex_joni> that's why emc doesn't do it like that
[17:30:50] <eric_U> doesn't scale upwards
[17:31:21] <assargadon> I asking some days ago one of you about levels of abstraction
[17:32:28] <assargadon> problem is I'm not specialist in production systems
[17:32:36] <assargadon> not engeeniring
[17:32:39] <toastydeath> reprap is cute from a hobby perspective
[17:32:48] <eric_U> assargadon, where are you located?
[17:33:01] <assargadon> but I can see clearly that something wrong with this whole situation :)
[17:33:45] <eric_U> I really think there is a good chance that fab@home and reprap will die of lack of interest, sooner or later
[17:33:50] <assargadon> eric_U, Rostov-on-Don, Russia
[17:34:06] <assargadon> ericU, as far as EMC :)
[17:34:12] <eric_U> unlikely
[17:35:10] <anonimasu> yep
[17:35:24] <alex_joni> eric_U: I'm not sure they will die of lack of interest
[17:35:40] <anonimasu> I think reprap is hard as there isnt a good material to extrude
[17:35:49] <alex_joni> but atm they are a bit far away from reaching their goal (not talking about the CNC aspect)
[17:35:52] <eric_U> my thought is they look like academic excercises, once the novelty is gone, they die
[17:35:55] <anonimasu> the laser/plastic powder approach seems alot easier
[17:36:10] <assargadon> alex_joni, why do you think so?
[17:36:21] <alex_joni> assargadon: the results aren't that good
[17:36:25] <dmess> why would a config not be seeing my openssl files??
[17:36:28] <assargadon> reprap prints now more than quorter of their own parts
[17:36:32] <alex_joni> at least by judging the photos on their page
[17:36:48] <anonimasu> assargadon: but they look like shit :/
[17:36:57] <alex_joni> assargadon: you still have to do some machining on them
[17:37:17] <dmess> laser/plastic powder approach??? like plasma spray you mean
[17:37:17] <alex_joni> (I really think a plastic mill could mill parts for a new plastic mill way easier)
[17:37:25] <anonimasu> assargadon: it's cool, but if you compare to a comercial FDM machine it's far away
[17:37:29] <eric_U> problem of scale
[17:37:36] <assargadon> maybe this parts looks bad, but they really works
[17:38:02] <assargadon> whole extruders was made, and it works
[17:38:08] <anonimasu> dmess: no, they have a layer of powder and a laser
[17:38:14] <assargadon> and extruder is most complicated part...
[17:38:30] <dmess> cool..
[17:38:40] <anonimasu> then they stroke the powder with a leveler per layer
[17:38:43] <anonimasu> well level
[17:38:45] <toastydeath> right but "it works" is not sufficient criteria for a sucessful product
[17:38:46] <alex_joni> dmess: basicly spraying on some powder
[17:38:53] <alex_joni> then laser the parts that need to harden
[17:38:53] <anonimasu> * anonimasu nods
[17:38:57] <alex_joni> then repeat the process
[17:39:04] <alex_joni> toastydeath: depends on the goals
[17:39:06] <dmess> ive seen some prototype hot glue gun type work and our HVOF process
[17:39:13] <anonimasu> hvof?
[17:39:24] <toastydeath> alex_joni: that implies requirements beyond "it works"
[17:39:24] <anonimasu> oh that..
[17:39:51] <dmess> high velocity oxygen fuel... lays donw tungsten-carbide
[17:39:52] <alex_joni> toastydeath: low expectations give you high rewards?
[17:40:01] <toastydeath> ?
[17:40:09] <eric_U> they are probably as good as early rapid proto machines
[17:40:24] <dmess> its a replacement for hard chrome on all the new aircraft
[17:40:24] <alex_joni> toastydeath: if you have low expectations, then it's easy to exceed your goals
[17:40:26] <eric_U> flame spray, now that's something I need in my basement
[17:40:53] <toastydeath> that's true, but it also doesn't mean you're exceeding your goals in a useful way
[17:41:05] <anonimasu> http://www.georgehart.com/rp/menger.jpg
[17:41:10] <alex_joni> still.. you can be happy about it
[17:41:11] <dmess> 787 and A380 will have 0% hard chrome or cadmium
[17:41:17] <alex_joni> and happy drives a thing forward :D
[17:41:20] <alex_joni> even if slightly
[17:41:32] <toastydeath> lol.
[17:42:24] <alex_joni> toastydeath: remember that you (probably) and others in here come from a different background than the reprap guys
[17:42:39] <dmess> cad is being replaced with cer-metal
[17:42:59] <alex_joni> while they are ok with 2-3mm precisions, a machinist would never even think about something like that
[17:43:17] <alex_joni> I bet that if you knew that it's that bad, you wouldn't even start doing it
[17:43:30] <toastydeath> i'd do it differently, i wouldn't not do it
[17:43:43] <toastydeath> because i see the value of a reprap machine in lost wax, for example
[17:43:45] <assargadon> * assargadon feels he should download sources of both EMC and reprap, review them, find touch points, make project for GSoC, and so on and so on...problem is clonning is not yet invented...
[17:44:15] <alex_joni> assargadon: before attempting that you probably need to understand how the code works/is organized
[17:44:16] <anonimasu> alex_joni: yeah that's what makes reprap uninteresting for me
[17:44:28] <alex_joni> I bet that's not a thing you can do easily (very fast)
[17:45:04] <eric_U> seems like they would have gotten a lot further starting with emc
[17:45:27] <toastydeath> yeah, it does
[17:45:29] <eric_U> programming a microcontroller is a pain in the pattootie
[17:45:40] <assargadon> alex_joni, do EMC code organised in very unintuitive way?
[17:46:26] <alex_joni> assargadon: no, it's quite ok
[17:46:37] <alex_joni> but that doesn't mean you understand it the first time you look at it
[17:47:49] <alex_joni> eric_U: if the guy(s) who did software were more at home with microcontroller code, then I understand their choice
[17:48:45] <assargadon> I have a small expirience with wicrocontrollers programming...and it's really not SO hard
[17:48:46] <eric_U> poor problem decomposition
[17:49:58] <alex_joni> eric_U: understanding their choice, doesn't mean I would have done the same thing...
[17:51:24] <SkullWorks_PGAB> Old school endmills went from 3/16" shank to 3/8" shank... Nobody makes R8 endmill holders in 1/4" or 5/16" :(
[17:52:28] <toastydeath> what, work has both those sizes
[17:53:07] <assargadon> I think it's very intuitive, if controllers makes simple things REALLY need realtime
[17:53:11] <SkullWorks_PGAB> in a solid endmill holder with an R8 shank?
[17:53:24] <toastydeath> oh i thought you meant collet
[17:53:28] <toastydeath> sorry.
[17:53:47] <assargadon> so, the stream of SIMPLE commands like "axe 1 +1" will be transferred to controller
[17:54:04] <SkullWorks_PGAB> yeah - thats why I'm buying another 6 collet chucks
[17:54:47] <assargadon> I don't understand why EMC has no (as I was told) this level of abstraction
[17:55:46] <SkullWorks_PGAB> I bought 8 EM holders from Enco this week - $11.01 ea after the discount code was applied - and only $9.95 to ship the lot.
[17:55:51] <toastydeath> before my company started making air bearings, we make very small endmill holders
[17:55:59] <toastydeath> that you could put in a larger endmill holder
[17:56:10] <toastydeath> very tiny sizes, they still use a whole bunch of them
[17:56:17] <alex_joni> assargadon: you can probably add that, but that will cripple some things
[17:56:19] <SkullWorks_PGAB> good enough to hold keyseat cutters and such
[17:56:26] <toastydeath> yes
[17:56:32] <alex_joni> emc works with feedback (for example if you want to do threading on a lathe)
[17:56:33] <toastydeath> not made anymore though
[17:56:45] <alex_joni> or if you want to change feedrate override during the run
[17:56:49] <assargadon> one second, I find "cripple" word in my dictionary
[17:57:12] <alex_joni> take away functionality
[17:58:09] <SkullWorks_PGAB> I might try the tool post gringed idea - open up a 3/16" to 1/4" (after boring with carbide or roughing it out with EDM
[17:58:57] <dmess> grind it in the spindle its gonna run in..
[18:00:10] <dmess> but thats a small stone brother ... remember to tach up the air grinder to get some surface speed
[18:00:41] <SkullWorks_PGAB> rough out until .002-004" under - finish grind in the spindle.
[18:01:14] <dmess> nice sharp blue stone
[18:01:52] <SkullWorks_PGAB> which blue -AL oxide?
[18:02:17] <SkullWorks_PGAB> or a good Norton...
[18:03:07] <dmess> AL oxide is a good norton for the most part
[18:03:38] <toastydeath> blue means seeded gel
[18:03:49] <toastydeath> very aggressive, cool running wheel
[18:03:53] <SkullWorks_PGAB> I use the white and pink wheels more
[18:05:08] <SkullWorks_PGAB> most of the stuff is hardened A2 or M42 or D2
[18:05:26] <dmess> they are quite aggressive... i always liked the white too pink i never cared for seemed to burn material on me
[18:05:52] <dmess> i HATED d2
[18:06:15] <anonimasu> hm
[18:06:22] <anonimasu> how aggressive is the pink wheels?
[18:06:31] <dmess> we worked with it forged no less... then h/t and finish keller
[18:06:57] <toastydeath> pink is a ruby wheel, i believe
[18:07:01] <toastydeath> harder grades?
[18:07:02] <SkullWorks_PGAB> I hate machining it - but I was at the other end - Wire cutting blanks from pre-hardened stock
[18:07:03] <toastydeath> i'm not sure.
[18:07:20] <dmess> the pink felt like the blue.. but burned the part
[18:07:23] <toastydeath> i think pink is not aggressive at all, it's just very hard
[18:08:05] <toastydeath> but my grinding experience is very lacking
[18:08:52] <dmess> i learned by grabbing wheels off the wall till something worked
[18:09:21] <SkullWorks_PGAB> I just use the pink because the owner got a killer deal on several cases when a shop up the street sold its small grinders - now all they do is big 48" and 2M Blanchard work.
[18:09:28] <anonimasu> hehe
[18:09:32] <anonimasu> I have pink wheels :)
[18:09:33] <anonimasu> and white
[18:15:26] <alex_joni> anonimasu: I read that as "I have pink heels" ROFL
[18:15:55] <eric_U> turns out fixing a garbage disposal take about a minute
[18:16:37] <alex_joni> eric_U: the java one takes longer
[18:16:47] <eric_U> that will probably never happen
[18:17:19] <eric_U> I use a code where a pointer gets freed and then used
[18:17:44] <eric_U> since I don't know java very well, and I don't know the code at all, I've moved on
[18:18:10] <alex_joni> eric_U: good for you
[18:18:30] <eric_U> not so much
[18:18:38] <alex_joni> trust me on this one :)
[18:18:59] <eric_U> for some reason the sensor network guys all use java
[18:19:39] <alex_joni> at least it's not C# or whatever
[18:19:54] <alex_joni> or Comega
[18:20:01] <awallin> alex_joni: is C# so bad?? :)
[18:20:08] <eric_U> there is some activity in C#
[18:20:27] <eric_U> I was surprised
[18:21:01] <alex_joni> awallin: I couldn't say actually
[18:22:38] <eric_U> C# isn't too bad
[18:22:52] <eric_U> although msft is using it as a baseball bat against linux vendors
[18:22:58] <eric_U> because of the mono project
[18:23:22] <eric_U> I actually "maintain" a c# project that works on linux but not on windows
[18:23:41] <eric_U> mainly because the windows networking code is so constipated
[18:23:45] <alex_joni> heh
[18:33:30] <Vq^> C# doesn't have some of javas bad features thought
[18:33:38] <Vq^> such as lack of lambda-functions
[18:33:47] <Vq^> or is that un-features?
[18:34:36] <eric_U> what's a lambda-function?
[18:37:35] <Vq^> never used a language with lambdafunctions?
[18:37:48] <alex_joni> does wget support multiple threads for downloading?
[18:37:58] <Vq^> or rather lambda-expressions
[18:38:00] <dmess> looks like i gotta go for a reboot to see if it'll kick openssl into order for this config to work... i can open opnssl.. but the config wont SEE it and pukes
[18:39:07] <dmess> checking pkg-config is at least version 0.9.0... yes
[18:39:07] <dmess> checking for LIBUSB... yes
[18:39:07] <dmess> checking for OPENSSL... configure: error: Package requirements (openssl) were not met:
[18:39:07] <dmess> No package 'openssl' found
[18:39:07] <dmess> Consider adjusting the PKG_CONFIG_PATH environment variable if you
[18:39:08] <dmess> installed software in a non-standard prefix.
[18:39:10] <dmess> Alternatively, you may set the environment variables OPENSSL_CFLAGS
[18:39:12] <dmess> and OPENSSL_LIBS to avoid the need to call pkg-config.
[18:39:14] <dmess> See the pkg-config man page for more details.
[18:40:41] <awallin> x-axis testing today:
http://video.google.com/videoplay?docid=1864749796574452730&hl=en
[18:45:23] <twice2> penguin takes his cpu water cooler pump for his emc2 box into the shop to get it wurked on
[18:45:39] <alex_joni> awallin: looking good
[18:46:20] <awallin> alex_joni: yeah, there is some tuning still left to do, but it seems to work nicely. I'll post some hal-scope views and a message to the list and we'll see if someone has some tuning tips
[18:48:27] <OoBIGeye> what cind of flexi joints are you using screw2engine coupling thing...
[18:48:42] <OoBIGeye> * OoBIGeye has the english skills of a dead racoon
[18:48:53] <eric_U> awallin, you have a picture of that mill?
[18:49:15] <cradek> awallin: sounds/looks about like mine. very nice. what amps are you using?
[18:49:20] <dmess> coons sign better
[18:49:58] <dmess> its all engineering speak to me... LOL
[18:50:44] <dmess> the scary part is i think i understand what you mean and it the 1st post in channel
[18:51:24] <awallin> cradek: these are jon elsons pwm dc servo amps. this mill started life as an Opti BF-20
http://www.optimum-machines.com/typo3temp/pics/5f85fa12e1.jpg
[18:52:09] <cradek> neat. so no velocity loop at all. do you have lots of encoder resolution?
[18:52:11] <DanielFalck> did it come with the linear rails that I see in the video?
[18:52:57] <awallin> eric_U: some videos here
http://www.anderswallin.net/category/cnc/page/3/ and some more pictures in the rest of my blog if you want to search. all the existing videos except today's one are with stepper motors
[18:53:22] <awallin> cradek: 4000 count encoders with 2.5mm/rev screws, 0.000625mm/count if I remember
[18:53:51] <dmess> niceley done
[18:53:52] <awallin> DanielFalck: no, it came with dovetails. we found that those 'ways' are not that great with a small machine where the table doesn't weight that much
[18:56:05] <awallin> cradek: here the amps are being bolted to the enclosure
http://www.anderswallin.net/wp-content/2007_01rack/amps2.jpg
[18:56:32] <DanielFalck> awallin: thanks for the info. I have a small mill similar in size and was thinking of doing the same with it
[18:57:10] <awallin> here's the machine circa 2003
http://www.anderswallin.net/wp-content/2004_11cnc/machine.jpg stepper motors, original table, orginal spindle, dovetail ways
[18:57:31] <awallin> all that has changed over the years :)
[19:02:00] <LawrenceG> awallin, hi... Andy? I think...
[19:02:28] <eric_U> Anders, Andy, not much different
[19:03:27] <awallin> LawrenceG: hi. did you work on the dsPIC AC-servodrive a while back?
[19:03:43] <LawrenceG> Jons amps look interesting.... Yes... thats me
[19:03:52] <LawrenceG> still have the motors here
[19:04:15] <awallin> I sold my AC motors and got simple DC motors ;)
[19:04:37] <LawrenceG> http://members.shaw.ca/swstuff/dspic-servo.html is some DC drives I built for a project
[19:05:22] <LawrenceG> linear drives... but they work for small motors and are easy to build
[19:06:14] <anonimasu> awallin: didnt jon elson have servodrives too?
[19:06:38] <awallin> anonimasu: jon has had a PWM servodrive for dc-brush motors for a long time
[19:06:45] <LawrenceG> awallin, I am still looking for an easy to build HV bridge that has a current output.. have been looking at using swithing mode power supply chips and current feedback
[19:06:45] <awallin> now I think he is working on an ac-drive
[19:06:54] <anonimasu> I saw them on he's page
[19:07:02] <anonimasu> yesterday
[19:07:25] <anonimasu> i might have been wrong though
[19:07:34] <anonimasu> http://www.pico-systems.com/acservo.html
[19:07:35] <anonimasu> no ther
[19:07:36] <anonimasu> e
[19:08:21] <eric_U> seems like a disPic and one of the integrated h-bridge chips would work for AC drives
[19:09:08] <awallin> eric_U: I played around with this
http://www.anderswallin.net/2006/06/first-steps-with-brushless-servodrive-microchip-dspic-irf-irams/ but didn't have the time or energy to finish that project
[19:09:56] <twice2> i'm confused. the kernel config in /boot (after livecd install) could not have compiled a bootable kernel on my box
[19:13:08] <twice2> boot drive controler and fs drivers loaded as modules?
[19:13:20] <skunkworks> hmm - z axis is rack an pinion... I wonder how well that will work. I can spring load it down..
[19:14:00] <cradek> twice2: that's very normal on modern systems (read about initrd)
[19:15:37] <twice2> thank you
[19:16:33] <skunkworks> I think this is getting converted to a pcb mill.
[19:16:34] <skunkworks> http://youtube.com/watch?v=zKZYj51Exn0
[19:17:13] <skunkworks> cool little setup - cable run other than z which is rack and pinion
[19:18:08] <skunkworks> not much space under the gantry without some sort of mods.. But a wood sacraficial table + copper clad will fit just fine.
[19:18:16] <skunkworks> (going to flip it over)
[19:18:36] <alex_joni> hey samco
[19:18:55] <skunkworks> it has flywheels on the steppers - assuming no microstepping. (probably won't use any of the existing setup_
[19:18:59] <skunkworks> Hi alex.
[19:19:44] <alex_joni> where did you scavange that ?
[19:19:57] <skunkworks> alex_joni: booted the livecd on a few machines.. (no install yet) only had one that wouldn't boot.
[19:20:00] <skunkworks> work
[19:20:31] <skunkworks> used it for applying a layer of uv cured liquid to the top of decals.
[19:20:48] <skunkworks> (we don't do it that way anymore.. we use a 2 part epoxy system)
[19:20:53] <alex_joni> skunkworks: did that one boot dapper?
[19:21:09] <skunkworks> probably not - it is really new core 2 duo
[19:21:19] <skunkworks> sata
[19:21:40] <alex_joni> sata cdrom/dvdrom?
[19:21:49] <skunkworks> yes
[19:22:04] <alex_joni> hmm.. haven't tried that yet
[19:22:06] <skunkworks> will hardy boot on sata cdrom?
[19:22:40] <skunkworks> I don't remmeber the error
[19:22:53] <skunkworks> could let you know monday
[19:22:59] <SkullWorks_PGAB> hey sam is someone cooking up a version of your H-bridge with current limiting? - was trying to follow the zone thread and kinda got lost.?
[19:23:31] <skunkworks> Yes - he is supposidly going to post a finished version soon. Still deciding on the layout.
[19:23:36] <K`zan> G'day SkullWorks_PGAB !
[19:23:47] <eric_U> windows used to have the problem that it would boot setup with scsi drives, and then fail the install on the same scsi drives
[19:23:49] <K`zan> Snowing *again* here!
[19:24:05] <skunkworks> K`zan: where?
[19:24:22] <SkullWorks_PGAB> Spring has finally started to take hold here - nice weather today
[19:24:40] <alex_joni> ouch.. we had 24C today, and it's supposed to be 28-29C tomorrow
[19:24:40] <K`zan> Scabattle, snowed more this year than it has in the past 15, this global warming I want some of :).
[19:25:21] <K`zan> Scabattle == honest name of Seattle :-)
[19:25:26] <skunkworks> same here - 60's today
[19:25:28] <SkullWorks_PGAB> tourist weather here today -
http://weather.yahoo.com/forecast/USCO0078.html
[19:25:43] <eric_U> global warming supposed to freeze western europe, haven't heard anything about seattle
[19:26:10] <K`zan> tourist weather == gov propaganda designed to bring in more tax revenue :)
[19:26:41] <SkullWorks_PGAB> Seattle won't freeze until it is under siege from a wall of floating glaciers
[19:26:51] <alex_joni> skunkworks: 85F tomorrow
[19:26:54] <K`zan> We get that here too, what goes on isn't always what is happing in the area weather wise.
[19:27:17] <eric_U> one of the grad students was out there and almost got stuck on the interstate on the way to the airport
[19:27:18] <K`zan> Well, I think I got it figured out finally...
[19:27:24] <alex_joni> eric_U: good thing I'm eastern europe.. no freezing over here :D
[19:28:01] <K`zan> Steppers :
[19:28:05] <eric_U> wow, yahoo weather pretty well broken
[19:28:08] <K`zan> http://cgi.ebay.com/3-used-NEMA23-stepper-motors_W0QQitemZ160231652110QQihZ006QQcategoryZ71394QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[19:28:26] <K`zan> Driver: Hobby CNC Pro, it is expandable to 4 axis!
[19:28:54] <SkullWorks_PGAB> BBL - have to go mount new plates on the truck.
[19:28:59] <eric_U> K`zan, what you driving?
[19:29:20] <SkullWorks_PGAB> yeah I bought the 4 axis version - don't use it though
[19:29:44] <eric_U> I was looking at the cheap drivers a while back, just went to ebay
[19:30:16] <eric_U> my sniping habits got the best of me on a couple of deals though
[19:30:27] <SkullWorks_PGAB> K'zan you might want to hold out for square body motors if you can find them at a good price
[19:31:08] <eric_U> depends on the purpose of this machine
[19:31:21] <eric_U> if it's just to make something work, those are probably good steppers
[19:31:35] <eric_U> if you want to do something serious with the machine, get a bigger budget
[19:31:38] <K`zan> SkullWorks_PGAB: I am now the proud owner eagerly awaiting their arriveal.
[19:32:13] <K`zan> Would have prefered square, but as noted I am just TIRED of sitting on my arse saving pennies and going nowhere :-/.
[19:32:26] <SkullWorks_PGAB> I hear that
[19:33:22] <K`zan> eric_U: It is a 1" pipe base, aluminum rail support / bearing desktop mill :). Primary purpose is to get me doing something while saving for the very best for my uMill.
[19:34:34] <K`zan> It sucks compared to a Bridgport, but it is intended as a hands on educational tool as I save pennines toward the Geckos and MUCH huskier steppers.
[19:34:50] <SkullWorks_PGAB> I'm going to hack together a an X axis motor mount to direct drive the existing acme screw and bolt up one of my servos with a U.S. Digital E7P and a Gecko 320 just to watch it move...
[19:34:57] <eric_U> that's a reasonable plan
[19:35:16] <K`zan> Heh, yeah, eric_U it is the budget that is the issue here :)
[19:35:35] <K`zan> SkullWorks_PGAB: I hate you ;-) LOL ;-)
[19:35:53] <eric_U> you'd really hate me then
[19:36:01] <SkullWorks_PGAB> I will use E2's on the final servos - but thats after all the ballscrew work.
[19:36:15] <K`zan> LOL, probably, but envy would be a better choice of words.
[19:36:53] <K`zan> ballscrews are probably better than greased rails :).
[19:37:03] <SkullWorks_PGAB> my CNC projects all came to a halt when ( part of ) the roof fell in.
[19:37:38] <K`zan> That will do it. Same here but it wasn't that kind of roof :-(.
[19:38:10] <SkullWorks_PGAB> so - the only part I'm spending any money on will be buying 2 encoders ( one is for the spindle)
[19:39:03] <K`zan> Sigh, someday. BUT at least I am doing something other than sitting on my arse and endlessly reading about it and hoping and wishing. Gotta start someplace, I ain't getting any younger...
[19:39:17] <SkullWorks_PGAB> all other parts for now were on hand - but I was ready to buy the ballscrew stock and nuts
[19:40:11] <K`zan> Eventually I'll work my way up to something "reasonable" but that isn't going to happen in an apartment.
[19:40:49] <K`zan> Gotta go order the drive :).
[19:42:00] <K`zan> After that the beahie-weenies for the rest of the month are going to be WORTH IT! :-) :-).
[19:46:35] <awallin> why does acceleration have two c's and decelration only one? (at leats firefox spellchecker tells me that)
[19:46:53] <alex_joni> they both derive from celeration
[19:46:59] <alex_joni> :)
[19:47:52] <eric_U> we do it to trip up the non-native english speakers
[19:48:20] <alex_joni> formed from ad- + celerare "to hasten", which from celer "quick".
[19:48:30] <eric_U> there are some really obnoxious rules of spelling in English
[19:48:42] <alex_joni> this is not related to english per se
[19:48:42] <SkullWorks_PGAB> English is ass backwards to any other language - thats why I have such trouble trying to learn other languages.
[19:49:05] <alex_joni> SkullWorks_PGAB: try german, that one is also quite ass backwards to most anything
[19:49:25] <eric_U> except HP calculators
[19:49:54] <eric_U> but they do have an annoying habit of glomming words together to make new words
[19:51:07] <SkullWorks_PGAB> yeah - thats what I took in college - bad choice when taking physics, metallurgy and college algebra in the same quarter.
[19:51:50] <SkullWorks_PGAB> sensory overload - I dropped german - was consuming too much study time from my core subjects
[19:53:29] <SkullWorks_PGAB> to bad you can't work a year - then go back to college for a year, then back to work, repeat...
[19:54:05] <alex_joni> SkullWorks_PGAB: why not?
[19:55:38] <SkullWorks_PGAB> mortgage payments, and US Employers frown on leave of absence or sabbaticals.
[19:55:55] <alex_joni> ah
[19:56:05] <SkullWorks_PGAB> its easier to get a root canal that 2 weeks vacation
[19:56:18] <SkullWorks_PGAB> /than/that
[19:59:25] <SkullWorks_PGAB> I had a teacher in High school who was 74 - he hoped to retire and go back to college full time. He already had 2 engineering degrees and plenty of "minors"
[20:00:23] <SkullWorks_PGAB> by the time you learn everything you want to know - theres no time left to use it. :(
[20:00:26] <eric_U> get a Ph.D., that will cure the desire to go back to school permanently
[20:00:46] <SkullWorks_PGAB> Piled higher and Deeper...
[20:01:01] <eric_U> you realize what those professors know and don't know
[20:04:49] <alex_joni> I usually prefer to realize what I don't know :)
[20:05:25] <eric_U> actually, when you get a Ph.D., you realize you know nothing
[20:05:55] <eric_U> at least that's the punchline to an old joke: when you get a B.S., you think you know nothing
[20:06:09] <eric_U> when you get a Master's you realize you know nothing
[20:06:28] <eric_U> when you get a Ph.D., you realize your adviser knows nothing
[20:06:46] <toastydeath> hahaha
[20:06:53] <eric_U> oops, when you get a B.S., you think you know everything
[20:06:58] <eric_U> can't even get a joke right
[20:07:05] <toastydeath> it was funny anyway
[20:07:15] <toastydeath> you can blame it on the holiday.
[20:07:22] <eric_U> what holiday
[20:07:26] <K`zan> Looking at what comes out of college here makes me not want to go :-(.
[20:07:26] <toastydeath> uh
[20:07:58] <eric_U> K`zan, there is so much to know, is it any wonder really?
[20:08:11] <toastydeath> the holiday some college students celebrate on the twentieth of April
[20:08:20] <eric_U> you could make everything up as you go along, or figure out how to learn what you need to know
[20:08:29] <K`zan> If they were teaching rather than brainwashing I would have interest, but I do my learning on my own, I can move MUCH faster than classes.
[20:08:45] <K`zan> * K`zan Jack of all trades master of few :).
[20:08:54] <eric_U> not much brainwashing going on in my experience
[20:09:00] <toastydeath> i would like a D. of eng. degree
[20:09:05] <toastydeath> no thesis! woot.
[20:09:16] <K`zan> There are some that don't but from what I have seen here in the US, it is pretty common.
[20:09:29] <eric_U> there is a lot of propaganda
[20:09:40] <eric_U> but most professors want to teach their subject
[20:09:58] <K`zan> Not only my opinion, sadly :-(.
[20:10:12] <eric_U> exactly, people with money want you to feel that way
[20:10:15] <K`zan> I was blessed with 3 real teachers out of the whole mess.
[20:10:23] <awallin> here are today's results from PID-tuning for you control-theory PhD's:
http://www.anderswallin.net/2008/04/x-axis-test/
[20:11:06] <awallin> maybe I should spam this to the list too...
[20:11:19] <eric_U> good idea
[20:11:52] <Sweeper> zomg
[20:12:03] <Sweeper> food time!
[20:12:43] <eric_U> I never used any feed-forward in any control theory classes
[20:14:20] <toastydeath> AND WHOSE FAULT IS THAT.
[20:14:58] <alex_joni> eric_U: shows how much your teacher knows :)
[20:14:59] <K`zan> OK, done dood it, ordered the HobbyCNC Pro, 4 Axis, figured it might be good to have a spare drive just in case...
[20:15:24] <K`zan> More progress today than in the last year :)!
[20:20:04] <awallin> you have mail.
[20:22:04] <alex_joni> me me?
[20:22:14] <toastydeath> OR ME?
[20:23:23] <toastydeath> i demand equal mail for everone.
[20:23:37] <toastydeath> EVEN THOUGH I PRODUCE AND CONTRIBUTE NOTHING.
[20:24:43] <alex_joni> oh, I bet you produce lots of mail
[20:24:55] <alex_joni> even if it's vapourstuff
[20:24:59] <alex_joni> :-)
[20:25:12] <toastydeath> i am not sure how that is supposed to be an insult but i am insulted anyway =(
[20:29:13] <alex_joni> you'll get over it
[20:30:01] <toastydeath> I WILL HOLD THIS GRUDGE FOREVER
[20:36:44] <Sweeper> gah
[20:36:54] <Sweeper> what's the best way to remove press-fit metal parts?
[20:37:09] <Sweeper> I want to de-gear these steppers without breaking them
[20:37:29] <SkinnYPupp> Puller?
[20:37:43] <Sweeper> eh?
[20:38:15] <SkinnYPupp> gear puller perhaps?
[20:38:26] <Sweeper> oh...
[20:38:42] <Sweeper> OH
[20:38:44] <Sweeper> awsome
[20:38:51] <Sweeper> I think I can get my hands on one of thos
[20:38:54] <SkinnYPupp> How small you talkin?
[20:39:15] <alex_joni> the other way would be heating
[20:39:24] <alex_joni> but you need to be careful not to damage the steppers
[20:40:06] <Sweeper> 4mm on the smallest
[20:40:35] <Sweeper> actually wait
[20:40:46] <Sweeper> 3mm on the tincans
[20:42:41] <SkinnYPupp> Check out this little puller
[20:42:42] <SkinnYPupp> http://www.robotroom.com/TinyMotor/GearPuller.jpg
[21:08:15] <alex_joni> good night all
[21:08:42] <rayh_> Night alex.
[21:18:18] <rayh_> rayh_ is now known as rayh
[21:47:28] <K`zan> My bearings arrived! Wheeee!
[21:49:15] <K`zan> Now, the only thing I think I am missing are cables for the steppers and some limit switches, might have those in the junkbox. Wonder if I need shielded cables, time to go back to ebay :). Only thing I could find at Lowe's was 7 conductor sprinkler cable and the sales droid didn't know anything, barely spoke english :-(.
[21:52:01] <K`zan> Pretty sure cat5 ethernet cable isn't going to cut it...
[21:54:58] <eric_U> people use it
[21:58:45] <K`zan> eric_U: Really, well, with 1.6A motors, maybe, got TONS of that stuff around here :).
[21:59:12] <K`zan> Finally a use for the ones where the locking tab broke off and I am too cheap to toss them :).
[21:59:12] <eric_U> be very careful with strain relief though
[21:59:22] <eric_U> good cable could easily bust your budget
[21:59:28] <K`zan> Always.
[21:59:39] <K`zan> Noticed that, stuff ain't cheap.
[21:59:55] <eric_U> on the other hand, broken cables are known to blow inexpensive stepper drives
[22:00:03] <eric_U> learn to love surplus houses
[22:00:13] <K`zan> I'll verify anthing I use...
[22:00:26] <K`zan> Yeah, gold or crap...
[22:01:34] <K`zan> SkullWorks_PGAB: IIRC you are running the HobbyCNC drive? Are you using an opto-isolated buffer in front of it?
[22:11:05] <tomp> awallin, the tuning stuff is interesting, thanks for posting it
[22:11:18] <jtr> K`zan: square stepper
http://www.mpja.com/prodinfo.asp?number=16235+MS
[22:13:17] <jtr> K`zan: their 17153 MS has the same electrical specs, might be easier to mount
[22:14:36] <jtr> I got some of the first one to do my Taig lathe - still haven't gotten around to it.
[22:15:39] <eric_U> jtr: I think he wanted uinpolar steppers
[22:17:39] <eric_U> heh, lot of 100 steppers with encoders:
http://cgi.ebay.com/Lot-of-100-Vexta-Stepper-Motors-w-Encoder-PV264-02BAC1_W0QQitemZ380018949447QQihZ025QQcategoryZ78197QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
[22:20:39] <eric_U> that's annoying, they lump servos and steppers together
[22:22:07] <jtr> oops - forgot the HobbyCNC was uni. Thanks for flagging the incompatibility.
[23:00:03] <dwery> any one can suggest a complete (steppers + mechanics) cnc kit for a machine like the proxxon MF70?
[23:13:56] <K`zan> jtr: Too late already ordered those round ones :-/.
[23:14:00] <K`zan> But later...
[23:14:35] <K`zan> Ah, right, 4 lead...
[23:15:34] <K`zan> looking for the hobbycnc yahoo group, god knows what it is named...
[23:15:48] <K`zan> Everything on the way, this is exciting!
[23:19:10] <SkullWorks_PGAB> K'zan - no, PC to hobbycnc, the hobbycnc board acts as its own breakout board
[23:22:38] <SkullWorks_PGAB> http://groups.yahoo.com/group/HobbyCNC/?yguid=243830551
[23:27:02] <jmkasunich> got back from the NAMES show a couple hours ago - that was fun
[23:27:41] <eric_U> what was fun about it?
[23:28:09] <jmkasunich> interesting stuff - lots of retired guys with _way_ too much time on their hands
[23:28:27] <jmkasunich> I also picked up a couple things I wanted
[23:28:28] <eric_U> I liked that part too
[23:29:41] <jmkasunich> I've been looking for something better than telescoping gages for measuring bores - got an Indi-cal for $30
[23:33:27] <SkullWorks_PGAB> JMK - since you like the Tormack tooling - maybe you need one of these for your shop-bot
http://www.littlemachineshop.com/video/ToolChangeDemo.mpg
[23:35:03] <jmkasunich> neat
[23:35:22] <jmkasunich> I saw that setup somewhere on the web, didn't see the movie
[23:35:42] <jmkasunich> main problem I see with it is the need to groove each toolholder
[23:35:55] <SkullWorks_PGAB> yeah
[23:36:53] <SkullWorks_PGAB> Another guy just made a tray it lifts the tool out of - not so flashy - but it works
[23:37:46] <jmkasunich> until you try to use a flycutter or face mill or anything close to or bigger than the diameter of the depth ring - 1.5"
[23:38:28] <jmkasunich> personally I'd be content with a power drawbar and holding the tools by hand
[23:38:46] <SkullWorks_PGAB> he had semi-horseshoe cut outs - lift up some - then out the side
[23:47:13] <jmkasunich> looks like they also modify the top with a taper for alignment
[23:47:24] <jmkasunich> http://www.littlemachineshop.com/products/drawings/ToolHolderMods.pdf
[23:48:23] <eric_U> soon they will reinvent the moog holders
[23:48:27] <eric_U> about the same size
[23:49:05] <jmkasunich> wheels get reinvented all the time
[23:49:27] <eric_U> I'd like to reinvent a moog spindle, I have tons of the tooling
[23:49:39] <K`zan> Guy from HobbyCNC isn't real helpful, but I suppose it is Sunday :).
[23:49:51] <eric_U> he has a bit of a rep
[23:50:09] <K`zan> I came real close to coming down on him, but let it go since it is the weekend.
[23:50:19] <K`zan> I do not appreciate rudeness.
[23:50:48] <K`zan> Starting to wonder if I made a mistake here...
[23:51:02] <eric_U> that's why he doesn't let you join his yahoo group until you buy :)
[23:51:15] <K`zan> A hearty up yours isn't a good way to start a business relationship.
[23:51:21] <K`zan> I bought and paid :).
[23:51:34] <eric_U> he's got you hooked, now doesn't he?
[23:51:39] <K`zan> But I don't get mad, I get even.
[23:51:47] <K`zan> :-)
[23:52:10] <K`zan> He gets three chances, blown one already.
[23:52:32] <K`zan> eric_U: Yes, he does, but...
[23:53:34] <K`zan> Bet he blows the second, I hope not, but we'll see.
[23:54:23] <eric_U> what did you want him to do?
[23:54:43] <K`zan> Answer the questions I asked, not just blow me off.
[23:54:56] <eric_U> what was the question?
[23:55:16] <K`zan> Two questions, ,manual to look over while I am waiting and the apparently non-existant yahoo group.
[23:55:31] <K`zan> Response was "Sorry, instructions are in the package."
[23:55:46] <rayh> eric_U, Which moog?
[23:55:49] <eric_U> not that bad
[23:55:54] <K`zan> Perhaps I'll make a PDF out of them and send it to him :).
[23:55:55] <eric_U> rayh, not an expert
[23:56:06] <rayh> hydrapoint?
[23:56:07] <K`zan> Moog, those still exist LOL!
[23:56:12] <eric_U> I assume they are hydrapoint
[23:56:26] <rayh> I've got two heads for hydrapoints in the shop.
[23:56:31] <eric_U> about 2" long, a little over an inch in diameter
[23:56:44] <rayh> slot in one side?
[23:56:50] <eric_U> sounds right
[23:56:52] <rayh> along the taper.
[23:57:11] <rayh> Want the tool carousel also?
[23:57:17] <eric_U> sure :)
[23:57:40] <rayh> Where you located?
[23:57:47] <eric_U> pennsylvania
[23:58:13] <rayh> might be able to get a guy to move them at least part way after fest.
[23:58:26] <rayh> Have you got any of the moog?
[23:58:36] <eric_U> no, just a batch of tooling
[23:58:50] <rayh> That was a bridgeport head.
[23:59:01] <rayh> Fit their knee mill
[23:59:19] <jmkasunich> eric_U: eastern or western PA?
[23:59:19] <rayh> Bill Moog put a bunch of stuff on top for tool changing, gear changing and all.
[23:59:28] <eric_U> central, in state college
[23:59:36] <SWPadnos> inaccessible from everywhere
[23:59:40] <eric_U> correct
[23:59:41] <jmkasunich> heh
[23:59:59] <eric_U> one of the few places on the east coast that is dark at night
{kind=link}
{kind=link}
{kind=link}
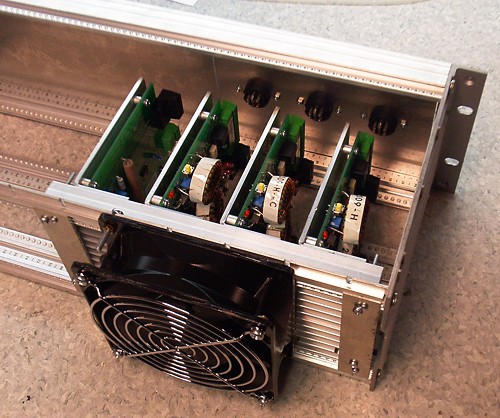{kind=link}
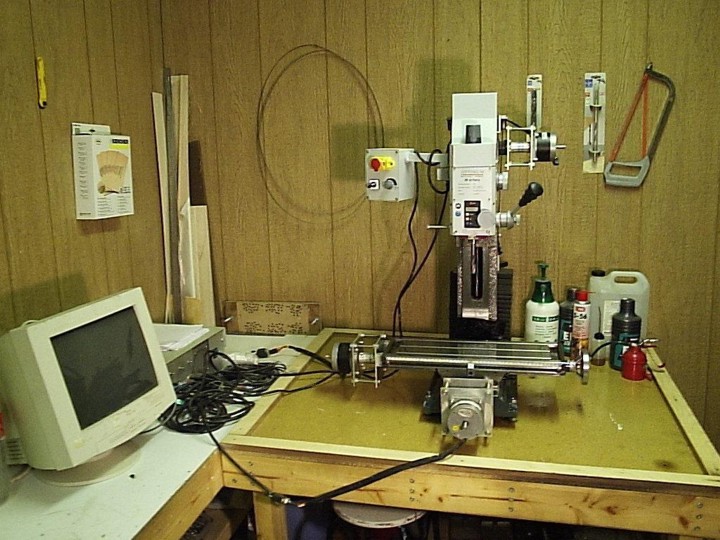{kind=link}
{kind=link}