Back
[02:09:04] <toastydeath> ffff
[02:21:44] <SWPadnos_> SWPadnos_ is now known as SWPadnos
[02:59:25] <sCOTTo> anyone know of a free package to convert a CAD file to IGES or STEP ?
[03:14:05] <JymmmmEMC> SWPadnos:
[03:14:28] <SWPadnos> JymmmmEMC,
[03:14:51] <JymmmmEMC> SWPadnos: I fonally got a 3gang box to fir and mount up. having a hard time finding a grey nylon face plate
[03:15:04] <SWPadnos> indeed
[03:15:15] <JymmmmEMC> which the breaker and IEC connector will mount to
[03:15:26] <SWPadnos> you could get some decora "sectional" face plates
[03:15:34] <JymmmmEMC> SWPadnos: not nylon
[03:16:03] <SWPadnos> does it have to be nylon?
[03:16:14] <JymmmmEMC> SWPadnos: the breaker has to mount on the faceplate
[03:16:23] <SWPadnos> yes, and?
[03:16:25] <JymmmmEMC> su yes, to nylon, or it'll snap
[03:16:28] <SWPadnos> ok
[03:16:43] <SWPadnos> nylon will stretch, and I don't think it's all that thermally stable
[03:16:50] <SWPadnos> could be wrong though
[03:17:04] <JymmmmEMC> and as it stands now only a single screw will hold it on
[03:17:18] <SWPadnos> into the metal?
[03:17:25] <JymmmmEMC> into the duplex outlet
[03:17:29] <SWPadnos> ah
[03:17:44] <JymmmmEMC> facplates mount to what they're covering, not the box itself
[03:17:54] <JymmmmEMC> and thats the problem
[03:18:44] <jtr> blank faceplates mount to the box...
[03:19:13] <SWPadnos> the breaker doesn't have the screw holes for a faceplate
[03:19:16] <JymmmmEMC> jtr: good idea... I can just cnc the outlet openings then
[03:19:16] <jtr> not that I have any idea where you would find a blank 3-gang plate.
[03:19:22] <SWPadnos> like a light switch would
[03:19:48] <JymmmmEMC> SWPadnos: it's close, very close - the finger guard will cover the oval holes
[03:21:52] <JymmmmEMC> I grabbed one of these for a template
http://images.hardwareandtools.com/P/6088702.jpg
[03:22:45] <JymmmmEMC> hawt damn!
http://www.goodmart.com/products/478406.htm
[03:22:55] <JymmmmEMC> thanks jtr - that'll be perfect
[03:23:30] <SWPadnos> that's quite a discount on a case lot (unless the price is in case lot quantities)
[03:23:30] <jtr> np
[03:23:54] <SWPadnos> oh - I forgot the *NOT!*
[03:24:18] <JymmmmEMC> ok, I'm awefully tired today, gonna watch a movie and call it
[03:25:23] <SWPadnos> how are things?
[12:48:36] <BigJohnT> and another one
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Simple_EMC_G-Code_Generators
[12:50:01] <fenn> chip load per inch? what does that mean?
[12:52:08] <BigJohnT> diameter, it keeps the load constant as you change diameters
[13:09:05] <BigJohnT> fenn, I added some interesting reading on chip load to the wiki
[13:15:03] <fenn> eh.. i'm not going to bother with an .odt file
[13:15:49] <awallin_emc> anyone here familiar with classicladder?
[13:16:11] <cradek> I'm a bit
[13:16:21] <awallin_emc> apparently I need to learn CL for wiring these pendant buttons...
[13:16:30] <cradek> heh
[13:16:31] <BigJohnT> not really
[13:17:02] <BigJohnT> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Simple_Remote_Pendant
[13:17:47] <awallin_emc> ok so I have a momentary on push-button and I want to control the coolant on/off with it. how would you do that in HAL ?
[13:18:04] <BigJohnT> hold on a sec I'll find it
[13:18:22] <BigJohnT> bottom of this page
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Using_A_Joypad_To_Move_Your_CNC_Machine
[13:18:31] <awallin_emc> I now have it wired to a toggle, and then the toggle to halui.flood.on and the negative of the toggle output to halui.flood.off
[13:18:59] <awallin_emc> it works if I repeatedly press the button, but if I change the coolant state in MDI or from G-code I sometimes have to press twice on the penadnt button
[13:20:01] <awallin_emc> hm, that last link might be it... let's try that.
[13:20:07] <BigJohnT> cool
[13:20:41] <cradek> BigJohnT: won't that oscillate? there is no edge trigger in it
[13:21:25] <BigJohnT> dunno, have to ask Manfredi it's his page
[13:21:59] <BigJohnT> looks like the flood-is-on might prevent that
[13:22:20] <cradek> I think flood-is-on comes on "a while" after you assert flood-on
[13:22:33] <cradek> if you have let go of the button by then, it will not oscillate
[13:22:43] <cradek> but if you hold it down, I think it would oscillate
[13:23:11] <awallin_emc> yes, that oscillates when I hold down the button
[13:23:13] <cradek> you need edge detection (button) and latching (keep asserting flood-on until flood-is-on comes on)
[13:23:40] <cradek> I still think ladder is the easiest way to do that, but anything you can do with ladder I bet you can do with hal blocks (but much more painfully)
[13:24:19] <BigJohnT> let me look up a ladder single button toggle example I have here
[13:24:21] <awallin_emc> well I have three more buttons for similar things so maybe it's worth learning CL
[13:24:28] <cradek> awallin_emc: I wrote a cheat sheet for people like me who can program etc, but know NOTHING about ladder:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?ClassicLadder#Cradeks_Classicladder_Cheatsheet
[13:27:03] <cradek> that is strange. someone (was it you BigJohnT?) added this to the ClassicLadder page on April 3, but that change doesn't show up in RecentChanges
[13:27:29] <awallin_emc> hmh, I'm getting a real-time delay once EMC has been running for a few minutes
[13:27:49] <BigJohnT> not me
[13:28:02] <tomp> me
[13:28:14] <tomp> if it didnt add, dunno why
[13:28:52] <tomp> and the # reference seems highly dependant on font size, mine opened way above that stanza
[13:29:20] <tomp> firefox rendering
[13:29:25] <cradek> tomp: probably it came up just scrolled all the way down
[13:29:35] <fenn> it's because the images aren't loaded yet
[13:31:04] <tomp> repeats to same place after cache flush, and no way to get images before loading (preload)
[13:31:19] <cradek> there's a lot of stuff in CL that I haven't used. I've only used it for logic, none of the integer/compare/operate/jump/call stuff
[13:31:35] <tomp> got edge filters for that btn?
[13:32:36] <BigJohnT> http://www.plctalk.net/qanda/showthread.php?t=22175&highlight=flip+flop
[13:33:18] <awallin_emc> just got the cl gui running from the wiki instructions
[13:35:01] <awallin_emc> maybe I'll leave learning CL for later. it's not critical for getting the machine going right now...
[13:45:32] <BigJohnT> oh well awallin left just when I had the simple solution for him
[13:45:45] <BigJohnT> 4 lines in hal does the trick
[13:54:58] <BigJohnT> cradek:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?One_Button_Toggle
[14:07:44] <cradek> BigJohnT: I think that's another of the things he's tried. However if flood changes state some other way, like from gcode or the gui, you have to push the button twice. He needs a way that works with the state of flood reported by halui, not some other state (like the one kept in the "toggle" block).
[14:08:57] <cradek> I suppose one easy way would be to add a flood-toggle input to halui.
[14:18:08] <awallin_emc> is there a way of casting integers to floats in HAL ?
[14:19:33] <awallin_emc> hm, nevermind
[14:19:34] <fenn> conv_u32_float and conv_s32_float
[14:19:55] <awallin_emc> thanks.
[14:20:10] <awallin_emc> Now I have an encoder on the spindle motor, I want to get an RPM display going...
[14:20:15] <awallin_emc> any ideas?
[14:21:59] <fenn> ddt?
[14:22:49] <fenn> actually, encoder.n.velocity
[14:23:08] <awallin_emc> hm, does the m5i20 have velocity outputs too?
[14:23:49] <fenn> ew no man page?
[14:24:28] <BigJohnT> awallin_emc is this how you did your flood
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?One_Button_Toggle
[14:26:38] <awallin_emc> BigJohnT: that was what I had. Now try changing the state of coolant through the AXIS checkbox or through g-code. Now try the button again. When the state of the toggle doesn't match the real coolant state you have to press twice.
[14:27:00] <fenn> m5i20 has no velocity output, but you can fake it with ddt
[14:27:11] <awallin_emc> fenn: Now I have a ddt running on the encoder position but the velocity is really granular. first 0, then jumps to 1000, then 2000, etc.
[14:27:17] <BigJohnT> ok, could you use the flood out to also toggle the toggle
[14:27:28] <fenn> right
[14:27:31] <BigJohnT> just thinking out loud
[14:27:44] <fenn> awallin_emc: you could modify the m5i20 driver to use the code in the encoder module
[14:28:16] <awallin_emc> I'm not sure that helps. would still have the problem with granularity
[14:28:37] <fenn> 'encoder uses an algorithm that greatly reduces quantization noise' wrt ddt
[14:29:32] <fenn> wait a sec, how do you get values like 1000?
[14:30:17] <awallin_emc> probably one count per 1 ms. and ddt gives coutns/sec
[14:30:23] <awallin_emc> I had the ddt in the servo-thread
[14:31:12] <awallin_emc> maybe just put it in a slower thread and accept that the rpm display updates a little slow
[14:31:30] <fenn> seems fishy
[14:32:47] <awallin_emc> have to go attach the encoder to the motor, bbl
[14:42:32] <awallin_emc> what signals does EMC want from the spindle for threading? just the encoder count on some pin?
[14:43:16] <cradek> index and revs
[14:43:48] <awallin_emc> how did you resolve the granularity problem with ddt?
[14:43:49] <cradek> 1.0 is one spindle rotation, etc
[14:44:18] <awallin_emc> ah, so the the encoder position, and not rpm?
[14:44:32] <cradek> yes
[14:44:43] <cradek> velocity is used for css, position is used for threading
[14:45:07] <awallin_emc> ok. will there be a problem with wrap-around of the encoder counter?
[14:45:36] <cradek> no, because a thread pass starts with an index reset
[14:46:27] <awallin_emc> does the m5i20 have a way of resetting the counters?
[14:46:57] <awallin_emc> ah, index-enable.
[14:47:12] <awallin_emc> I probably want to use that then so the count runs from 0 to 4000 on each revolution
[14:48:02] <cradek> you should set the position scale so the position increases 1.0 per rev
[14:48:12] <cradek> that gets fed to motion.spindle-something
[14:48:37] <cradek> check out my lathe-pluto sample config. pluto is a lot like the mesa.
[14:48:46] <awallin_emc> does index-enable reset the position too, or just the count?
[14:48:54] <cradek> position too
[14:48:55] <awallin_emc> ok, the pluto config comes with 2.2.4?
[14:49:03] <cradek> yes
[14:49:14] <awallin_emc> ok
[14:50:07] <cradek> pluto has a high quality encoder velocity output, I guess mesa doesn't yet (but I hear it's coming)
[15:04:31] <SWPadnos> someone could take the VHDL from pluto and stick it in the mesa
[15:08:39] <fenn> its not vhdl is it?
[15:08:50] <fenn> i mean the velocity smoothing code
[15:10:58] <fenn> encoder_velocity(i) = (count - data.last_count[i]) / encoder_scale(i) / fperiod;
[15:11:52] <cradek> oh maybe it's not anything but a simple ddt
[15:12:00] <fenn> * fenn squints at the parentheses
[15:12:05] <cradek> I thought it had the better velocity (based on sub-period timestamps)
[15:12:30] <fenn> why is it (i) instead of [i]?
[15:12:50] <cradek> because any use of the C preprocessor is an abuse of the C preprocessor?
[15:48:11] <lerman> The definition of macros which are not all caps drives me crazy because it is not clear to the casual reader that they are macros. That said, I commonly use a macro called logDebug. It is a macro so that it can be ifdef'd out. It is in mixed case to keep the code looking nice.
[15:48:13] <skunkworks> http://www.electronicsam.com/images/house/garinfloor.JPG
[15:49:11] <lerman> Nice view. What's the body of water?
[15:49:19] <skunkworks> it is the mississippi
[15:49:32] <alex_joni> will your limo fit in there?
[15:49:59] <skunkworks> heh
[15:50:03] <lerman> How far underwater is that slab on a bad day?
[15:50:09] <skunkworks> it is just above lock and dam #6
[15:50:24] <skunkworks> heh - we are probably a good 50 ft above the river
[15:50:51] <lerman> Can't tell that from the photo.
[15:51:05] <dmess> and if that slab sees water the hous below is gone
[15:51:25] <skunkworks> http://www.electronicsam.com/images/house/view2.JPG
[15:51:28] <dmess> you building a garage??
[15:51:30] <skunkworks> yes
[15:51:32] <skunkworks> finally
[15:51:53] <dmess> nice size... radiant floor heat will be nice
[15:52:26] <skunkworks> we where told by tons of people - 'make it as big as you can' :)
[15:52:27] <dmess> wood furnace or electric??
[15:52:34] <lerman> Will it be able to take the loading from the milling machine?
[15:52:41] <skunkworks> have not decided yet.. solar will work in there somewhere
[15:53:03] <skunkworks> heh - I have access to big machinery - I will only have a smallish workshop
[15:53:05] <lerman> Interrupted cuts can vibrate the heck out of it and crack the slab :-)
[15:53:15] <dmess> prepare 1st the execute these adventures or they get expensive FAST
[15:54:06] <dmess> i lost out on FREE okk vertical mill last week
[15:55:30] <dmess> they threw it out all becz it had a mits control and almost everything else is fanuc
[15:56:21] <skunkworks> yeck. Dmess - did you see the almost finished kitchen?
http://www.electronicsam.com/images/house/kitchenalmost.JPG
[15:56:26] <skunkworks> http://www.electronicsam.com/images/house/kitchenalmost1.JPG
[15:56:29] <skunkworks> http://www.electronicsam.com/images/house/kitchenalmost2.JPG
[15:56:48] <skunkworks> http://www.electronicsam.com/images/house/kitchenalmost3.JPG
[15:57:50] <alex_joni> how does that work for cooking?
[15:57:54] <dmess> nicely done...
[15:58:02] <alex_joni> (looks nice though..)
[15:58:12] <alex_joni> skunkworks: don't you need some fume extraction above the stove?
[15:58:27] <skunkworks> yes- when we accumulate more funds..
[15:58:30] <skunkworks> :)
[15:59:31] <alex_joni> ah, ok :P
[15:59:42] <dmess> i hate wood.... i could build an entire ss kitchen faster and better looking than i could with wood
[16:00:07] <skunkworks> heh - the cabinates where re-used.
[16:02:11] <dmess> i have had all new cabinets in the basement now for almost a yr. cant find the sense of humor to rip and replae the kitchen... need to redoo all the wall's seems our little earthquake here a few yrs back shifted the room out of square
[16:04:54] <skunkworks> yeck.
[16:06:46] <dmess> i really dont know how i'll fix it right now...its gonna be a rip it out and see kinda job
[16:32:43] <JymmmmEMC> dmess: Well, JUST DO IT! Then get a street sign that says "dmess Diner" on the front lawn and make the best damn biscuits and country sausage gravy!
[16:33:38] <JymmmmEMC> dmess: Just remember, everything must be six inches off the ground to pass health inspection.
[16:34:47] <dmess> 6 inches.. im sure its NOT that now..
[16:35:00] <JymmmmEMC> dmess: maybe 8"
[16:35:48] <dmess> come on.. my pets will think i'm putting in a room for them
[16:36:12] <dmess> expect lights and cable too
[16:36:22] <JymmmmEMC> All foods and utensils must be stored at least 6 inches off the ground
[16:37:04] <JymmmmEMC> (just looked it up)
[16:37:09] <dmess> 6 is more like it... but i bet i've only got 4-5...
[16:37:29] <JymmmmEMC> So there ya go... now you have a wa to pay for all that SS in your new kitchen
[16:37:49] <JymmmmEMC> plus you'll need exhaust above the stove with grease trap
[16:38:45] <dmess> im under-motivated to start it..
[16:38:47] <JymmmmEMC> you'll need a 3 basin sink as well... wash, rinse, and sanitizer.
[16:38:55] <dmess> si
[16:39:28] <JymmmmEMC> then just put your kids to work
[16:40:08] <dmess> yeah right... so i have to do it over and pay for new mat'l
[16:40:28] <JymmmmEMC> no, no, make them work the diner to pay for the SS
[16:41:49] <dmess> we're not in a zonned area for a legal diner
[16:42:30] <JymmmmEMC> who said anything about legal?
[17:01:57] <awallin_emc> what's the difference btw. motion.spindle-speed-in and motion.spindle-revs ?
[17:02:45] <awallin_emc> and what should I do with spindle-index-enable?
[17:05:33] <alex_joni> awallin_emc: setting up threading?
[17:06:42] <awallin_emc> alex_joni: yes. I'm 'dry-running' everything on the bench. have an encoder on the spindle
[17:07:10] <awallin_emc> now I have the VFD under control by EMC too, actual RPM is pretty close to commanded rpm
[17:07:22] <awallin_emc> these go on a mill, so I'm interested in rigid tapping.
[17:07:56] <alex_joni> you want index-enable connected to motion.spindle-index-enable
[17:08:06] <alex_joni> and spindle position connected to motion.spindle-revs
[17:08:20] <awallin_emc> so EMC commands the encoder counter to go into index-enable state?
[17:08:21] <alex_joni> awallin_emc: look at the nist-lathe config
[17:08:32] <alex_joni> the index-enable is a bidirectional pin
[17:08:44] <_Alphonse_> hi all!
[17:08:54] <alex_joni> hi
[17:09:07] <_Alphonse_> I did a lot last night, alex
[17:09:11] <_Alphonse_> but nothing helped.
[17:09:21] <alex_joni> awallin_emc: motion sets it high when it wants the encoder to be reset at index
[17:09:33] <alex_joni> and the card/driver sets it back to 0 to signal that it did
[17:09:50] <alex_joni> _Alphonse_: I'm not sure I understand what you mean :)
[17:10:09] <_Alphonse_> alex, I reinstalled from 6.06.1 (not live CD), use the script from the website, installed emc 2.2.4 (it seems it does itself to the latest version), and still no luck.
[17:10:25] <alex_joni> still no luck doesn't mean anythign to me
[17:10:49] <_Alphonse_> I keep poking at halcmd to print out the status of the parallel port, but it is not the same as what I see on the mulitmeter. all the address in the hal file match the bios.
[17:11:18] <alex_joni> _Alphonse_: when I walked you through starting the linux module first, then the HAL module I think it worked.. right?
[17:11:39] <awallin_emc> what G-code would test if I have rigid tapping going correctly?
[17:11:44] <_Alphonse_> no. that didn't work either.
[17:11:51] <alex_joni> logger_emc: bookmark
[17:11:51] <alex_joni> Just this once .. here's the log:
http://www.linuxcnc.org/irc/irc.freenode.net:6667/emc/2008-04-06.txt
[17:12:42] <_Alphonse_> that was to remove emc2 in /etc/modules.d, and manually remove the parallel ports with rmmod.
[17:12:59] <_Alphonse_> oh, it seems my parallel port is really PNP.
[17:13:35] <alex_joni> 19:46:46 <_Alphonse_> the scope gives me some that that may be a square wave on the step pin, but less that 5V... the direction pin doesn't go low.
[17:13:59] <alex_joni> sounds like you got it to do something..
[17:14:10] <alex_joni> I assumed that you'll manage from there
[17:14:14] <_Alphonse_> but shouldn't it be 5V to 0V?
[17:14:23] <awallin_emc> yay, I got a G33.1 move that seems to work. the servo jumps a bit just at the end though
[17:14:29] <alex_joni> depends on the port
[17:14:32] <alex_joni> awallin_emc: great
[17:14:50] <_Alphonse_> oh? I'll connect it to a stepper driver and see then...
[17:14:54] <alex_joni> _Alphonse_: some ports have internal pullup resisters, so they don't move much without load
[17:15:01] <_Alphonse_> ohhhhhhhhh
[17:15:18] <_Alphonse_> alright. I'll check. Thanks alex!
[17:15:22] <alex_joni> _Alphonse_: otoh, I think it only worked after you started with the linux driver, then with the HAL driver
[17:15:41] <alex_joni> so maybe you have some exotic parport port which needs some special magic initialisation
[17:15:46] <_Alphonse_> ok. I do all the manual steps then.
[17:16:03] <alex_joni> I would remove the /etc/modules.d/emc2 file, and let it load the parport_pc driver at boot
[17:16:09] <_Alphonse_> it is a DELL. and I tested it on 2 Dells already.
[17:16:23] <_Alphonse_> yeah, and then rmmod the parport_pc
[17:16:25] <_Alphonse_> etc.
[17:16:25] <alex_joni> then before you want to run emc2, remove it with 'sudo rmmod parport_pc' (along with other modules depending on it)
[17:17:04] <_Alphonse_> give me, say, 30 minutes, and I'll connect it to the stepper driver and see.
[17:17:16] <_Alphonse_> honestly, it really did look like noise to me. :p
[17:17:21] <_Alphonse_> but I'll test it out.
[17:17:24] <_Alphonse_> thanks alex!
[17:23:21] <_Alphonse_> how come everytime I reboot I get the reboot: line 19: 5752 Segmentation fault?
[17:24:01] <_Alphonse_> does that have something to do with the werid hardware I have?
[17:26:39] <fenn> the reboot command is segfaulting? that's weird (but doesnt really matter)
[17:27:19] <_Alphonse_> well, after I shutdown the machine , it usually will tell me "Operating System Not Found"
[17:27:42] <_Alphonse_> and I had to do something like going into the BIOS and then it will be OK.
[17:27:56] <_Alphonse_> GRUB takes like a minutes to finally start loading.
[17:28:09] <_Alphonse_> I reinstalled GRUB, but it didn't help.
[17:29:00] <_Alphonse_> it is just me wondering why 2 machines will have the same problem... although both are Dell.
[17:29:43] <_Alphonse_> actually, I tried 3 machines. before, I tried EMC2 on a Thinkpad, but the realtime stuff is horriable... after reading the FAQ I gave up on the Thinkpad.
[17:35:47] <_Alphonse_> interesting: according to /proc/ioports, I have 2 parport0. "0378-037a : parport0" and "037b-037f : parport0"
[17:36:14] <owhite> hey people. I'm trying to launch a command in axis. I have it embedded in the menu and it gets called by exec. The problem is that I'd like it to display some text output. Preferably it would dump something to a window and then I could close it. Any suggestions?
[17:36:28] <_Alphonse_> and Device Manager does't recongize my parallel port anymore after removing emc2 from /etc/modprobe.d/
[17:39:19] <DanielFalck> owhite: if you're launching axis from a terminal you could do some print statements that would output to that terminal
[17:39:52] <alex_joni> owhite: how about sending a MDI command to emc?
[17:40:07] <alex_joni> (MSG, foo) should give you a popup
[17:40:32] <alex_joni> _Alphonse_: sounds like something is foobared on that hardware..
[17:40:43] <alex_joni> (but there's only so much one can do over IRC..)
[17:40:58] <owhite> alex_joni: sounds good. (MSG, foo) gets called from where? In axis?
[17:43:31] <alex_joni> you send it via MDI to emc
[17:43:39] <alex_joni> it's basicly g-code ;)
[17:43:40] <owhite> ...think I got it, its called from the MDI "command line" in axis.
[17:43:46] <alex_joni> right
[17:44:12] <alex_joni> you can send it with halui if you don't want to hack AXIS
[17:44:46] <fenn> _Alphonse_: the two ports are the data port and the control port (i think)
[17:46:21] <owhite> alex_joni: so any idea how the the program I am calling from the axis menu could make a call like (MSG, foo)? Like is there a way to do that in a shell script?
[17:47:29] <_Alphonse_> fenn, oh, thanks. still connecting to stepper driver to test it.
[17:52:24] <awallin_emc> how would I do a frequency counter in HAL? I have a digital IO line with a pulse-train coming in (it's supposed to be spindle-load from the VFD)
[17:56:51] <fenn> use encoder.n.velocity
[17:57:32] <awallin_emc> I have only one pulse-train, not two quadrature signals, could I still put that into an encoder?
[17:58:19] <fenn> yes
[17:58:49] <alex_joni> there is a component called counter
[17:58:55] <alex_joni> (or is that a mode for encoder?)
[17:59:05] <alex_joni> which only counts one signal (not quadrature)
[17:59:10] <fenn> you have to set encoder.N.counter-mode
[17:59:19] <fenn> counter is deprecated in favor of encoder
[18:00:27] <fenn> honestly i think 'encoder' should have been renamed 'counter'
[18:01:09] <awallin_emc> looks like I'll have a spindle load monitor in EMC, pretty cool!
[18:07:08] <_Alphonse_> duty call. I'll report back my results later. :) bye
[18:08:17] <awallin_emc> at least I can get something proportional to the spindle current. That should correlate with load...
[18:13:16] <owhite> hey folks. how do you launch halshow.tcl on the command line?
[18:15:50] <airbrush> hello all
[18:19:12] <owhite> alex_joni: how to launch halshow.tcl on the command line?
[18:19:23] <alex_joni> owhite: I have no idea
[18:19:29] <alex_joni> I run it from AXIS when I have to..
[18:19:40] <owhite> got it.
[18:19:48] <alex_joni> it should be something like emcsh -ini /path/to/ini halshow.tcl
[18:19:52] <alex_joni> but it's been a while :D
[18:23:02] <owhite> emcsh is dumping a lot of textola.
[18:23:17] <alex_joni> owhite: can you be more specific?
[18:23:55] <owhite> libnml/cms/cms_cfg.cc 624: cms_config: can't open 'emc.nml'. Error = 2 -- No such file or directory
[18:24:10] <owhite> it starts with that gripe and then keeps on going.
[18:24:13] <alex_joni> yeah, you need to be in the dir where the config is
[18:24:24] <alex_joni> cd /path/to (where ini is)
[18:24:33] <alex_joni> then emcsh -ini ./inifile halshow.tcl
[18:26:25] <owhite> yes indeed. that worked.
[18:26:43] <alex_joni> like I said.. it's been a while :)
[18:26:45] <owhite> so the syntax to run halshow.tcl is...
[18:27:09] <owhite> emcsh halshow.tcl -- -ini .ini_file
[19:26:02] <tomp> delta current could be proportional to load ( change in current beyond over no load current ), might even detect broken tool ;) or if fine enuf, a wearing tool, a clogging dril
[19:27:07] <tomp> maybe automate chip load according to last nite's discussion
[20:46:46] <jmkasunich> winter sucks:
http://jmkasunich.com/pics/vn-rust-2000.jpg
[20:48:31] <alex_joni> no coating before the winter?
[20:48:37] <jmkasunich> it was oiled
[20:48:44] <alex_joni> bummer
[20:48:49] <jmkasunich> and covered with a breathable cover (cloth)
[20:49:05] <jmkasunich> I wish I knew why some surfaces rust and others don't
[20:49:10] <jmkasunich> like top and front to table
[20:49:13] <jmkasunich> s/to/of
[20:49:15] <alex_joni> some are stainless
[20:49:23] <alex_joni> (not in this case..)
[20:49:23] <jmkasunich> both are bare cast iron, both were oiled
[20:49:43] <alex_joni> seems like the top one rusted because moisture sat on it
[20:49:54] <alex_joni> maybe you had some temp changes, which caused condensation
[20:49:55] <jmkasunich> probably
[20:50:00] <alex_joni> or something like that
[20:50:16] <jmkasunich> definitely had temp changes - it is 69F today, was <30F a day or two ago
[20:50:23] <jmkasunich> foggy friday night, etc
[20:51:40] <jmkasunich> off to see what I can do about it....
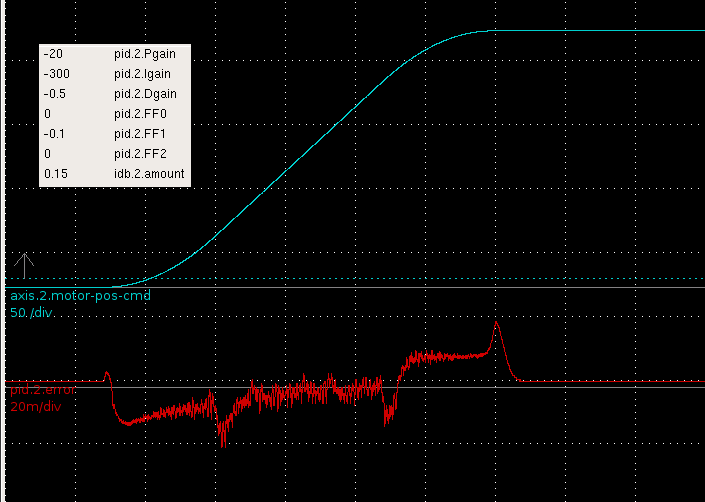
[20:54:53] <awallin_emc> this is how my tuning looks now
http://www.anderswallin.net/wp-content/2008_04pid/best.png
[20:57:53] <alex_joni> maybe a tiny bit more P?
[20:59:01] <awallin_emc> I think it was 20 now, and at 30 I got oscillations. anyway have to postpone final tuning until motors are in the machine
[21:00:43] <alex_joni> sounds good
[21:04:19] <awallin_emc> gnight from this computer
[21:10:43] <awallin> gnight from here too
[21:34:59] <jmkasunich> "wall off, insulate, and heat back part of garage" goes on the TO-DO list :-(
[21:35:40] <SWPadnos> don't forget the chassis heater for the VN
[21:35:56] <jmkasunich> I wonder if that would be the right way to go
[21:37:59] <jmkasunich> 1/2" diameter, 1.5" long, 60 watts, $14 at mcmaster
[21:38:06] <SWPadnos> it should prevent condensation at least as well as heating the place
[21:38:29] <SWPadnos> especially if you actually open the door from time to time, for instance to park a vehicle or get the shovel out
[21:38:32] <jmkasunich> wonder if there are many places where I can drill a 1/2" dia x 1-1/2" deep hole
[21:38:55] <jmkasunich> the heating option would include walling off the back 8' of garage
[21:38:57] <jtr> heating the garage makes it usable in winter
[21:39:06] <SWPadnos> I think gene said he put a 100W light bulb inside his machine
[21:39:43] <jmkasunich> there isn't really an inside for the parts that rusted
[21:39:47] <jmkasunich> table mostly
[21:40:07] <jmkasunich> I could probably clamp a strip heater to the table
[21:40:35] <SWPadnos> I don't know how much would radiate, but thermal conduction should keep the whole machine a couple of degrees warmer
[21:41:26] <jmkasunich> I just had a vision of a block of Alu about an inch thick, 2" wide, and 8" long, with a cartridge heater in it
[21:41:46] <jmkasunich> put on table, run ram forward, run knee up, until block is clamped between table and bottom of ram ways
[21:41:47] <SWPadnos> yep
[21:41:52] <jmkasunich> that would heat the head and table
[21:42:15] <SWPadnos> I have the same problem, which I haven't solved
[21:42:24] <SWPadnos> and my garage is insulated too - doesn't help much
[21:42:38] <jmkasunich> put a 80F or so klixon on there, so if I power it up without attaching it to the machine it won't overhead
[21:42:46] <jmkasunich> s/d/t
[21:43:01] <SWPadnos> klixon?
[21:43:45] <jmkasunich> bimetal temp switch
[21:43:47] <jmkasunich> http://img367.imageshack.us/img367/2590/klixonfl8.jpg
[21:44:16] <jmkasunich> actually this is the traditional klixon form factor:
http://www.globalspec.com/NpaPics/63/99672_040120037978_ExhibitPic.jpg
[21:45:16] <SWPadnos> ok -I've seen bimetal switches, just didn't know the name klixon
[21:45:52] <jmkasunich> klixon invented the ones that used a domed bimetal disk that snaps when it reaches a threshold
[21:46:08] <jmkasunich> snap action = no contact arcing
[21:46:24] <jmkasunich> clicks on, clicks off
[21:46:27] <SWPadnos> interesting. that's what they use in our teapot/water-heater thing
[21:46:37] <jmkasunich> they're everywhere
[22:32:59] <jtr> JymmmmEMC: Is this you?
http://video.google.com/videoplay?docid=8010116144503943765
[23:24:31] <jepler> ooh neat stuff on awallin's blog today
[23:44:27] <skunkworks> jmkasunich:
http://www.electronicsam.com/images/house/garinfloor.JPG
[23:45:04] <jmkasunich> * jmkasunich envies
[23:45:36] <skunkworks> don't know when the whole place will be insulated..
[23:45:47] <skunkworks> or built for that matter ;)
[23:46:17] <skunkworks> but concrete tomorrow
[23:46:36] <jmkasunich> nice
[23:46:45] <jmkasunich> you have good weather up there?
[23:47:04] <skunkworks> this weekend - yes.
[23:47:08] <skunkworks> the winter sucked.
[23:47:25] <skunkworks> it was in the 60s yesterday. cloudy today with a bit of rain.
[23:47:32] <skunkworks> off and on
[23:47:35] <skunkworks> still pretty warm
[23:47:44] <jmkasunich> warm today
[23:47:52] <skunkworks> we got the foam and tubing down yesterday
[23:48:01] <jmkasunich> in fact, I should get back outside and finish these parts before it cools off
[23:48:26] <skunkworks> heh - have fun.. isn't part of the problem - oil floats on water?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}