Back
[00:16:06] <e8mange> Hello! I have a question about stepper driver qudrature input.
[00:16:36] <e8mange> Is it suppose to step on both rising and falling edges?
[00:26:04] <e8mange> Anybody?
[00:28:02] <LawrenceG> e8mange: yes... each transition is a state change and is one step fwd or back
[00:28:37] <LawrenceG> quad can run at twice the step rate or better because of this
[00:29:36] <e8mange> Ok, very good. Is it any downside of it?
[00:31:35] <LawrenceG> no... its better than step/dir... it is more noise imune as well.... I dont know why it isnt used more... I run my stepper with a quad (step type = 2 ) driver
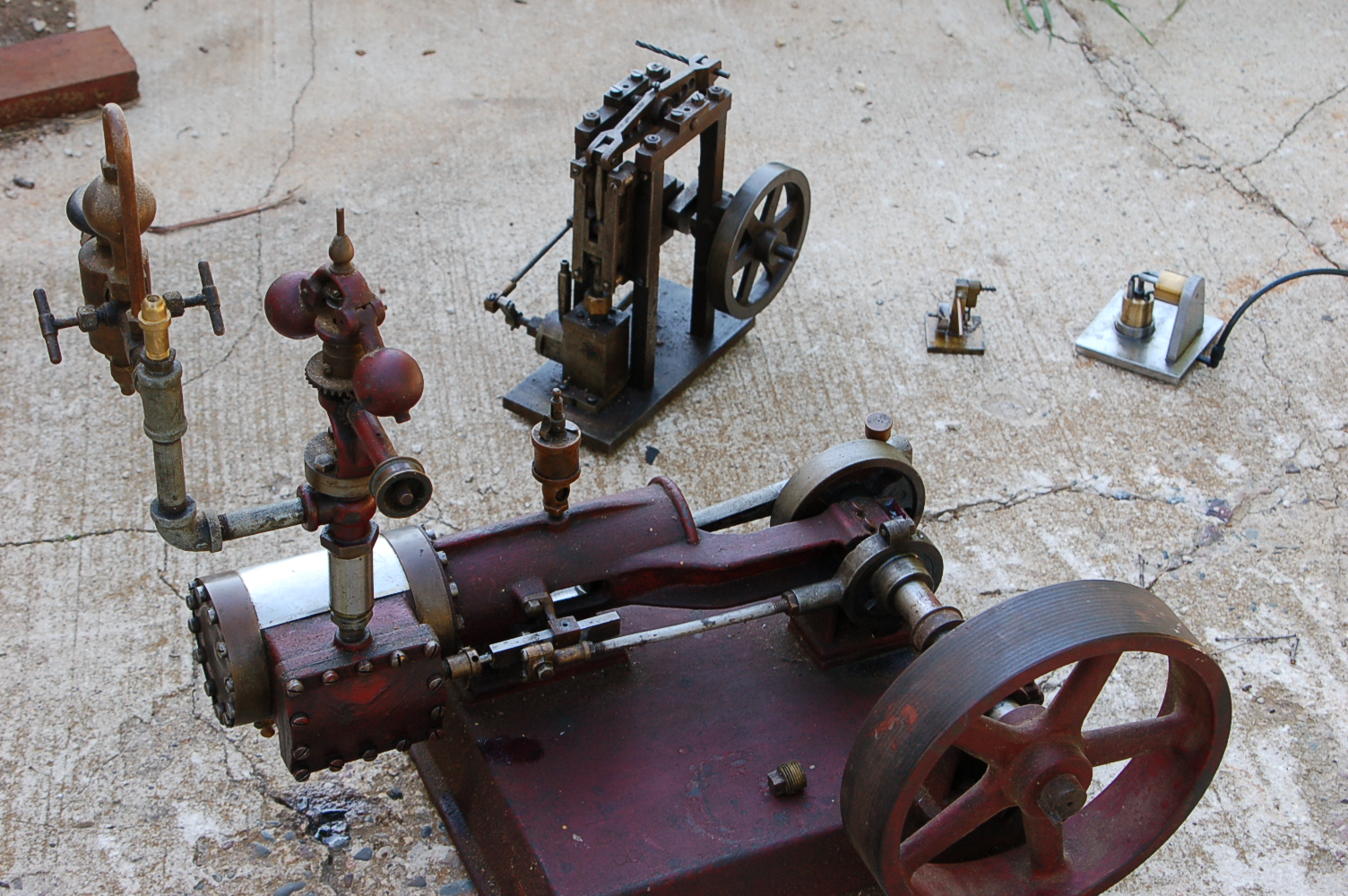
[00:32:29] <skunkworks> http://www.electronicsam.com/images/steam/DSC_3839.JPG
[00:32:42] <skunkworks> http://youtube.com/watch?v=A4u-Aj5Iwo0
[00:33:03] <LawrenceG> cool... I ordered some samples from TI online yesterday and they just showed up at the door.. not bad for living on an island in Canada
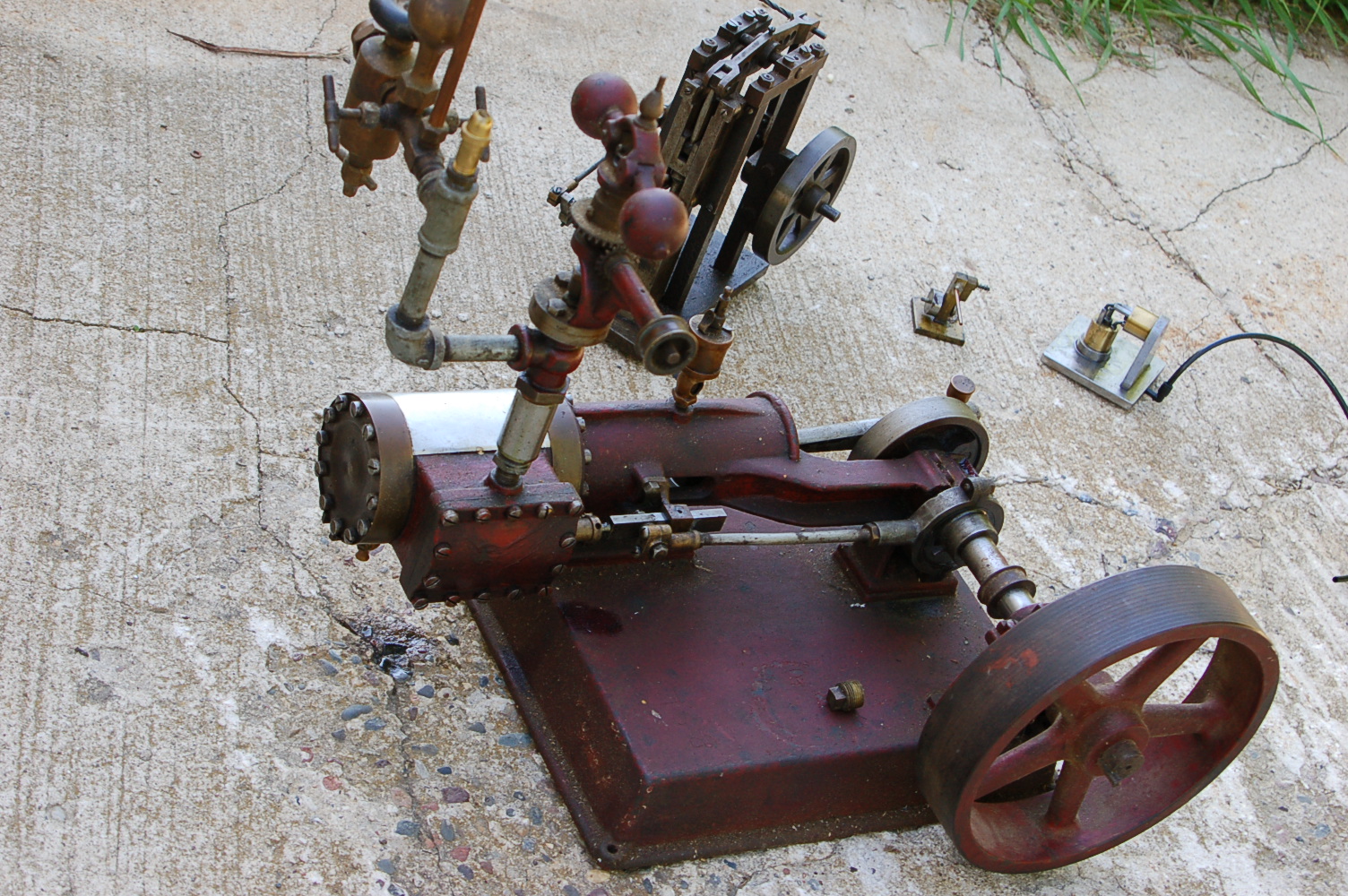
[00:33:07] <skunkworks> http://www.electronicsam.com/images/steam/DSC_3844.JPG
[00:36:36] <skunkworks> LawrenceG: how is the 3 phase drive? any progress?
[00:36:44] <e8mange> ok, thank you very much!
[00:38:12] <The_Ball_> LawrenceG, i also use q4 for my x and y axis
[00:38:28] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[00:39:38] <LawrenceG> skunkworks: none so far... back onto another brushed servo drive design (TI smps parts)
[00:40:09] <skunkworks> cool
[00:40:24] <LawrenceG> looking for soemthing about 12-15amps for 12 or 24 volt servo motors
[00:40:33] <The_Ball_> how's it going skunkworks
[00:41:15] <skunkworks> The_Ball_: good.. keeping busy :)
[00:41:56] <The_Ball_> i know about that, just got back from a tradeshow. what's the driving part in the elbow steam engine? the top or bottom?
[00:42:17] <skunkworks> LawrenceG:
http://www.electronicsam.com/images/KandT/servostart/ampmess.JPG
[00:42:22] <skunkworks> both
[00:42:34] <skunkworks> The_Ball_: both top and bottom
[00:43:40] <LawrenceG> skunkworks: cool... I have seen that.... I would like that idea but with a current driven design (ie full time current limiting)
[00:44:22] <LawrenceG> I think I can do it with a switching mode power supply chip running with current feedback
[00:44:49] <skunkworks> I will probably have to add current limit - but I am going to give it at try as it
[00:46:04] <LawrenceG> if one uses a current mode system, the response to changes is much faster than a voltage driven system (the old inductance issue)
[00:46:29] <The_Ball_> very cool engine principle. very funny how the guy in this picture uses a tissue to start the engine so he wont ruin the polish!
http://youtube.com/watch?v=vT42_eHmgGY
[00:49:15] <skunkworks> yah - that would not be me.. ;)
[01:03:13] <Skullworks-PGAB> Alex still awake?
[01:08:22] <Skullworks-PGAB> I have a page for the Wiki - not sure where to stick it - was thinking HOMING - its drafted in an Open office .odt file at present.
[01:48:43] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[02:08:44] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[02:11:17] <JymmmEMC> Skullworks-PGAB: ew
[02:14:30] <Skullworks-PGAB> ew?
[02:14:35] <JymmmEMC> OO
[02:14:50] <Skullworks-PGAB> beats M$O
[02:15:00] <JymmmEMC> not by much
[02:15:16] <Skullworks-PGAB> normal dot dot...
[02:16:12] <Skullworks-PGAB> I DO NOT miss supporting M$ apps and O/S - I only miss the paychecks...
[02:28:21] <cradek> http://www.youtube.com/watch?v=t0z8QbRGzY8
[02:28:33] <cradek> sometimes the non-CNC videos are impressive too
[02:29:13] <jmkasunich> heh
[02:29:16] <cradek> I'd like to see them bore it though
[02:29:26] <cradek> hi jmk
[02:29:30] <jmkasunich> that would tkae one heck of a boring bar
[02:29:34] <jmkasunich> hi chris
[02:29:37] <cradek> I'm watching cnc porn on youtube
[02:29:53] <jmkasunich> and spreading it on IRC!
[02:30:13] <a-l-p-h-a_> uhuh.
[02:30:23] <cradek> oh I forgot, it's fashionable to say "consuming" instead of "watching" - makes it sound dirtier
[02:30:25] <a-l-p-h-a_> that is a MASSIC lathe.
[02:30:29] <jmkasunich> I really need to get some speakers - those guys look like they're telling jokes or something
[02:30:29] <a-l-p-h-a_> holy shit it's long
[02:30:53] <cradek> I should have brought you speakers at workshop - I'm sure I've got some around
[02:31:07] <jmkasunich> I probably could scrounge some
[02:31:08] <cradek> although it's not really a big investment :-)
[02:32:39] <a-l-p-h-a_> $1 at the dollar store.
[02:33:00] <a-l-p-h-a_> $0.99 at the $0.99 store, if you want to skimp.
[02:33:16] <jmkasunich> yeah, its strictly a round tuit thing
[02:37:06] <a-l-p-h-a_> WOW. t some around
[02:37:04] <a-l-p-h-a_> [22:30:38] <jmkasunich> I probably could scrounge some
[02:37:04] <a-l-p-h-a_> [22:30:39] <cradek> although it's not really a
[02:37:06] <a-l-p-h-a_> oops
[02:37:14] <a-l-p-h-a_> this...
http://www.youtube.com/watch?v=q6-4oyIoku4&mode=related&search=
[02:37:14] <a-l-p-h-a_> I didn't know.
[02:37:20] <a-l-p-h-a_> I learned something new. :)
[02:37:41] <jmkasunich> http://www.youtube.com/watch?v=Zkkv15QPb
[02:38:05] <jmkasunich> http://www.youtube.com/watch?v=toI6dJjaGeU
[02:39:16] <a-l-p-h-a_> I'd love to make one of these.
http://www.youtube.com/watch?v=xF15NA4vR2w&NR=1
[02:40:25] <a-l-p-h-a_> jmkasunich, that first link didn't work.
[02:41:15] <jmkasunich> http://www.youtube.com/watch?v=Zkkv15QPbrM
[02:41:20] <jmkasunich> truncated a couple chars, sorry
[02:42:40] <cradek> that's about 15rpm - cool
[02:43:18] <The_Ball_> a-l-p-h-a, thanks for that link about center drilling, very nice
[02:43:30] <a-l-p-h-a_> yeah. it's not bad at all.
[02:44:24] <cradek> those are watchmaker tricks (and tools)
[02:44:34] <a-l-p-h-a_> I want this.
http://www.youtube.com/watch?v=tkxA1MpX5_U&mode=related&search=
[02:44:37] <cradek> he needs a T rest though
[02:44:37] <a-l-p-h-a_> I'd eat more apples this way
[02:46:17] <cradek> http://www.youtube.com/watch?v=8wPMNTFj-b8
[02:46:24] <cradek> is it my turn to be the spindle motor again!?
[02:46:45] <a-l-p-h-a_> I saw that hehe
[02:46:54] <a-l-p-h-a_> that's funny... but effective
[02:48:14] <a-l-p-h-a_> http://www.youtube.com/watch?v=MX4SWe8WFA4&mode=related&search= who posted this? :)
[02:48:46] <a-l-p-h-a_> slow lathe.
[02:48:48] <cradek> that was pre-CSS/FPR
[02:48:55] <a-l-p-h-a_> FPR?
[02:48:55] <cradek> it would be nice if he would make another one
[02:48:58] <a-l-p-h-a_> huh?
[02:49:10] <a-l-p-h-a_> I could make a few...
[02:49:13] <a-l-p-h-a_> I just don't have anything cool to make
[02:49:17] <cradek> but yeah it's on the slow side
[02:49:29] <cradek> this program is in cvs I think
[02:50:06] <a-l-p-h-a_> no svn?
[02:50:11] <a-l-p-h-a_> I've learned to love svn.
[02:50:13] <a-l-p-h-a_> so nice.
[02:50:17] <a-l-p-h-a_> svn ci
[02:50:20] <a-l-p-h-a_> svn up
[02:50:20] <cradek> no we use cvs
[02:50:24] <a-l-p-h-a_> :(
[02:50:33] <a-l-p-h-a_> you guys should make the switch.
[02:50:40] <cradek> noted
[02:50:45] <a-l-p-h-a_> jmkasunich, is there anything I can play with on my mesa?
[02:50:59] <a-l-p-h-a_> seriously, it's really sweet...
[02:52:54] <jmkasunich> http://www.youtube.com/watch?v=MiBG-Hpd1ZU <-- really long part
[02:52:58] <a-l-p-h-a_> neat
http://www.youtube.com/watch?v=WOkTicfPp2o
[02:53:28] <a-l-p-h-a_> HOW LONG is that???
[02:53:36] <jmkasunich> effin long
[02:53:48] <a-l-p-h-a_> WOW
[02:53:52] <a-l-p-h-a_> that thing is LONG!
[02:55:32] <jmkasunich> lol - this beats the apple lathe:
http://www.youtube.com/watch?v=qQjzHzT1M3I
[02:55:40] <Skullworks-PGAB> must have used a gantry crane to load it - there wasn't room for a forklift.
[02:56:57] <cradek> Skullworks-PGAB: I think they could have just moved the banana by hand
[02:57:32] <a-l-p-h-a_> this guy has lots of nice vids
http://www.youtube.com/user/gmark1953
[02:59:55] <Skullworks-PGAB> cradek - artfully taken out of context...
[02:59:58] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[03:00:29] <jmkasunich> http://www.youtube.com/watch?v=zG4XJnkVHxs <--- how to fix a virus infested doze box
[03:03:56] <Skullworks-PGAB> http://www.youtube.com/watch?v=-Lj6vaEiZBk&mode=related&search= Good old Mori with a Fanuc 6T (thats an 8086 CPU) note those Yellow cap 4 brush DC servos...
[03:11:19] <a-l-p-h-a_> http://www.youtube.com/watch?v=Zhqstz_A0C0 <-- HEY!
[03:11:27] <a-l-p-h-a_> super glue chuck idea
[03:11:28] <a-l-p-h-a_> nice
[03:12:31] <jmkasunich> http://www.youtube.com/watch?v=zG4XJnkVHxs scary to stand near that
[03:12:50] <cradek> a-l-p-h-a_: shellac is better
[03:13:36] <cradek> also, with shellac you can center the work before it hardens
[03:13:50] <a-l-p-h-a_> interesting
[03:14:11] <a-l-p-h-a_> I want to know how this guy gets it off now... with acetone?
[03:14:14] <cradek> I should photograph some of my watchmaker lathe stuff
[03:14:21] <a-l-p-h-a_> cradek, yeah!
[03:14:41] <cradek> I have a set of what they call "wax chucks" that are just for holding stuff with shellac
[03:15:07] <cradek> (not sure why they're called wax chucks)
[03:15:26] <a-l-p-h-a_> that's cool, how he held it in place.
[03:15:35] <ds2> hey cradek, you were saying something about Oracs earlier? does EMC have special support for it?
[03:16:38] <cradek> ds2: no, I just answered a question for someone using emc on an orac
[03:17:29] <cradek> a-l-p-h-a_:
http://www.hswalsh.com/itemdetail.aspx?i=HL187A&t=243
[03:17:33] <ds2> cradek: oh... okay.
[03:17:36] <cradek> wax chucks
[03:17:54] <cradek> well one's a collet, ignore that
[03:21:22] <Skullworks-PGAB> cradek - thought of a use for your extra axis' - ever watch a dual turret cnc lathe run...
[03:21:40] <ds2> Hmmmm 0-10V for spindle speed control seems to be a standard of sorts..., does this mean I can put something like a I2C DAC on the parallel port and have EMC control the spindle speed (openloop)?
[03:22:05] <cradek> ds2: I just use pwmgen on a parport bit
[03:22:25] <ds2> cradek: how does that physically interface with a VFD?
[03:22:48] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[03:22:48] <cradek> hmm 10V, mine is 0-5
[03:22:50] <cradek> forget it
[03:23:04] <cradek> maybe you could get 10V from somewhere and drive an optoisolator directly
[03:23:06] <a-l-p-h-a_> wow, they're expensive
[03:23:21] <a-l-p-h-a_> wonder what's wrong with my work computer
[03:23:43] <ds2> I am looking at an old Orac this weekend and it apparently has a VFD that takes 0-10V...
[03:23:59] <ds2> I assume there is a suitable power supply inside it already
[03:24:01] <Skullworks-PGAB> ds2 -
http://www.cnc4pc.com/Store/osc/product_info.php?cPath=25&products_id=58
[03:24:31] <ds2> Skullworks, nice
[03:24:41] <cradek> nice find
[03:25:22] <ds2> that's cheaper then a digispeed too
[03:25:24] <cradek> I'm bothered that they call that kind of thing step/dir - it's pwm/dir
[03:26:11] <ds2> well, their site doesn't impress me either... their link for a large picture is broq
[03:27:48] <a-l-p-h-a_> this is COOL.
http://www.youtube.com/watch?v=9mx78heOqr4
[03:28:08] <a-l-p-h-a_> man... youtube has some quality stuff now these days
[03:30:06] <Skullworks-PGAB> link is java script - works for me
[03:30:21] <ds2> if a link requires javascript, that site is definitely broq
[03:31:01] <ds2> I assume the rj45.htm link on the bottom is also broq in the same way?
[03:31:25] <Skullworks-PGAB> he does get most his product ideas from the mach users forum...
[03:40:19] <a-l-p-h-a_> thank you darwin.
http://gizmodo.com/gadgets/darwin-at-work/why-you-shouldnt-smash-a-can-of-wd+40-280250.php
[03:43:01] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[04:00:18] <JymmmEMC> ds2: : No, the reason they use JS for links is to prevent excessive bandwidth usage from bots, harvesters, and the like.
[04:13:58] <steve_stallings> steve_stallings is now known as steves_logging
[04:35:45] <Skullworks-PGAB> moving along in EAGLE and hit a wall - I can't find the right symbol for a .1uF non polar cap...
[04:36:18] <Skullworks-PGAB> why is it always the simple stuff that trips you up.
[04:40:05] <cradek> Skullworks-PGAB: in the RCL library
[04:47:40] <Skullworks-PGAB> yeah - I'm in there...
[04:47:59] <Skullworks-PGAB> but which
[04:48:22] <Skullworks-PGAB> any .1" non polar would work
[04:49:54] <Skullworks-PGAB> * Skullworks-PGAB goes and pulls out the mouser catalog...
[04:49:56] <cradek> pick one that has the pins the size and spacing you want - the exact symbol is irrelevant
[04:51:30] <Skullworks-PGAB> still trying to figure out the abrev desc.
[04:51:43] <cradek> the numbers?
[04:51:57] <cradek> I forget exactly but it has something to do with spacing in mm I think
[04:52:05] <Skullworks-PGAB> .1 spacing
[04:52:10] <Skullworks-PGAB> ah
[04:52:31] <cradek> is there a 2.5 maybe
[04:55:30] <ds2> JymmmEMC: that's too bad. those vendors get ignored.
[05:02:45] <Skullworks-PGAB> caps done...
[05:36:05] <JymmmEMC> ds2: but your weird so it doesn't count.... no ebay, no Js, Hello why don't ya get rid of color and or graphical too, stick with good ol' terminals
[05:36:27] <JymmmEMC> dont forget dialup and 14.4 modems
[05:41:18] <ds2> JymmmEMC: I do tell my browser to ignore fonts and colors too
[05:41:24] <ds2> so why NOT? =)
[05:50:47] <[1]a-l-p-h-a> [1]a-l-p-h-a is now known as a-l-p-h-a
[06:01:22] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[06:04:07] <JymmmEMC> * JymmmEMC sighs
[06:25:29] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[06:31:43] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[06:51:12] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[07:18:44] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[07:46:16] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[08:08:59] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[08:37:25] <[1]a-l-p-h-a> [1]a-l-p-h-a is now known as a-l-p-h-a
[08:54:40] <jlmjvm> anyone up?
[09:09:14] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[09:09:23] <x3rox> Hi, has somebody a self built CNC mill with steppers and L297/298 in use? I have some questions.
[09:10:31] <x3rox> cradek, are you at your kbd, please?
[09:11:56] <x3rox> Somebody here at all?
[09:12:07] <archivist> yes
[09:12:16] <x3rox> Oh, hello!
[09:12:43] <x3rox> Are you experienced with steller drivers?
[09:12:54] <x3rox> Stepper drivers, I meant.
[09:13:13] <archivist> with timezones and work you need to wait on irc sometimes
[09:13:27] <archivist> I have used them yes
[09:13:34] <x3rox> From where are most of you?
[09:14:25] <archivist> Im uk there are other eu and a lot USA
[09:15:02] <x3rox> So it is currently a bad time, afternnoon will be better? (I am from Austria)
[09:15:21] <archivist> can be a better time
[09:16:29] <archivist> its best on irc to just ask the actual question
[09:17:30] <x3rox> Hope you have an idea on my problem: I finished one stepper driver (L297+L298). It works, I currently feed in a rectangle signal from an frequency generator and the stepper turns, but it makes incredible noise even in half step mode. Is this normal?
[09:18:23] <archivist> vary the speed and the noise will peak at the resonant speed
[09:18:36] <archivist> thats the speed to avoid
[09:19:08] <archivist> you need to accelerate through that speed
[09:19:17] <x3rox> How many steps/second are fine for industrial steppers (1.8°, 2.5A)
[09:19:34] <archivist> depends on stepper motor
[09:20:17] <x3rox> Sanyo Denki
[09:20:39] <x3rox> ~2" diameter, maybe a little less.
[09:21:11] <archivist> see their data sheet
[09:21:40] <x3rox> I'll try to find one. What is a safe value which should always work?
[09:22:41] <archivist> also depends on the mass the stepper motor is connected too, so each system can be different
[09:23:46] <x3rox> You write I should accelerate through this resonant speed. So I must keep below in working, because it is surely no good idea to accelerate while the tool is in touch with the workpiece?
[09:26:08] <archivist> get up to speed first before contact
[09:28:02] <x3rox> About mechanics: Leading spindle ø12x6,32mm, rubber clutch for damping. It is actually an old engraving machine I got very cheap. Electronics is damaged, but mechanics is fine.
[09:28:29] <x3rox> So I think this is noextraordinary load to the stepper...
[09:29:13] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[09:29:43] <archivist> sound like a useful basic machine to start with
[09:30:58] <x3rox> I see it exactly this way, and it is surely perfect for my needs.
[09:33:01] <x3rox> I have some problem with the chopper (for current limiting). The current sensing resistors are 0.47 Ohms (instead of 0.5 Ohms), but this should not be a problem. I only wonder that I can adjust the current up to 1.4A (in total), then it suddenly goes to full current and the L298 gets extremely hot.
[09:39:07] <archivist> .47 is near enough
[09:39:24] <archivist> but the sudden getting hot is not
[09:41:47] <x3rox> Exactly what I am worried about. My PCB has a direct connection from the sensing resistor to the sense-input of the L297, as shown in the datasheet. Is this ok?
[09:44:58] <x3rox> Cradek uses a PCB which has R-C filters in the feedback, this will cause a little delay. (10k in series, 220pF to ground).
[09:46:21] <archivist> and noise reduction, the delay will be so small
[09:47:59] <x3rox> Well, I currently use a laboratory power supply over a 2 meters long cable, this surely will make it easier to oscillate...
[09:48:34] <x3rox> Should I insert the RC filters?
[09:49:09] <archivist> a bit long wire yes use good decoupling near the IC's
[09:49:57] <x3rox> What shall I decouple? I have 470uF directly besides the L298. Sufficient?
[09:50:40] <archivist> also have a "fast" capacitor eg a 220N ceramic
[09:51:40] <x3rox> In the power lines I also have 0.1uF Ceramics
[09:52:16] <x3rox> This is 100nF
[09:53:03] <archivist> scope it to see if it goes unstable or if psu noise is a problem
[09:54:11] <x3rox> I assume that it will help much more to get the PSU as close to the drivers as possible and use then a really hugh capacity in it to buffer short peak currents.. You agree?
[09:54:48] <archivist> thats what local capacitors are for as well
[09:55:38] <x3rox> :-) Do you have a wiring scheme of _your_ stepper driver boards?
[09:56:05] <x3rox> To let me compare with my one
[09:58:26] <x3rox> Whow, I just received my isolator ICs! (Ti, ISO7220MDR). Now I can finish my isolator board to the PC. :D
[09:59:36] <x3rox> They are so small (SO08)... SMD is a totally new thing to me, but I learn loving it more and more.
[10:01:37] <x3rox> archivist: Do you have a wiring scheme of your L298 PCBs?
[10:04:16] <archivist> no was a long time ago at a previous job
[10:06:18] <x3rox> Sad. Do you think that the RC damping in the current-feedback will be a good idea, or will it bring nothing?
[10:07:46] <archivist> it may avoid a resonance/instability problem
[10:09:16] <x3rox> So I will take my cutter and insert it. Let's see if this changes something. Do you mean electric or mechanical resonance?
[10:09:41] <archivist> electrical
[10:09:54] <archivist> but it can be related
[10:10:13] <x3rox> Doesn' this "phase shifting" actually enforce oscillations?
[10:11:20] <archivist> it could put it out of band and therefore stop oscilations
[10:12:32] <x3rox> Seems I must try it simply out. Thanks for your advice. What is a usual buffering capacitor for 3 axes, 2Amps per phase?
[10:12:47] <x3rox> (for the power supply)
[10:14:45] <x3rox> The original electronics uses one 6800uF Elco. Appears small to me...
[10:17:58] <archivist> remember the size is also related to frequency, eg its steprate not 100hz mains so can be smaller
[10:18:36] <x3rox> right. But it can also happen that a stepper does one step per minue...
[10:19:40] <archivist> yes but the rate of 1 step is still very small
[10:20:29] <x3rox> How high would you go with the PSU voltage? L298 accepts up to 46V
[10:21:15] <archivist> higher is better , 40v maybe
[10:22:07] <archivist> unstabalised 30-35
[10:22:51] <x3rox> Thanks. What is your profession, if I may ask?
[10:24:57] <archivist> electronics engineer, then software, currently clockmaker
[10:25:09] <archivist> a bit varied
[10:25:50] <archivist> so although mainly mechanical here we also to electronic clocks
[10:26:00] <x3rox> Therefore! You made immediately the impression that electronics is well known to you. ;-)
[10:52:50] <renesis> hi
[10:52:59] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[10:53:11] <renesis> does emc impliment cutter radius compensation?
[11:02:10] <x3rox> archivist: How do you manually solder SMD parts? Until now I soldered 8 SO08 IC's...
[11:10:30] <JymmmEMC> http://www.linuxcnc.org/handbook/gcode/diacomp.html
[11:10:50] <JymmmEMC> renesis:
http://www.google.com/search?q=radius+compensation+site%3Alinuxcnc.org&start=0&ie=utf-8&oe=utf-8&client=firefox&rls=org.mozilla:en-US:unofficial
[11:11:31] <JymmmEMC> http://www.linuxcnc.org/docs/html/gcode/tool_compensation/index.html
[11:21:45] <archivist> x3rox, hard work and a very fine tip
[11:36:55] <renesis> hmm
[11:37:02] <renesis> can you unhome an axis?
[11:37:24] <renesis> i totally hit the home key whole jogging
[11:40:01] <renesis> my pcbs last drill cycle is fux0red =(
[11:41:51] <renesis> how do a make a suggestion to put the home key/button away from the jog/zero stuff?
[11:42:28] <renesis> i bet im just supposed to learn how to remap them or something
[12:01:33] <alex_joni> renesis: you can't unhome, but you can certainly rehome
[12:19:40] <a-l-p-h-a2> a-l-p-h-a2 is now known as a-l-p-h-a
[13:28:33] <maddash> has anyone here bought from suzaku?
[13:29:31] <maddash> an fpga, that is
[13:44:17] <skunkworks> http://www.electronicsam.com/images/steam/DSC_3856.JPG
[13:48:15] <cradek> skunkworks: I built that tiny one too
[13:48:48] <skunkworks> The wobler?
[13:48:51] <cradek> yes
[13:48:58] <skunkworks> that is very common to make
[13:49:16] <cradek> yep, pretty simple, but still neat
[13:49:57] <skunkworks> Yes. - my grandfather made that one.
[13:50:05] <skunkworks> I don't know when
[13:50:10] <skunkworks> I make the elbow engine.
[13:50:31] <skunkworks> The big steam engine with the govener was made by a great great uncle or something like that.
[13:50:46] <skunkworks> made the patterns and had them casted.
[13:50:58] <cradek> do you know about when?
[13:51:03] <skunkworks> the walking beam one was found in the junkyard.
[13:51:20] <skunkworks> Not exactly - sometime in the first part of the century
[13:51:51] <cradek> I like the screws on the cylinder - you don't see that style anymore
[13:51:58] <skunkworks> no
[13:52:13] <cradek> they'd be SHCS today
[13:52:51] <skunkworks> the big one is not balanced at all ;)
[13:53:08] <cradek> eek
[13:53:12] <skunkworks> did you see this
http://youtube.com/watch?v=A4u-Aj5Iwo0
[13:53:30] <skunkworks> I have videos of all of them running - but youtube is failing on them.
[13:53:55] <cradek> that's neat
[13:53:56] <skunkworks> crappy video. It was direct to memory card on our minidv which must suck.
[13:56:29] <skunkworks> I think the walking beam one would be cool to make and put up on ebay.
[13:56:53] <cradek> hope you can get the videos working
[13:57:19] <archivist> and mee
[13:57:44] <archivist> * archivist drives a BIG steam engine a few times a year
[13:57:56] <skunkworks> Cool
[13:58:53] <archivist> circa 1849
[13:59:22] <skunkworks> does this one play?
http://www.electronicsam.com/images/steam/SMOV0024.ASF
[14:00:52] <skunkworks> brb
[14:11:22] <archivist_win> the "little" engine I play with
http://www.youtube.com/watch?v=PdIgEQ-r0nU
[14:14:42] <skunkworks> british town names are just cool
[14:15:57] <skunkworks> archivist_win: very neat
[14:16:21] <archivist> fun was a bit fell off during the last run 2 weeks ago
[14:17:59] <archivist> didnt miss a beat though, just got noisy and I had to work the handles for a while till a balance weight was added to the handles
[19:09:31] <SWPadnos> hiya folks
[19:09:38] <cradek> hey
[19:10:16] <JymmmEMC> SWPadnos: LTNS
[19:10:22] <SWPadnos> yep
[19:10:25] <Vq^> hello mr Padnos
[19:10:36] <JymmmEMC> SWPadnos: cave? jail? bail?
[19:10:45] <SWPadnos> none of the above
[19:11:03] <JymmmEMC> SWPadnos: mule?
[19:11:16] <SWPadnos> actually, my PC (windows) decided to spontaneously reboot, and I was so busy after getting it running again, I just never rejoined
[19:11:24] <SWPadnos> I suspect that was a great time saver ;)
[19:11:31] <JymmmEMC> lol
[19:12:02] <skunkworks> oops - didn't see you where over here ;)
[19:12:04] <SWPadnos> heh+
[19:12:09] <SWPadnos> -+
[19:13:26] <SWPadnos> so, I think I have a customer convinced that they should pay me to develop a milti-channel A/D and D/A card for the mesa
[19:13:30] <SWPadnos> multi
[19:14:02] <JymmmEMC> SWPadnos: cool beans
[19:14:11] <SWPadnos> yeah - should be
[19:14:21] <SWPadnos> I think 4 channels at 16-bit resolution
[19:14:30] <JymmmEMC> SWPadnos: cnc related?
[19:14:52] <JymmmEMC> SWPadnos: or PTZ
[19:14:59] <SWPadnos> not for them, but that's good for analog servo amps - no discontinuity at 0 (like with the PWM)
[19:20:34] <skunkworks> discontinuity at 0?
[19:20:44] <skunkworks> * skunkworks needs to be schooled
[19:21:09] <SWPadnos> I suspect that the PWM+dir setup has a small discontinuity near zero output, as the PEM switches sign
[19:21:13] <SWPadnos> PWM, that is
[19:21:43] <SWPadnos> if for no other reason than diode / transistor drops
[19:21:50] <skunkworks> ah
[19:22:09] <SWPadnos> I haven't confirmed this on the Mesa cards, but I think it's there
[19:26:18] <maddash> ls
[19:26:19] <maddash> ps aux
[19:26:27] <cradek> ./
[19:26:28] <cradek> ../
[19:26:38] <maddash> man dtach
[19:26:50] <maddash> whoa
[19:26:58] <cradek> No manual entry for dtach
[19:26:58] <maddash> stupid multiplexor
[19:27:13] <cradek> -bash: stupid: command not found
[19:27:15] <maddash> cradek: :P install dtach first. it's pretty cool.
[19:28:59] <maddash> hm, in tkemc, issuing a g92 screws up the software limits for mdi/auto mode.
[19:29:35] <cradek> I suspect you're mistaken
[19:32:10] <maddash> no, g92 causes all of my g0/1/2/3 commands to be refused by a, "MDI: move is off limits"-esque error message
[19:32:26] <cradek> it's probably right
[19:33:05] <maddash> g92 offsets all the coordinates by the specified amount. are the limits offset as well?
[19:33:10] <maddash> this is 2.1.6
[19:33:14] <cradek> no, that's not what g92 does
[19:33:35] <cradek> g92 sets the coordinates of the tooltip to the specified values
[19:33:57] <maddash> no? because in tkemc, I see a little status bar that says, "X offset: [...] Y offset: [...}" etc.
[19:34:44] <maddash> and it also adjusts the values in a *.var (in my case, stepper.var) such that the next time I start tkemc, the values of x,y,z are set to the values of the last g92 command.
[19:36:03] <cradek> maddash: it's really easy to get confused by g92 - but, it is described in the manual clearly
[19:36:20] <cradek> for some time I was mistaken about how it worked, because I expected a certain thing and didn't read carefully enough
[19:36:53] <cradek> http://www.linuxcnc.org/handbook/RS274NGC_3/RS274NGC_33a.html#1015878
[19:43:39] <maddash> according to the description in that manual, the limits should be offset as well.
[19:46:44] <maddash> which is EXACTLY what tkemc is NOT doing.
[19:47:06] <cradek> give me the simplest possible example of what you think is wrong
[19:47:19] <SWPadnos> how do you interpret the manual page such that G92 should move limits?
[19:47:52] <SWPadnos> all it says to me is "con't move, and consider the current point XYZABC"
[19:48:04] <SWPadnos> s/con't/don't/
[19:48:25] <SWPadnos> if you e.g. do a G92 <some point outside the soft limits>, I'd expect EMC to not allow yo to move any more
[19:49:34] <cradek> I think you can g92 x9999; g0x9999.1 and get a .1 move - that's just fine
[19:50:04] <SWPadnos> it seems to me it shouldn't be, but I haven't really thought about it much
[19:50:37] <cradek> (that's why I'm asking for an example)
[19:51:09] <cradek> brb
[19:52:00] <maddash> suppose in my ini file I set the *software* limits to [x,y]=[0,0]-[11,6]
[19:52:41] <maddash> now: {g0x0y0,g1x6.5y3,g92x0y0}
[19:53:17] <maddash> a subsequent g1x6y2 should work, but it doesn't.
[19:54:00] <SWPadnos> 6+6.5 is 12.5, which is > 11
[19:54:06] <SWPadnos> that may be the problem, but I'm not sure
[19:54:12] <maddash> brb.
[19:54:24] <maddash> let me go try again. i'll come back and post the results.
[19:55:15] <skunkworks> does this look like it had blue overspray on it? I didn't notice it in person..
[19:55:16] <skunkworks> http://www.electronicsam.com/images/steam/DSC_3839.JPG
[19:55:52] <SWPadnos> heh - did you make one of those?
[19:56:03] <skunkworks> in high school..
[19:56:11] <skunkworks> about 1990 or so..
[19:56:10] <SWPadnos> I saw Rick's at CNC workshop - they're very cool
[19:56:14] <SWPadnos> ah
[19:56:21] <skunkworks> never made the flywheel for it.
[19:56:30] <SWPadnos> and yes, it does look like there's blue spray paint on it
[19:56:54] <skunkworks> I guess it sat around for all those years.. must have been near something we painted
[19:57:57] <skunkworks> SWPadnos: crappy video - but kinda shows it.
http://www.youtube.com/watch?v=A4u-Aj5Iwo0
[19:58:59] <cradek> SWPadnos: I agree with your math
[19:59:12] <SWPadnos> heh
[19:59:13] <SWPadnos> yay!
[19:59:44] <SWPadnos> so the soft limits are alwayts applied to the dinal calculated "absolute machine position"?
[19:59:48] <SWPadnos> s/dinal/final/
[20:00:00] <cradek> soft limits are about machine motion
[20:00:18] <cradek> the interpreter knows squat about the machine limits
[20:00:24] <cradek> it just issues moves
[20:00:45] <cradek> (if you want to call the current coordinate 9999, feel free, just don't think you can move to 0)
[20:01:10] <SWPadnos> so the soft limits are in canon, not the interp?
[20:01:36] <cradek> soft limits are applied in motion, which is after canon
[20:02:08] <SWPadnos> ok
[20:15:48] <maddash> I launch tkemc, press f1,f2,f5 and issue the commands in mdi: {g1x1y1f10,g1x0y0f10}. the second move spews out, "linear move in MDI would exceed limits"
[20:15:51] <maddash> my limits are as before.
[20:17:15] <maddash> this is some buggy shit, fellas.
[20:17:15] <cradek> without homing?
[20:17:20] <maddash> no homing.
[20:17:25] <maddash> it's the default stepper_inch.ini
[20:17:38] <maddash> with modifcation to the software limit
[20:17:44] <maddash> modification*
[20:18:39] <cradek> those two commands work for me
[20:19:04] <maddash> are you using head/trunk or something? this is 2.1.6
[20:19:10] <cradek> using 2.1.6
[20:22:23] <cradek> I set my X limits to 0,11 and I can move to 0 fine
[20:27:28] <maddash> http://pastebin.ca/628221
[20:27:36] <maddash> http://pastebin.ca/628222
[20:27:44] <maddash> stepper.var:
http://pastebin.ca/628223
[20:28:34] <maddash> i find it odd that 5611 = -.14
[20:28:59] <maddash> I mean 5211 = -1.4*10^-5
[20:29:43] <cradek> maddash: you have a small g92 offset, clear it with g92.1
[20:29:58] <cradek> that's why you can't move to x=0
[20:30:10] <maddash> arrh
[20:30:17] <maddash> so I was right? about the 5211?
[20:30:25] <cradek> what about it?
[20:30:38] <maddash> that it's an oddball and the source of my troubles
[20:30:54] <cradek> yes #5211 is the saved X value of the g92 offset
[20:31:06] <maddash> argh, how the feck did that uber small value get there?
[20:31:21] <maddash> brb
[20:31:23] <cradek> no idea
[20:31:23] <cradek> g92.1
[20:31:30] <alex_joni> pebcak
[20:31:53] <JymmmEMC> lol @ alex_joni
[20:32:12] <alex_joni> * alex_joni goes back to minding his owm pebcak
[20:36:51] <awallin> damn spammers. they get smarter every month...
[20:37:10] <alex_joni> haha
[20:37:17] <alex_joni> I always wonder why they do it..
[20:37:35] <alex_joni> I even looked at some spam once, trying to figure out a way to contact the ones who wrote it..
[20:37:45] <alex_joni> it was virtually impossible
[20:38:34] <JymmmEMC> alex_joni: no good even if you could, other than finding out the upstream to shut them off.
[20:38:38] <awallin> now I get comments on my blog with text lifted from other parts of my blog. some links in the post even makes sense, but the link to the author is still some junk...
[20:38:59] <alex_joni> JymmmEMC: not necessarely in order to shut them off, but even to respond to their offer..
[20:39:02] <JymmmEMC> awallin: CAPTCHA
[20:39:23] <JymmmEMC> alex_joni: what you supply of VIAGRA running low?
[20:39:35] <SWPadnos> Embiggen Ur Manhood!
[20:39:43] <JymmmEMC> alex_joni: I know you just got married, but damn dood!
[20:39:46] <SWPadnos> Don't be Mr. Small at the club!
[20:40:00] <JymmmEMC> alex_joni: Give the girl a break!
[20:40:19] <alex_joni> :-P
[20:42:16] <JymmmEMC> MANY MANY ISP's have the issue of a new account being setup on a stolen CC for the sheer purpose of spamming for 2-3 weeks till they get shut down.
[20:42:43] <JymmmEMC> then they move on to the next ISP
[20:43:22] <awallin> is mark pictor ever around on irc?
[20:43:49] <cradek> awallin: I've started looking into pocketing algorithms - it appears to be hard to do well
[20:44:02] <cradek> awallin: do any of your collected papers talk about it?
[20:44:25] <awallin> cradek: you mean zigzag or spiral paths?
[20:44:47] <cradek> yes
[20:45:22] <cradek> specifically, the general problem of offsetting a polygon, and dealing with it when that causes it to break up into smaller polygons
[20:45:46] <awallin> yes, 2D offsetting is not trivial
[20:46:12] <cradek> that's why I'm digging in the academic stuff, but I don't have (easy) access to a lot of it
[20:46:19] <cradek> do you have anything for me?
[20:46:25] <awallin> when you have the first offset then basic zigzag paths should not be that hard. optmizing tem for minimum retracts etc might be harder
[20:46:46] <awallin> I have a lot of papers, are you interested in the polygon offset stuff
[20:47:03] <cradek> yeah a scanline approach is not too hard, but gives an unfortunately crappy result
[20:47:11] <cradek> yes
[20:48:21] <awallin> cradek at timeguy dot com ?
[20:48:34] <cradek> I found
http://www.ijcc.org/on-line(pdf)/2(1)23-28.pdf
[20:48:36] <cradek> yes that's me
[20:49:39] <awallin> I will pick out a few and send you them in 30min or so
[20:49:53] <awallin> a lot of papers deal with offset of line segments only
[20:50:01] <cradek> thank you, no hurry
[20:50:12] <awallin> I think it would make sense to have arcs as basic geometry primitives too
[20:50:15] <cradek> I've noticed that too - little mention of arcs
[20:50:23] <awallin> since all cnc controls have arc interp
[20:50:54] <awallin> ofcourse you can filter the list of line segments later to find arcs but that is kind of ugly
[20:51:02] <cradek> yeah that's crappy but probably very common
[20:51:30] <awallin> then there is a whole bunch of people working on parametric curves but that gets a bit technical(math) and is often not robust
[20:52:04] <awallin> so line and arc segments would be a nice compromise I think
[20:52:06] <cradek> people want to do this to fonts a lot, so you have to deal with splines or break them up beforehand
[20:52:27] <cradek> (no way am I smart enough to handle splines)
[20:52:33] <cradek> but arcs, maybe
[20:52:53] <cradek> polylines from dxf often have arcs and lines (often with tangency)
[20:52:56] <JymmmEMC> whats a spline?
[20:53:06] <awallin> something curvy :)
[20:53:19] <JymmmEMC> isn't that an arc?
[20:53:24] <cradek> JymmmEMC: curvy things that are used to draw truetype fonts and other things, can't represent them exactly in gcode
[20:53:36] <cradek> no an arc has a constant curvature, a spline doesn't
[20:53:58] <JymmmEMC> cradek: like an 'S' ?
[20:54:14] <SWPadnos> like a cubic instead of a quadratic ;)
[20:54:25] <cradek> I bet you could make a very reasonable S out of a couple splines
[20:54:39] <JymmmEMC> is that like a hobbit, in a muchkin?
[20:55:11] <archivist> curve fitting can be fun
[20:55:27] <awallin> there are also lots of academics working on parametric surfaces on how to generate toolpaths from that. but I think the sensible way that most CAM packages do it is by first triangulating the surface and then calculating the toolpath from the triangulation
[20:56:12] <cradek> hard hard problem
[20:56:18] <archivist> very
[20:56:28] <JymmmEMC> is a spline like an arc, but with more than two points?
[20:56:33] <awallin> anonimasu mentioned that some new heidenhain control has G-code for nurbs... (is there nurbs in STEP?)
[20:56:58] <awallin> http://en.wikipedia.org/wiki/Spline_%28mathematics%29
[20:56:58] <cradek> JymmmEMC: yes that's a good feel for it, it has several "control points"
[20:57:28] <JymmmEMC> cradek: Ah, gotcha. I guess I never realized that g-code couldn't deal with that.
[20:57:51] <SWPadnos> if it's any consolation, my mother is working on a parameterized cubic (or higher) curve, and optimization / blending thereof
[20:58:05] <SWPadnos> but she's an instance of the halting problem, as she said ;)
[20:59:06] <JymmmEMC> SWPadnos: We know where your geekness comes from... "It's in the GENE's" =)
[20:59:29] <SWPadnos> heh
[20:59:49] <SWPadnos> 2x Physical Chemistry PHDs for parents - that should explain it
[21:00:06] <JymmmEMC> Yes Virginia, there is a Geek Gene
[21:10:04] <JymmmEMC> * JymmmEMC needs to get some of those 16+ outlet power strips!
[21:20:29] <klickrr> Does the P0.01 (Px.xxxx) of G64 only work on X and Y coordinates? I noticed that entire sections where skipped because G64 P0.01 was set in my code and 1 inch Z movements were skipped, 1 inch down, and 1 inch up. I move to the X/Y points in G00 mode, then plunge down to Z0.00 and then back to Z1.0 in G01 mode.
[21:20:50] <cradek> klickrr: what version of emc is this?
[21:21:04] <klickrr> setting G64 without the P0.01 makes the same code work fine, but when G64 P0.01 was used, it skipped all those Z movements
[21:21:10] <klickrr> the latest ISO from the website
[21:21:11] <klickrr> emc2
[21:21:23] <cradek> please check help/about so we know the exact emc version number
[21:22:09] <klickrr> root@emc:~# dpkg -l |grep -i emc
[21:22:09] <klickrr> ii emc2 2.1.6 PC based motion controller for real-time Lin
[21:22:09] <klickrr> is that enough?
[21:22:14] <cradek> yes thanks
[21:23:05] <cradek> can you put the gcode on
http://pastebin.ca so I can run it
[21:24:02] <klickrr> The P0.01 works great for all the X/Y movements, and it goes down to Z0.0 when there are X/Y points after i've made that move, it's when i'm doing G00 X1.0 Y1.0 Z1.0 <line break> G01 Z0.0 <line break> Z1.0 <line break> G00 X2.0 Y 2.0 ....... and so on
[21:24:16] <klickrr> give me a minute
[21:24:20] <klickrr> let me regenerate it
[21:24:24] <klickrr> i modified it to work
[21:26:31] <cradek> never mind - I reproduced it from your description
[21:26:34] <cradek> ouch that's a bad bug
[21:27:06] <klickrr> http://www.pastebin.ca/628285
[21:27:05] <klickrr> oh
[21:27:08] <klickrr> yea
[21:27:34] <klickrr> well obviously if I plunge down to Z0.0, then move X/Y farther than 0.01 (the Px.xx) settings, then it does the Z plunge
[21:27:51] <klickrr> Axis shows the toolpath how it should, it just gets skipped, and then Axis shows that the path was NOT taken...
[21:28:18] <klickrr> well at least i'm not crazy, and it's not just my version
[21:28:45] <klickrr> i obviously just modified my code to use plain G64 mode with all the "plunge" code, i called it plunging, not sure what everyone else does
[21:28:58] <cradek> http://pastebin.ca/628287
[21:28:59] <klickrr> and then switch into G64 during the real cutting.. which wasn't a big deal
[21:29:31] <cradek> klickrr: you might want to try a G81 drilling cycle to make this kind of code cleaner
[21:29:39] <cradek> but of course I'll fix this bug, thanks for reporting it
[21:29:48] <klickrr> ok
[21:30:06] <klickrr> G81, see i know very little Gcode, i just do G00's and G01's ehhe
[21:30:34] <cradek> g81 lets you write one line per drill instead of three, that's all
[21:30:40] <klickrr> ahh
[21:31:02] <cradek> :%s/g1/g0/
[21:31:04] <cradek> oops
[21:35:09] <klickrr> oh wow, G83 is nice, it does the whole go down, come up, go down more, come up... i used to do that in gcode eheh, this is one line, a bit cleaner :)
[21:35:54] <cradek> cool
[21:36:45] <JymmmEMC> OH COME ON.... joint following error *ARGH*
[21:38:07] <JymmmEMC> 200SPR * 10TPI * 5x microstepping = 10000 with a ABSE_PERIOD of 16400
[21:38:55] <JymmmEMC> I was trying to jog at 90IPM WTF?!
[21:46:13] <JymmmEMC> Whenever I got a joint following error, I hit F2 to pull it out of ESTOP, then it requires a keystoke (press and release), then I can jog again.
[21:52:33] <skunkworks> are you setting the stepgen headroom for accelleration and velocity?
[21:53:50] <JymmmEMC> which section is that in?
[21:54:13] <JymmmEMC> found it
[21:54:43] <skunkworks> you need to do that for each axis section
[21:54:55] <skunkworks> the first axis has an explaination
[21:56:09] <JymmmEMC> skunkworks: were you the one that suggested to me the parker drives?
[21:58:10] <skunkworks> yes
[21:58:25] <skunkworks> am I going to get yelled at?
[21:58:34] <JymmmEMC> skunkworks: Did you say you just yanked out the X card?
[21:58:44] <JymmmEMC> skunkworks: no, not at all =)
[21:58:47] <skunkworks> on the oem650's - yes
[21:59:03] <skunkworks> (oem650x's)
[21:59:19] <JymmmEMC> skunkworks: Maybe I'm reaidn the manual wrong, but doe sthe X card drive them like servos?
[21:59:20] <skunkworks> then you have to install like 5 jumpers.
[21:59:53] <skunkworks> it is a programmable indexer - you can have programs installed on what it should do.
[22:00:04] <skunkworks> (I have not used the indexer)
[22:00:22] <JymmmEMC> skunkworks: ah, do yo have any of the yanked X cards still?
[22:00:37] <skunkworks> probably.. (maybe) I would have to look
[22:01:22] <JymmmEMC> skunkworks: dont sweat it, I have OEM750's and OEM650's, I was wondering if the X card would work in the 750's
[22:01:43] <skunkworks> ah - no clue.. They would not work with emc.
[22:01:52] <JymmmEMC> as stepgen?
[22:02:16] <skunkworks> * skunkworks doesn't really now what it is capable of
[22:02:31] <JymmmEMC> skunkworks: I was reallt wondering if they would work like the USC card does
[22:03:10] <JymmmEMC> drive them steppers like servos
[22:04:02] <skunkworks> I very much doubt it.. But it sound like something to research. I reall think you can only program simple moves and such and then call that up when needed - (for industrial motion)
[22:04:22] <JymmmEMC> oh, ok. I'll RTFM the X some more.
[22:27:21] <R0BH> hi all, trying to add in a pyvcp for spindle speed can someone help us please
[23:02:57] <Guest241> well crap - I am still stuck :)
[23:03:27] <Guest241> JymmmEMC: did it work?
[23:05:48] <Guest241> Guest241 is now known as skunkworks
[23:12:45] <jlmjvm> Does anyone know how fast the emc software can read a quadrature encoder
[23:13:51] <jlmjvm> Wanting to mount a 500 cpr us digital on the backside of a pacsi stepper
[23:14:55] <skunkworks> I am pretty sure you can count close to your base period - (you want some headroom) so if your base perod is 50000 you can aproch 20khz
[23:15:26] <jlmjvm> my base period is 10000
[23:16:24] <skunkworks> so you should aproach 100K (I think you can count on every period)
[23:17:05] <jlmjvm> how mant times per second would that be?
[23:17:11] <jlmjvm> many
[23:17:22] <Unit41> anyone know how washers are produced ?
[23:17:39] <skunkworks> 100,000 but you want a bit of headroom (maybe 10-20%)
[23:18:19] <jlmjvm> wow,thats way faster than i anticipated
[23:19:10] <jlmjvm> the mach3 software has a plugin that updates 40 times per sec
[23:19:43] <jlmjvm> thanks for the info
[23:20:03] <archivist> Unit41, stamping
[23:20:35] <Unit41> that steel is thick ass though
[23:21:06] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/Fastermouse.png
[23:37:49] <tomp> fineblanking is seen when the edge of the stamped part is smooth. A washer its smooth 1/2 way then rough, because it tore the rest of the way. you can tell a lot about how something is made by looking at the part.
[23:50:58] <JymmmEMC> In the user manual "If your stepper driver can accept quadrature input, use this mode. With a quadrature signal, one
[23:51:00] <JymmmEMC> step is possible for each BASE_PERIOD, doubling the maximum step rate." does this mean that there could be some kind of Hw only board, that as long as it's fast enough to generate the step pulses, you can get better performances? I mean, there are some awefully fast uC's out ther ethese days.
[23:55:25] <cradek> someone posted to the list a part number for a single part solution of quadrature to step/dir
[23:55:41] <cradek> it was in the last week or two, check the archives
[23:55:50] <JymmmEMC> list?
[23:55:59] <cradek> emc-uesrs I think
[23:56:08] <JymmmEMC> no idea, url?
[23:56:15] <cradek> hm I hope that's where it was
[23:56:26] <cradek> you're not on the list?
[23:56:32] <JymmmEMC> no
[23:58:53] <JymmmEMC> emc-users ?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}