Back
[00:01:47] <giacus> A-L-P-H-A: I've been married 5 years , it was an hell
[00:01:58] <giacus> I prefer to be free
[00:02:06] <giacus> GPL :)
[00:02:50] <giacus> if anyone can take me and modify in better, she's welcome
[00:03:03] <giacus> but not married again, really
[00:03:46] <giacus> that's how 90% of people think here around
[00:04:10] <A-L-P-H-A> okie
[00:04:16] <giacus> nobody want to work or suffer yet
[00:05:29] <giacus> just anyone lives with his money, house, and fun
[00:05:48] <giacus> theyr
[00:11:27] <A-L-P-H-A> sounds sad that he's letting people use his money/house for fun.
[00:11:52] <A-L-P-H-A> unless he's having 12 single hot female friends living there... :)
[00:13:12] <giacus> A-L-P-H-A: sound really bad
[00:13:30] <giacus> no peoples married, popoulation goes to be very old
[00:13:37] <A-L-P-H-A> <shrug>
[00:13:42] <giacus> no children around
[00:13:46] <A-L-P-H-A> this is italy?
[00:13:58] <giacus> that is
[00:14:10] <A-L-P-H-A> hmm... sounds like Japan too.
[00:14:18] <giacus> half popoulation is over 50 here
[00:14:18] <A-L-P-H-A> declining population.
[00:14:31] <dmessier> well if the women would stop growin moustashes at 30 that might help some
[00:14:32] <A-L-P-H-A> eew. old folggies.
[00:14:35] <giacus> there's no balance
[00:14:52] <A-L-P-H-A> dmessier, that's many european countries... it's gross.
[00:15:18] <A-L-P-H-A> I was sooo creeped out... I was at schol, and this women had a beard of fine hairs...
[00:15:25] <dmess> honestly though... LOL
[00:15:59] <dmess> some have better afternnon shadow than me on the 3rd day..
[00:16:24] <giacus> dear A-L-P-H-A , wait 20-30 years yet and you'll see a popoulation of very old peoples here
[00:16:29] <giacus> very very old
[00:16:36] <giacus> 75 or more
[00:16:40] <giacus> nothing other
[00:16:50] <dmess> wow..
[00:17:06] <giacus> would be a good thing ?
[00:17:13] <dmess> sonds like the place to invest in some retirment homes..
[00:17:25] <giacus> insurance
[00:17:28] <giacus> maybe ..
[00:17:34] <giacus> but wait
[00:17:50] <giacus> there are millions of chinese peoples coming here
[00:17:55] <giacus> for that :)
[00:18:14] <giacus> I'm thinking at the future
[00:18:21] <dmess> ahhh old $$$
[00:18:22] <giacus> I've 2 itmes
[00:18:38] <giacus> pay a poland girl
[00:18:42] <giacus> or a chinese
[00:18:59] <giacus> have to choose
[00:19:19] <A-L-P-H-A> hmm... I'd pick the cute chinese girl... she'll look younger in the long run...
[00:19:29] <giacus> hehe
[00:19:44] <giacus> A-L-P-H-A: I like blonde too
[00:19:44] <A-L-P-H-A> instead of the wrinkly .... that happens to more european women...
[00:19:50] <A-L-P-H-A> hair dye.
[00:20:01] <giacus> blue eyes
[00:20:06] <A-L-P-H-A> contact lenses.
[00:20:10] <dmess> but polish ladie pamper their man
[00:20:14] <giacus> nah ..
[00:20:16] <giacus> :)
[00:20:21] <giacus> without lenses
[00:20:35] <giacus> natural
[00:20:39] <A-L-P-H-A> I know a few polish girls, they're uh... nice chests, not much brains...
[00:20:50] <dmess> lol
[00:21:04] <giacus> that's good
[00:21:14] <A-L-P-H-A> argh. no it's not.
[00:21:20] <A-L-P-H-A> I want both!
[00:21:21] <dmess> your hangin' with the wrong crowd...
[00:21:25] <giacus> a woman with too much brain became as a man ..
[00:21:41] <dmess> my wife had both....
[00:21:47] <giacus> just few gray material in the head is good
[00:21:54] <dmess> got a boob reduction
[00:22:12] <dmess> to make me feel adaquate
[00:22:18] <giacus> well, kidding guys, but its hard, really hard.
[00:22:43] <A-L-P-H-A> dmess, you'reasking to be insulted. heh
[00:22:45] <giacus> world is turning in the wrong direction
[00:23:08] <giacus> fix it with an appropriate gcode command !
[00:23:29] <A-L-P-H-A> g2, g3.
[00:23:45] <A-L-P-H-A> change the spindle, to go in reverse.
[00:24:04] <dmess> g99 stpo this planet i want off
[00:24:13] <dmess> stop
[00:24:19] <giacus> * giacus reboot the universe
[00:24:48] <dmess> yeah.... maybe my back will be gooder again
[00:26:02] <giacus> bah.. the only thing I know for sure
[00:26:18] <giacus> we can't go on with wars
[00:26:31] <giacus> something should change
[00:26:54] <giacus> very soon too
[00:27:24] <giacus> we can't live of inerthia
[00:27:37] <giacus> forever
[00:27:44] <dmess> but it DRIVES the US economy right now
[00:28:00] <A-L-P-H-A> what does? porn?
[00:28:05] <dmess> the mighty war machine is alive
[00:29:11] <giacus> dmess: it drives mondial economy for what I understand
[00:29:22] <giacus> not just US
[00:29:53] <dmess> but the US feeds it to thier society... as fodder from the media
[00:29:56] <giacus> the big problem is who have the power
[00:30:12] <dmess> yeah... the idiots...
[00:30:13] <giacus> why they do not develop an alternative
[00:31:18] <dmess> way too dependant
[00:32:39] <giacus> crazy peoples
[00:32:49] <giacus> I don't know there, but here
[00:33:01] <giacus> since we got euro prices are doubled
[00:33:22] <giacus> same product before was half price
[00:33:37] <giacus> well, eceonomy can't go on for long time so
[00:33:52] <giacus> euro is killing dollar
[00:34:08] <giacus> but got no material value
[00:34:12] <dmess> canada's dollar is getting stronger against the euro and us$
[00:34:13] <giacus> just virtual
[00:34:18] <giacus> a piece of paper
[00:35:13] <giacus> I'm really worried for the future
[00:35:19] <giacus> can't see it clean
[00:38:19] <giacus> dmess: in the past the bank was printing money with a reserve of gold
[00:38:23] <giacus> that was right
[00:38:39] <giacus> now, any private people can print money ..
[00:38:42] <dmess> my crystal ball is cloudy.... but if we ALL dont change our collective ways it not going to pretty at
[00:38:45] <dmess> ALLL
[00:39:34] <giacus> when you take in the hands an euro its just a piece of paper
[00:39:38] <giacus> nothing
[00:39:55] <dmess> $$$ wont mean a thing where we are heading
[00:40:06] <giacus> a men who take a potatos in sudafrica, have a value in his hands
[00:41:11] <dmess> yes and he will survive
[00:41:37] <giacus> I'm a rich man, but just virtually
[00:42:11] <giacus> thanks to all old goverments ..
[00:42:22] <dmess> im rich in the things that count.... family.. friends.... smiles... memories
[00:42:38] <giacus> dmess: I'm too
[00:43:00] <giacus> but I think any man should look back one time in the life
[00:43:04] <giacus> at what he did
[00:43:20] <giacus> that mean not just the present
[00:47:35] <giacus> but life is too short to think these abstract thing ..
[00:47:41] <giacus> G'Night
[00:48:17] <dmess> gnite
[01:28:57] <skunkworks> roltek: Just trying to get some drives togather. (we are slow) :)
[01:46:31] <roltek> you in skunkworks
[02:24:25] <skunkworks> roltek: yes
[02:24:51] <skunkworks> sorry - have been in and out
[02:25:27] <fenn> too late
[02:27:01] <skunkworks> just noticed :)
[02:27:57] <skunkworks> had time to work on the touch screen?
[02:36:42] <fenn> * fenn hides
[02:39:39] <skunkworks> don't want to go there?
[02:41:19] <skunkworks> oh well - time for bed. night
[04:27:54] <Jymmm> SWPadnos: Well, it looks like SW RAID it is...
http://www.xlr8yourmac.com/OSX/OSX_RAIDvsIDE_Card_RAID.html#storytop
[04:28:37] <Jymmm> Though, I don't care too much for the RAID0 lacking redundancy.
[04:31:58] <lilo> [Global Notice] Hi all. If you've been knocked off freenode by the 'D C C' exploit recently, please be aware that a quick fix is to connect to chat.freenode.net via port 8001, instead of the default port (6667). Please check with the support channel for your favorite IRC client if you have more questions. Thanks!
[04:33:11] <A-L-P-H-A> damn good smoothie... cranberry juice, ice, banana... blended.
[04:33:27] <A-L-P-H-A> Jymmm... checked out the game yet?
[04:56:14] <Jymmm> no, still working of file conversion
[04:56:19] <Jymmm> s/of/on/
[05:07:36] <A-L-P-H-A> k
[06:42:14] <Jymmm> Jymmm is now known as Red70sShow
[06:42:14] <Red70sShow> Red70sShow is now known as Jymmm
[06:59:07] <Jymmm> G'Night Folks!
[10:48:26] <Rugludallur> Do you guys know if anyone has implemented a Torch Height Control system with EMC2 at this point, i'm currently adding a THC to my cutting table and all/any info/advise would be great
[11:50:15] <jepler> Rugludallur: the irc user "<chinamill>" has been working on this, but I havent seen him lately.
[12:05:49] <skunkworks> don't worry - I'm back ;)
[12:43:39] <skunkworks> anyone used a current centroid controller?
[12:55:46] <jepler> I don't even know what that is
[12:57:33] <skunkworks> it is a commercial machine control.
[12:57:56] <skunkworks> like fanuk
[12:57:58] <skunkworks> fanuc
[12:58:08] <skunkworks> just wondering.
[12:58:42] <jepler> oh, this?
http://www.centroidcnc.com/
[13:00:49] <skunkworks> exactly - our machine shop is looking at finally getting a cnc mill - one quote was for a centroid controller.
[13:01:09] <skunkworks> the other was anilam
[13:01:59] <skunkworks> I should push retro-fitting one of their existing mills. There a machine shop for gods sake.
[13:02:18] <skunkworks> looking at around 35k
[13:19:27] <jepler> this is neat:
http://www.johnsadowski.com/big_spanish_castle.html
[13:22:30] <jepler> hi Lerneaen_Hydra
[13:22:58] <Lerneaen_Hydra> hi jepler
[13:31:19] <Lerneaen_Hydra> anything new?
[13:56:21] <skunkworks> is there a reason why emc doesn't automatically copy the samples to the home folder?
[13:56:30] <skunkworks> sample configs
[13:57:23] <jepler> Lerneaen_Hydra: not much
[13:58:27] <jepler> skunkworks: probably because nobody is interested in implementing it well
[13:58:40] <jepler> I know I'd much rather open a terminal and type "cp somethingsomething"
[13:58:57] <skunkworks> it just seems to come up a lot here
[13:59:29] <skunkworks> and here
http://www.cnczone.com/forums/showthread.php?t=21558
[14:00:31] <skunkworks> for us non linux folk - its a bit confusing.
[14:01:40] <jepler> *shrugs*
[14:01:44] <jepler> I agree, somebody should do something
[14:01:49] <cradek> I agree too
[14:02:09] <skunkworks> even if there was a wiki that explained it - maybe at the end of the ubuntu install instructions - "now copy the sample configs to your home directory..... this is how"
[14:02:43] <cradek> you don't want them to copy them all, just the one they want to use as a sample to create their own
[14:03:53] <cradek> the problem also may be that users don't seem to find the wiki
[14:04:05] <skunkworks> hmm - I see.
[14:04:06] <cradek> and they sure don't read the mailing list archives before asking
[14:04:21] <cradek> because 4? people answered this latest guy the same way
[14:04:31] <cradek> I'm sure that answer is all over the list archive
[14:04:49] <cradek> but I guess that also means it should be fixed (somehow)
[14:05:27] <jepler> actually there's something in HEAD that prompts the user to make a copy when the selected ini is unreadable
[14:05:42] <cradek> oh really
[14:06:04] <cradek> I guess I haven't run into that
[14:06:23] <jepler> http://emergent.unpy.net/files/sandbox/ask-to-copy.png
[14:06:52] <jepler> http://emergent.unpy.net/files/sandbox/copied.png
[14:07:18] <cradek> except for the word wrap, that looks great
[14:08:26] <skunkworks> that solves the problem - cool
[14:08:51] <skunkworks> (other than it is in head ;))
[14:09:27] <skunkworks> nice work
[14:10:48] <jepler> cradek: I improved the word wrap but it's still not terribly good
[14:10:51] <CIA-8> 03jepler 07HEAD * 10emc2/tcl/bin/pickconfig.tcl: fix wrapping lines and add msgcat::mc to prompt_copy
[14:10:59] <jepler> maybe it should be backported, I dunno
[14:21:03] <Lerneaen_Hydra> who is the most active in lathe-development here?
[15:56:14] <Lerneaen_Hydra> telnet diego.ascii-wm.net 2006
[16:25:27] <CIA-8> 03jepler 07HEAD * 10emc2/src/emc/kinematics/tp.c: use full acceleration when the angle between successive segments is known to be nonacute
[16:30:34] <Lerneaen_Hydra> how do you do italics in the wiki?
[16:39:46] <SWPadnos> I look at some other page that has the text attributes I want, and look at the source ;)
[16:52:27] <Lerneaen_Hydra> SWPadnos: shh... ;)
[17:00:19] <Lerneaen_Hydra> um, in mills, what is gouging?
[17:00:35] <Lerneaen_Hydra> when the mill cuts material where it's not supposed to?
[17:00:44] <SWPadnos> yep
[17:01:10] <SWPadnos> like moving too far into an inside corner
[17:03:46] <Lerneaen_Hydra> what?
[17:04:00] <Lerneaen_Hydra> oh, if G41/42 gets messed up?
[17:04:36] <Lerneaen_Hydra> would cutting with the wrong side of a lathe cutter be called gouging?
[17:04:55] <SWPadnos> err - I don't know
[17:05:08] <Lerneaen_Hydra> http://www.kjellihbg.com/images/skrubb_kopiera.jpg
[17:05:19] <SWPadnos> I guess if emc chooses the wrong toolpath, then I'd consider it a gouge
[17:05:33] <Lerneaen_Hydra> if you were to feed straight into material with that tool you would cut with the wrong side
[17:05:35] <SWPadnos> if you program something that does the wrong thing, it's operator error
[17:06:11] <SWPadnos> I take it that tool profiles are on the list of lathe additions ;)
[17:06:18] <Lerneaen_Hydra> yes indeed ;)
[17:25:57] <Lerneaen_Hydra> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Lathe_Advanced_Features
[17:26:00] <Lerneaen_Hydra> wheh
[17:26:13] <Lerneaen_Hydra> That's what I though of right now
[17:26:24] <Lerneaen_Hydra> there are no doubt other things that I've forgotten
[17:48:34] <cradek> Lerneaen_Hydra: thanks for doing that page!
[17:49:23] <Lerneaen_Hydra> cradek: Is it understandable? (Did I do a loop: goto loop:)?
[17:49:53] <cradek> it is definitely understandable
[17:50:11] <cradek> it would be nice if you could additionally say exactly how the gcodes should work
[17:50:26] <Lerneaen_Hydra> ok, that's good to hear
[17:50:27] <cradek> because that's an area where you're experienced and I'm not
[17:50:32] <Lerneaen_Hydra> cradek: examples and so on?
[17:50:56] <cradek> for instance you say feedrate as units/rev might be g96:
[17:51:11] <Lerneaen_Hydra> cradek: the way they "should" work is then entirely what I think (I've mainly got experience with a Siemens (840D)
[17:51:18] <cradek> so do I use g96 f.1?
[17:51:19] <Lerneaen_Hydra> oh, that's relativly standard
[17:51:31] <cradek> if so, what happens to the f word when I exit g96 mode, and how do I exit it?
[17:51:44] <cradek> those kinds of details
[17:51:46] <Lerneaen_Hydra> G96 F0.25 S200 is a relativly standard code
[17:51:59] <cradek> ok
[17:52:05] <Lerneaen_Hydra> when changing between G96/G94 you need to respecify F and S
[17:52:23] <Lerneaen_Hydra> otherwise it should throw an error
[17:52:29] <cradek> g94 is the normal feed mode of units/min?
[17:52:34] <Lerneaen_Hydra> IIRC it is
[17:52:40] <cradek> great
[17:52:56] <Lerneaen_Hydra> I take it things like that are good to have on the wiki+
[17:53:11] <cradek> yes because I (for one) don't know them
[17:53:25] <alex_joni> same here ;)
[17:53:28] <alex_joni> hi guys, btw
[17:53:32] <cradek> I think you want a programmer to be able to read this page and implement the feature just from this information
[17:53:43] <Lerneaen_Hydra> oh, so *everything* should be there
[17:53:55] <alex_joni> Lerneaen_Hydra: as much as possible
[17:54:13] <Lerneaen_Hydra> hmm, you'll have to poke/prod me if/when I forget to add a certain peice of information
[17:54:59] <alex_joni> * alex_joni pokes Lerneaen_Hydra
[17:55:12] <Lerneaen_Hydra> * Lerneaen_Hydra gets insight
[17:55:18] <Lerneaen_Hydra> hey this is working
[17:55:49] <Lerneaen_Hydra> should that be on the same page?
[17:56:45] <cradek> if you will elaborate a lot on a certain detail, maybe it should be linked, I think you should organize it however you think is most clear
[17:57:31] <Lerneaen_Hydra> ok, I was thinking that having one page per topic would get rather bloated, so I think I'll stick with one page for the whole thing
[17:58:00] <cradek> ok
[18:03:30] <skunkworks> wiki is awfully slow today.
[18:08:02] <alex_joni> skunkworks: indeed
[18:28:27] <Lerneaen_Hydra> cradek: could you check
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Lathe_Advanced_Features and see if there is anything else that you may need to know?
[18:30:35] <cradek> looking
[18:31:27] <cradek> I think some of the lines of gcode need line splits of some kind
[18:32:23] <Lerneaen_Hydra> cradek: oh, I did press enter, but it didn't like the return
[18:32:33] <Lerneaen_Hydra> hmm, *adds <br>*
[18:35:15] <Lerneaen_Hydra> there
[18:35:20] <Lerneaen_Hydra> now?
[18:35:41] <cradek> much better
[18:36:16] <skunkworks> Lerneaen_Hydra: very nice.
[18:36:31] <cradek> in the tool table you say "tool setting data" - is that the number from the above picture?
[18:36:48] <Lerneaen_Hydra> cradek: yes
[18:37:07] <Lerneaen_Hydra> I fudged that word, I only know of the Swedish word for that
[18:37:11] <Lerneaen_Hydra> "skärläge"
[18:37:24] <cradek> maybe it's orientation?
[18:37:29] <Lerneaen_Hydra> which literally mean cutting position
[18:37:39] <Lerneaen_Hydra> orientation is good
[18:37:45] <Lerneaen_Hydra> maybe cutter orientation?
[18:37:50] <cradek> yes
[18:38:56] <Lerneaen_Hydra> I'll change the wiki then
[18:39:15] <cradek> the X and Z offsets are really to the point of the tool that's not there (beyond the radiused edge?)
[18:40:09] <Lerneaen_Hydra> cradek: yes, as can be seen in the image
[18:40:27] <Lerneaen_Hydra> the virtual cutting point, if there was no radius
[18:40:28] <cradek> ok
[18:40:49] <cradek> so for a 60 degree V threading tool I would use orientation 6 or 8 with radius 0?
[18:40:55] <Lerneaen_Hydra> that is the point most easily found (touch-off X, set value, touch-off Z, set value)
[18:41:29] <cradek> I don't understand how you would touch-off X since there's nothing to touch
[18:41:54] <Lerneaen_Hydra> cradek: yes, some people preferr to use 3 or 2 if in a tight place so you don't crash into the material after the thread, but that's a matter of taste
[18:42:45] <Lerneaen_Hydra> cradek: you'd turn some material in the lathe, only move the Z axis, measure the diameter, divide that by two, and input the value
[18:43:22] <Lerneaen_Hydra> Z axis is done by doing a face planing operation (only moving X after planing) and then entering where in Z you want the tool to be
[18:44:18] <cradek> I understand that I think, that makes X=0 be the center of rotation
[18:44:48] <Lerneaen_Hydra> yes
[18:45:04] <Lerneaen_Hydra> that's the standard way to define lathe tools
[18:45:06] <cradek> but when you cut, you use the tool edge which is not at its "origin"
[18:45:17] <Lerneaen_Hydra> what?
[18:45:44] <cradek> this is very confusing
[18:46:01] <cradek> say I have a tool in orientation 1
[18:46:30] <cradek> it has a radius of 1cm, very large
[18:47:33] <cradek> when I do the touch-off procedure you described, you get X=0 to be the tool edge (NOT ORIGIN) at the center of rotation
[18:48:11] <cradek> I don't understand how you get X=0 to be the tool origin (marked as + on your picture) at the center of rotation
[18:48:25] <Lerneaen_Hydra> cradek: hmm, now that I look at the image, it looks somewhat wrong.
[18:48:31] <Lerneaen_Hydra> I didn't notice it at first
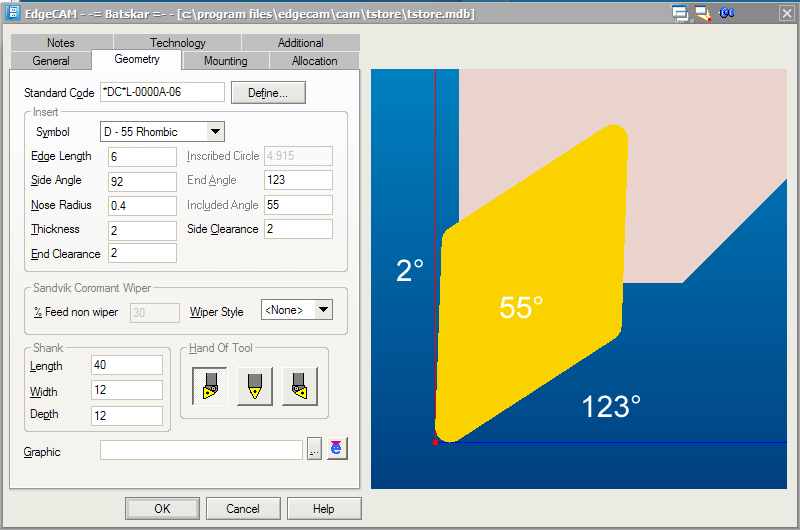
[18:48:38] <Lerneaen_Hydra> if you look at the edgecam screenshot
[18:48:40] <skunkworks> once you take the planning cut - and give it the radius of the tool. The controller should then know what path it should take (sort of an extra step for cutter comp - you don't have to know the center of the cutter radius - but the controller does.
[18:48:46] <Lerneaen_Hydra> does that make more sense?
[18:49:07] <Lerneaen_Hydra> I think I should replace that japanese/chinese image with a better one
[18:49:08] <cradek> Lerneaen_Hydra: yes that's very different and I understand how that would work
[18:49:17] <Lerneaen_Hydra> cradek: sorry about that
[18:49:33] <cradek> that's ok, it's why you asked me to look at it :-)
[18:49:54] <cradek> I was going to ask about the magenta rectangle next!
[18:50:18] <Lerneaen_Hydra> cradek: oh, I think it shows which corner the tool is in and which setting it has
[18:50:33] <Lerneaen_Hydra> cradek: I'll whip something up in flash and replace that image
[18:50:56] <cradek> ok
[18:51:16] <cradek> I really appreciate your work on this, it's the first specific information we have
[18:52:08] <etla> cradek: can you set up a new public ssh key for me, I think I messed up the last one...
[18:52:19] <cradek> etla: sure, just email it again
[18:52:41] <cradek> Lerneaen_Hydra: where you say "register" I think we use the term "tool table"
[18:52:54] <Lerneaen_Hydra> cradek: that sounds reasonable
[18:53:20] <Lerneaen_Hydra> cradek: I just pulled terminoligy from my ass so much of it is no doubt different from what you have
[18:53:27] <cradek> haha
[18:53:40] <etla> cradek: OK, sent you an email, could you let me know when it's worth trying cvs again for me
[18:53:47] <cradek> yes I'll do it now
[18:55:31] <cradek> etla: what program generated this key? it's a different format like someone else sent
[18:56:20] <etla> puttygen
[18:56:59] <cradek> I guessed how to convert the format to what openssh wants, please try now
[18:57:22] <etla> that's what the tutorials etc. recommend with tortoiseCVS. tortoise is what comes up when you google for cvs on windows
[18:57:37] <cradek> ok
[18:57:56] <etla> ok, now I cand o a checkout with my own username. hope that means it works
[18:58:01] <cradek> yay
[18:58:09] <cradek> ok I know I can just reformat putty's keys then
[18:59:05] <alex_joni> etla: want to use the stuff in doze?
[18:59:08] <alex_joni> * alex_joni does that too
[18:59:17] <alex_joni> etla: you'll need pageant
[18:59:30] <etla> alex: yes, now I got tortoisecvs , putty and pageant working together - I think
[18:59:51] <alex_joni> ok, great
[19:00:08] <etla> will "CIA" report commits to the manual also ?
[19:00:13] <cradek> yes
[19:00:20] <cradek> and patches are sent to the -commit list
[19:00:29] <alex_joni> diffs
[19:00:29] <anonimasu> hello
[19:00:34] <cradek> lyx format makes surprisingly readable diffs
[19:00:57] <CIA-8> 03awallin 07HEAD * 10documents/scratch.txt: aw was here
[19:01:02] <cradek> haha
[19:01:02] <etla> cool.
[19:01:07] <cradek> welcome
[19:01:19] <CIA-8> 03alex_joni 07HEAD * 10emc2/src/emc/iotask/ioControl.cc: fix for bug #1505378, iocontrol.0.spindle-speed-out strange behaviour
[19:01:29] <etla> thanks alex!
[19:01:32] <alex_joni> etla: can you confirm?
[19:01:54] <etla> alex: I'll try to find time tomorrow
[19:02:00] <etla> sorry can't do it now from home
[19:02:03] <alex_joni> ok, I'll close the bug tracker
[19:02:08] <etla> sure
[19:02:11] <alex_joni> if it's still odd, re-open it please
[19:02:15] <etla> ok
[19:02:34] <etla> btw. is the spindle-speed-out supposed to be in some specific units ? rpm ?
[19:02:59] <alex_joni> it comes directly from Sxxx
[19:03:03] <cradek> it matches the specified S word
[19:03:06] <alex_joni> I think RPM, but can't say for sure
[19:03:07] <cradek> usually it's RPM
[19:03:16] <cradek> but don't say it in front of jmk
[19:03:20] <alex_joni> etla: you can take care of scaling in HAL
[19:03:25] <etla> heh
[19:03:27] <cradek> some day we may make it rps
[19:03:43] <etla> any ideas on how to hook that up to a servo in hal ?
[19:03:52] <Lerneaen_Hydra> cradek: check the wiki now (
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Lathe_Advanced_Features )
[19:03:53] <anonimasu> hm sfm =)
[19:03:53] <etla> I mean the normal servo pids get position as input
[19:03:58] <etla> this one would get speed
[19:04:13] <alex_joni> etla: hook it directly to the DAC
[19:04:25] <alex_joni> usually spindle isn't commanded by a PID afaik
[19:04:32] <Lerneaen_Hydra> cradek: why rps?
[19:04:33] <etla> that won't keep constant rpm when the spindle is loaded
[19:04:41] <alex_joni> but you can do PID on speed aswell
[19:04:45] <Lerneaen_Hydra> cradek: radians/sec ;)
[19:04:52] <alex_joni> speed in, speed feedback
[19:04:57] <Lerneaen_Hydra> cradek: if you want to get really nitty-gritty
[19:05:00] <alex_joni> etla: shouldn't really matter
[19:05:00] <cradek> Lerneaen_Hydra: all hal units are /sec for consistency
[19:05:17] <Lerneaen_Hydra> cradek: the default feedrate is /min
[19:05:44] <cradek> Lerneaen_Hydra: it's specified that way in the gcode, yes
[19:06:00] <cradek> Lerneaen_Hydra: I probably wasn't clear, we would not change Sxxxx, only the units of the hal signals
[19:06:07] <Lerneaen_Hydra> cradek: oh, ok
[19:06:26] <etla> so how would you do PID on speed ?
[19:06:31] <cradek> Lerneaen_Hydra: this picture is much better, thank you
[19:06:31] <Lerneaen_Hydra> cradek: so S1000 would still give 1000rpm or 1000meter/min?
[19:06:37] <cradek> rpm
[19:06:54] <alex_joni> etla: just hook speed into the position input of the PID
[19:07:06] <Lerneaen_Hydra> cradek: so the change is just internal then? and I take it feedrate is already /sec internally?
[19:07:21] <cradek> Lerneaen_Hydra: I don't want to talk about that now, let's go back to lathes
[19:07:25] <Lerneaen_Hydra> cradek: anything else you see that should be changed?
[19:07:37] <alex_joni> Lerneaen_Hydra: internally it's 'furlongs per fortnight'
[19:07:56] <Lerneaen_Hydra> alex_joni: sounds american enough ;)
[19:08:00] <etla> alex: OK, and then speed as the feedback to the PID... but won't then the output reflect that the PID wants changes in pseed = accel. I need the PID output to be speed
[19:08:02] <cradek> Lerneaen_Hydra: I have a triangular insert tool that lets you cut on the front or side (kind of like #1 and #7) - would I have two entries in the tool table for it?
[19:08:34] <cradek> I think the idea is you can face or turn with the same tool
[19:09:15] <Lerneaen_Hydra> cradek: probably. if you have a turret with 12 tools and the triangular tool is in position 1 then the first postion can be t0101 and the second can be t0121
[19:09:36] <cradek> ok I see
[19:09:45] <cradek> that's the reason for the four digit Txxxx
[19:09:48] <cradek> makes sense
[19:09:49] <Lerneaen_Hydra> cradek: of course, you *could* have it as T0101 and T0102, but that would make T02 have a strange offset-value
[19:10:01] <Lerneaen_Hydra> the TXXXX is fanuc-style
[19:10:13] <Lerneaen_Hydra> Siemens has TXXDXX
[19:10:26] <cradek> but this kind of tool is the reason for that?
[19:10:59] <Lerneaen_Hydra> same principle, except that D is relative to T, so there you would have T01D01, and T01D02 (tool 2 would have T02D01)
[19:11:08] <cradek> I see
[19:11:17] <cradek> ok harder questions now
[19:11:18] <Lerneaen_Hydra> cradek: it's flexible so you can do pretty much anything you want
[19:11:23] <alex_joni> etla: not sure :/
[19:11:32] <cradek> a parting tool doesn't look like any of these, how is it handled?
[19:11:48] <Lerneaen_Hydra> things like that are good, also if you have a grooving tool you can measure it in two positions
[19:12:09] <Lerneaen_Hydra> all these positions (1-9) are only used for G41/42, so you leave it blank
[19:12:34] <cradek> ok
[19:12:39] <Lerneaen_Hydra> same for drills (you can enter 7, but that's redundant, as you don't use G41/42 with drills. At least, I don't ;)
[19:13:12] <cradek> but how do I offset my parting tool into place?
[19:13:35] <cradek> with mills we have tool length offset that is independent of g41/2
[19:14:25] <cradek> seems like there needs to be another kind of offset that's not about tool shape?
[19:14:38] <Lerneaen_Hydra> the first two values in the register can be whatever you want, so I would have it measured in as a type 2/3 with a radius of 0 (I don't enter either radius or shape)
[19:14:51] <cradek> I guess you could use orientation 6 or 8 with r=0
[19:15:02] <Lerneaen_Hydra> the first two values, X and Z, are to the programmed cutting point
[19:15:09] <cradek> ok I understand
[19:15:49] <Lerneaen_Hydra> some tools you'd want to enter radius/position for, others you may not need to enter values
[19:15:55] <Lerneaen_Hydra> all tools need the first two though
[19:16:07] <alex_joni> etla: try reading the description of emc2/src/hal/components/pid.c
[19:16:08] <cradek> ok next hard question: if I have a tool 6 and 8 mounted front and back (upside-down) and I switch to the back tool, does the X axis reverse so +x is still out of the work?
[19:16:45] <Lerneaen_Hydra> I don't understand how it's mounted
[19:16:52] <etla> alex: reading...
[19:17:06] <cradek> skunkworks has a photo, let me see if I can find it
[19:17:28] <Lerneaen_Hydra> typically a commercial CNC lathe has the tools from the back side, so a normal tool is type 3, and internal tools (bore) are type 3 or 2
[19:18:15] <Lerneaen_Hydra> cradek: oh, I think I get what you mean, no the X axis is fixed. the values here are only offsets and assitance for radius compensation
[19:18:40] <Lerneaen_Hydra> so you could when boring have a tool that goes in -X
[19:18:45] <cradek> can't find skunkworks's url
[19:18:55] <etla> alex: ok... will have to test how it works in practice. I suspect that an integrator could be needed somewhere..
[19:18:59] <cradek> ok
[19:19:15] <cradek> so when I switch to the back tool and want to cut at r=1, I'd have to program x=-1
[19:19:24] <Lerneaen_Hydra> yes
[19:19:25] <cradek> that's kind of comforting :-)
[19:19:59] <Lerneaen_Hydra> I don't get what you mean by "back tool", but to cut "behind" the center of rotation you'd enter -1 to cut at radius -1
[19:20:23] <cradek> in my thinking, radius can't be negative, but I think we're saying the same thing
[19:20:31] <etla> alex: any chance that the documents could be reorganized a little ? for example there are two master_user.lyx files, why is there an /emc2 directory when everything is emc2 nowadays, could the user/dev/int files have separate directories?
[19:20:53] <alex_joni> etla: the emc2/ dir is for docs about emc2
[19:21:03] <alex_joni> the dir below that holds the docs for emc1
[19:21:07] <alex_joni> not likely to change
[19:21:14] <alex_joni> but it's there for reference
[19:21:32] <alex_joni> not sure why user/dev/int dirs would be better?
[19:21:52] <Lerneaen_Hydra> cradek: no, geometrically you can't cut a radius of -1 ;), but some tools would need to be placed at -1 to bore a hole with a radius of 1
[19:22:24] <cradek> I understand
[19:22:30] <etla> alex: ok... maybe the EMCMOT, EMCIO and halui HAL interfaces as documented in the wiki could go in the manual
[19:22:32] <Lerneaen_Hydra> cradek: machining a cube with the volume of 3+5i even more impressive though ;)
[19:23:10] <anonimasu> hehe
[19:23:50] <cradek> does anyone know the url to skunkworks's pictures of the cnc workshop?
[19:24:35] <alex_joni> etla: nothing against that ;)
[19:25:28] <fenn> etla: i thought the .lyx docs were going to be moved into the src/ directory and would be "built" as .pdf's when you compile emc2
[19:25:53] <cradek> Lerneaen_Hydra: here is skunkworks's excellent photo of the setup I was using:
http://www.electronicsam.com/images/KandT/cncworkshop/cradeksthread.JPG
[19:26:07] <cradek> the parting tool is what I mean by "the back tool"
[19:26:11] <etla> fenn: that was a suggestion yes...
[19:26:12] <Lerneaen_Hydra> cradek: oh, I see
[19:26:31] <cradek> the rod is .25 inch
[19:26:38] <Lerneaen_Hydra> you definetly don't see things like that on commercial lathes
[19:26:46] <Lerneaen_Hydra> * Lerneaen_Hydra is spoiled with toolchangers
[19:26:48] <cradek> so it would seem natural to go to x.25 and cut down to x0 to part
[19:27:04] <cradek> but it sounds like you have to go to x-.25
[19:27:16] <Lerneaen_Hydra> cradek: the back tool would have a negative value in the tool register
[19:27:27] <Lerneaen_Hydra> for the X axis
[19:27:29] <cradek> right
[19:27:47] <Lerneaen_Hydra> and you'd go to 0.125 (radius) as you said
[19:27:56] <Lerneaen_Hydra> err, -0.125
[19:28:00] <cradek> yes
[19:28:11] <Lerneaen_Hydra> then down to maybe +0.05
[19:28:25] <cradek> ok I think you've answered all my questions, thank you
[19:28:35] <Lerneaen_Hydra> cradek: that's actually a rather smart setup
[19:28:55] <fenn> Lerneaen_Hydra: how does lathe tool comp work with angles greater than 90 degrees?
[19:29:04] <Lerneaen_Hydra> cradek: sure thing, if there's anything else you want to know then ask
[19:29:10] <cradek> yes and an upside-down parting tool works well because if you feed too fast, it lifts instead of digging in
[19:29:11] <fenn> say i have a hexagon with rounded edges
[19:29:38] <cradek> haha
[19:30:07] <Lerneaen_Hydra> fenn: ah. hmm. probably you'd enter a side angle lower than 90
[19:30:13] <Lerneaen_Hydra> http://wiki.linuxcnc.org/uploads/cutter_profile.png
[19:30:22] <Lerneaen_Hydra> still cutter type 3
[19:30:35] <Lerneaen_Hydra> maybe 58°?
[19:30:43] <Lerneaen_Hydra> however...
[19:30:48] <Lerneaen_Hydra> that should give an error
[19:31:02] <Lerneaen_Hydra> if you do a rough turn
[19:31:16] <Lerneaen_Hydra> probably you'd leave the side angle field empty
[19:31:30] <skunkworks> fenn - browsing emc on cnczone? ;)
[19:31:42] <fenn> hmm is that still open?
[19:31:46] <Lerneaen_Hydra> and just have an end angle value and a radius (and the X and Z values of course)
[19:32:09] <fenn> skunkworks: they log who looks at what page??
[19:33:57] <skunkworks> it says at the top - people viewing the page - 7 ( 2 members & 5 guests )
[19:34:04] <skunkworks> samco, fenn
[19:36:45] <K4ts> hello
[19:39:24] <Lerneaen_Hydra> cradek: G33 syncs as many times as possible during a cut, right?
[19:39:34] <Lerneaen_Hydra> not just once/turn
[19:39:46] <cradek> I don't understand the question
[19:39:55] <SWPadnos> it's continuously synched
[19:40:04] <cradek> oh yes
[19:40:46] <SWPadnos> if you have only an index pulse, then the velocity sensing accuracy will be worse than with an analog tach
[19:40:54] <cradek> a new tool velocity is calculated every traj period
[19:41:20] <Lerneaen_Hydra> so if I have a hole-wheel with 200 holes, then it will sync 400 times/turn?
[19:41:56] <cradek> no, a new tool velocity is calculated every traj period considering how many holes have passed
[19:42:30] <cradek> that's not very high resolution, it will be interesting to see how well it works
[19:42:35] <Lerneaen_Hydra> how often is traj-period as default?
[19:42:52] <cradek> something like .002 seconds I think
[19:43:11] <Lerneaen_Hydra> some people at CNC-zone had one pilse/turn and supposedly have working threads, though I find that rather dubious
[19:43:29] <cradek> haha we heard about that at length at cnc workshop
[19:43:41] <cradek> I imagine it depends what you consider a "working" thread
[19:44:17] <Lerneaen_Hydra> heh, good point
[19:44:19] <skunkworks> turbocnc normally is set up with 1 pulse per rev
[19:44:22] <alex_joni> cradek: screw fits?
[19:44:25] <cradek> the common dos based software (forget its name) can only do that and the author gets very worked up if you say it doesn't sound good enough
[19:44:39] <alex_joni> that's turbocnc allright
[19:44:41] <Lerneaen_Hydra> in that video you had one could hear the steppers change vel. constantly
[19:44:49] <cradek> yes
[19:44:49] <Lerneaen_Hydra> haha
[19:45:11] <Lerneaen_Hydra> sounds like someone's a bit touchy
[19:45:42] <cradek> well it sounds like his users use it successfully. hard to argue with that.
[19:46:53] <Lerneaen_Hydra> I still wouldn't use 1pulse/rev to make ballscrews or anything ;)
[19:47:29] <skunkworks> it assumes the spindle doesn't change rpm much.
[19:47:58] <alex_joni> well, with a fine tuned PID on the spindle.. it might work :D
[19:48:27] <Lerneaen_Hydra> I do know that my spindle changes significantly, I can feel it on the motor (the V-belt is a bit old)
[19:48:47] <skunkworks> yah - most people have the good old manual lathe in back gears - so there probably isn't much change in rpm
[19:49:37] <Lerneaen_Hydra> oh, gears is much better
[19:49:46] <Lerneaen_Hydra> still, no excuse not to have an encoder
[19:50:13] <skunkworks> right. (I am not trying to defend it ;)
[19:50:33] <skunkworks> even though I think I bought turbocnc (gave you access to the source code)
[19:50:48] <Lerneaen_Hydra> seems like I've been preaching to the choir
[19:50:57] <Lerneaen_Hydra> heh
[19:52:10] <skunkworks> would not go back to turbocnc if my life depended on it
[19:52:43] <skunkworks> it was a good learining tool. but it lacks big time.
[19:53:17] <Lerneaen_Hydra> * Lerneaen_Hydra yawn...
[19:53:21] <skunkworks> plus I like to surf while the machine is running ;)
[19:53:33] <Lerneaen_Hydra> it's getting late, and I have the early shift tomorrow
[19:53:42] <Lerneaen_Hydra> I have to be at work at 06:00
[19:53:47] <Lerneaen_Hydra> *not* fun
[19:57:24] <jepler> yeah, blech
[19:57:32] <skunkworks> uh oh
[19:57:46] <skunkworks> that doesn't sound good
[19:57:47] <Lerneaen_Hydra> nothing like factory work at skf
[19:58:05] <Lerneaen_Hydra> skunkworks: definetly not ;)
[19:58:31] <cradek> Lerneaen_Hydra: before you go, one more thing
[19:58:37] <cradek> http://wiki.linuxcnc.org/uploads/cutter_profile.png
[19:58:54] <cradek> in this photo the angles are important for the "gouging" tests in comp mode
[19:59:03] <cradek> but I don't see them in the tool table
[19:59:10] <Lerneaen_Hydra> cradek: crap. that 2° value should be 92
[19:59:19] <cradek> they need to be there, right?
[19:59:25] <Lerneaen_Hydra> cradek: uh, yea
[19:59:45] <Lerneaen_Hydra> one for side angle and one for end angle
[20:00:14] <cradek> can you fix that (tomorrow?) and show in the picture how the angles are to be measured?
[20:00:24] <Lerneaen_Hydra> the 55°is superflous
[20:00:30] <Lerneaen_Hydra> cradek: sure
[20:00:35] <cradek> thank you
[20:00:44] <Lerneaen_Hydra> tomorrow sometime in the afternoon
[20:00:48] <cradek> ok
[20:00:55] <cradek> goodnight
[20:00:57] <Lerneaen_Hydra> that would be what... 17 hours from now
[20:01:00] <Lerneaen_Hydra> goodnight
[20:01:11] <jepler> that's OK, it's afternoon for you by the time I crawl out of bed
[20:01:20] <Lerneaen_Hydra> heh
[20:01:32] <cradek> exact timing is not important, remembering to do it is!
[20:02:18] <Lerneaen_Hydra> cradek: those angle values are used in my cam app, in the lathe I've used they've used a different base, but I prefer the cam app's base, as it allows for a larger range of tools
[20:02:43] <cradek> compatibility with common cam packages is an important goal
[20:02:45] <Lerneaen_Hydra> by base I mean.. uh.. line/axis that the angle is then based on
[20:03:14] <cradek> again we have to trust you guys about that, none of us have access to that kind of software
[20:03:46] <Lerneaen_Hydra> cradek: the cam app that I have doesn't output code with that compensation, it does everything like that itself (radius compensation too)
[20:04:00] <cradek> that sounds nice
[20:04:07] <Lerneaen_Hydra> the student version is freely available (AFAIK), the only limit is that you can't make code
[20:04:44] <SWPadnos> ok
[20:04:46] <cradek> free is still no good if you don't own a windows license :-)
[20:04:47] <SWPadnos> gah
[20:04:56] <Lerneaen_Hydra> cradek: how I envy you...
[20:04:58] <alex_joni> hmm.. I always thought the purpose of CAM is to produce code
[20:05:23] <Lerneaen_Hydra> the student version is to learn the cam app, you make the code with the $$ version
[20:05:29] <alex_joni> Lerneaen_Hydra: oh, ok
[20:05:52] <Lerneaen_Hydra> anyway, goodnight
[20:06:03] <cradek> goodnight, thanks again
[20:06:17] <Lerneaen_Hydra> any time
[20:12:12] <skunkworks> cradek: I had a program I wrote that took a gcode program and scaled it - I could find it and scale the penguin.
[20:12:57] <skunkworks> make it a more usable size
[20:14:36] <skunkworks> until there is a emc scaling/rotate/mirror code ;)
[20:15:01] <alex_joni> skunkworks: think you should say that again
[20:15:19] <alex_joni> 23:17 < skunkworks> cradek: I had a program I wrote that took a gcode program
[20:15:19] <alex_joni> and scaled it - I could find it and scale the penguin.
[20:15:19] <alex_joni> 23:17 < skunkworks> make it a more usable size
[20:15:19] <alex_joni> 23:19 < skunkworks> until there is a emc scaling/rotate/mirror code ;)
[20:15:53] <skunkworks> oops
[20:16:05] <cradek_> cradek_ is now known as cradek
[20:16:52] <cradek> it would be nice to have a smaller pengiun, however I'd rather have the model so we could generate a better tool path
[20:18:20] <skunkworks> that is what you said - (we had this conversation at the workshop) all I remeber is wanting a smaller penguin
[20:18:28] <skunkworks> remember
[20:19:10] <cradek> I think he's not that big, but he's hard to cut in anything real because the plunge is so deep
[20:19:32] <cradek> but if the model is lost, making him smaller would be better
[20:20:07] <jepler> I don't remember -- did I fix the fact that the initial plunge was a g0 move?
[20:20:25] <cradek> ouch
[20:21:54] <jepler> N80 G0 X53. Y-56.128
[20:21:54] <jepler> N90 Z10.
[20:21:54] <jepler> N100 Z-25.372
[20:21:54] <jepler> N110 G1 Z-27.372 F225
[20:21:57] <jepler> nope, I didn't fix it
[20:21:59] <CIA-8> 03awallin 07HEAD * 10documents/lyx/emc2/hal_halui.lyx: first draft of halui section for the manual
[20:21:59] <skunkworks> I don't think so. there is a short plunge for the last bit that is g1 but for the most part it plunges at g0
[20:25:36] <alex_joni> jepler: very busy?
[20:26:15] <jepler> alex_joni: not really -- what's up?
[20:26:42] <alex_joni> I used a 'free' cnc simulator a while ago
[20:26:56] <alex_joni> and now that I think of it, AXIS does most of the same things
[20:27:00] <alex_joni> except one ;)
[20:27:27] <alex_joni> a nice 'block' view, where you can see how the result will look like (this might be something for 2.0 or later, nothing urgent)
[20:27:40] <alex_joni> here's a snapshot:
http://www.cncsimulator.com/images/simmen.jpg
[20:27:44] <jepler> you're the first one ever^W^W^Wabout the hundredth person to suggest that feature
[20:27:54] <jepler> I agree it would be very cool
[20:28:24] <alex_joni> as I said.. nothing urgent
[20:28:34] <alex_joni> just something that seems still missing :)
[20:28:43] <CIA-8> 03jepler 07HEAD * 10emc2/nc_files/3D_Chips.ngc:
[20:28:43] <CIA-8> Use G64 Pnnn tolerance
[20:28:43] <CIA-8> make initial plunge G1 instead of G0
[20:28:45] <alex_joni> and it's really a SMOP
[20:29:00] <cradek> alex_joni: patches gratefully accepted
[20:29:17] <SWPadnos> me too, me too ;)
[20:29:18] <jepler> "MicroTech CncSimulator is "Returnware". We will provide you with a full sharp license for free as long as you keep coming back to our site once in a while, fair enough? When you register as a user of CncSimulator we will mail you a link to a "petrol file". It will let you use CncSimulator completely free of charge during 3 months. After this period the only thing we ask you to do is to return to our site and download a new petrol file, for anoth
[20:29:23] <cradek> alex_joni: as a friend of mine is known to say
[20:29:25] <jepler> wow, what a fucking pain in the ass
[20:29:27] <jepler> takes nagware to the next level
[20:29:50] <cradek> sounds like it could be automated
[20:30:31] <SWPadnos> if so, then you can annoy them by getting a new file every hour ;)
[20:30:55] <cradek> you could GPL the script that does that
[20:31:01] <alex_joni> lol
[20:31:22] <alex_joni> cradek: I might consider the patch once I know enough python
[20:31:46] <alex_joni> otoh, AXIS is a great piece of software, would be bad to patch it with my bugs :D
[20:32:03] <cradek> or mine, or jepler's, that's what cvs is for
[20:33:17] <les_w> hi all
[20:33:18] <alex_joni> it seems like you both know what you're doing around AXIS :D
[20:33:21] <alex_joni> hi les
[20:33:30] <SWPadnos> hi Les
[20:34:03] <les_w> saw another post from the guy wanting to round corners
[20:34:12] <les_w> I think I misunderstood him
[20:34:49] <cradek> yeah I think we all did
[20:34:53] <les_w> does emc stop or something when using radius comp and the path is missed?
[20:34:59] <SWPadnos> he wants to stop short of an inside corner, and doesn't care that there's a fillet left in there
[20:35:08] <cradek> it gives an error
[20:35:17] <les_w> I see
[20:35:40] <les_w> all the cam software I have just lets it do it
[20:36:23] <les_w> might help him out to give a choice to supress that error condition
[20:36:48] <SWPadnos> it's actually an error though
[20:37:11] <cradek> Interpreter treats concave corners and concave arcs into which the circle will not fit as errors, since the circle cannot be kept tangent to the contour in these situations. See Figure 6. This error detection does not limit the shapes which can be cut, but it does require that the programmer specify the actual shape to be cut (or path to be followed), not an approximation.
[20:37:17] <cradek> In this respect, the NIST RS274/NGC Interpreter differs from interpreters used with many other controllers, which often allow these errors silently and either gouge the part or round the corner.
[20:37:20] <SWPadnos> for the case of a 90 degree corner, you want to travel one radius away from the first edge, and stop (or turn) one radius short of the endopint
[20:38:22] <SWPadnos> it gets really interesting when you throw in the extra rounding from blending or tolerances
[20:38:30] <les_w> Yes I agree that most systems just allow the resulting radius
[20:39:38] <les_w> considering that any cutter radius will round a sharp inside corner....isn't allowing it appropriate?
[20:39:58] <cradek> les_w: if you want a round inside corner, program it in your gcode
[20:40:06] <SWPadnos> it's a matter of stopping short of the next segment though
[20:40:13] <les_w> would emc with radius comp then error out on any inside corner with any finite radius tool?
[20:40:23] <cradek> les_w: yes
[20:40:48] <cradek> In particular, the Interpreter treats concave corners and concave arcs into which the circle will not fit as errors, since the circle cannot be kept tangent to the contour in these situations.
[20:40:52] <les_w> ok. I always do radius comp in the cam so I did not know
[20:41:04] <cradek> that seems like the sane way to do it
[20:41:20] <cradek> but for handwritten gcode, it's hard
[20:41:43] <les_w> yeah. But I understand his pain. His customer gives him geometries with all sharp corners.
[20:41:46] <cradek> I don't know anything about this, but I can quote the manual and agree with the design, even if it's not customary
[20:41:54] <cradek> me too.
[20:42:03] <cradek> that's why I'm tempted to fix it
[20:42:17] <cradek> maybe I'd actually use radius comp then
[20:42:27] <les_w> heh
[20:42:29] <alex_joni> cradek: say if you need interp help
[20:42:31] <cradek> right now it seems pickier than I need/want
[20:42:36] <cradek> alex_joni: ok
[20:42:38] <SWPadnos> I don't think it's a trivial fix
[20:42:59] <cradek> I agree, but I don't think it's too hard either, unless I'm missing something
[20:43:02] <cradek> I probably am
[20:43:24] <alex_joni> you probably can't grasp the extent before you start coding
[20:43:24] <SWPadnos> especially when you have g-code created from something like an STL file, or a DXF-like piecewise linear approximation of a circle
[20:43:27] <alex_joni> it usually is that way
[20:43:33] <les_w> the interpreter generates the error?
[20:43:37] <alex_joni> les_w: yes
[20:43:40] <les_w> ok
[20:43:49] <alex_joni> les_w: it doesn't even attempt to run it
[20:43:56] <les_w> got it
[20:44:08] <SWPadnos> consider a 90-degree corner that's cut into 10 short segments approximating a quarter circle
[20:44:21] <cradek> yes
[20:44:23] <SWPadnos> and a cutter that's still too big to fit inside that ;)
[20:44:29] <cradek> that's a gouging error afaic
[20:44:56] <SWPadnos> sure, but it's a very possible toolpath, from STL->G-code
[20:45:05] <cradek> I agree
[20:45:15] <cradek> but it errors now
[20:45:19] <cradek> it would error after the change
[20:45:21] <SWPadnos> and it should be a corner, and a single segment lookahead, but it's not
[20:45:22] <K4ts> hi les
[20:45:28] <cradek> other useful cases would be changed to not error
[20:45:41] <les_w> hi anna!
[20:45:44] <K4ts> you go paltalk?
[20:46:00] <les_w> yes
[20:46:05] <K4ts> thanks
[20:46:07] <K4ts> ahah
[20:46:18] <SWPadnos> there's also a problem (I think Matt T mentioned) with short segments that can be correctly checked, but the next segment can't be
[20:46:29] <K4ts> I invite you!
[20:46:47] <SWPadnos> any acute angle can easily suffer from that
[20:47:00] <cradek> we need a whiteboard
[20:47:18] <SWPadnos> heh
[20:47:30] <SWPadnos> consider the shape of a tall sail
[20:47:43] <fenn> also say you have a "C" shape and the cutter can't fit between the two ends of the C
[20:47:52] <fenn> you have to read ahead to the end of the program
[20:47:53] <SWPadnos> straight vertical line, then a slightly angled, still mostly vertical line, then a sharp downturn
[20:47:54] <cradek> fenn: that's a problem today
[20:48:03] <fenn> and also read backwards to make sure you havent run over anything already cut
[20:48:11] <fenn> if you change the tool diameter later in the program
[20:48:31] <fenn> which is why i think tool comp shouldn't be in EMC
[20:48:32] <SWPadnos> I think that should be a CAM / tool selection issue
[20:48:45] <SWPadnos> tool comp should absolutely be there, IMO
[20:48:55] <cradek> I go back and forth
[20:49:12] <fenn> radius no, length comp yes
[20:49:28] <fenn> only having radius in x/y is pretty dumb i think
[20:49:30] <les_w> I do it in cam where I can see a virtual 3-d solid cut before I run
[20:50:14] <fenn> that said, i think emc needs some conversational machining stuff
[20:50:26] <cradek> oh man
[20:50:35] <cradek> * cradek kicks fenn in the shin
[20:50:43] <cradek> no offense
[20:50:44] <fenn> which wouldn't be part of the motion control at all, only so people would stop whining about how emc doesnt do this or that
[20:50:58] <fenn> and axis needs a built-in text editor :)
[20:51:07] <cradek> arrgh
[20:51:25] <cradek> fenn: stop ... hurting america
[20:51:28] <fenn> glad to see that config files get copied automatically :)
[20:51:35] <SWPadnos> that's terrrrrrism
[20:51:44] <skunkworks> <scotty>computer - compuuuuter</scotty>
[20:52:02] <SWPadnos> damn - no transparent aluminum
[20:52:14] <fenn> only translucent aluminum
[20:52:36] <SWPadnos> for very small values of "Aluminum
[20:52:39] <SWPadnos> "
[20:52:58] <asdfq-shop> Actually, there is a material that has been dubbed 'transparent aluminum'
[20:53:22] <fenn> this is not transparent aluminum but transparent Alumina, which is aluminum oxide - Al2-O3
[20:53:30] <fenn> good enuf for me
[20:53:37] <SWPadnos> I think I saw sometihng about that on Slashdot
[20:54:52] <asdfq-shop> It consists of aluminum oxide and another metal oxide - it is transparent, but unlike carborundum (Al2O3), sheets can be bent up to 45 degrees IIRC
[20:55:07] <fenn> really
[20:57:45] <alex_joni> bye guys
[20:57:49] <alex_joni> * alex_joni is off to bed
[20:58:22] <asdfq-shop> I read about it in Science News or Popular Mechanics, years ago
[21:00:22] <fenn> scotty's dead, man
[21:01:46] <skunkworks> oh - he lives on.
[21:02:07] <skunkworks> he is one of the many voices in my head
[21:02:27] <les_w> I just had a long day on the analyzer. I need to do some spice models to figure out these coupled systems.
[21:03:38] <skunkworks> http://www.staff.uni-mainz.de/neuffer/scsi/fun.html
[21:03:40] <les_w> I have been making inductors with dabs of 5 minute epoxy!
[21:04:04] <les_w> opps I'm up on the skype music room
[21:04:06] <fenn> les_w: increase the field strength of the containment system or your crystal might suffer immediate matter/antimatter annihilation!
[21:04:12] <les_w> haha
[21:09:01] <fenn> hmm.. INBOX Message 715 of 841 NEW
[21:12:52] <skunkworks> would you believe 83049 messages(s), 66990 unread ?
[21:13:14] <fenn> you must be subscribed to cad/cam/edm/dro
[21:13:30] <skunkworks> nope - thats a different email ;)
[21:13:45] <fenn> are these actually all messages you want to read?
[21:14:12] <asdfq-shop> Tell me, are the steppers vs. servos flame wars still raging on?
[21:14:17] <skunkworks> first email June 27, 2000
[21:15:10] <skunkworks> I gave up around that time trying to delete junkmail. So now I just keep it all. The email search finds me what I need.
[21:15:29] <fenn> i try to keep only the interesting stuff
[21:16:15] <asdfq-shop> I learned more about CNC stuff when I stopped reading CCED and started doing :)
[21:17:03] <fenn> i never even looked at it.. something about there being 80k messages kinda sent up a red flag
[21:17:18] <fenn> especially with the horrendous yahoo interface
[21:17:41] <fenn> although i do have a .zip of all the messages someone made
[21:18:03] <skunkworks> my mail directory is only 1GB
[21:18:31] <skunkworks> thats with all the random attachments
[21:18:57] <skunkworks> I agree about the yahoo interface
[21:22:40] <fenn> i cant believe there's no standard formal way of describing the units of a measurement
[21:22:59] <fenn> something you can type into a calculator and get the right answer
[21:26:04] <jepler> measurement of what?
[21:26:38] <fenn> well, cost, performance, probability, distance, time..
[21:26:55] <fenn> any kind o unit
[21:27:00] <fenn> even made up units
[21:27:23] <fenn> i know the units program does it, but thats hardly mainstream
[21:28:45] <fenn> jepler: do you explain what the recent changes to tp.c are about in some email? (or should i ask now?)
[21:32:42] <fenn> i dont understand the reasoning behind changing the acceleration for acute/obtuse angles
[21:33:22] <fenn> is it to correct for a cam program that really wants sharp angles but is too dumb to specify them?
[21:38:51] <jepler> fenn: during a blend, the acceleration is the sum of the "decelerate to 0" of the segment that is ending, and the "accelerate to the target velocity" of the segment that is beginning.
[21:39:30] <jepler> fenn: if it's a reversal (e.g., g0x0y0z0; g1x1f100; g1x0f100) then these two accelerations are in the same direction, so to stay within constraints each acceleration can be half of the machine limits.
[21:40:31] <jepler> fenn: but this is not the typical case. in fact, when the angle between the two segments is not acute, you can use the full acceleration for each segment and still stay within constraints during the blend.
[21:40:51] <fenn> this seems like a sign polarity problem
[21:41:34] <fenn> the sign of the acceleration value
[21:42:13] <fenn> * fenn waits for his brain to catch up
[21:43:14] <jepler> if you have two colinear moves then the decel plus accel is no net acceleration
[21:43:27] <jepler> if you have a reversal, the decel plus the accel is twice the acceleration
[21:45:04] <Rugludallur> Hi guys, sorry to bother you but I wonder I can trouble you just a bit, I built myself a cnc plasma table and have the whole thing running with emc2 (great job on the software btw), I am in the process of implementing Torch Height Control and I wonder if you know of anyone who has THC running with EMC2 already?
[21:45:41] <fenn> yes, chinamill is doing something with that
[21:45:49] <fenn> it should be pretty straightforward using hal blocks
[21:46:11] <fenn> what sort of signal does your thc put out?
[21:46:14] <Rugludallur> yes, thats what I already did, used a PID, a constant block and hooked it up directly to the velocity for the axis
[21:46:22] <Rugludallur> binary, moveUP/moveDown
[21:47:02] <fenn> seems like that would always overshoot
[21:48:09] <Rugludallur> I had not thought of that, it would because I hooked the binary signal to the enable pin for the PID ...
[21:49:00] <fenn> if you have 2 options, up and down, you can't ever stay still
[21:49:08] <fenn> i guess that doesn't matter though
[21:49:52] <Rugludallur> the hardware has a configurable band where no signal is sent
[21:50:32] <dmessier> hi all
[21:51:02] <fenn> Rugludallur: so, does it work well?
[21:51:54] <Rugludallur> I still have not tuned the params. for the PID so I get FERROR but I just wanted to do a "sanity check" on this kind of config, wanted to check if you guys had something better in mind
[21:52:41] <dmessier> what did he did??
[21:52:48] <fenn> torch height controller
[21:53:06] <dmessier> w axis???
[21:53:23] <dmessier> controled A??
[21:53:35] <fenn> A?
[21:53:38] <Rugludallur> z axis controlled by a binary
[21:54:13] <Rugludallur> signal
[21:55:03] <dmessier> just up and down?? ok .. i would have saved the z for the grid table..
[21:55:37] <Rugludallur> I am already using A for a slaving a second motor on the Y axis
[21:55:44] <Rugludallur> just up and down yes
[21:56:07] <dmessier> axis travel??
[21:56:11] <Rugludallur> You can see the whole thing here, videos of plasma cutting are without THC
[21:56:11] <Rugludallur> http://www.dallur.com/index.php?id=130
[21:56:45] <fenn> nice big table
[21:56:58] <Rugludallur> yup, takes 2m X 6m plates full size
[21:57:16] <dmessier> very... using a water table i hope
[21:57:47] <Rugludallur> yes, the plates for the waterbath are still missing
[21:58:52] <Rugludallur> I will weld them to the bottom part once everything is function complete
[21:59:18] <fenn> oh dont weld it, you'll go nuts
[21:59:39] <Rugludallur> (I plan to attach the torch to the machine and have it weld itself)
[21:59:39] <fenn> rivets and silicone or something
[22:00:14] <Rugludallur> I will have the entire bath hot galvanized so it has to be welded
[22:00:49] <dmessier> thats why i liked saving the z.. the bath ends up low euf to be a skid pan
[22:01:17] <fenn> it doesnt really matter what the axes are named
[22:02:04] <dmessier> i have a frien who will be very interested in your machine... ; )
[22:02:40] <Rugludallur> :D
[22:02:56] <Rugludallur> I just want to complete the THC so I can do some proper tests
[22:03:17] <Rugludallur> I thought just having adjustable studs for back support would enable me to get the plates straight enough so I would not need THC
[22:03:30] <Rugludallur> forgot about the warping ;)
[22:04:01] <dmessier> we've been hacking and slashin' his high quality plasma jobs on love and luck... for too many yrs
[22:05:03] <Rugludallur> :D
[22:05:59] <dmessier> the BIG one i seen had only a latice of bars under it.... 1/4" started with a full rad they tell me
[22:06:42] <dmessier> sunk into water about 18"
[22:07:20] <dmessier> torch went and found it and cut up to 2" a36 boilerplate
[22:07:27] <Rugludallur> that sounds like something you would only use for icebreakers and submarines
[22:07:52] <dmessier> or hydro electric turbines
[22:07:58] <fenn> why is the water so deep?
[22:08:36] <dmessier> more mass of water.. less / no distortion.... you can cut thinner fingers
[22:09:35] <dmessier> speed was its friend... ESAB if i remember was its name
[22:09:57] <dmessier> power was its fame...
[22:10:42] <Rugludallur> I'm only rated for 1" :Þ
[22:10:56] <fenn> it seems like you'd want the water/metal at boiling temperature so it's all at a consistent temperature throughout
[22:11:24] <dmessier> till you hit the plasma
[22:11:27] <fenn> or at freezing whichever is easire
[22:11:47] <dmessier> no just MOVE the heat... AWAY
[22:11:54] <fenn> but with room temperature water it will have pockets of warm water that will still tend to distort the metal
[22:12:15] <dmessier> pump and coller
[22:12:20] <dmessier> cooler
[22:12:31] <Rugludallur> at that point I think plasma is probably not the way to go
[22:12:38] <dmessier> its a BIG machine...
[22:12:49] <Rugludallur> I think when you get around to that kind of accuracy you want waterjet or laser
[22:12:52] <dmessier> only way.. $$$$ wise
[22:13:08] <fenn> laser has the same problems with distortion
[22:13:41] <dmessier> laser that wil fit a 24' x 12' plate ... where...??? give me their name pls..
[22:14:06] <dmessier> 2" thick...
[22:14:10] <Rugludallur> yup, but with plasma the limiting factor is almost always the cut, it is very hard to get it good enough so that 100°C temp makes any difference
[22:15:16] <dmessier> volume of water seemed to work well for them.. i was in on a Toshiba machine and was taken on a flash tour..
[22:18:07] <Rugludallur> Fenn: you mentioned before that chinamill was doing a THC thing, should I try to get in touch with him somehow, or just use the mailing lists?
[22:18:33] <fenn> i think the mailing list would be a good option, since i dont know how to contact him either
[22:18:53] <Rugludallur> ok, do you know if he was the one that did the flow diagrams on the wiki ?
[22:18:57] <fenn> i will tell him to contact you if i see him
[22:19:42] <Rugludallur> There are flow diagrams for THC circuits on the wiki, all I can see is that they were editied/created by someone who has a .fr domain name
[22:20:16] <fenn> i dont remember
[22:20:20] <fenn> i think chinamill is from sweden
[22:20:20] <Rugludallur> :D
[22:21:21] <Rugludallur> nahh I just googled chinamill cnc and turnes out he is in France :D
[22:21:35] <Rugludallur> probably him then
[22:24:10] <Rugludallur> thanks a bunch
[22:24:49] <Rugludallur> while I am at it, is there any easy way to cast types in emc2 ?
[22:26:47] <fenn> in hal, no, unfortunately
[22:26:59] <fenn> you can change a float to a bit with wcomp
[22:31:06] <Rugludallur> Thanks, I had not thought of that +
[22:31:20] <fenn> have you looked at classicladder btw?
[22:31:33] <Rugludallur> yup, using classicloader for my estop
[22:32:19] <Rugludallur> but I don't really know anything about it other than what the wiki has
[22:32:41] <fenn> thats ok neither do we :)
[22:42:33] <CIA-8> 03flo-h 07HEAD * 10emc2/tcl/bin/pickconfig.tcl: better i18n
[22:44:11] <robin_sz> evening
[22:45:20] <robin_sz> dmessier, some of the big ship building yards have laser on VERY large gantry machine
[22:45:51] <dmessier> yes... i agree..
[22:46:26] <robin_sz> but plasma is more normal
[22:46:32] <fenn> why arent cable-based motion systems more popular for plasma?
[22:46:33] <dmessier> ontario is not a BIG ship building province any more
[22:46:54] <dmessier> ive asked the same Fenn
[22:47:08] <robin_sz> fenn, I used toothed belt on mine
[22:47:17] <dmessier> WHen they do jamm up it ISNT pretty
[22:47:26] <fenn> i mean something like alex's tripod
[22:47:33] <fenn> no ways or anything
[22:47:55] <robin_sz> can it hold +- 0.5mm under motion?
[22:47:56] <Rugludallur> I think it might be a problem if scale, just the stretch in the cables could be problematic
[22:48:08] <dmessier> i havent seen alex's tripod
[22:48:24] <fenn> dmessier:
http://dsplabs.utt.ro/~juve/emc/mytoy/
[22:48:59] <robin_sz> plasma needs to be quite rigid ...
[22:49:05] <fenn> why?
[22:49:08] <robin_sz> 70psi jet of air
[22:49:38] <dmessier> yup
[22:49:49] <robin_sz> think of a 70 psi jet of air 2mm from the sheet surface ...
[22:49:57] <fenn> actually i think a hexapod cable arrangement would be better, so it doesn't flop around
[22:50:05] <dmessier> or more when im on the corntrol....
[22:50:16] <robin_sz> and .. cut quality is totally dependant on keeping it moving in nice straight smooth lines
[22:50:23] <fenn> obviously
[22:50:42] <robin_sz> try a 10m/min move to s sharp corner ...
[22:50:49] <dmessier> with precise tip GAP
[22:50:49] <robin_sz> no overshoot
[22:50:50] <fenn> but.. which is harder, writing software or building a 20 foot gantry?
[22:51:06] <robin_sz> the software
[22:51:18] <dmessier> time wise.. the same.. for a good team..
[22:51:24] <robin_sz> umm
[22:51:31] <robin_sz> well .. emc is 15 years in the making
[22:51:34] <Rugludallur> 20 foot gantry by far easier
[22:51:38] <robin_sz> yeah
[22:51:49] <dmessier> why??
[22:51:49] <robin_sz> 2 days
[22:51:55] <fenn> 2 days my ass
[22:52:07] <robin_sz> well, 3 at a push
[22:52:09] <dmessier> BS... ahhhgg soory caugghed..
[22:52:14] <fenn> 2 days of bolting stuff together, 3 months of prep work
[22:52:15] <Rugludallur> building my own straight surfaces and everything from scratch a gantry with a cart is 2 weeks
[22:52:27] <robin_sz> wow ...
[22:52:42] <Rugludallur> but that is only evenings and weekends
[22:52:50] <robin_sz> I had my simple machines down to 2 days, from start to finish
[22:52:53] <K4ts> night all
[22:53:00] <dmessier> layed a level floor and mounted into it??
[22:53:19] <robin_sz> nope. not needed
[22:53:24] <Rugludallur> how big ?
[22:53:31] <fenn> i can copy the source code in 20 ms, once i get the hang of it :)
[22:53:39] <robin_sz> Rugludallur, 2.5m x 1.25m
[22:54:04] <Rugludallur> Thats fast :D
[22:54:15] <robin_sz> big gantries are fairly easy for a competent fabricator
[22:54:18] <dmessier> yor on MY team then... ; )
[22:54:21] <Jymmm> Gawd I hate setting up lighting =(
[22:55:24] <robin_sz> I think I could get a pre-packed 1.25m sqaure gantry machine down to 4 hours, if built in batches of 10
[22:55:25] <dmessier> our mandelli's have 3 movable cams to view the work envelope
[22:55:54] <robin_sz> big gantries are easy, its just two long tracks and an I section beam
[22:55:55] <dmessier> i wont make it simple... ; (
[22:56:23] <dmessier> but some beams ARE 2.5 Tons
[22:56:40] <Rugludallur> robin: so we are talking assembly from prefabricated ?
[22:57:21] <dmessier> weldments??
[22:57:26] <fenn> i'm talking about design, acquisition, fabrication, setup, and training
[22:57:46] <robin_sz> Rugludallur, I think I could do 10 machines in a week, from flat steel ..., assuming I had the design all sorted out and the parts on the shelf.
[22:57:49] <robin_sz> actual build time
[22:57:54] <dmessier> so am i..
[22:58:00] <Rugludallur> robin: Just drilling all the straight edges in line with the beam, routing cables .. phewww
[22:58:15] <robin_sz> drilling? nah .. just laser them :)
[22:58:21] <fenn> easy for you to say
[22:58:23] <dmessier> on DOPE
[22:59:10] <dmessier> there's a contract i seem to be flashin back to...LOL
[22:59:17] <robin_sz> heh
[22:59:38] <robin_sz> well, the 2.5x1.25 machines I used to build were too labor intensive
[22:59:53] <robin_sz> I had a design for a 1.25 machine that would go out in bulk ...
[23:00:01] <robin_sz> but never got a cotnroller sorted out for it
[23:00:22] <fenn> how long did it take you to design it?
[23:00:27] <robin_sz> months :)
[23:00:38] <fenn> ah hah! :)
[23:00:39] <dmessier> we gave him 6 forgings... he delivered 3 parts.. 1 had 16 non conformances... the other had 11... the first Sress dept. EUCHURED.. its a roll around
[23:00:51] <robin_sz> the first one took a couple of weeks to put together
[23:00:59] <robin_sz> later ones took a few days
[23:01:27] <dmessier> ohter 2
[23:01:44] <robin_sz> the 1.25m x 1.25 machien I think could come down to 4 hours, if done in batches of 10
[23:02:21] <dmessier> show me the PICs
[23:02:52] <robin_sz> youve seen em before
[23:03:19] <robin_sz> wait, I stil lhave some pics of the prototype
[23:03:34] <robin_sz> http://www.redpoint.org.uk/photos/machine2/
[23:03:55] <dmessier> ok...but in 4 hrs...
[23:04:01] <robin_sz> notthat machine no
[23:04:07] <robin_sz> not that in 4 hours
[23:04:28] <robin_sz> my 4hr machine is based on the "torchmate" design ;)
[23:05:19] <dmessier> ok.. i understand... but tomorrow... right..
[23:05:42] <robin_sz> sorry, I meant the plasmacam desing. inspired by that
[23:05:51] <robin_sz> http://www.plasmacam.com/
[23:05:56] <robin_sz> see that?
[23:06:02] <robin_sz> 10 in a week?
[23:06:04] <robin_sz> easy
[23:06:24] <dmessier> sorry have to stand and walk .. to make sure i still can.... 20YR old back injury... biting HARD
[23:06:32] <robin_sz> * robin_sz nods
[23:06:39] <dmessier> brb
[23:07:28] <fenn> ugh that webpage is so messed up
[23:07:55] <robin_sz> well, yeah
[23:08:03] <fenn> it does look like a pretty simple design though
[23:08:07] <robin_sz> yep
[23:08:18] <robin_sz> so, does 10 in a week look crazy?
[23:08:38] <fenn> no
[23:08:40] <robin_sz> just remember, I have a CNC laser and CNC press,
[23:08:53] <robin_sz> so .. it just pops out like chocolate bars :)
[23:09:21] <robin_sz> maybe I return my attention to those
[23:09:23] <fenn> still this isnt the sort of thing you could make in a garage
[23:09:28] <robin_sz> true
[23:09:33] <robin_sz> well, you could
[23:09:39] <fenn> no point though
[23:09:40] <robin_sz> with lots of tube and a saw
[23:09:57] <robin_sz> see what it uses for rails?
[23:09:58] <fenn> it wouldn't be the same thing though
[23:10:05] <robin_sz> 50mm sq box
[23:10:17] <robin_sz> roller bearings running on the edges
[23:10:32] <robin_sz> accurate enough for plasma
[23:11:22] <robin_sz> maybe one day.
[23:14:38] <fenn> they make such a big deal about how cheap it is but dont have a price anywhere
[23:14:51] <robin_sz> yeah
[23:15:08] <robin_sz> 5K to 8K dollars I think
[23:15:28] <fenn> uff
[23:15:57] <fenn> no thanks
[23:16:08] <robin_sz> not available in .eu anyway
[23:16:12] <robin_sz> illegal
[23:16:33] <robin_sz> can you say "fume extraction"?
[23:16:41] <robin_sz> no CE mark, no sale.
[23:24:30] <dmessier> home built no need... kit either
[23:24:46] <dmessier> CE is a PITA
[23:24:53] <SWPadnos> all components need the CE marking though
[23:25:03] <dmessier> in canada
[23:25:05] <fenn> bleh
[23:25:23] <fenn> these are the same people that want to outlaw garlic because it might be used for medicinal purposes
[23:26:06] <dmessier> i understand.. but nice old LANDMARK machines ( fixtures - gap bed lathes and grinders)
[23:26:27] <dmessier> come on now... ; (
[23:27:01] <dmessier> my wife buys it 5 gallons at a time... its a staple...
[23:27:52] <dmessier> then there's the fresh stuff from the garden and schallots.... splendid
[23:28:41] <fenn> dmessier:
http://fenn.dyndns.org/pub/camera/DCP_0657.JPG
[23:28:47] <dmessier> HOW DO YOU MAKE A GAP BED CE approved??
[23:28:51] <fenn> picked last week
[23:29:56] <dmessier> SWEET..... :0=======
[23:30:52] <dmessier> wifey found 5lbs a vadalia onions for 1.95 canuck buck
[23:31:40] <dmessier> ive been bbq en em for dessert
[23:32:06] <dmessier> hi alpha..
[23:32:59] <A-L-P-H-A> hi brown out here.
[23:33:48] <robin_sz> dmessier, CE approval is not so hard for that sort of machine, but you need to at least try and extract the fumes
[23:34:06] <robin_sz> big container underneath, large fan
[23:34:44] <dmessier> we swing 6 ft. off center stuff
[23:34:52] <robin_sz> oh,. lathe
[23:35:02] <robin_sz> light guards?
[23:35:30] <dmessier> we have a hood.. but you NEED lock outs... and the set me up?
[23:35:31] <fenn> is CE like OSHA?
[23:35:45] <dmessier> osha?
[23:35:46] <robin_sz> CE cover EVERYTHING
[23:35:57] <robin_sz> from noise to electrical emissions
[23:36:09] <robin_sz> paitn toxicity on the machine
[23:36:26] <dmessier> elecrical... mech... guarding.. lockout on it all...
[23:36:29] <fenn> european EMI testing is ridiculous
[23:36:41] <robin_sz> well, we seem to manage it :)
[23:36:44] <fenn> dmessier: it can't cause a TV set right next to your plasma cutter to malfunction
[23:36:51] <fenn> what kind of craziness is that?
[23:36:59] <robin_sz> nah, thats not right
[23:37:12] <robin_sz> that would be crazy
[23:37:15] <dmessier> i hope not.. but they check
[23:37:17] <fenn> if you sell to home users it has to be certified for home use
[23:37:23] <robin_sz> no, they dont
[23:37:42] <dmessier> chk out the lockouts on a DMG machine
[23:38:03] <robin_sz> machinery is covered by a different set of rules to domestic
[23:38:03] <dmessier> deckel maho gildemiester
[23:38:23] <fenn> dmessier: built-in idiot detector?
[23:38:42] <fenn> you are too stupid to use this machine, please try again
[23:38:43] <dmessier> oh so you have a loop hole already
[23:39:49] <dmessier> you cant indicate a hole without a 500 dollar toolholder
[23:40:15] <dmessier> that swivels in a locked spindle
[23:40:57] <dmessier> accurately.. from the black forest.. OF course
[23:41:08] <fenn> i dont understand
[23:41:19] <fenn> what does that have to do with lockouts?
[23:41:53] <dmessier> its a dead machine IF your inside...
[23:42:29] <fenn> can't you spin the spindle by hand? :)
[23:43:06] <dmessier> completly locked OUT... a hand held lets you jog axes.. IF you hold in Xtra 2 buttons
[23:43:22] <dmessier> no psindle rotation possible
[23:43:41] <fenn> does it have a computer-controlled chuck at least?
[23:43:49] <dmessier> you learn you your friends are..
[23:44:00] <dmessier> yeas...
[23:44:08] <fenn> i mean, if you paid for this thing you might as well use it the way it was meant to
[23:44:16] <dmessier> that plc... controlled
[23:44:39] <dmessier> siemens or heidenhein controlled machines
[23:45:22] <dmessier> but WE have a health and safety commitee... ; (
[23:46:37] <dmessier> national laws eh
[23:49:07] <dmessier> union too
[23:49:37] <fenn> i dont see why you would want to do it by hand if it has a computerized chuck
[23:50:28] <fenn> this is some sort of crazy mill-turn thing right?
[23:51:37] <dmessier> WHICH one???
[23:52:55] <dmessier> they have machines with 27 tools available to 3 spindles in a 2m x 3m footprint
[23:53:16] <fenn> yep pretty crazy
[23:53:53] <dmessier> work envelope is 24" x 2 + that x 2
[23:54:11] <dmessier> the sprint is cool...
[23:55:15] <dmessier> the ctx 300 was fun...tuned a 1 lobe cam... in mill mode with a tuning tool
[23:55:24] <dmessier> turned
[23:55:32] <dmessier> 12 lobe
[23:56:27] <dmessier> maintenance thought the machine was FACED from the factory
[23:57:26] <dmessier> and WE were canada factory..... ; (
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}