Back
[00:00:08] <giacus> another eXperience ?
[00:00:15] <CIA-8> 03jepler 07HEAD * 10emc2/debian/control: prefer gtk2 to gtk1.2
[00:00:16] <CIA-8> 03jepler 07HEAD * 10emc2/src/ (configure configure.in): prefer gtk2 to gtk1.2
[00:08:03] <giacus> I think will be a hard future with the DRM
[00:16:18] <fenn> jepler: you happen to know how to tell what version of gtk classicladder is using?
[00:16:36] <jepler> fenn: if you get fuzzy fonts then it's probably 2.x, otherwise it's probably 1.2.
[00:16:49] <jepler> fenn: I think you can also look in your makefile.inc to find out
[00:16:51] <fenn> well, my monitor's fuzzy so kinda hard to tell if they're supposed to be
[00:17:02] <jepler> or even just 'ldd bin/classicladder'
[00:17:37] <fenn> ok thanks
[00:18:07] <jepler> ldd src/emc2-onemessage/bin/classicladder | grep libgtk
[00:18:07] <jepler> libgtk-x11-2.0.so.0 => /usr/lib/libgtk-x11-2.0.so.0 (0xb7c56000)
[00:19:04] <fenn> ok i'm using 1.2
[00:19:17] <fenn> i have both installed, dunno why it picked 1.2 over 2
[00:19:31] <fenn> are we aiming for compatability with both versions?
[00:19:47] <fenn> * fenn is following a gtk2 tutorial right now
[00:19:53] <jepler> I'm not entirely sure
[00:20:16] <jepler> I mean, I think we do want to keep compatability with 1.2, because that's all the older systems (e.g., bdi2) have
[00:20:22] <fenn> ok
[00:20:31] <jepler> but I think it's supposed to work with gtk2.0, and if that's true it's a bug that it prefers 1.2 to 2.0.
[00:21:32] <fenn> gtk2 is a different package so it may be looking at the version number or something
[00:21:47] <fenn> hrm
[00:21:56] <fenn> gtk2 version 2.6.7
[00:22:20] <fenn> gtk+ version 1.2.10
[00:24:11] <jepler> what does ./configure say?
[00:24:31] <jepler> checking for GTK version... 2.0
[00:24:34] <jepler> that's what I get here
[00:24:53] <fenn> Makefile.in says GTK_VERSION = 1.2
[00:26:14] <jepler> did you cvs update after my checkins?
[00:26:29] <fenn> although... the syntax is exactly the same for what i'm trying to do so i guess it isnt messing up because of the versioning
[00:26:33] <fenn> jepler: no i havent updated
[00:26:46] <fenn> i just happened to be working on gtk stuff
[00:27:34] <jepler> oh
[00:27:47] <jepler> if you have the -dev packages installed for both 1.2 and 2.0, you'll get 1.2 until you update
[00:27:52] <jepler> that's what the change was about
[00:29:20] <fenn> ok.. make clean.. make..
[00:30:19] <fenn> yeah now it's using gtk-2
[00:33:37] <jepler> yeah I suppose a 'clean' would be necessary too
[00:41:04] <fenn> i hate when i copy stuff straight out of the tutorial and it doesnt work
[00:46:59] <CIA-8> 03jepler 07HEAD * 10emc2/src/emc/kinematics/ (tp.c tp.h):
[00:46:59] <CIA-8> merge the acceleration and velocity information into the linear and circular
[00:46:59] <CIA-8> move messages. This has several advantages, more importantly that up to 1
[00:46:59] <CIA-8> motion can be sent to the planner per cycle, rather than 1/3 motion per cycle
[00:46:59] <CIA-8> as before. It also has the benefit of decreasing the number of entries in
[00:46:59] <CIA-8> each queue, allowing the interpreter to get further ahead on large programs.
[00:47:02] <jepler> fenn: me too
[00:47:03] <CIA-8> 03jepler 07HEAD * 10emc2/src/emc/motion/command.c:
[00:47:05] <CIA-8> merge the acceleration and velocity information into the linear and circular
[00:47:07] <CIA-8> move messages. This has several advantages, more importantly that up to 1
[00:47:09] <CIA-8> motion can be sent to the planner per cycle, rather than 1/3 motion per cycle
[00:47:11] <CIA-8> as before. It also has the benefit of decreasing the number of entries in
[00:47:13] <CIA-8> each queue, allowing the interpreter to get further ahead on large programs.
[00:47:15] <CIA-8> 03jepler 07HEAD * 10emc2/src/emc/nml_intf/ (emc.cc emc.hh):
[00:47:17] <CIA-8> merge the acceleration and velocity information into the linear and circular
[00:47:19] <CIA-8> move messages. This has several advantages, more importantly that up to 1
[00:47:21] <CIA-8> motion can be sent to the planner per cycle, rather than 1/3 motion per cycle
[00:47:23] <CIA-8> as before. It also has the benefit of decreasing the number of entries in
[00:47:25] <CIA-8> each queue, allowing the interpreter to get further ahead on large programs.
[00:47:29] <CIA-8> 03jepler 07HEAD * 10emc2/src/emc/task/ (emccanon.cc emctaskmain.cc taskintf.cc):
[00:47:31] <CIA-8> merge the acceleration and velocity information into the linear and circular
[00:47:33] <CIA-8> move messages. This has several advantages, more importantly that up to 1
[00:47:35] <CIA-8> motion can be sent to the planner per cycle, rather than 1/3 motion per cycle
[00:47:37] <CIA-8> as before. It also has the benefit of decreasing the number of entries in
[00:47:39] <CIA-8> each queue, allowing the interpreter to get further ahead on large programs.
[00:47:43] <jepler> sorry about the spam. cia can be very talkative when the commit spans several directories...
[00:51:16] <giacus> CIA ?
[00:51:49] <giacus> last seen: today , lines in the last week: 88
[00:51:52] <giacus> :D
[00:51:52] <rayh> Central Ignorance Agency
[00:52:23] <giacus> rayh:
http://www.giacus.org/emcstats/emc.html !
[00:52:31] <giacus> I was worried about you ..
[00:52:40] <giacus> last seen 9 days ago :(
[00:53:00] <giacus> got a bit of work ?
[00:53:20] <rayh> Was working on the fest
[00:53:25] <giacus> nice
[00:54:12] <rayh> We had a very good time.
[00:55:46] <giacus> I've no doubts
[00:55:58] <giacus> I seen some photo of the fest ;)
[00:56:27] <fenn> ray == fester
[00:56:40] <giacus> oh.. that's why !
[00:56:49] <giacus> ^_^
[00:57:06] <fenn> dont worry giacus we still love you
[00:57:31] <giacus> ty ;P
[00:58:25] <Jymmm> we do??? Oh yeah... we do!
[01:01:10] <rayh> darn, giacus. I've completely fallen off the charts.
[01:01:27] <rayh> guess I BETTER GET BUSY eh!
[01:01:58] <jepler> rayh: which part of the panel did you get working with halui?
[01:01:59] <giacus> rayh: you don't want to work with the fingers
[01:03:12] <rayh> Darn my mind is totally blank.
[01:03:57] <rayh> * rayh looks back
[01:12:45] <rayh> ah. I was playing with run and the cycle start button.
[01:14:03] <jepler> cycle start sounds like a great beginning
[01:14:39] <jepler> iirc, feed hold worked but it wasn't going through halui
[01:15:09] <rayh> How was that done.
[01:15:32] <rayh> Ah I see it.
[01:15:37] <rayh> The adaptive thing.
[01:16:31] <rayh> Clever.
[01:19:12] <jepler> I'm pretty sure it was jmk who thought of it
[01:19:37] <jepler> when he was setting it up to make the program wait for the spindle to be at-speed
[01:21:13] <rayh> It works and gives a known ability. That is the most important thing.
[01:21:31] <rayh> phone
[01:24:29] <giacus> G'night all
[02:06:15] <CIA-8> 03jepler 07HEAD * 10emc2/src/emc/task/emccanon.cc: remove debugging prints
[03:12:13] <Jymmm> q
[03:38:22] <cradek> yay I ordered pulleys and belts for my lathe cnc
[03:41:58] <fenn> what pitch pulleys?
[03:42:23] <fenn> XL, MXL, 40DP, etc
[03:42:51] <fenn> or did you splurge and get a GT belt
[03:48:34] <cradek> I got MXL which are .08" pitch
[03:48:50] <cradek> I don't know anything about belts so I hope I did it right
[03:51:36] <fenn> MXL is what i'm using, i thought it seemed harder to find than XL
[03:56:33] <cradek> it seemed to match the pulleys that came on the motors
[03:56:40] <cradek> but I ordered extras anyway to be sure
[03:57:05] <cradek> the real problem is going to be boring the 1/8" holes to 4mm
[03:57:49] <cradek> maybe it's forgiving enough for me to just drill it in the lathe with the nearest numbered drill and hope for the best
[04:00:21] <CIA-8> 03fenn 07HEAD * 10emc2/src/hal/classicladder/ (editproperties_gtk.c classicladder_gtk.c): some readability and annoyance fixes
[04:01:24] <fenn> yeah i bet that would be fine
[04:01:49] <fenn> start with a couple sizes below what you want to end up at
[04:02:06] <fenn> the more you take off at once the more it is likely to go off center
[04:02:31] <fenn> but the biggest problem is likely runout in your chuck
[04:02:35] <cradek> 1/8 to 4mm isn't much to remove at all
[04:02:58] <cradek> I can get it nicely centered with an indicator, no problem
[04:04:17] <fenn> well alrighty then
[04:04:46] <cradek> do you calculate the ideal distance between the pulleys somehow, or just fit it how it seems right?
[04:04:59] <fenn> i use the calculator on sdp-si.com
[04:05:15] <fenn> its not exactly rocket science though
[04:06:21] <cradek> thanks, saved for later
[04:14:35] <cradek> hmm, an entire new theonion and not a funny article in sight
[04:22:39] <fenn> what they still write that?
[06:35:17] <Jymmm> anyone alive?
[11:56:56] <giacus> jepler: you there ?
[11:57:43] <giacus> cradek: ?
[12:06:41] <K4ts> hello
[12:06:46] <K4ts> giorno
[12:07:24] <giacus> hello K4ts
[12:09:58] <jepler> giacus: I'm here for a few minutes. what's up?
[12:10:19] <giacus> hi jepler
[12:10:28] <SkunkWorks> morngin
[12:10:31] <SkunkWorks> morning
[12:10:48] <giacus> I notice some issue using axis in IT:
http://www.giacus.org/files/axis/axis_it.png
[12:11:00] <giacus> few strings are not translated
[12:11:48] <giacus> same thing happen tryng other language:
http://www.giacus.org/files/axis/axis_ro.png
[12:12:20] <jepler> as development continues, I've added new english strings.
[12:12:27] <giacus> and Hal Configuration itmen do nothing
[12:12:30] <K4ts> bye
[12:13:17] <jepler> I depend on translators to update the translations
[12:13:52] <giacus> should axis.pot be ok to start ?
[12:13:55] <jepler> I *think* that "Hal Configuration" does nothing in v2.0.0/TESTING but does something in HEAD. I'm not entirely sure.
[12:14:08] <giacus> oh.. ok
[12:14:18] <jepler> you'll probably need to regenerate axis.pot by running "make" in the i18n/ directory
[12:14:29] <giacus> ok
[12:16:15] <giacus> morning SkunkWorks
[12:17:00] <SkunkWorks> what are you running axis on?
[12:17:39] <giacus> emc2 testing
[12:17:42] <CIA-8> 03jepler 07HEAD * 10axis/i18n/axis.pot: rebuild
[12:18:06] <SkunkWorks> giacus: what kind of computer?
[12:18:33] <giacus> celeron 800, 128 mb ram, 16 mb video
[12:18:48] <giacus> debian testing, Ion3 wm
[12:19:05] <giacus> 2.6.16 magma kernel :)
[12:19:56] <SkunkWorks> nice
[12:20:20] <SkunkWorks> taking the plunge and buying servos?
[12:21:45] <giacus> actually I'm using L298 stepper based drivers
[12:22:34] <giacus> I already bought 3 gecko G340 I should run some day ..
[12:25:10] <giacus> found some error on make: msgmerge: found 49 fatal errors
[12:25:11] <giacus> make: *** [se.po] Error 1
[12:30:49] <jepler> giacus: yeah there are some errors in that file, I probably shouldn't have committed it.
[12:31:05] <jepler> giacus: you can remove your local copy of it and all should be well.
[12:31:27] <jepler> giacus: it is difficult for someone who is not a programmer to understand how important it is to keep the formatting of a .po file.
[12:32:45] <jepler> the average user also doesn't understand the question: "What encoding did you use for your translation"
[12:33:12] <jepler> it's frustrating
[12:34:03] <giacus> K, understood
[12:34:12] <giacus> going to update it.po now
[12:34:43] <SkunkWorks> logger_aj: bookmark
[12:34:43] <SkunkWorks> See
http://81.196.65.201/irc/irc.freenode.net:6667/emc/2006-05-25#T12-34-43
[12:35:08] <SkunkWorks> thats odd - it just opens up and closes
[12:36:32] <SkunkWorks> and beeps at me\
[12:40:47] <CIA-8> 03jepler 07HEAD * 10emc2/src/Makefile: split install into kernel-dep and kernel-indep portions
[12:53:40] <SkunkWorks> hey ray - how is it going?
[12:54:17] <rayh> Hi. SkunkWorks
[12:55:12] <SkunkWorks> it was nice meating you this weekend. Lots of info - still soaking it all in.
[12:55:39] <rayh> Good to meet you and your dad also.
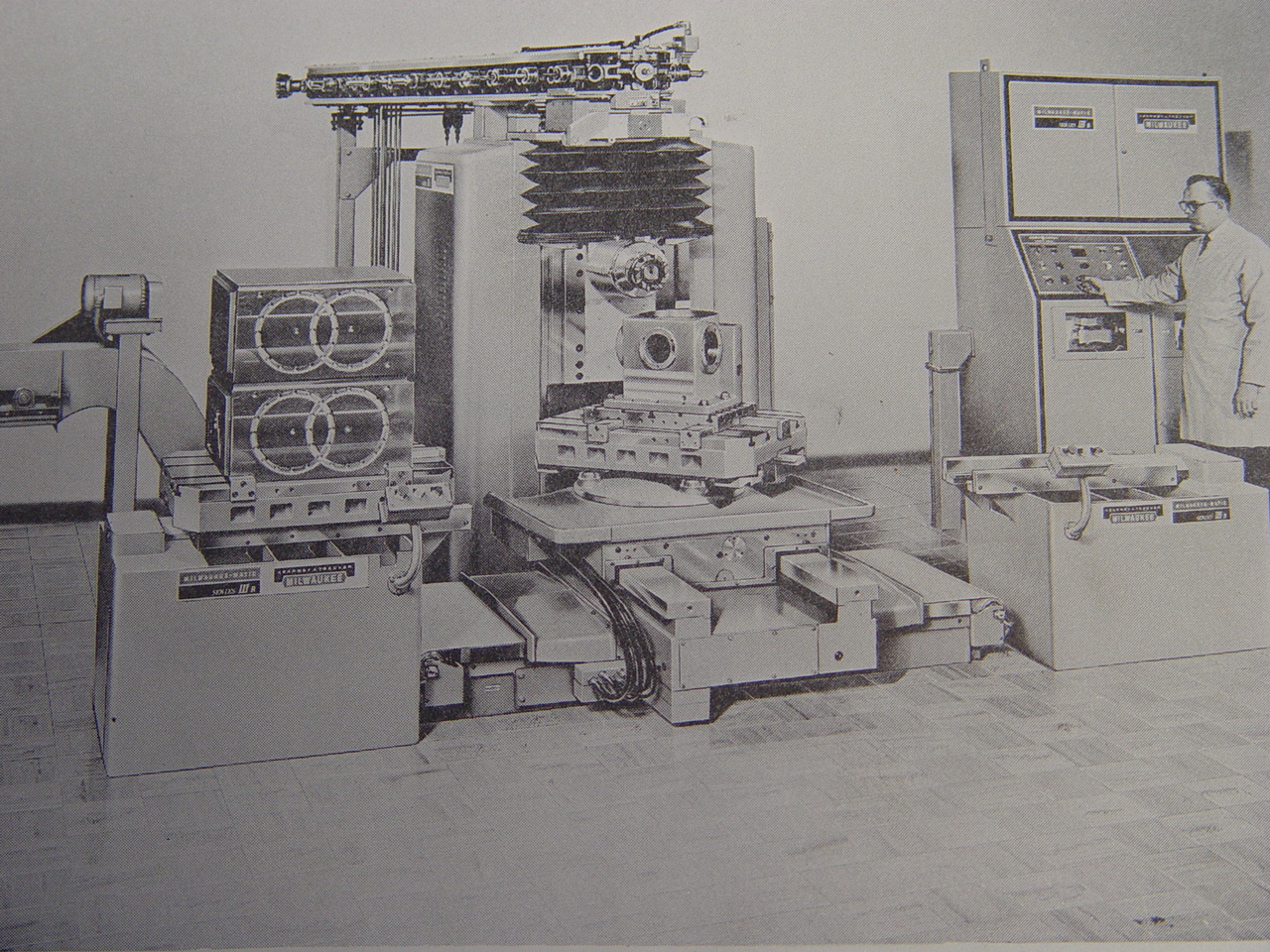
[12:55:59] <rayh> You working on motors and mounts for that K&T?
[13:00:25] <SkunkWorks> still out on what drives will work with the big servos. had a good conversation with jon_e - He thought maybe he could run two of his servo drives in parallel - 40 amps would be nice.
[13:00:42] <SkunkWorks> it is almost 1 ft-lb per amp
[13:00:48] <SkunkWorks> or there about
[13:01:47] <SkunkWorks> But he wanted to think about it some more.
[13:04:06] <SkunkWorks> can't rush into these things :)
[13:20:16] <rayh> Is there a manual tool chain load station somewhere on the side of it?
[13:25:11] <SkunkWorks> yes - on the right side of the upright - there is stairs and collet and chain controlls
[13:41:06] <rayh> Does it have to pocket number and tool number display or entry pad?
[13:41:39] <rayh> a pocket.
[13:43:15] <SkunkWorks> no - remember each tool has 15 rings - it doesn't matter where the tool is posisioned.
[13:43:41] <SkunkWorks> bar-coded.
[13:43:53] <rayh> ah. right. I forgot that.
[13:43:55] <SkunkWorks> I don't think you can search for a tool to load unload manually.
[13:44:28] <rayh> The mazak 414 machines I service have random tool return
[13:45:08] <rayh> They have a keypad that lets you assign tool numbers
[13:45:47] <rayh> Are there any pocket numbers or just the rings?
[13:46:19] <SkunkWorks> there is no pocket feedback.
[13:46:34] <SkunkWorks> just rings.
[13:47:07] <SkunkWorks> http://www.electronicsam.com/images/KandT/oldkandt.JPG
[13:47:59] <SkunkWorks> you can see the reader above and to the right of the spindle.
[13:49:07] <SkunkWorks> it runs the tool changer around - reading each tool to match it to the programed tool number. once it finds it - it advances it to be above the spindle
[13:58:57] <giacus> jepler: the last updated it.po is here if you want to add it to the Axis package:
http://www.giacus.org/files/axis/it.po
[13:59:53] <rayh> Okay, question then. How do you plan to handle tool change? Keep the rings? Dump rings and define pockets? Other?
[14:05:28] <SkunkWorks> I would like to keep the rings - but if that would be too hard to impliment - the pocket could be id'ed
[14:06:19] <SkunkWorks> somehow - (counting each pocket going by - with an index once per chain rev)
[14:09:22] <rayh> As long as the ring counter's output is consistent, then the problem becomes one of mapping tool location.
[14:09:46] <rayh> At least I've got enough info to begin thinking about it in relation to the existing carousel counter.
[14:10:39] <SkunkWorks> Thanks - it will be a while yet - no hurry, By then I hope to be more hal experienced ;)
[14:11:37] <rayh> bbl
[14:48:27] <jepler> giacus: thank you
[14:55:14] <giacus> np, it was funny ;)
[15:23:35] <anonimasu> hello
[15:36:19] <giacus> hi anonimasu
[15:38:09] <anonimasu> 34hi
[16:07:37] <websys> giacus - you around?
[16:07:49] <giacus> websys: I'm
[16:08:11] <websys> went to look for the link and didn't see it
[16:08:35] <giacus> oh .. because you're looking latest week ..
[16:09:21] <giacus> oh. sorry .. no you have few lines
[16:09:31] <giacus> look at These didn't make it to the top:
[16:09:37] <giacus> http://www.giacus.org/emcstats/emc_full.html
[16:10:26] <giacus> the link on nick should work
[16:11:00] <giacus> and the associated pic is
http://www.giacus.org/emcstats/synergy.png
[16:12:02] <jepler> CIA-4 seems to be sad at the moment: 12.9% lines contained sad faces. :(
[16:12:16] <giacus> hehe
[16:12:17] <jepler> 19:49:08 <CIA-8> jepler HEAD * emc2/src/emc/kinematics/ (tp.c tp.h):
[16:12:23] <jepler> hm, it looks like a case of mistaken identity
[16:12:31] <websys> LOL - guess I have to talk more on IRC
[16:12:45] <giacus> websys: yep :)
[16:12:49] <websys> thx
[16:12:58] <giacus> thanks to you
[16:13:21] <cradek> the `smileys' section is interesting
[16:13:36] <giacus> I'm the king of that section
[16:13:40] <giacus> haha
[16:13:54] <cradek> yes you are
[16:14:48] <giacus> is it difficult to be happy, so.. tryng with the smileys at least
[16:15:02] <giacus> ): this is new to mw
[16:15:43] <cradek> I think recognizing that as a smiley is a bug
[16:16:02] <giacus> I know this ]:)
[16:16:08] <giacus> but not ):
[16:19:26] <giacus> websys: check it now:
http://www.giacus.org/emcstats/emc.html
[16:19:38] <giacus> it is updated every 15 min.
[16:20:08] <giacus> you're there now
[16:24:27] <websys> Got it - thank you
[16:27:26] <bill203> I have a question on (manual) machining, if anyone has a second.
[16:27:44] <cradek> ask and we'll try
[16:27:49] <bill203> I'm mounting some linear rails, and trying to figure out how to get them exactly parallel.
[16:28:52] <bill203> I clamped them to some 1-2-3 blocks and marked the holes, but they were 20/1000ths furthur apart on one end.
[16:29:14] <bill203> also: I dont really know what I'm doing, and am just figuring it out as I go.
[16:29:26] <bill203> so if there's some technique to this, I'd love to hear about it.
[16:38:12] <giacus> a bit hard, I think the only way is to move left and right a plane with the bearings until you'll get the perfect alignment
[16:38:40] <giacus> just tryng ..
[16:40:05] <giacus> lock one rail only
[16:40:15] <bill203> so make the holes oversized on one rail?
[16:40:32] <bill203> and then tighten it down after I've got the platform attached to both rails?
[16:40:58] <giacus> duno if is a good thing to oversize the holes ..
[16:41:43] <bill203> I cant seem to get them drilled accuratly enough, so I may have to do that.
[16:43:58] <giacus> the 2 holes for the fist rail should be simple
[16:45:04] <giacus> once you got it blocked, play on the other
[16:45:13] <bill203> yeah, I got the first one mounted ok.
[16:45:41] <bill203> * bill203 searches cnczone forums
[16:45:54] <SkunkWorks> We're Sorry.
[16:46:01] <bill203> thanks. :-|
[16:46:07] <SkunkWorks> The SourceForge.net Website is currently down for maintenance.
[16:46:08] <giacus> http://images.google.it/images?q=tbn:h_zU7V5r5V7rJM:http://www.eurostore-shop.com/catalog/images/v1454513.jpg
[16:46:19] <giacus> I don't know theyr english name
[16:46:24] <giacus> try with that
[16:46:36] <giacus> on the other side
[16:46:45] <bill203> C-Clamps
[16:46:50] <giacus> yeah
[16:46:53] <bill203> or just 'clamps'
[16:47:24] <giacus> it could take some hour ..
[16:47:35] <giacus> and lot of patience
[16:50:25] <bill203> heh.
[16:50:31] <bill203> seems like everything does. :-)
[17:45:38] <Jymmm> Mornin folks... (notice I didn't say GOOD, but whatcha ya gonna do?)
[17:45:45] <bill203> ho.
[17:45:47] <bill203> err, hi.
[17:45:59] <Jymmm> a ho might be nice =)
[17:46:01] <giacus> morning Jymmm
[17:46:18] <Jymmm> even three ho's might be better
[17:46:47] <SkunkWorks> morning? - ah - your on the west coast
[17:48:49] <bill203> it's 11:50am here.
[17:49:02] <giacus> Jymmm: you familiare with html,web, search engine etc ?
[17:49:16] <Jymmm> yep
[17:49:29] <giacus> I'd like to know a thing:
[17:49:36] <Jymmm> me too
[17:50:18] <giacus> http://www.google.it/search?hl=it&q=giacus&btnG=Cerca+con+Google&meta=
[17:50:23] <giacus> that's is google
[17:50:34] <giacus> and this is msn
http://search.msn.it/results.aspx?q=giacus&FORM=QBHP
[17:50:38] <giacus> why ?
[17:50:56] <bill203> do you mean why are they different?
[17:51:14] <giacus> am I banned by google ?
[17:51:47] <bill203> odd.
[17:52:03] <bill203> do you see visits from GoogleBot in your web server logs?
[17:52:18] <giacus> nope, I don't have it installes
[17:52:22] <giacus> installed*
[17:52:33] <Jymmm> huh?
[17:52:39] <Jymmm> Apache log files
[17:52:45] <giacus> I just used some keywords on my html pages
[17:52:50] <bill203> I mean if you look at the apache logs, you should be able to see if the google crawler has loaded your page.
[17:53:18] <giacus> could be hack o hacking a term to be censored ?
[17:53:28] <bill203> nah.
[17:53:37] <bill203> how new is the site? it can take a few weeks to get into google.
[17:53:55] <giacus> about 3 months
[17:54:43] <bill203> I'd give it another month or two before being worried.
[17:54:56] <giacus> ok
[17:56:57] <giacus> another strange issue I'm having is with the FSF
[17:57:28] <giacus> I did a donation in money 3 months ago, got no email or confirm back ..
[17:57:31] <Jymmm> giacus
http://www.google.it/search?hl=it&q=Giacus+Personal+Home+Page&btnG=Cerca&meta=
[17:57:49] <giacus> I should be in the thank GNUs page, but I'm not ..
[17:58:14] <giacus> It was a Paypal donation O_O
[17:59:03] <giacus> I sent a mail to the FSF office and got back an autoreply not clean at all ..
[17:59:43] <giacus> next, I'll sent an email to italy FSF office, I want to know more about it ..
[18:00:18] <giacus> Jymmm: seen
[18:00:33] <giacus> It was a donation of E. 120
[18:00:35] <giacus> O_O
[18:00:50] <giacus> * giacus calls mr rms :P
[18:01:24] <giacus> another one for wikipedia, but there at least there's a public list
[18:01:28] <giacus> with names
[18:02:26] <giacus> something seems not so transparent :(
[18:04:07] <giacus> Jymmm: how is possible ?
[18:04:13] <giacus> google found that
[18:05:07] <giacus> absurd
[18:10:29] <giacus> finally.. this is a nice thing for the privacy:
http://whois.domaintools.com/giacus.org
[18:11:04] <giacus> you can call me by phone if you like :)
[18:12:03] <giacus> Created On:24-Mar-2006 14:05:33 UTC
[18:19:22] <Jymmm> How many axis do you think it would take to make a frame mat cutter?
[18:19:40] <Jymmm> think beveled square and beveled oval/circle
[18:20:02] <giacus> how many D ?
[18:20:31] <Jymmm> http://www.dickblick.com/categories/matcutters/
[18:20:37] <giacus> 2 could be enough I guess
[18:20:59] <Jymmm> it has to cut beveled edge... 45 deg angle
[18:22:15] <jepler> wouldn't you just mount the tool at 45 degrees?
[18:22:29] <Jymmm> http://www.dickblick.com/info/loganmatcutting/
[18:22:39] <jepler> you'd need to be able to turn the tool in "C" (along Z axis) though
[18:22:41] <Jymmm> jepler: Sure, but what about a beveled oval?
[18:23:31] <Jymmm> I can see mounting a stepper in replace of spindle
[18:23:42] <jepler> yeah I think that's basically what you'd do
[18:24:33] <jepler> you would have to vary C continuously, basically keeping it pointing along the direction of travel
[18:24:50] <Jymmm> is that easy enough to do?
[18:25:05] <Jymmm> g-code wise that is
[18:25:07] <jepler> it requires trig
[18:26:34] <Jymmm> Ok, I have ZERO clue when it comes to having a 4th axis... how does that work?
[18:26:59] <Jymmm> I can't even conceive creating gcode for a 4th axis
[18:27:09] <Jymmm> even manually.
[18:27:54] <jepler> imagine a beveled square instead of a beveled oval
[18:28:00] <Jymmm> k
[18:28:29] <Jymmm> * Jymmm is assuming the blade is mounted at 45 deg angle on the 4th stepper
[18:28:30] <jepler> if you want to cut part of the bevel from X-1Y-1 to X1Y-1 (the bottom of the square), you know which way you would point the tool
[18:28:53] <Jymmm> jepler: negative?
[18:29:07] <jepler> you would point it "east" because that's the direction that the move from X-1 to X1 goes in
[18:29:14] <Jymmm> jepler bottom left corner (to me) is xy 0,0
[18:29:22] <jepler> ok, then move from X0Y0 to X1Y0
[18:29:27] <Jymmm> k
[18:29:52] <Jymmm> so turn the 4th to point to 90 deg (compas wise)
[18:29:53] <jepler> now imagine you want to do the next cut, from X1Y0 to X1Y1. You'd rotate the tool to the "north"
[18:30:00] <Jymmm> right
[18:30:54] <Jymmm> raise Z, rotate direction on 4th in direction of travel, lower z into material, move x or y
[18:31:02] <jepler> right
[18:31:14] <SkunkWorks> we have a "vinyl cutter" that contiually points the blade in the direction of cut.
[18:31:25] <jepler> the way you would specify that angle is with "C-" because C is the rotational axis that is parallel to Z
[18:31:34] <Jymmm> SkunkWorks Yeah, I was sorta thinking that.... drag knife
[18:31:45] <jepler> SkunkWorks: yeah, you might be able to make it happen mechanically, but how you do orient it for the beginning of a cut?
[18:32:02] <SkunkWorks> no - this is not mechanically - the blade is an axis
[18:32:27] <Jymmm> SkunkWorks and no beveled cuts either I assume =)
[18:32:36] <SkunkWorks> ah - no
[18:32:45] <SkunkWorks> I understand what you are doing now.
[18:32:56] <SkunkWorks> this is strickly for cutting out decals.
[18:32:57] <Jymmm> SkunkWorks photo frame mat cutter
[18:33:00] <jepler> Jymmm: in mathematics, 0 degrees is "east", so ignoring the need to raise/lower the tool, the program to do the first two corners of the square might look like: G0 X0Y0C0 / G1 X1 / G1 C90 / G1 Y1
[18:33:34] <Jymmm> * Jymmm always thought 0 deg was north (compas wise)
[18:33:50] <SkunkWorks> doing it the way you are saying - you would have to cut say - clockwise for inside cuts and counterclockwise for outside. if that makes sense.
[18:33:56] <Jymmm> jepler wouldn't that ruin the corner?
[18:34:23] <Jymmm> SkunkWorks yeah, for the angled blade compensation you mean?
[18:34:28] <SkunkWorks> with the blade set at a 45.
[18:34:31] <SkunkWorks> rigth
[18:35:18] <jepler> Jymmm: if you G1 C90 with the tool in the matte it will ruin at least one of them. is that what you mean?
[18:35:28] <Jymmm> jepler yep
[18:35:40] <jepler> Jymmm: that's why I said "ignoring the need to raise/lower the tool"
[18:35:45] <Jymmm> oh, heh
[18:35:48] <SkunkWorks> and yes - 0 degrees is east. (also what I am used to)
[18:36:20] <Jymmm> ok, we'll say 0 is east. even thought my gps says otherwise =)
[18:36:40] <SkunkWorks> you don't use a gps to run a machine tool ;)
[18:36:50] <Jymmm> SkunkWorks is a BIG machine =)
[18:36:55] <jepler> Jymmm: in the case of cutting an oval, you will have to make the oval from short lines or arcs, and change "C" in small increments with each move.
[18:37:25] <SkunkWorks> * SkunkWorks also gets a little lost with more than 3 axis's
[18:37:28] <Jymmm> jepler so, I'm getting into the area of CAM programming, no?
[18:37:48] <Jymmm> to make a "perfect beveled oval" ?
[18:38:32] <Jymmm> oh hell... where's my 10 watt laser for $19.95 USD when you need it =)
[18:38:52] <jepler> well the next steps are getting into college-level math -- I'm about to mention ATAN
[18:39:15] <Jymmm> jepler you can mention it, but I aint gonna know what it mean.
[18:39:32] <Jymmm> * Jymmm is willing to learn it though.
[18:39:33] <SkunkWorks> so to do this with a fixed blade - would you need 6 axis? x,y,z - then one to rotate the blade and 2 to tilt and swivel the head?
[18:39:41] <SkunkWorks> or could you get by with 5?
[18:39:51] <anonimasu> why tilt?
[18:40:10] <SkunkWorks> I don't know- trying to get it strat in my head
[18:40:11] <Jymmm> SkunkWorks *I* was planning on setting the blade angle manually for the bevel
[18:40:39] <Jymmm> anonimasu picture mats are cut with a 45 deg bevel.
[18:40:55] <Jymmm> http://www.dickblick.com/info/loganmatcutting/
[18:40:56] <SkunkWorks> Jymmm: I understand that - but that would not work well for square corners I would think
[18:40:57] <jepler> I think you need XYZC
[18:41:08] <jepler> only one angle
[18:41:10] <jepler> angular axis
[18:41:54] <anonimasu> Jymmm: ah I thought you were cutting vinyl
[18:42:00] <SkunkWorks> I am talking - being able to put the blade in strait - and the machine do the rest - any bevel angle.
[18:42:17] <Jymmm> anonimasu understand =)
[18:42:21] <jepler> SkunkWorks: yes, I think you'd need 5-axis to adjust the bevel angle
[18:42:48] <Jymmm> SkunkWorks: Yeah, but I'm talking KISS for right now =)
[18:42:58] <SkunkWorks> just wondering out loud
[18:43:03] <Jymmm> SkunkWorks np =)
[18:44:13] <jepler> Jymmm: now that you understand the blade has to point along the direction of travel, imagine cutting a circle. If you're at the "0 degree" point on the circle and going clockwise, you want the tool pointing 90 degrees (Towards +Y), because that's the direction you're moving (Towards +Y).
[18:45:40] <Jymmm> jepler I understand that. so just calc the C's angle /360 or some such thing
[18:45:58] <Jymmm> s/angle/rotation/
[18:46:01] <anonimasu> hm with some basic trig you could calc where it should point
[18:46:05] <jepler> er, "going counterclockwise"
[18:46:23] <Jymmm> anonimasu right, that's what jepler is trying to explain to this dummy =)
[18:46:34] <jepler> so you code this: G0 X2 Y2 C90 / G1 Z0 / G3 X2 Y2 I-1 J0 C[90+360] / G0 Z1
[18:46:39] <anonimasu> ^_^
[18:47:06] <SkunkWorks> you could probably do the math in gcode :)
[18:47:06] <jepler> to do a radius-2 circle while keeping the blade pointed the right way.
[18:47:09] <Jymmm> jepler that code looks straight forward enough.
[18:47:10] <jepler> er, radius 1
[18:47:50] <Jymmm> jepler would an oval be much more difficult than a circle?
[18:47:53] <jepler> because each degree you go around the circle you want to also turn the blade 1 degree
[18:48:01] <jepler> an oval is harder
[18:48:31] <cradek> you'd have to generate it in a loop (either in gcode or not)
[18:48:47] <Jymmm> jepler 1 deg of C rotation per 1 deg of cercomference travel. if I am understanding correctly
[18:49:16] <jepler> right. Subdivide the oval into a large number of small moves, and at each one calculate the right value for "C". G1 X[...] Y[...] C[atan[...]/[...]]
[18:50:14] <SkunkWorks> or if you made the oval with arc - calculat the degrees of arc and figure your c - I would assume.
[18:50:26] <Jymmm> bah, phone....
[18:50:57] <cradek> I'd be worried doing that without the equivalent of atan2[..][..]
[18:51:22] <cradek> probably better to generate it outside the gcode
[18:51:30] <SkunkWorks> jepler: that circle code through me off as I am not used to thinking of running a rotation axis at the same time. (never had one) Cool
[18:51:52] <jepler> If #1 is the major axis, #2 is the minor axis, and #3 is the angle for this motion, then it may be G1 X[#1*COS(#3)] Y[#2*SIN(#3)] C[ATAN[#1*SIN(#3)]/[-1*#2*COS(#3)]] but the punctuation may be wrong and I'm not sure if I have the -1 in the right spot.
[18:52:43] <jepler> cradek: ATAN[...]/[...] is special-cased in the grammar to be an atan2()-type calculation
[18:52:46] <Jymmm> ok, back
[18:53:06] <cradek> jepler: ohhhh, I would have never thought to look for that
[18:53:26] <jepler> cradek: I wouldn't know that if I hadn't implemented an RS274NGC expression parser once
[18:53:45] <cradek> even though I hate gcode, I have to say our gcode interpreter is pretty cool
[18:54:08] <SkunkWorks> It is :)
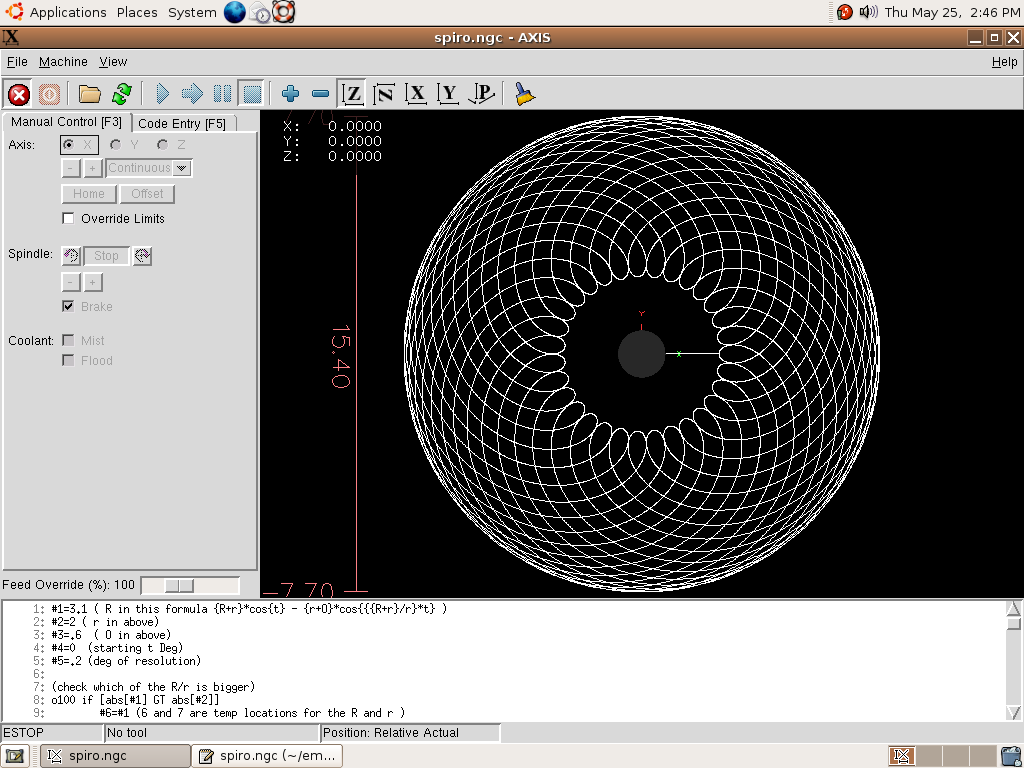
[18:55:23] <SkunkWorks> http://www.electronicsam.com/images/KandT/spiro.ngc
[18:55:35] <SkunkWorks> * SkunkWorks watches jepler twitch
[18:55:40] <Jymmm> So, something like a beveled scalloped edge is near going to be extremely difficult?
http://www.sweetestthings.com/placemat_scalloped_shirl.jpg
[18:56:06] <Jymmm> SkunkWorks: I think jepler wrote that
[18:56:12] <cradek> SkunkWorks: you're insane
[18:56:40] <SkunkWorks> it didn't work that great - I would get it into infanant loops pretty easy
[18:56:40] <Jymmm> oh, it looks close the tthe spiraograph he wrote, my bad.
[18:57:18] <cradek> iirc the hard part about the spirograph was knowing when exactly to stop
[18:57:38] <Jymmm> cradek i think a pseudo stop was added =)
[18:57:46] <Jymmm> iirc
[18:58:34] <SkunkWorks> cradek: that is what it was supposed to do. (did it well - it was just cirtain r/R would screw it up)
[18:58:48] <SkunkWorks> it is like it could not fine the gcd correctly
[18:59:06] <SkunkWorks> rounding error or something. could be me though ;)
[18:59:18] <SkunkWorks> that is as far as I went
[19:00:00] <cradek> Jymmm: those look pretty much like arcs to me
[19:00:43] <Jymmm> cradek ok, it could have been any decorative edging is all.
[19:01:15] <SkunkWorks> maybe it was when I was trying to make R/r whole numbers
[19:03:21] <Jymmm> LOL... condom matting
http://www.tackyliving.com/article.php?id=97
[19:04:22] <Jymmm> Note: Drunk not included.
[19:04:28] <SkunkWorks> jepler kept making fun of me. :)
[19:05:27] <Jymmm> when?
[19:06:00] <SkunkWorks> he does not like o-codes :)
[19:06:19] <Jymmm> oh, heh
[19:07:35] <Jymmm> Hell G1 confuses the hell out of me... I just listen to you ppl and try not to get in the way too much =)
[19:08:30] <SkunkWorks> I can see right now I was multiplying the top and bottom of the fracion by 2 each time through - what the heck was I thinking.
[19:08:59] <SkunkWorks> doubling it each time
[19:09:01] <SkunkWorks> odd
[19:11:24] <SkunkWorks> I take that back - each time through the loop I just multiply it by 2 and that is it. I think I forgot to increment #11
[19:11:35] <SkunkWorks> by 1 each time.
[19:11:55] <SkunkWorks> thats probably why it would get into a infinant loop.
[19:11:59] <SkunkWorks> :)
[19:12:51] <SkunkWorks> sorry mumbling. - So if it couldn't get hole numbers top any bottom multiplying it by 2 it would just loop forever.
[19:14:37] <SkunkWorks> going to have to try it again
[19:14:47] <jepler> SkunkWorks: I've warmed to O-codes just a bit
[19:15:38] <SkunkWorks> I was going to mention it at the fest - you where explaining to someone how to do something in 0-codes. never got around to badjering you ;)
[19:15:59] <SkunkWorks> badgering
[19:18:11] <jepler> I was probably explaining cradek's lathe threading code
[19:19:03] <jepler> Jymmm: that "scalloped" shape would probably be fairly easy, because you could make something very much like it out of arcs. Finding the "C" values for arcs is pretty easy, compared to non-arc shapes made out of lots of segments.
[19:19:48] <jepler> SkunkWorks: I still think O-codes are painful to code, inflexible, and even worse to read than write. but that's a moderation of my older position, which was all that plus a belief that we should take it out of the interpreter.
[19:20:13] <Jymmm> jepler: Ok, cool. I was just thinking various decrotive edges... celtic, roman, floral, etc.
[19:20:20] <Jymmm> s/floral/vines/
[19:20:58] <Jymmm> LOL
http://www.amazon.com/gp/product/0964190702/ref=ase_inmandesignwor05/103-8940363-1669436?s=books&v=glance&n=283155&tagActionCode=inmandesignwor05
[19:41:08] <SkunkWorks> #11=[#11 +1] seemed to make it work correctly - cool. Sometimes I guess you just need to walk away.
[19:42:12] <SkunkWorks> stupid computer does exactly what you tell it to do.
[19:48:55] <giacus> SkunkWorks: try Ruby
[19:49:07] <SkunkWorks> http://www.electronicsam.com/images/KandT/spiro.ngc
[19:49:26] <SkunkWorks> http://www.electronicsam.com/images/KandT/Spiro-0codes.png
[19:49:29] <giacus> I Forgot a comma in C yesterday .. :(
[19:49:32] <Jymmm> giacus: Honestly, python would be much better to learn than ruby
[19:50:15] <Jymmm> giacus and you could use python for web stuff too if your host supports it.
[19:50:29] <cradek> SkunkWorks: that's pretty cool.
[19:51:15] <giacus> Jymmm: Ruby is going to be pretty Python compatible in the latest time
[19:51:35] <Jymmm> giacus: KISS
[19:51:39] <giacus> :*
[19:51:46] <SkunkWorks> cradek: - that last time I ran this it was jerkey - could it have been the short line blending problem?
[19:51:52] <Jymmm> KISS == Keep it simple stupid
[19:52:05] <SkunkWorks> cradek: could you try it on yours - I am not running head
[19:52:15] <cradek> SkunkWorks: definitely could have been
[19:52:49] <SkunkWorks> I didn't know if it just couldn't get calculate the info quick enough in the loop for the tp
[19:53:57] <SkunkWorks> If you do - that one take a bit of time to load in axis ;)
[19:54:09] <cradek> it just took a few seconds
[19:54:13] <SkunkWorks> ok
[19:54:23] <cradek> it doesn't look like your picture
[19:54:31] <SkunkWorks> really?
[19:54:32] <cradek> you must not have updated the code
[19:55:12] <jepler> SkunkWorks: how old is your emc2? there have recently been some improvements. Setting TRAJ down to 1ms (from 120ms) can help too
[19:55:55] <jepler> er, from 10ms
[19:55:57] <SkunkWorks> cradek: your right. hold on - sorry about that
[19:56:49] <jepler> SkunkWorks: under 'o100 else' don't you mean to assign #8, not #9?
[19:58:30] <SkunkWorks> http://www.electronicsam.com/images/KandT/spiro.ngc
[19:58:38] <SkunkWorks> jepler: let me look
[20:00:09] <SkunkWorks> jepler: probably - mute point as the o225 works as I only check for #8 = 1
[20:00:11] <SkunkWorks> lucked out
[20:00:42] <SkunkWorks> If I am thinking correctly
[20:00:47] <cradek> I get smooth motion but it's slow
[20:00:57] <SkunkWorks> cradek: it should be correct now.
[20:01:02] <cradek> how long are the segments? they must be awfully short
[20:01:43] <SkunkWorks> you can set the degrees of resolution at the top. it is set to .2
[20:01:56] <jepler> SkunkWorks: won't #8 have some value that depends on the last program that assigned to it?
[20:03:19] <SkunkWorks> jepler: good question - why don't I fix it so it is correct. ;) I could not tell you of the top of my head if the variable are reset at the begining of each program - do you?
[20:04:47] <jepler> SkunkWorks: I believe they're preserved.
[20:04:53] <jepler> SkunkWorks: that's the whole purpose of the .var file
[20:05:32] <SkunkWorks> more correct now ;)
http://www.electronicsam.com/images/KandT/spiro.ngc
[20:06:33] <SkunkWorks> cradek: did it look as the picture now?
[20:07:17] <cradek> yes
[20:08:35] <SkunkWorks> (didn't overwrite the file on the webserver - oops)
[20:09:12] <SkunkWorks> jepler: thanks. I must not have run into an issue yet.
[20:10:45] <SkunkWorks> cradek: did it take a little longer to load?
[20:11:11] <cradek> yes
[20:11:22] <cradek> I changed the segments to 2 and can't see any difference
[20:11:29] <cradek> then I tried 20, which looks bad
[20:12:46] <SkunkWorks> heh heh = 20 looks cool
[20:13:02] <SkunkWorks> a little cource
[20:14:04] <SkunkWorks> and if the code is correct - it should start where it stops.
[20:14:21] <SkunkWorks> that was the whole gcd crap :)
[20:14:37] <SkunkWorks> 10 dosn't look bad
[20:15:28] <SkunkWorks> looks like maybe an addition to the o-word page - with a little more testing.
[20:15:37] <jepler> really what you want to do is adaptively change the increment instead of using a hard-coded value
[20:16:10] <jepler> so that the deviation from the ideal path to the segments is always within some tolerance
[20:16:44] <SkunkWorks> jepler: good idea. I know how many degrees it takes to go around. I could take that and calculate something,.
[20:17:04] <SkunkWorks> #14
[20:18:03] <SkunkWorks> Although it is a lot of goofing around for a worthless g-code program :)
[20:18:54] <SkunkWorks> I think it was just to prove it could probably be done.
[20:22:15] <SkunkWorks> jepler: I think that would get pretty complicated - as that each degree of movement has a different linear length.
[20:22:43] <SkunkWorks> using that formula. but at this point it is probably getting a little above my head,
[20:22:47] <jepler> yeah, I agree
[20:23:46] <SkunkWorks> I think it is cool though. :)
[20:25:05] <SkunkWorks> glad it was my mistake. (was thinking it was the math in emc - pretty erogent of me)
[20:25:34] <fenn> so, when we gonna get a python interpreter?
[20:25:44] <jepler> what was your mistake? thinking you could do real programming in o-codes?
[20:26:28] <jepler> fenn: probably never, but it's easy enough to run python mycode.py > mycode.ngc and the nhit reload in axis
[20:27:31] <SkunkWorks> no that the [[fix[#6] NE #6] wasn't working = or the #6=[#9*#11] had some sort of rounding error.
[20:28:01] <fenn> * fenn twtiches
[20:28:43] <SkunkWorks> I had posted earlier * SkunkWorks watches jepler twitch
[20:28:47] <SkunkWorks> :)
[20:29:18] <SkunkWorks> someday - I would like to get into real programming :) no more of this vb crap.
[20:30:32] <fenn> well its quite simple really, open up a terminal, type "python"
[20:30:51] <SkunkWorks> but all and all - it was my stupidity that caused axis into loop forever.
[20:31:54] <SkunkWorks> I watched jepler write the arc spiral - looked painless :)
[20:32:10] <SkunkWorks> although he types 1000 words per minute
[20:32:46] <fenn> yeah jepler is a typing machine
[20:33:15] <SkunkWorks> fenn: this is what is causing all the twitching
http://www.electronicsam.com/images/KandT/spiro.ngc
[20:33:17] <fenn> i swear he's got hot-keys or something to paste whole lines onto the screen
[20:33:53] <SkunkWorks> either that or he is a machine - created by nist.
[20:34:25] <SkunkWorks> he doesn't like to admit it but he is running on the NT real time kernel
[20:39:09] <jepler> that is all lies
[20:39:17] <jepler> if it was true, how would it have taken me so long to write this rebuttal?
[20:59:07] <K4ts> hello
[21:00:30] <fenn> nt has poor multitasking, thats why :)
[21:10:05] <Jymmm> hey les
[21:10:12] <les_w> hi jymmm
[21:10:36] <les_w> was off due to modem being blown out by a storm
[21:10:54] <les_w> took 3 days to get a new one
[21:11:00] <giacus> mmm
[21:11:03] <les_w> I had better get a spare
[21:11:04] <Jymmm> again?
[21:11:09] <les_w> yup
[21:11:11] <les_w> again
[21:11:16] <giacus> do not use rapid fuse ?
[21:11:22] <giacus> hi les_w :)
[21:11:37] <les_w> yes MOV type surge protector
[21:11:43] <les_w> they exploded!
[21:11:48] <giacus> wow
[21:11:58] <giacus> that's storm
[21:12:05] <les_w> sounded like a gun
[21:12:06] <SkunkWorks> surge protectors - false security.
[21:12:16] <les_w> I think so
[21:12:33] <fenn> i suppose you'd rather have an underground nuclear reactor?
[21:12:36] <les_w> those speedstrem adsl modems pop easily though
[21:12:42] <les_w> nothing else damaged
[21:13:01] <SkunkWorks> I have a cable modem here - I will see lighting strike a mile away - and my modem goes "crack" - it has a burn spot where it arcs to the ups. :)
[21:13:20] <SkunkWorks> still going suprisingly.
[21:13:30] <les_w> so...unscheduled vacation for me
[21:14:27] <les_w> I tried to organize the shop a little better
[21:14:54] <les_w> put electronics on tek scope carts insted of bench
[21:15:19] <les_w> I was given 3 carts and a couple older digital scopes
[21:15:24] <K4ts> hello les
[21:15:36] <les_w> still shopping for an impedance analyzer
[21:15:41] <les_w> hi anna
[21:16:49] <les_w> so on each cart I put scope, function generator, freq counter, power supply etc
[21:17:11] <Jymmm> EACH ?!
[21:17:21] <les_w> on two
[21:17:35] <Jymmm> * Jymmm buys one of les supercarts for $1 w/ free shipping!
[21:17:46] <Jymmm> oh wait, this aint #ebay
[21:17:52] <les_w> actually I do just need one really
[21:17:56] <Jymmm> ok, $2
[21:18:01] <les_w> haha
[21:18:39] <les_w> the carts were shipped down today from ITW
[21:18:45] <Jymmm> lol
[21:18:45] <les_w> they had too many
[21:19:00] <Jymmm> well, misdirect a few this way
[21:19:16] <Jymmm> not like I'd have any use for them w/o equipment
[21:19:30] <les_w> yeah
[21:19:50] <Jymmm> les_w I meant to bug you about a couple things, but dont want to overburden you if your busy.
[21:19:58] <les_w> they are handy for wheeling around
[21:20:09] <Jymmm> I have no room to wheel around! lol
[21:20:10] <les_w> well it's after 5
[21:20:15] <les_w> shoot
[21:21:05] <Jymmm> two things... 1) in making picture frames, would a butterfly be a best shot on cnc or some other joint?
[21:21:25] <Jymmm> large heavy frames and some thin lightweight stuff.
[21:21:26] <les_w> hmm
[21:21:53] <les_w> frame shops use those vnails
[21:21:58] <Jymmm> I'm not seeing glues being the BEST solution, but I don't knwo any better either.
[21:22:19] <les_w> yeah a butterfly would work though
[21:22:43] <Jymmm> Yeah, and a tad expensive, plus those are Q&D, I'd like to be better quality than that. something that might last 50 or 100 years
[21:23:06] <les_w> I'm having some framing done
[21:23:29] <les_w> I wanted to build the frames myself from exotics, but I have no time
[21:23:53] <Jymmm> I've seen those edge inserts too, but kinda difficult to cut the slot on the edge of the material for me
[21:24:21] <Jymmm> would a butterfly hold the miter joint tight?
[21:24:27] <les_w> I have just about decided to panel a room in v groove solid white pine...
[21:24:40] <les_w> must get the proper shaper cutters
[21:24:43] <Jymmm> * Jymmm isnt' a pine fan
[21:24:55] <les_w> it looks great when it gets old
[21:25:02] <Jymmm> amybe it's all that sap, shrug
[21:25:24] <les_w> tuens dark reddish brown
[21:25:28] <Jymmm> les_w: would a butterfly hold the miter joint tight?
[21:25:40] <les_w> I would have to dye it to get that color right away
[21:26:05] <les_w> pretty tight if it was a force fit
[21:26:19] <les_w> miters always open though
[21:26:20] <Jymmm> even with thermal expansiotn/contraction?
[21:26:32] <les_w> wood shrinks....opens on the inside
[21:26:44] <les_w> wood swells, opens on the outside
[21:27:04] <les_w> so for furniture and the like they are not used
[21:27:12] <Jymmm> les_w The idea was to carve soem frames, then ship them in four pieces to be assemble by the buyer easily
[21:27:14] <les_w> the joints are coped instead
[21:27:34] <Jymmm> * Jymmm googles coped
[21:27:49] <les_w> "coped joint"
[21:29:09] <Jymmm> sorta like a compound miter cut?
[21:29:39] <les_w> can't imagine that working in a picture frame though
[21:29:42] <les_w> yeah
[21:30:46] <Jymmm> well, I'm trying to understand what a "coped joint" is, the pics I'm seeing aren't helping. But instead of just setting the blade at 45 deg straight down, you're saying like a taper of sorts?
[21:31:14] <les_w> it wouldn't work for a picture frame anyway
[21:31:21] <Jymmm> ah, ok.
[21:31:25] <les_w> I don't think
[21:31:38] <Jymmm> I've been reading about joints, just haven't came across that is all.
[21:31:56] <les_w> a tight fitting plastic butterfly would be good for a kit
[21:32:06] <Jymmm> the only joints I'm VERY familure with, involve rolling paper.
[21:32:15] <les_w> haha
[21:32:20] <Jymmm> but that was many moons ago.
[21:32:51] <les_w> yeah me too
[21:32:55] <les_w> high school
[21:32:58] <les_w> literally
[21:33:09] <Jymmm> you dont think the plastic aspect would take away from the carve frame at all?
[21:33:15] <Jymmm> carved
[21:33:21] <fenn> you could make them out of solid titanium
[21:33:23] <les_w> nah...it would be in the back
[21:33:27] <Jymmm> same here on the HS part.
[21:33:58] <les_w> my glasses frame is titanium....love it
[21:34:01] <les_w> so light
[21:34:06] <Jymmm> PVC expands too much, would have to find somethign cheap
[21:34:29] <les_w> glass filled PET
[21:34:30] <fenn> er.. pvc expands too much in what conditions?
[21:34:39] <Jymmm> fenn any.
[21:34:39] <les_w> (soda bottle plastic)
[21:34:59] <Jymmm> les_w I was thinking glass filled nylon, bet PET works, just haven' seen it
[21:35:21] <fenn> jymmm just order some samples from various suppliers and see what you like
[21:35:28] <les_w> well nylon would be ok except glue won't stick
[21:36:01] <Jymmm> let me check some pricing...
[21:38:52] <LawrenceG> Jymmm: hey... make them from pcb material... cheap, and the copper look would be classic... a little green color to make them look old
[21:38:53] <Jymmm> The biggest issue is my local plastics supplier only stocks the basics locally, they have to get everything else in the other warehouses. and their warehouse is like 60,000 sqft
[21:39:47] <Jymmm> LawrenceG for super thin stuff that might work
[21:40:09] <les_w> good idea
[21:40:36] <les_w> cut em out with pcb bits
[21:40:50] <LawrenceG> its easy to get 1/8" pcb material if you need it that thick... the FR4 stuff is very strong
[21:40:58] <les_w> yeah
[21:41:19] <les_w> msc has fr4 to about an inch thivk
[21:41:28] <Jymmm> and the cost?
[21:41:34] <les_w> well G10 fr4
[21:41:48] <Jymmm> PETG les ?
[21:41:50] <LawrenceG> I made some terminal strips (ribbon cable breakout boards) from it and you could stand on them
[21:41:59] <les_w> oh gosh I don't know now.
[21:42:07] <Jymmm> ok, nm then
[21:42:22] <les_w> used to be $.10 / sq in
[21:43:05] <Jymmm> Hmmmm, never seen this before...
http://www.professionalplastics.com/cgi-bin/pp.pl?pgm=co_disp&func=displ&prrfnbr=85473&strfnbr=3&prname=PETG-Sheet
[21:43:58] <les_w> Hey Lawrence, I think ITW will be getting me an agilent impedance analyzer!
[21:44:40] <les_w> PETG is a glassy form of PET....costs more...it's done to be clear
[21:44:52] <Jymmm> those bastards (they arent stocking it)
http://www.professionalplastics.com/cgi-bin/pp.pl?pgm=co_disp&func=displ&prrfnbr=85275&strfnbr=3&prname=Back-Up-Board---for-circuit-board-mfg.
[21:45:15] <les_w> MSC!
[21:45:34] <Jymmm> les_w Prof Plast is local to me.
[21:45:42] <les_w> oh, ok
[21:45:58] <LawrenceG> les_w: cool... that should be fun to play with
[21:45:58] <Jymmm> I cna drive over and scavage thru their rem piles
[21:46:16] <les_w> MSC delivers the next day even with ups ground so it's like local
[21:46:50] <les_w> I need it to tune piezo devices Lawrence
[21:47:08] <Jymmm> les_w I like being able to drive over and bitch as someone in person when they screw up and I needed it yesterday
[21:47:19] <les_w> prob sixth order including the cone and radiation reactance
[21:47:24] <LawrenceG> Jymmm: check ebay Item number: 7622178632 that guy sounds like he can get you some 1/8th stuff cut to size.... price is good on his 1/16 sheets
[21:48:17] <les_w> So I need to see all those poles and zeros
[21:48:32] <LawrenceG> les_w: should be interesting.... the trick is seeing if the tuning can be automated enough so you dont have to do all the tuning
[21:48:36] <les_w> they look a lot like the impedance of a quartz crystal though
[21:48:51] <les_w> series and parallel resonance
[21:49:14] <Jymmm> LawrenceG thanks, looks like a fair seller
[21:49:54] <les_w> I need to make a tank circuit with a series or parallel inductance to cancel the static capacitance though
[21:50:35] <les_w> with a low load impedance both end up being parallel resonance
[21:50:50] <Jymmm> just ground the bitch! =)
[21:51:05] <les_w> ?
[21:51:06] <les_w> ha
[21:51:22] <les_w> this is for the finger burner.
[21:51:34] <Jymmm> encase the whole thing in conductive epoxy and ground the whole damn thing =)
[21:51:47] <Jymmm> no more staitc
[21:51:51] <Jymmm> static
[21:52:05] <Jymmm> hey, there's a new word for ya les.... staitc
[21:52:35] <les_w> The president of Finishing systems approved a ton of funding friday.
[21:53:16] <les_w> That's why I perhaps can get $41,000 impedance analyzers.
[21:53:26] <les_w> although I should rent if I can
[21:53:56] <les_w> gee, it would be great for tuning servos haha
[21:54:06] <fenn> * fenn pats les on the head
[21:54:13] <les_w> tytyty
[21:54:21] <les_w> I'm pretty happy about it
[21:55:04] <les_w> I am now officially "not poor"
[21:55:31] <Jymmm> lol
[21:55:54] <bill203> congrats
[21:56:05] <les_w> oh thanks biil
[21:56:15] <les_w> very stressful though
[21:56:22] <bill203> don't spend it all in one place.
[21:56:32] <fenn> dont worry he will
[21:56:39] <Jymmm> hookers and boose
[21:56:46] <les_w> I promise to buy a used airplane, not a new one
[21:56:48] <les_w> haha
[21:56:56] <Jymmm> hookers and boose in the used plane
[21:57:01] <fenn> Jymmm: hookers and boose is two things :)
[21:57:02] <les_w> yeah.
[21:57:14] <les_w> hahaha
[21:57:21] <Jymmm> fenn Liquor in the front, Poker in the rear
[21:57:42] <les_w> whahahaa
[21:58:06] <Jymmm> les_w =)
[21:58:50] <Jymmm> is les the ONLY one who got that?
[21:58:58] <fenn> no
[21:58:59] <les_w> yup.
[21:59:02] <les_w> haha
[21:59:10] <Jymmm> I think so
[21:59:13] <Jymmm> =)
[22:00:01] <LawrenceG> Jymmm: see ebay 7619486331
[22:00:08] <les_w> I never heard that before...but then I am so young and innocent
[22:00:25] <LawrenceG> Jymmm: 20 pounds for 16.50
[22:00:39] <les_w> wow
[22:01:09] <fenn> holy bejeezus
[22:01:51] <les_w> have to go out for a bit bbl!
[22:02:12] <LawrenceG> ciao les_w
[22:02:51] <fenn> how do you measure the thickness of the foil on a pcb board?
[22:02:57] <fenn> weigh it?
[22:03:27] <cradek> the thickness is measured in "ounces" but I have no idea what thickness that represents
[22:03:33] <Jymmm> LawrenceG looking...
[22:03:47] <fenn> i mean, say i bought one of these 20 pound boxes and it's all jumbled together
[22:04:08] <cradek> oh you mean on a particular board
[22:04:14] <fenn> * fenn sez "ah fsck it" and hits buy it now!
[22:04:17] <cradek> sorry, no idea
[22:04:52] <jepler> "1 oz copper" == .0014 inch
[22:05:21] <jepler> good luck measuring the difference between 1/2 and 1 ounce when it's on FR4 that is many many times thicker
[22:06:54] <LawrenceG> for most circuits its doesnt matter... .5 oz etches faster, but the 2oz copper is nice for power supplies or higher current projects
[22:06:59] <Jymmm> LawrenceG thanks for that one, it's what his store sells - I was having a ahrd time finding such things.
[22:07:33] <Jymmm> Now if I could only find micro mills (not drill bits) with the plastic rings on ebay.
[22:08:24] <LawrenceG> Jymmm: I bough about 50 single sides and 50 double sided pieces from him.... yea... I bought a box of 0.040 end mills but they seem to have gone away lately... break about 3 or 4 every time I try something new!
[22:08:50] <LawrenceG> I need a faster spindle
[22:09:20] <alex_joni> night all
[22:09:26] <fenn> jymmm have you tried the ones from HF?
[22:10:00] <Jymmm> fenn I saw them, but the dont say if they are end mills or drill bits. Have you bought them ?
[22:10:21] <fenn> yes, there are both drills and endmills, although most of the smaller sizes are drills
[22:10:49] <fenn> they are all re-pointed, so a 4 flute endmill will have 2 flutes on the end
[22:11:16] <Jymmm> fenn so it's like fangs?
[22:11:18] <robin__sz> meep?
[22:11:34] <Jymmm> http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=34640
[22:12:11] <fenn> yah thats what i got
[22:12:17] <fenn> except it was $6.50
[22:12:55] <bill203> how's the quality?
[22:13:20] <fenn> hard to tell whats an endmill and whats a drill in the smaller sizes
[22:13:55] <fenn> Jymmm: yes it's like fangs
[22:14:01] <robin__sz> thats what the coloured ring is for :)
[22:14:25] <LawrenceG> man... the Canadian stock market is going nuts.... down all week now up over 200 points today
[22:14:37] <robin__sz> ISTR our excelon drill had a color for each dia, and the end mills had a black band ...
[22:14:41] <fenn> ok so i guess the Y is for endmill
[22:15:17] <fenn> there is one 0.045 endmill
[22:16:34] <fenn> and one .0787, and the rest are more like 1/8"
[22:16:46] <fenn> or are drills
[22:19:34] <Jymmm> $6.99
http://www.harborfreightusa.com/usa/tabviewer/webDisplayItem.do?itemnumber=93293
[22:20:09] <Jymmm> retail store only
[22:20:31] <fenn> gross
[22:23:24] <fenn> i have the hardened steel digital calipers and i like my dial calipers better
[22:23:38] <LawrenceG> after all the changes and updates that came out of fest, is there going to be a new set of debs released? cradek?
[22:23:53] <fenn> Jymmm: i think this is the right one:
http://www.use-enco.com/CGI/INSRIT?PMAKA=610-5030&PMPXNO=948053&PARTPG=INLMK32
[22:24:23] <fenn> LawrenceG: not for a while was the impression i got
[22:24:58] <fenn> there was talk of 2.0.1 as a bugfix release
[22:25:49] <cradek> LawrenceG: we have to sort out which changes are safe bugfixes and put those in the release branch, then I can make 2.0.1
[22:26:10] <LawrenceG> ok... np.... I am excited about getting my lathe set up with a spindle encoder.... threading would be a big plus
[22:26:40] <cradek> LawrenceG: it's not an official feature of 2.0.0 but that's already in there. I didn't fix any threading bugs at fest - I just showed it off.
[22:27:03] <cradek> of course you could run the cvs head too if you want experimental features.
[22:28:29] <LawrenceG> cool..... I have some slot detectors here and was thinking of drilling/milling an encoder ring to hang off the spindle pulley... one row with lots of holes and one for an index pulse
[22:37:51] <SkunkWorks> LawrenceG: was that you running the mouse encoders on your servos?
[22:43:47] <giacus> G'Night
[22:45:12] <LawrenceG> SkunkWorks: yes... and Ted
[22:45:33] <SkunkWorks> how many line mouse encoders did you find?
[22:46:26] <LawrenceG> they seem to work great... encoder I was using had 64 cycles/rev or 256 counts/rev if you looked at all edges... we tested them to over 2500rpm
[22:47:03] <SkunkWorks> neat
[22:47:12] <LawrenceG> http://members.shaw.ca/swstuff/vna-enc.jpg
[22:47:42] <LawrenceG> that one is one I used on a piece of test gear as a "VFO knob"
[22:47:48] <SkunkWorks> hacked apart poteniometer for the mount?
[22:48:22] <LawrenceG> yep... It was the easiest panel bushing I could think of in my junk box
[22:48:54] <SkunkWorks> was it hard getting the sensor alinged to get a good shift?
[22:49:21] <LawrenceG> I moved the sensor around fo best looking signals on scope and hit it with super glue... very non critical... my encoder wheel wobbled a bit
[22:49:34] <SkunkWorks> nice.
[22:50:44] <SkunkWorks> did you use just the sensor - then use your own circuit to interface
[22:50:45] <LawrenceG> ted and I are trying to use car heater fan motors with mouse wheels mounted on the back as REALLY cheap servos
[22:51:04] <SkunkWorks> * SkunkWorks has a few of those also
[22:51:36] <SkunkWorks> we have some dc floor scrubber motors - pm and a heck of a lot of torque.
[22:51:41] <Jymmm> LawrenceG power seat motors.... usually more than one per seat
[22:51:42] <LawrenceG> the sensor is cut from the mouse PCB.... it is 5v ttl signals out.... straight into a parallel port of pic chip as needed
[22:52:33] <SkunkWorks> cool - I have a ton of mice I will need to look through. I like to tinker ;)
[22:52:47] <SkunkWorks> do you remember the brand?
[22:52:59] <Jymmm> SkunkWorks Ford
[22:53:08] <SkunkWorks> :) I ment the mouse
[22:53:13] <fenn> ah bloody hell
[22:53:15] <Jymmm> SkunkWorks oh, chevy
[22:53:20] <Jymmm> =)
[22:53:24] <LawrenceG> http://members.shaw.ca/swstuff/mouse.html
[22:53:32] <fenn> classicladder segfaults and i didnt even do anything yet
[22:53:49] <SkunkWorks> thanks
[22:53:50] <LawrenceG> seems to be very common in newer mice.... HP, logitech, compac
[22:53:57] <cradek> fenn: I hear it crashes if you make the window too tall
[22:54:47] <SkunkWorks> fenn: where you able to get the parrallel port working on the touch screen?
[22:54:55] <fenn> SkunkWorks: i havent messed with it
[22:55:07] <SkunkWorks> Too many projects? :)
[22:55:08] <LawrenceG> http://members.shaw.ca/swstuff/mouse001.jpg note the balck sensor, 4 legged version needs no other support parts
[22:55:53] <SkunkWorks> cool. I want to play with pid - and want to do it cheap :)
[22:56:35] <cradek> SkunkWorks:
http://surpluscenter.com/item.asp?UID=2006052517572669&item=10-1834&catname=
[22:58:18] <SkunkWorks> cradek: thanks - that looks like fun also.
[22:58:26] <Jymmm> LawrenceG what did you use for an ext antenna?
http://members.shaw.ca/swstuff/gpsreference.html
[22:58:45] <cradek> jeff got some about like that but with a gearbox for about the same price
[22:59:30] <SkunkWorks> Yes - his has a gear head.
[23:01:09] <LawrenceG> Jymmm: got a small Motorola mag mount one off ebay... looked like a charcoal bricket with a 25' tail on it.
[23:01:27] <Jymmm> LawrenceG is it passive?
[23:01:56] <SkunkWorks> cradek: did you run the o-code program? was it jerky?
[23:02:20] <Jymmm> LawrenceG this?
http://cgi.ebay.com/GPS-Antenna-MCX-connector-Garmin-Fortuna-Holux-Navman_W0QQitemZ9729144291QQcategoryZ73348QQrdZ1QQcmdZViewItem
[23:02:22] <cradek> I did run it - it worked fine
[23:02:27] <LawrenceG> see ebay 9729144291... it was similar to that
[23:03:10] <SkunkWorks> cradek: thanks - I will have to try it again on the machine.
[23:03:11] <LawrenceG> yep
[23:03:31] <Jymmm> LawrenceG how much better was reception/accuracy with the ext antenna than internal?
[23:03:59] <K4ts> night
[23:04:05] <cradek> I tweaked a few things on my config - previously the interp would only communicate about 10 segs/sec so if the program burned through the faster than that, the motion would be jerky
[23:04:30] <SkunkWorks> cradek: is this in head?
[23:04:32] <cradek> it's easy to get 100-300 segs/sec throughput after this bugfix and an ini tweak
[23:04:45] <cradek> yes but I'm going to put it in 2.0.1 because I consider it a bugfix
[23:05:15] <LawrenceG> no, it had an amp in it
[23:05:34] <Jymmm> LawrenceG huh?
[23:05:57] <cradek> dinnertime
[23:06:04] <Jymmm> ouch 22mA draw =(
[23:06:22] <SkunkWorks> thanks cradek
[23:06:34] <LawrenceG> Jymmm: sorry old question.... the antenna was amplified and was needed because I used a GPS board that had no internal antenna
[23:07:02] <Jymmm> LawrenceG Ah, I thought you might have tried the ext rx on another gos by chance.
[23:07:20] <Jymmm> I HATE the term "gps antenna" it's a lie/wrong.
[23:07:31] <Jymmm> it's a remote receiver.
[23:07:57] <Jymmm> but, wth you gonna do?! =)
[23:08:02] <LawrenceG> ebay 9729782406... I think that was the gps board I used
[23:08:53] <Jymmm> LawrenceG Just in case you didn't know...
http://search.ebay.com/<item_number_goes_here>
[23:09:26] <LawrenceG> thanks... link on my browser is about 2 lines long
[23:09:45] <Jymmm> LawrenceG Yeah, it took me a whole to find that search link
[23:09:59] <LawrenceG> http://search.ebay.com/9731991004
[23:10:17] <fenn> well i certainly dont understand how something could segfault _before_ it gets to the line i modified
[23:10:22] <Jymmm> LawrenceG I have a Gamin 76cs which that first listing says it'll work with.
[23:10:46] <Jymmm> LawrenceG but I dont' think I better on 2 AA battereis =)
[23:11:25] <Jymmm> damn, another HK seller. sigh
[23:13:05] <LawrenceG> http://www.jrmiller.demon.co.uk/projects/ministd/frqstd.htm looks interesting
[23:14:34] <CIA-8> 03fenn 07HEAD * 10emc2/src/hal/classicladder/classicladder_gtk.c: trying to add tooltips but it dies..?
[23:14:49] <Jymmm> LawrenceG any reason you needed a gps BOARD instead of a typical gps?
[23:15:43] <LawrenceG> I cheated a little.... the GPS board I used had an internal 10mhz clock... I disabled it and fed it from a 10mhz standard I had. The serial stream from the GPS receiver had a status report indicating how far off its internal clock was from the satellites.... I used a pick to change the 10mhz osc until the error was minimized.... usually about 1 part in 10^12
[23:16:00] <LawrenceG> s pick/PIC
[23:16:31] <Jymmm> LawrenceG Um, if you have a 10MHz standard, what do you need the GPS aspect for?
[23:18:40] <LawrenceG> The 10mhz standard was just an oven controlled reference (close to 10mhz... about +-1hz).... locking it to the GPS gave me a standard that was VERY close to 10mhz
[23:19:27] <LawrenceG> about 10mhz +- .000001hz
[23:20:26] <Jymmm> ah, so just higher accuracy, but still not "perfect".
[23:20:32] <LawrenceG> I hated having all my frequency counters reading different numbers!
[23:20:36] <Jymmm> lol
[23:21:22] <Jymmm> Hmmm, I wonder if both antennas int and ext work in tandem?
[23:21:39] <LawrenceG> yea... I think the wobble in the earth is even accounted for in the GPS code as it causes significant phase shifts at 1.5ghz
[23:21:55] <Jymmm> I *WANT* this ext antenna, but I don't *NEED* it that much.
[23:22:52] <Jymmm> I only see need to the ext when in the hills/mountains as the tree canopy blocks reception, and I'm not sure an ext antenna would compensate or not.
[23:23:39] <Jymmm> another frickin antenna on the roof of my car =)
[23:25:40] <LawrenceG> Jymmm: most of the cop cars around here have them on the trunk lids... next time you get busted over the back of a car, maybe you can "pick one up" :}
[23:26:11] <Jymmm> LawrenceG Sounds like you know this from past experiance
[23:32:29] <LawrenceG> hehe....
[23:33:34] <LawrenceG> Jymmm: are you on a linux box at the moment?
[23:34:36] <LawrenceG> have you tried ekiga? basically a video/audio netmeeting client
[23:35:14] <Ephexis> m
[23:35:45] <LawrenceG> sip:ve7it@ekiga.net
[23:47:06] <Jymmm> LawrenceG not at the moment, no.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}