Back
[00:00:25] <giacus> skunkworks: no idea, but its a very interesting question
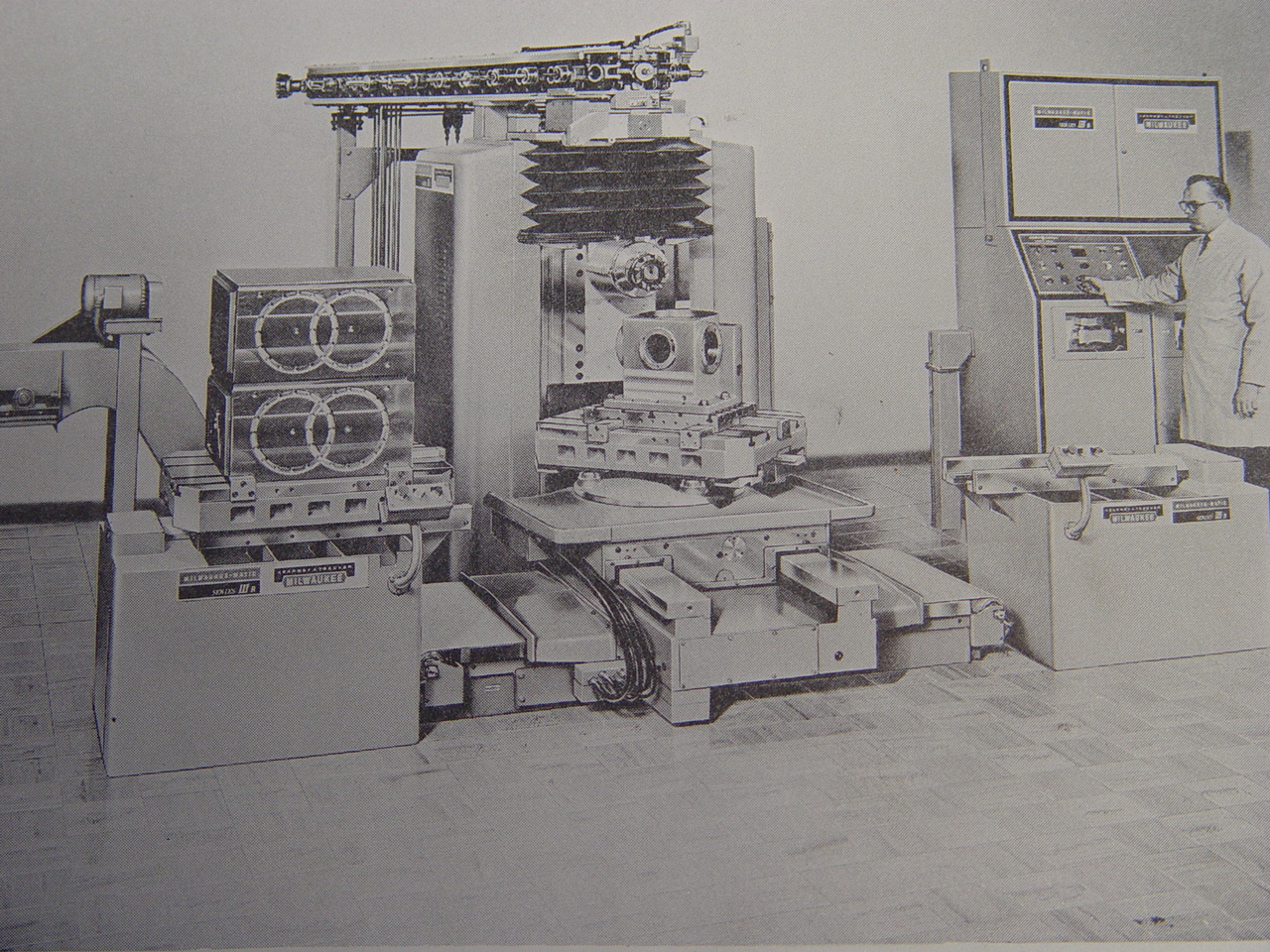
[00:00:38] <skunkworks> http://www.electronicsam.com/images/KandT/DSCCurrent.JPG
[00:00:55] <skunkworks> I will play some more - emc2 is so cool :)
[00:01:08] <giacus> nice machine
[00:03:24] <skunkworks> nice old machine. ;)
[00:03:48] <giacus> sometime old=better
[00:03:51] <giacus> :(
[00:04:15] <giacus> and some new machine its just a toy ..
[00:04:40] <giacus> I didint understand yous issue
[00:04:59] <giacus> maybe yoyre talking about code
[00:05:05] <giacus> not mechanical
[00:06:22] <skunkworks> right
[00:06:26] <giacus> btw, I couldnt help
[00:06:49] <skunkworks> :) that is ok
[00:06:56] <giacus> I never heard of a toolchanger with 60 tool positions
[00:07:41] <skunkworks> we do everything bigger over here? ;)
[00:07:56] <giacus> would be nice hehehe
[00:08:37] <giacus> for what I remember gcode allow to use few command about toolchange
[00:10:15] <skunkworks> the gcodes are there for the most part. Just need to have an idea to get from emc2 to the machine
[00:10:35] <giacus> no clue ..
[00:11:14] <giacus> I just know that could be hard do not lost position
[00:11:38] <giacus> in realtime
[00:11:50] <giacus> for what I tried with stepper drivers
[00:12:30] <skunkworks> this would not be real time. you call for the tool before you need it. The tool changer finds the tool before the tool change is actually called.
[00:12:53] <giacus> before and after the program ?
[00:13:15] <giacus> oh, ok then
[00:13:58] <giacus> I was thinking during..
[00:16:25] <skunkworks> Nope. the tool changer needs to find the tool while the machine is cutting.
[00:16:40] <giacus> understood
[00:17:16] <giacus> maybe should be similar as to control a robotic arm
[00:17:26] <giacus> non simple at all I suppose
[00:18:54] <anonimasu> that's the stuff you usually use a plc for..
[00:19:39] <giacus> that should be his own control
[00:19:53] <anonimasu> giacus: what?
[00:20:02] <giacus> I cant see how could be possible to control it from emc
[00:20:08] <anonimasu> classicladder..
[00:20:23] <anonimasu> the program is straightforward..
[00:20:25] <skunkworks> That is def an option - but with classic ladder - It should pretty much work as a pls
[00:20:28] <skunkworks> plc
[00:21:28] <anonimasu> I'd do it something like keep track of the tool id in the machine in the plc..
[00:22:26] <skunkworks> in my application - the tool has its id on it with a 12 bit number.
[00:22:36] <skunkworks> (random position tool changer)
[00:22:48] <anonimasu> oh, that's trickuer
[00:22:50] <anonimasu> trickire
[00:22:51] <anonimasu> err
[00:22:53] <anonimasu> trickier..
[00:22:56] <skunkworks> :)
[00:23:39] <anonimasu> lots of fun stuff you could do..
[00:23:56] <anonimasu> like keep track of usage statistics and organize the frequently used tools closer to eachother
[00:24:00] <skunkworks> so I need to tell emc that I am looking for a tool number - it spins the tools around until it finds it. then positions it above the spindle
[00:24:17] <anonimasu> isnt it a good idea to keep all tool's in a array in the memory
[00:24:21] <anonimasu> scan on startup..
[00:24:59] <anonimasu> then on the change rotate to a empty spot that's as close to the requested tool as possible.. and drop the tool off..
[00:25:21] <anonimasu> then move to the tool you want and verify that it's there and change it..
[00:25:43] <anonimasu> err that it's the right one..
[00:26:01] <anonimasu> tell me if it sounds stupid..
[00:26:37] <skunkworks> cool -- although at this point I would be happy with it getting the correct tool where it needs to be (usually there is enough machine time between tools that there is enough time for the changer to find it)
[00:27:14] <skunkworks> if that makes sense
[00:27:24] <anonimasu> yeah it does..
[00:27:46] <anonimasu> I like the minimal motion approach.. but well with cl that isnt possible..
[00:27:54] <anonimasu> without lots of work :)
[00:28:06] <skunkworks> really?
[00:28:34] <skunkworks> doesn't cl run independantly from emc?
[00:28:35] <anonimasu> yeah.. cl is nothing like the stuff you program moden plc's with..
[00:29:07] <anonimasu> cl is well ladder ;)
[00:29:37] <anonimasu> skunkworks: for doing what you want it's perfect..
[00:30:16] <skunkworks> ok - what you where talking about would not be as easy?
[00:30:21] <anonimasu> not with cl..
[00:30:54] <anonimasu> but it can be done..
[00:32:03] <roltek> hi skunkworks you trying to do a kt toolchange
[00:33:12] <skunkworks> yes - just trying to get it strait in my mind
[00:33:58] <anonimasu> kt?
[00:34:07] <skunkworks> kerney and trecker
[00:34:12] <anonimasu> ah
[00:34:18] <anonimasu> never heard that before
[00:34:39] <skunkworks> millwakeematic
[00:34:47] <roltek> in the kt you could do a tool change,call the next tool to move into postion
[00:34:55] <skunkworks> http://www.electronicsam.com/images/KandT/DSCCurrent.JPG
[00:35:02] <skunkworks> roltek - that is the plan
[00:35:11] <skunkworks> prefetch
[00:35:29] <anonimasu> sweet :)
[00:35:46] <roltek> i can get you some information on how k&t did it
[00:36:28] <skunkworks> it works (well used to until a few months ago) I know how it works now - just need to think in terms of CL and emc2
[00:37:08] <skunkworks> (played with Classic ladder for the first time today)
[00:37:19] <skunkworks> The wheels are turning
[00:37:27] <roltek> we had two different kinds , with straight shank had readers on it with 50 taper tools where always in same spot on carrasol
[00:38:09] <skunkworks> this is strait shank with "bar code" (metal rings)
[00:38:48] <roltek> we had a fix so you could throw all rings away
[00:39:09] <skunkworks> didn't you like that?
[00:39:30] <roltek> not really
[00:40:30] <skunkworks> what issues?
[00:41:36] <roltek> the fix wasn't my call engineering dept at k&t
[00:41:57] <anonimasu> night guys
[00:41:58] <anonimasu> good luck
[00:42:23] <skunkworks> night
[00:42:37] <roltek> what is driving drum hydraulics with lead and lag switch's
[00:45:28] <roltek> have to go see you latter
[00:45:42] <skunkworks> thanks
[01:48:43] <jmk_away> jmk_away is now known as jmkasunich
[02:09:17] <skunkworks> jmk - played with classic ladder today. Looks very neat.
[02:11:32] <skunkworks> One application I have is to run a random position tool changer. I need to be able to call a tool like T100 and then it searches for it by reading each tool until it finds it. then postions it above the spindle. Looks promising.
[02:17:44] <skunkworks> going to bed - talk tomorrow. night
[03:20:04] <giacus> *_*
[03:20:09] <giacus> night !
[03:20:16] <giacus> giacus is now known as giacus_afk
[04:48:55] <Jymmm> Jymmm is now known as MrAsshole
[04:50:46] <MrAsshole> MrAsshole is now known as Jymmm
[07:14:40] <fenn> http://ueba.com.br/html/Incredible-Little-Mech-Sculpture
[07:34:10] <alex_joni> nice fenn
[09:33:26] <giacus_afk> giacus_afk is now known as giacus
[09:41:03] <giacus> morning
[09:41:46] <giacus> anyone tried htdig search engine here around ?
[10:25:46] <roltek> hi alex are you in
[13:32:55] <skunkworks> morning ray
[13:56:00] <rayh> Hey skunkworks. How you doing today.
[13:56:14] <skunkworks> good so far. Monday you know.
[13:56:38] <rayh> Right.
[13:56:48] <skunkworks> Have you done much with CL?
[13:57:06] <rayh> A bit.
[13:57:31] <skunkworks> I played with it a bit this weekend (just a bit) pretty neat
[13:57:41] <rayh> Yes it is.
[13:58:36] <rayh> I made up that demo_step_cl config.
[14:00:05] <skunkworks> Ok. looking ahead to our big mill - with a random postition tool changer. I need to be able to call a tool - have the tool changer look for that tool then posistion it above the spindle. Do you think that is posible the way emc2/hal/cl is set up now?
[14:00:34] <skunkworks> it would have to read in a 9 or 12 bit number. (don't remember)
[14:00:59] <rayh> phone brb
[14:01:19] <skunkworks> now I can make that number search external if I had to but it would be nice if it could be done all in emc2
[14:01:22] <skunkworks> ok
[14:03:12] <rayh> IMO the random tool hive or drum needs to be handled both in HAL and in EMC.
[14:03:42] <rayh> The user space EMC program reads a tool table file into global variables.
[14:04:19] <skunkworks> 62 tool chain :)
http://www.electronicsam.com/images/KandT/DSCCurrent.JPG
[14:04:20] <rayh> Quite a few years ago we made this file readable/writable while EMC was running.
[14:04:56] <rayh> * rayh looking
[14:05:09] <rayh> That'll take a while.
[14:06:08] <rayh> My notion is that when HAL moves the current tool into a pocket, it has to trigger an edit of the pocket number global tool variable.
[14:06:21] <skunkworks> my thought is if I can call a tool say T100 - and cl could do a compare between what tool is read and what is called. But I might be asking too much
[14:07:21] <skunkworks> I am thinking too simply I guess as I have not had to deal with tool tables.
[14:07:28] <rayh> Unfortunately, the K&T machine that EMC was written for had fixed pocket and tool combinations.
[14:08:35] <rayh> I'd have to do a bit more study but my impression is that t10 is a reference to pocket number 10.
[14:08:54] <rayh> Rather than to a tool holder and tool that might be in there.
[14:09:20] <skunkworks> right. That is how normal machines do it. :)
[14:09:28] <rayh> There is a HAL only way it can be handled, and we will soon be writing a carousel HAL module.
[14:10:14] <jepler> cradek: have you done debs of the latest TESTING and AXIS 1.2.1 yet?
[14:10:17] <rayh> We talked about this hal module having a parameter that was a table.
[14:10:26] <cradek> jepler: no, because there's no cvs
[14:10:28] <skunkworks> so emc comuicates to hal - does hal counicate with cl or is cl comunicating with emc
[14:10:32] <jepler> cradek: oh, that
[14:10:42] <cradek> well I haven't tried yet today
[14:10:47] <skunkworks> emc>hal>CL
[14:11:09] <rayh> The table will hold a pocket number and a set of indicators.
[14:11:43] <skunkworks> ok
[14:11:53] <rayh> In the case of the Mazak, it counts binary switches to 12, then turns on another switch and counts to 12 again.
[14:12:09] <rayh> for 13-24
[14:12:12] <skunkworks> 24 tools?
[14:12:13] <skunkworks> ok
[14:12:17] <rayh> Yep.
[14:13:04] <rayh> What we would need to do is add a column to that table that is the tool number
[14:13:08] <skunkworks> I could see that almost working for me. except the tool has a 9 or 12 bit number. if that makes sense
[14:13:34] <skunkworks> so instead if it looking for the posision it would be looking for the acual tool
[14:13:45] <rayh> np the way we were thinking was that any number could be associated.
[14:13:56] <rayh> with a pocket.
[14:14:47] <rayh> Right and the t command would be run to the tool column, it would look up the pocket column, find current location and find the shortest route to the new.
[14:15:32] <rayh> When a tool changes pocket, the hal module would change the numbering in the tool column.
[14:16:14] <rayh> Something like "I just took tool 6 out of pocket 1 and am stuffing tool 9 in there.
[14:16:55] <rayh> That should handle most any carousel or hive.
[14:17:22] <rayh> And still allow for tool prepare and tool change.
[14:19:00] <rayh> sf is still not having any cvs changes.
[14:20:12] <rayh> skunkworks, I see that the way that the tool change arm works you have to put the old tool back where the next tool was.
[14:20:46] <skunkworks> right
[14:21:18] <rayh> Does that machine also change pallets?
[14:21:29] <skunkworks> yes - 2 pallets
[14:21:44] <skunkworks> nice little machine :)
[14:21:58] <rayh> Okay. Nice machine for an EMC2 fit.
[14:22:23] <skunkworks> 36"X38"X24"
[14:22:29] <rayh> What are you thinking for motion and IO cards?
[14:24:49] <skunkworks> looking at montec - I think. for starters. we need to come up with some servo drives though as this thing is hydrolic. we have some 75ft-lb servos but no drives.
[14:25:47] <jepler> I notice there was an update about the SF CVS this weekend:
http://sourceforge.net/docman/display_doc.php?docid=2352&group_id=1#1144068921
[14:26:13] <rayh> Is that a full rotary fourth axis or a curvit coupling indexer?
[14:26:36] <skunkworks> curvit - 5 degrees indexing
[14:26:42] <jepler> they "still do not have an estimate on when developer CVS services will be restored"
[14:27:06] <skunkworks> this was a 2.5 axis - on hydrolic servo ran x,z and b
[14:27:17] <cradek> I guess they decided to make a backup...?
[14:27:54] <skunkworks> we want to make it full 3 + maybe a rotary table. I don't know if we will get to making the existing table infinatly variable
[14:28:07] <skunkworks> would be neet though
[14:28:14] <rayh> Okay. That can be handled.
[14:28:45] <rayh> Does the table raise up to rotate?
[14:28:49] <skunkworks> yes
[14:29:20] <skunkworks> so there would be quite a bit of change to make it variable
[14:30:24] <skunkworks> and it would be a pain having to put the work piece in the center of the table. So maybe the thought would be an extra rotory table mounted on top for most things.
[14:30:41] <skunkworks> at the edge of the existing table
[14:31:32] <rayh> Right. I can see that.
[14:32:30] <skunkworks> plus - this thing can really slab mill the way it is :)
[14:32:48] <skunkworks> with the coupling
[14:35:41] <skunkworks> emc2 - the swiss army knife of machine controls.
[14:35:46] <rayh> Sure. The rotary 4'ths that I've delt with have pretty large worm drives. Lots of money there.
[14:36:11] <rayh> It does have a very wide range of abilities or scaleabilities.
[14:36:53] <skunkworks> and we don't really know how often we would need it. although the way it is set up - we can in effect have multible work stations on one table which is nice
[14:37:11] <skunkworks> 4ths that is
[14:37:30] <rayh> Doh. Now that I look carefully, I can see the second pallet.
[14:37:50] <skunkworks> crappy picture
[14:38:32] <rayh> Sure, each quadrant or half and a central vice post. Joe Martin at Sherline invented a similar approach for his Mazak horizontals.
[14:38:32] <skunkworks> here is a picture from the manual
[14:38:33] <skunkworks> http://www.electronicsam.com/images/KandT/oldkandt.JPG
[14:39:06] <rayh> Where you located in WI?
[14:39:17] <skunkworks> and yes we where using that controller until a few months ago. It finally smoked. :) (it might be fixable but I don't know if we want to)
[14:39:21] <skunkworks> near lacrosse
[14:39:34] <rayh> You know roltek?
[14:39:43] <skunkworks> I have talked to him on here.
[14:39:53] <skunkworks> he said this was a little before his time :)
[14:40:21] <rayh> He worked for K&T. Probably built your spindle.
[14:40:28] <skunkworks> I was given his name when I said we had a k&t
[14:40:40] <rayh> Right.
[14:41:32] <skunkworks> we have 2 complete machines - (one is probably going to be parts) The one you see is installed
[14:43:51] <rayh> I believe that there is a strange issue with some of the spindle drives. Need to synthesize an 18.3 volt per thousand rpm signal for something. SWP is working on a board that does that for me.
[14:44:51] <skunkworks> cool vfd?
[14:45:49] <skunkworks> - ok I don't understand what you just said.
[14:45:55] <skunkworks> :)
[14:46:13] <skunkworks> som of the spindle drives?
[14:46:15] <skunkworks> some
[15:08:28] <rayh_> rayh_ is now known as rayh
[15:10:44] <skunkworks> strange issue with some of the spindle drives.
[15:10:46] <skunkworks> ?
[15:16:28] <rayh> I don't remember enough about the issue. I'll have to think/talk it through a bit.
[15:18:39] <skunkworks> I didn't know if you where talking to me or what it was about. :)
[15:22:25] <alex_joni> rayh: good thing you're around
[15:22:41] <skunkworks> alex_joni: what about me?
[15:22:46] <skunkworks> ;)
[15:22:48] <alex_joni> a small problem on the wiki (on the CL page some images have been linked from linuxcnc.org)
[15:22:56] <alex_joni> skunkworks: it's your discovery ;)
[15:23:06] <skunkworks> ok - thats better ;)
[15:23:15] <alex_joni> rayh: I didn't know that, and it seems that I can't find those images anymore
[15:23:23] <rayh> There is some sort of thing about using the existing spindle drive and motor with a new controller.
[15:23:45] <rayh> Ok Let me look.
[15:23:51] <skunkworks> rayh: are we talking K&T
[15:25:22] <skunkworks> ours had a hydrolic spindle - we had replaced it with a 5 hp ac motor and vfd.
[15:26:01] <rayh> Oh okay. NP then.
[15:26:47] <rayh> Where did steve put the backup?
[15:26:58] <alex_joni> I already looked there
[15:26:58] <rayh> Or has that changed since he moved his server.
[15:27:19] <alex_joni> http://metalworking.net/
[15:33:50] <rayh> Doesn't look like I have them here anymore.
[15:34:13] <alex_joni> I mailed steve about it, but he didn't reply yet
[15:41:52] <rayh> Okay. Doesn't look like I have any of them laying around.
[15:43:10] <rayh> I can probably rebuild them from a running system. The snapshot maker in ubuntu is pretty sparce. I'll fire up BDI for it.
[15:44:16] <cradek> rayh: I really like "gnome-screenshot --window"
[15:44:43] <jepler> cradek: aren't there keyboard shortcuts for taking screenshots?
[15:44:46] <cradek> rayh: I use it all the time, it prompts for a filename and writes a png
[15:45:04] <cradek> jepler: printscreen takes the whole screen, not sure if there's a key in gnome for the window
[15:45:09] <cradek> I bet there is, but I don't know what it is
[15:45:21] <jepler> cradek: I bet it's <modifier>-printscreen .. shift or control?
[15:45:32] <cradek> I agree that's likely
[15:45:38] <rayh> Yes but you get the whole thing not the window you want.
[15:46:08] <cradek> that's what we're just talking about
[15:48:15] <jepler> Have you tried Alt-Printscreen?
[15:48:36] <jepler> I wish I had an ubuntu system here -- I'm sure it's listed in the screen for configuring keyboard shortcuts
[15:50:52] <rayh> Alt-Printscreen is supposed to do that. The kde advantage was cropping while taking the shot.
[15:52:38] <jepler> I see.
[15:58:17] <fogl> hello, can you tell me what program (ide) do you use for programming the emc2 (for ubintu linux)
[15:58:33] <jepler> fogl: Personally, I use the text editor "vim"
[15:58:39] <cradek> we use whatever text editors we like
[15:58:40] <jepler> fogl: You should be able to use any IDE you like
[15:58:52] <jepler> fogl: as long as it can read and write files, and invoke "make" to build emc2.
[15:59:40] <fogl> i am new to linux, soo i dont know much about it...
[16:00:47] <rayh> fogl, Are you asking how to write a g-code program to cut a part?
[16:00:59] <fogl> no
[16:01:25] <fogl> i would like to read (edit) the source
[16:01:57] <rayh> Ah. You'll need a checkout of the Sourceforge Repository.
[16:03:41] <jepler> fogl: There are some instructions here:
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Testing
[16:04:07] <jepler> fogl: First, you probably need to install "cvs". You can do this at the commandline by running: apt-get install cvs
[16:04:25] <jepler> then you can run the 'cvs login' and 'cvs co' (checkout) commands under "Checking out from CVS
[16:04:28] <jepler> "
[16:05:32] <fogl> ok, i will try
[16:05:35] <jepler> before compiling, you have to install some additional packages: sudo apt-get build-dep emc2
[16:05:58] <jepler> if you have trouble following the steps on that wiki page, this channel is a great place to ask for help.
[16:06:16] <fogl> i know :)
[16:07:51] <jepler> ah - I see that the "apt-get install cvs" and "apt-get build dep" steps are even listed on that page!
[17:14:17] <alex_joni> http://tinypic.com/5jsosl
[17:15:28] <skunkworks> :)
[17:15:57] <anonimasu> hi
[17:16:17] <alex_joni> hi anders
[17:17:10] <anonimasu> what's up?
[17:18:48] <alex_joni> nuttin, playing a bit with linuxcnc.org
[17:19:12] <anonimasu> nice
[17:20:31] <skunkworks> talked to ray about the tool changer - he thought it would fit well with emc2 and hal
[17:20:46] <anonimasu> neat
[17:20:53] <anonimasu> :)
[17:21:09] <skunkworks> now I need some time and some big ass servo amps. ;)
[17:21:55] <anonimasu> :)
[17:21:57] <alex_joni> skunkworks: yes, it would really fit nice with emc2 & hal & CL
[17:22:06] <alex_joni> the only thing is to code your g-code wisely
[17:22:18] <alex_joni> so you have the Txx way before the M02
[17:22:23] <alex_joni> Txx is prepare tool
[17:22:27] <alex_joni> M02 is change tool, iirc
[17:22:33] <anonimasu> * anonimasu nods
[17:22:41] <skunkworks> right - usually there is enough time for the tool to be found - before it is needed.
[17:22:54] <alex_joni> skunkworks: that's what I mean.. so you don't need to wait for it
[17:22:56] <skunkworks> the tool changer doen't take long to go a complete loop.
[17:23:08] <alex_joni> ok, then you're set.. at least emc2-wise :)
[17:23:10] <skunkworks> I don't remember the exact time.
[17:23:22] <alex_joni> hint: if it doesn't work.. I'm the one you should complain to/about
[17:23:23] <alex_joni> :D
[17:23:53] <skunkworks> I will remember that. was cl something that was writen for emc or a package that was intigratied?
[17:24:08] <alex_joni> the later
[17:24:08] <anonimasu> a package that was integrated
[17:24:22] <skunkworks> ah.
[17:24:22] <alex_joni> but it was pretty much reorganised for emc2
[17:24:38] <skunkworks> I am sure. (don't really have a clue ;))
[17:24:38] <alex_joni> there is a RT component doing the ladder stuff, and the GUI talks through SHM with it
[17:25:31] <skunkworks> what are your thoughts as far as emc calling the tool say t100. would cl compare numbers or would it be something in hal?
[17:25:44] <alex_joni> hal has a 8-bit comparator
[17:25:47] <alex_joni> with carry-over
[17:25:48] <skunkworks> I have not dug into cl and hal yet
[17:25:54] <alex_joni> so that seems like the best thing
[17:25:59] <alex_joni> but CL needs to do the mapping
[17:26:07] <alex_joni> T001 -> 10010010101
[17:26:08] <rayh> "so you have the Txx way before the M02"
[17:26:16] <alex_joni> T002 -> 001100110011
[17:26:17] <skunkworks> right
[17:26:18] <alex_joni> and so on
[17:26:38] <alex_joni> or maybe your custom demux
[17:26:42] <rayh> The tool prep is a command sent at look ahead rather than when encountered as next line of code.
[17:26:50] <rayh> At least that is the way I think it works.
[17:26:54] <alex_joni> rayh: that makes it even better
[17:27:00] <alex_joni> * alex_joni can look
[17:27:17] <rayh> That would help me be certain of my claims.
[17:28:37] <alex_joni> rayh: as far as I see it now, the interp calls TOOL_PREPARE from canon, and canon appends the command to the current interp stack
[17:28:58] <alex_joni> so I'd say it's right in there along with the G0's and G1's, in the same order as in the file
[17:29:05] <alex_joni> e.g. not at lookahead
[17:30:08] <skunkworks> I don't understand. - I am used to the controller as it is now. say you just did a tool chang you would want to on the next line call the next tool so it will be ready when the next change is called
[17:30:33] <alex_joni> skunkworks: say you have 10 tools, 1..10
[17:30:41] <alex_joni> you're using tool #1 right now
[17:30:59] <alex_joni> but you know you'll be using #2 when you finish this stuff you're just making
[17:31:10] <alex_joni> you'll put a T02 somewhere in the file
[17:31:19] <alex_joni> a few lines earlier than the M02
[17:31:49] <alex_joni> the T02 will call up tool #2, and prepare it, so when M02 is encountered the tool-change will be fast
[17:32:02] <skunkworks> right - that is how I understand it. where you just wondering if emc looked ahead for the next tool change an did it as soon as possible.
[17:32:32] <skunkworks> before the tXX would actually be read by the program
[17:32:38] <skunkworks> in sequence
[17:33:36] <alex_joni> the thing is this: the emc interpreter doesn't read 1 line, then executes it
[17:34:03] <alex_joni> by the time it executes one line (say N0123) the interpreter can already be interpreting line #20324
[17:34:50] <alex_joni> ray was wondering if the Txx doesn't happen at look-ahead, so before the interpreter executes up to that line number, but I think it doesn't because then it would get confused if you have more Txx in your file
[17:38:27] <rayh> I am seeing the prep put on the stack long before the change. I should break the loopback and see how soon it sees the change.
[17:39:30] <alex_joni> rayh: afaik, task executes stuff from the stack sequentially
[17:39:50] <skunkworks> there are not enough hours in a day.
[17:39:59] <rayh> Some of the IO stuff falls through without waiting.
[17:40:07] <rayh> I'll do a bit more testing here.
[17:44:52] <skunkworks> there are 15 rings on each tool - wow
[17:46:45] <alex_joni> skunkworks: that means 15 bits?
[17:50:12] <skunkworks> rigth
[17:50:17] <skunkworks> right
[17:50:59] <alex_joni> ok, that means you need 2 x 8-bit checking
[17:51:29] <skunkworks> right
[17:52:32] <alex_joni> the only thing I see missing from the picture is mapping from the tool number to your binary code
[17:52:57] <alex_joni> I mean: iocontrol outputs the tool number (0,1,2,..63)
[17:53:14] <alex_joni> that number needs to be converted to 15-bit code (based on a lookup table)
[17:54:04] <alex_joni> then there can be 2 8-bit hal modules to compare that with the bits coming from the k&t
[17:55:14] <skunkworks> ok - that sounds like what I need. You can't convert an 15 bit number to decmal in hal? what about if I converted the 15 bit number to serial data?
[17:55:51] <skunkworks> bear with me :)
[17:55:59] <alex_joni> you could convert an 15 bit to decimal in hal, just need a module for that (trivial)
[17:56:16] <alex_joni> serial might be doable too, but you need a module to handle that too (close-to-trivial)
[17:56:27] <skunkworks> ok (if I where to use up 15 lines of input - which seems to be a waste)
[17:56:42] <skunkworks> but easy
[17:56:44] <alex_joni> better to convert it to a number outside
[17:56:49] <alex_joni> maybe BCD code
[17:56:52] <alex_joni> 4 inputs
[17:57:04] <skunkworks> there you go
[17:57:08] <alex_joni> there are lots of 74xx to do that
[17:57:20] <skunkworks> right (played with ttl counters a while ago)
[17:57:44] <alex_joni> hmm.. but then again you have 64 tools.. right?
[17:57:52] <alex_joni> that means 5 bits minimum ;)
[17:58:05] <skunkworks> what company make the popular 4/8 axis pci?
[17:58:16] <alex_joni> motenc?
[17:59:23] <skunkworks> we have a 62 tool changer but we have a lot more tools than that. each tool has its own id
[17:59:56] <skunkworks> thanks alex - that is what I wanted
[18:00:16] <skunkworks> each tool has the 15 rings on it
[18:00:26] <anonimasu> skunkworks: just curious what kind of jobs are you going to do with this machine?
[18:01:10] <skunkworks> right now nothing - when it was running we where doing small jobs - like to get into casting and stuff ;)
[18:01:30] <anonimasu> 3nice
[18:01:52] <skunkworks> we got this machine for the price of steel. no overhead.
[18:02:34] <anonimasu> nice :)
[18:03:04] <alex_joni> skunkworks: so probably you need lots of inputs to HAL/emc2
[18:03:09] <alex_joni> if you have lots of tools
[18:03:32] <alex_joni> IF you want to support tool-numbers
[18:03:42] <alex_joni> if you worry about slot numbers, then 5 inputs should be enough
[18:04:09] <skunkworks> I guess inputs are cheap.
http://www.futurlec.com/PCI8255.shtml
[18:04:18] <anonimasu> leaves headroom for spending a bithm, you could build
[18:04:24] <anonimasu> yeah
[18:05:27] <anonimasu> inputs are cheap ;)
[18:13:55] <rayh> Yep yep. The tool prepare command drops through to iocontrol as soon as it is seen and stacked in traj.
[18:14:34] <rayh> I broke the loopback added a timer and ran 10 seconds to both delays.
[18:15:29] <rayh> as soon as lookahead builds the stack it it executed.
[18:29:40] <alex_joni> oh.. I see
[18:30:03] <alex_joni> so it's run pretty soon during the execution
[18:30:56] <rayh> Yes it seems to be. As soon as the canon hits the stack.
[18:31:49] <rayh> But once that tool has been prepared, another txx doesn't have any affect until the previous prepared tool is loaded.
[18:32:04] <rayh> Then it prepares immediately.
[18:34:03] <Jymmm> Howdy Folks!
[18:37:51] <alex_joni> rayh: just as it should .. phew
[18:37:55] <alex_joni> howdy Jymmm
[18:43:30] <skunkworks> rayh: sounds great.
[18:44:21] <skunkworks> thanks
[18:44:42] <skunkworks> I am starting to wrap my head around it.
[18:47:31] <Jymmm> sounds painful
[18:47:53] <skunkworks> nothing a little ibuprofin doen't fix
[18:48:03] <Jymmm> heh
[18:49:43] <skunkworks> is anyone running the montec board in emc2? seems to me someone is (the ham guy)
[18:50:02] <skunkworks> so there must be a driver?
[18:50:03] <alex_joni> skunkworks: a few guys do
[18:50:14] <alex_joni> there is a driver for both the motenc-100 and the motenc-lite
[18:50:22] <skunkworks> cool - thanks
[18:50:27] <rayh> The Mazak used a motenc-lite
[18:51:30] <skunkworks> ok.
[18:52:33] <rayh> It also had a couple of aux io boards. One was a pmdx parport breakout the other an isa 48 IO
[18:53:43] <skunkworks> one more question. this thing has accupins on it. it seems like it is similar to a sin-cos resolver. (it has pins standing every .1 that it uses for feedback) to within .0001. has anyone ever heard of this and do you think it would be possible to impliment maybe with a resolver to encoder converter. (we would rather use scales than a ecoder)
[18:54:11] <skunkworks> encoder.
[18:54:55] <skunkworks> it uses a magnetic field to find position
[18:57:26] <skunkworks> and if I remember right the output from it is a sin/cos signal.
[18:57:37] <skunkworks> I will have to look again.
[18:58:10] <alex_joni> rayh, skunkworks: re-enabled pictures on
http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl?Sample_HAL_And_ClassicLadder
[18:58:25] <alex_joni> I uploaded the pictures to the wiki now
[18:58:30] <skunkworks> thanks - where did you find them?
[18:58:34] <alex_joni> so no more links to www.linuxcnc.org
[18:58:50] <alex_joni> skunkworks: that's a secret.. I can tell you, but I'd have to kill you
[18:58:57] <skunkworks> :)
[18:59:00] <alex_joni> *evil laughter*
[18:59:20] <alex_joni> skunkworks: kidding, there's a mirror of the old page, and now it includes these pictures even :)
[18:59:37] <skunkworks> :)
[19:01:02] <rayh> Oh fantastic.
[19:01:35] <skunkworks> it has .1 diameter pins ever .1 inch if that makes sense
[19:01:44] <rayh> Glad that you found them. I did that when upload wasn't working and forgot all about it.
[19:01:50] <rayh> me bad.
[19:05:15] <Jymmm> What is everyone using for tool setting by chance?
[19:10:02] <Jymmm> I've been having a hell of a time being accurate
[19:22:59] <skunkworks> tool setting?
[19:25:21] <Jymmm> skunkworks getting the tip of the tool to exactly at top of material
[19:25:30] <cradek> Jymmm: feeler gauge
[19:25:34] <alex_joni> Jymmm: most use paper?
[19:25:43] <cradek> define accurate
[19:25:54] <Jymmm> .001
[19:26:01] <cradek> I can easily get .0003 repeatability with a feeler gauge
[19:26:24] <cradek> using paper is sloppy, you won't get .001
[19:26:41] <Jymmm> cradek The problem I have with that is it can vary
[19:26:55] <cradek> with what?
[19:26:56] <Jymmm> material is only .220"
[19:27:09] <Jymmm> cradek manual feeler guage
[19:27:21] <cradek> how can a feeler gauge vary?
[19:27:23] <Jymmm> alex_joni I've been doing the paper thing.
[19:27:27] <skunkworks> we have used a sliding taper guage. (don't know what is it called)
[19:27:29] <cradek> I obviously don't understand what you're asking
[19:27:29] <alex_joni> ok..
[19:27:59] <Jymmm> cradek If I'm lowering the tool to the feeler gauge, you can still have varying heights.
[19:28:05] <alex_joni> http://www.joomla.org/content/blogcategory/0/33/
[19:28:17] <cradek> Jymmm: then you don't know how to use feeler gauges
[19:28:37] <cradek> Jymmm: you should feel a slight sliding friction
[19:29:04] <Jymmm> cradek: Maybe I dont. But again, that can still be inconsistant. That's why I was asking what everyone was using
[19:29:57] <cradek> if you have set screws in your tool holders, you can also let the tool drop to the work and then tighten the screw (I do this to set all my tools the same)
[19:30:08] <Jymmm> Most of the electronic ones have to use conductive material though.
[19:30:28] <Jymmm> cradek No tool holders.
[19:32:18] <Jymmm> I'm looking for something less prono to user error
[19:32:22] <Jymmm> prone
[19:32:32] <jepler> porno?
[19:32:45] <Jymmm> jepler Yes, CNCP0rno
[19:32:48] <Jymmm> lol
[19:34:00] <Jymmm> I found this, but no docs on if it reuires conductive metaerial to be used
[19:34:01] <Jymmm> http://www.penntoolco.com/catalog/products/products.cfm?categoryID=4512
[19:34:40] <Jymmm> And $70 for a flashlight seems a bit much.
[19:34:51] <rayh> I wrote a tool length measurer once using probe and my old grizz. Worked fine.
[19:35:14] <Jymmm> rayh what kind of probe?
[19:35:36] <rayh> Measuring stand. A bit like a real mill.
[19:35:50] <rayh> Connected it to the probe input on a parport.
[19:36:24] <rayh> EMC ran the tool down until the tool measuring stand switch closed.
[19:36:57] <Jymmm> rayh: If were on the same page, those are like $400
[19:37:06] <rayh> Then a bit of math and tcl modified the tool file with the probed length.
[19:37:12] <cradek> Jymmm: looks trivial for someone with a milling machine to make
[19:37:28] <rayh> I just used a modified electrical cabnet door switch.
[19:37:49] <rayh> It had the slider and microswitch.
[19:38:02] <anonimasu> the switches are pretty accurate..
[19:38:04] <anonimasu> pretty/very
[19:38:19] <anonimasu> if you want to be extreme use one of thoose reading forks..
[19:38:22] <rayh> just widened the slider top with a turned head.
[19:38:39] <anonimasu> should work very well..
[19:39:14] <rayh> It was as accurate as the mill, 0.0008 or so variation between successive probes.
[19:39:34] <rayh> I thought about averaging several probes in succession but never got to it.
[19:39:34] <Jymmm> http://flexbar.com/Merchant2/merchant.mvc?Screen=PROD&Product_Code=15175
[19:39:44] <Jymmm> $415
[19:40:01] <Jymmm> rayh you have any pics?
[19:40:59] <rayh> Nope and the mill is on the road right now. With the only copy of the software.
[19:41:10] <Jymmm> rayh Doh! lol
[19:41:18] <rayh> * rayh slaps himself again.
[19:41:38] <rayh> I hope it's not dunce cap and stool in the corner time.
[19:42:21] <Jymmm> I can try microswitch, but I just can't figure out how to deal with overrun (just in case)
[19:42:36] <anonimasu> overrun?
[19:42:41] <anonimasu> you mean going too far?
[19:42:53] <anonimasu> you shouldnt ever have that problem..
[19:42:57] <Jymmm> and I even thought about hooking it to Z limit connection, then zeroing out
[19:43:09] <anonimasu> Jymmm: get a switch with a lever if that's a problem..
[19:43:25] <Jymmm> anonimasu then the lever flexes
[19:43:30] <anonimasu> they have a fair bit of travel even after the switch is switched..
[19:43:38] <anonimasu> Jymmm: buy a reading fork?
[19:43:43] <Jymmm> anonimasu url?
[19:43:48] <anonimasu> google..
[19:43:49] <anonimasu> wait a sec
[19:44:03] <anonimasu> optical.. like the ones in encoders..
[19:44:26] <anonimasu> wtf is their name in english
[19:44:48] <Jymmm> anonimasu wth the a "reading fork" googling returns food and wine crap
[19:45:01] <anonimasu> heh
[19:45:17] <anonimasu> might be IR fork too in english
[19:45:50] <Jymmm> anonimasu like an optical switch where the tooling breaks the beam?
[19:46:18] <anonimasu> yeah..
[19:46:20] <anonimasu> wait a sec I have a link
[19:46:22] <anonimasu> they are pretty cheap too
[19:46:52] <Jymmm> http://flexbar.com/Merchant2/merchant.mvc?Screen=PROD&Product_Code=18511&Category_Code=ELG
[19:47:22] <Jymmm> "Spring loaded to safeguard against damage from overrun."
[19:47:34] <Jymmm> aka... shit happens
[19:48:32] <anonimasu> found them
[19:48:38] <rayh> Many tool measuring stands also have two prox switches. The first encountered slows down the feedrate.
[19:48:44] <anonimasu> opto interupters..
[19:48:55] <anonimasu> http://www.elfa.se/elfa-bin/lt.pl?showproduct=2011691.htm
[19:49:04] <anonimasu> I just took a random one..
[19:49:29] <anonimasu> might be too small though
[19:49:42] <anonimasu> 16mm gap
[19:49:44] <rayh> rip apart an old mouse for the interrupter
[19:50:04] <anonimasu> you can use a spring loaded bar.. with a hole and a interupter if you are worried..
[19:50:08] <Jymmm> rayh: Heh, having issue getting ONE contact goin, much less two =)
[19:50:09] <rayh> You can build the slider alongside the plunger that the tool pushes.
[19:50:19] <anonimasu> yep
[19:50:33] <anonimasu> thoose interupers are very accurate.. gives ttl out..
[19:50:34] <rayh> I know that feeling. I was there with HAL not long ago.
[19:51:30] <rayh> If you had a laser beam and a wide enough throw you could measure length by lowering to tool and width by dragging it in from the side.
[19:51:37] <rayh> while turning slowly.
[19:52:10] <anonimasu> yep
[19:52:19] <anonimasu> thoose sensors are a couple of $100..
[19:52:21] <Jymmm> * Jymmm looks up the microswitch mecahnical repeatablity specs
[19:52:22] <anonimasu> atleast..
[19:52:39] <Jymmm> anonimasu: could you click on english and that part again please.
[19:52:44] <anonimasu> I think the reseller talked about ~650$
[19:52:50] <anonimasu> OPB 815
[19:53:00] <anonimasu> then click the arrow in the corner it'll bring you the other ones
[19:53:01] <anonimasu> :)
[19:55:03] <Jymmm> anonimasu: The beam is .130" diam
[19:55:53] <anonimasu> and?
[19:56:09] <Jymmm> anonimasu Ok, so when to you break the beam?
[19:56:26] <anonimasu> Jymmm: at the same time every time you zero a tool..
[19:56:31] <Jymmm> anonimasu and tooling is reflective
[19:56:53] <anonimasu> Jymmm: the receiver is in one end
[19:56:57] <anonimasu> the transmitter in the other..
[19:57:07] <anonimasu> T|-------|R
[19:57:24] <Jymmm> anonimasu what light doesn't bend anymore?
[19:57:55] <skunkworks> we use this for simple setups
http://www.use-enco.com/CGI/INSRIT?PMAKA=600-0049&PMPXNO=951855&PARTPG=INSRHI
[19:58:19] <Jymmm> anonimasu: It's a great idea, I can just see issues with it is all
[19:58:42] <anonimasu> Jymmm: I can point you to a a dealer that'll deliver laser sensors.
[19:58:46] <anonimasu> ^_^
[19:59:15] <Jymmm> I'm having some switch coming that can do 0.0003" repeatability, but we'll see.
[19:59:21] <anonimasu> Jymmm: thoose things are really sensitive.. I doubt you will have any trouble with light that bends..
[19:59:36] <anonimasu> I used one for testing counting individual seeds at a prototype..
[20:00:33] <anonimasu> Jymmm: I thought you could build a tool setter like the one you were looking at.. almost..
[20:00:38] <Jymmm> anonimasu: what diam seeds?
[20:01:10] <anonimasu> about 1,6mm
[20:01:49] <Jymmm> ouch .063"
[20:02:47] <Jymmm> Side topic.... is there a simpe way to creat towo thing that slide vertically w/o friction or side binding?
[20:03:34] <anonimasu> very carefully?
[20:03:49] <Jymmm> thats why I used the word SIMPLE
[20:03:57] <Jymmm> less the typos =)
[20:04:10] <anonimasu> if it for a tool setter?
[20:04:13] <anonimasu> or just in general
[20:04:22] <Jymmm> tool setter mount
[20:05:10] <anonimasu> it depends on your machine..
[20:05:13] <Jymmm> Something I could use to calibrate with
[20:05:18] <anonimasu> and how much work you are willing to put into it..
[20:05:51] <Jymmm> ok, lets say in general for a moment
[20:06:24] <anonimasu> one way is to use a very very fine.. file..
[20:06:25] <anonimasu> ;)
[20:06:40] <Jymmm> and other methods?
[20:06:59] <anonimasu> scraping
[20:07:04] <Jymmm> eeeew
[20:07:12] <anonimasu> if you can facemill something..
[20:07:21] <Jymmm> I was thinking like a telescoping antenna on a radio sorta thing
[20:07:44] <anonimasu> you could get something hot rolled.. facemill it..
[20:08:06] <Jymmm> then I'm back at the tool setting deliema again! LOL
[20:08:29] <anonimasu> why round?
[20:08:46] <anonimasu> you could have the thing protruding square instead
[20:08:49] <anonimasu> brb.. bathtime
[20:08:51] <Jymmm> doesn't have to me round, just an example
[20:10:29] <Jymmm> Just like they have precision ground steel (which I have some), I was thinking they might have the same in brass as well. Then calibrate the electrical/optical switch to the brass base and go from there.
[20:10:52] <Jymmm> I say brass as no rusting
[20:11:28] <Jymmm> or a REALLY good thermally stable plastic
[20:12:36] <Jymmm> anonimasu: btw... I have some of this optical switches in my junkbox
[20:21:53] <anonimasu> nice
[20:22:41] <Jymmm> this doens't makes sense.... AA series... operating point is .5" ?!
http://www.cherrycorp.com/english/switches/miniature/d3.htm
[20:22:42] <anonimasu> Jymmm: seriously it dosent have to be that extreme..
[20:22:54] <anonimasu> you need repetability..
[20:23:08] <anonimasu> if you are always 0.001mm off you can always correc that in software..
[20:23:14] <anonimasu> when storing the offsets..
[20:23:17] <anonimasu> if it's always the same..
[20:24:09] <Jymmm> I prefer to to rely upon a softwae fix
[20:24:15] <Jymmm> I prefer NOT to rely upon a softwae fix
[20:25:46] <anonimasu> it's not a fix.. it's just like the offset you'll apply to get to zero from your toolsetter..
[20:26:24] <anonimasu> all that matters is that all tools you zero are zeroed at the same height..
[20:27:38] <anonimasu> Jymmm: but I suppose you can always have somone grind a precision piece for you..
[20:28:22] <K4ts> hello
[20:35:09] <Jymmm> anonimasu sounds expensive =)
[20:36:19] <anonimasu> Jymmm: yeah, that's why I put it that way ;)
[20:36:50] <Jymmm> oh gawd... just got off the phone with Cherry Switch.... not the sharpest tool in the shed.
[20:37:02] <Jymmm> and he was the application tech guy
[20:39:10] <anonimasu> ouch
[20:39:11] <anonimasu> that's scary
[20:41:17] <Jymmm> 7 times asking what the mech repeatability was and still never got it
[20:41:42] <anonimasu> :)
[20:42:18] <Jymmm> will just have to play around sometime... I thin I have a few around here
[20:42:21] <Jymmm> think
[20:46:14] <anonimasu> yep
[20:47:27] <Jymmm> oh, he did say that they ONLY work with overtravel.
[20:51:34] <anonimasu> what?
[20:52:09] <anonimasu> are all tools in that drawer dull?
[20:56:51] <Jymmm> If you were to connect it to something that had dynamic braking (as example) and you used the switch to stop at a certain point, you would have intermittant contact.
[21:01:15] <anonimasu> * anonimasu is doing salvage of the stuff on the windows partition now
[21:09:53] <Jymmm> anonimasu good luck!
[21:10:07] <anonimasu> it's going pretty well..
[21:10:55] <Jymmm> cool
[21:12:18] <Jymmm> Hmmmm.... microswitch + SCR
[21:15:22] <skunkworks> microswitches usually toggle over - meaning the would take quite a bit of back up movement for them to shut back off.
[21:15:49] <NickServ> This nickname is owned by someone else
[21:15:49] <NickServ> If this is your nickname, type /msg NickServ IDENTIFY <password>
[21:18:30] <skunkworks> if you are thinking that it is going to "bounce"
[21:18:57] <alex_joni> skunkworks: there's a debounce component in HAL
[21:19:05] <alex_joni> so you usually route those signals through that
[21:19:33] <skunkworks> and then that would totally fix the problem :)
[21:20:23] <rayh> That's one reason I like prox switches.
[21:21:37] <alex_joni> yeah, go capacitive/inductive
[21:22:16] <skunkworks> * skunkworks doesn't think jymmm is paying listening
[21:22:31] <skunkworks> oops ;) - its been a long day.
[21:22:32] <alex_joni> paying listening.. lol
[21:22:57] <Jymmm> * Jymmm KNOWS skunkworks is selective listening... [13:24:25] <Jymmm> I prefer NOT to rely upon a softwae fix
[21:23:00] <skunkworks> I wasn't sure how to spell attention - so I changed my mind.
[21:24:02] <alex_joni> lol
[21:24:26] <Jymmm> That be cool... "Yeah I keep a spare mind in the freezer"
[21:24:33] <Jymmm> =)
[21:24:46] <alex_joni> how about having 2 inside the head?
[21:24:46] <Jymmm> ok, off for bday gift shopping.... wish me luck!
[21:24:50] <alex_joni> hot-swappable
[21:24:58] <alex_joni> your bday?
[21:25:02] <alex_joni> lol
[21:27:30] <Jymmm> alex_joni Most women say we think with the wrong head as it is.
[21:27:37] <Jymmm> Nah, for my gf.
[21:27:39] <Jymmm> bye
[21:27:55] <alex_joni> oh-oh, you'd better pick the right gift
[21:28:00] <alex_joni> all the luck for that
[21:28:20] <skunkworks> good luck
[21:29:12] <skunkworks> bbl - have an advisory board meeting at the local collage
[21:30:08] <skunkworks> they used to have a mazak - I wonder what ever happened to that.
[21:30:48] <skunkworks> hmmm
[22:20:42] <alex_joni> hi john
[22:20:49] <jmkasunich> hi
[22:36:49] <alex_joni> g'night all
[22:55:24] <K4ts> night
[22:58:21] <giacus> alex_joni: still there ?
[22:58:45] <giacus> wanna see a 'funny' video ?
[22:58:50] <giacus> http://www.striscialanotizia.mediaset.it/video/2006/04/03/video_3328.shtml?adsl
[23:01:15] <giacus> hes a doctor who operated thousand of italian peoples ..
[23:01:24] <giacus> the issue he's not a doctor !
[23:01:26] <giacus> LOL
[23:01:36] <giacus> now is there..
[23:54:07] <lerman_> lerman_ is now known as lerman
{kind=link}
{kind=link}