Back
[00:04:20] <Jymmm> Eh, I wont ORDER the stuff, but I might try a sheet is I see it in the stores.
[01:15:46] <Jymmm> howdy les
[01:15:54] <Jymmm> got to make coffee...
[01:15:56] <les_w> HEY JYMMM
[01:15:59] <les_w> OOPS
[01:16:09] <les_w> all cap sfor trivial pursuit
[01:17:12] <les_w> I recieved a " care package" from jacky and k4ts in naples
[01:17:22] <les_w> all sorts of neat stuff
[01:17:37] <les_w> there is a bottle of something.....
[01:17:46] <les_w> but I can't read itialian
[01:18:03] <les_w> not sure whether to splash it on my face or drink it...
[01:23:28] <Jymmm> ok, coffee brewing
[01:23:33] <jepler> mmm coffee
[01:23:44] <jepler> with a shot of italian aftershave
[01:24:09] <Jymmm> les_w if you open the cap and go "WHOA!", pour some in a glass.
[01:24:16] <les_w> They sent some books about naples too
[01:24:37] <les_w> I really like the riviera area.
[01:25:12] <les_w> You know, if I end up growing up and getting rich here....I'll move there I think
[01:25:44] <les_w> at least in the winter...
[01:25:59] <Jymmm> les_w what about college after you graduate from Jr High?
[01:26:09] <les_w> haha
[01:26:21] <les_w> I stayed in Nice a while on business
[01:26:23] <les_w> loved it
[01:27:17] <les_w> you can reant or buy a 2000 year old roman villa
[01:27:46] <les_w> dinner every evening at a quaint bistro
[01:27:47] <Jymmm> A sign that I FINALLY complete, I started to make a keyholeslot on the back and something happened and completely destroyed the sign.
[01:27:58] <les_w> lots of artist types around
[01:28:24] <Jymmm> the bit went all the way thru the material and kept going. I had to unplug the router before a fire broke out.
[01:28:27] <les_w> ow....just with a keyhole bit?
[01:28:46] <les_w> ah...collet slip. I know it well.
[01:29:01] <Jymmm> No, first a 1/4" to clear the slot, then the keyhole bit
[01:29:21] <Jymmm> the collet started grinding into the material
[01:29:40] <les_w> but the keyhole bit slipped right?
[01:29:42] <Jymmm> burned a small hole in the top of the router table
[01:30:00] <Jymmm> les_w no, hadn't installed the KH bit yet
[01:30:18] <les_w> oh ok the quarter inch bit slipped I guess
[01:30:24] <Jymmm> Something mad my Z keep going
[01:30:30] <les_w> oh
[01:30:33] <Jymmm> No, no bit slipped at all
[01:31:06] <Jymmm> Z kept going more and more, and even ran the collet itself into the mateial by 1.8" until I unplugged it
[01:31:12] <Jymmm> 1/8"
[01:31:30] <les_w> oh, ok
[01:31:35] <Jymmm> you can see this huge burn mark from where the collet burn the wood
[01:31:39] <les_w> well it happens
[01:31:51] <Jymmm> Yeah, but why?!
[01:31:52] <les_w> what is your control?
[01:32:05] <Jymmm> This is what I was running:
[01:32:06] <Jymmm> T1M6
[01:32:07] <Jymmm> G0Z2.0000
[01:32:07] <Jymmm> G0X0.0000Y0.0000S15000M3
[01:32:07] <Jymmm> G0X0.0000Y0.0000Z0.2000
[01:32:07] <Jymmm> G1Z-0.3750F10.0
[01:32:07] <Jymmm> G1X2.0000Y-0.0000F20.0
[01:32:09] <Jymmm> G1X0.0000Y-0.0000F20.0
[01:32:11] <Jymmm> G0Z0.2000
[01:32:13] <Jymmm> G0X0.0000Y0.0000Z2.0000
[01:32:15] <Jymmm> G0Z2.0000
[01:32:17] <Jymmm> G0X0Y0
[01:32:19] <Jymmm> M30
[01:32:23] <Jymmm> Z 0 is top of material
[01:32:32] <les_w> k let me look
[01:33:30] <les_w> some repeated commands for z...but looks ok to me
[01:33:52] <les_w> if you were in absolute coordinates
[01:34:19] <Jymmm> was that a question or statment?
[01:35:00] <les_w> question I guess. Some controls might not like repeated commands. Emc handles them ok.
[01:35:12] <Jymmm> which are dups?
[01:35:42] <les_w> G0X0.0000Y0.0000Z2.0000
[01:35:50] <les_w> G0Z2.0000
[01:36:23] <les_w> G0X0Y0
[01:37:01] <Jymmm> * Jymmm looks...
[01:38:01] <les_w> ahhh...had scallops and pasta for dinner...then a glass of 8 year old bourbon and branch water.
[01:38:14] <Jymmm> branch water?
[01:38:15] <les_w> needed a fine cigar with that I guess
[01:38:26] <les_w> spring water
[01:38:31] <Jymmm> ah
[01:39:22] <les_w> I am told fine bourbon and an expensive cigar are a great pleasure. Not sure...don't smoke cigars.
[01:39:55] <Jymmm> ok, if I only need to move one axis, with G1 there's no need to state any other axis?
[01:40:07] <les_w> I'll go to the cigar club that opened recently and see.
[01:40:08] <Jymmm> I wish I knew gcode better
[01:40:16] <Jymmm> or Cuba
[01:40:26] <les_w> you can move with one axis yes
[01:40:36] <Jymmm> ok.
[01:40:46] <Jymmm> brb GETting coffeee now that it's brwed
[01:42:50] <les_w> here is my friend's store...he is a retired automation engineer...
[01:42:52] <les_w> http://www.idiotsavantinc.com/
[01:45:12] <fenn> i was reading up on asperger's syndrome yesterday.. it's quite interesting. I think 90% of the people that change the world for the better have it.
[01:46:09] <les_w> googling now....
[01:47:51] <les_w> ok , seems like the symptoms are just being smart and focused
[01:48:45] <fenn> people wonder why i hate doctors
[01:49:06] <les_w> "a dash of autism"
[01:49:09] <les_w> hmmm
[01:49:19] <Jymmm> Fucking Bush
[01:49:27] <les_w> hahaha
[01:49:27] <Jymmm> (and not in a good way)
[01:50:17] <Jymmm> anyoen remember the link to the gcode specs?
[01:50:45] <fenn> *cough* what specs?
[01:50:59] <Jymmm> on NIST.GOV
[01:51:11] <les_w> oh, gosh no. I have it printed out in my machine manual. Somewhere on linuxcnc I guess
[01:51:36] <les_w> that is the fanuc dialect that nist favors
[01:53:32] <les_w> Anyway I will go to my friend's store and test this 8 yo bourbon/expensive cigar hypothesis. We'll see!
[01:53:36] <Jymmm> * Jymmm searches the log files
[01:54:39] <les_w> Oh my case of 20 cast frame mide range audio drivers came. Seas...made in norway. What a score.
[01:54:47] <Jymmm> Found it, I swear cradek knows it by heart
[01:54:49] <Jymmm> http://www.isd.mel.nist.gov/personnel/kramer/pubs/RS274NGC_3.web/RS274NGC_3TOC.html
[01:55:38] <les_w> yeah...
[01:55:47] <les_w> but that is for emc...
[01:56:08] <Jymmm> wth is the diff?
[01:56:38] <les_w> anything and everything depending on how the controller is written
[01:56:48] <les_w> what are you using?
[01:56:54] <Jymmm> turbocnc
[01:56:58] <les_w> ok
[01:58:21] <Jymmm> I jsut want to make that snippet of gcode fool proof.
[01:59:20] <les_w> well. weird stuff is pretty common with controls. EMC has been 100% solid and predictable for me as far as g code behavior. I guess that's the main reason I run it despite of it's other significant faults.
[01:59:38] <les_w> like a crap tp.
[02:00:10] <Jymmm> That was my first hand written gcode, so I suspect operator error more than anything else. I used that (I think I used that version) previously and it worked.
[02:01:02] <skunkworks> how are you getting the top of the material 0?
[02:01:10] <Jymmm> manually
[02:01:18] <skunkworks> explain
[02:01:48] <Jymmm> I jog Z downtill it hits the feeler gauge and set Z to 0
[02:01:49] <skunkworks> move the tool there and home z?
[02:02:13] <skunkworks> how are you setting z to 0 - home or g92?
[02:02:29] <skunkworks> or something else?
[02:02:59] <Jymmm> skunkworks: I'm using TurboCNC at the moment. But I hit 'Zero Axis' command.
[02:03:06] <skunkworks> ah
[02:03:50] <skunkworks> I was thinking emc - I have used turbocnc that way without a problems
[02:03:53] <skunkworks> problem
[02:04:09] <Jymmm> That's how I ALWAYS zero Z.
[02:04:09] <skunkworks> 'zero axis'
[02:04:18] <les_w> I zero this way:
[02:04:19] <Jymmm> Z, ALT+z
[02:04:49] <les_w> jog tool tip to about 1/16" off the surface
[02:05:15] <les_w> measure the gap with a circular spark plug gage
[02:05:32] <les_w> let's say it's 52 thousandths
[02:05:39] <les_w> I go to mdi
[02:06:02] <les_w> and type g92z.052
[02:06:05] <les_w> done.
[02:06:18] <skunkworks> this is emc - les?
[02:06:22] <les_w> yeah
[02:06:45] <skunkworks> I have had odd issues with emc2 and g92 when I first played with it.
[02:06:56] <Jymmm> I'll have to look for my sprakplug gage
[02:07:17] <les_w> the circular keychain ones are great to use
[02:07:35] <Jymmm> * Jymmm has been using a slip of paper... slow jog down till the paper moves no more, zero z jog up and remove paper =)
[02:07:56] <les_w> and skunk, I have to use emc1 since it is a production tool.
[02:07:57] <Jymmm> I have a curcular one... somewhere
[02:08:18] <Jymmm> les_w are they that accurate?
[02:08:23] <fenn> blarg les: why'd you suggest g92 vs g54?
[02:08:25] <les_w> yeah.
[02:08:43] <les_w> mine from NAPA was. I checked of course
[02:08:44] <skunkworks> have not tried it lately with the lerman interp but I had to make sure I did a g92.whaterver to activate it. if I didn't use the offset.
[02:09:07] <skunkworks> in auto - running a program
[02:09:17] <fenn> jymmm the general consensus seems to be g54 for zeroing axes
[02:09:18] <Jymmm> les_w will check mine, especially since I have never used in the 8 years I've had it =)
[02:09:38] <les_w> G 92 has been messed with some. I do not know what it does now.
[02:09:47] <Jymmm> fenn and the diff between g92 and g54 is?
[02:10:28] <les_w> not much. The way it's stored.
[02:10:31] <fenn> g92 sets the machine coordinates, g54 sets part coordinates
[02:10:41] <fenn> i think
[02:10:56] <Jymmm> So g92 is absolute, and g54 is relative
[02:10:56] <fenn> sometimes g92 values get erased after the program ends
[02:11:05] <les_w> I use g 5x a great deal as well.
[02:11:21] <les_w> I end with a % only to preserve
[02:11:32] <Jymmm> % ????????
[02:11:46] <fenn> people wonder why i hate gcode
[02:11:52] <les_w> use g10 to change part coordinates in large arrays
[02:12:47] <les_w> I only hand edit gcode for arrays. Cam programs usually do a very poor job with them.
[02:12:50] <Jymmm> comments are { }\n ?
[02:12:58] <les_w> ()
[02:12:59] <Jymmm> no block comments?
[02:13:01] <les_w> in enc
[02:13:10] <les_w> emc
[02:13:14] <skunkworks> I used g92 forever at work for setting zero for our laser. fanuc controller - but emc seems a little funky. not used to it yet
[02:13:40] <les_w> I have no problems with wmc g92.
[02:13:58] <les_w> but I am not using the latst interpreter
[02:14:00] <Jymmm> Gawd it still smells of charred wood in here.
[02:14:25] <les_w> I have seen some nice fires.
[02:14:28] <Jymmm> and I love the smell of a fire, but this stinks!
[02:14:41] <fenn> burned frozen snot
[02:15:35] <les_w> wait till you pop a 1/2 carbide bit at 20,000 rpm....
[02:15:39] <Jymmm> I had a question on how everyone has their spindle control setup?
[02:15:40] <les_w> DUCK!
[02:15:44] <Jymmm> les_w I did 1/4"
[02:16:25] <les_w> I'm still wiring the new spindle. Have to order a 60 amp fused shut off...
[02:16:39] <skunkworks> it also gets saved if emc is exited. when you load it back up the axises are all zero until you turn the machine on - then it is offset by the amount that was set before in g92
[02:16:57] <les_w> yeah
[02:16:57] <Jymmm> I have a SSR I can use, but I'm not sure how I should connect it to the paraport w/o it acting funky during boot or a crash, or loose cable
[02:17:19] <les_w> SSR?
[02:17:28] <Jymmm> SSR == Solid Stat Relay
[02:17:31] <Jymmm> State
[02:17:34] <les_w> ok
[02:17:57] <Jymmm> I know Active High, so it doesn't turn on when the computer is off.
[02:18:01] <les_w> I am using a big nema contactor for the new spindle
[02:18:11] <Jymmm> but not sure about the rest.
[02:18:23] <les_w> #8 wires
[02:18:34] <les_w> in sealtight
[02:19:14] <les_w> was wiring that today
[02:19:33] <les_w> also switching to 24v control wiring
[02:19:39] <les_w> was 5
[02:20:11] <les_w> have to put a 5v regulator at each encoder
[02:20:24] <les_w> hi swp
[02:23:26] <les_w> I'm getting some spare time, because Morgan electro ceramic is screwing around with my production quote
[02:24:07] <les_w> Sure sign of good times...big industrial vendors take their time with bigbucks quotes....
[02:24:39] <les_w> right?
[02:26:58] <les_w> a 100m/yr quote....and they have been on it 2 weeks....
[02:27:26] <les_w> I'd have it in 2 hours
[03:05:12] <SWPadnos__> I'll take 100m/yr :)
[03:09:09] <les_w> yeah. I was talking to lawrence on skype.
[03:09:37] <les_w> I want to pursue an internet based consulting netirk.
[03:09:49] <les_w> network.
[03:09:59] <SWPadnos__> ok - I was going to ask about that ;)
[03:10:13] <SWPadnos__> but I almost asked "wetirk" :)
[03:10:50] <les_w> Business is growing, and I am looking at a business model of low over head skilled consultant types...like us.
[03:11:12] <SWPadnos__> I've got mechanical and software engineering resources, and some electrical (though I prefer to leave "very analog" stuff to others with more experience
[03:11:18] <SWPadnos__> yep
[03:11:42] <les_w> I have to be kind of a salesman mostly theses days...and I an maxed out as far as engineering.
[03:11:46] <SWPadnos__> I've got a power engineer as well, but there would need to be pretty consistent work for him to jump onboard
[03:12:17] <les_w> To continue growing beyond the $100/hr 40 hours a week we need to do something
[03:12:33] <les_w> I think we can
[03:12:44] <SWPadnos__> generally, that something is to design a product, and not produce it yourself ;)
[03:12:59] <SWPadnos__> SWPadnos__ is now known as SWPadnos
[03:13:25] <SWPadnos> ideally, multiple products
[03:14:28] <les_w> I think that this...loosly based collaberations based on things like old irc could be very powerful as a business model
[03:14:42] <les_w> but with better spelling...
[03:14:53] <SWPadnos> heh
[03:14:59] <SWPadnos> maybe with skype instead ;)
[03:15:47] <les_w> anyway I am learning that I have to SELL....and it seems I can seel a lot more than I can actually do.
[03:16:04] <les_w> sell
[03:16:10] <les_w> now that was a typo...
[03:16:16] <SWPadnos> I hate selling, so that could be good
[03:16:33] <SWPadnos> at least it wasn't "steal a lot more ..."
[03:17:27] <les_w> I have learned to like it. I'm an engineer, and I make things. But I haver noticed I really make my living just talking on the phone.
[03:18:55] <les_w> So, anyway, I am looking for a network with skills and time I don't have...
[03:19:10] <les_w> like programming pics or gate arrays
[03:19:21] <fenn> sheesh even i know how to program pics
[03:19:27] <les_w> haha
[03:19:30] <les_w> good
[03:19:35] <SWPadnos> I can program PICs, but I prefer not to
[03:19:44] <fenn> exactly
[03:19:58] <SWPadnos> unless you can get them for $0.15, they're not worth it ;)
[03:20:12] <les_w> I can't, could, but probably shouldn't
[03:20:28] <les_w> but I can sell it!
[03:20:39] <SWPadnos> well, sell then :)
[03:21:05] <les_w> so let it be written, so let it be done swp.
[03:21:34] <SWPadnos> I've been thinking about building that kind of a network for a while now, and as I said, I have power/electrical, mechanical and software engineering all taken care of
[03:21:43] <SWPadnos> it is done!
[03:22:36] <les_w> I am just maxed out as far as consulting.....have a backlog. I want to get beyond that basic limitation
[03:23:00] <les_w> It's a good problem to have I guess
[03:23:07] <SWPadnos> one of the best
[03:23:31] <SWPadnos> but almost as bad as not having any work, because you still have a hard time getting any single project done
[03:23:54] <les_w> right doing projects serially
[03:24:01] <les_w> need to get around that
[03:24:21] <SWPadnos> yep - no work, no billing. no finished projects, no billing (or at least, no paying)
[03:24:38] <les_w> invent this. file patents. Get paid. etc etc
[03:25:27] <les_w> I think we could do better in small informal groups.
[03:25:46] <SWPadnos> yes, though there's still the overhead of management / communications
[03:26:01] <SWPadnos> you can usually get around that in singles or pairs
[03:26:29] <les_w> I think....we are taking care of that sort of thing...right now!
[03:26:48] <SWPadnos> yes, but look at all the time we're wasting ;)
[03:27:00] <les_w> I have been to thousands of large corporation meetings....
[03:27:03] <les_w> haha
[03:27:10] <SWPadnos> they're boring as hell
[03:27:25] <les_w> yeah.
[03:27:58] <les_w> part of it is communication. Most of it is politics.
[03:28:04] <SWPadnos> yep
[03:28:22] <les_w> hmmm
[03:29:51] <jtr> too late, secret's out - applications are in the m...ail
[03:30:06] <jtr> s/m...ail/mail.../
[03:30:14] <les_w> Well, anyway, after resigning a corporate position to start my own business, then starving for a couple years....I have turned in to a raving capitalist.
[03:30:46] <SWPadnos> heh - I haven't gotten that bad yet, though I may tomorrow, since estimated tax payments are due
[03:30:56] <les_w> yeah
[03:31:08] <les_w> Well machine buying time for me.
[03:31:20] <SWPadnos> heh - software and scope buying for me ;)
[03:31:56] <les_w> I am building a dedicated tronics lab
[03:32:06] <les_w> have to have a place to put it first
[03:32:14] <SWPadnos> yeah - I wish I had more space
[03:32:30] <les_w> My tronics stuff is in the machine shop now
[03:32:32] <SWPadnos> it'll be hard to test a camera array in an 18x15 office ;)
[03:32:32] <les_w> not good
[03:32:37] <SWPadnos> nope
[03:32:52] <SWPadnos> you don't have kerosene heat do you?
[03:33:03] <les_w> gas
[03:33:12] <SWPadnos> that should be OK
[03:33:29] <les_w> a little less CO
[03:33:52] <SWPadnos> ISTR that kerosene leaves somewhat conductive deposits on PC boards
[03:33:56] <les_w> and no sticky stuff on all the gear
[03:34:05] <les_w> haha
[03:34:17] <SWPadnos> the fumes from kerosene heat, that is
[03:34:23] <les_w> yeah
[03:34:46] <SWPadnos> that could be bad in my garage, since there's just the kerosene heater out there
[03:35:11] <les_w> Well with the expansion we will be using wood heat as a suppliment
[03:35:13] <SWPadnos> but since most of my electronics are in NEMA 12 enclosures, it may not be an issue :)
[03:35:21] <les_w> with out $1000/mo gas bills
[03:36:09] <SWPadnos> that helps
[03:36:30] <jepler> camera array?
[03:36:57] <les_w> We just dropped that old sick oak tree behind the shop... I recounted the rings...130. It is a lot of wood!
[03:37:22] <SWPadnos> yep - camera array
[03:38:49] <jepler> for what?
[03:39:03] <SWPadnos> special effects
[03:39:12] <jepler> sounds like fun
[03:39:14] <SWPadnos> this one is meant for sports events, I believe
[03:39:16] <SWPadnos> yep
[03:39:49] <jtr> jtr is now known as jtr_away
[03:41:46] <les_w> oh btw, any of you like music or sound /speaker stuff?
[03:42:04] <SWPadnos> I do
[03:42:31] <les_w> I used to dothat for a living....audio r&d at shure
[03:42:34] <les_w> but...
[03:42:44] <SWPadnos> ah - I still have a turntable, actually :)
[03:43:15] <les_w> I just copped a case of SEAS cast magnesium frame mids
[03:43:19] <les_w> 20 of em
[03:43:28] <les_w> I need only four.
[03:43:51] <SWPadnos> cool - never heard of them ;)
[03:44:19] <les_w> from norway. High end.
[03:44:33] <les_w> I needed 4. Got 20.
[03:44:54] <SWPadnos> I can do the math on that - what price range are they in?
[03:45:22] <les_w> they were $57 msrp....I got em for...less.
[03:45:34] <les_w> turntable?
[03:45:40] <SWPadnos> yep - Sansui
[03:45:50] <les_w> using a cartridge I designed?
[03:45:52] <SWPadnos> not that I still have any records
[03:46:03] <SWPadnos> possibly - haven't checked
[03:46:39] <les_w> I designed the shure ml series beryllium cartridge.
[03:46:52] <les_w> long ago.
[03:47:24] <SWPadnos> this one says "ADC 101 QE (on 3 lines, on the front of the cartridge)
[03:48:17] <les_w> the competition.
[03:48:21] <SWPadnos> heh
[03:48:35] <SWPadnos> I got the turntable for $5 at a garage sale last summer
[03:49:03] <les_w> I guess I can make some line arrays for my son's rock band.
[03:49:15] <SWPadnos> what model are they?
[03:49:34] <les_w> LET ME GET A LINK
[03:49:56] <SWPadnos> OK
[03:50:57] <les_w> http://www.madisound.com/cgi-bin/index.cgi?cart_id=1634082.16236&pid=992
[03:51:15] <les_w> unusually smooth responce
[03:51:21] <les_w> response
[03:52:22] <les_w> 100 rms voice coil...400 peak
[03:52:24] <les_w> watts
[03:52:31] <SWPadnos> it looks like that's an older model (or brand new)
[03:52:38] <les_w> new
[03:52:41] <SWPadnos> I don't see it on the SEAS website
[03:52:47] <les_w> I have 20 of these
[03:53:05] <les_w> It is ther
[03:53:08] <les_w> there
[03:53:30] <les_w> I needed 4 for the music room
[03:53:59] <les_w> I can take the other 16 and make a like array for my son's rock band I guess
[03:54:20] <SWPadnos> that would be cool.
[03:54:20] <les_w> 1600W rms...4800w peak
[03:54:31] <SWPadnos> I'm not into building my own, but my mechanical engineering friend is
[03:54:34] <les_w> 102 db/1 watt
[03:54:47] <SWPadnos> that's pretty efficient
[03:54:56] <SWPadnos> I'm happy with my Mirage towers
[03:55:00] <les_w> that is for 16
[03:55:11] <SWPadnos> still at 1 W?
[03:55:12] <les_w> 3 db for each doubling
[03:55:23] <SWPadnos> or 16W aggregate
[03:55:59] <les_w> I just selected them for their extrordinarily smooth response
[03:56:14] <les_w> smotth midrange is very important
[03:56:39] <SWPadnos> hmm
[03:56:51] <SWPadnos> I'm looking at a chart on the specsheet, but it isn't well labeled
[03:57:00] <les_w> used in some super expensive high end speakers
[03:58:05] <les_w> the graph is normalized
[03:58:06] <SWPadnos> http://www.seas.no/seas_line/midrange/H143.PDF
[03:58:14] <SWPadnos> can you identify the plots on that chat?
[03:58:14] <les_w> great response
[03:58:17] <SWPadnos> chart
[03:58:33] <SWPadnos> it looks like 3 frequency response lines, at different pahse shifts
[03:58:33] <les_w> piston motion to 7 kHZ
[03:58:40] <les_w> pretty good
[03:58:50] <SWPadnos> and then another one - do you think that's the power output?
[03:59:13] <SWPadnos> hmmm -looks more like a group delay plot
[03:59:35] <les_w> it's impedance
[03:59:41] <les_w> the upper curve
[03:59:45] <SWPadnos> ok - dynamic impedance
[04:00:01] <les_w> lowewr is normalized on axis response
[04:00:10] <les_w> very good at 30 degrees too
[04:00:26] <SWPadnos> ok - degrees off axis
[04:00:31] <les_w> fs is about 210
[04:00:41] <SWPadnos> (I'm more used to looking at electronic spectrum analysis ;) )
[04:01:27] <les_w> well they don't show phase
[04:01:36] <les_w> but it will be good
[04:01:38] <les_w> from
[04:01:46] <les_w> about 500-5000
[04:02:55] <les_w> I burned up a bunch of audax 5" mids due to a shorted output transistor
[04:02:56] <SWPadnos> I had considered making an amplifier / crossover network that splits the bands, then amplifies for each speaker
[04:03:01] <SWPadnos> never got around to it
[04:03:19] <les_w> needed replacements but audax Is not selling raw drivers anymore
[04:03:28] <SWPadnos> bummer
[04:03:52] <SWPadnos> I like high end audio, but my idea of high end would be low end to a true audiophile nut
[04:04:02] <SWPadnos> Pioneer Elite and Mirage are good for me ;)
[04:04:28] <les_w> Mine is quadamped linkwitz-reilly electronic crossover. I designed it.
[04:05:01] <SWPadnos> cool - that's what I was thinking of about a decade ago or so
[04:05:30] <les_w> I used the burr-brown 604. Clean.
[04:05:39] <les_w> has distortion feedforward.
[04:06:12] <SWPadnos> I'd thinkk you would want to have a distortion filter instead ;)
[04:06:20] <les_w> I could not measure any distortion at all at unity gain.
[04:06:36] <les_w> Have to extrapolate at higher gains.
[04:06:45] <les_w> 140 db headroom.
[04:06:57] <SWPadnos> that's more like explode your head room
[04:07:37] <les_w> nah....remember....clapping your hand is 120 dba spl at your ear
[04:07:46] <les_w> I just want to do hand claps
[04:08:01] <SWPadnos> heh - not replays of Who concerts?
[04:08:11] <les_w> well some
[04:09:17] <les_w> I use 1300 W rms 20-80 hz
[04:09:32] <SWPadnos> per channel?
[04:09:38] <les_w> 1000W rms 80-500
[04:10:02] <les_w> 200 500-5000
[04:10:13] <les_w> 120 5000-20k
[04:10:18] <les_w> both channels
[04:10:28] <SWPadnos> ah -I was preparing to be scared
[04:10:42] <les_w> I don't play it loud.
[04:10:53] <les_w> but it can do a hand clap
[04:10:58] <SWPadnos> me either, unless there's a good movie or song on ;)
[04:11:27] <SWPadnos> every once in a while, you just have to crank Alan Parsons
[04:11:40] <les_w> power response is flat to 20, so it can break things.
[04:12:12] <les_w> lost a drywall panel on the cathedral ceiling once from that
[04:12:14] <SWPadnos> heh - the latest near-spam mail
[04:12:24] <SWPadnos> "VMWorld in Los Angeles!"
[04:12:25] <les_w> and the sound was inaudible.
[04:12:29] <SWPadnos> heh
[04:13:19] <les_w> I run it minimal....no tone controls, no preamp...no eq....
[04:13:42] <les_w> I have all that stuff...but the burr brown 604 was so clean...
[04:13:52] <les_w> I could hear the othe rstuff
[04:14:08] <SWPadnos> yeah - I generally run direct from CD/DVD. EQ is there to fix a bad listening environment, IMO
[04:14:14] <SWPadnos> I don't have one
[04:15:17] <les_w> I bought about a kilobuck worth of 1/3 octqave rane grapic eq. I don't use it now, because I could hear it.
[04:15:32] <les_w> I found out why.
[04:15:58] <les_w> pulled the cover...the op amps were....
[04:16:03] <les_w> 4741.
[04:16:11] <les_w> NASTY
[04:16:17] <SWPadnos> "high quarity"
[04:16:32] <les_w> I was not happy
[04:16:43] <les_w> pro audio gear using 741s
[04:17:15] <SWPadnos> hey - at least you can go to Radio Shack for replacements
[04:17:39] <SWPadnos> in fact, they're getting out of that business, so the last few are on sale for $0.48 right now
[04:17:52] <les_w> I ought to swap em all out for a better pin for pin replacement
[04:18:09] <les_w> but I have trouble removing dips from boards
[04:18:38] <SWPadnos> the trick is to dump loads of solder on all the pins, and slide the soldering iron along each side
[04:18:53] <SWPadnos> or, if you don;t care to save the chip, just cut all the leads, then remove them individually
[04:19:07] <les_w> yeah...or get one of those special tools
[04:19:16] <SWPadnos> oh - well you can do that too ;)
[04:19:57] <les_w> 741....in a $500 pro equalizer....still pissed
[04:20:41] <les_w> it is a biquad with gyrators...
[04:20:45] <cradek> yes, cut the pins off the dip
[04:20:58] <cradek> that's the only way to safely remove a dip IMO
[04:21:21] <les_w> now 10 years old....replace all lytics too
[04:21:44] <SWPadnos> go here, get a sample kit:
http://chipquik.com/
[04:21:52] <les_w> looking
[04:21:54] <SWPadnos> it's pretty amazing stuff
[04:22:15] <SWPadnos> lowers the melting point of the solder to like 150 degrees
[04:22:50] <les_w> neat
[04:22:54] <SWPadnos> I may have the demo the guy gave me somewhere
[04:23:08] <SWPadnos> ok - under 300F, 150C
[04:23:50] <SWPadnos> kinda like the solder blob technique, but not as hot
[04:24:31] <les_w> I only use a couple op amps. For car stuff, lm2900. For audio, bb (TI) 604, unless very low level.
[04:27:58] <SWPadnos> ok - time for me to get to bed (I'm trying to get back on a "normal" schedule)
[04:28:00] <SWPadnos> see you later
[04:28:06] <SWPadnos> SWPadnos is now known as SWP_Away
[04:28:18] <les_w> traditionally we only used the NE 5532 for audio....it is class a.
[04:28:29] <jepler> SWP_Away: that web page hurts my eyes
[04:28:38] <SWP_Away> yes, it is painful
[04:28:44] <SWP_Away> but the product is good
[08:03:51] <Sed_> can anyone recomend what to get in order to convert a small mill to CNC?
[08:48:23] <Jymmm> Jymmm is now known as Red70sShow
[08:48:23] <Red70sShow> Red70sShow is now known as Jymmm
[08:55:03] <Jymmm> Jymmm is now known as Jymm
[08:55:41] <Jymm> Jymm is now known as Jymmm
[08:56:48] <Jymmm> Jymmm is now known as jymm
[09:14:25] <jymm> jymm is now known as Jymmmm
[09:37:02] <Jymmmm> Jymmmm is now known as Jymmm
[12:10:10] <anonimasu> hello
[12:57:51] <alex_joni> hello
[12:58:26] <anonimasu> what's up?
[13:21:13] <alex_joni> work
[13:21:25] <alex_joni> as you can see.. I'm very sluggish today
[13:22:56] <anonimasu> :)
[13:22:58] <anonimasu> nice
[13:22:59] <anonimasu> :)
[13:23:14] <anonimasu> I am trying to import a serial port card into eU
[13:23:21] <anonimasu> EU but i cant since it's not ce marked..
[13:23:30] <anonimasu> yay for the damn union
[13:23:36] <anonimasu> import/get one for my personal use
[13:27:21] <jepler> I'm at work too
[13:27:33] <jepler> it's, umm, boring
[13:28:07] <anonimasu> * anonimasu agrees
[13:28:15] <anonimasu> I long until I can go home to rest
[13:40:46] <alex_joni> jepler: any response to your email?
[13:41:04] <jepler> alex_joni: nope
[13:45:49] <ValarQ> anonimasu: it aint easy being in a union
[13:46:38] <jepler> I wouldn't mind too much seeing 'union' removed from C/C++, now that you mention it.
[13:47:37] <ValarQ> jepler: whats wrong with them?
[13:48:15] <anonimasu> ValarQ: I'll ship it somewhere else first..
[13:48:59] <ValarQ> anonimasu: to bad norway doesn't want to invade us...
[13:49:55] <anonimasu> ValarQ: yeah
[13:50:00] <ValarQ> jepler: (except for the bitvector thing, i know whats wrong with that)
[13:50:14] <anonimasu> I am holding off a laptop purchase until I get such a card..
[13:50:44] <jepler> ValarQ: oh, there's really nothing wrong with them, except that I work from day to day on a program where they've been horribly abused. But by that metric, I'd ask to get rid of 'struct' too...
[13:51:32] <anonimasu> jepler: are classes better? ;)
[13:53:07] <ValarQ> jepler: gcc have a -S flag which fixes that
[13:53:50] <skunkworks_wrk> hmm - must have left my computer on at home.
[14:05:25] <jepler> ValarQ: fixes what? Gets rid of 'struct' and 'union'? Very funny.
[14:05:48] <ValarQ> :)
[14:06:38] <ValarQ> well, if struct is to fancy, asm is probably what you want
[14:06:39] <anonimasu> a^_^
[14:07:04] <anonimasu> *chews at the table*
[14:07:19] <jepler> actually my favorite language is python, and it doesn't have struct or union
[14:07:42] <ValarQ> thats true
[14:08:36] <ValarQ> i believe python have som module to handle struct like data, but not in the core language
[14:09:21] <jepler> You mean data with a particular layout of bytes? Yes, it does.
[14:10:09] <anonimasu> :)
[14:10:13] <jepler> but I seldom use it
[14:10:54] <ValarQ> thats good to hear
[14:13:39] <anonimasu> ahm
[14:13:52] <ValarQ> anonimasu?
[14:13:56] <anonimasu> :)
[14:14:02] <anonimasu> * anonimasu is hunting IT guys..
[14:14:11] <anonimasu> I need to check what a additional ip for work would cost
[14:14:16] <ValarQ> oh, those :)
[14:21:56] <alex_joni> anonimasu: 2$ / bit
[14:22:29] <ValarQ> heh
[14:22:49] <anonimasu> alex_joni: heh :)
[14:22:55] <anonimasu> alex_joni: it depends
[14:46:26] <alex_joni> it might
[14:48:04] <anonimasu> I wonder if my isp sells them at that
[15:05:45] <alex_joni> well.. one ip is made out of 32 bits, so probably 60-70$ ;)
[15:05:47] <alex_joni> year
[15:20:00] <alex_joni> bye all
[15:21:55] <jepler> at my ISP, changing from a /29 to a /28 (8 more usable addresses) is $120/year. you also get 5GB/month more bandwidth before they start charging you by the megabyte.
[16:31:04] <cncuser> hello fellows
[16:32:24] <cncuser> today i wondered if i have some freeports left on my parallelport and could add extra sensors to it
[16:32:58] <cncuser> i saw a listing with all signals emc knows of... in some docs, but i dont remember
[16:33:38] <cncuser> also i think my cnc knows of such things of boost and sleep. is that implemented in emc2 ? any hints
[16:34:14] <cncuser> ps: i made a 24h break with coolcnc. tomorrow i get a lend mobo for my p4 puter
[16:35:02] <cncuser> anyone a clou on how far sw_padnos had come with the dev environment ?
[16:35:19] <cncuser> hey it 17:30 round here wake up ;)
[16:36:58] <jepler> hi cncuser. what's "boost"? I assume sleep reduces motor current when there's no motion for some time?
[16:40:05] <jepler> does "boost" let you increase motor current, presumably for a short time?
[16:41:55] <cncuser> jepler: i think boost can get more power for holding.
[16:42:14] <cncuser> jepler: maybe for heavy tools :)
[16:44:37] <jepler> for sleep, I imagine that this "classicladder" thing is how you'd want to implement it. When no STEP pulse is seen for a time, set SLEEP active; when a STEP pulse is seen, set SLEEP inactive. I've never actually used "classicladder", though, just seen people on irc talking about it.
[16:45:41] <cncuser> jepler: cool :)
[16:45:49] <jepler> http://wiki.linuxcnc.org/cgi-bin/emcinfo.pl/emcinfo.pl?Sample_HAL_And_ClassicLadder
[16:46:00] <cncuser> jepler: got an idea where to find the documentation for whats signals emc supports ?
[16:46:13] <jepler> they show an example where there is an on-time and off-time for lubrication
[16:46:29] <jepler> no, I don't know much about emc2
[16:47:22] <jepler> It looks like you can list available signals with "halcmd show pin ..."
[16:47:41] <SWP_Away> halcmd show sig
[16:47:56] <SWP_Away> show pin tells you all the pins that can be connected to signals
[16:48:18] <SWP_Away> you create signals by using halcmd newsig <name> <type>
[16:48:37] <SWP_Away> see ya :)
[16:48:47] <jepler> one of these days I'll actually use emc2
[16:53:34] <Sed_> does EMC work wit PIC servo's and can they be used to convert a small mill to CNC?
[16:58:25] <jepler> Sed_: What are "PIC servo's", and how are they connected to the computer? EMC can control servos, but you might have to write a new driver for EMC to create the outputs you need.
[17:00:04] <jepler> Sed_: with servos you generally need position feedback as well.
[17:00:57] <Sed_> 32 bit position, velocity and acceleration control
[17:01:13] <Sed_> would that be it?
[17:02:19] <Sed_> http://www.jrkerr.com/boards.html#PS3PH
[17:02:24] <Sed_> thats what I am looking at
[17:04:38] <jepler> my first guess is that you could probably make this work with emc, but not without writing some realtime "C" code.
[17:05:04] <Sed_> what is the most popular method?
[17:06:15] <jepler> I'm most familiar with the user of steppers, with STEP and DIRECTION signals for each axis on the parallel port, and no feedback
[17:06:54] <fenn> looks like you would have to write a driver for an rs-485 board also
[17:07:17] <Sed_> hmm
[17:07:45] <fenn> there's no rs-232 driver yet either
[17:07:53] <jepler> fenn: the diagram at the top of the jrkerr site shows the connection to the PC being "RS232 or USB"; using RS232 would probably not be a lot of code
[17:08:27] <jepler> but you're right, it's one more thing to worry about
[17:09:15] <Sed_> would this be a viable option for converting a manual mill to cnc or are there more cost efective/better solutions?
[17:09:28] <fenn> how big of a mill?
[17:09:33] <Sed_> small
[17:09:34] <fenn> and how much performance do you expect?
[17:09:39] <Sed_> smaller than a bridgeport
[17:09:53] <cradek> I notice there's a realtime serial driver in rtai
[17:10:45] <Sed_> just enought to do slow basic 3 axis stuff. no production of any sort just R&D, mostly so I can learn.
[17:11:05] <jepler> steppers + "chopper"-type board is fairly inexpensive; I think cradek's runs at about .5ips these days.
[17:11:45] <fenn> why do they call it "chopper" anyway? that's just confusing
[17:11:52] <Sed_> is there a good PCI based board out there?
[17:11:53] <fenn> it's just PWM current loop right?
[17:12:31] <fenn> Sed_: most people run stepper drivers from the parallel port
[17:13:00] <Jymmm> Is feed set pre or post the move? G1Z-0.3750F10.0
[17:13:11] <jepler> Seems like the PCI servo boards start around $800, you should be able to buy a whole stepper-based retrofit kit for less than that.
[17:13:19] <jepler> Jymmm: pre, I think.
[17:13:33] <cradek> the F applies to that line and subsequent lines
[17:13:39] <jepler> Jymmm:
http://www.isd.mel.nist.gov/personnel/kramer/pubs/RS274NGC_3.web/RS274NGC_33a.html#1003527
[17:13:53] <Jymmm> jepler: I'm there but makes no sense
[17:14:06] <Sed_> that is interesting, so there would be no hardware for the computer if run through the parrell port?
[17:14:19] <jepler> Jymmm: F- is executed at step 3, motion is not 'till step 20.
[17:14:47] <cradek> Sed_: no special hardware in the computer - the parallel port hooks to the stepper drivers.
[17:15:05] <cradek> parallel port is an ideal cheap and simple digital IO port.
[17:15:13] <fenn> *cough*
[17:15:21] <Jymmm> jepler say what? Step, as in process; in other words the whole line is intprited (no matter the order) and sequenced accordingly?
[17:15:38] <Jymmm> (less the typos)
[17:15:40] <Sed_> where should I look for hardware?
[17:15:42] <jepler> Jymmm: Right; the order of the words on the line doesn't matter.
[17:16:02] <fenn> Sed_: try looking on CNCzone
[17:16:15] <fenn> cnczone.com
[17:16:18] <jepler> Sed_: this site has several different stepper driver designs, all Free:
http://www.pminmo.com/
[17:16:23] <Jymmm> jepler Ok. And the F, is it isolated to a single axis, or all axis?
[17:17:01] <Sed_> thanks, Ill read up..
[17:18:13] <jepler> Jymmm: F is the feed rate in inches per minute. If the commanded motion is 1 inch, and you're running with F60, then the motion will take about 1 second, subject to the machine limits on acceleration and velocity.
[17:18:46] <Jymmm> So I set F10 for Z, then set xy to F20, then move Z again, will it be 10 or 20 ?
[17:18:59] <Jymmm> each set being a different line
[17:19:17] <jepler> Jymmm: There is not an F- for each axis
[17:19:23] <Jymmm> G1Z-0.3750F10.0
[17:19:30] <Jymmm> G1X2.0000Y-0.0000F20.0
[17:19:46] <Jymmm> If I move Z now, will it be 10 or 20?
[17:20:29] <cradek> 20
[17:20:48] <cradek> F doesn't specify the velocity of an AXIS, it specifies the velocity of the TOOL
[17:21:12] <Jymmm> ok
[17:21:33] <Jymmm> I just didn't know if it was sticky or not due to the way it was called
[17:21:59] <jepler> Given "G0 X0Y0 / G1 F60 X1Y1" the motion will take about sqrt(2) seconds, because the tool moves sqrt(2) inches.
[17:23:02] <Jymmm> I'm trying to understand gcode syntax more this it's operations atm.
[17:23:10] <Jymmm> s/this/than/
[17:23:48] <Jymmm> Completely ruined a completed sign yesterday trying to add a keyhole slot to the back of it.
[17:24:01] <jepler> I saw you talking about that
[17:24:02] <Jymmm> Still trying to figure out what casued it.
[17:24:16] <jepler> I've ruined nearly-finished items before, it's really frustrating
[17:24:37] <cradek> Jymmm: using emc+axis will give you a good idea of when your gcode is wrong.
[17:24:44] <Jymmm> I'm past the ruined sign itself, but I need to know the CAUSE
[17:25:00] <Jymmm> cradek I'm using turbocnc atm (speed issues)
[17:25:00] <jepler> I've learned 1. There's a big difference between Z-.6 and Z-.06 2. look at the preview plot AGAIN 3. just like programming, g-code is always wrong the first time
[17:25:02] <cradek> Jymmm: it's easy to write .1 when you mean .01 etc., but it's easy to see in the preview
[17:25:43] <cradek> Jymmm: oh, maybe it was a software bug then...? haha
[17:25:45] <Jymmm> jepler The really bad part is that I've used this code once before. So I have nfc why is almost started a fire
[17:26:06] <jepler> cradek: but it doesn't save you from stuff like not having the offset you thought you did, etc
[17:26:17] <Jymmm> I had to yank the plug on everything... the collet was beign rammed into the piece
[17:26:31] <cradek> Jymmm: no estop button?
[17:27:05] <Jymmm> cradek: Sure, in the nice platic packaging in came in from the store.
[17:27:32] <fenn> heh right next to the fire extinguisher in the closet
[17:27:45] <Jymmm> cradek: Actually, I'm tryign to figure out a spindle control and already have the componts
[17:27:47] <jepler> If the tool went to the wrong place, it's probably not about the F-word, which only says how quickly it should go there.
[17:28:03] <Jymmm> jepler That was for my understanding.
[17:28:19] <Jymmm> No the fire ext is on the floor next to it.
[17:28:55] <Jymmm> I'm rewriting this and going thru it line by line:
[17:28:56] <Jymmm> T1M6
[17:28:56] <Jymmm> G0Z2.0000
[17:28:56] <Jymmm> G0X0.0000Y0.0000S15000M3
[17:28:56] <Jymmm> G0X0.0000Y0.0000Z0.2000
[17:28:56] <Jymmm> G1Z-0.3750F10.0
[17:28:57] <Jymmm> G1X2.0000Y-0.0000F20.0
[17:28:59] <Jymmm> G1X0.0000Y-0.0000F20.0
[17:29:01] <Jymmm> G0Z0.2000
[17:29:03] <Jymmm> G0X0.0000Y0.0000Z2.0000
[17:29:05] <Jymmm> G0Z2.0000
[17:29:07] <Jymmm> G0X0Y0
[17:29:09] <Jymmm> M30
[17:29:20] <Jymmm> I want to make sure I understand what EVERYTHING is.
[17:29:32] <jepler> A little whitespcae won't kill you!
[17:30:26] <Jymmm> jepler: Like I said, I am rewriting it =)
[17:31:59] <jepler> on emc that goes to Z-.3750, then out to X2, then reverses the path to get back out
[17:32:39] <Jymmm> Yeah, it's for a keyhole slot 2" wide
[17:36:09] <Jymmm> Is this better?
[17:36:10] <Jymmm> T1M6
[17:36:10] <Jymmm> G0 Z2.0000
[17:36:10] <Jymmm> G0 X0.0000 Y0.0000 Z0.2000 S15000 M3
[17:36:10] <Jymmm> G1 F10.0 Z-0.3750
[17:36:10] <Jymmm> G1 F20.0 X2.0000
[17:36:12] <Jymmm> G1 X0.0000
[17:36:14] <Jymmm> G1 Z0.2000
[17:36:16] <Jymmm> G0 Z2.0000
[17:36:18] <Jymmm> M30
[17:36:48] <jepler> my guesses would be that either Z0 wasn't where you thought it was, or some other code changed the meaning of the motions. Choice of coordinate system, relative motion mode, units, etc.
[17:37:16] <Jymmm> jepler: I'm thinking I zeroed Z, or THOUGHT I did, but really didn't.
[17:37:47] <fenn> it went too far on the original plunge?
[17:37:47] <Jymmm> maybe I zeroed X or Y and jsut didn't realize it wasn't Z
[17:37:58] <Jymmm> OH YEAH!....
[17:38:28] <Jymmm> The COLLET is now branded into the sign by 1/8"
[17:38:43] <Jymmm> not the bit, the collet nut itself
[17:38:56] <cradek> the Z2 and Z0.2 would also have been in the wrong place then
[17:39:20] <Jymmm> cradek: the code I used originally was my first paste.
[17:39:22] <cradek> you should have seen it NOT go to Z2 before the spindle came on
[17:39:36] <cradek> still
[17:39:52] <cradek> did it go to z=2 before the spindle came on?
[17:39:55] <Jymmm> cradek jepler just said it "worked for him"
[17:39:57] <fenn> if you zeroed the X or Y wrong it would have drilled in the wrong place (unless you're drilling at 0,0)
[17:40:10] <cradek> no you don't understand what I'm saying
[17:40:12] <cradek> when you ran it
[17:40:14] <Jymmm> I am XY == 00
[17:40:17] <cradek> if you had not zeroed Z
[17:40:24] <cradek> you would have noticed it before the spindle came on
[17:40:33] <cradek> because it would not have gone to z=+2
[17:41:13] <Jymmm> cradek: I dont have auto spindle control yet, I have to plug it in by hand then start the program.
[17:41:34] <cradek> ok
[17:41:43] <cradek> do you remember if the first move went up about two inches?
[17:41:58] <Jymmm> I dont think it id
[17:42:00] <Jymmm> did
[17:42:17] <cradek> yeah I bet you didn't set Z correctly then
[17:42:57] <cradek> my programs all go up to safety height and then turn on the spindle and pause while it spins up
[17:43:09] <cradek> if they don't go to the expected place, there's plenty of time to abort
[17:43:11] <Jymmm> how do you insert a pause?
[17:43:17] <cradek> g4
[17:43:32] <cradek> (spindle needs several seconds to spin up)
[17:43:46] <jepler> G4 P-
[17:43:47] <Jymmm> yeah
[17:44:01] <jepler> in emc the P-number is in seconds
[17:44:04] <cradek> you can also pause and wait for confirmation with m1? m2? I forget
[17:44:11] <cradek> m0?
[17:44:12] <cradek> mx
[17:44:17] <cradek> rtfm
[17:45:14] <cradek> pause is m0
[17:45:51] <fenn> Sed_: this looks pretty nice to me:
http://www.cnczone.com/classifieds/showproduct.php?product=573&sort=2&cat=9&page=1
[17:46:01] <Jymmm> Speaking of spindle control... I have a SSR, but how do you remvoe the funkiness of it powering up like at boot or prevent it from coming on if a cable came loose etc?
[17:46:12] <Jymmm> (active high)
[17:47:43] <Jymmm> * Jymmm drops a pin in #emc *KABOOM*
[17:48:43] <fenn> that's one reason you should have your estop circuit in order
[17:49:05] <fenn> and it should be a normally open type relay
[17:50:12] <cncuser> :)
[17:50:31] <fenn> a watchdog timer couldn't hurt either.. in case the PC goes nuts
[17:50:45] <cncuser> i found the originator of the hangs. its the autoprobing stuff that xorg does when not configured. the same with xvesa
[17:50:46] <fenn> but that may be overkill
[17:51:17] <fenn> cncuser: how'd you figure that out?
[17:51:44] <cncuser> fenn: i configured Xorg :) and it worked. Xvesa still craseh the box.
[17:52:06] <Jymmm> I plan on using the 'servo estop' that MAriss wrote up... two momentary buttons and a relay. I just haven't done it yet.
[17:52:35] <Jymmm> But before I wire everything into the new case, I wanted to figure out the 'safe spindle control' thing.
[17:52:52] <cncuser> fenn: the bad thing...xvesa was my favorite, for it runs on allmost everycard. i need to compile from scratch to see if that isnt just an old bug, or something went wrong when barry stripped the libs and bins
[18:05:19] <Jymmm> Anyone mind validating this for me por favor?
http://pastebin.com/510164
[18:05:58] <fenn> G4 5 should be G4 P5
[18:06:27] <fenn> you should test to see if turbocnc actually supports G4
[18:06:36] <Jymmm> I will
[18:06:51] <Jymmm> So g4 can have other values?
[18:08:01] <fenn> G4 5 is interpreted as G45
[18:08:12] <Jymmm> ah, ok
[18:08:13] <fenn> you can pause as long as you want
[18:08:23] <fenn> S15000 M3 should go before the pause
[18:09:09] <fenn> also you might want to end with % instead of M30
[18:09:19] <Jymmm> what does % do?
[18:09:24] <fenn> iirc M30 deletes g92 settings
[18:09:35] <fenn> % is end program
[18:09:39] <Jymmm> k
[18:11:55] <Jymmm> http://pastebin.com/510170
[18:14:09] <fenn> looks good
[18:14:23] <Jymmm> thanks for checking.
[18:14:31] <fenn> try it two times in a row and see if it works the second time
[18:14:47] <Jymmm> lol, no shit huh... Murphy is a dead man when I catch him!
[18:15:59] <Jymmm> Ya know, I do wish I could have a text prompt on the tool change though... T1 'Change tool to : 1/4" endmill' or something like that
[18:16:10] <fenn> emc does that
[18:16:38] <Jymmm> But I have to have a tool crib pre setup within emc , correct?
[18:16:42] <fenn> (MSG,Load tool #1)
[18:16:58] <Jymmm> No, I mena the description of the tool itself.
[18:17:07] <fenn> (MSG,Load 1/4" endmill)
[18:17:28] <Jymmm> is MSG a gcode thing or a emc one?
[18:17:29] <fenn> the tool table is just for automatic cutter compensation
[18:17:37] <fenn> dunno if its standard or not
[18:18:44] <fenn> so there are three ways to end a program, m2, %, and m30; no idea what the difference is
[18:19:20] <fenn> oh btw you need a M0 after the MSG, or it will just keep on going
[18:20:03] <Jymmm> heh, ok
[18:32:17] <cncuser> anyone good with automake/autoconf ?
[18:36:31] <Jymmm> FYI... G5 P5 is supported in TurboCNC 4x
[18:36:38] <Jymmm> G4 P5 that is
[18:37:21] <cncuser> just found out puppy usr_devx.sfs is missing more then thought. parts of automake and autoconf are completly missing. don know how anyone could have compiled the stuff on it with it. seems im getting towards rebuilding the usr_devx. tomorrow :)
[18:37:33] <cncuser> cu folks
[18:39:49] <Jymmm> Actually... In the G4 P5, TCNC displays a countdown dialog box.
[19:01:31] <alex_joni> 'lo all
[19:01:48] <Jymmm> lo
[19:12:49] <alex_joni> what's up?
[19:13:15] <Jymmm> Did I do something wrong here : G1 F10.0 Z-0.3750 When I measure the depth of the actual cut, it's only .300" deep. I just manually jogged the Z from 0, to 2, to 0 again and it's right on the money. How in the heck could I have lost .075" ?!
[19:13:56] <alex_joni> how do you specify where 0 is?
[19:14:00] <alex_joni> by touchoff?
[19:14:17] <Jymmm> manually, top of material, zeroed axis.
[19:14:39] <alex_joni> maybe the tool has some slack in the collet
[19:14:59] <Jymmm> Ah, didnt check that since the fubar yesterday... just a sec...
[19:15:00] <alex_joni> so when you touch off it's not compressed, but when starting milling it will go up a bit
[19:15:34] <Jymmm> No, it's all solid
[19:15:41] <Jymmm> no slack at all
[19:16:09] <alex_joni> maybe you didn't come down enough..
[19:16:27] <alex_joni> no idea what else could be wrong..
[19:16:42] <alex_joni> maybe you had cutter comp on?
[19:16:55] <Jymmm> I use a slip of paper between teh tip of the tool and the material. Zero the axis. and remove the paper.
[19:17:22] <Jymmm> ^raise the z, then remove the paper
[19:17:38] <alex_joni> I see
[19:17:43] <Jymmm> alex_joni Sorry, I'm using TCNC (speed issues)
[19:18:05] <alex_joni> well.. you're the judge if you need to be sorry or not :P
[19:18:06] <Jymmm> But I wrote that gcode by hand, and fenn checked it, but I'm confused
[19:18:31] <Jymmm> if it was .010" ok, but 0.075" that's a LOT!
[19:19:20] <alex_joni> I have no idea how much that is..
[19:19:39] <Jymmm> lil over 1/16"
[19:20:12] <fenn> 2mm
[19:20:37] <Jymmm> what fenn said
[19:20:57] <alex_joni> oh.. that much?
[19:21:17] <Jymmm> yeah
[19:21:25] <alex_joni> ouch
[19:21:48] <alex_joni> try running it with Z0, and see if it's just at surface
[19:22:00] <fenn> jymmm try g0'ing from z=0 to z=2
[19:22:06] <fenn> and back, and see if it loses any steps
[19:22:11] <alex_joni> he just said that
[19:22:23] <fenn> eh, jogging != g0
[19:22:29] <Jymmm> fenn I did manually, and that was fine.
[19:22:34] <Jymmm> ok ok
[19:22:36] <alex_joni> I see..
[19:22:50] <fenn> also try g0'in to z=2 and measure how far you moved
[19:23:02] <fenn> it might lose steps and gain them back again
[19:23:19] <Jymmm> ok, gimme a few to wrote this out
[19:23:22] <Jymmm> write
[19:24:18] <fenn> and if those are fine, try g1 f10 z2
[19:28:18] <Jymmm> ok, tried all three and added in g1 f10 z0.... all right on the money
[19:28:49] <Jymmm> You know what....
[19:29:19] <Jymmm> I'll bet you after yesterday, the tool came loose, and when to plunged in today, to took out the slack.
[19:29:58] <Jymmm> damn, brain to fingers is really fubared there
[19:30:12] <Jymmm> I'll bet you after yesterday, the tool came loose, and when it plunged in today, it took out the slack.
[19:30:35] <Jymmm> This bit is bad mojo... grabbing a brand new one.
[19:32:37] <fenn> how's your router mounted to the Z anyway?
[19:32:48] <Jymmm> * Jymmm notes.... Don';t buy/use Freud Bits
[19:32:55] <fenn> bah
[19:33:08] <Jymmm> * Jymmm pulls out shiny new CMT bit
[19:33:10] <fenn> * fenn notes.... don't buy/use turbocnc
[19:33:37] <Jymmm> * Jymmm notes... Get EMC to run at 180IPM without Ferror using paraport
[19:34:34] <alex_joni> Jymmm: what's your scale?
[19:35:05] <alex_joni> or better said, what pulse freq. do you need?
[19:35:39] <Jymmm> alex_joni: Under emc, I can't get anymore than 90IPM
[19:35:45] <Jymmm> or I get ferrors
[19:36:05] <Jymmm> huge differnce there
[19:36:12] <alex_joni> again, what's your scale?
[19:36:27] <Jymmm> I dont' recall
[19:36:47] <Jymmm> let me see what I have tcnc set for...
[19:37:14] <Jymmm> 30000
[19:37:23] <Jymmm> 30KHz
[19:39:06] <alex_joni> hmm.. 30kHz might not be THAT hard
[19:39:18] <alex_joni> you probably need a fast puter..
[19:41:49] <Jymmm> Celeron 366MHz
[19:41:54] <alex_joni> no chance
[19:41:58] <Jymmm> http://www-306.ibm.com/pc/support/site.wss/document.do?lndocid=MIGR-49XM3F
[19:42:29] <alex_joni> celeron, aka 'the castrated one' ;)
[19:42:56] <Jymmm> I'm not gonna complain about a $80 laptop that can run emc and xp
[19:44:22] <Jymmm> Now, I do have a P3 755 here, but no crt for it atm. What about that?
[19:44:29] <alex_joni> ssh-X
[19:44:45] <alex_joni> might work, although not sure that 30kHz
[19:44:58] <Jymmm> Yeah.... ssh from LT to P3
[19:44:58] <alex_joni> so you microstep?
[19:45:03] <alex_joni> do
[19:45:04] <Jymmm> 8step yeah
[19:45:15] <alex_joni> need it?
[19:45:29] <Jymmm> yeah... it's steppers
[19:45:39] <alex_joni> no, I mean.. do you need the resolution?
[19:45:54] <Jymmm> yeah. but mostly because tof mid-band issues.
[19:46:03] <alex_joni> get some gecko's G210
[19:46:08] <alex_joni> with the 10x multiplier
[19:46:20] <alex_joni> it'll take care of both problems
[19:46:27] <Jymmm> Again, back to the ferror, even with geckos
[19:46:44] <alex_joni> that's why I asked about your scale
[19:47:06] <alex_joni> you have 1.8 deg steps?
[19:47:16] <Jymmm> yes
[19:47:27] <alex_joni> ok, that makes 200 steps / rev
[19:47:36] <alex_joni> how many TPI on the leadscrews?
[19:47:48] <Jymmm> 5 (16000)
[19:48:15] <alex_joni> 5 turns = 1 inch (5*200 = 1000 pulses / inch)
[19:48:19] <alex_joni> err.. steps
[19:48:25] <alex_joni> 1000 steps / inch
[19:49:08] <alex_joni> if you have about 20kHz from emc (pretty ok), that means 20 IPS = 1200 IPM
[19:49:20] <alex_joni> but that's without microstepping
[19:49:51] <alex_joni> are you sure you had the G210, not the G201 ?
[19:50:24] <Jymmm> I have the Xylotex board. It's 8microstep
[19:52:00] <alex_joni> < Jymmm> Again, back to the ferror, even with geckos
[19:56:47] <Jymmm> alex_joni: Xylotex, Gecko, or RollYourOwn, isn't gonna change the ferror. Faster computer, sure. Jon's board, of course. But I just can't get that high from with emc using steppers.
[19:57:18] <alex_joni> you can if you use a multiplier in the drive
[19:57:21] <alex_joni> like the gecko has
[19:57:26] <alex_joni> The G210 at least
[19:57:44] <Jymmm> Because it's driven like a servo?
[19:57:51] <alex_joni> no
[19:57:58] <alex_joni> that's the DC gecko
[19:58:03] <cradek> Jymmm: you do understand the issue is step pulse rate, right?
[19:58:18] <alex_joni> the G210 is a G201 (10 ustep drive), with a PLL multiplier board
[19:58:19] <Jymmm> cradek the 2ms between pulses?
[19:58:32] <alex_joni> so when you send 1 pulse, it will send actually 10 to the drive
[19:58:39] <alex_joni> hi chris ;)
[19:58:42] <cradek> hi alex
[19:59:22] <fenn> pulse multiplier is the stupidest idea ever
[19:59:24] <cradek> alex_joni: emc could have a step multiplier mode - it could put out several steps, as fast as possible, for each PERIOD
[19:59:48] <alex_joni> cradek: not sure I'm getting that..
[20:00:10] <cradek> alex_joni: in one PERIOD emc could outb(step) outb(/step) outb(step) outb(/step)
[20:00:20] <jepler> cradek: won't that give terrible behavior at low speeds?
[20:00:27] <jepler> 4 steps -- huge pause -- 4 steps
[20:00:34] <Jymmm> I'm I'm runnin the xylotex at 30KHz, the g210 says it does 20KHz (or is that somethign else)?
[20:00:39] <alex_joni> even at high speeds..
[20:00:49] <fenn> jymmm that's something else
[20:00:49] <cradek> jepler: well, it's the same as a step multiplier (use it with a microstep drive)
[20:01:05] <jepler> cradek: I assumed these "step multipliers" did something smarter than that
[20:01:10] <alex_joni> cradek: not quite.. the step multiplier is a PLL
[20:01:14] <cradek> ah
[20:01:14] <cradek> hmm
[20:01:22] <alex_joni> it actually pulses on it's own, synchrinzed to the input pulses
[20:01:23] <cradek> that can't possibly work
[20:01:32] <cradek> seems like a terrible idea
[20:01:38] <fenn> cradek: it is a terrible idea
[20:01:39] <cradek> (only half sarcastic here)
[20:02:00] <cradek> well jymmm has a fixed 8-�step drive
[20:02:07] <fenn> you could much more easily output velocity commands to a uC, and the uC sends position feedback to the computer
[20:02:10] <cradek> a simple-stupid doubler in emc like I described would help him
[20:02:21] <fenn> th uC handles steps and microsteps
[20:02:24] <alex_joni> Jymmm: the 20kHz you're reading there is the PWM switching frequency (and not related to how fast the drive goes)
[20:02:38] <Jymmm> alex_joni k
[20:03:02] <alex_joni> Jymmm: some bad drives (with lower switching frequency), make a high pitched sounds while working
[20:03:09] <Jymmm> G210 step freq is 200KHz
[20:03:14] <alex_joni> that's because their frequency is lower, and is audible
[20:03:24] <alex_joni> right, 200kHz seems more like it
[20:03:56] <jepler> It seems like you need switching frequency >> step rate
[20:04:07] <Jymmm> alex_joni I'm looking at teh manual for G210, I dont see mention of a multiplier
[20:04:51] <fenn> jymmm see the board that plugs into the main board?
[20:04:55] <fenn> on the lower left
[20:05:10] <alex_joni> the G901
[20:05:28] <Jymmm> K
[20:05:38] <alex_joni> G210A MULTIPLIER AND INPUT OPTION HEADERS
[20:05:38] <alex_joni> MULTIPLIER OPTION HEADER
[20:05:38] <alex_joni> The G210A has a built in STEP PULSE MULTIPLIER. This circuit makes the G210 selectable for full-step, half-step, 5 microstep
[20:05:42] <alex_joni> and 10 microstep operation. In all cases the motor will move with microstep smoothness. Use the MULTIPLIER HEADER to
[20:05:45] <alex_joni> select the desired resolution. Do not operate the drive without a jumper.
[20:05:48] <Jymmm> so g201 is 10uStep only
[20:05:48] <alex_joni> first page on the manual
[20:05:54] <alex_joni> Jymmm: right
[20:06:48] <alex_joni> fenn: I wonder what the difference between the G901 and the G902 is
[20:07:31] <alex_joni> I can't seem to find any docs on it
[20:08:32] <Jymmm> If g210 is just G201 + board. Seems more like a divider, not multiplier... 10 steps in is converted to 5 steps actual
[20:08:45] <Jymmm> half stepping that is
[20:09:02] <fenn> bork bork bork
[20:09:11] <ValarQ> börk
[20:09:19] <Jymmm> I'm not being a smartass here
[20:09:42] <fenn> sorry, börk börk börk
[20:10:19] <alex_joni> Jymmm: it's actually a multiplier on top of a divider
[20:10:34] <alex_joni> the G201 is the divider (as it's ustepping)
[20:10:42] <Jymmm> Ok, right now with my xylotex, one step pulse from the controller == one step on the motor, right?
[20:10:43] <alex_joni> so for 10 steps in, the motor moves 1 step
[20:10:47] <alex_joni> no
[20:10:54] <ValarQ> fenn:
http://download.slayradio.org/mastering_swedish_-_lesson_3.mp3
[20:10:58] <alex_joni> 8 steps from the PC = 1 step from the motor
[20:11:09] <fenn> ValarQ: i tried to learn and failed..
[20:11:15] <ValarQ> fenn: :(
[20:11:19] <Jymmm> alex_joni: k, and with g210?
[20:11:36] <Jymmm> 10 stepd from pc == 1 step on the motor?
[20:12:10] <fenn> ValarQ: the consonants dont make the right sounds
[20:12:20] <alex_joni> that's with the G201
[20:12:28] <alex_joni> 10 steps PC = 1 step motor
[20:12:36] <Jymmm> alex_joni ok, and the G210?
[20:12:42] <alex_joni> with the G210 you can select up to 1 step PC = 1 step motor
[20:12:57] <ValarQ> fenn: needs some practice i guess
[20:12:58] <alex_joni> 1,2,5 or 10 steps PC = 1 step motor
[20:13:12] <alex_joni> just move a jumper
[20:13:29] <Jymmm> alex_joni: Would you bet $100 USD via PAyPal on that?
[20:13:55] <alex_joni> I have quite a few geckos
[20:14:04] <alex_joni> although most of mine are G340
[20:14:09] <Jymmm> alex_joni: That's fine, but would you bet $100 USD via PAyPal on that?
[20:14:13] <alex_joni> I also have 2 G201
[20:14:15] <alex_joni> on what?
[20:14:42] <alex_joni> on the specs?
[20:15:12] <Jymmm> alex_joni On that the G210 is <alex_joni> 1,2,5 or 10 steps PC = 1 step motor
[20:16:26] <alex_joni> anytime
[20:17:01] <Jymmm> Ok, let me see if I can post toe the gecko group and see what happens.
[20:17:33] <Jymmm> I keep asking AMriss to put up a damn comparison chart, but he keeps slacking off
[20:18:04] <alex_joni> it's hard to do that.. because it would be motor dependent
[20:18:21] <Jymmm> Feature comparision between models isn't
[20:18:55] <Jymmm> It's harder to figure out which product to want/need as it stands now... Didn't fenn just ask what the diff was between the 900 series?
[20:19:11] <fenn> 901 is for stepper drivers and 902 is for step servo drivers
[20:19:29] <fenn> but come on, a step multiplier on a step-servo is just ass backwards
[20:19:50] <alex_joni> fenn: it helps overcoming frequency problems
[20:19:59] <alex_joni> what I can't figure out.. what's the damn difference?
[20:20:05] <alex_joni> they both multiply pulses..
[20:20:11] <Jymmm> Ok.... so we use ustepping to help with midband issues, now...
[20:20:52] <alex_joni> you use ustepping so that the motor doesn't jump from one step to the other, but rather moves smoothly
[20:21:15] <Jymmm> The 210 and the "multiplier".... 10 steps from the pc ----> 10x on 210 ---> 100 pulse to the motor, but ALWAYS driven by the gecko in 10uStepping.
[20:21:15] <alex_joni> that might cause the midband thingy too.. (the jumping from one step to another)
[20:21:26] <alex_joni> no
[20:21:33] <fenn> some stepper drivers can move smoothly from one step to the next and dont need microstepping
[20:21:58] <alex_joni> 10 pulses PC -> x10 on the G901, /10 on the G201 -> 10 steps on the motor
[20:22:11] <alex_joni> the G201 inside the G210 still does the 10usteps
[20:22:29] <alex_joni> you probably said the same thing..
[20:22:48] <Jymmm> what does 901 have to do with this?
[20:22:59] <Jymmm> were talking g210
[20:24:24] <alex_joni> G210=G901+G201
[20:24:59] <Jymmm> forget all the combos, lets just stick with g210 set at 10x
[20:25:00] <alex_joni> fenn: I think it depends more on the motor / voltage than the drives
[20:25:25] <alex_joni> Jymmm: the G210 is made out of a basic G201 with a multiplier board (G901) added
[20:25:50] <Jymmm> alex_joni Yes, I know, lets forget that.
[20:25:57] <alex_joni> ok..
[20:26:18] <alex_joni> so, thinking blackbox driver you have a 1-step drive
[20:26:22] <alex_joni> 1 step in, 1 step out
[20:26:37] <Jymmm> You said my xylotex and 8microstepping is: 8 pulse from pc is one step on the motor, right?
[20:26:55] <alex_joni> right
[20:27:04] <alex_joni> so for the G210 you need 8 times less pulses
[20:27:12] <alex_joni> ergo not so much PC power
[20:27:15] <fenn> http://techref.massmind.org/techref/io/stepper/linistep/smoother.htm
[20:27:36] <alex_joni> fenn: I don't really care that much about steppers..
[20:28:00] <Jymmm> alex_joni: So, what your saying is the 210, is bring up this "xylotex division" back up to a 1:1 ratio?
[20:28:16] <fenn> alex_joni: me either
[20:28:46] <fenn> alex_joni: I just think it's stupid that people design electronics to suit the software, instead of the other way around
[20:29:16] <alex_joni> Jymmm: right
[20:29:30] <alex_joni> you have the xylotex now
[20:29:40] <alex_joni> so you need 8*200=1600 steps / rev
[20:30:03] <alex_joni> 10 TPI -> 16000 steps / inch
[20:30:09] <alex_joni> iirc
[20:30:14] <Jymmm> close enough
[20:31:00] <alex_joni> ok.. now for 180IPM you need 48000 pulses/sec
[20:31:15] <Jymmm> k
[20:31:25] <alex_joni> if you switch from the xylotex to the G210, you would need only 6000 pulses/sec
[20:31:43] <alex_joni> 8 times fewer
[20:31:47] <Jymmm> what resolution will I lose?
[20:31:53] <Jymmm> err how much
[20:31:56] <alex_joni> 8 times
[20:32:28] <alex_joni> that means 2000 steps/inch
[20:32:38] <alex_joni> that might be too much resolution lost
[20:32:48] <alex_joni> so instead of running it at 10:1, you can do 5:1
[20:33:05] <alex_joni> 8000 steps/inch, and 24kHz pulses needed for 180IPM
[20:34:31] <Jymmm> So if I set the multipler baord up for half stepping, I'd only need 24,000 pulses/sec ?
[20:34:52] <alex_joni> yup
[20:35:01] <Jymmm> and the motor will still be driven (by the gecko) at 10uS
[20:35:02] <rayh> I thought xylotex had jumpers to change resolution.
[20:35:15] <Jymmm> rayh Full, half, qtr, 8th
[20:35:26] <alex_joni> rayh: but with the xylo you also loose smoothness
[20:35:27] <Jymmm> err maybe not qtr
[20:35:56] <rayh> ah okay. I had a similar problem with Sherline.
[20:36:31] <rayh> 1/4 step 16000 pulses per inch 24+ IPM was about it.
[20:36:45] <Jymmm> so in the half 24000 thing, the geck is driving the motor at 480000
[20:37:15] <alex_joni> without a 0
[20:37:16] <Jymmm> well, from what I understand, all geckos drive the motors at 10uStep no matter what for smoothness.
[20:37:55] <rayh> yes and the daughter board simply multiplies incoming steps to output steps.
[20:38:16] <alex_joni> Jymmm: yes
[20:38:35] <alex_joni> Jymmm: at the extent of cost
[20:39:16] <Jymmm> yeah, I'm just trying to figure out the xylotex vs gecko resolution loss
[20:39:41] <fenn> you only get the resolution that comes out of the PC
[20:40:06] <Jymmm> ...amd we have just come full circle...
[20:40:36] <fenn> sorry just kinda jumped in
[20:40:44] <Jymmm> =)
[20:41:03] <fenn> jymmm you really shouldnt be worrying about resolution for woodworking
[20:41:25] <Jymmm> fenn Not just wood =)
[20:41:44] <fenn> any kind of engraving or signmaking
[20:42:00] <Jymmm> I might be getting my hands on a laser =)
[20:42:04] <fenn> unless you're doing tqfp SMD circuit boards
[20:44:43] <fenn> even then.. .01mm is plenty of resolution
[20:45:28] <Jymmm> the beam is .02mm
[20:45:54] <Jymmm> "depending on lens"
[20:48:07] <fenn> .01mm is 2540 dpi
[20:49:24] <Jymmm> fenn we were originally taking about speed and !maintaining the existing resolution.
[20:49:29] <Jymmm> ~
[20:50:55] <Jymmm> fenn: I have 16000 STI now, and 180IPM under TCNC, I can only get 90IPM under emc. Alex was saying the G210 has a multiplier on it to bring the ratio back up to 1:1
[20:52:01] <Jymmm> s/sti/steps per inch/
[20:52:23] <fenn> you should set your resolution so that the maximum usable steprate is equal to the maximum velocity of your motors
[20:52:45] <fenn> unless you have a particular reason to need more resolution
[20:53:01] <Jymmm> the microstepping is to help with the midband issues.
[20:53:35] <fenn> i thought you were having problems with midband resonance on the xylotex anyway
[20:54:03] <Jymmm> been mostly resolved so far.
[20:54:34] <Jymmm> I'm not (financially) ready to move up to geckos atm
[20:54:50] <fenn> me either
[20:55:21] <Jymmm> It'll be almost $1000 by the time I get the PS, connectors, geckos, etc
[20:55:42] <Jymmm> it's all the lil shit that nickle and dime ya to death
[20:56:34] <Jymmm> I still need to figure out some "Safe spindle contorl" using a SSR that I have.
[20:56:55] <skunkworks_wrk> jymmm - what did your stalling problem end up being?
[20:57:29] <Jymmm> skunkworks: I loosened the belt
[20:58:13] <skunkworks_wrk> nice. With emc2 and turbocnc - I seem to be able to get about the same performance. - around 300 ipm on my machine
[20:58:31] <Jymmm> what drives?
[20:59:36] <skunkworks_wrk> they are what came with the machine - used to be a film step and repeat - it is german. crap - Let me think
[21:00:51] <Jymmm> * Jymmm smells the smoke from here
[21:00:56] <skunkworks_wrk> 5 phase stepping motors borhn lorhn or something like that - I will do a search
[21:01:11] <Jymmm> 5 phase?!
[21:01:16] <skunkworks_wrk> yes
[21:01:19] <Jymmm> I think mine are 2
[21:01:28] <fenn> this linistepper looks pretty cool
[21:01:33] <skunkworks_wrk> right - that is normal - z is that way
[21:02:06] <Jymmm> http://www.xylotex.com/StepperMotor.htm
[21:02:54] <skunkworks_wrk> Berger Lahr is the company
[21:03:38] <skunkworks_wrk> Berger Lahr for x and y -- z is a compumotor drive and stepper
[21:08:00] <jepler> re: linistepper -- unipolar, and only up to 35V? doesn't seem like an improvement over an L297/L298 in bipolar half-stepping configuration.
[21:09:05] <skunkworks_wrk> the Berger Lahr drive and steppers is 1000 steps per rev. Might be changeable but the manual was in german. Got the pinout info for the step and direction and that was it. ;)
[21:10:40] <Jymmm> Ok, changed out the bit, really cleaned out the collet. .375 == .375 WOOHOO!
[21:10:59] <fenn> jepler: what i thought was cool was the software microstepping
[21:14:18] <jepler> Let me see if I understand the schematic. (
[21:14:20] <fenn> i guess even better would be sinusoidal
[21:14:27] <jepler> http://www.piclist.com/images/member/RB-ezy-Q33/circuit.jpg
[21:15:52] <jepler> by developing some voltage at C5+ the transistor Q1 conducts a controlled amount of current, unless Q5 is also turned on?
[21:16:29] <jepler> where's the feedback?
[21:17:16] <jepler> it seems like this depends very much on the gain of Q1
[21:17:40] <SWP_Away> the feedback is acros the 3 paralleled resistors R1+R3+R4
[21:17:42] <SWP_Away> across
[21:17:44] <fenn> what's R1 R3 and R4 do?
[21:17:44] <SWP_Away> SWP_Away is now known as SWPadnos
[21:18:07] <fenn> they're not hooked directly to the PIC
[21:18:10] <SWPadnos> they give you 1V for every 3A of phase current
[21:18:11] <jepler> Nothing goes to R1/R3/R4 except Q1, Q2 and GND
[21:18:23] <fenn> ah i know
[21:18:35] <fenn> it's a simple current loop
[21:18:52] <SWPadnos> right, so you need to get the R14+R15 node above the voltage across the 3 resistors + the base->emitter drop for the transistor to turn on
[21:19:11] <SWPadnos> if the current is low, the transistor will be on
[21:19:22] <SWPadnos> as it goes higher, the transistor will turn off
[21:19:44] <jepler> ah
[21:19:53] <jepler> that makes some sense
[21:19:56] <fenn> does the transistor ever get in a half-on state? would that be bad?
[21:20:12] <SWPadnos> it probably can, and yes, that can be bad
[21:20:18] <fenn> hey long time no see acemi
[21:20:22] <SWPadnos> that's how amplifiers work, so it's not always bad
[21:20:37] <acemi> hi
[21:20:44] <SWPadnos> but you do get higher power dissipation in the transistor, so heatsinking becomes more important
[21:22:12] <jepler> is there a reason that linear ramping is better than sinusoidal ramping?
[21:22:39] <SWPadnos> I'm not sure
[21:22:56] <jepler> with sinusoidal you always have the same total power per motor; with linear it would vary
[21:23:14] <SWPadnos> for a step motor, the expected drive waveform is square pulses - that's the dfference between steppers and AC servos (or brushless DC)
[21:23:27] <SWPadnos> that's true
[21:23:54] <SWPadnos> but you have different torque output due to the "detents", I think
[21:24:23] <fenn> linear ramping is easier to do on a microcontroller
[21:24:32] <fenn> for sinusoidal you'd have to have lookup tables
[21:24:40] <SWPadnos> same power in doesn't necessarily mean same power out - the input is turned into losses and output power (2 unknowns, 1 variable)
[21:24:44] <jepler> Yeah, but a 12- or 16-entry lookup table won't break the bank
[21:24:47] <SWPadnos> out the shaft that is
[21:24:56] <fenn> i'd love to see a vector-control stepper driver
[21:25:19] <SWPadnos> it's called a "brushless DC servo"
[21:25:32] <SWPadnos> driver
[21:25:51] <fenn> why couldnt you use a "200 step brushless dc servo driver" to drive a stepper?
[21:26:50] <rayh_> Get the signals 90 degrees out of phase and you can run a stepper with a stereo.
[21:27:14] <fenn> SWPadnos: i dont have a scope.. does a stepper output a sinusoidal waveform?
[21:27:29] <fenn> when you spin it
[21:28:18] <SWPadnos> at constant speed, I think so
[21:28:24] <SWPadnos> but that's not constant torque
[21:28:39] <fenn> so what?
[21:29:11] <SWPadnos> well - position will be erlated to load torque and motot output torque (and power)
[21:29:33] <SWPadnos> if you want a linear position ramp between steps, you have to linearize output torque, not input electrical power
[21:30:03] <fenn> not sure i understand..
[21:30:18] <fenn> why is a sawtooth wave linear output torque?
[21:30:34] <SWPadnos> it's not
[21:30:34] <fenn> sawtooth pumped into the stepper
[21:30:56] <fenn> what waveform do you drive the stepper with to get linear output torque?
[21:31:00] <SWPadnos> they shouldn't be sawtooths anyway - should be a square (or trapezoidal) wave
[21:31:04] <SWPadnos> I'm not sure
[21:31:16] <SWPadnos> will you be around for 45 minutes or so?
[21:31:19] <fenn> yeah
[21:31:20] <SWPadnos> s/for/in/
[21:31:32] <SWPadnos> ok - I've got to get a tax payment out - I'll be back in a bit
[21:32:23] <SWPadnos> SWPadnos is now known as SWP_Away
[21:35:08] <jepler> seems like the "current ramping" with C5 can only be correct for one step rate
[21:37:25] <SWP_Away> it's quarter-stepping, right? (the two sets of resistors and diodes, connected to RB6 and RB7 set the charge rate
[21:39:55] <jepler> remove C5 and you can get 4 current levels depending on RB6,7
[21:40:27] <jepler> he says they're 0%, 25%, 55%, 100%
[21:43:41] <fenn> it does analog linear smoothing between steps, but can also do microstepping in software
[21:44:16] <fenn> and yes the hardware smoothing is only good for one step rate
[21:44:53] <CIA-5> 03alex_joni * 10emc2/src/rtapi/rtai_rtapi.c: reverted recent do_gettimeofdate changes, as that breaks on some systems
[21:46:02] <fenn> noooo!!
[21:49:29] <rayh_> yesssss!!
[21:52:19] <alex_joni> :P
[21:58:27] <fenn> it still might be useful for figuring out what exactly limits the minimum PERIOD
[21:59:11] <alex_joni> fenn: not if some linuxes have a blocking gettimeofday()
[21:59:28] <alex_joni> then it's usefull to see that any PERIOD locks up the PC
[22:01:45] <fenn> this seems like something that should be in rtai
[22:02:48] <alex_joni> fenn: seems
[22:03:01] <alex_joni> but if you start digging for it.. you'll see it's not that easy
[22:03:16] <fenn> i'm not knocking on rtai, but a lot of real time stuff would need timers
[22:03:26] <fenn> down to nsec
[22:03:36] <fenn> dunno what form gettimeofday() returns in
[22:04:54] <jepler> linux userspace gettimeofday returns a value in seconds + microseconds, but whether the resolution is really 1 microsecond I don't know.
[22:05:06] <jepler> 'struct timeval'
[22:06:02] <fenn> i would like to know if an outb is really the limiting factor or not
[22:06:16] <fenn> would need timers much more precise than msec to do that
[22:06:57] <jepler> 'rdtsc' (the "read time stamp counter") instruction should be available, if you don't mind a little __asm__
[22:07:05] <alex_joni> jepler: the problem is that it's bad to call a userspace function from a RT thread
[22:07:21] <alex_joni> jepler: that leaves you with problems on CPU freq
[22:10:36] <jepler> as for the resolution of linux userspace gettimeofday(), a simple program I wrote does see changes of as little as 1 tv_usec between calls
[22:11:43] <jepler> (kernel 2.4, pentium 2.4GHz)
[22:12:00] <jepler> http://emergent.unpy.net/index.cgi-files/sandbox/tod.c
[22:12:51] <fenn> * fenn syncs his disks :)
[22:13:32] <cradek> "1"
[22:13:43] <cradek> 2.6.12 PIII 666
[22:16:34] <fenn> i also get "1"
[22:17:09] <cradek> jepler: did you try on 2.2?
[22:17:13] <jepler> cradek: no
[22:17:16] <jepler> (who cares?)
[22:17:20] <cradek> that would be interesting
[22:17:25] <jepler> I don't know what my program proves, really
[22:18:06] <jepler> 550MHz PIII, kernel 2.2, "1"
[22:18:21] <jepler> I guess it proves gettimeofday() has plenty of resolution
[22:18:34] <cradek> that's nice to know
[22:18:56] <jepler> but this has nothing to do with whether it's acceptable to call it from a real-time thread
[22:20:27] <SWP_Away> SWP_Away is now known as SWPadnos
[22:21:47] <SWPadnos> do_gettimeofday is the kernel helper that actually gets the time - it's used all over the kernel
[22:22:03] <SWPadnos> it's not the same as the libc gettime() function
[22:22:42] <jepler> http://www.ussg.iu.edu/hypermail/linux/kernel/9604.3/0363.html
[22:23:17] <SWPadnos> ok ...
[22:23:56] <jepler> pentium 100 wouldn't be able to see 1us gettimeofday changes, unless syscall latency has gone down since 1996
[22:24:20] <SWPadnos> the trouble with direct TSC reads is that they aren't monotonic (or even accurate) on (1) dual-core Athlons/Opterons or (2) any processor that modifies clock speed for power savings
[22:25:07] <jepler> are either of those scenarios relevant for emc right now?
[22:25:08] <SWPadnos> that message says that they measured the syscall duration by using "the Pentium timer" (ie, the TSC)
[22:25:23] <SWPadnos> not this instant, but in one year, they will be
[22:25:36] <jepler> doesn't seem like (2) will ever be relevant for emc
[22:25:41] <SWPadnos> Athlon64 dual core are getting cheap
[22:26:21] <SWPadnos> it depends. I'm not sure what the speedstep / powerNow options are
[22:26:32] <SWPadnos> we'd need to document that you can't use those features
[22:27:33] <jepler> I think there's typically a large latency when changing CPU speed, and I'm unclear about whether they require ACPI
[22:28:12] <SWPadnos> it changes the meaning of a TSC count - that's the problem
[22:30:22] <jepler> is HPET some kind of AMD super-TSC?
[22:30:31] <jepler> * jepler looks at kernel source but fails to understand much of it
[22:31:00] <SWPadnos> I'm not sure what the HPET is, but it's in some chipsets
[22:31:50] <jepler> time.c: Using PIT/TSC based timekeeping.
[22:31:51] <SWPadnos> you basically have HPET, PMTimer (power management), TSC, or 8254 timers available (or the RTC, but that's slow, I think)
[22:31:56] <jepler> not in my amd64
[22:32:06] <jepler> I mean, no HPET
[22:32:18] <SWPadnos> ok - I'm not sure when you get that
[22:32:43] <SWPadnos> there's an Intel spec for HPET, so it's not AMD-only
[22:33:36] <jepler> your point (1), are you talking about when a process gets moved from one core or CPU to another (so something always running on core 0 can still depend on tsc?), or is TSC non-monotonic even on the same core?
[22:33:59] <jepler> ooh
[22:34:01] <jepler> * jepler goes home
[22:34:01] <SWPadnos> I think it's monotonic on a single core, but not necessarily fixed rate
[22:35:12] <fenn> heh
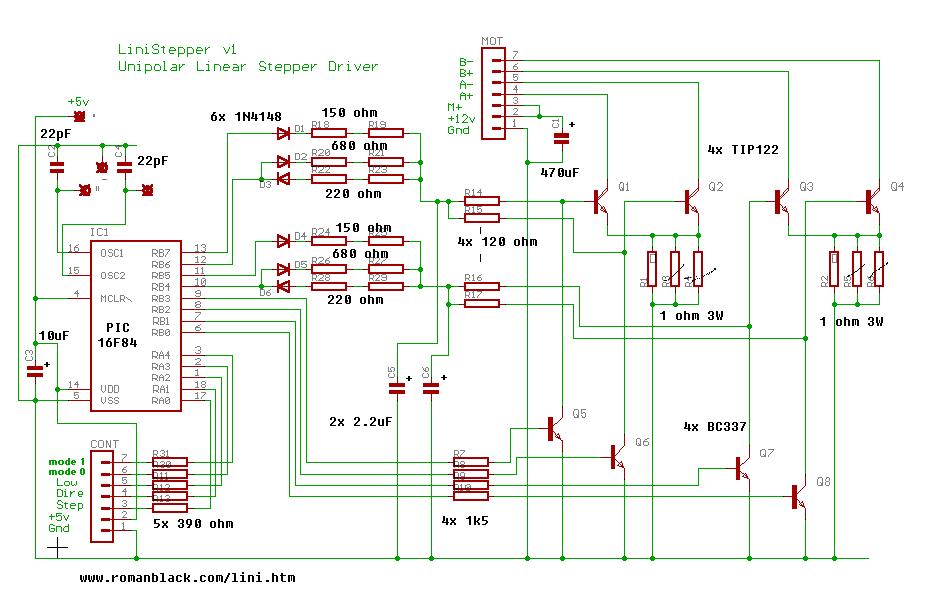{kind=link}